
Abstract
Polypropylene (PP)/ethylene acrylic acid (EAA)/maleic anhybride-grafted PP (PP-g-MA)/organoclay nanocomposites were prepared using the melt mixing technique, and PP-g-MA and EAA were employed as the compatibilizers. The sodium montmorillonite (MMT) were pretreated with high-speed airflow pulverization method and then grafted using γ-glycidoxypropyltrimethoxysilane, followed by modification using trihexyltetradecylphosphonium chloride cation with supercritical carbon dioxide as the reaction medium (the obtained product was abbreviated as OGMMT). The modification of MMT was characterized by thermogravimetric analysis, X-ray diffraction (XRD), and scanning electron microscopy. The effect of organoclay content on microstructure and mechanical properties of PP/EAA/PP-g-MA/OGMMT nanocomposites was investigated by XRD, transmission electron microscopy, dynamic mechanical analysis, tensile strength, notched impact strength, flexural strength, and flexural modulus. The results show that the OGMMT has a high weight loss, a large d-spacing increment, and exfoliation predomination structure. The addition of compatibilizers benefited the formation of exfoliated structure and the dispersion of OGMMT in PP matrix, and hence, enhanced the storage modulus (G′) below the glass transition temperature (T g), storage modulus (G″), T g, tensile strength, flexural strength, and flexural modulus of the nanocomposites. Furthermore, with the increasing OGMMT content, the nanocomposites exhibited very inconsiderable alteration in the clay dispersion level and enhanced G′ below the T g, G″, tensile strength, flexural strength, and flexural modulus of the nanocomposites, whereas the T g was invariant. As a whole, the introduction of compatibilizers and OGMMT led to the reduction of notched impact strength, which also nearly linearly decreased with increasing clay content.
Introduction
Polymer–clay nanocomposites have attracted tremendous interest because of their potential to exhibit enhanced properties at very low filler loading, such as thermal, barrier, physical, and mechanical properties as compared to those of pristine polymers or conventional composite systems where fillers are incorporated in large amount, if nano-dispersion of clay in the polymer matrix is realized. 1 –3 However, the uniform dispersion of the clay in the polymer matrix is difficult to achieve due to hydrophilic nature of clay and hydrophobic nature of polymers. Thus, the resulting properties of the composites fail to meet expectations as predicted theoretically in most cases. To achieve expected properties, efficient dispersion of the reinforcing agent is a prerequisite, which is possible when there is good affinity between the polymer matrix and the inorganic filler. 4 Two routes were usually adopted to improve the interaction between polymer and clay. One is the organic modification of natural MMT using proper surfactants, which can decrease the surface energy as well as improve the miscibility with the polymer. 5,6 Another approach is the introduction of polar functional groups to the polymer matrix to improve the compatibility between polymer and clay. 7
The organic modification of MMT can be realized by treating the clay with silane coupling agents as demonstrated in reported works. 8 Organic compounds through a cation exchange process can also be incorporated into the interlayer galleries to achieve the pretreatment of MMT. The common cationic surfactants including quaternary ammonium, phosphonium and immidazolium ions, and so on, were used for ion exchange reactions, which render the silicate surface hydrophobic and make possible the subsequent intercalation of various polymers and the achievement of full dispersion of nanoclay inside the polymer matrix. The formed polymer/organic MMT composites and the resulting enhancement of properties are closely related not only to the organic modifications of clay but also to the organoclay content when the same type of clay is used under similar experimental conditions. Aktas et al. 9 investigated the effect of nanoclay content on the properties of glass fiber-reinforced, waterborne epoxy laminates and found that the clay content played a crucial role to the state of clay dispersion and the improvement in interlaminar shear strength, flexural strength, and flexural stiffness. Greesh et al. 10 explored the effect of the clay loading on the morphology and properties of poly(styrene-co-butyl acrylate)–clay nanocomposites prepared in emulsion polymerization and found that the clay content had an important effect on the formation of nanocomposite with intercalated/exfoliated structure and properties of the polymer/clay nanocomposite. These observations are derived by the different systems used, and hence, by the different synergistic relationships between the clay content and the polymer utilized each time. Thus, it is very important to test the effect of clay content on structure and properties of polymer–clay nanocomposites, which is fundamental and practical, and would be greatly good for designing materials with desired properties.
Currently, PP is one of the most widely used polyolefins due to its appealing combination of low cost, low density, and high heat distortion temperature. 11 Usually, some properties of pure PP, especially stiffness, did not meet the actual need. The stiffness of PP is known to be considerably improved by the introduction of uniformly dispersed nanoclay. 12 However, it is very difficult to prepare PP-based nanocomposites with well-dispersed clay plates because of its nonpolar backbones. To overcome this difficulty, a third component including a certain amount of polar groups, namely, a compatibilizer, is required to assist the intercalation of PP polymer chains in clay during melt intercalation. PP-g-MA was proved to be effective in facilitating the intercalation of PP in nanoclay platelets in order to achieve a good level of intercalation. 13,14 However, a large amount of PP-g-MA must be used at high clay concentration, which is expensive and may reduce the mechanical properties of nanocomposite. 15,16 Thus, the choice of types and dosage of compatibilizer is very important for PP-clay composites with high mechanical properties.
The main objective of this article was to investigate the effects of compatibilizers and organoclay content on the morphology and mechanical properties of PP/PP-g-MA/ethylene acrylic acid (EAA)/organoclay composites. To better adjust the morphology and improve the dispersion of clay in the polymer matrix, the original clay was first treated with high-speed airflow pulverization method (the obtained clay was denoted as FMMT) and then grafted with γ-glycidoxypropyltrimethoxysilane (GMMT; KH560), followed by being modified with trihexyltetradecylphosphonium chloride (THTDP) as intercalating agents with supercritical carbon dioxide (scCO2) as the reaction medium. Besides, PP-g-MA and EAA were introduced into the PP matrix in order to enhance the interfacial interaction between PP and OGMMT. Additionally, the mechanical properties of prepared composites were systematically investigated in order to elucidate the effect of compatibilizers and organoclay content on the properties of composites.
Materials and experimental procedures
Materials
The sodium ion (Na+)-rich MMT used was provided by Nanocor, Inc. (Chicago, USA). The cationic exchange capacity (CEC) of the MMT is 120 meq 100 g−1. THTDP (molecular weight: 591.3 g mol−1 and purity: 95%, density: 0.895 g mL−1 at 20°C, melting point above 300°C) was purchased from Sigma-Aldrich Co. (Shanghai, China) and was used as received. γ-Glycidoxypropyltrimethoxysilane (γGTO) was obtained from Hubei Debang Chemical Co. Ltd. (Hubei, China). The reagent was used without any further purification. The matrix was based on a kind of industrial grade isotactic PP, with the trade name of T30S, was supplied by Guangdong Maoming Petrochemical Co., Ltd, China). PP-g-MA (percent grafting 1%) were obtained from Arkema Group (Paris, France). EAA copolymer with the content of acrylic acid 20.5 wt% was supplied by DuPont (Wilmington, Delaware, USA)-Dow Chemicals (Midland, Missouri, USA). PP-g-MA and EAA were used as the compatibilizers.
Modification of MMT
The pristine MMT was pretreated with a fluidized-bed type airflow crusher (QYF-150, MiYou Group, China; the obtained pretreated MMT was denoted as FMMT), followed by being reacted with γGTO according to the procedure reported previously. 17 Briefly, after a calculated amount γGTO was hydrolyzed at pH 4.0 for 4 h in a solution of acetic acid in ethanol (90 wt%)/distilled water (10 wt%) mixture (800 mL), and then FMMT (40 g) was dispersed in the above-mentioned mixture and sheared for 24 h at 70°C. The resulting product was diluted using ethanol five times in order to remove the soluble homocondensates and dried at 90°C for 24 h in a vacuum oven. The obtained product of γGTO-grafted FMMT was marked as GMMT. Subsequently, GMMT was ground, followed by modification with THTDP in scCO2 at 20 MPa, 40°C after 2 h of continuous stirring at 180 r min−1 in a 1 L high-pressure vessel. After rapid depressurization to ambient pressure, the modified powder was obtained and then dried at 60°C for 12 h in a vacuum oven to remove any moisture and used without further purification. The THTDP concentration was 0.6 times the CEC of the mineral. The organically modified clays were marked as OGMMT.
Preparation of nanocomposites
PP, PP-g-MA, EAA, and dry OGMMT (3, 5, 7, and 9 wt%) were first dry-mixed (shaken in a bag to combine), respectively, followed by being melt-extruding with a twin-screw extruder (CTE35, Coperion Machinery Co., China). The six heating zones were set to 170°C, 190°C, 210°C, 210°C, 215°C, and 210°C, and the screw speed was set at 240 r min−1. For comparison, pristine PP and PP/OGMMT (3 wt%) were also melt blended similar to the reference materials. The resultant composites were dried in a vacuum oven at 90°C for 12 h to remove any residual moisture, followed by molding on an injection molding machine (CJ-80; Chen De Plastics Machinery Co., Ltd, China)) at 210°C into various specimens for testing and characterization. The samples were placed in a thermotank at 23°C for 12 h to remove any residual stress.
Characterization
Thermogravimetric analyses (TGAs) of the powders were performed on a Q50 (TA Corp., Delaware, USA) thermogravimetric analyzer with a heating ramp of 20°C min−1 up to 850°C under flowing nitrogen (N2; flow rate 60 mL min−1). The mass of the samples used was approximately 9 mg.
The X-ray diffraction (XRD) patterns of clay powders and the composites were carried out on a Rigaku D/Max-2200 XRD diffractometer (Japan) with copper (Cu)-K α radiation (λ = 0.15418 nm) with a scanning rate of 1° min−1 at 30 mA and 40 kV at room temperature. The basal spacing of the samples was obtained according to Bragg’s law.
The morphological analysis of the pristine MMT and OGMMT was done on a scanning electron microscope (KYKY-2800B, KYKY Technology Co., ltd., China), after gold coating.
Morphology of the composites was examined using a transmission electron microscope (JEM-1200EX, JEOL, Japan) at an accelerating voltage of 120 kV. The samples for transmission electron microscopic (TEM) observation were ultrathin sectioned using a microtome equipped with a diamond knife. These sections (about 100 nm in thickness) were cut from Izod bars perpendicular to the flow direction and successively collected in a trough filled with water, followed by placing them on a 200-mesh Cu grid.
Dynamic mechanical analysis (DMA) was performed with a TA-Q800 dynamic mechanical analyzer (TA Corp., New Castle, Delaware, USA). The tests were carried out using the three-point blending geometry at a constant frequency of 1 Hz and temperature range from −50 to 110°C at a heating rate of 5°C min−1 under N2 atmosphere. The low-temperature measurements were performed in a stream of dry air cooled with liquid N2, and the high-temperature measurements were carried out under a stream of dry N2.
Tensile and flexural tests were performed according to ASTM D-638 and ASTM D-790, respectively, using a universal testing machine (WDW-10C, Shanghai Hualong Test Instruments Co., Ltd., China) at room temperature. The specimens prepared by injection molding were dog-bone shaped. Crosshead speed was set at 50 mm min−1 for tensile tests and 2 mm min−1 for flexural tests. For each specimen, the data reported were the average of five to seven specimens. Notched Izod impact tests were performed on a ZBC-4 Impact Pendulum (Shenzhen SANS, China) at 23°C according to the ASTM D-256 standard. The notches (depth of 2.5 mm and radius of 0.25 mm) were machined after injection molding. Experimental errors were calculated from five specimens for the impact tests. The average deviations based on five specimens were of the order of 5%.
Results and discussion
Structure of unmodified and modified MMT
Figure 1 shows the thermal decomposition of pristine MMT, FMMT, GMMT, and OGMMT in terms of weight as a function of temperature. For pristine MMT and FMMT, nearly same decomposition process occurred, including the following three steps: (a) the desorption of gases and adsorbed water about below 150°C, (b) the removal of interlayer water over the range of 200−550°C, and (c) the dehydroxylation of aluminosilicate in the temperature range of 550–780°C 17 (curves a and b in Figure 1). After grafting of the silane molecules, the degradation that occurred in a temperature range from 200°C to 550°C increased, which may contribute to the thermal decomposition of the organic molecules, with the exception of the dehydroxylation of aluminosilicate around 550–780°C (curve c in Figure 1). The above results confirmed that silane molecular was successfully grafted on the FMMT. 17 There was a sharp weight loss in the case of OGMMT compared with that of GMMT (curve d in Figure 1), which was mostly due to the two weight loss steps, except the dehydroxylation of structural OH units from the clay over the temperature range of 550 to 780°C. The first step at approximately 200–350°C was due to the decomposition of surfactant molecules that were physically adsorbed on the external surface of the clays by van der Waals force. The second step was found at the temperature about 350–550°C corresponding to the decomposition of surfactant ions that were intercalated into the clay interlayers through cation exchange and bound to surface sites via electrostatic interaction. 18 The result of TGA provided an evidence for successful intercalation–modification of GMMT using THTDP as the intercalating agent with scCO2 as the reaction medium.
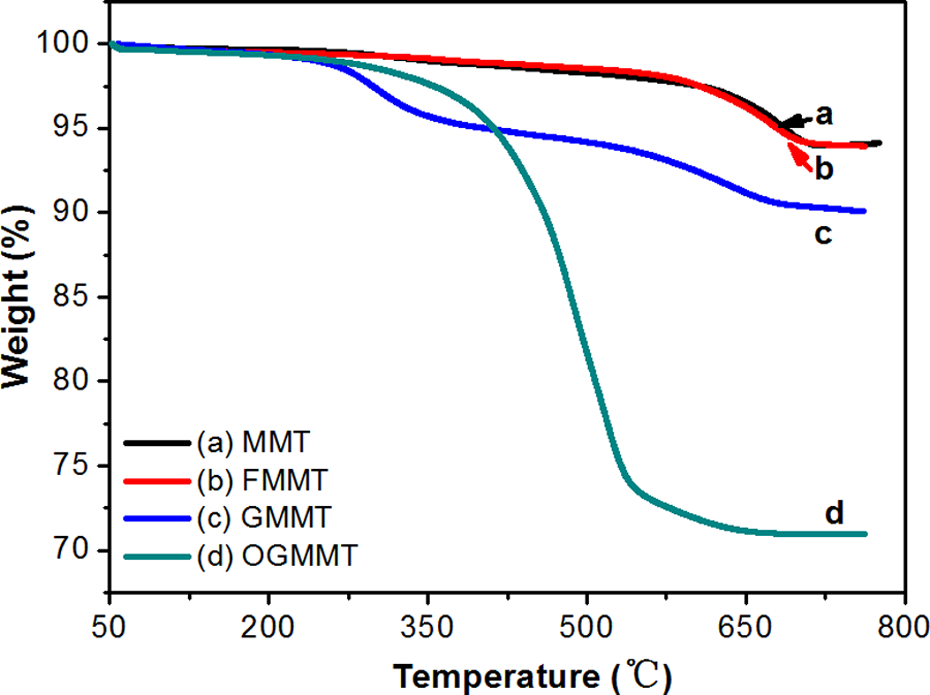
TGA curves of (a) MMT, (b) FMMT, (c) GMMT, and (d) OGMMT powders.
Figure 2 presents the XRD patterns of the pristine MMT, FMMT, GMMT, and OGMMT. The XRD spectrum of pristine MMT exhibited a broad peak at 2θ = 6.72°, corresponding to a d 001 spacing of 1.31 nm (Figure 2, curve a). Compared with MMT, FMMT showed two kinds of relatively weak and blurry diffraction peaks at 2θ = 5.68° and 7.20°, corresponding to interlayer spacing of 1.55 and 1.23 nm, respectively, which indicated the ordered structure of MMT was probably destroyed to some extent after the processing with high-speed airflow pulverization (Figure 2, curve b). After being grafted by the silane, the GMMT showed multiple very weak and blurry diffraction peaks at different 2θ (Figure 2, curve c), probably because the organosilanes were fixed solely on the different locations (on the edge of the clay platelets or on the interlayer surface of the clay platelets), resulting in a pseudo disorder arrangement structure of clay. After organic treatment with THTDP in scCO2, the d 001 peaks shift toward a relatively low 2θ value (Figure 2, curve d). This was probably because THTDP was an ionic liquid and was in liquid state at the room temperature, besides, high-pressure CO2 can reduce the viscosity of the ionic liquids by dissolving into the ionic liquids. Therefore, the THTDP molecules can freely diffuse into the gallery of clay in the presence of CO2, and intercalation with high degrees of exchange between THTDP cation and Na+ was obtained. 19
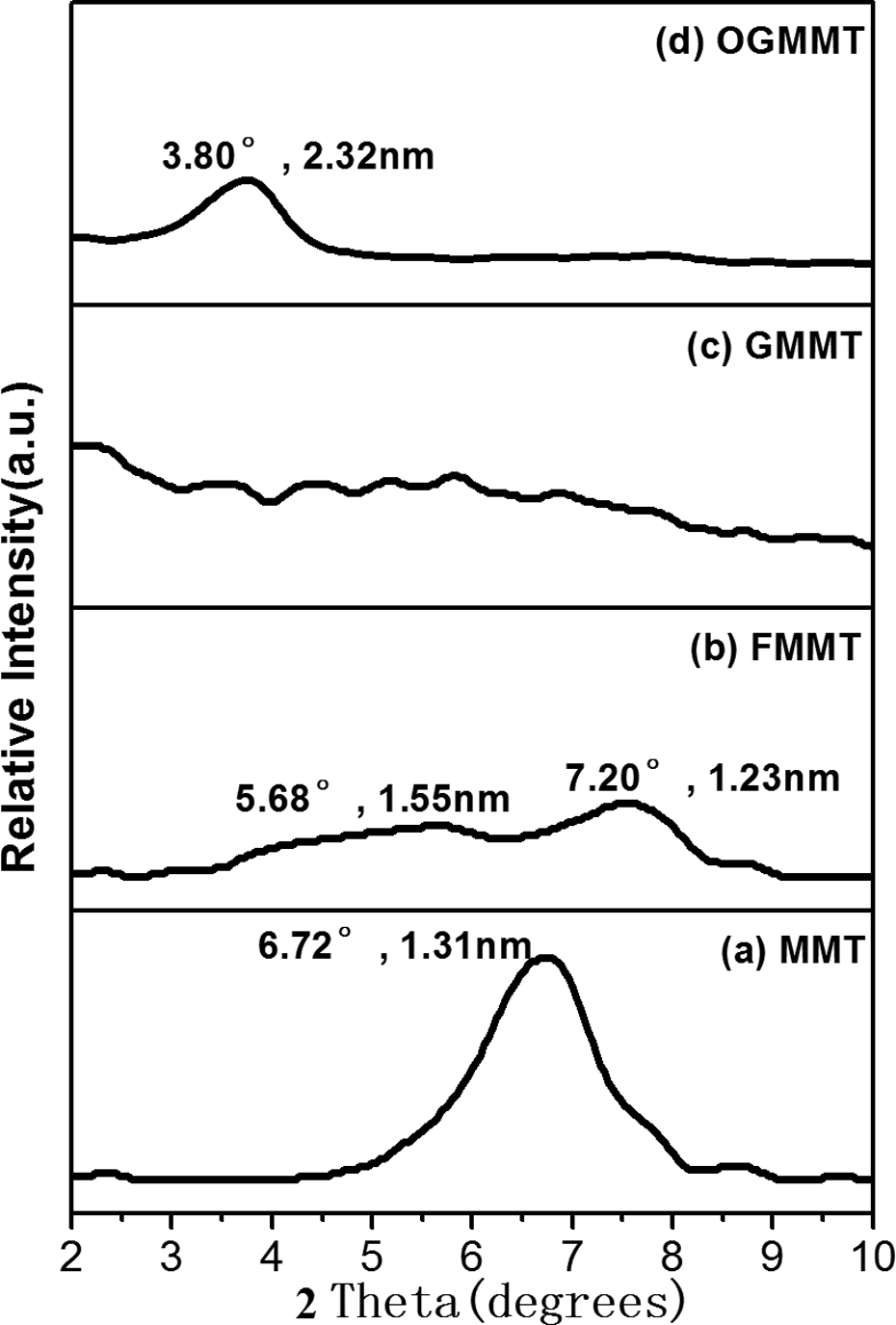
XRD patterns of (a) MMT, (b) FMMT, (c) GMMT, and (d) OGMMT powders.
The scanning electron microscopy (SEM) results provided important information about the morphology of the clay particles before and after modified processing, as shown in Figure 3. SEM images of the pristine MMT (Figure 3(a)) showed large tightly bound tactoids, which were aligned to form ellipsoid-shaped agglomerations. The tactoids composed of many highly ordered stacked platelets held together by van der Waals force. After high-speed airflow processing, the large ellipsoidal structures were broken into small tactoids and random platelets (Figure 3(b)) because van der Waals force between stacked platelets were destroyed by external force in the extraordinary impact of the high-speed airflow. Surprisingly, the SEM images of GMMT were mostly composed of many tactoid structures, with very few individual platelets present (Figure 3(c)). This can be explained by assuming the occurrence of grafting reaction mostly on the edge, which destroyed the outer structure of FMMT particles. After the reaction with THTDP in scCO2, the size of OGMMT became slightly large when compared with that of GMMT. However, the number of tactoids particle and the compactness of the tactoid surface decreased. The individual tactoids have been delaminated from each other and lost their parallel registry. Moreover, many clay platelets that were separated from the tactoidal structure, while only a small fraction of tactoids were found in particle form (Figure 3(d)). The results revealed that GMMT were dispersed to high extents via scCO2 processing. SEM evaluation reveals that scCO2 readily entered the galleries of the clay and helped THTDP molecules to penetrate into the clay galleries. After rapid depressurization, expansion of the scCO2 between the nanoclay layers pushed them apart, while the THTDP remained between the layers and covered the surfaces of the layers. Therefore, outer layers of the larger and smaller particles were delaminated and the larger particles were fractured into smaller particles during processing. These results were consistent with XRD results, which further provided unambiguous evidence for successful intercalation-modification of GMMT in the scCO2.
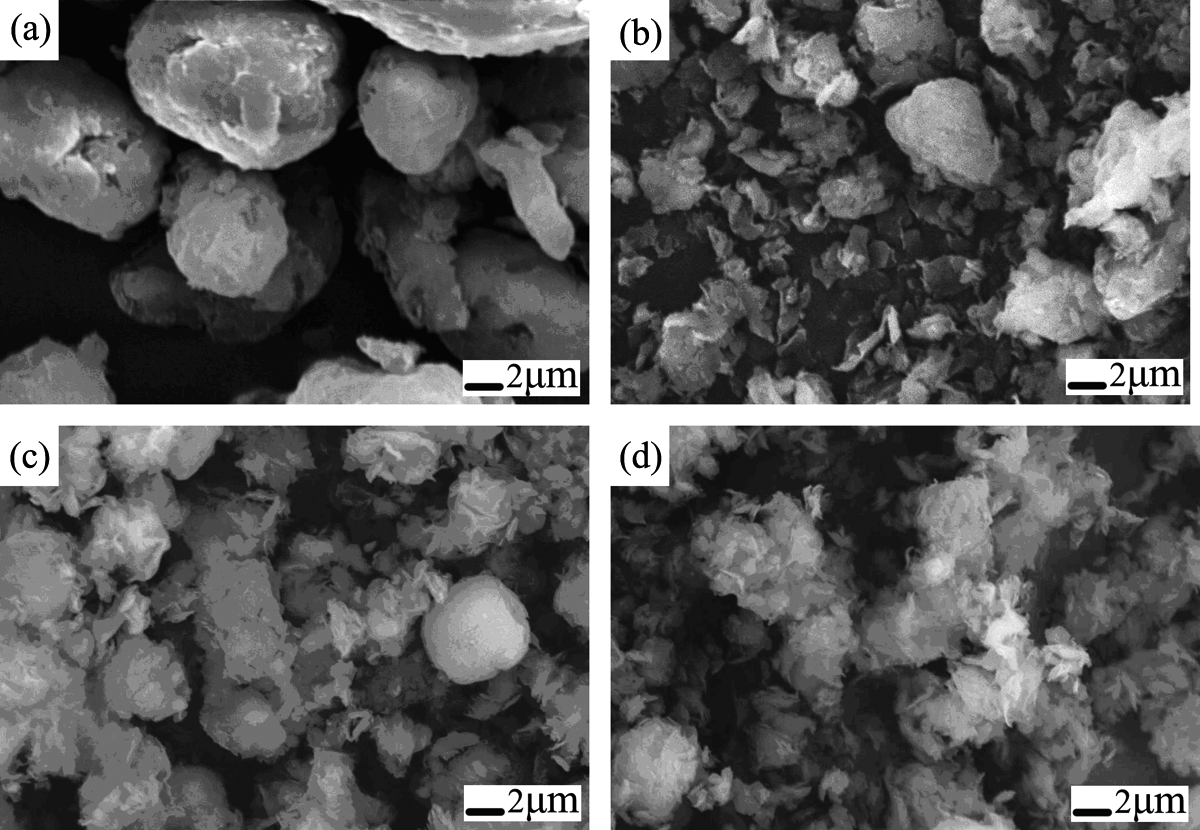
SEM images of (a) MMT, (b) FMMT, (c) GMMT, and (d) OGMMT powders.
Structural characterization of nanocomposites
Figure 4 shows the XRD patterns of PP-based composites at 2θ of 2° to 10°. In the case of the PP/OGMMT composite, the shift of the peak from 3.80° (d 001 = 2.32 nm) for OGMMT to lower 2θ (3.72°), and thus the interlayer spacing was increased to 2.37 nm (Figure 4, curve a). It was probable that PP had partially intercalated into the interlayer of OGMMT and disrupted the ordered platelets to some extent. It was worth noting here that the diffraction peak obviously shifted toward a lower angle (2θ = 2.52°, corresponding to the interlayer spacing of d 001 = 3.50 nm) in the XRD pattern of PP/EAA/PP-g-MA/OGMMT composites compared to that of PP/OGMMT composite, indicating that the presence of polar compatibilizers resulted in a weak interaction between clay layers and significantly improved the dispersion of clay in the PP matrix. However, it may be observed that the position of the diffraction peak did not change as the clay loading increased, indicating that the basal spacing of OGMMT was invariant with clay content. This was probably because the nature of OGMMT only resulted in the limited intercalation in well-ordered clay structures, and thus the further enhanced interlayer spacing became quite difficult to achieve without an optimized extrusion process. Besides that, the intensities of the (001) reflection were gradually enhanced with increasing the clay content, suggesting that large well-ordered clay tactoids still occurred in the composites at a high clay content level.
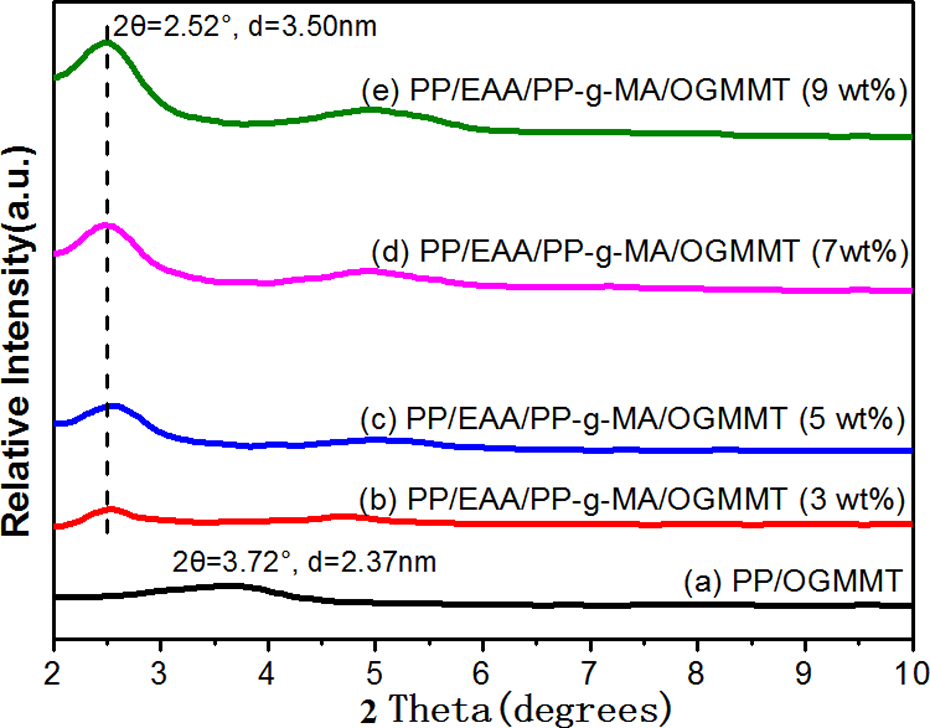
X-ray patterns of (a) PP/OGMMT and PP/EAA/PP-g-MA/OGMMT composites with different OGMMT loadings (b) 3 wt%, (c) 5 wt%, (d) 7 wt%, and (e) 9 wt%.
XRD was not sensitive to dispersed platelets and therefore may not be representative of the true dispersion state of the system. To unveil the dispersion status of the OGMMT in the PP matrix, TEM analysis was carried out. Figure 5(a) to (e) shows the results of PP-based composites with or without compatibilizers at different clay loadings, in which the dark line shows silicate layers, whereas the brighter area indicates the matrix. For PP/clay composites, the OGMMT layers mostly consisted of oriented multilayered stacks accompanied by few individual clay platelets without the occurrence of obvious intercalation or exfoliation (Figure 5(a)). This was probably because the nonpolar PP lacks favorable interactions with OGMMT, which limited the dispersion of OGMMT in the PP matrix during melt compounding, as also evidenced in appearance of relatively high (001) peak intensities. On the other hand, a good dispersion of OGMMT with many disordered single platelets was observed in the PP/EAA/PP-g-MA/OGMMT nanocomposites (Figure 5(b) to (e)), indicating a mixed morphological structure with the combination of intercalated stacks and exfoliated platelets. It appeared that the presence of polar PP-g-MA and EAA helped to reduce the interaction between the layers owing to their effective compatibilizer role, leading to the increase of the interlayer spacing of the clay and the weakening of the reduction of agglomeration size of clay particles. 20 Besides, with an increase in the OGMMT loading, preferred orientation of the platelets and the tactoids gradually increased (Figure 5(b) to (e)). This was probably because breakup of clay agglomerates may be considerably slowed, whereas aggregation and directional array of silicate layer did probably occur with increasing clay loading during the melt compounding. The TEM observation was basically in agreement with the XRD results.
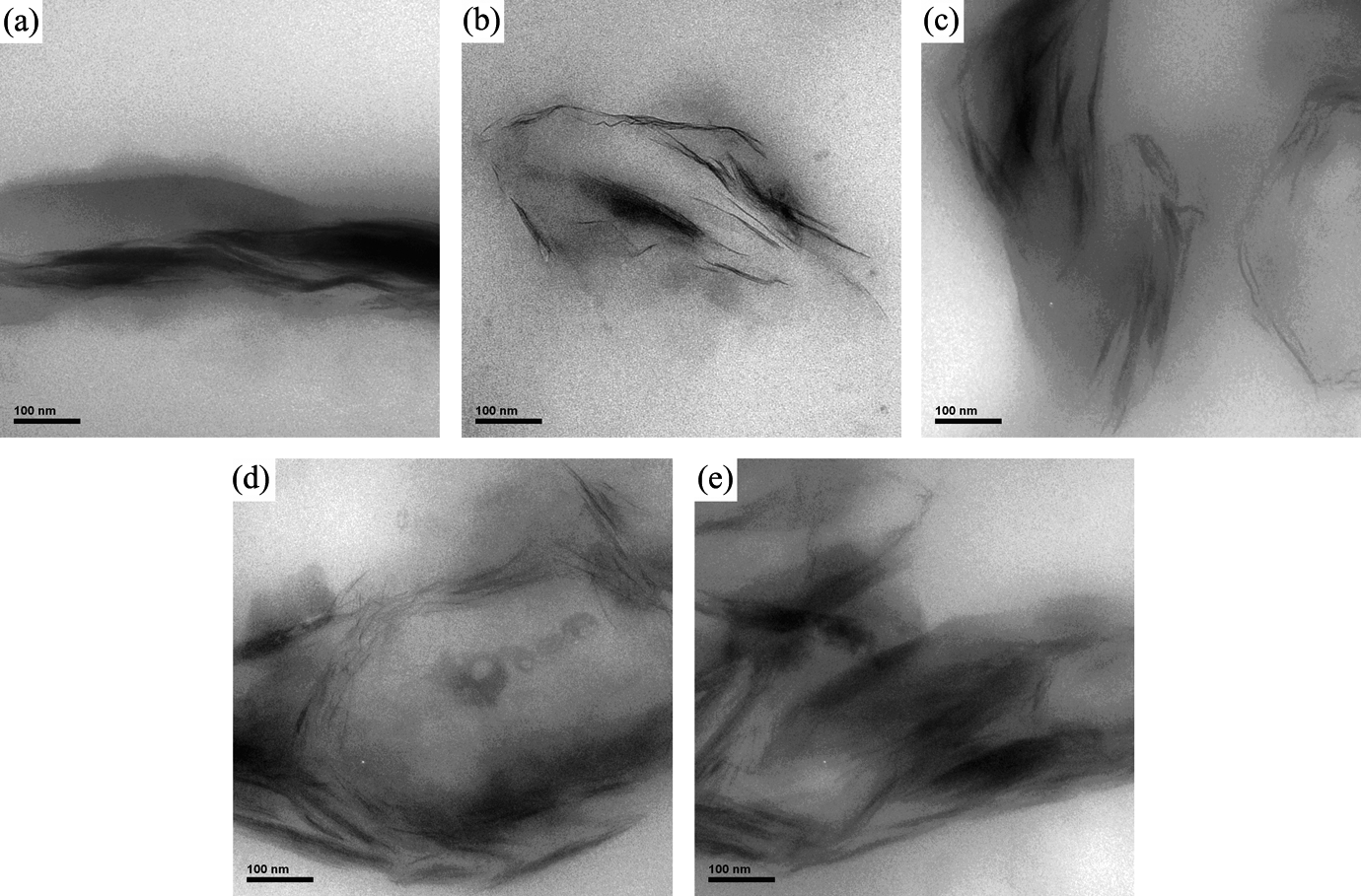
TEM micrographs of the nanocomposites of (a) PP/OGMMT and PP/EAA/PP-g-MA/OGMMT composites with different OGMMT loadings (b) 3 wt%, (c) 5 wt%, (d) 7 wt%, and (e) 9 wt%.
Dynamic mechanical behaviors
DMA was employed to measure the response of the pure PP and its composites to an oscillatory deformation as a function of temperature. Figure 6 shows the temperature dependence of (a) dynamic storage modulus (G′), (b) loss modulus (G″), and (c) loss factor (tan δ, the ratio G″/G′) of pure PP and the various composites. From the storage modulus versus temperature curves (G′-T) in Figure 6(a), it was clear that the incorporation of clay into the PP matrix resulted in an increase in the modulus for the PP hybrids in the testing temperature range as compared to virgin PP. The improvement of the storage modulus of the composites probably caused by the stiffness of OGMMT layers dispersed in the PP matrix. 21 Below T g, the enhancement of G′ was clear for various nanocomposites. Moreover, the extent in increase was found to be related to the compatibilizer and clay content. In comparison with the composite without compatibilizer (PP/OGMMT composite), the composites with compatibilizer exhibited superior storage modulus (Figure 6(a)). This was probably because the compatibilizers favored stronger interfacial adhesion among matrix resin and OGMMT and increased the dispersion of the layered clays in the PP matrix, promoting the formation of exfoliated layers of the reinforcing clay particles. The dispersed clays, especially the exfoliated layers, hindered the movement of PP molecular chain, and hence enhanced the storage modulus of the composites. 22 Thus, the composites with compatibilizers had a higher G′ value than the composite without compatibilizers. The storage modulus of the composites with compatibilizers systematically increased with increasing OGMMT content with maximum storage modulus at 7 wt% OGMMT content. It demonstrated that the inclusion of nanoclay in PP matrix with compatibilizers resulted in higher storage modulus of the composites. This was probably because the reinforcement effect of the clay particles became prominent for composites with the same content of compatibilizers due to the restricted movement of the polymer chains, and hence strong enhancement of modulus appeared. It was found that the G′ value of composite with a clay loading of 9 wt% was nearly equal to that of 7 wt% clay loading. This was probably because an increasing tendency toward preferred orientation and agglomeration of the clay platelets in the composites with relatively high clay content (9 wt%) led to an unobvious reinforcement effect. Above T g, the storage modulus, however, gradually reached a plateau for both pure PP and its nanocomposites and the G′ values at plateau were almost the same. It indicated that the effect of the incorporation of clay into the PP matrix (with or without compatibilizers) on G′ became negligible when the temperature reached to certain level. Furthermore, the stiffness of nanocomposites turned matrix dependent, similar to what has been reported in literature. 23
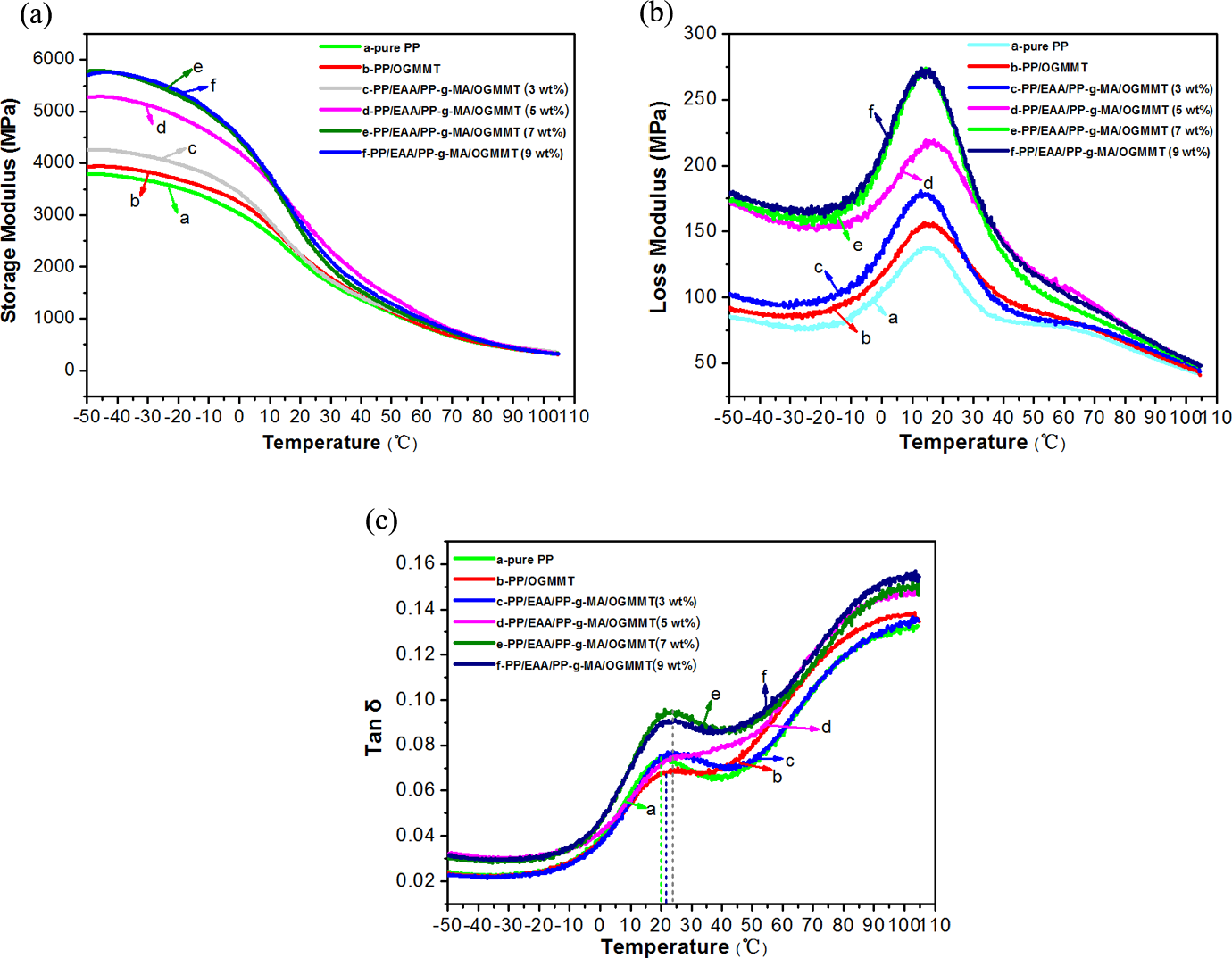
Temperatures dependence of G′, G″, and tan δ for pure PP, PP/OGMMT, and PP/EAA/PP-g-MA/OGMMT composites with different OGMMT loadings.
The incorporation of OGMMT in the PP matrix also resulted in a substantial increase in G″ value as compared to pure PP throughout the temperature range as can be seen in Figure 6(b). It was also found that the loss modulus peaked near the glass transition temperature and then it decreased sharply, indicating the increased flow of chain movement above transition temperature. Venkatesh et al. 24 and Yang et al. 25 had reported the increase in loss modulus with the introduction of nanofiller. Composites with compatibilizers also exhibited superior loss modulus when compared with the composite without compatibilizers (PP/OGMMT composite). This occurred because of the presence of strong internal friction between relatively homogeneously dispersed intercalated silicate particles caused by strong interaction between clay layers and the matrix due to the presence of the compatibilizers. Similarly, the loss modulus also increased with the increase in clay content, and a maximum at 7 wt% for composites with compatibilizers, which was mainly due to the geometric constraints of the gradually increasing relatively uniform disperse silicate layers that obstructed the dynamics of the polymer chains. The loss modulus of the composite with 9 wt% clay loading was nearly equal to that of the composite with 7 wt% clay loading due to the reduction of geometric constraints caused by increasing directional arrangement and clustering of clay plates.
On the other hand, the temperature of loss tan δ of the composites with and without compatibilizers shifted to a slightly higher temperature compared with that of the pure PP (Figure 6(c)). The value of peak of tan δ commonly taken to be the T g of the material. 24 The increase of T g obtained from those composites was mainly due to the intercalation of PP polymers into the silicate layers of clay, leading to the confined mobility of the chain segment of macromolecules in the polymer matrix, and thus motion or relaxation of the chain segments would become difficult and the T g value increased. Composites with compatibilizers had a higher T g value than that of composite without compatibilizers (PP/OGMMT composite). This may be due to the composites with compatibilizers with relatively uniformly dispersed silicate layers, which made the chain conformation of PP molecules to be not easily changed because of the sterical hindrances and the strong interaction between the polymer and the surface of the clay, thus the composites with compatibilizers exhibited a higher T g value. 26 However, there was no significant difference in T g values of composites with compatibilizers with increasing clay content. This was associated with the addition of high melt flow index of compatibilizers that exhibited high mobility of molecules at lower temperature, except for the sterical hindrances and strong interaction between the polymer and the surface of the clay in the matrix. Therefore, the synthetic effect led to an invariant T g value with increasing clay content.
Mechanical properties
The mechanical properties of the pure PP and its composites were revealed by tensile strength, notched impact strength, flexural strength, and flexural modulus, as shown in Figure 7. From Figure 7(a), it was clearly evident that the incorporation of clay and compatibilizers to PP matrix first caused a slight decrease and then resulted in a remarkable increase in tensile strength when compared with the pure PP, and a minimum for composite without compatibilizers (PP/OGMMT composite) while a maximum at 9 wt% clay content for composite with compatibilizers. In PP/OGMMT composite, large clay agglomerates formed act as stress concentrators, which promoted crack initiation leading to a decreased strength because the undesired dispersion of OGMMT and a poor interaction between clay and polymeric matrix, indicating that the presence of OGMMT could not effectively improve the tensile strength of PP without the addition of compatibilizers. The incorporation of EAA and PP-g-MA into the PP matrix resulted in a remarkable increase in tensile strength. Owing to the strong interaction between clay platelets and the PP matrix in the presence of compatibilizers, the strength of the disk–disk interaction played an important role in determining the stability of the clay particles and hence the enhancement of tensile strength of the nanocomposites. 7 It can be seen that as the clay concentration increased, a dramatic increase and then a slight increase in the tensile strength was observed. The significantly increased tensile strength with increasing OGMMT loading may be due to the enhancement of uniformly dispersed clay particles with intercalated/exfoliated structures. Besides, the compatibilizers promoted the dispersion of OGMMT into the PP matrix. However, aggregation of the OGMMT might take place at higher content. As a consequence, the tensile strength of the nanocomposite with higher OGMMT content (9 wt% clay content) merely exhibited a slight increase compared with the other composites with compatibilizers.
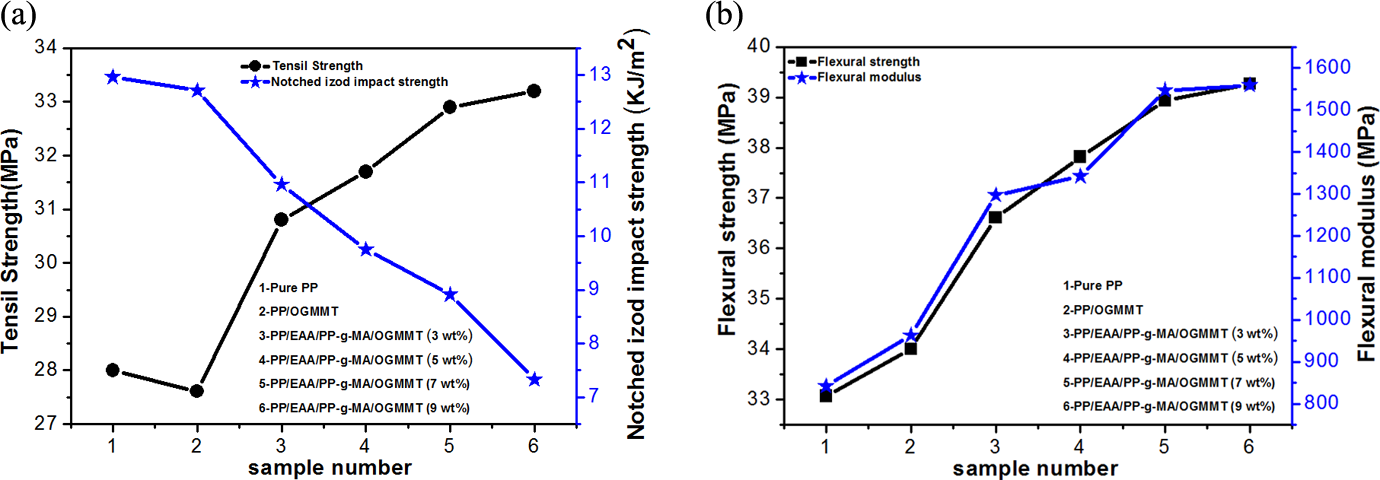
The mechanical properties for pure PP, PP/OGMMT, and PP/EAA/PP-g-MA/OGMMT composites with different OGMMT loadings. (a) Tensile strength and notched Izod impact strength of the nanocomposites. (b) Flexural strength and modulus of the nanocomposites. PP: polypropylene; EAA: ethylene acrylic acid; PP-g-MA: maleic anhybride-grafted polypropylene.
In contrast, the toughness of the composites under impact testing was seriously reduced by clay additions giving a comparison with pristine PP. The composites with compatibilizers had a lower notched impact strength compared with composite without compatibilizers (PP/OGMMT composite). Besides that, the toughness of the composites with compatibilizers was seriously decreased with increasing clay content (Figure 7(a)). The drop in impact strength of the PP/OGMMT composite compared with pure PP was probably due to the presence of agglomerates in the composite, these aggregates serve as stress concentrators encouraging premature failure initiation when the samples experienced a sudden impact. The incorporation of compatibilizers helped to form better exfoliated structure of OGMMT in the composites, resulting in the immobilization of the macromolecular chains by the clay plates, which limited their ability to adapt to the deformation and made the material more brittle. In addition, the aggregates of silicate layers produced the site of stress concentration and acted as a microcrack initiator. 22 Thus, the composites with compatibilizers showed a greater decrease compared with the composite without compatibilizers. With an increase in clay content, the well-dispersed clay particles and aggregates increased, leading to increasing immobilization of the macromolecular chains by the clay particles and the increasing material brittleness from the proportional amount increase of organoclay, eventually the decreasing notched impact strength with the increasing clay content.
Contrary to the tensile strength and impact strength, the introduction of the OGMMT appeared to play an important role in improving the flexural strength and flexural modulus of the materials, as compared to those of neat PP (Figure 7(b)). It was also found that the flexural strength and flexural modulus of the composites with compatibilizers were high, in comparison with the composites without compatibilizers (PP/OGMMT composite). Besides, in composites with compatibilizers, the flexural strength and flexural modulus showed a steady and nearly linear increase with increasing clay content. The enhancement of these properties could be attributed to the high aspect ratio and large surface area of OGMMT and interfacial interaction between the OGMMT and the PP matrix. Moreover, the incorporation of compatibilizers favored the good dispersion of OGMMT in the matrix with the better exfoliated layers having absorbed a certain amount of deformation energy and thus better flexural strength and flexural modulus. With increasing the content of OGMMT incorporated in the PP matrix, a higher aspect ratio and a larger interfacial area of OGMMT were achieved, both of which made the force pass from the PP matrix to the silicate layers much more effectively and thus improved the flexural strength and flexural modulus. 22 Excessive dosage of OGMMT used (9 wt%) made the aggregation of OGMMT to take place and hence only a slight enhancement of the flexural strength and flexural modulus.
Conclusions
PP/PP-g-MA/EAA/organoclay nanocomposites were obtained using the melt mixing technique. Organic modification of pretreated MMT, which was grafted using γGTO before modifying using THTDP cation with scCO2 as the reaction medium, was confirmed from TG, XRD, and SEM data. The results indicated that the compatibilizers effectively increased the G′ below the T g, G″, T g, tensile strength, flexural strength, and flexural modulus of the nanocomposites by enhancing the high dispersion degree of OGMMT. Moreover, with the increasing OGMMT content, the nanocomposites exhibited the enhancement of G′ below the T g, G″, tensile strength, flexural strength, and flexural modulus of the nanocomposites, whereas there was a very inconsiderable alteration in the clay dispersion level and the T g was invariant. Besides, the notched impact strength decreased with the introduction of compatibilizers and OGMMT, which also nearly linearly decreased with increasing clay content.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work has been funded by the National Natural Science Foundation (51363002, 51463006, and 51303032), the 863 High Technology Project (2013AA064102), the Guizhou outstanding young scientific and technological personnel special funds ([2013]20), the Science and Technology Plan Projects in Guizhou Province ([2014]7008), United Foundation of Guizhou Science and Technology Agency and Guizhou University ([2014]7604), and the Guizhou science and technology planning project ([2013]3039).