
Abstract
Fly ash, a waste generated from thermal power plant, can be used as reinforcing agent for polymer composite applications due to its fine particle size and abundant availability. This article highlights the experimental findings of modification of fly ash to convert its size from micro to nano and its nanocomposites preparation through melt blending technique based on acrylonitrile butadiene styrene (ABS) as matrix material. The nanostructured fly ash (NFA) developed through mechanical milling is characterized to understand its viability toward the filler material in polymer composites. The study showed that the NFA produced after 40 h of milling has a broken rougher surface with improved amorphous nature. Further, a detailed study on the properties of ABS nanocomposites reinforced with NFA has been conducted. ABS/NFA composites at 7 wt% loading have showed better thermomechanical properties. These results are further supported with the fractured surface analysis of nanocomposite using various morphological techniques. The outcome of this study suggests the potential use of nano fly ash to develop sustainable polymer nanocomposites for high-end industrial applications.
Keywords
Introduction
In the present scenario, polymer composites filled with industrial waste material is a growing industrial interest. Value addition of these severe environmental pollutants is one of the ways to produce green products. The main disadvantages of these environmental pollutants are the presence of impurities and larger particle sizes. The main parameters like particle shape, size, and surface area of fillers play a major role in polymer composite properties. Incorporation of inorganic fillers into polymers is an industrial practice to improve the composite performance characteristics. Fly ash being an inorganic mineral industrial waste material generated from thermal power plants needs a scientific solution for its healthier contribution toward the application sectors. Extensive literature studies on fly ash-filled polymer composites using thermoplastics, 1 –4 thermosets, 5,6 and blends 7,8 have showed encouraging results for the better utilization of fly ash in polymer industry. 9 –11 Acrylonitrile butadiene styrene (ABS) is an important and common engineering thermoplastic and is used in high-demanding applications in industrial applications.
In our earlier publication, 1 we have contributed the extensive studies on fly ash surface treatments through chemical activation techniques and its effect on ABS/fly ash composites. Significant increase in mechanical, thermal, and viscoelastic properties with respect to surface treatments of fly ash were reported. Kulkarni et al. 3 has studied the effect of particle size of fly ash cenospheres on ABS matrix and found that smaller particle size yielded better properties in terms of mechanical, thermal, and electrical properties. Ahmad and Mahanwar 4 have also reported that the smaller particle size of fly ash can effectively improve the composite properties.
Various researchers have reported that the mechanical activation of fly ash surface can be an effective technique to enhance its utility as a filler material. 12 –15 The mechanical activation not only improves the surface characteristics of fly ash but also reduces the particle size of fly ash to nanolevel. Previous studies showed the successful production of nanoscale fly ash and its reinforcing effects on polymer nanocomposites. 16 –18
With reference to the available literatures, the nanostructured fly ash-(NFA) reinforced ABS nanocomposites have not been studied yet. The current study deals with the development of NFA and its reinforcing effect on ABS nanocomposites. Various characterization studies have been conducted to analyze the NFA surface properties to correlate with polymer filler requirements. Further, mechanical, dynamic mechanical, thermal, and morphological properties of ABS/NFA nanocomposites have been evaluated and reported.
Experimental
Materials
The class F (silica and alumina content above 70% by weight) with bulk density of 0.75 g cm−3 was collected from National Thermal Power Corporation, Kaniha, Odisha, India and used for the modification of fly ash surface characteristics. The components of fly ash are silicon dioxide 58.53%, aluminum oxide 28.25%, ferric oxide 5.63%, calcium oxide 1.24%, magnesium oxide 0.69%, titanium dioxide 1.91%, and miscellaneous and trace elements 3.75%. ABS (HI 121), having melt flow index (American Society for Testing and Materials (ASTM D1238), 220°C/10 kg) of 21 g/10 min was obtained from M/s LG chemicals (New Delhi, India) is used to prepare nanocomposites.
Preparation of NFA
Being an industrial waste material fly ash contains some amount of impurity. The preparation of NFA was carried out in two steps; one, cleaning of fly ash and second, mechanical milling. During the cleaning process, as received fly ash was subjected to a BSS standard sieve shaker (M/s Lawrence & Mayo, India) to avoid the particles above 100 mm. The separated fly ash particles, below 100 µm in size, were further processed through a wet magnetic particle separator to remove the magnetic particles present in fly ash using a magnetic particle separator operating at weak magnetic field. The nonmagnetic fraction was calcinated for 2 h at 800°C to remove the unburnt carbon, unwanted organic salts, and to stabilize the trace elements present in fly ash. 19
The calcinated fly ash fraction obtained from the first stage was milled thorough high-energy planetary ball mill (PULVERISETTE, FRITSCH, Germany). Fly ash was milled for maximum of 60 h and samples were collected at every 20-h interval and analyzed for the size distributions and to optimize the milling parameters. During the milling process, the ball to weight ratio was kept at 10:1 and toluene was used as the process-controlling agent to avoid oxidation and cold welding or aggregation of particles. 20,21 The developed NFA particles were used for ABS nanocomposites preparation at different loadings.
Composite preparation
Compounding of the materials was done using a HAAKE laboratory twin screw extruder (Thermoscientific, Waltham, Massachusetts, USA) having L/D ratio of 25 operating at 100 r min−1). During the entire mixing process, the extruder temperatures were set 170°C/185°C/200°C/210°C and die at 195°C. After compounding and pelletizing, the tensile and impact samples have been injection molded in DSM Xplore mini extruder cum injection jet (The Netherlands) at 210°C with 100 r min−1 speed. Characterization of nanocomposites was carried out in accordance to ASTM standards.
Characterization
The average sizes and distributions of fly ash particles were determined using dynamic light scattering technique using a Brookhaven particle size analyzer (Holtsville, New York, USA). The particles were dispersed in ethanol through ultrasonication and then used for size-distribution analysis. Diffraction studies were conducted with the help of a wide-angle X-ray diffractometer (Shimadzu, Germany) using copper Kα radiation (λ = 1.54056 Å) at a voltage of 40 kV and a current of 20 mA. The parameters such as scanning 2-theta range of 2o–80° and scanning speed of 5 min−1 with a step size of 0.02° were maintained during the testing. Morphological properties of NFA particles and filled nanocomposites were examined through scanning electron microscopy (SEM) (EVO MA15, Carl Zeiss, Germany), transmission electron microscopy (TEM) (JEOL, Peabody, Massachusetts, USA), and atomic force microscopy (AFM) (XE-100, Park systems, Korea) in noncontact mode.
Universal testing machine and Izod impact tester were employed to understand the mechanical properties of nanocomposites. Viscoelastic properties of NFA-filled ABS composites were observed using a DMA Q800 apparatus (TA instruments, New Castle, Delaware, USA). All samples were tested in dual cantilever mode with a heating rate of 5°C min−1 from room temperature to 150°C. TA instruments Q 50 thermogravimetric analyzer was used to observe the thermal decomposition characteristics of the nanocomposites. The heat deflection temperature (HDT) of the composites was measured using HDT apparatus (M/s GOTECH, HV-2000-C3, Taiwan) according to the ASTM D648. Specimens of dimension 127 × 13 × 3 mm were tested at a temperature ramp rate of 120°C h−1 and surface stress of 66 psi to determine the deflection temperature in the samples.
Results and discussion
NFA characterization
Particle size analysis was carried out to understand the particle size distributions of cleaned and ball-milled NFA particles collected at every 20 h of milling. The cumulative and size-distribution curves of NFA samples are presented in Figure 1(a) and (b). It is observed that the fly ash particle sizes are varied from 1 µm to 100 µm. The cleaned fly ash has showed 16 µm mean particle size whereas 20, 40, and 60 h-milled fly ash particles showed 327, 180, and 153 nm, respectively. It is well understood from the size-distribution curves that the 60 h-milled fly ash particles displayed trimodal distribution, which is probably due to the fusion of fly ash particles with a prolonged milling time. Hence, 40 h of milled fly ash, which showed unimodal distribution and mean particle size of around 180 nm, was considered for further characterization and to make nanocomposites with ABS material.
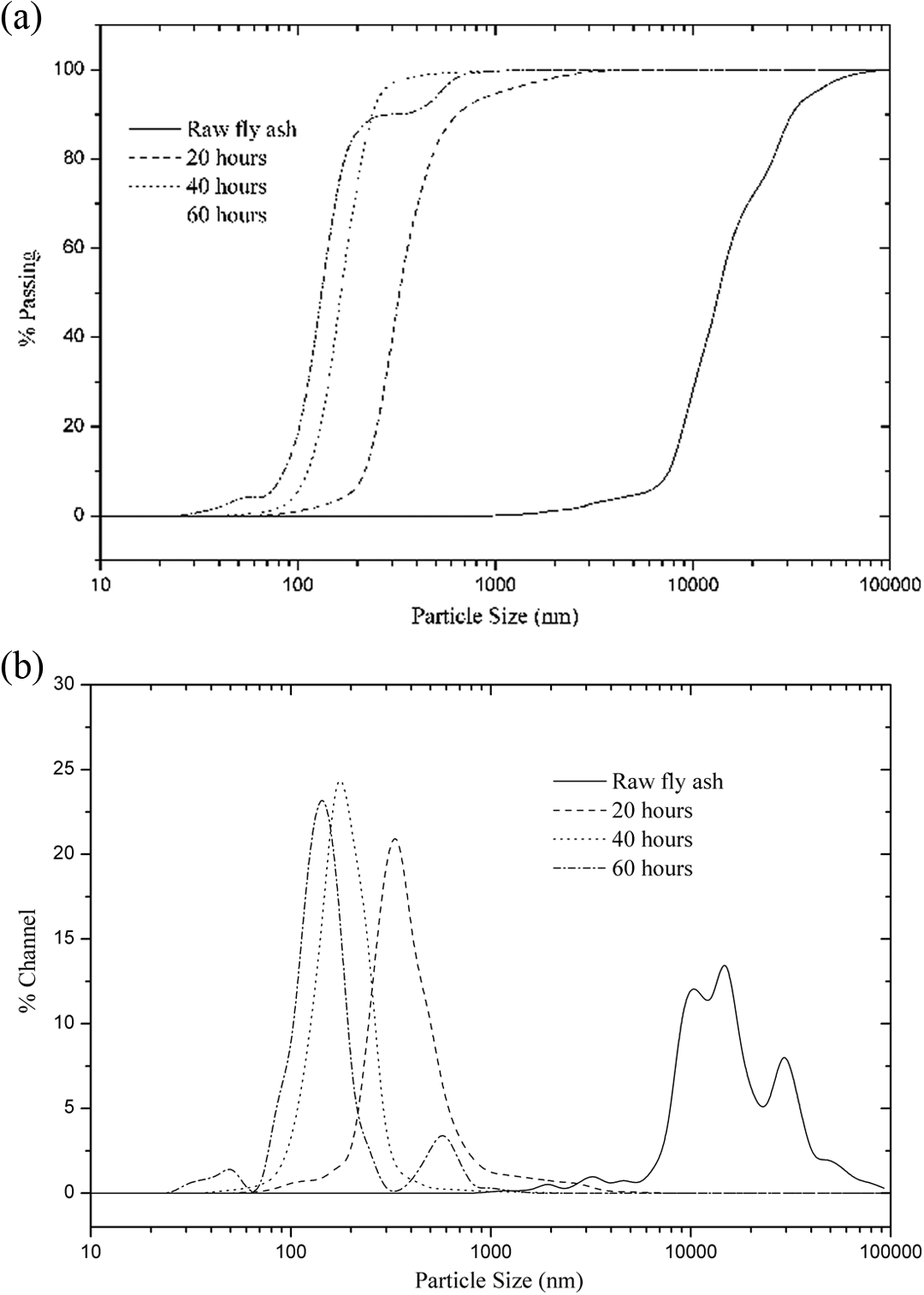
NFA particle size analysis. (a) Cumulative percent and (b) size-distribution curves.
The morphological data of 40 h-milled NFA particles have been depicted in Figure 2. Figure 2(a) shows the TEM image of NFA particles at higher magnifications to understand the development of NFA particles. The smooth glassy surface of fly ash has been broken into tiny pieces with the intense ball milling. The surface morphology obtained from TEM image reveals the rough and irregular broken shape of the NFA particles. The TEM particle measurements showed that the particles are around 80–160 nm.
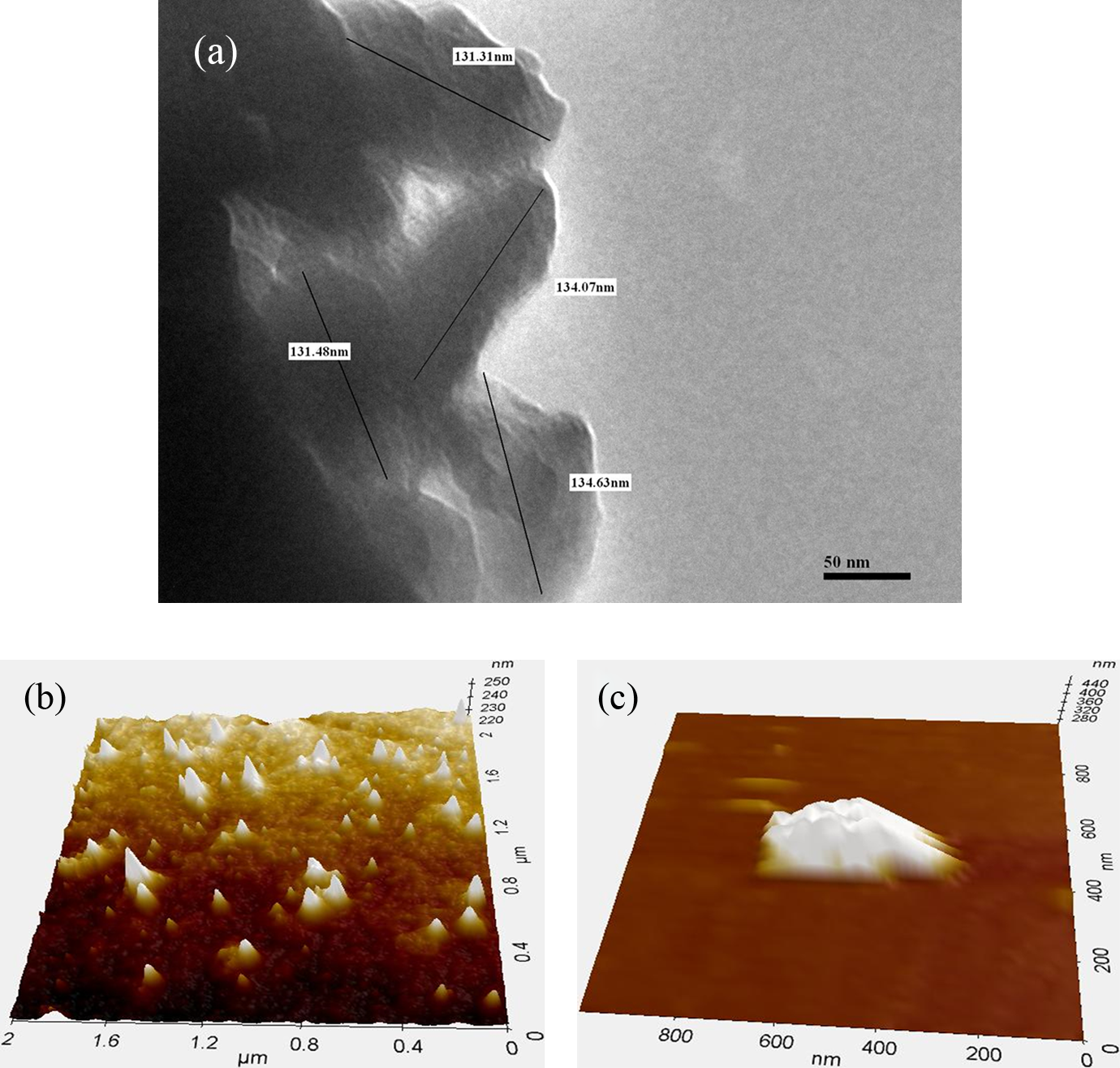
Surface morphology of NFA (a), TEM image (b), and (c) AFM 3D topographycal images.
AFM topographical 3D image of NFA particles scanned at 2 µm scale is shown in Figure 2(b). It was found that the particle surface is very rough and irregular, which are developed due to the breakage of particle surface during milling. The detailed view of individual NFA particle surface morphology at 1 µm shown in Figure 2(c) reveals the rough and broken surface of NFA. This induced roughness and irregularity in the shape of fly ash particles can effectively work as filler material in making polymer composites.
The inset graph of Figure 3 represents the XRD pattern of raw and milled fly ash particles. The major phases present in fly ash samples are quartz, mullite, and iron oxide. 18 Quartz phases showed major 2-theta peaks at 20.9583°, 26.7341°, 36.6465°, 50.2355°, 60.0446°, and 68.2341° with d-spacing values of 4.236 Å, 3.332 Å, 2.45 Å, 1.815 Å, 1.54 Å, and 1.373 Å, respectively. Mullite phase showed major peaks at 26.2718°, 40.3123°, and 35.3647° with d-spacing values of 3.386 Å, 2.235 Å, and 2.536 Å, respectively. Iron oxide showed 2-theta peaks at 34.5452°, 48.0895°, and 54.9727° with d-spacing values of 2.594 Å, 1.89 Å, and 1.67 Å, respectively.
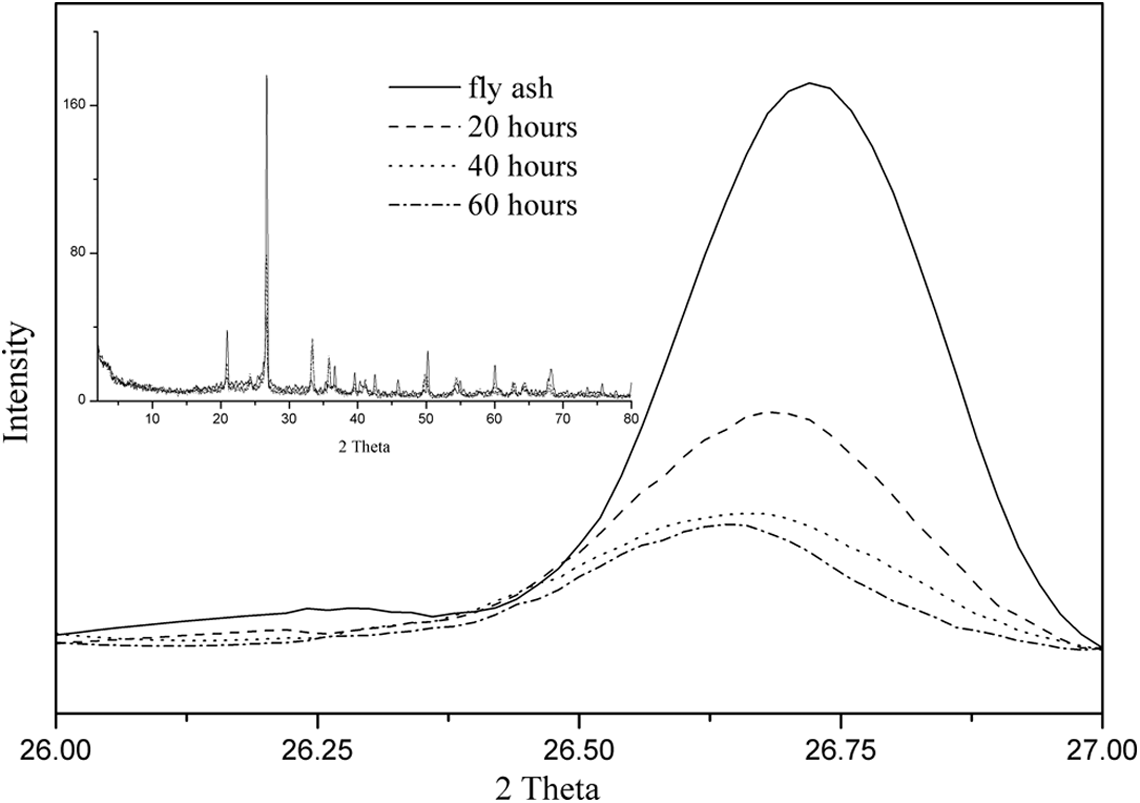
Changes in quartz peak intensity with ball milling.
All the milled fly ash samples have shown the reduced peak intensity at main characteristic peak of quartz at 26.73° 2θ compared to raw fly ash. The reduction in peak intensity with increase in milling time represented in Figure 3 is attributed to the increased amorphous nature of the fly ash phases. Increased amorphous nature of fly ash particles is an advantage for being used as a filler material in polymers. 14,15 The decreased crystallite size of quartz from 36.4 nm (fly ash) to 21 nm (NFA milled for 40 h) also suggests the increased amorphous nature of the filler. Hence, from the size distribution and morphological data of NFA particles have showed the evidence of rougher and broken particle surface in nano level, which can be effectively used as a filler material for polymer composites.
Mechanical properties
The mechanical properties of NFA-filled ABS composites are presented in Table 1. It is observed from table data that a significant improvement in the modulus values occurred with the increase in NFA loading. An appreciable increase in modulus values of ABS/NFA nanocomposites at lower loadings till 7 wt% shown in table is probably because NFA acts a as bridge between the polymer chains for effective stress transfer during application of load. The structural destruction of fly ash particles during conversion of micron to nano level through milling enhanced the roughness and irregularity of fly ash surface and also increased the filler–polymer interaction. 22 At higher loadings of NFA, there is a possibility of formation of agglomerations and lowering of stress transfer and this might be the reason for a marginal increase of tensile modulus beyond 7 wt% of NFA.
ABS/NFA mechanical properties as a function of NFA loading.
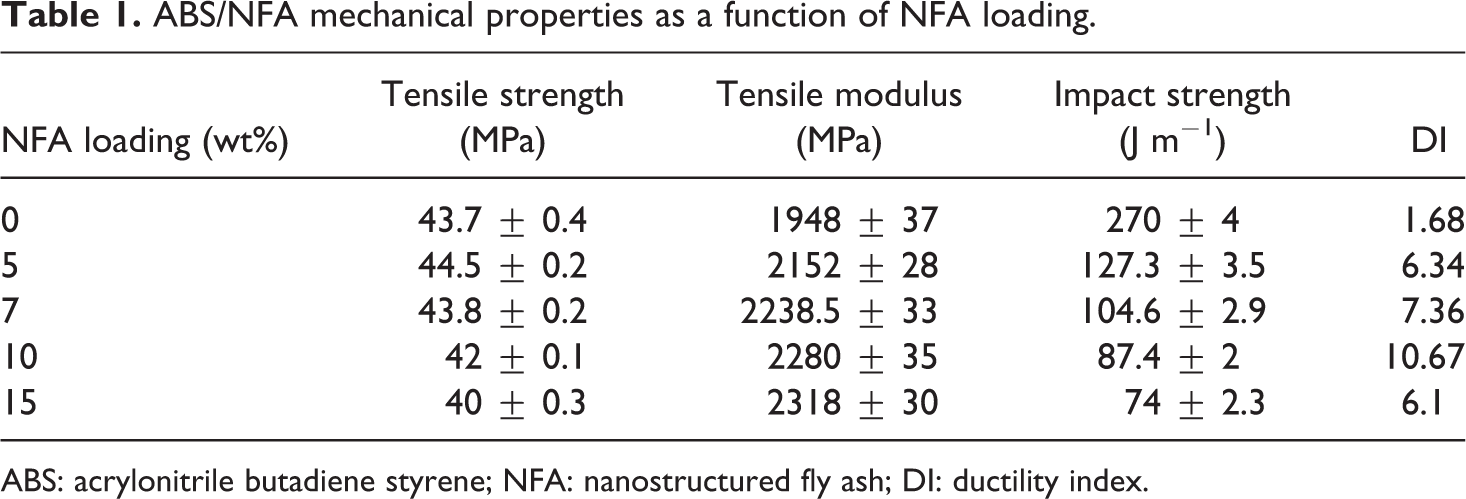
ABS: acrylonitrile butadiene styrene; NFA: nanostructured fly ash; DI: ductility index.
Tensile strength of the nanocomposites as a function of NFA loading has been depicted in Table 1. Strength decreased with the initial loadings of NFA followed with a linear increase till 7 wt%, after which no significant increase or decrease was found. A similar trend of tensile strength was reported by Satapathy et al.’s 18 in their study on the nanofly ash effect on high-density polyethylene (HDPE) properties. They stated that the increase in tensile strength is due to the incorporation of nanofly ash, which act as a nanoclay during tensile loading. Hence, the developed NFA exfoliated in ABS matrix at 7 wt% of loading increased the filler–polymer interaction and hence increased the tensile strength of the nanocomposite.
The variation in impact strength at different loadings of NFA within the ABS polymer has been shown in Table 1. In general, in composite systems reinforced with inorganic rigid particles, the impact strength reduces with increase in filler loading due to lack of interaction at the filler–polymer interface to withstand the external forces. A significant decrease in impact strength was observed till 5 wt% of NFA after which gradual decreasing trend was observed. The lower interfacial interaction at the filler–polymer interface might have led to the fracture with the application of sudden external load. Further, the slight decrease in impact strength at lower loadings with a considerable increase in tensile modulus showed the advantage of NFA as a strengthening agent for ABS matrix. As described by Jiang et al. 23 critical inter-particle distance between particles plays a major role in accounting the composite impact strength properties. Hence at higher loadings the increased agglomeration tendency of NFA could lead to a further decrease in impact strength of ABS matrix.
The ductility index is the ratio between the deflection or absorbed energy at failure and yielding 24 –26 and is used to understand the ductile behavior of composite systems.

The E b and E y are the total and yield energies of nanocomposites and can be calculated from the stress–strain curves. Table 1 depicts the DI values for ABS/NFA nanocomposites. There is an increase in the total ductility of the composites with the incorporation of NFA particles till 7 wt% and after which it reduced. The irregular nanostructured NFA particles can impart a slight ductility to the composite due to the molecular mobility of the chains after yield point. This is probably beyond the yield point, the particles with rougher and irregular nanostructure (evidenced from Figure 2(c)) can act as bridge between the chains and restrict the moment due to frictional forces and hence absorb higher amount of energy till its break point at lower loadings of NFA.
It is observed from the overall mechanical properties that ABS/NFA nanocomposites showed optimum at 7 wt% of NFA.
Morphological properties
Figure 4(a) to (c) shows the morphological properties of ABS/NFA 7 wt% nanocomposite SEM, TEM, and AFM topography, respectively. The SEM photomicrograph of 7 wt% NFA-filled nanocomposite shown in Figure 4(a) reveals the better dispersion of NFA into ABS matrix and a very few pullouts and agglomerates of NFA particles are visible on the fractured surface. Further, the NFA is hardly observable at the fracture surface indicating the NFA particles effectively wrapped up by the ABS matrix. The better dispersion of NFA particles was observed through SEM micrograph and this could be further confirmed with the TEM image shown in Figure 4(b). The butadiene part of the ABS matrix was also visible along with the NFA particles in a well-dispersed manner. The individual particle sizes measured from TEM image are found to be around 150 nm, which is in good agreement with the mean particle size measured through particle size analysis. The reactive surface of NFA particles developed through mechanical milling and surface breakage considerably enhanced the distribution of particles rather than cause self-agglomeration, which is clearly visible from TEM images.
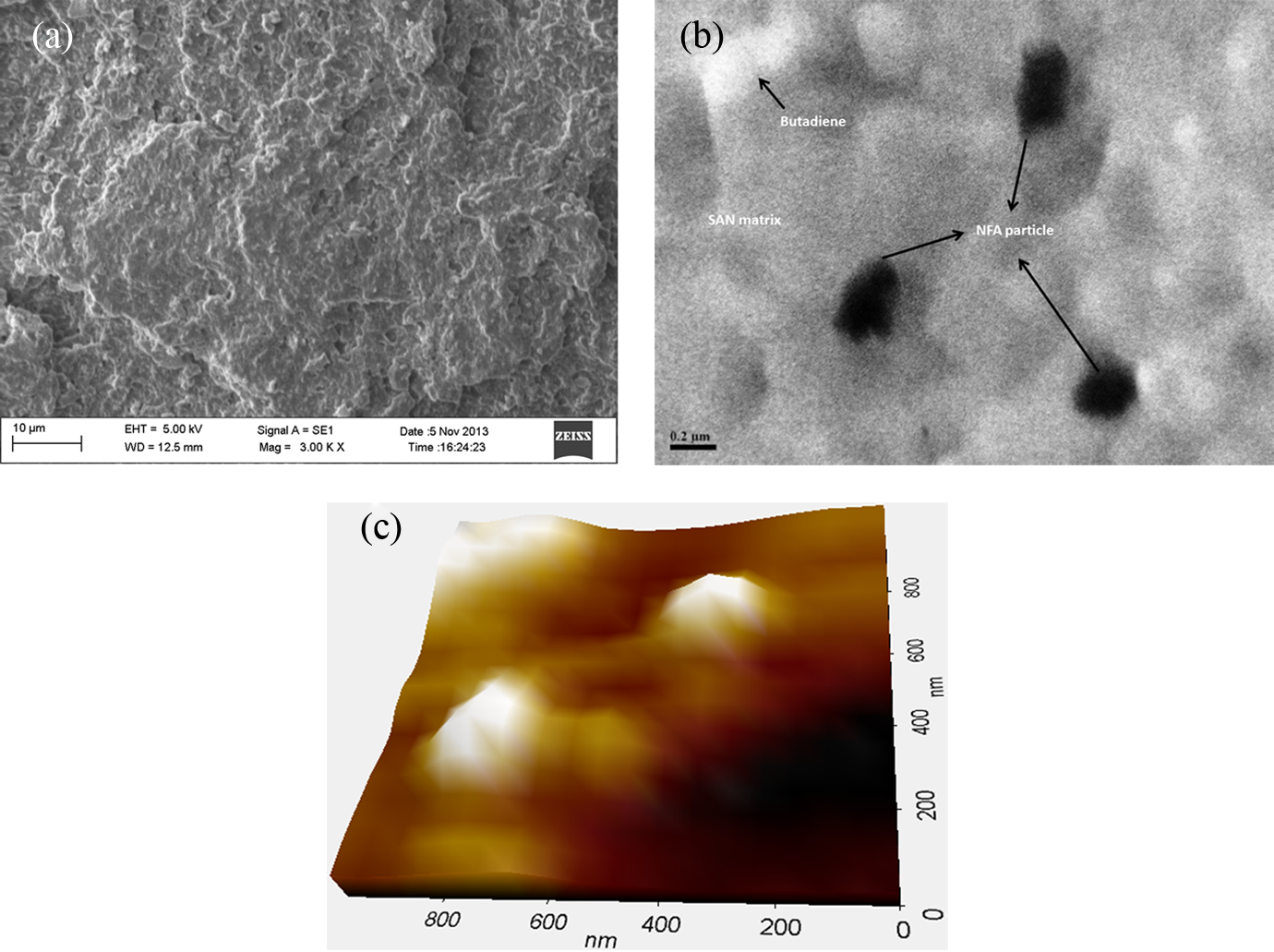
Morphology of ABS/NFA 7 wt% (a) SEM image, (b) TEM image, and (c) AFM surface topography.
The surface topography of the nanocomposite at 7 wt% NFA loading obtained through noncontact mode AFM has been depicted in Figure 4(c). The AFM image was obtained in 1 µm × 1 µm scan area and one can identify the individual particles (brighter entity) over the surface of the nanocomposite (darker entity) from Figure 4(c). The roughness values of the nanocomposite injection moulded surface were measured through XEI software and considered average of five images scanned at 10 µm scale. The R a and R z values of nanocomposite at 7 wt% NFA are 15 nm and 65 nm, respectively. The image further describes that the individual particles are of around 100–150 nm dispersed uniformly in ABS matrix and there are no agglomerations. Also, the ABS matrix that is strongly packed with NFA particles reveals better filler–polymer interactions, suggesting the value addition of fly ash through mechanical milling can lead to high-end industrial applications of the resultant nanocomposites.
Viscoelastic properties
DMA analysis of NFA-reinforced ABS composites with respect to virgin ABS is represented in Figure 5 in terms of storage modulus (E′), loss modulus (E′′), damping factor (tan δ), and complex viscosity (Mu*). The storage modulus approximately represents the stiffness of the material whereas loss modulus denotes the absorbed energy and the molecular motions of the materials with respect to temperature. The damping factor describes the relative contributions of viscous and elastic elements of viscoelastic materials.
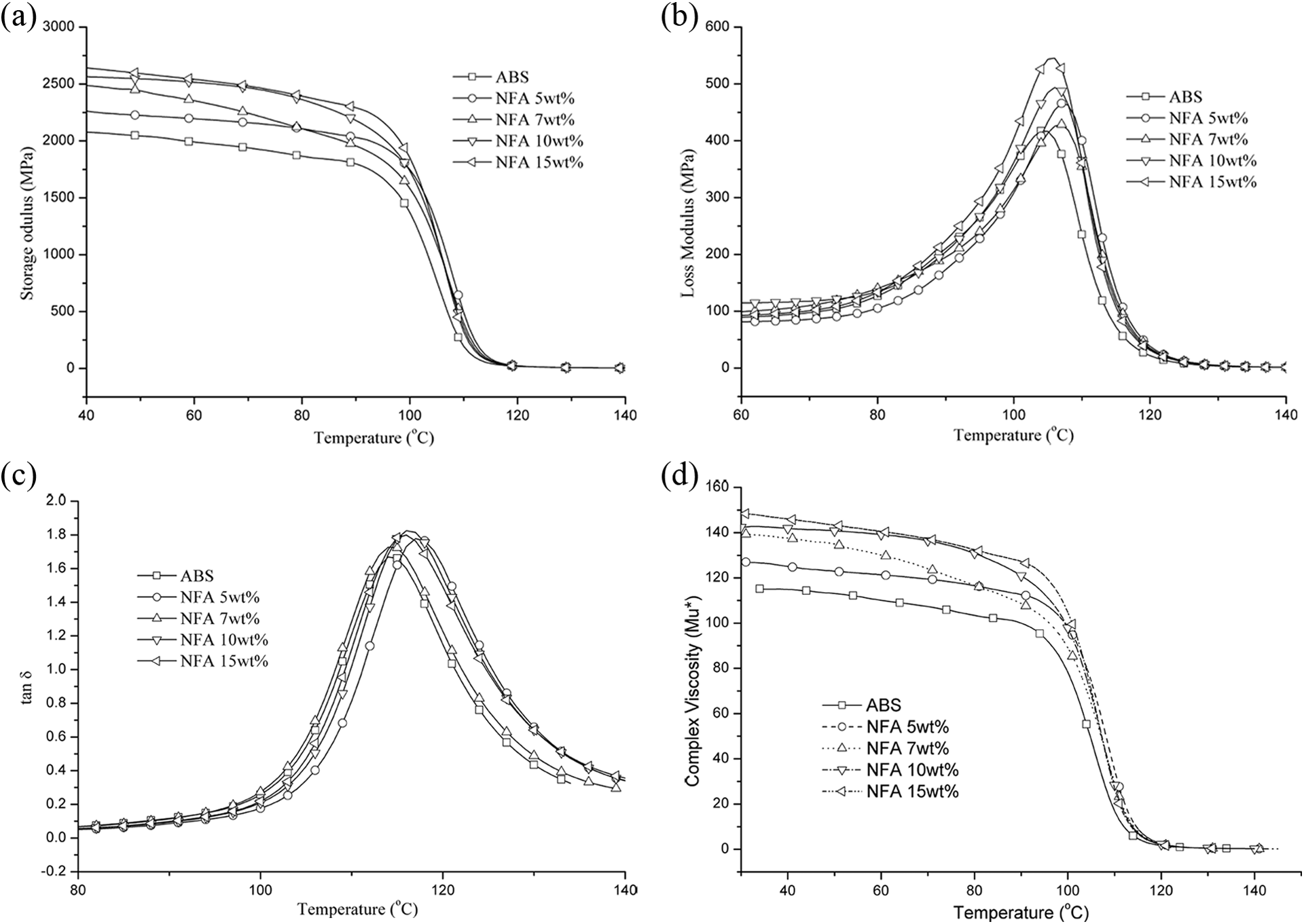
Dynamic mechanical properties of ABS/NFA nanocomposites (a) storage modulus, (b) loss modulus, (c) tan delta, and (d) complex viscosity.
The storage modulus and loss modulus values of nanocomposites are presented in Figure 5(a) and (b) with respect to NFA loading. As expected, the NFA-filled ABS nanocomposites exhibit much higher storage modulus than virgin ABS, especially at low temperatures shows the reinforcing effect of NFA. The storage modulus values at various temperatures for all NFA-filled ABS nanocomposites are reported in Table 2. In addition, the presence of NFA also enables the matrix to sustain high modulus values at high temperatures below glass transition temperature (T g). The stiffness of the ABS nanocomposites is higher as compared to virgin ABS matrix at all loadings of NFA. The increasing trend of storage modulus was observed with the increase in NFA loading. With the increase of temperature beyond T g value, the storage modulus tends to converge to that of neat ABS, indicating that above the T g composite properties purely depend on the intrinsic modulus of matrix material and the same was reported by various researchers. 1,27 Further, the converging nature of curves beyond T g can also be due to the mobility of amorphous regions of ABS matrix. However, the NFA-filled ABS nanocomposites have shown better stiffness over the entire temperature range.
Storage modulus values of ABS/NFA nanocomposites at various temperatures.
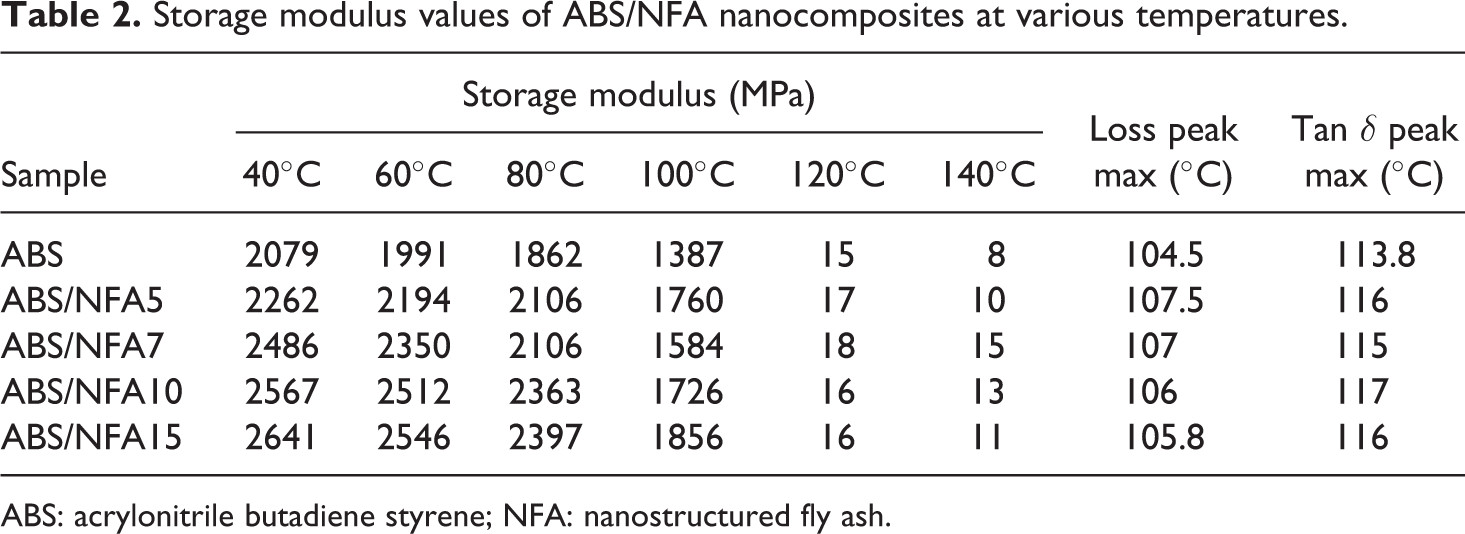
ABS: acrylonitrile butadiene styrene; NFA: nanostructured fly ash.
The loss modulus was also observed to increase along with the inclusion of NFA as shown in Figure 5(b). When the nanocomposites were subjected to external forces at dynamic temperature conditions, the molecular chains tend to move apart and cause friction between the filler–polymer interfaces, which leads to energy dissipation. Additionally, similar to storage modulus, when the temperature reaches the T g value of ABS, the loss modulus curves tend to converge and exhibit the neat matrix properties. It is to be noted from Table 2 that the incorporation of NFA has slightly improved the peak temperature of loss modulus, which indicates that the addition of NFA restricting the chain moment of ABS matrix.
ABS/NFA nanocomposites damping curves have been depicted in Figure 5(c) in terms of NFA loading. The nanocomposites showed a slightly higher damping compared to virgin ABS matrix, representing the viscoelastic energy dissipation due to friction between filler–filler and filler–polymer interactions. 28 From Table 2, tan δ peak temperature of ABS shifted from 113.8°C to 117°C with the addition of NFA. However, the tan δ peak representing the molecular mobility relaxation of the matrix and the positive shift of this peak value with the addition of NFA is a measure of interaction between the NFA with ABS polymer.
The complex viscosity data obtained from the DMA analysis is an important parameter to characterize the rheological properties of a material. 28 The relation between the complex viscosity (Mu*) and complex modulus (E*) in terms of Poisson’s ratio (m) is as follows:

The Mu* plots of nanocomposites as a function of temperature have been depicted in Figure 5(d). The obtained Mu* curves showed the similar trend of storage modulus and provide the information about the processability of filled composites. 28 Figure 5(d) shows the increase in viscosity of the nanocomposites with the increase in NFA loading compared to ABS matrix. This may be because the presence of NFA particles hinders the moment of ABS polymer molecular mobility during the melt processing. The increased viscosity of nanocomposites further explained through the wetting of particles with polymer matrix and the particle–particle frictional behavior. Similar to the storage modulus curves, beyond T g value, the complex viscosity of the nanocomposites tends to reach virgin ABS and hence, the resultant nanocomposites can be processed through conventional processing techniques that are used for ABS polymer.
As a whole, it is evident from the Figure 5 and Table 2 that ABS/NFA nanocomposites at 7 wt% NFA loading has showed optimum viscoelastic properties.
Thermal properties
In general, introduction of filler materials increases the thermal stability of composites owing to high-temperature degradation as compared with the polymer matrix. Figure 6(a) shows the typical TGA weight loss curve for the ABS and ABS/NFA at various loadings. Test results indicate that the incorporation of NFA into ABS polymer matrix increases the thermal stability of the resulted nanocomposites and various researchers have reported a similar kind of increase in thermal stability. 1,18 The amount of weight loss per degree of temperature raise data have been depicted in Figure 6(b) in the form of derivative curves. The derivative thermogravimetry (DTG) curves showed that the nanocomposites at all loadings have shown higher degradation temperatures compared to virgin ABS. Table 3 shows the 10% and 50% weight loss temperatures, maximum degradation temperatures, amount of residue left at 600°C, and HDT values of ABS and its NFA-filled nanocomposites. It is evident that the weight loss temperatures of NFA-filled nanocomposites are higher than that of virgin ABS in the entire temperature range. ABS/NFA nanocomposites at all loadings showed lower amount of residue at 600 C, indicating interaction between the ABS and NFA filler interface and similar kind of observations has been reported by Satapathy et al. for their HDPE/NFA composites. 18
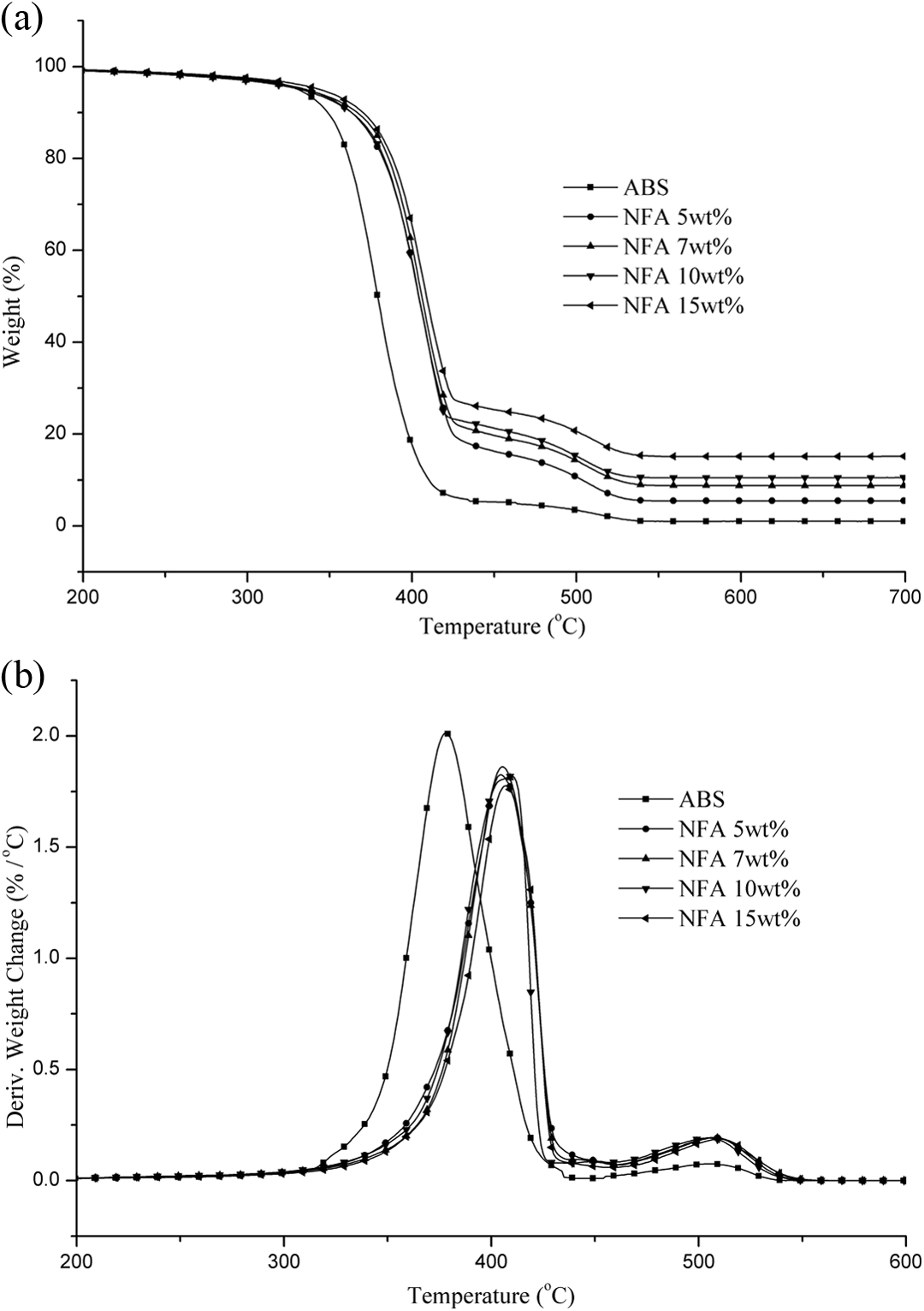
ABS/NFA nanocomposites (a) weight loss curves and (b) DTG curves.
Thermal properties of ABS/NFA composites.
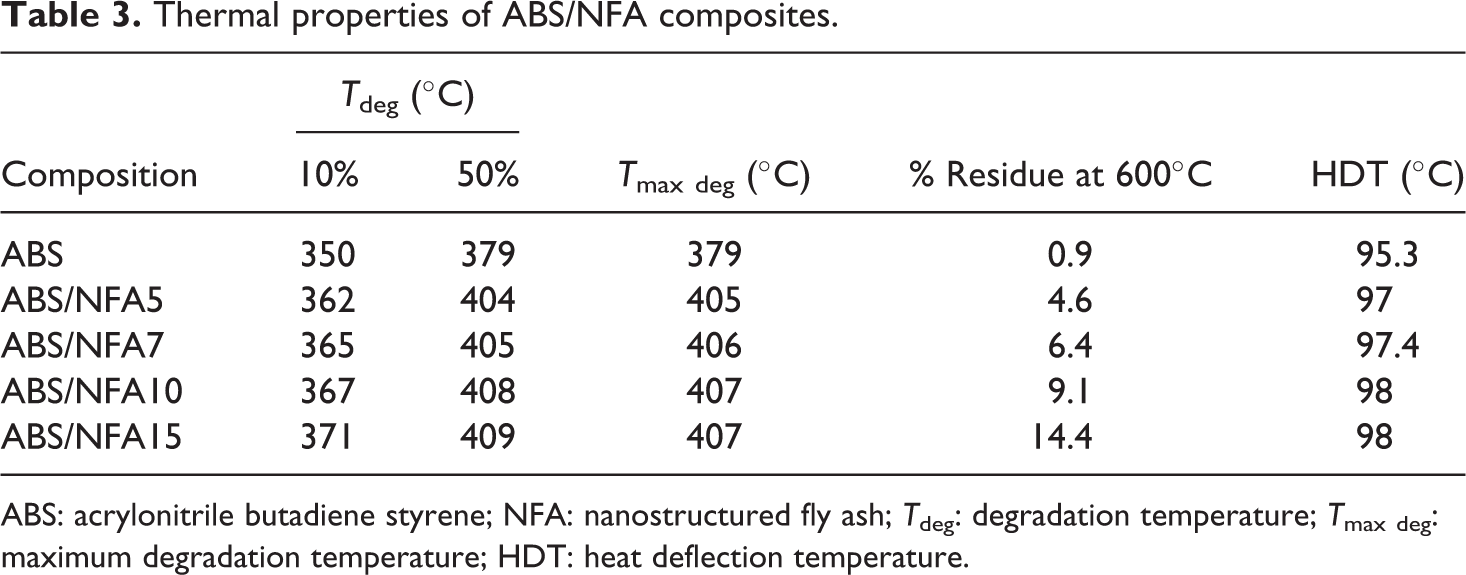
ABS: acrylonitrile butadiene styrene; NFA: nanostructured fly ash; T deg: degradation temperature; T max deg: maximum degradation temperature; HDT: heat deflection temperature.
Incorporation of NFA into ABS matrix has significantly improved the degradation stability of nanocomposites and the results are displayed in Table 3. ABS material shows two degradation peaks observed from DTG curves that correspond to SAN and butadiene contents at 379°C and 507°C, respectively. No significant change has been observed in the second degradation temperature of ABS with the addition of NFA, which might be representing the NFA particles were dispersed in SAN copolymer rather in butadiene. Further, it was observed that there was not much improvement in thermal stability with increase in NFA loading in the entire range of temperature.
HDT values of nanocomposites have shown slight improvement compared to ABS material. DMA results showed a converge effect of storage modulus 1,27 at a temperature near to the T g value of ABS material. Hence, this could be the possible reason for insignificant improvement of HDT values with the addition of NFA. In a comparison the ABS/NFA nanocomposites at 7 wt% showed better thermal properties.
Conclusions
The characterization studies on NFA has revealed the increased amorphous nature and decreased particle size with unimodal narrow distribution of particles. These broken pieces of NFA particles were melt compounded with ABS polymer to understand its value addition to the composite materials. At all the loadings of NFA-filled ABS nanocomposites superior properties have been observed compared to virgin ABS matrix. ABS/NFA nanocomposite at 7 wt% loading of NFA has showed better performance and this has been supported by morphological characterization through SEM, TEM, and AFM. Thermomechanical properties such as dynamic mechanical and thermal properties were also evaluated as a function of NFA loading and the addition of NFA within ABS matrix has improved the dynamic stiffness at higher temperatures and thermal degradation stability. Hence, the decreased particle size of fly ash from micro to nano level through mechanical milling has successfully improved the ABS/NFA performance characteristics and this is a good sign for the value-added utilization of industrial waste material.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.