
Abstract
In this article, the polypropylene (PP) nanocomposites containing nanoclay particles and basalt fiber (BF) are prepared in the presence of maleic anhydride grafted PP (PP-g-MA) as compatibilizing agent. The Charpy impact behavior of PP/PP-g-MA/clay nanocomposites and PP/PP-g-MA/Clay/BF nanocomposites at room temperature (25°C), cryogenic temperature (–196°C), and high temperature (120°C) is presented. The BFs prevented the PP matrix from plastic deformation, but the impact strength improvement of nanocomposites is obtained when nanoclay in the PP matrix resists the propagation of cracks. The fracture surfaces are examined with scanning electron microscopy (SEM).
Introduction
Nanotechnology is a rapidly emerging technology with vast potential to create new materials with unique properties and to produce new and improved products for numerous applications. Many nanotechnology-based products are already available in the marketplace, including sporting goods, electronics, personal care, transportation vehicles, construction materials, and automotive parts. 1 The American Society for Testing Materials (ASTM) international standard defines nanotechnology as a wide range of technologies that measure, manipulate, or incorporate materials and feature with at least one dimension between approximately 1 nm and 100 nm. 2
Small additions of nanomaterials such as carbon nanotubes can greatly improve structural properties of composite materials. Titanium dioxide (TiO2) nanoparticles have a large band gap and are used for ultraviolet (UV) protection, photovoltaics, and sensing. As a photocatalyst, TiO2 nanomaterials are being applied to exterior walls of buildings to provide a self-cleaning function. 3 Silver nanoparticles have been found to be very effective as an antibacterial agent and are used in many types of products. 4 Gold nanoparticles less than 5 nm in diameter can be a very effective catalyst for several chemical reactions under ambient temperature. 5 Cerium oxide can be used as a diesel fuel combustion catalyst, which reduces fuel consumption. Nanoclay in combination with nylon is used to increase structural hardness in plastic polymer nanocomposite materials. 6
Generally available nano consumer products are identified for each industrial sector. Included is an extensive review of nanoparticle characterizations (size, shape, and type), properties (mechanical, thermal, optical, and electrical), and synthesis or fabrication methods. 7 The incorporation of nanosized particles with high aspect ratios into polymers has led to new materials with unique properties.
Nanoclay/polymer composites are polymers reinforced with nanosized clay particles. It has been shown that incorporating nanoclays into polymers can increase the mechanical and thermal properties of the polymers. These include improved strength, modulus, UV absorbance, and fire resistance. 8 Polymeric properties can be improved even at low fraction of nanoparticles without negative effects on density, transparency, and processability. Many thermoplastic and thermosetting polymers with different polarities including polystyrene, polypropylene (PP), polyethylene oxide, epoxy resin, polysiloxane, and polyurethane can be used to form nanocomposite structures. 9 PP and nanoclays have advantages to be used in forming of nanocomposite structures. Nanoclays have high aspect ratios and plate morphology. Their low cost and environmentally friendly characteristics make them very attractive.
On the other hand, PP is one of the most widely used polyolefin because of the low cost, low density, high thermal stability, and easy processibility. PP can be easily modified by blending inorganic fillers in order to obtain higher mechanical properties. For example, Sharma and Nayak 10 obtained 95% enhancement in tensile strength and 152% in tensile modulus of clay-modified PP. Shariatpanahi et al. 11 observed improvement in tensile modulus and impact strength by 15% and 22%, respectively, with the addition of montmorillonite (MMT) clay into PP matrix via direct melt mixing method.
Baniasadi et al. 12 reported improvement of thermomechanical properties of nanocomposites by introducing small amount of clay into polymer matrix. Zhang et al. 13 successfully prepared PP/organomontmorillonite (OMMT) nanocomposites via melt intercalation by using conventional twin-screw extrusion technique, and dispersed organoclay layers were observed in the PP resin at the nanometer level. Wenyi et al. 14 investigated the dispersion of OMMT in PP matrix and observed an increase in melting and crystallinity point of the nanocomposites. Joshi et al. 15 characterized monofilaments which contain PP/clay, and obtained improved tensile strength, modulus, thermal stability, and reduced elongation at break. Horrocks et al. 16 successfully produced PP filaments that contained Cloisite 20A nanoclay and observed that filament modulus was increased to some degree. Zaman et al. 17 investigated the effects of structure, mechanical properties and crystallization behaviors of two different compatibilizers with various contents on the clay dispersion and the amount of clay on the microstructure and mechanical properties of the PP/clay nanocomposites. The addition of compatibilizer increased the crystallization temperature as a result of heterogeneous nucleation effect of clay on PP and the addition of organoclay improved the tensile properties. Mittal 18 observed improvement in tensile modulus of PP OMMT composites with increasing the filler volume fraction.
Youssef et al. 19 focused on obtaining optimal mechanical properties of long glass fiber (LGF)-reinforced PP composites for different objectives. The properties that were optimized include tensile Young’s modulus, flexural Young’s modulus, and notched Izod impact. Surrogate models were obtained and used to predict these properties as functions of corresponding compositions of the composites. Zhang et al. 20 found that the maximum mechanical properties and storage modulus are reached for the PP-LGF composites when maleic anhydride grafted PP (PP-g-MA) are 7 wt%. Moreover, PP-g-MA is better than PP grafted with glycidyl methacrylate (PP-g-GMA) in the PP/LGF composites. Kulkarani et al. 21 obtained the use of PP-g-MA as polymeric coupling agent provides improvement in mechanical and thermal properties of filled polymers. The higher effect of compatibilization is obtained using high-molecular-weight PP in PP-g-MA as a polymeric compatibilizing agent and low-molecular-weight PP in PP-g-MA resulted in better dispersion of fly ash in PP matrix.
Also, fiber-reinforced plastics (FRP) are commonly used in aerospace, automotive, and other engineering applications mainly because of their high strength and high stiffness to weight ratio, good resistance to fatigue, and corrosion resistance. Reinforced fibers are usually added in the form of continuous or chopped fibers in a polymer matrix. Various types of synthetic and natural FRP are presently studied in the literature, namely, glass fiber (GF), asbestos, carbon fiber, alumina, oxide/carbide, and sisal/jute based fibers in a polymer matrix. 22 Glass and asbestos fibers are currently the materials most commonly used as reinforcing fillers for PP. The introduction of these fibers into the polymer increases the strength properties and heat resistance of the plastic, while reducing its shrinkage. However, filling PP with GFs appreciably diminishes the resistance of the material to shock loads, while asbestos is carcinogenic. It is thus important to find a replacement for GF and asbestos fibers. One possible substitute might be basalt fibers (BFs), which make it possible to create a composite with good service properties that is low in cost and less toxic. 23
BF-reinforced composites are increasing in technological importance due to their unique properties and high performance. BFs are produced by melt spinning technology from naturally existing basalt rock. This type of rock contains, usually, magnetite, augite, and basic plagioclase. Basalt finds wide application in industry as abrasion, wear, and chemical-resistant materials. It can also be used as filler material for production of the polymer matrix composite. It is used in a wide variety of applications, including high pressure vessels, compressed natural gas cylinders, boat building, wind mill blades, bridge profiles, concrete reinforcing bars, fabrics for sound and heat insulation, and in corrosion applications. 24,25
The compound systems having at least three components are called hybrid composites in which one or more different reinforcing or filling materials are embedded in the matrix. The reinforced hybrid composites with polymer matrix (reinforced blends) possess several advantages and possibilities that were already studied and summarized by several authors in the literature. 26 –29 For instance, the effect of basalt was investigated as a filler material in polymer matrix composite and low-density polyethylene (LDPE) was chosen as a matrix material. The content of basalt filler affected structural integrity and mechanical properties of composites. Increasing the amount of the basalt addition to the LDPE results in a decrease in elongation at break, and the crystallization was increased by increasing the basalt content. 26
Reinforcing effect of organomodified kaolin clay on PP-short GF (SGF) composites was investigated. 27 The modulus of the hybrid composites was found to increase linearly with fiber content and an increase of 151% was observed for PP-SGF composites with 20% fiber content. The effect of nanoclays (0–5 wt%) on SGF-reinforced PP composites was examined in this study with special emphasis on the processing, structure, tensile, and wear properties. The addition of nanoclay in PP-SGF composites improves the wear properties and reduces the melt flow rate of PP and PP-SGF composites. 28
A comparative study on the fracture toughness of woven GF-reinforced PP, chopped GF-reinforced PP, and nanoclay-filled PP composites was presented. The woven fiber-reinforced PP composites demonstrated superior crack-resistant properties than that of clay-filled nanocomposites and chopped fiber PP composites. However, critical stress intensity factor and strain energy release rate values for woven fiber composites were less as compared to that of chopped fiber composites. 22
BF as inorganic filler and polyamide-6 (PA6) as organic filler are characterized by mechanical properties analysis and morphology examination for polytetrafluoroethylene (PTFE). The addition of BF and PA6 is beneficial in increasing mechanical strength via increasing the interface-dispersed phase. The results showed a significant improvement in mechanical properties of PTFE/PA6/BF ternary blend composite, and it is useful for the development of an applicable theoretical constitutive composite materials model. 30
The tensile, flexural, and impact properties of 30% chopped GFs-reinforced polyetheretherketone (PEEK) composites were tested at different temperatures. The results showed a dependence of mechanical properties of GFs-reinforced PEEK composites on temperature. The results indicated that the tensile strength, tensile modulus, flexural modulus, and impact strength of GFs-reinforced PEEK composites at low temperatures were higher than those at room temperature (RT). The elongation and deflection at break obviously increased with the increase of temperature. 29
As observed by studying the researches in the literature, no work was observed and no results are published regarding the PP polymer composites reinforced by clay nanoparticles and BFs at cryogenic temperature (CT) and high temperature (HT). Therefore, in the present article, clay/BF-reinforced PP nanocomposites are prepared by melt mixing in a twin-screw extruder followed by injection molding, with different clay contents (1, 3, and 5 wt%) and fixed BF content (10 wt%). PP-g-MA is added to matrix PP as a compatibilizer agent. The effect of adding various amounts of nanoclay to matrix PP and the effect of adding BF to PP/clay blends are investigated. Also their impact properties at RT (25°C), CT (–196°C), and HT (120°C) are investigated and compared to the properties obtained for the neat PP. Impact test is carried out according to ASTM standard. The surface morphology of the fractured surfaces of nanocomposite specimens and dispersion of the nanoclay and BF in matrix PP are investigated using a scanning electron microscopy (SEM), and the fractured surfaces are studied by the photographs obtained at high magnification.
Experimental methods
Materials
The base matrix was PP homopolymer with trade name of Jampilen HP500 M (from Iran Petrochemical, Jam products) developed exactly for extrusion and hence having very good flowability (melt flow rate (MFR) at 230°C for 2.16 kg load = 9 g/10 min, density = 0.9 g/cm3). The nanoclay used to improve thermal and mechanical properties was a MMT-based nanoclay Cloisite 15A supplied by Pishgaman Fanavari Asia, Iran. This is a natural MMT clay that was organically treated with a quaternary ammonium salt. The organic modifiers used were dimethyl, dehydrogenated tallow, and quaternary ammonium salt. As a compatibilizer agent, a PP-MA graft copolymer (PP-g-MA) with the trade name of KARABOND® PCH (melt index at 190°C for 2.16 kg = 6±0.5 g/10 min and melting point (1 kg) = 165°C and graft efficiency = 0.6–1%) from Karangin Company, Iran, was used which is characterized by an MA content of less than 5 wt%; so high miscibility with PP matrix is expected. Basalt roving fibers, with the trade name of BCF-13-2520-KV12 supplied by Kamenny Vek Company from Russia, chopped into segments with a length from 5 mm to 8 mm, were used as the reinforcing filler. The content of BFs in the PP was kept at 10 wt%.
Preparation of the PP nanocomposites
In the first step, the PP/PP-g-MA/clay nanocomposites were prepared in a Brabender type twin-screw extruder (Plasticorder PL2002, Germany) with a length/diameter ratio (L/D) of 40. The barrel temperatures were set at 165−195°C (feed zone to die zone) and the velocity of the processing was fixed at 150 rpm. To achieve good mixing, the feeding rate was kept low at 2 kg/h. The resulting material is dried at the temperature of 80°C for 24 h. Then, the BFs were added to the PP composite in the next extrusion process. The processing parameters were adjusted to the parameters of the forthcoming injection molding. The injection molding machine (Imen machine Co, Tehran, Iran) was used for the preparation of impact specimens. Zone temperatures were 175−205°C, injection pressure was 96 bar. The specimens were cut from the injection-molded parts for impact test (7.2 mm thickness, 12.5 mm width, 63.5 mm length, and 3.50 mm notch) considering the recommendations of standard ASTM D-256. Five specimens for each type were tested and the results presented are the average calculated value.
All the specimens were coded according to their constituent wt% contents and the temperature conditions. P and B correspond to PP and BFs, respectively. Numbers 0 to 5 are weight percentage of nanoclay. R, C, and H are RT, CT, and HT, respectively, and I, corresponds to impact test.
Characterization
The structure of the nanocomposites was studied using X-ray diffractometer (XRD) method. The XRD (Philips Analytical, model XPert MPD, Japan) with coradiation and 0.154 nm wavelength at a generated voltage of 40 kV and current of 30 mA was used. X-ray diffractrograms were taken on Cloisite 15A clay particles and on PP/clay nanocomposites.
Mechanical tests
The notched impact strength was measured with a Charpy impact tester (Model ZBC1251, Santam Co, Iran) according to ASTM D-256. Impact testing at CT was performed with the specimens dipped in a liquid nitrogen for 20 min and was completed in a couple of seconds after taking the specimens out from the liquid nitrogen tank. Also the HT condition was achieved by inserting the specimens in an oven (Fan Azma Gostar Model BF55, Iran) for 20 min toward reaching at 120°C and then tested. The surface morphology of the fractured surfaces of the nanocomposite specimens and dispersion of the nanoclay and BF in PP matrix were investigated using a SEM (XL30 Philips, from Dutch) and the photographs of the fractured surfaces were obtained by the high-magnified camera for detailed analysis.
Results and discussion
Impact properties
Table 1 shows the notched impact energies of PP-based composites reinforced with clay nanoparticles and BFs. It can be seen that the addition of clay contents into PP matrix can effectively enhance the impact strength of the PP matrix. The notched impact strength of clay-reinforced PP nanocomposite specimens and clay/BF-reinforced PP nanocomposite specimens increased by increasing the weight percentage of nanoclay at different temperatures.
Impact properties of PP/PP-g-MA/clay nanocomposites and PP/PP-g-MA/clay/BF nanocomposites at different temperatures.
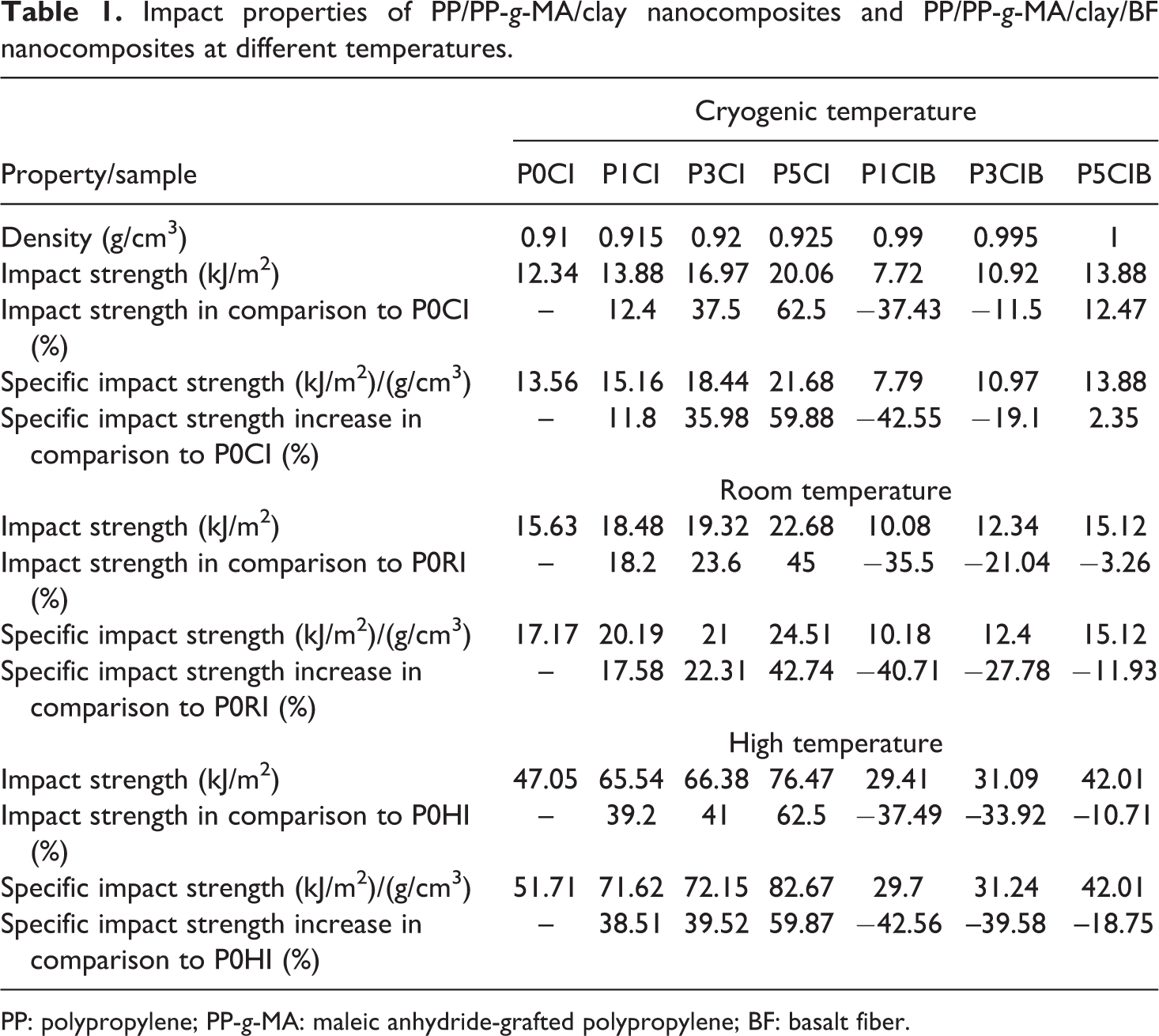
PP: polypropylene; PP-g-MA: maleic anhydride-grafted polypropylene; BF: basalt fiber.
The impact strength at RT is increased from 15.63 to 22.68, when increasing clay content from 0 to 5 wt%. When the clay content is 5 wt%, the impact strength is greatly enhanced and increased by 45% as compared to P0RI. It is possible that the clay layer orientation as well as the molecular orientation contributes to the observed reinforcement effects. Toughness improvement of nanocomposites can be attained, when the clay in PP matrix can withstand the propagation of cracks with increasing the clay content at RT as indicated by the increase in the notched impact strength.
The notched impact strength at HT is shown to be higher than that at both RT and CT. This is mainly because of the higher constrains of the molecular mobility of the PP matrix at the temperature of 120°C due to nanoclay particles. Also the impact strength is higher at RT as compared to CT, and for this reason the molecular mobility of the PP matrix would be lowered when the temperature was down to CT. When rapid impact loading was applied to the specimens, it would be difficult to have plastic deformation and hence relatively low impact energies were required to break the specimens at CT.
Maximum and minimum notched impact strengths at HT related to P5HI and P0HI are 76.47 kJ/m2 and 47.05 kJ/m2, respectively, and at CT related to P5CI and P0CI are 20.06 kJ/m2 and 12.34 kJ/m2, respectively, which show an improvement of almost 62.5% as compared to P0HI and P0CI. The effect of nanoclay at HT and CT is higher as compared to RT (45%). Also, Figure 1 shows notched impact strength of the PP composites at CT, RT, and HT as a function of nanoclay and BF contents extracted from Table 1.
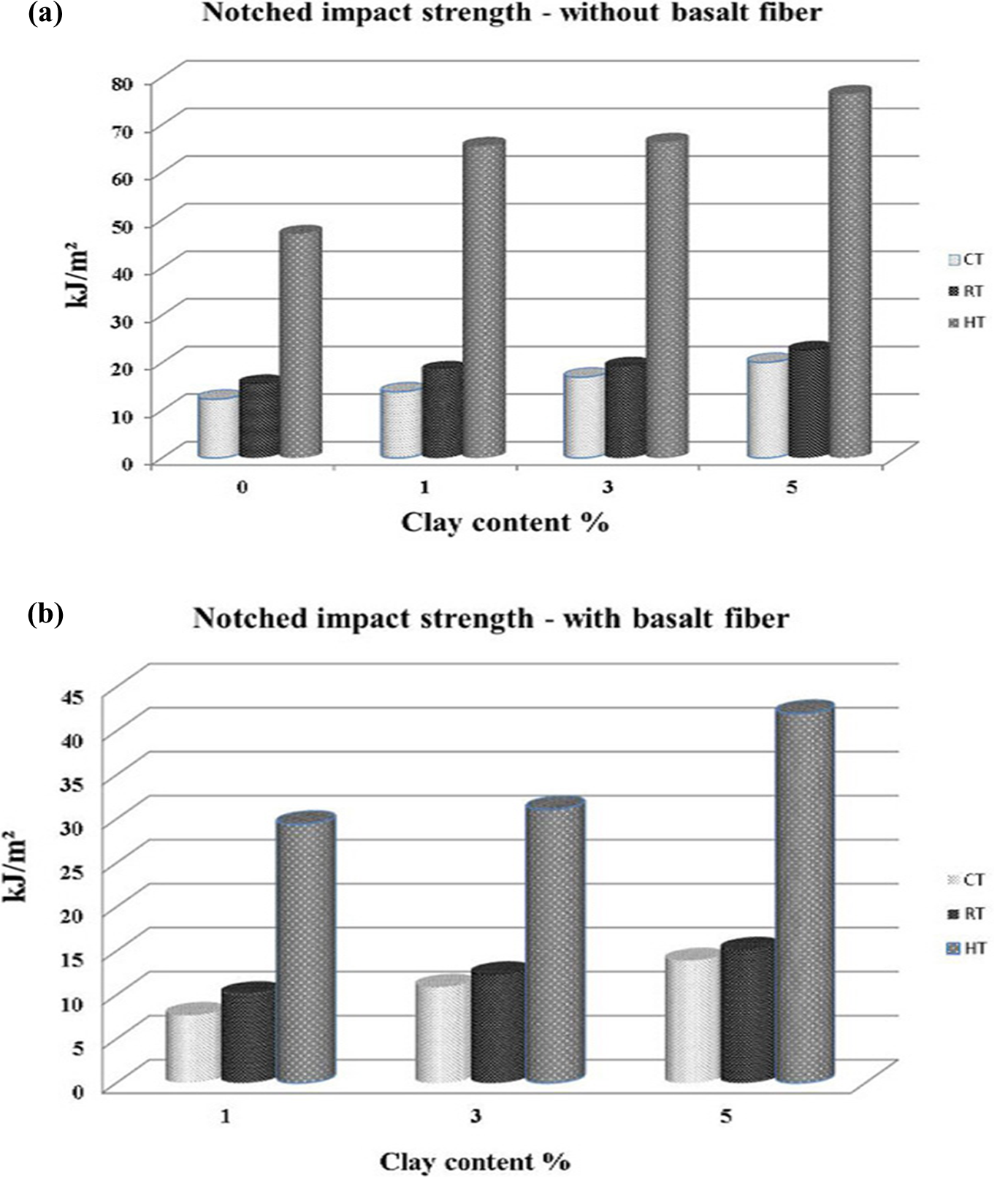
Notched impact strength at CT, RT, and HT for (a) PP/clay nanocomposites and (b) PP/clay/BF nanocomposites. CT: cryogenic temperature; HT: high temperature; RT: room temperature; PP: polypropylene; BF: basalt fiber.
Figure 1 shows a remarkable increase in the impact strength as clay content increases and reaches an optimum at 5 wt% of clay and at HT. The addition of BF resulted in some brittleness to the PP/clay nanocomposites, despite the rather good dispersion of BFs within the PP matrix as observed by the SEM.
It seems that BFs could prevent the PP matrix from plastic deformation and hence make it brittle. Addition of nanoclay could help in preventing crack propagation. It is possible that the PP/clay/BF nanocomposite specimens show brittle behaviors as compared to PP/clay nanocomposite specimens. Thus, the impact strength of PP/clay/BF nanocomposite specimens is lower than impact strength of PP/clay nanocomposite specimens. Detailed study of Table 1 shows that BFs could not affect significantly in reinforcement the materials at HT.
Scanning electron microscopy
The fracture surfaces of PP and its nanocomposites are observed using SEM. Figure 2(a) to (c) shows a transition from ductile to brittle fracture of the notched impact specimens at RT. The latter observation suggests that the presence of clay markedly hindered void formation during deformation and less PP was available for bridging the crack face. Matrix deformation is greatly reduced when the clay in PP matrix can withstand the propagation of cracks with increasing the clay content at RT as indicated by the increase in notched impact strength.
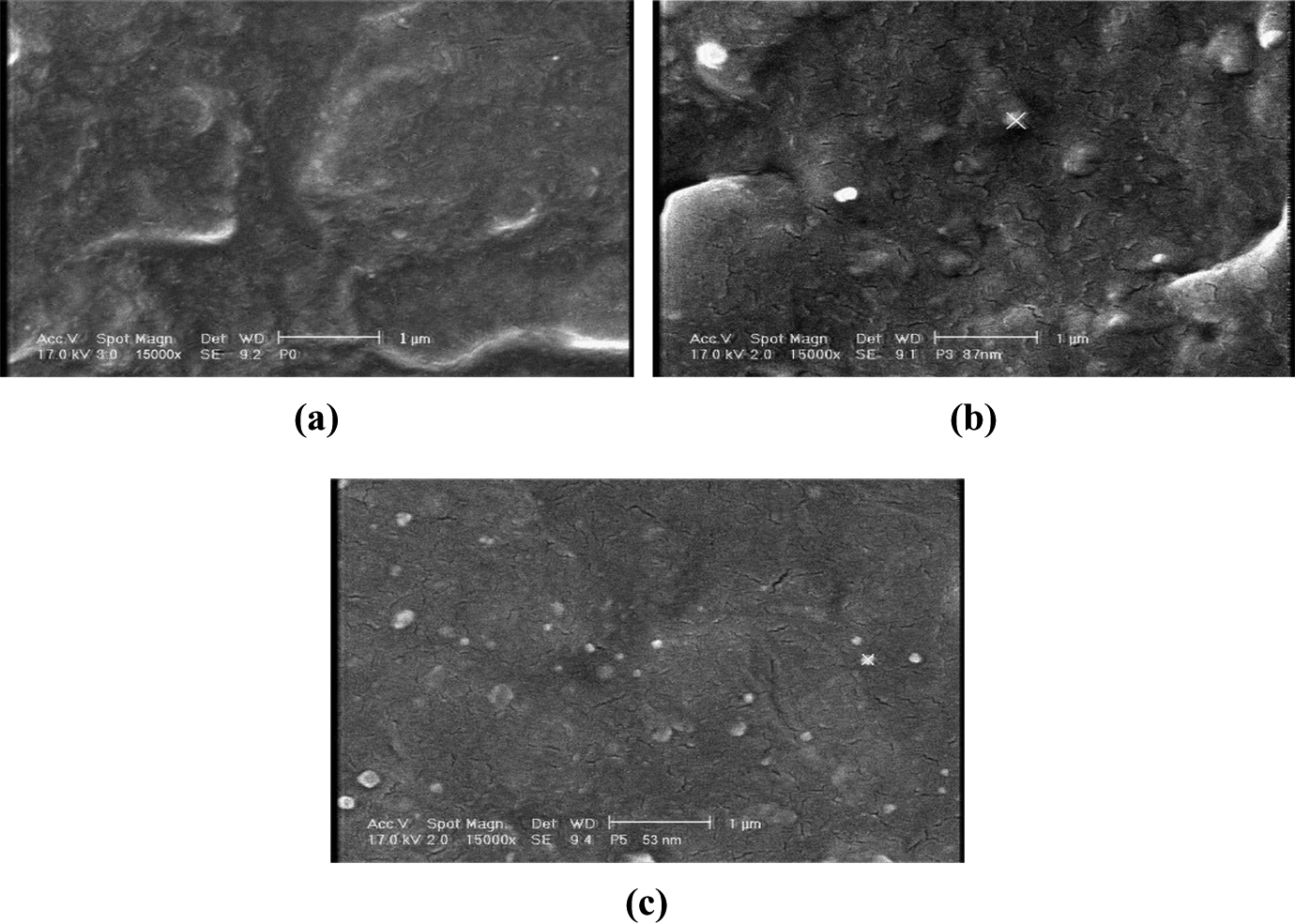
SEM micrographs of composite fracture surfaces for (a) neat PP, (b) PP with 3 wt% nanoclay, and (c) PP with 5 wt% nanoclay. SEM: scanning electron microscopy; PP: polypropylene.
Figure 2(b) shows the SEM micrograph of PP/clay (3 wt%) nanocomposite. This figure shows that the aggregates of nanoparticles are large enough as compared to PP/clay (5 wt%) nanocomposite in Figure 2(c). With the addition of nanoclay, the aggregates are small and this confirms better dispersion of organoclay and PP matrix which shows in Figure 2(c). Also, this indicates higher properties in impact and more efficient in other mechanical properties. Figure 2(a) shows that the surfaces of the neat PP specimens are smooth and featureless, representing brittle failure of homogenous materials. As shown in the SEM images for the PP/clay nanocomposite specimens with 3 wt% and 5 wt% nanoclay contents, the fracture surfaces obtained are significantly different from those of neat PP specimens. The fracture surfaces are broken into small and rough fracture pieces, contributing to improvement of the toughness of the nanocomposites.
Figure 3(a) to (d) show the dispersion of BFs in the PP matrix with 5 wt% nanoclay at various magnifications. It is found that for the fiber nanocomposites, the fibers are not surrounded and adhered with the matrix completely and consequently, the interface cracking and then the fiber breakage is the primary failure mechanism. On the other hand, the failure surfaces of the fibers are featureless and smooth, which provides an indication that the interfacial debonding is the main failure mechanism. From the SEM observations, it appears that the nanocomposites possess better interfacial bonding than the conventional one. As a result, the increasing behavior of the impact strength in the nanocomposites could be attributed to the improved interfacial strength modified by the organoclay. There is a good adhesion of the fiber and the matrix in the specimens with higher nanoclay particles. In view of the forgoing, the interfacial adhesion between the BFs and the surrounding matrix could be improved by the organoclay.
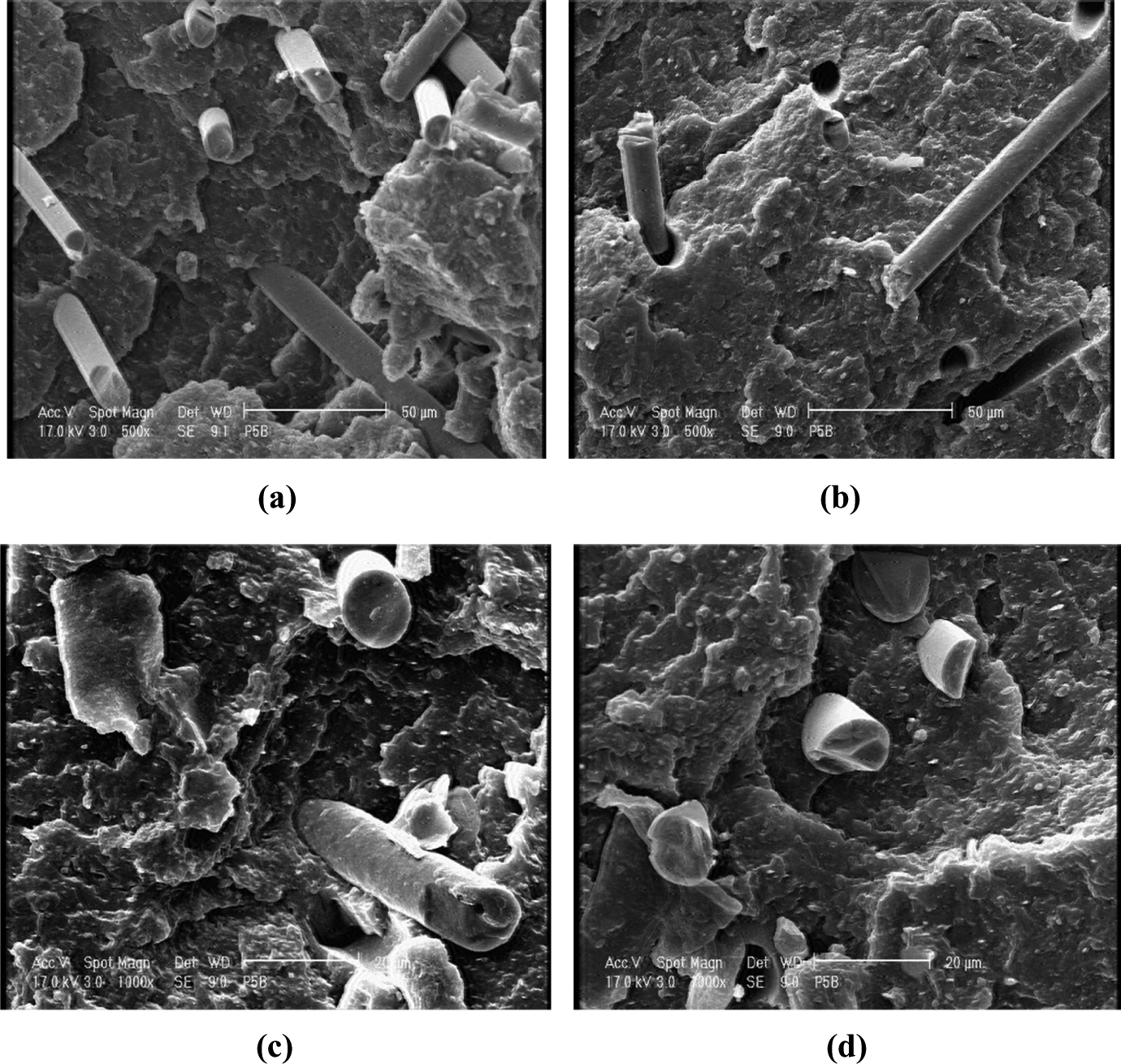
SEM micrographs of nanocomposite fracture surfaces for PP with 5 wt% nanoclay and 10 wt% basalt fiber at different magnifications. SEM: scanning electron microscopy; PP: polypropylene.
Structure and morphology of PP-clay nanocomposites
The structure and morphology of nanoclay-filled PP composites were examined using XRD method. Figure 4 shows the XRD patterns of PP/clay nanocomposites. The Cloisite 15A nanoclay shows a diffraction peak of 2θ at 3.2° and corresponds to an interlayer spacing of nanoclay (d spacing) of 34.79 Å (calculated from Bragg’s diffraction law of 2d sinθ = nλ).
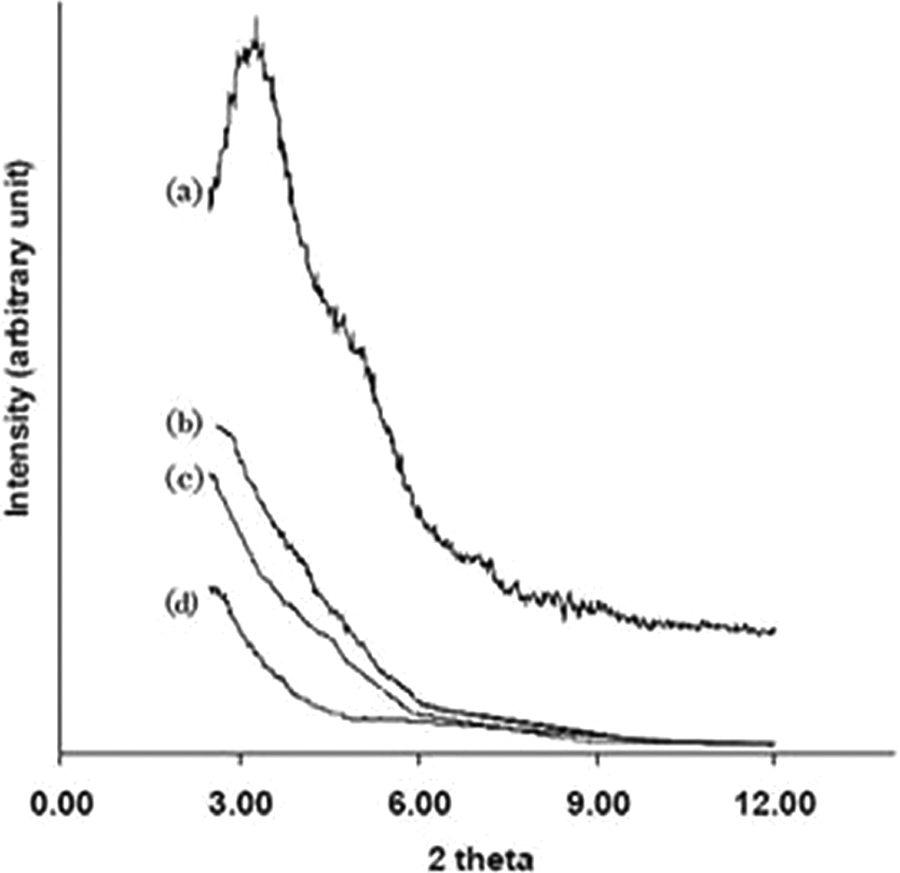
XRD patterns of (a) Cloisite15A, PP with (b) 5 wt% clay, (c) 3 wt% clay, (d) 1 wt% clay. XRD: X-ray diffractometer; PP: polypropylene.
From 1 wt% to 5 wt% of nanoclay in the PP polymer, there is an absence of a diffraction peak, and this suggests that the polymer matrix has entered into the interlayer spacing of the nanoclay and increased the original nanoclay spacing above or the nanolayers of clays could have randomly dispersed in the PP polymer. Hence, it can be concluded that the nanoclays in the PP polymer from 1 wt% to 5 wt% formed an ordered exfoliated structure or a randomly dispersed clay exfoliated structure.
Conclusions
The impact properties of PP/clay/BF nanocomposites prepared by adding different nanoclay contents and fixed BF content to PP matrix are studied at CT (–196°C), RT (25°C), and HT (120°C) and compared to the properties of the neat PP. The following conclusions are obtained: Notched impact strength is increased at CT, RT, and HT by increasing weight percentage of nanoclay because of reinforcement effect of nanoclay particles. Notched impact strength of anocomposite specimens at RT is higher than that at CT. Also the impact strength of nanocomposite specimens at HT is higher than that at RT. The impact strength of PP/clay/BF nanocomposite specimens is lower than the impact strength of PP/clay nanocomposite specimens. This is because of brittle behavior of BFs. The BFs could prevent the PP matrix from plastic deformation and, hence, make the nanocomposite as brittle material, but addition of nanoclay could help in preventing the crack propagation.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.