
Abstract
This article reports a study on the erosion response of polypropylene (PP) composites filled with micro-sized Linz-Donawitz (LD) slag particles. LD slag is a major solid waste generated in huge quantities during steel making. It comes from slag formers such as burned lime/dolomite and from oxidation of silica, iron etc. while refining the iron into steel in the LD furnace. In this work, composites with different LD slag content (0, 7.5, 15, 22.5, 30 wt%) in a thermoplastic PP matrix base are prepared by injection molding technique. The composites are characterized with regard to their density, porosity, micro-hardness and strength properties. Solid particle erosion trials, as per ASTM G 76 test standards, are conducted on the composite samples following a well-planned experimental schedule based on Taguchi design of experiments. An air jet type erosion test rig capable of creating reproducible erosive wear situations is used for this purpose. Significant process parameters predominantly influencing the rate of erosion are identified. The study reveals that the LD slag content and impact velocity in the composites are most significant among various factors influencing the wear rate.
Introduction
Polypropylene (PP) is one of the commonly employed thermoplastic polymers because of its low price, stabilized properties and simple processability. In order to further enhance its functional properties and thus to extend the application domain, incorporation of particulate fillers is frequently employed. Among the inorganic fillers that are employed to improve PP properties, calcium carbonate, 1,2 magnesium hydroxide, 3 talc, 4,5 mica, 6 clays, 7,8 silica 9 and walnut shell flour 10 are recognized to possess several beneficial variations on stiffness, hardness, toughness and heat resistance. Generally particulate fillers are used in polymers for a variety of reasons such as cost reduction, improved processing, density control, optical effects, thermal conductivity, controlled thermal expansion, electrical and magnetic properties, flame retardancy, improved hardness and wear resistance. It has been observed that by incorporating hard filler particles into polymers, synergistic effects may be achieved in the form of higher modulus and reduced material cost. 11 –15 The inclusion of such particulate fillers into polymers for commercial applications is primarily aimed at cost reduction and stiffness improvement. 16,17 The study of the effects of filler addition is necessary to ensure that the mechanical properties of the composites are not affected adversely by such addition. For example, the hardness and compressive strength of a unidirectional E-glass fiber-reinforced epoxy composite are increased by adding mica particles and so the tribological properties are found to be improved. Exhaustive review of literature also shows that fillers such as red mud, 18 alumina 19 and fly ash 20 have been incorporated into the polymer matrix to improve the erosion wear performance. Though a good number of works have been carried out on particulate filled polymers, the potential of Linz-Donawitz (LD) slag, a solid waste, as a filler material in PP or in any other polymeric matrix, has not been reported so far. LD slag is presently being utilized in areas such as soil conditioners, fertilizers, recovery of metal values. Experiments have been conducted in the past using pulverized LD slag for growing vegetables such as tomato, potato, onion, spinach and crops such as wheat, in the acidic soil. 21 The results show that by adding a concentration of slag of between 1.5 t/ha and 5.0 t/ha, improved quality and soil productivity can be achieved. The influence of LD slag on the chemical composition of soil and grass, and its potential economic benefits have also been evaluated. 22 However, the utilization potential of this waste in the present day scenario is very less. In view of this, the present work is undertaken to explore the possibility of fabricating a new class of thermoplastic composites using PP as the matrix base and LD slag as the particulate filler.
Solid particle erosion wear, a typical wear mode, is the loss of material that results from repeated impact of small solid particles. Examples of such applications are helicopter rotor blades, pump impeller blades, aircraft engine blades, pipelines carrying sand slurries and structural components operating in desert environments. 23 It causes surface degradation, surface roughening, scooping appearance and reduction in the functional life of the component. Hence, it is essential to study the erosion resistance of materials such as polymer composites before any specific application. The research efforts in this field are mainly focused on studying the influence of experimental conditions such as impact velocity, impingement angle, erodent characteristics and target related parameters such as fiber orientation and fiber content. 24 The effect of fiber content, fiber orientation, filler content and experimental conditions such as impingement angle, impact velocity, erodent size, erodent temperature, stand-off distance and erosion efficiency etc. on erosion wear performance of polymer composites have been reviewed earlier by Barkoula and Karger-Kocsis 25 and Patnaik et al. 26 Tewari et al. 23 have studied the solid particle erosion characteristics of polyaryletherketone composites reinforced with unidirectional carbon fiber. The effect of fly ash content, impingement angle and impact velocity on solid particle erosion of glass–epoxy composites has been studied by Srivastava and Pawar. 20 Biswas and Satapathy 27 have incorporated red mud as filler in glass–epoxy and bamboo–epoxy composites. They found that for similar test conditions, bamboo-based composites exhibit much better erosion resistance than glass–epoxy composites. Bagci and Imrek 28 have investigated the solid particle erosion of glass–epoxy composites filled with boric acid. They found minimum erosion wear in the unfilled samples and that the rate of erosion increases linearly with the impact velocity. Though a lot of work is reported on erosion wear study of polymer composites, there is no such report available in the literature on solid particle erosion wear study of composites containing fillers like LD slag. The present study, however, aims at investigating the erosion behavior of LD slag filled PP composites using Taguchi method under various test conditions.
Experimental details
Material
LD slag collected from Rourkela Steel Plant, located in the eastern part of India, is used as the filler material in this investigation. These slag particles are sieved to obtain an average particle size in the range of 90–100 μm. The weight percentage of the main oxides in the LD slag is shown in Table 1. The major constituents of the LD slag (density about 1.75 g/cm3) used are silicon oxide, calcium oxide and iron oxide.
Chemical composition of LD slag.
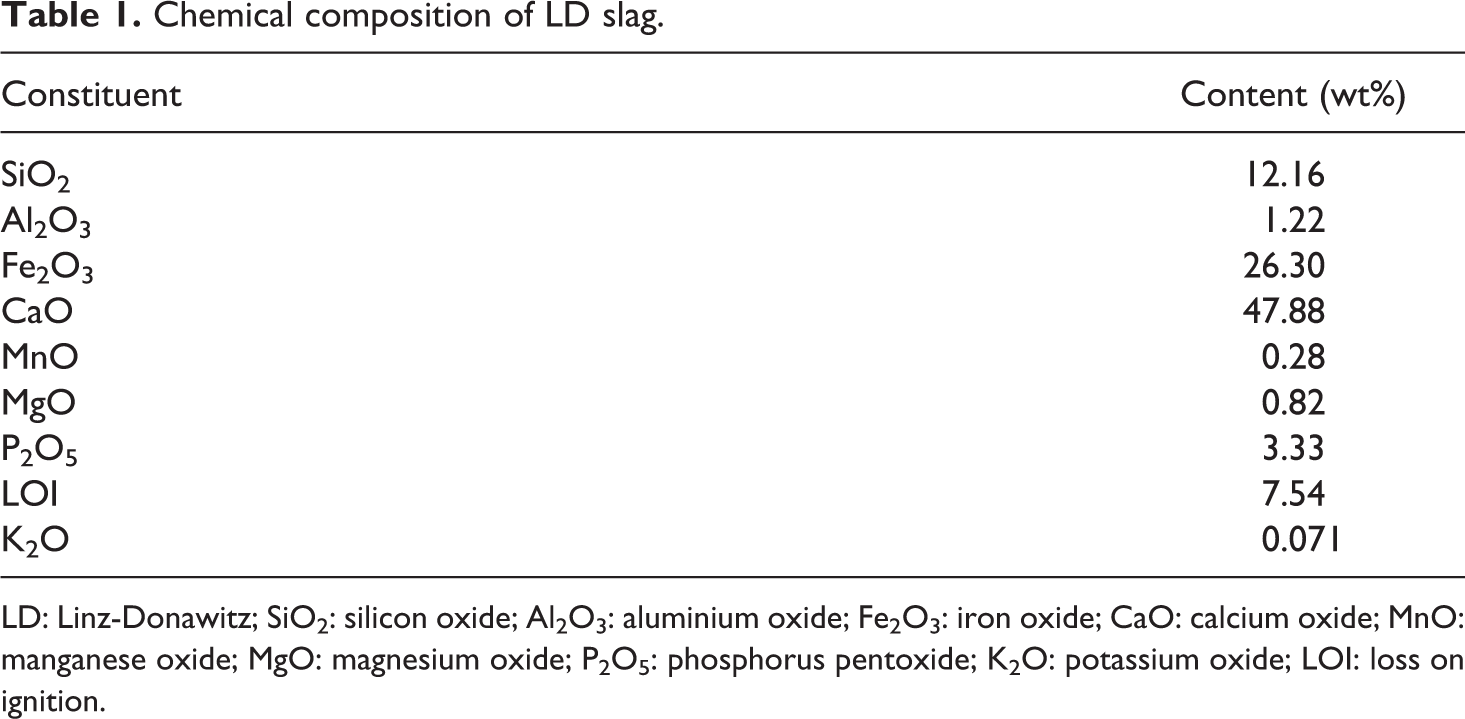
LD: Linz-Donawitz; SiO2: silicon oxide; Al2O3: aluminium oxide; Fe2O3: iron oxide; CaO: calcium oxide; MnO: manganese oxide; MgO: magnesium oxide; P2O5: phosphorus pentoxide; K2O: potassium oxide; LOI: loss on ignition.
Composite fabrication
Injection molding machine (Texair 40 T, Texair Plastics And Hydraulics, Coimbatore, India) is used for fabricating PP based composites samples. PP granules mixed with different proportions of LD slag are preheated to 80°C temperature for 3 hours. Since PP material is hydrophobic (maximum absorption capacity is 0.01%), moisture will be on the surface only. During preheating process, moisture on the surface is evaporated. The polymeric raw materials are fed into the barrel through the hopper and this process is called screw refilling. After screw refilling process, plunger moves linearly backward to maintain set back pressure in the barrel. Now, entire injection system is moved toward mold cavity by means of guide ways; injection nozzle is fed into the inlet of the mold. Screw plunger in the barrel moves forward and pushes the material through three heaters, which are maintained at a temperature of 225°C, 230°C and 235°C in the mold cavity. Mold cavity is completely filled with PP (semi-solid state); 40 tonnes of clamping force is applied and held for some time till it completely solidifies. Mold is provided with a water cooling system. The mold is opened and the samples are ejected from the mold by ejection pin.
Density and void fraction
The theoretical density of composite materials in terms of weight fraction can easily be obtained as per the following equations given by Agarwal and Broutman.
29

where W and ρ represent the weight fraction and density respectively. The suffixes p, m and ct represent particulate filler, matrix and composite materials respectively.
The actual density (ρce
) of the composite, however, can be determined experimentally by simple water immersion technique. The volume fraction of voids (Vv
) in the composites is calculated using the following equation:
Micro-hardness
Micro-hardness measurement is done using a Leitz micro-hardness tester. A diamond indenter, in the form of a right pyramid with a square base and an angle 136° between the opposite faces, is forced into the material under a load F. The two diagonals X and Y of the indentation left on the surface of the material after removal of the load are measured and their arithmetic mean L is calculated. In the present study, the load considered F = 0.5 N and Vickers hardness number is calculated using the following equation:
where F is the applied load (N), L is the diagonal of square impression (mm), X is the horizontal length (mm) and Y is the vertical length (mm).
Tensile strength
The tensile test is generally performed on flat specimens. The commonly used specimen for tensile test is the dog-bone specimen and straight side specimen with end tabs. A uniaxial load is applied through both the ends. The ASTM standard test method for tensile properties of composites has the designation D 3039-76. The tensile test is performed in the universal testing machine (UTM) Instron 1195 (Instron Industrial Products, USA) at a crosshead speed of 10 mm/min and results are analyzed to calculate the tensile strength of composite samples.
Flexural strength
The flexural strength of a composite is the maximum tensile stress that it can withstand during bending before reaching the breaking point. The standard three-point bend test as per ASTM D5379/D5379 M is conducted on all the composite samples using the same universal testing machine. Span length of 40 mm and a cross-head speed of 10 mm/min are maintained. The flexural strength (FS) of the composite specimens is determined using the following equation:
where l is the span length of the sample; P is the load applied; b and t are the width and thickness of the specimen respectively.
Impact strength
The pendulum impact testing machine confirming to ASTM D 256 ascertains the notch impact strength of the material by shattering the specimen with a pendulum hammer, measuring the spent energy and relating it to the cross-section of the specimen. The machine is adjusted such that the blade on the free-hanging pendulum just barely contracts the specimen (zero position). The specimens are clamped in a square support and are struck at their central point by a hemispherical bolt of diameter 5 mm. The respective values of impact energy of different specimens are recorded directly from the dial indicator.
Erosion wear test
The solid particle erosion experiments are carried out as per ASTM G76 on the erosion test rig shown schematically in Figure 1. The setup used in this study for the solid particle erosion wear test is capable of creating reproducible erosive situations for assessing erosion wear resistance of the prepared composite samples. It consists of an air compressor, an air-particle mixing chamber and an accelerating chamber. Dry compressed air is mixed with the erodent particles, which are fed at constant rate from a sand flow control knob through the nozzle tube and then accelerated by passing the mixture through a convergent nozzle. These particles impacted the specimen, which can be held at different angles with respect to the direction of erodent flow using a swivel and an adjustable sample clip. The velocity of the eroding particles is determined using the standard double disc method. 30 In the present work, sand grits of five different particle sizes (50, 100, 150, 200 and 250 μm) are used as erodent. Square samples of size 25 × 25 mm2 with 4.0 mm of thickness are chosen for erosion tests. The samples are cleaned in acetone, dried and weighed to an accuracy of ±0.1 mg before and after the erosion trials using a precision electronic balance. It is then eroded in the test rig for 10 min and weighed again to determine the weight loss. The ratio of this weight loss to the weight of the eroding particles causing the loss (testing time × particle feed rate) is then computed as a dimensionless incremental erosion rate.
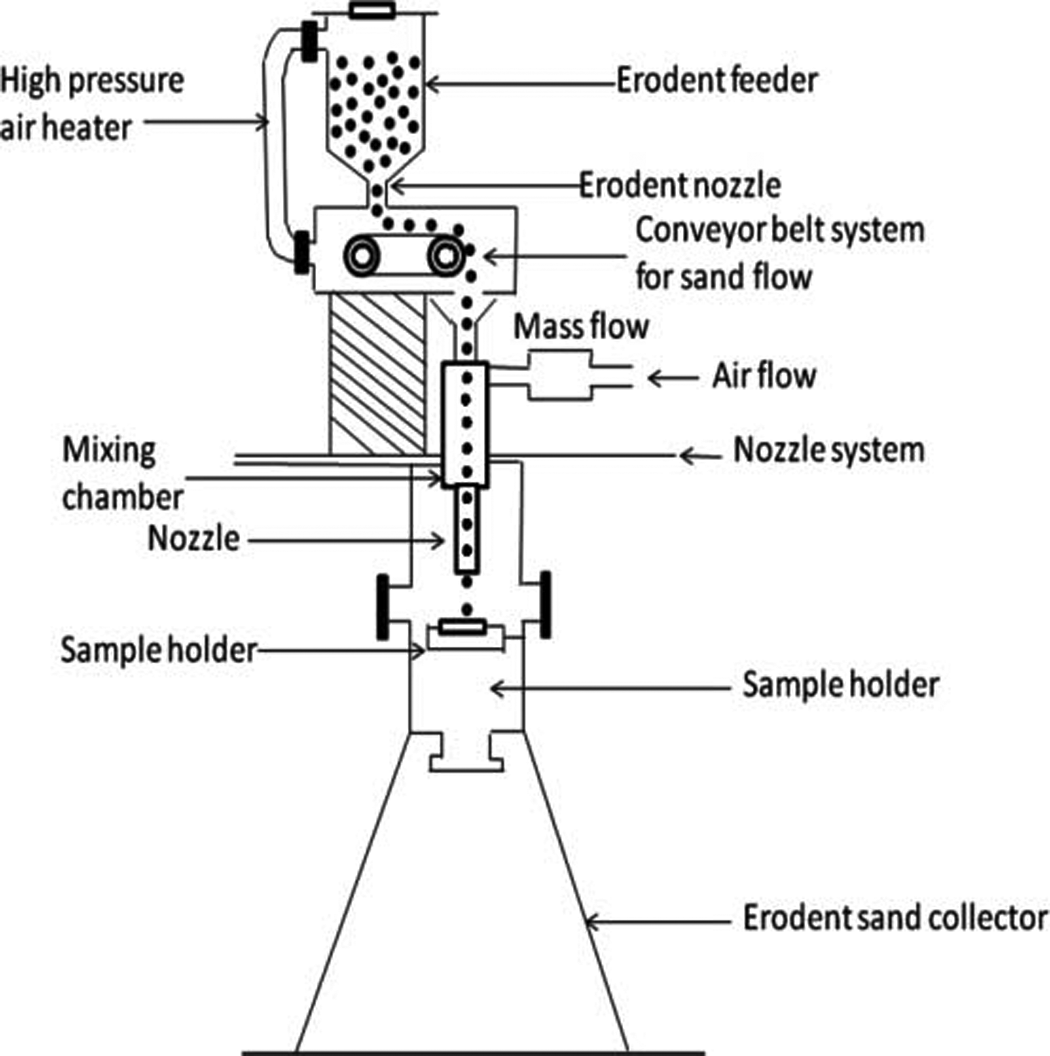
A schematic diagram of the erosion test rig.
Scanning electron microscopy
The surfaces of the composite specimens are examined directly by scanning electron microscope (SEM) JEOL (GenTech Scientific, Arcade, NY, USA) JSM-6480LV. The specimens are cleaned thoroughly with acetone before being observed under SEM. Then the composite samples are mounted on stubs and are examined. To enhance the conductivity of the samples, a thin film (100 Å thickness) of platinum is coated onto them in JEOL (GenTech Scientific, Arcade, NY, USA) sputter ion coater before the photomicrographs are taken.
Results and discussion
Physical and mechanical properties
Density and porosity analysis
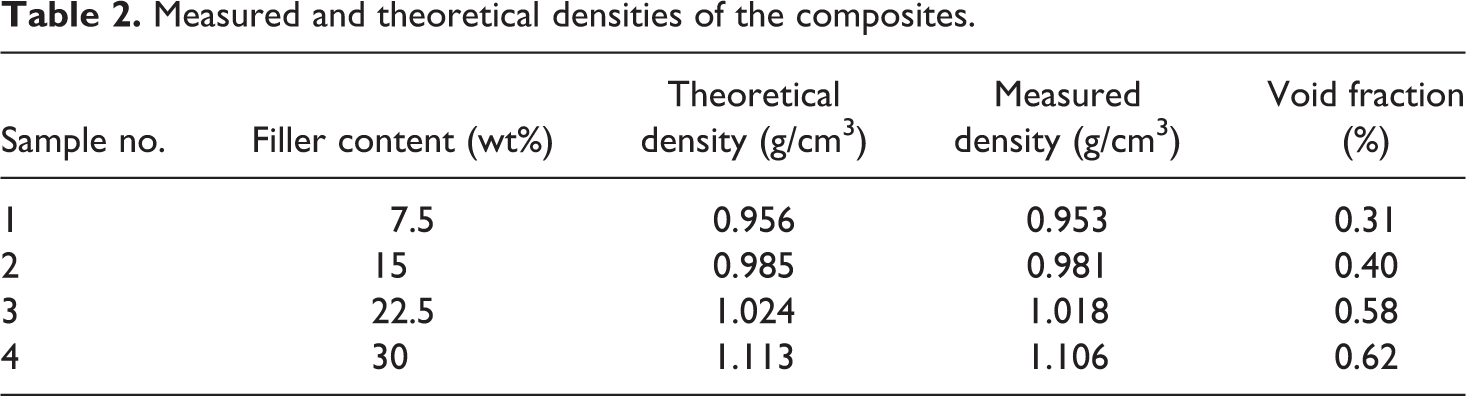
In the present research work, the measured densities and volume fraction of voids (porosities) of LD slag filled PP composites are presented in Table 2. It is observed that by the addition of LD slag particles, the density of the composites gradually increases. It is also noted that the increment in the filler content in the matrix leads to increase in porosity.
Measured and theoretical densities of the composites.
Micro-hardness analysis
The variations in the hardness values of the composites with filler content are shown in Figure 2. Hardness is considered as one of the most important factors that governs the wear resistance of any material. In the present work, micro-hardness values of the composites with the fillers in different proportions have been obtained. It is observed that the hardness of the composites increases with increase in filler content. The micro-hardness values for the composites with LD slag content of 0, 7.5, 15, 22.5 and 30 wt% are recorded in Vickers’ scale as 5.91, 20.19, 41.6, 68.11 and 79.03 Hv respectively.
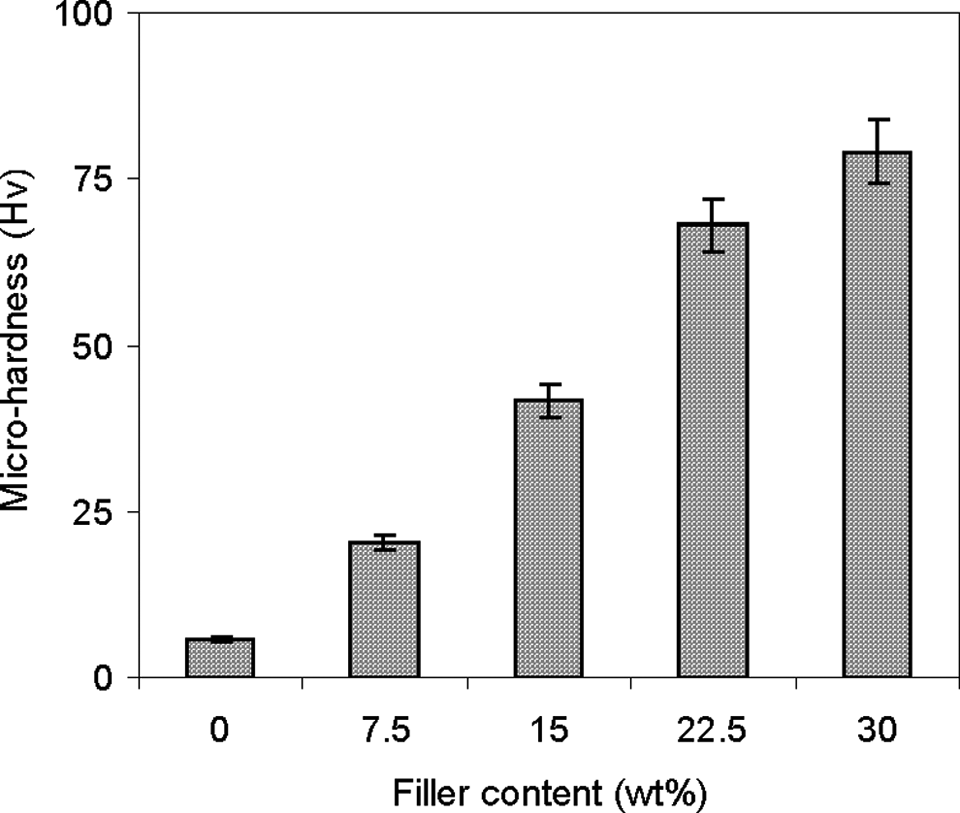
Variation of composite micro-hardness with filler content.
Tensile strength analysis
The variation of tensile strength of the composites with filler content is shown in Figure 3. It is seen that in all the samples, the tensile strength of the composites decreases with increase in filler content. The composite with 0 wt% of LD slag has strength of 39 MPa in tension and it is noticed that this value drops to 35.25 MPa with inclusion of 7.5 wt% of LD slag. The tensile strength of the sample further drops to 30.74 MPa, 28.46 MPa and 26.63 MPa in the case of other three composites with 15, 22.5 and 30 wt% of LD slag respectively. This reduction might be due to the voids present in the composite body and due to stress concentration arising out of the sharp corners of the irregular shaped LD slag particles.
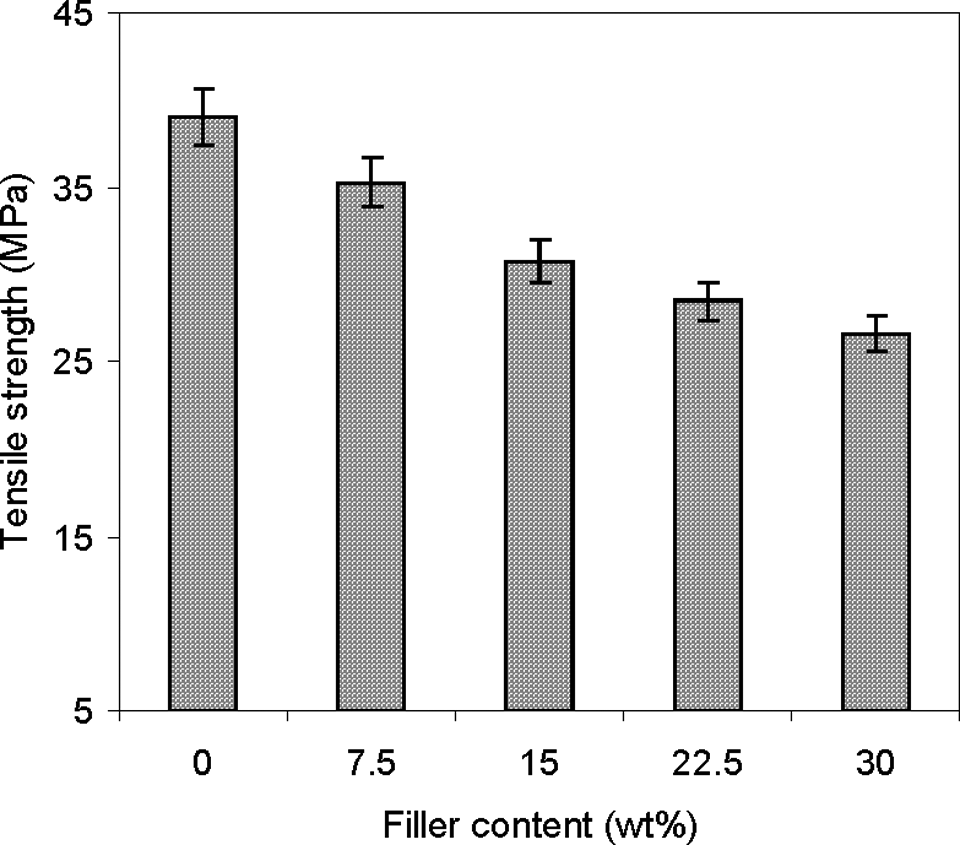
Variation of composite tensile strength with filler content.
Flexural strength analysis
Composite materials used in structures are prone to fail in bending and therefore, the development of new composites with improved flexural characteristics is essential. In the present work, the variations of flexural strength of PP composites with LD slag content are shown in Figure 4. A gradual decrement in flexural strength with the incorporation of LD slag particles is recorded for the composite samples.
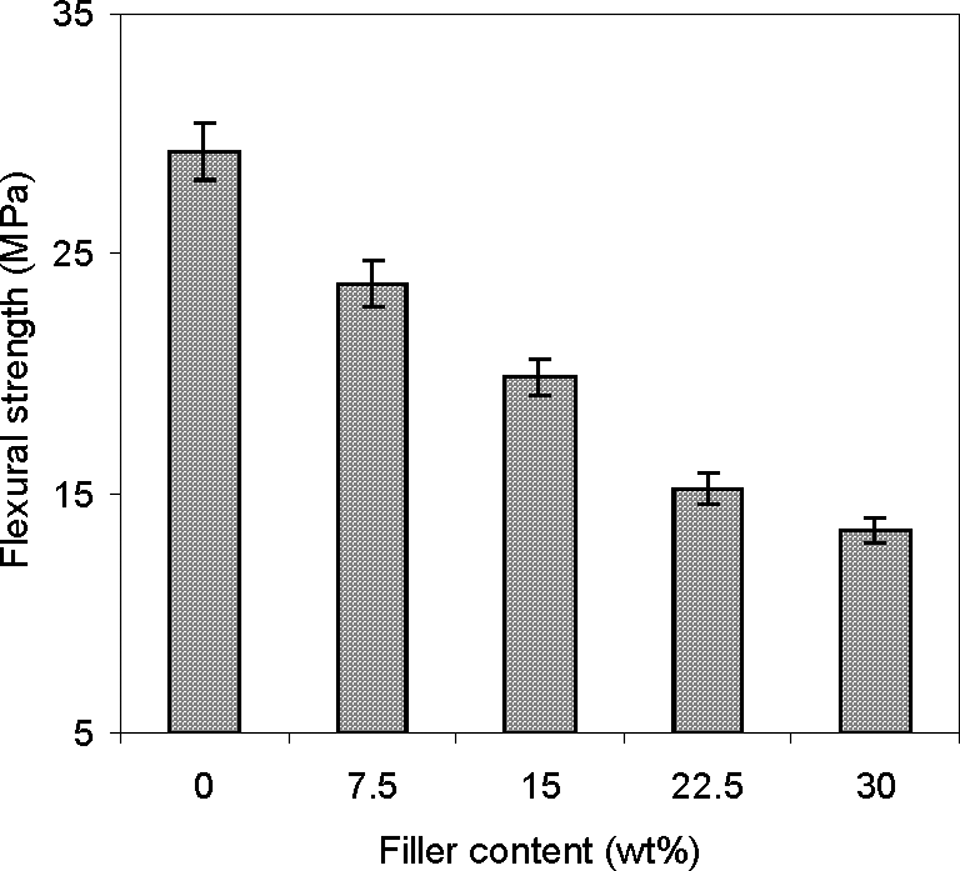
Variation of composite flexural strength with filler content.
Impact strength analysis
The impact strength of a material is its capacity to absorb and dissipate energies under impact or shock loading. The suitability of a composite for certain applications is determined not only by usual design parameters, but also by its impact or energy absorbing properties. Figure 5 shows the measured impact energy values of LD slag filled PP composites. It is seen that the impact energy of the composite improves gradually with filler content increasing from 7.5 wt% to 30 wt%.
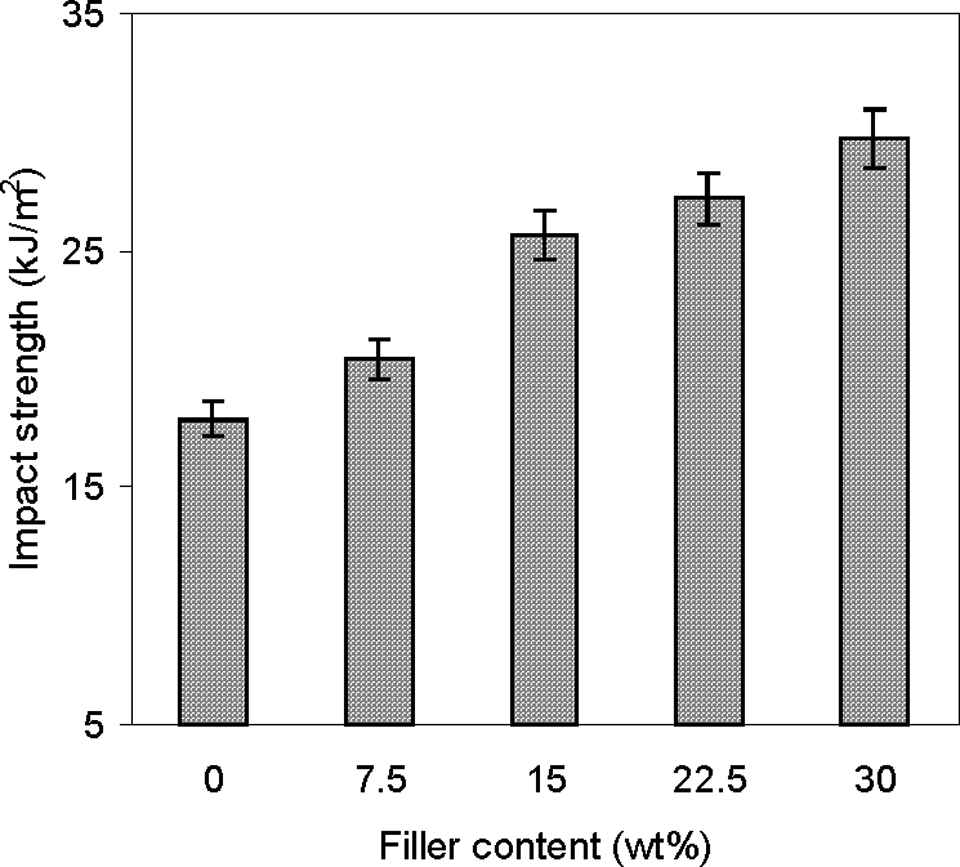
Variation of composite impact strength with filler content.
Surface morphology
The SEM micrographs of two typical composites samples are shown in Figure 6(a) and 6(b). Figure 6(a) shows the surface morphology of the PP matrix with low filler concentration, that is, 7.5 wt%. The distribution of slag particles within the matrix body is clearly seen in this micrograph. The SEM image in Figure 6(b) is for the PP composite with relatively higher filler concentration, that is, 22.5 wt%. Here the filler particles are more clearly visible and higher particle density is evident. The filler particle distributions within the polymer are reasonably uniform, as are seen in these two micrographs.
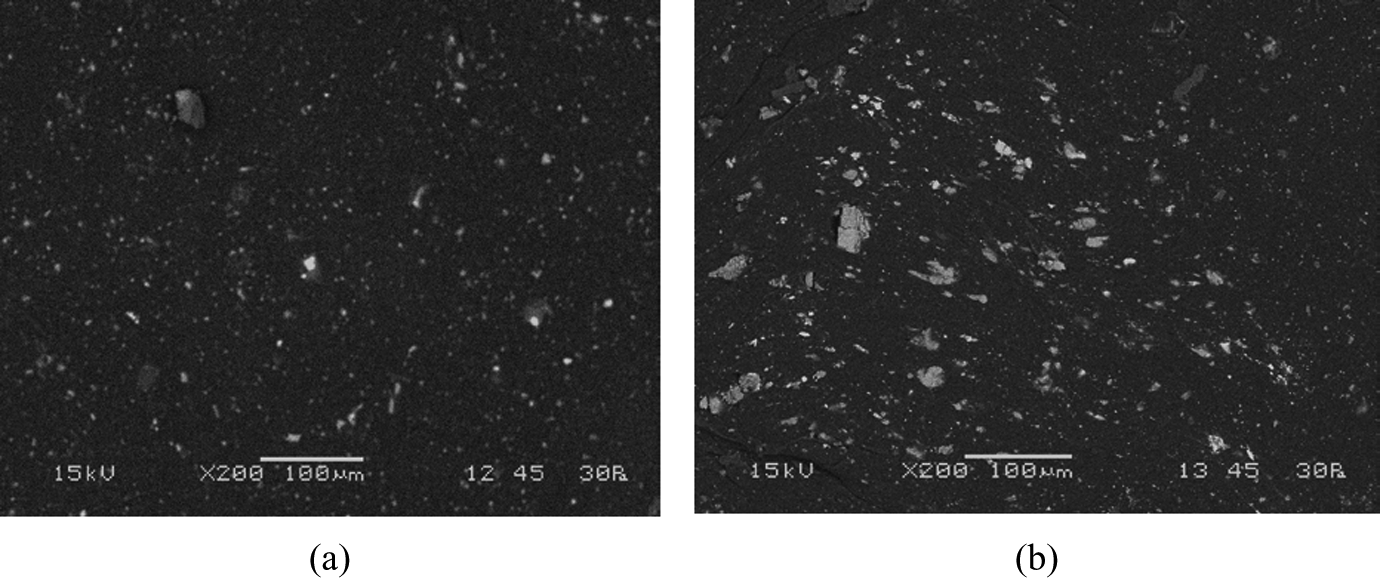
SEM micrographs of the composites. SEM: scanning electron microscope.
Wear analysis using experimental design
Taguchi experimental design is a powerful analysis tool for modeling and analyzing the influence of control factors on performance output. This method achieves the integration of design of experiments with the parametric optimization of the process yielding the desired results. The most important stage in the design of experiment lies in the selection of the control factors. An exhaustive review of literature on erosion behavior of composites revealed that factors such as impact velocity, impingement angle, filler content, erodent size and erodent temperature largely influence the erosion rate. Hence, in the present work, the impact of these five parameters on the erosion wear rate of the composites is studied using L25 orthogonal array design. The operating parameters and their selected levels considered in the experiments are given in Table 3. In conventional full factorial design, it would require 55= 3125 runs to study five factors each at five levels whereas, Taguchi’s factorial design approach reduces it to only 25 runs offering a great advantage in terms of experimental time and cost. In Table 4, the erosion wear test parameters according to the L25 orthogonal array and their performance outputs, that is, the erosion rates are shown. The output results are further transformed into signal-to-noise (S/N) ratios and are also shown in this table. Because a minimum wear rate is desired for analysis, S/N ratios are calculated for minimum erosion rate using “smaller is better” characteristic, which is a logarithmic transformation of the loss function, given by
Control factors and their selected levels.
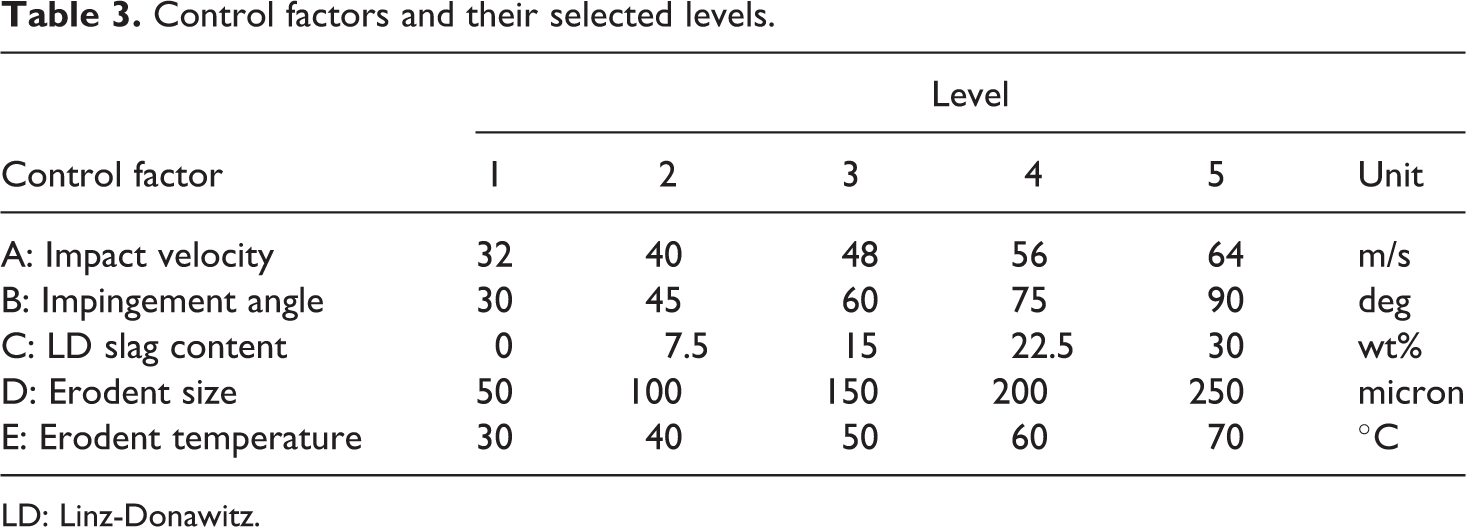
LD: Linz-Donawitz.
L25 Orthogonal array design with output and S/N ratio.
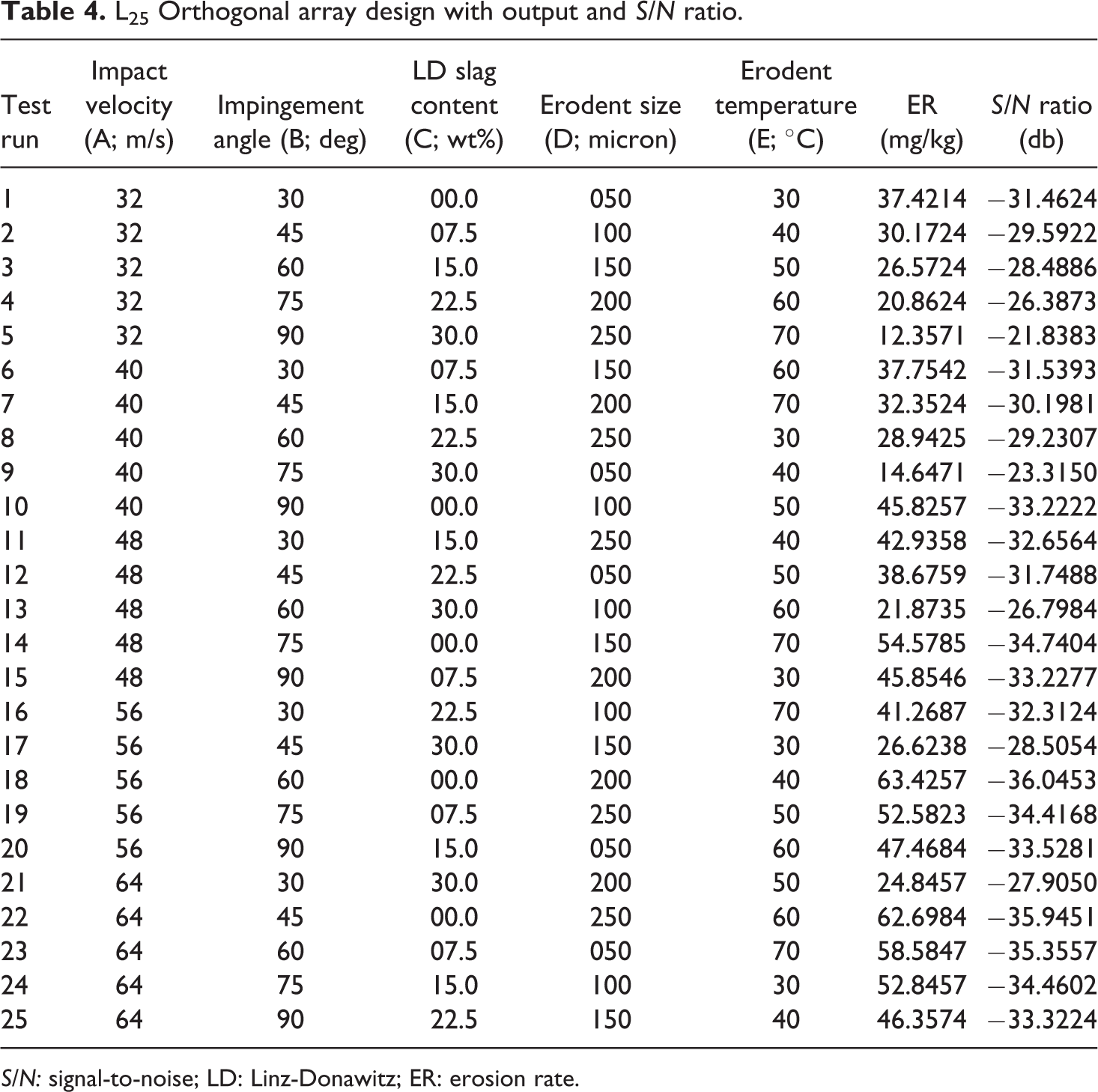
S/N: signal-to-noise; LD: Linz-Donawitz; ER: erosion rate.

where n is the number of observations and y is the observed data.
The erosion wear rates obtained for all the 25 test runs for each set of composites along with the corresponding S/N ratios are presented in Table 4. From this table, the overall mean for the S/N ratio of the wear rate for composites is found to be −31.0496 db. This is done using the popular software MINITAB 14 (Minitab Statistical Software) specifically used for design-of-experiment applications. The S/N ratio response analysis for the PP composites (Table 5) shows that among all the factors, LD slag content is the most significant factor, followed by the impact velocity, while other factors have relatively less significance on wear rate of the composites under this investigation. The effects of individual control factors are assessed by calculating the response, and the results of response analysis lead to the conclusion that factor combination of A1, B4, C5, D4 and E4 gives the minimum wear rate for PP composites and it is evident from Figure 7.
Response table for signal-to-noise ratios.
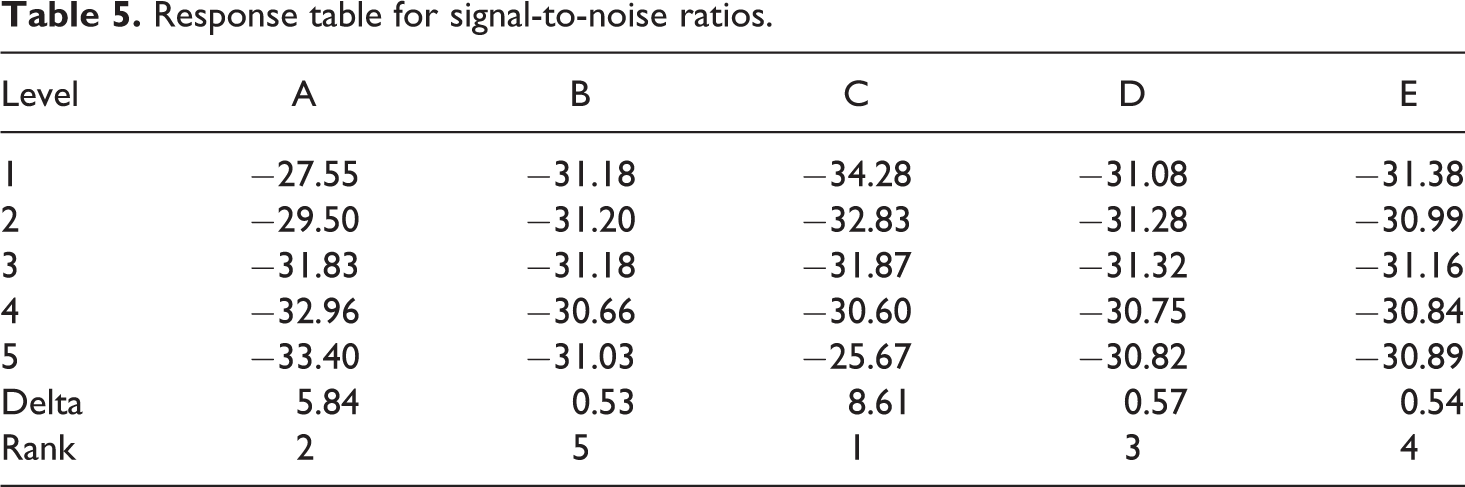
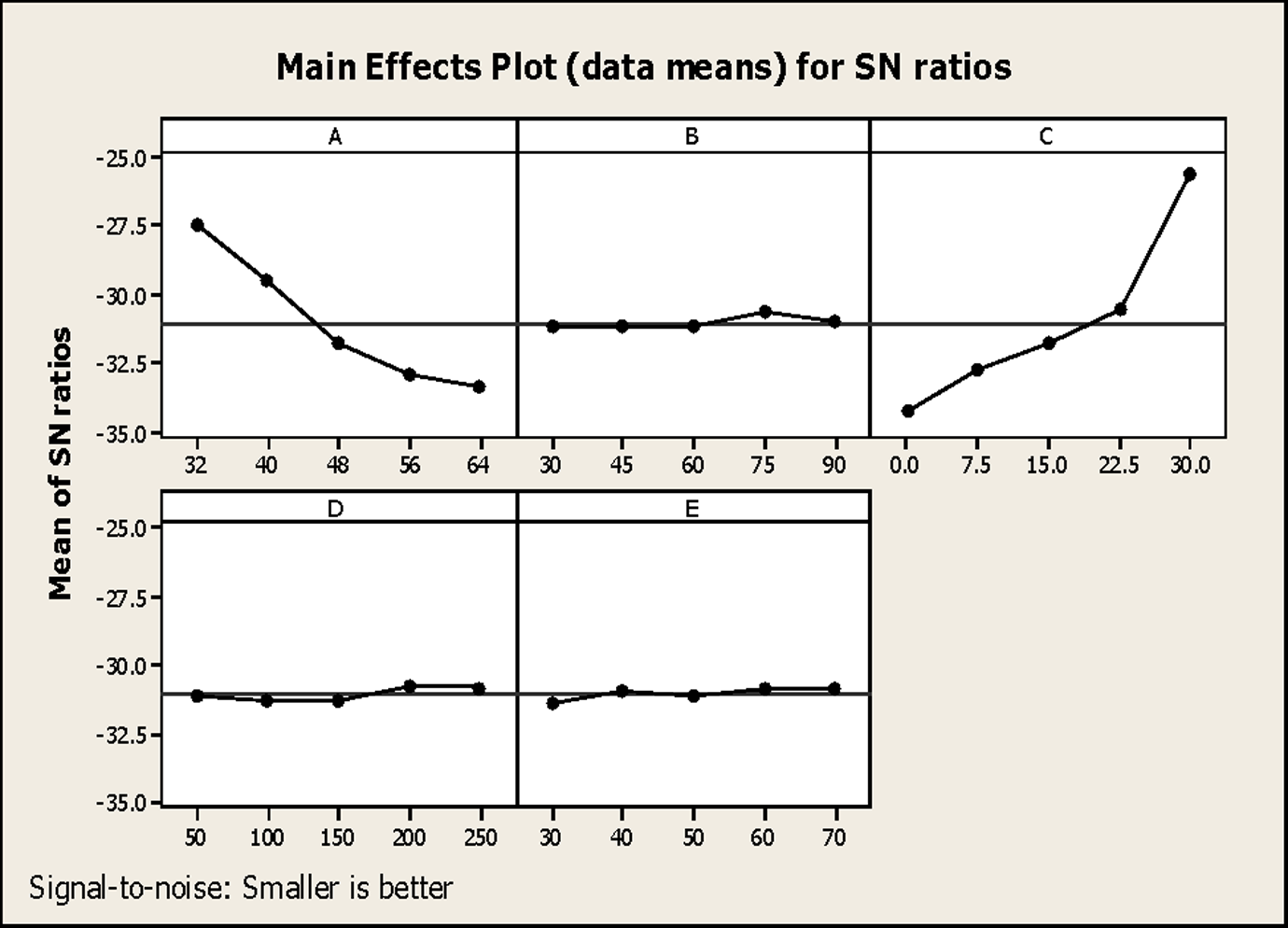
Effect of control factors on erosion rate.
Conclusions
LD slag, an industrial waste, generated in iron and steel industries can be used as a potential filler material in PP for making composites. This new class of thermoplastic composites exhibit superior hardness and impact strength in comparison to the neat polymer. A maximum hardness of 79.03 Hv and impact strength of 29.7 kJ/m2 are recorded with addition of 30 wt% of LD slag in PP matrix, whereas the tensile strength and flexural strength are found to be 26.63 MPa and 13.42 MPa, respectively. Erosion wear characteristics of these composites have been successfully analyzed using Taguchi experimental design. Significant control factors affecting the erosion rate have been identified through successful implementation of this technique. LD slag content and impact velocity are found to be significant control factors for minimizing the erosion rate of these composites. This study also reveals that LD slag possesses good filler characteristics, as it improves the erosion resistance of the composite.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.