
Abstract
This study reports the effects of wood fibers and 3 wt% maleic anhydride-grafted polypropylene used as coupling agent on the tensile properties of polypropylene/wood composites. Compounding was done in a roller-based internal batch mixer followed by compression molding. Our findings show that both birch and aspen wood fibers improve the elastic modulus and the tensile strength of composites, and the chemical treatment improves the fiber–matrix interface. A comparison of experimental results’ elastic modulus with micromechanics theoretical models shows that the Lavengood–Goettler model is closer to experimental data. Also the results showed that the polypropylene/wood composites’ elastic modulus exceeds high-performance thermoplastics commonly used in gears manufacturing. Thus, the price of polypropylene/wood fibers makes it a viable alternative for similar application.
Keywords
Introduction
Plastic gears show several advantages over metal gears and their use is increasing in various applications. 1 Among the major benefits associated with plastic gears are their ability to operate without external lubricant, the low cost of their manufacturing process, and their ability for shocks and vibration absorption. Due to these advantages, metal gears are being replaced by plastic gears in applications such as household appliances and office equipments 2 and in sectors like the food and transportation industries. 3 –5
In this regard, according to an analysis of the Freedonia Group, 6 the applications of plastic gears have increased by 83% between 2003 and 2013. Such increase corresponds to an expected 1300M$ in 2013 against 710M$ in 2003. However, high-performance thermoplastics used in gear manufacturing because of their attractive properties are more expensive than commodity plastics such as polypropylene (PP). In today’s context which is characterized by a continuous rising of the oil price, and a better concern for sustainable development, the pollution associated with plastics requires them to be at least replaced partially through the use of composite materials in gear applications.
This study proposes such alternative through the use of PP reinforced with birch and aspen wood fibers in gear applications. In fact, previous studies 7 show that PP/wood composites decrease the manufacturing cost below the PP level while surpassing tensile properties of the high-performance thermoplastics. This is because the combined action of the fibers and the coupling agent used to improve chemical compatibility between wood and plastic results better composites performances. 8 –17
Natural fibers, such as birch and aspen, are suitable reinforcement for composite materials as they provide a combination of advantages such as good mechanical properties, environmental benefits, high availability, potential biodegrability, and cost efficiency. 18 –22 In addition, some economic factors are linked to PP/wood composite materials, and their market demand significantly increases. For example, the global demand for plastic composites reinforced with wood fibers is projected to increase by 112% between 2010 (1192M$) and 2015 (2525M$). 23 However, while many companies use natural fiber composite materials in applications such as construction, sports equipment, and automotive parts, 21,24 –26 very few are in the gear manufacturing market.
Such situation is due to the fact that many parameters are considered in materials selection for structural applications such as gears. Among those parameters, there is the elastic modulus which determines the material stiffness, that is its resistance in pounds per square inch to deflection, more often called its modulus of elasticity represented by the E value.
In the case of gears, the modulus has an impact on the teeth contact surface (contact ratio (CR)), the gear meshing on the line of contact, and the contact pressure of Hertz. In fact, when the modulus is low, the CR increases. The CR is a number which indicates the average numbers of pairs of teeth in contact as gears rotate and mesh; it is the length of path of contact divided by base pitch (gear parameter). The CR increasing causes a reduction of the load-sharing factor, and contact outside of the line of action occurs. 27,28 However, a contact outside of the line of action leads to gear malfunction even if the load sharing factor is smaller. In this situation, it is important to have a material with high modulus, like plastics reinforced by fibers such as wood fibers.
Therefore, the aim of this study is to analyze the effects of wood fiber content, on the elastic modulus and the tensile strength of composites made from PP reinforced with birch and/or aspen wood fibers, both in the presence and absence of the coupling agent and to compare their elastic modulus with those of “high-performance” thermoplastics used in gears design. Also a comparison of elastic modulus’s experimental data with analytical models (micromechanical) was made.
The two sets of experiments are described below. The first compares the tensile properties of PP/birch and PP/aspen composites with and without maleate polypropylene (MAPP). The second compares the tensile properties of PP/birch/aspen composite (hybrid composite) with and without MAPP. While the experimental materials, methods, and formulation are common to both experiments, the results and discussion are treated separately.
Experimental
Materials
Thermoplastics homo-PP (Marelex HGZ-1200, pallet) was supplied by Philips Sumika, Japan. Its melt flow index being 120.0 g/10 min and its density being 0.907 g cm−3.
Short wood fibers from yellow aspen (TMP 20–60 mesh) and yellow birch (TMP 20-60 mesh) were prepared in Centre for Research on Lignocellulosic Materials (CRML), Trois-Rivieres. The aspect ratio classes (length-to-diameter ratio, L/D) of the fibers were obtained by mechanical refining and screening and characterized with a fiber quality analyzer (FQA; Table 1). The tensile modulus (mechanical properties) of birch and aspen fiber is given in the same table.
Mechanical properties and FQA of birch and aspen fibers.
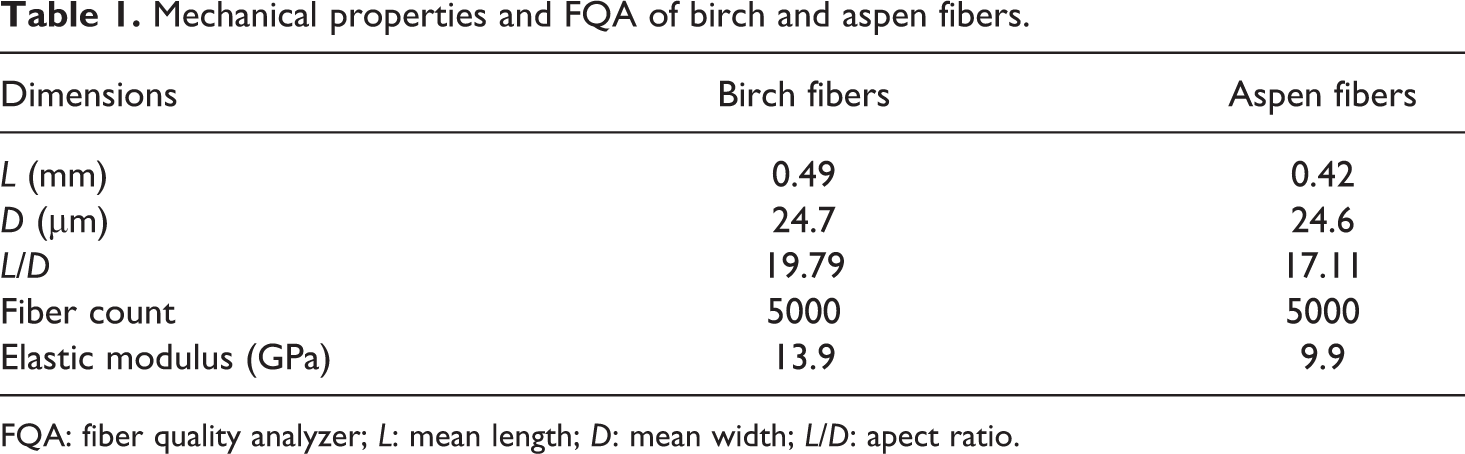
FQA: fiber quality analyzer; L: mean length; D: mean width; L/D: apect ratio.
MAPP (Eastman G3003, Kingsport Tenn.) supplied by Eastman Chemical Company (Kingsport, Tennessee, USA) and containing 1.5% maleic anhydride was used as coupling agent.
Methods
Experiment 1: PP/birch and PP/aspen composites—effects of fibers concentration and coupling agent on the tensile properties
The composites were compounded in a two-roll of Thermotron-C.W. Brabender machine (Model T-303, Germany) to study the influence of both the coupling agent (3 wt% MAPP), and the concentration of the birch and aspen fibers on their tensile properties. Three composites formulations with 20 wt%, 30 wt%, and 40 wt% fibers concentrations of table (Table 2) were studied.
Diagram of birch, aspen and MAPP concentration on the composite PP/birch and PP/aspen.
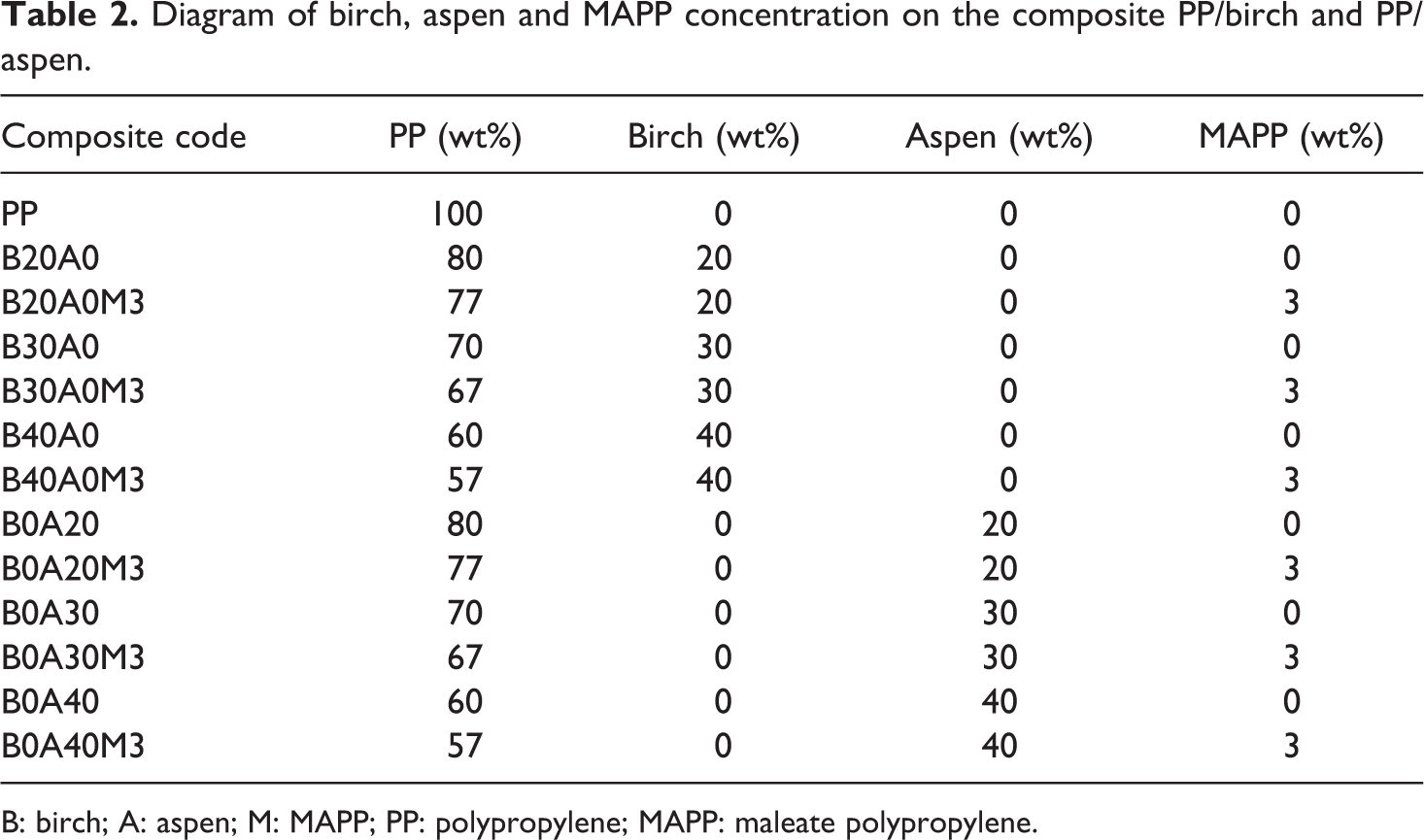
B: birch; A: aspen; M: MAPP; PP: polypropylene; MAPP: maleate polypropylene.
Experiment 2: PP/birch/aspen composites—effects of fibers concentration and coupling agent on the tensile properties
The composites were compounded in the similar manners like the PP/birch, PP/aspen of the previous section to study the simultaneous influence of birch and aspen fibers on the composites’ tensile properties both in the presence and absence of the coupling agent (3 wt%). Composites were formulated at 30 wt% and 40 wt% of fibers shown in Table 3.
Diagram of birch, aspen and MAPP concentration on the composite PP/birch/aspen.
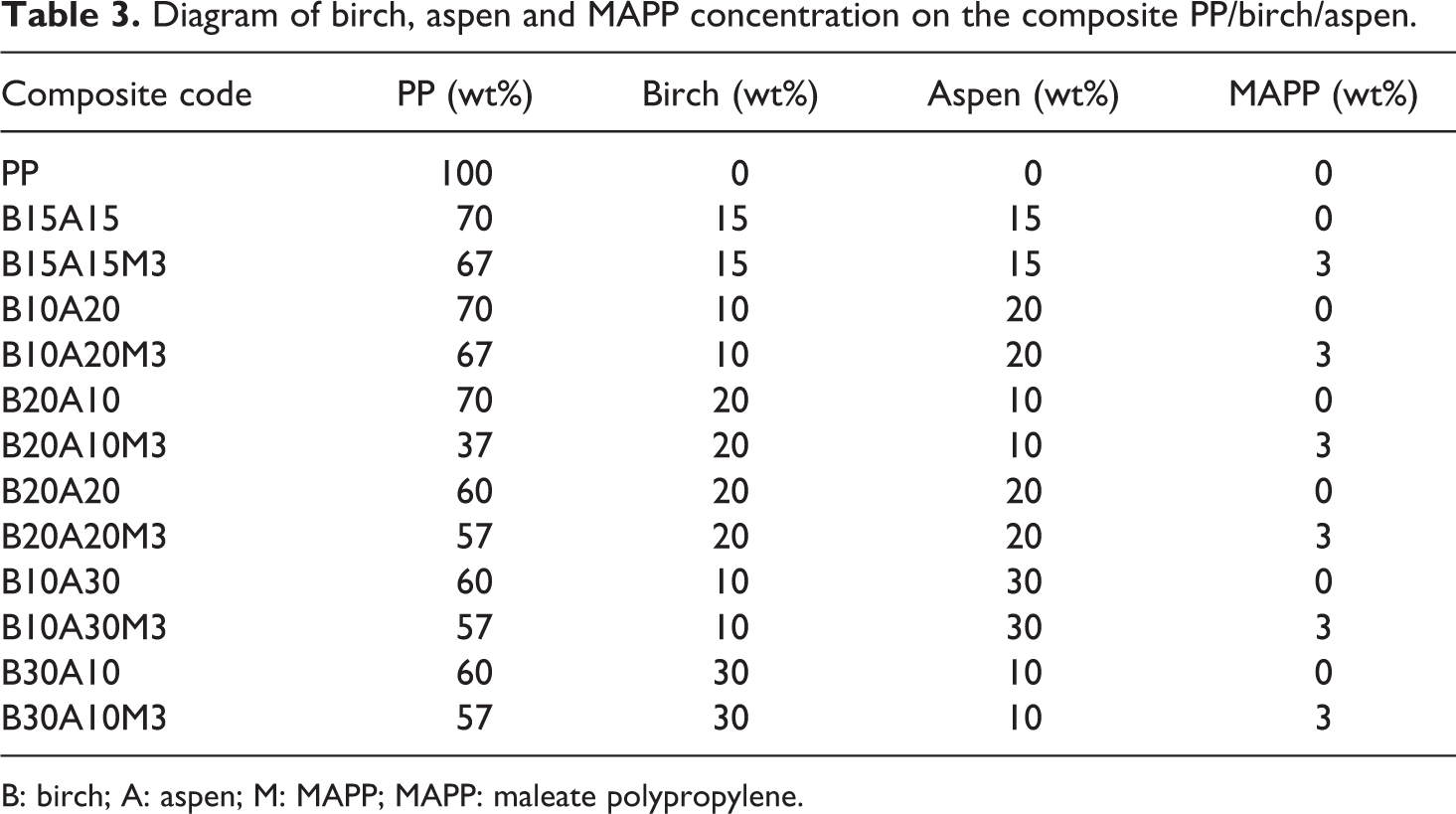
B: birch; A: aspen; M: MAPP; MAPP: maleate polypropylene.
Formulations
All the blends were prepared as indicated in the previous section. A total of 20 wt% PP with MAPP and without MAPP was melted on rollers at 190°C. In both cases, wood fibers and the residual (80 wt%) PP were then added and blended for 7 min at 60 r min−1, then peeling mixture from the roller and reblended for six times, each time for 5 min to obtain the uniform composite sheet. Finally, the composites sheet was removed from the roller and made into strips with knife according to the molder size.
Compression molding
The composite strips were subsequently molded into dog–bone-shaped specimens (ISO 527-2 Type 1A). Six specimens for the tensile tests were prepared in a DAKE mold, heated at 190 ± 2°C. The samples were compressed for 15 min under a pressure of 15 MPa and then cooled below 60°C by circulating cold water in the pressure with 43°C min−1 as constant cooling rate.
Tensile tests
All the specimens were conditioned overnight in a testing room, and measured with a micrometer after polishing. The mechanical measurements were made on an Instron tester (model 4201) at 23°C and 50% relative humidity.
Homogenization modeling: Micromechanical models for elastic modulus
Halpin–Tsai model
The Halpin–Tsai model is the semi-empirical equation (equation (1)). In this model, in predicting the elastic modulus of the composites, besides the modulus of elasticity and volume fraction of the components, the aspect ratio (ratio of the geometric dimensions) of the fiber is also taken into consideration. This equation is used to predict the tensile modulus of short fiber-reinforced thermoplastics (SFRT).
29

In equation (1), the parameter is given as:

where ξ in equations (1) and (2) is a shape-fitting parameter to fit Halpin–Tsai equation to experimental data. The significance of the parameter ξ is that it takes into consideration the packing arrangement and the geometry of the reinforcing fibers. 30 vf, Ef, and Em are respectively the fiber fraction volume, fiber and matrix elastic modulus.
A variety of empirical equations for ξ are available in the literature, and they depend on the shape of the particle and on the modulus that is being predicted.
29
If the tensile modulus in the principle fiber direction is desired, and the fibers are rectangular or circular in shape, then ξ is given by the following equation:

where L refers to the length of a fiber in the one direction and T or D is the thickness or diameter of the fiber.
Tsai–Pagano model
The tensile modulus of composites is very sensitive to variations in fiber orientation and is often used as a means of determining anisotropy. For a true random distribution of short fibers in a plane, the composite modulus may be calculated from
31,32
:

where 
where 
Lavengood–Goettler model
33,34
This model is used for truly in the case of SFRT in randomly oriented.

where E1 and E2 is the same thing than in Tsai–Pagano model.
Results and discussion
Experiment 1: PP/birch and polypropylene/aspen composites—effects of fibers concentration and coupling agent on the tensile properties
Figures 1 and 2 show the effects of fibers concentration and coupling agent on both the tensile strength and the elastic modulus of PP/birch and PP/aspen composites. The results are summarized in Tables 4 and 5.
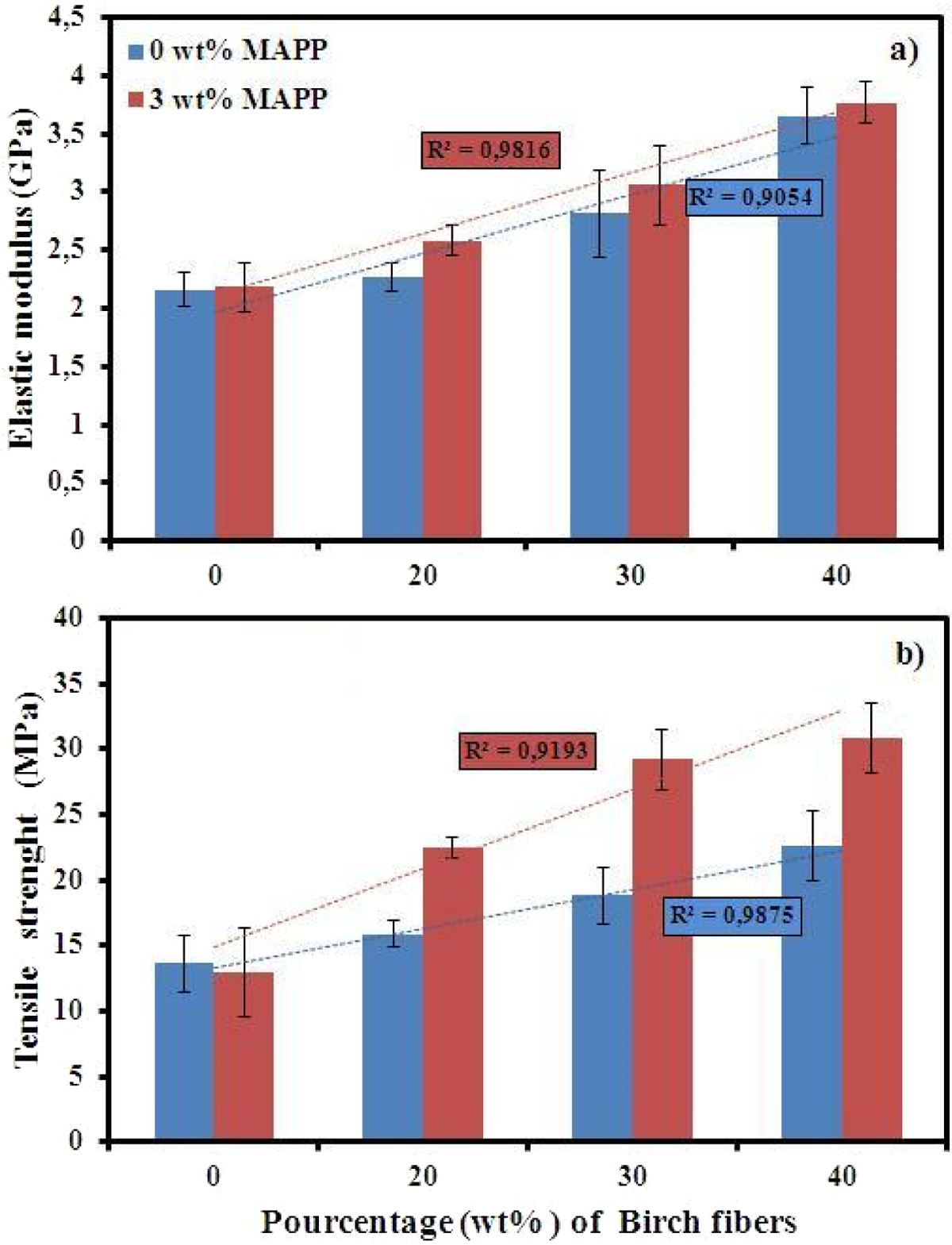
Effect of wood fibers and coupling agent (MAPP) on (a) elastic modulus and (b) tensile strength of PP/birch composites. MAPP: maleate polypropylene; PP: polypropylene.
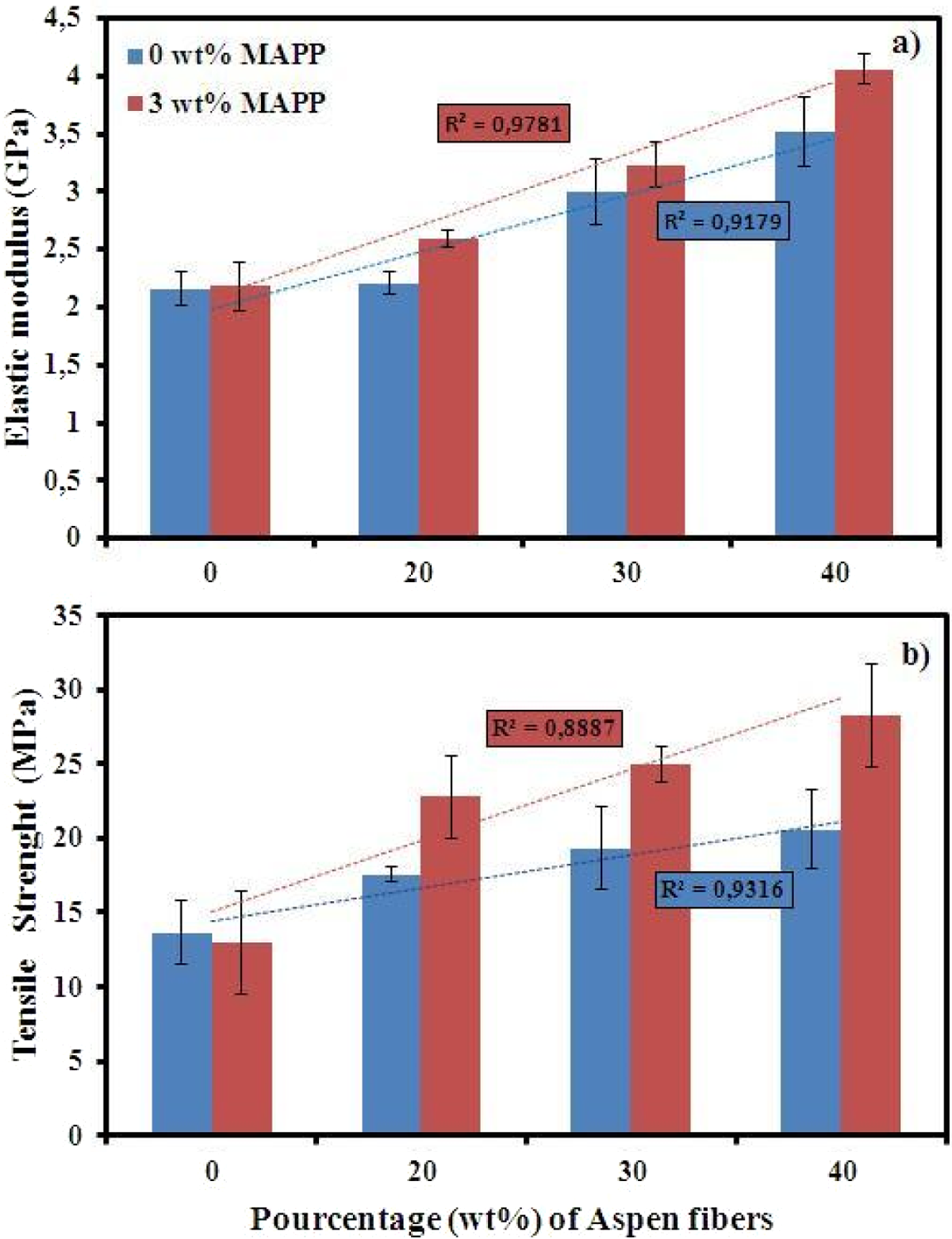
Effect of wood fibers and coupling agent (MAPP) on (a) elastic modulus and (b) tensile strength of PP/aspen composites. MAPP: maleate polypropylene; PP: polypropylene.
Results of tensile test of PP/birch composites.
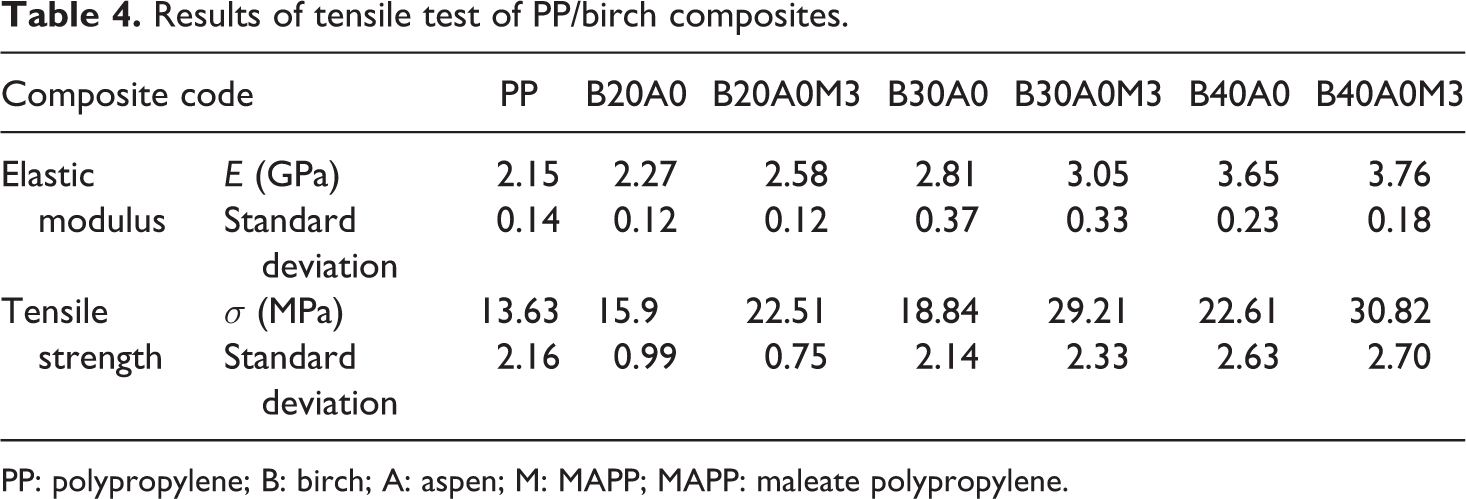
PP: polypropylene; B: birch; A: aspen; M: MAPP; MAPP: maleate polypropylene.
Results of tensile test of PP/aspen composites.
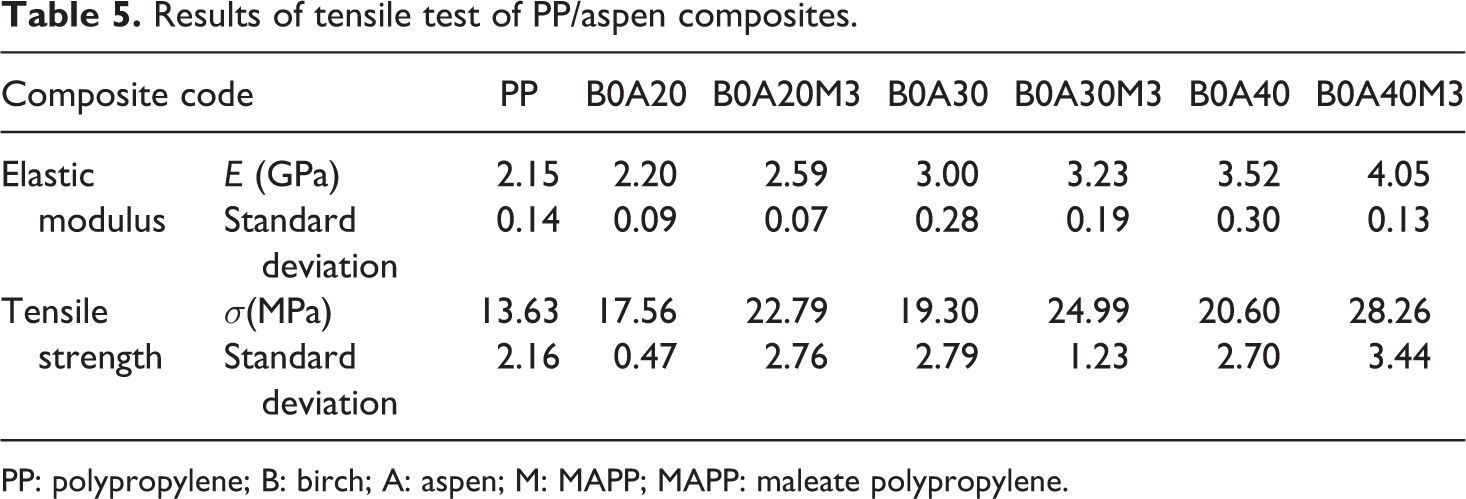
PP: polypropylene; B: birch; A: aspen; M: MAPP; MAPP: maleate polypropylene.
In the absence MAPP, the elastic modulus of PP/birch and PP/aspen increases respectively by 69% (max 3.65 GPa) as indicated by (Figure 1(a)), and 63% (max 3.52 GPa) as indicated by (Figure 2(a)) for a fiber concentration varying between 0 and 40 wt%. These results could be explained by an increase of the crystallinity of the PP. Indeed, the authors agree that the amount of crystalline phase increases in the presence of wood fibers. 35 The fibers act thus as nucleating agent of the PP.
In the same manners, in the absence of MAPP, the tensile strength of the composites reinforced by 0–40 wt% fibers increased by 66% (max 22.61 MPa) for PP/birch as indicated by Figure 1(b) and 51% (max 20.6 MPa) for PP/aspen as indicated by Figure 2(b), respectively. This result is attributed to a mechanical anchorage between the fiber and the matrix and to a phenomenon of diffusion of the polymer in the fiber but also the presence of transcrystallinite. The latter has been widely demonstrated in the literature. 7,36,37,38
In the presence of MAPP, the effects of different fibers’ concentrations are shown by an increase of the elastic modulus by 13%, 8%, and 3% respectively for 20 wt%, 30 wt%, and 40 wt% of birch fibers (Figure 1(a)). These increases are however changed into 17%, 7%, and 15%, respectively for 20 wt%, 30 wt%, and 40 wt% of aspen fibers (Figure 2(a)). This implies a significant increase of the modulus by 73% (max 3.76 GPa) and 86% (max 4.05 GPa) respectively for the PP/birch (Figure 1(a)) and PP/aspen (Figure 2(a)) composites for a fiber concentration varying between 0 wt% and 40 wt%. This behavior is in agreement with previously published studies. 7,24,39,40 This significant increase in modulus of elasticity is due to the high modulus fibers and a good interface between the matrix and the fibers. This interface improvement is attributed to the interaction between the maleic anhydride groups grafted on the PP and the OH functional wood fibers. Secondly, there is a good compatibility between the PP matrix and PP segments of MAPP. 7,41
In the presence of MAPP, the tensile strength of the composites shows an increase of 41%, 55%, and 36%, respectively for 20 wt%, 30 wt%, and 40 wt% of birch fibers reinforcement as shown on Figure 1(b); and 29%, 29%, and 37%, respectively for 20 wt%, 30 wt%, and 40 wt% of aspen fibers reinforcement as shown on Figure 2(b). In both cases, the increase is due to a good fiber–matrix adhesion. 7,39,42,43 This implies a significant increase of the strength by 160% (max 31 MPa) and 138% (max 28.26 MPa) respectively for PP/birch and PP/aspen composites respectively for a fiber concentration varying between 0 wt% and 40 wt%. Such observation is also consistent with other studies. 7,39,41,44
Either with MAPP or without, both the elastic modulus and the tensile strength of all the tested materials increases linearly with the fibers’ weight fraction. For elastic modulus, our results are higher than the values found in the literature. 7,35,36 Gu and Kotka found 1 GPa for the composite PP/30 wt% birch’s modulus while we found 3 GPa for the same composite. Moreover, a general way our values are lower than that of the composite PP/glass fiber. By comparison, Zhu et al. 45 found 6.5 GPa for the composite PP/30 wt% glass fiber.
Table 6 and Figure 3 show the difference between the elastic modulus’s experimental data and analytical models (Halpin–Tsai, Tsai–Pagano, and Lavengood–Goettler). The Halpin–Tsai model (Table 6) overestimates the elastic modulus because this model is intended for composites where the short fibers are oriented in the tensile direction. If we compare the relative deviation (RD%; Figure 3) between the values of the models and the experimental values, we find that Lavengood–Goettler’s model predicts the best elastic modulus especially for composite with coupling agent (MAPP). This result is justifiable even when as according to our manufacturing (thermocompression) wood fibers have no preferred orientation in the polymer, unlike the injection where the fibers are oriented in the direction of the injection speed. 46
Comparison of experimental results with micromechanical models of composite PP/PP and birch/aspen.
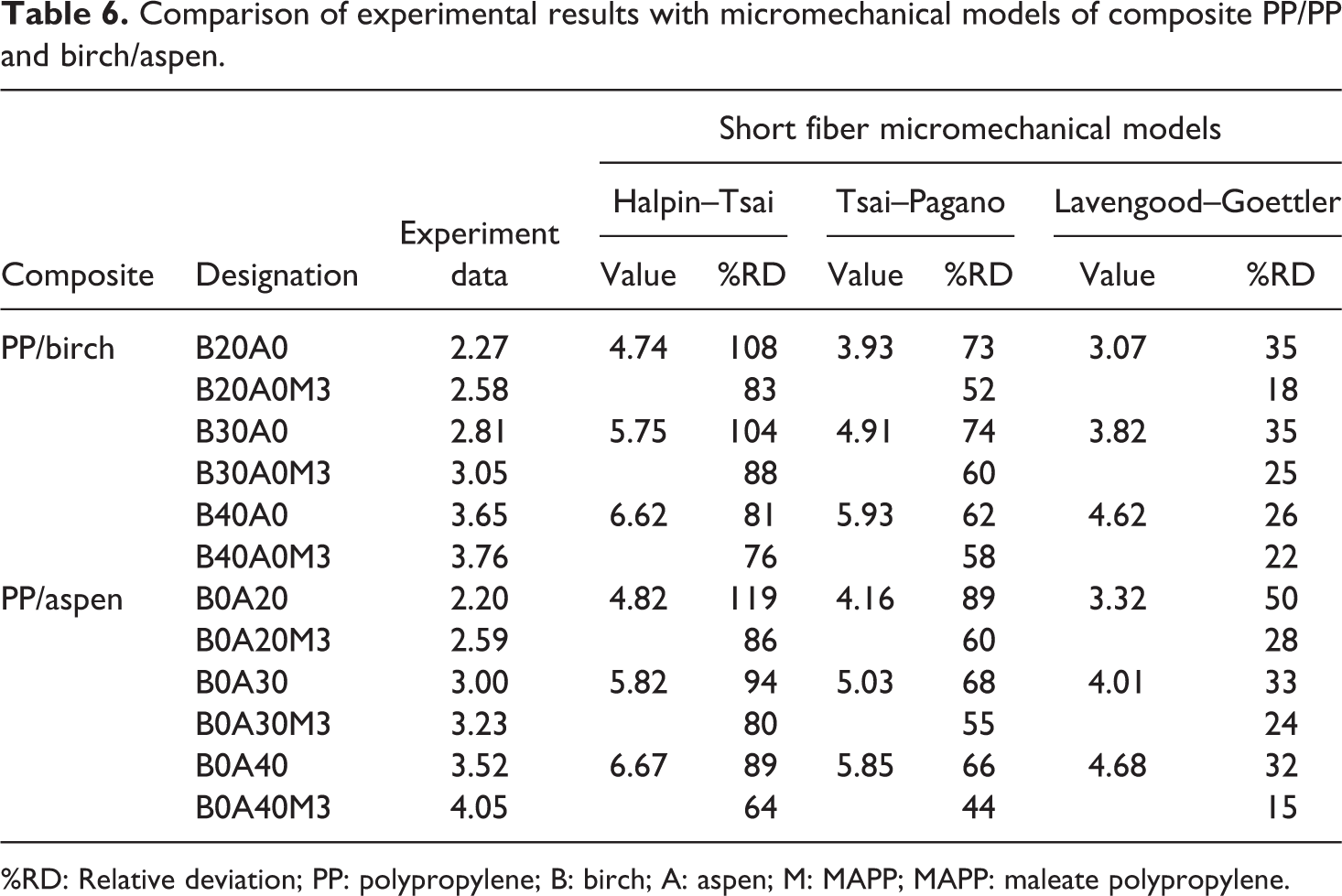
%RD: Relative deviation; PP: polypropylene; B: birch; A: aspen; M: MAPP; MAPP: maleate polypropylene.
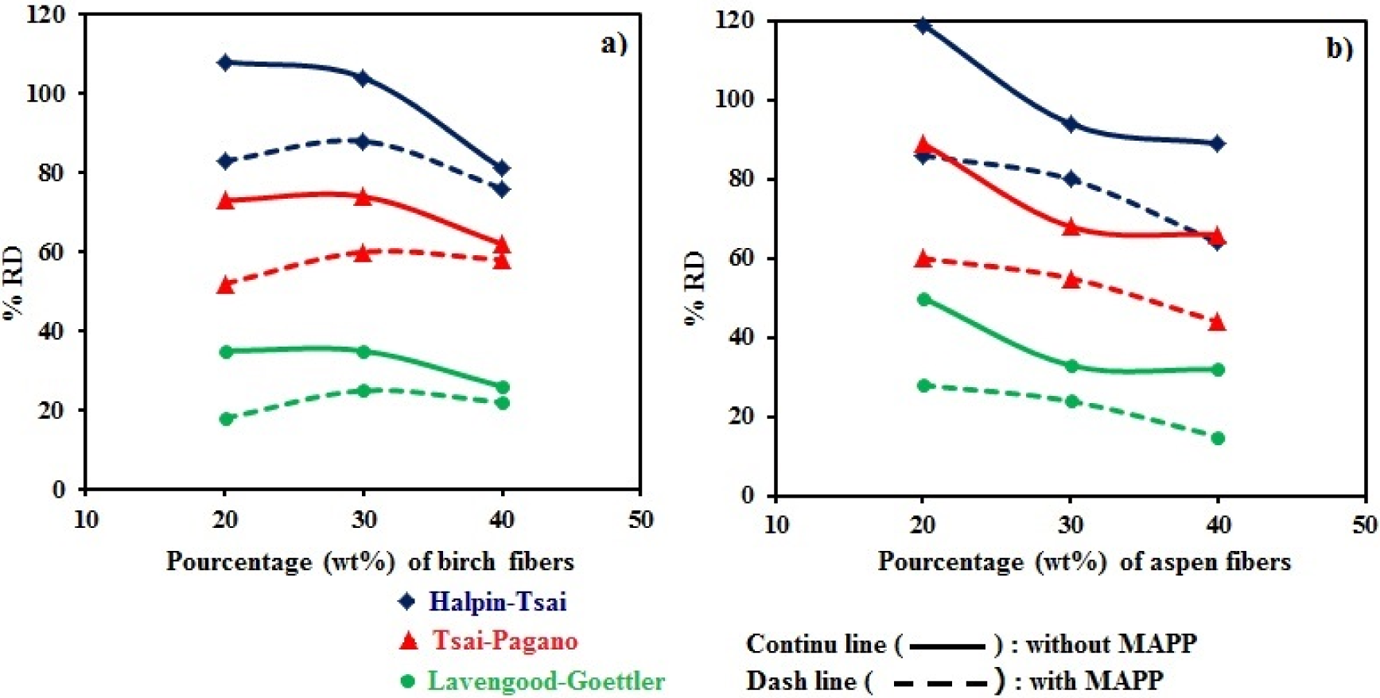
Comparative studies of relative deviation on elastic modulus modeling of (a) birch and (b) aspen composites (with and without MAPP). MAPP: maleate polypropylene.
Experiment 2: PP/birch/aspen composites—effects of fibers concentration and coupling agent on the tensile properties
Figures 4 and 5 show the combined effects of birch/aspen wood fibers, and the coupling agent on both the composites’ elastic modulus and tensile strength for 30 wt% and 40 wt% fibers concentration. The results are summarized in Table 7.
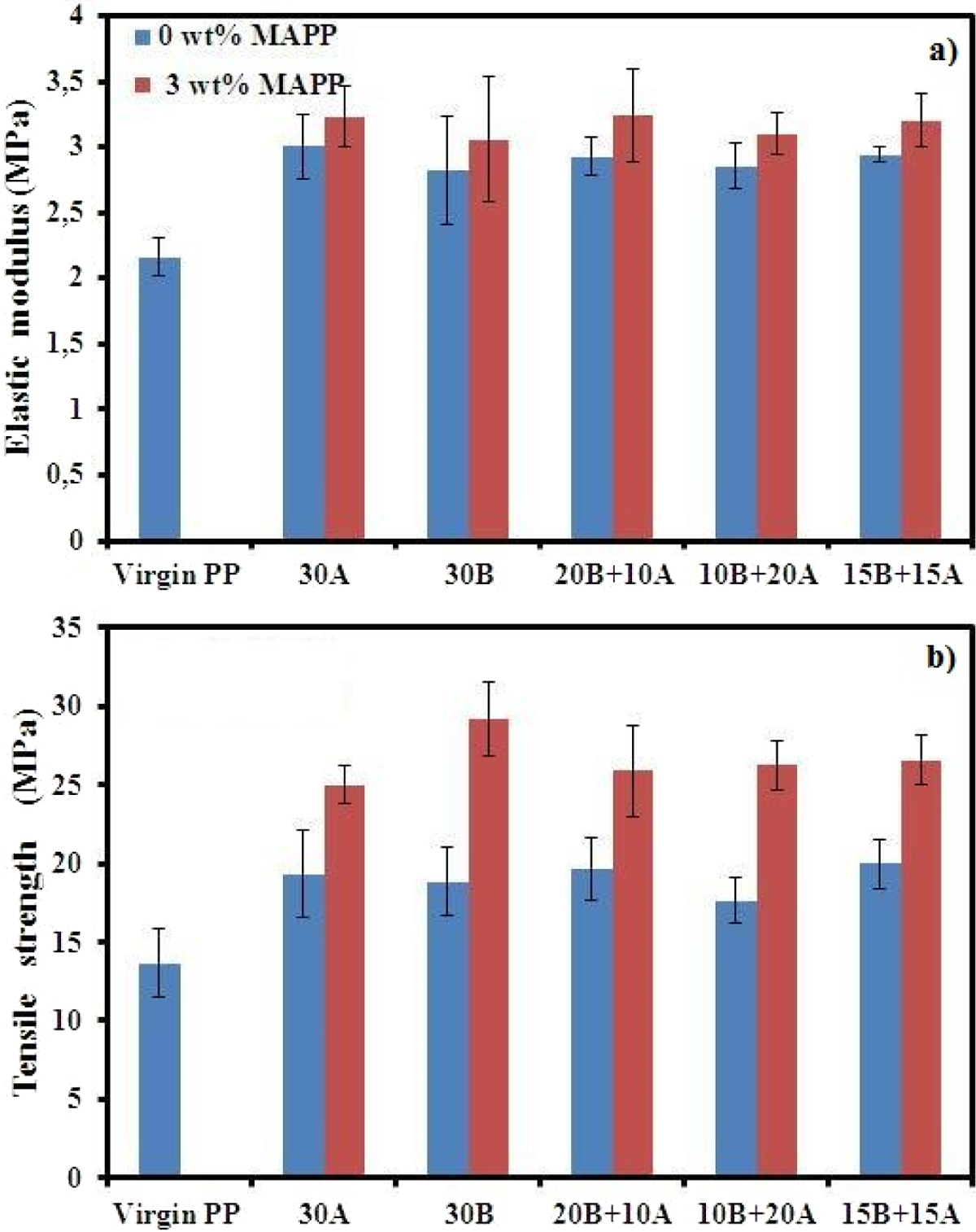
Effect of wood fibers and coupling agent on (a) elastic modulus and (b) tensile strength of PP/30 wt% fibers (birch and/or aspen). PP: polypropylene.
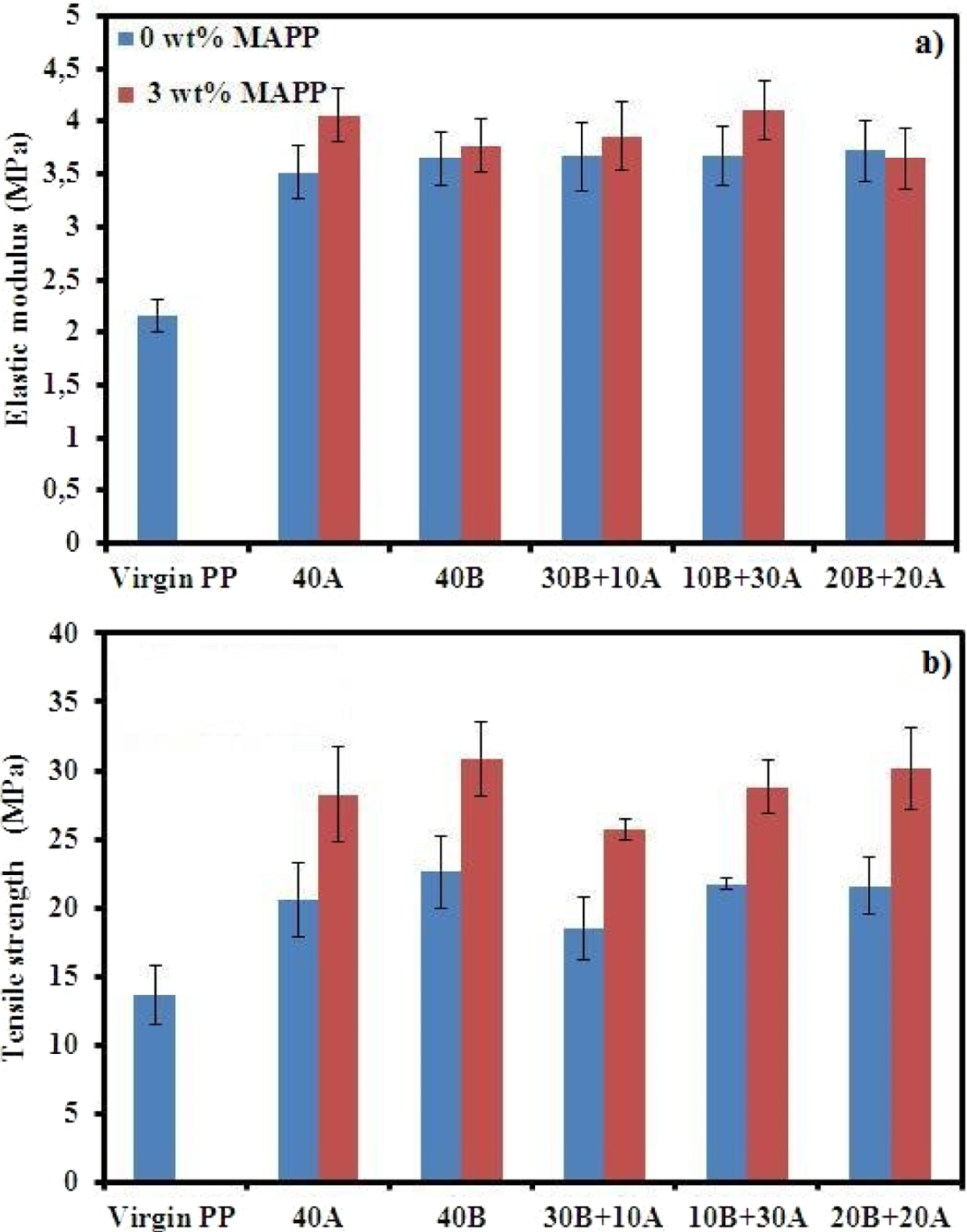
Effect of wood fibers and coupling agent on (a) elastic modulus and (b) tensile strength of PP/40 wt% fibers (birch and/or aspen). PP: polypropylene.
Results of tensile test of PP/birch/aspen composites.
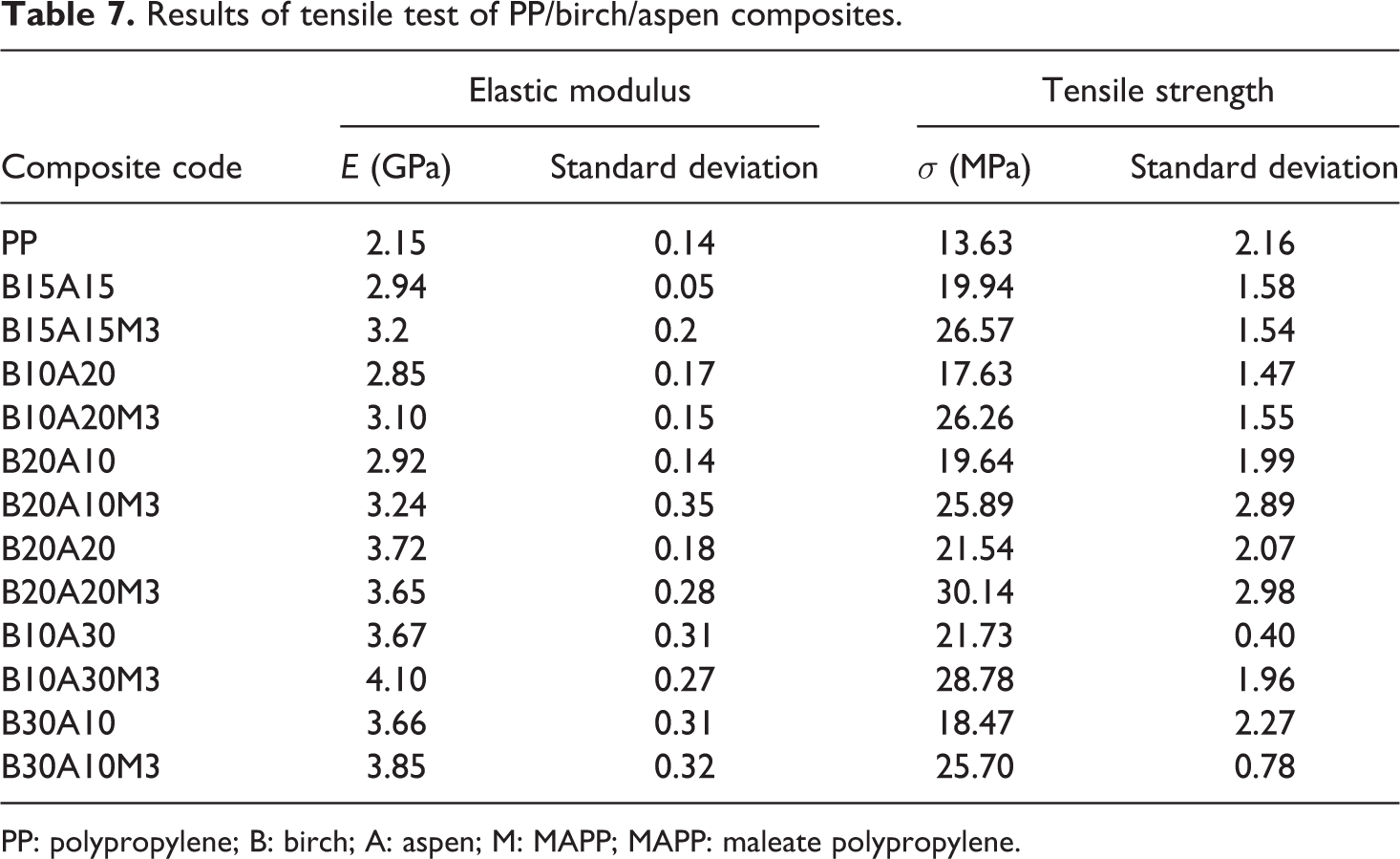
PP: polypropylene; B: birch; A: aspen; M: MAPP; MAPP: maleate polypropylene.
In the absence of the coupling agent, PP/birch/aspen composites with 30 wt% (Figure 4) and 40 wt% (Figure 5) fibers show an increased elastic modulus and tensile strength with respect to the virgin PP and despite the incompatibility between the fiber and the matrix.
The composites combinations B20A10, B10A20, and B15A15 show a similar elastic modulus in the absence of the coupling agent. Such observation is also valid for the combinations B30A10, B10A30, and B20A20; however B20A20 shows a slight increase the elastic modulus. The tensile strength remains unchanged for all composites with 30 wt% fibers whereas and B40A0 has the best strength for 40 wt% (Figure 5(b)).
In the presence of the coupling agent and 30 wt% fibers (Figure 4(a)), the elastic modulus of composites B20A10M3, B10A20M3, and B15A15M3 is almost identical and does not show a significant increase over the composites formulated with birch or aspen separately. In the presence of the coupling agent and 40 wt% fibers (Figure 5(a)), however, the composite B10A30M3 shows the highest modulus (4.1 GPa) corresponding to 100% increase with respect to pure PP (2.1 GPa). There is a different observation for the tensile strength of the same formulations with 30 wt% fibers (Figure 4(b)); with the values for B20A10M3, B10A20M3, and B15A15M3 12% lower than those of B30A0M3 (29 MPa). In the presence of 40 wt% fibers (Figure 5(b)), the tensile strength of B30A10M3 (26 MPa) decreases both with respect to B0A40M3 (28 MPa) and B40A0M3 (31 MPa).
In summary, the results show that PP/birch composites have a better strength than other studied composites. This means that the adhesion between the fibers and PP is significantly better using birch fibers than using aspen or birch/aspen or PP virgin.
In the presence of 30 wt% fibers, we observed an improvement of the tensile strength by 31.81%, 48.92%, and 33.2%, respectively, for the composites 20%B + 10%A, 10%B + 20%A, and 15%B + 15%A and an improvement of 90%, 93%, and 95% compared to virgin PP. In the presence of 40 wt% fibers, we have an improvement of the tensile strength by 39%, 32%, and 40%, respectively, for the composites 30%B + 10%A, 10%B + 30%A, and 20%B + 20%A and an improvement of 88%, 111%, and 121% compared to virgin PP.
In conclusion, adding the coupling agent results in very little increase in the composites’ elastic modulus as the coupling agent mostly plays a role in stress resistance as we had previously shown for the case of composites PP/birch and PP/aspen. In addition, an elastic modulus increase of 11%, 8%, and 8% was observed respectively for the composites with 0%B + 10%A, 10%B + 20%A, and 15%B + 15%A fibers reinforcement as shown in Figure 4(a), while an increase of 7%, 15% was observed respectively for the composites with 30%B + 10%A and 10%B + 30%A fibers reinforcement as reported in Figure 5(a). For elastic modulus, our results are much higher than that found Gu et al. research. 7,42,43 Gu et al. found 1 GPa for the composite PP/30 wt% birch’s modulus while we found 3 GPa for the same composite.
Composites application for gear manufacturing
In this section, the elastic modulus improvements found in the above experiments are applied to existing applications relating to gear manufacturing. According to American Gear Manufacturers Association (AGMA), 47 thermoplastic materials used for gears manufacturing are polyimide, polycarbonate, polyoxymethylene, polyimide, polyketone, ultrahigh-molecular-weight polyethylene (UHMWPE), polyamide (nylon), polyphenylene sulfide, and polyetheretherketone. For all purposes, the elastic modulus of the composites formulated with wood fibers is significantly higher than those of neat thermoplastics often used in gear manufacture as shown in Tables 8 and 9. A comparison of the elastic modulus shows that the values found in our experiments exceed those of the materials commonly used in gears design, except for PAI which has higher modulus and tensile strength. For example, the elastic modulus of the composites formulations B0A40M3 and B40A0M3 are six times higher than those of UHMW-PE.
Properties and price of thermoplastics used for gear manufacturing.
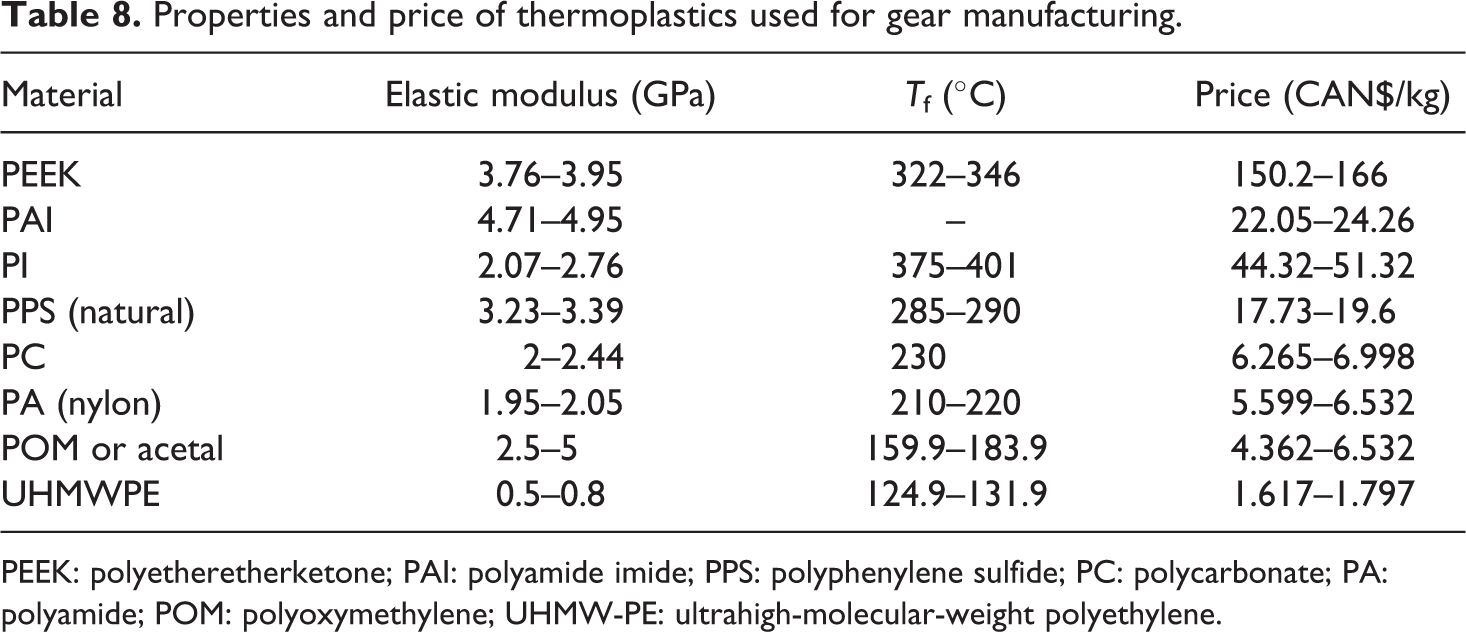
PEEK: polyetheretherketone; PAI: polyamide imide; PPS: polyphenylene sulfide; PC: polycarbonate; PA: polyamide; POM: polyoxymethylene; UHMW-PE: ultrahigh-molecular-weight polyethylene.
Elastic modulus of few composites formulated with 3 wt% MAPP at 30 wt% and 40 wt% fibers.
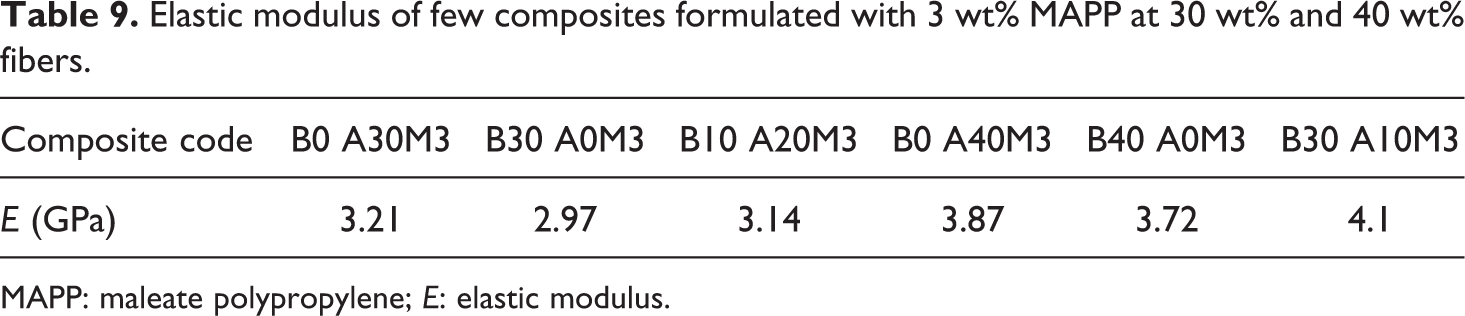
MAPP: maleate polypropylene; E: elastic modulus.
However, processing “high-performance plastics” requires more energy and higher melting temperatures, which is not the case for wood fibers-reinforced composites. In addition, the costs of plastics used in gears design are much higher than 1.2 CAN$/kg which is the costs associated to PP reinforced by wood fibers. 7 Considering the costs of virgin PP which is 1.378 CAN$/kg, one can thus conclude that the use of wood fibers reduces the costs of the final product.
Conclusion
In this work, wood composite materials were developed and the effect of wood fibers on the tensile properties was investigated at various fiber weights (with or without coupling agent MAPP). Two species of wood were studied, namely, birch and aspen. The manufacturing protocol used in this work demonstrates excellent measurement reproducibility with a low standard deviation.
We can conclude that:
PP/birch and PP/aspen composites suggest a linear variation of the elasticity through the tensile strength with the fibers concentration both in the presence and in the absence of the coupling agent (MAPP). Moreover, adhesion between the fibers and plastics is improved by using MAPP, thus an increase of the tensile strength although no significant effect on the elastic modulus. The results obtained show that in general, the tensile properties of PP/birch, PP/aspen and PP/birch/aspen composites are the same. WPC especially with 30 wt% and 40 wt% wood fibers also show higher elastic modulus than plastic used in gears application. The homogenization result of composite wood fibers shows that the values of the elastic modulus of the model Lavengood–Goettler is closer to experimental data. Future studies will include the investigation of some composite parameters such as the thermal conductivity, heat capacity, coefficient of friction, and the loss factor. These studies are necessary to understand the behavior of WPC materials for gear application.
Highlights
PP/wood composites suggest a linear variation of the tensile properties
Coupling agent (MAPP) improved tensile strength of composite.
Micromechanics models of elastic modulus show that the Lavengood–Goettler model is closer to experimental data.
Composites show higher elastic modulus than plastic used in gears application.
Footnotes
Acknowledgments
The authors wish to thank the Centre for Research on Lignocellulosic Materials (CRML) of UQTR, Trois-Rivières, and NSERC of Canada for a partial funding of this research.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.