
Abstract
The friction and wear behaviours of carbon fibre (CF)- and carbon nanotube (CNT)-filled styrene–butadiene rubber (SBR) composite was investigated in a ring-on-block wear tester. Ti6Al4V alloy ring (with a diameter of 28 mm) was selected as the counter body in this study. It was found that the detachment of particles, ripples and ploughs were observed under higher load. The addition of CNT efficiently improves the interfacial adhesion of CF/SBR composite. Both the friction coefficient and wear increased with load, and the CNT-filled one showed lower friction coefficient and wear.
Introduction
Polymers are finding wide acceptance in tribological applications because of their low friction against metal counterparts and the self-lubricating ability. Especially, polymer matrix composites reinforced with fibres have been widely accepted as bearing materials and used in the components supposed to run without any external lubricants. 1 –3 Several investigations have been reported in the past on the tribological characteristics of fibre-reinforced polymeric composites.
Several kinds of fibres have been applied as reinforcing materials, including carbon fibres (CFs), glass fibres, aramid fibres and ultrahigh-molecular-weight polyethylene fibres. 4,5
The application of CFs/polymer composites has continuously risen during the last decade, especially in car and aerospace industry, due to improvements in electrical conductivity and mechanical stiffness. CFs possess exceptional specific strength and stiffness, and hence, they find important applications in structural composites. 6 –8
Rubber, in particular, is an important class of polymer material due to its specific applications. About 70% of rubbers are used in automotive tyre and tyre-based products, 10% in footwear and engineering products, about 10% in mechanical goods and the remaining in other applications. Several works have been carried out in literature on rubber–nanoclay composites and improved results in mechanical and thermal properties are observed. 9,10 Styrene–butadiene rubber (SBR) is one of the most widely used rubbers in the production of tyres, footwear, conveyor belts, hoses, flooring and so on. In order for SBR to be used in various practical applications, it should be reinforced with several types of inorganic fillers. 11,12
In this study, we aimed to produce CF-reinforced SBR materials by moulding to observe the effects of carbon nanotube (CNT) on the mechanical and morphological properties of moulded composites. We also focused on the effects of sliding load on the tribological properties, to observe the effects of improved interfacial adhesion between the fibres and the polymer matrix.
Experimental
Materials and surface treatment of CNT
CNT nanoparticles (Degussa P25, Evonik Degussa) were applied as nanofillers with a density of 4 g cm−3 and a mean diameter of 21 nm. The CFs used in this study were PAN-based CH-CF1K produced by Shanghai Chem Fiber Technology Co. Ltd (China). The specified properties such as tensile strength, tensile modulus, average diameter and elongation were 4.9 GPa, 230 GPa, 7 µm and 2.1%, respectively. SBR1502 (JSR Co., Japan) was used. N-vinyl formamide (NVF; reagent grade, Wako Pure Industries Ltd (Japan) was used without further purification.
3-Mercaptopropyl trimethoxysilane (MPTS), triethylamine (4.4 mL, 31 mmol) and anhydrous tetrahydrofuran (60 mL) were placed in a 150-mL flask and sonicated for 30 min. After cooling to 0°C, acetyl chloride (3.56 mL, 50 mmol) was added dropwise with vigorous stirring under nitrogen atmosphere. The temperature was allowed to rise to 20°C and the reaction mixture was stirred overnight. Methanol was then added to the suspension to remove the excess acetyl chloride.
Composite preparation
First, sulphur (1.5 parts per hundred (phr) resin), vulcanization promoter (NS-G, 1.0 phr), zinc white (3.0 phr) and stearic acid (2.0 phr) were thoroughly mixed in an agate mortar with a pestle for a hundred resin of SBR. Small bits of SBR (approximately 3 mm long) were put on a mixing roller at 100°C and then the powder mixture of vulcanizing reagents was added to a softened and drawn sheet of SBR on the roller. This sheet was cut into several small pieces and mixed again on the mixing roller at 100°C. This procedure was repeated five times to mix the short fibres well in the green rubber sheet. Subsequently, the green rubber sheet was cut into small pieces and a given amount of them was put in the metal dumb–bell-shaped mould and vulcanized at 160°C and 75 kgf cm−2 for 20 min. The dumb–bell-shaped sample was obtained after cooling the mould in water.
Mechanical and tribological testing
Tensile tests were applied according to ASTM D 638 standard by a computer-controlled universal testing machine (Shenzhen Sans, China) on dogbone samples (2 × 7.4 mm2 cross-section and gauge length = 80 mm). A crosshead speed of 5 mm min−1 was used. At least five samples were tested at room temperature, and the average results are reported for each type of composite.
The compressive strength results of the produced specimens were conducted on the cylindrical samples using a YAW-300 automatic pressure testing machine according to the ASTM C39 standard. The tests were carried out five times on each series and the average strength values were reported.
The friction and wear tests of the SBR composite in contact configuration of ring on block were carried out. Block CF/SBR specimens (20 × 10 mm2) were polished to an average roughness of R a = 0.2 µm. Medical Ti6Al4V titanium alloy ring (with a diameter of 28 mm) was selected as the counterbody. In this study, wear tests were performed under normal loads of 50, 100, 150 and 200 N at a constant sliding speed of 0.42 m s−1 for 2 h. At least five samples were tested, and the average results are used.
Scanning electron microscopy
A field-emission scanning electron microscope was used to analyse the tensile fracture surfaces of the composites. All fracture surfaces were gold coated for 40 s using a Desk II Sputter Coater (Denton Vacuum, Moorestown, New Jersey, USA) to reduce the incidence of surface charging in the scanning electron microscope.
Results and discussion
Effects of short CF content
The effects of fibre weight fraction on compressive and shearing strength of CF/SBR composites are presented in Figure 1. Increasing the CF content increases the compressive and shearing strength of the composites, which is in accordance with the well-known equation of Kelly and Tyson for mixing short fibre-reinforced composite materials. Fibres that are shorter than the critical length will pull out of the matrix under tensile load. For such a case, full load transfer is not realized. At the critical length, both the fibre and the matrix will fracture along the same failure plane. An additional increase in fibre content will not increase the strength of the composite, since the failure will be the same as that experienced at the critical length.
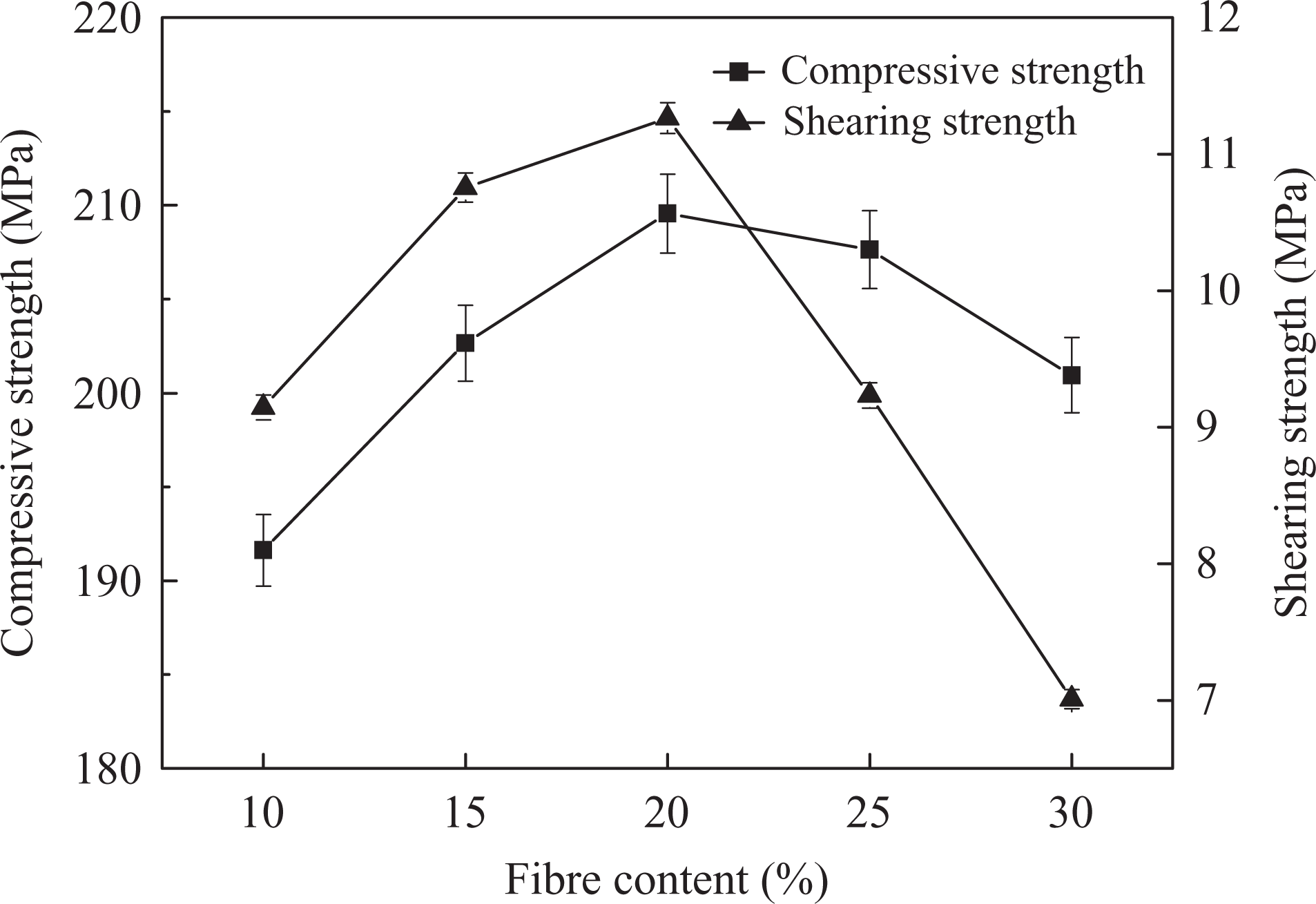
Effects of fibre content on compressive strength and shearing strength.
Mechanical interlocking is present between plasma-treated CF and the SBR matrix, and the desired interfacial bonding has not yet been established, as shown in Figure 2. For the CF/SBR system, the results of the tensile test indicated that the resistance to tensile strength growth through a polymer/fibre interface was modified by CNT. Thus, the crack growth cannot easily take place by passing through the strong interfacial boundary that result in a sharp increase in tensile strength with the introduction of untreated CF to SBR.
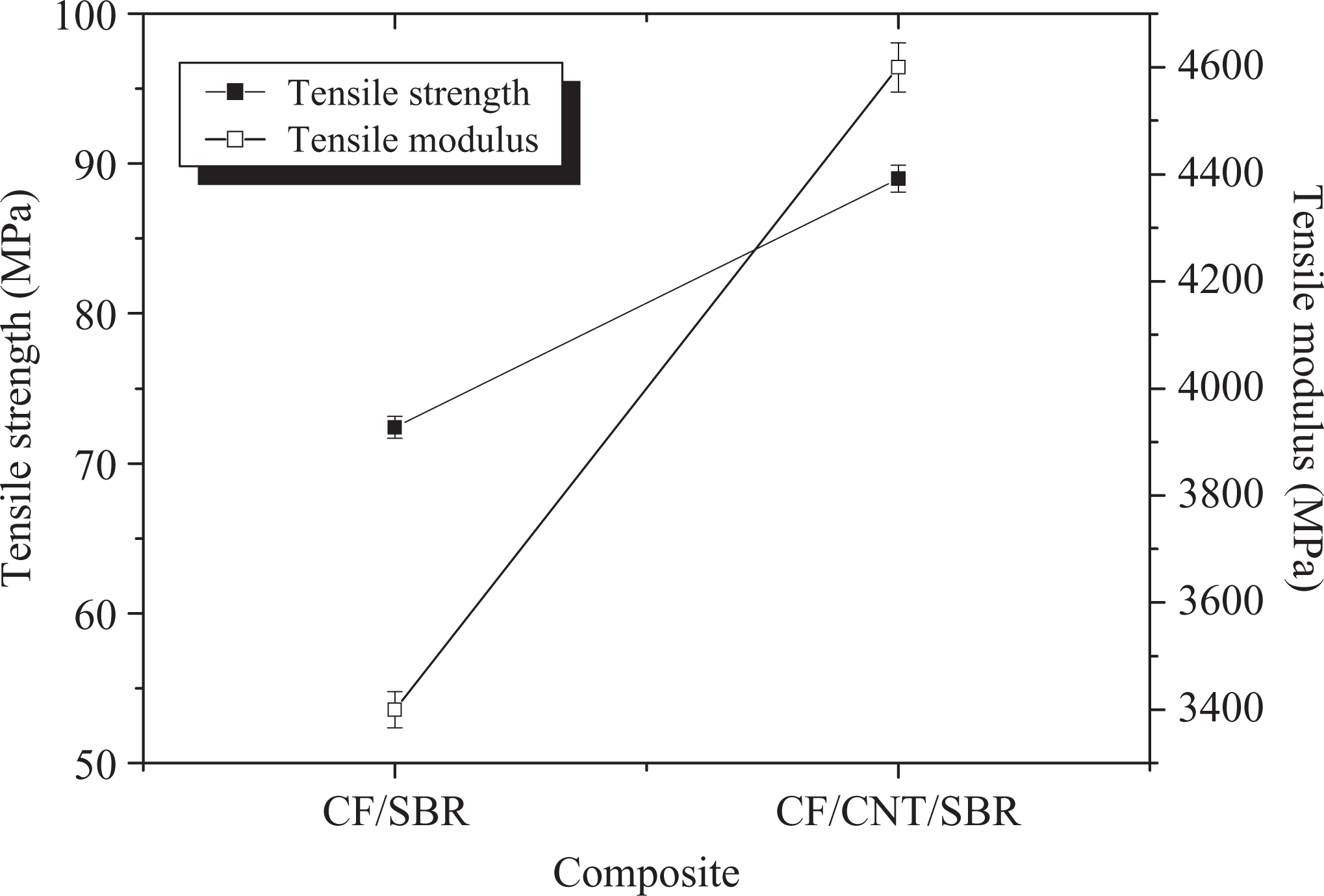
Effects of the addition of CNT on tensile strength. CNT: carbon nanotube.
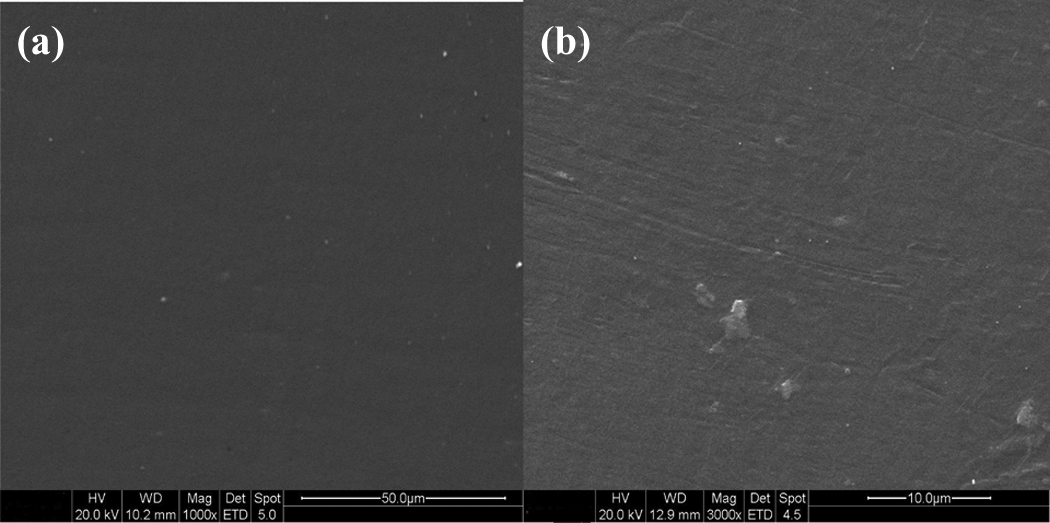
Figure 3 shows the scanning electron micrographs of tensile fracture surface of 15 wt% CF/SBR composites. In the case of without CNT (Figure 3(b)), the fibre surfaces were clean, which shows the lack of interaction between CF and SBR. For such a system, failure that occurs under tensile loading is accompanied by the pull out of fibres from the matrix. On the other hand, it is clear from the scanning electron micrographs that the fibres from the CF/CNT/SBR system reinforced with 15 wt% CF are coated with polymer sheath, which is an evidence of strong interaction. In the case of strong interphase, the physical properties (especially the density) of the matrix near the fibre surface are different from those of the bulk polymer; therefore, the failure under shear loading occurs at the matrix near the fibres. The polymer-coated fibres seen in the scanning electron micrographs are probably due to this failure mechanism.
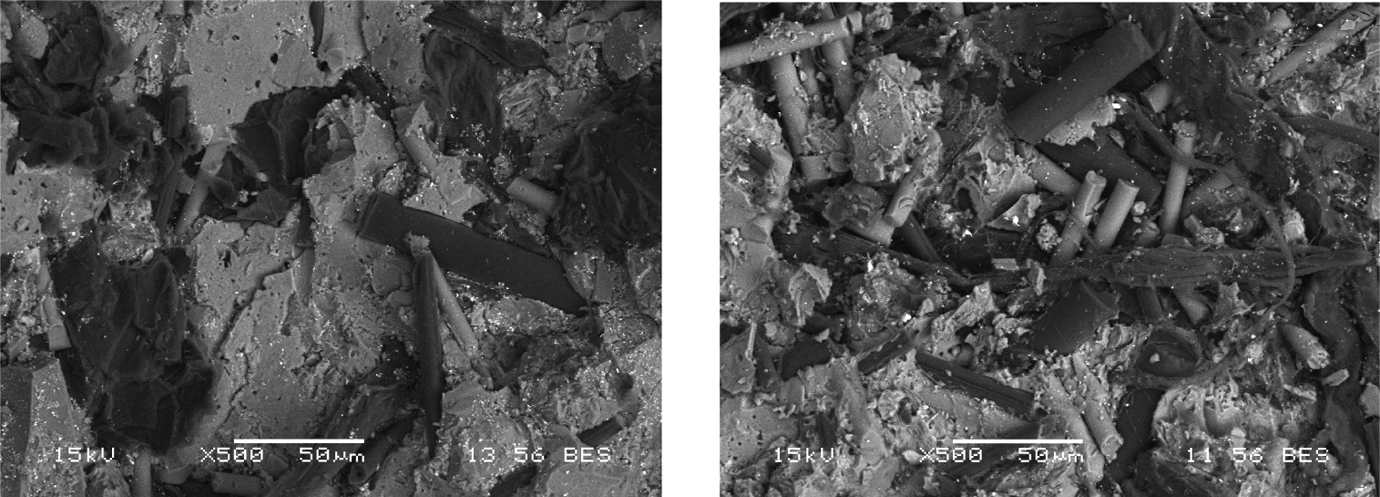
SEM micrographs of tensile surface of different samples. SEM: scanning electron microscopic.
Figure 4 shows the friction and wear performance of CF/SBR composites at a speed of 0.42 m s−1 in dry sliding friction. It was observed that both the friction coefficients and wear of CF/SBR composites displayed obvious difference. It can be concluded that the load had an effect on the friction coefficient of composites. It should be noted that friction coefficient and wear in these curves increased with load and reached a maximum in the case of sliding load at 200 N. At the same sliding condition, the plasma-treated one shows lower friction coefficient and wear.
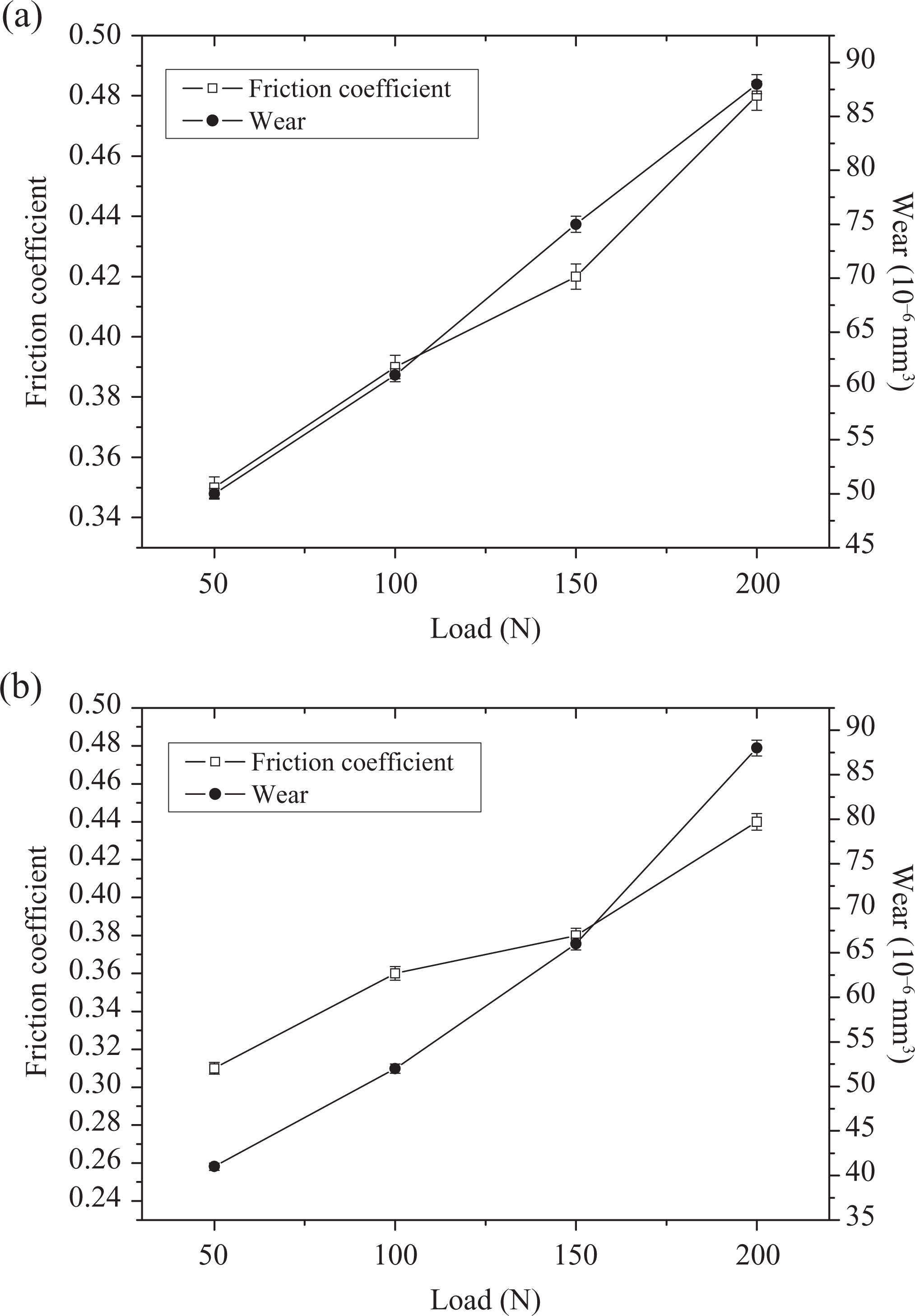
The influence of CNT on the friction and wear properties. (a) CF/SBR composite and (b) CF/CNT/SBR composite. CNT: carbon nanotube; CF: carbon fibre; SBR: styrene–butadiene rubber.
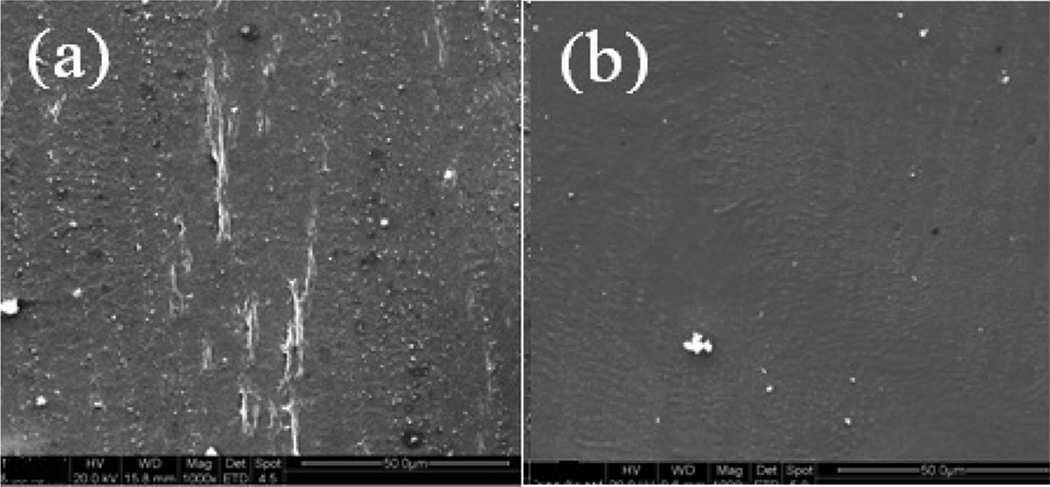
In order to investigate the effect of sliding patterns on the wear mechanism of CF/SBR composite, the worn surfaces of CF/SBR composite were observed with scanning electron microscopy. For the CF/CNT/SBR composite, smooth worn surface without any trace could be observed (Figure 5(a)), while slight ploughing was seen at the same condition with CF/SBR composite (Figure 5(b)).
SEM morphologies of the CF/SBR composite. (a) CF/SBR composite (b) CF/CNT/SBR composite. SEM: scanning electron microscopic; CNT: carbon nanotube; CF: carbon fibre; SBR: styrene–butadiene rubber.
With the increasing load, severe surface damage occurred and different characteristics appeared. Figure 6 shows the worn photomicrography of CF under a high load of 300 N. For scar of CF/CNT/SBR composite, little damage could be found at the inner side and middle region (Figure 6(b)), and light ploughing traces and bulgy ridges were found at the outer side. The worn surfaces are smooth and exhibit only fine scratches. However, in the case of CF/SBR composite (Figure 6(b)), there were arc-like scratches accompanied with small abrasive dust in the most worn scar. The onset of scratching is the characteristic of the outer side and the middle regions, respectively, but no wave formation can be recognized in the inner side. Some detachments produced by delamination formed on the location far from the contact centre. The wear track exhibited many grooves, severe plastic deformation and adhere marks, which were the typical features of abrasive wear. This is because the interfacial adhesion between the matrix and the fillers was strong enough owing to the high surface adhesion. However, the interfacial interaction between the SBR matrix and the CF worsened, which accounted for the poorer wear resistance of the SBR composite in this case as well.
SEM morphologies of the CF/SBR composite at high load. (a) CF/SBR composite (b) CF/CNT/SBR composite. SEM: scanning electron microscopic; CNT: carbon nanotube; CF: carbon fibre; SBR: styrene–butadiene rubber.
FTIR spectroscopy
Fourier transform infrared (FTIR) spectrum of surface-treated CNTs is shown in Figure 7. The appearance of a small band at 1712 cm−1 for modified CNTs can be assigned to stretching vibrations of the carbonyl groups (C=O) which are introduced after the acid treatment. No significant peak corresponding to C–O stretching vibration can be observed for helical single-walled CNTs, indicating the absence of COOH groups or the amount of the acid groups is very small. After the reaction, a band at 1733 cm−1 related to the C–O stretching of the ester group can be observed in the FTIR spectrum of CNTs. In addition, a band at 738 cm−1 can also be observed in the FTIR spectrum of CNTs, which can be attributed to the rocking vibration of C–H. The results indicate that a substantial amount of hydroxyl groups has been successfully esterified. If all hydroxyl groups were converted to the ester groups, then hydroxyl groups are partially converted to ester. Although the conversion is not complete, the change in surface chemistry has a drastic impact on polymorphism behaviours of the CNT.
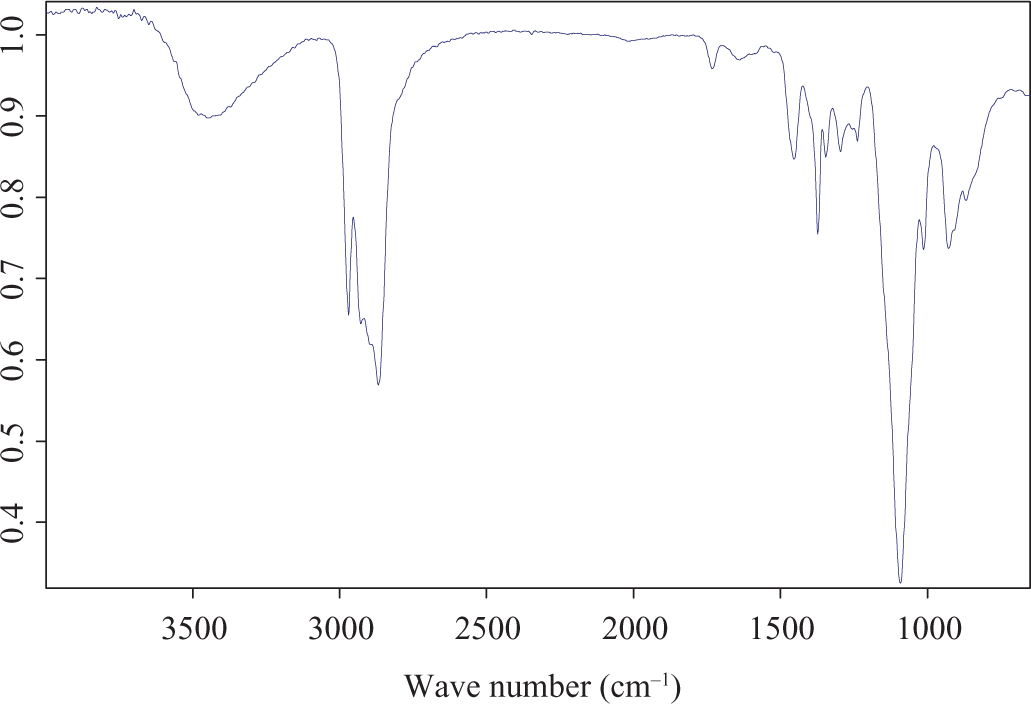
FTIR spectrum of surface-treated CNTs. FTIR: Fourier transform infrared; CNT: carbon nanotube.
Conclusions
When the CF weight fraction increased in the SBR matrix from 10 wt% to 30 wt%, the compressive and shear strength increase first and then decrease. The addition of CNT efficiently improves the interfacial adhesion of CF/SBR composite. Tensile strength and tensile modulus values increased due to the developed adhesion at the interface. The scanning electron micrographs support a well-established interfacial adhesion in the CF/SBR composite. Both the friction coefficient and wear increased with load, and the plasma-treated one show lower friction coefficient and wear.
Footnotes
Acknowledgement
The authors acknowledge the support from the National Science Foundation No.51305251.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.