
Abstract
The mechanical properties of bamboo (Phyllostachys heterocycla) fiber were evaluated. The friction and wear performance of the bamboo fiber-reinforced friction materials (BFRFMs) were tested on a constant speed friction tester. The results showed that the friction coefficient of BFRFMs (reinforced with 3 wt.%, 6 wt.% and 9 wt.% bamboo fibers) was higher than those of the non-BFRFM with identical ingredients and process conditions during the temperature increasing procedure. The friction coefficient of 12 wt.% BFRFMs decreased with increasing temperature during temperature increasing procedure, but fluctuation appeared at 200°C and then it decreased again with increasing temperature. The friction coefficients of BFRFMs with 3 wt.% bamboo fiber were higher than that with other bamboo fiber contents. Specific wear rate of BFRFMs increased with the temperature increasing during temperature-increasing procedure, and the wear rates of BFRFM with 3 wt.% fiber were lower than that of others. Morphologies of wear surfaces of friction materials were analyzed using scanning electron microscopy (SEM) and the friction characteristics were discussed. The results showed that carbonized bamboo fiber can reduce the specific wear rate and the noise and provide stable friction coefficient.
Introduction
Friction materials are important for automotive braking system and more efforts have been made to enhance braking performance in order to meet rapid development of automobile. 1 To meet reliable and comfortable braking performance of automobile, the friction materials usually contain more than 10 different ingredients. The ingredients are normally classified as binders, fibers as reinforcements, lubricant, abrasive materials, property modifiers, fillers, and so on. Each ingredient is expected to play important roles for braking performance under different braking conditions. Studies on investigating the effect of different ingredients on braking performance were conducted. 2,3 A recent review on frontiers of fundamental tribological research emphasizes the concern over the environmental issues, such as biodegradability in the development of tribomaterials. 4
Asbestos fibers were used in braking pads, braking linings, coupling disc, and so on. As a dominant reinforced fiber, asbestos fiber had been applied in friction materials since 1908. But they have been forbidden lately to be used in brake materials because they are harmful to environment and human health. Therefore, substitutes of the asbestos fibers, such as glass fibers, Al2O3 fibers, carbon fibers, steel fibers, aramid fibers, and their hybrid fibers 5 –7 have been studied. Although the results showed that all fibers aforementioned have excellent properties for brake materials, there are still some serious problems need to be solved, such as the weak combination strength, high cost and high noise.
Many studies have focused on the utilization of biological fibers, such as betel nut fibers, 8 cotton fibers, 9,10 jute fibers, 11 –13 kenaf and ramie fibers, 14 sisal and flax fibers 15 –17 and sugarcane fibers, with the idea of protecting the environment. 18 The fine structure of bamboo fiber was studied by Paramesaran and Liese. 19 Bamboo fibers were used to be one of ingredients in the composite materials because of their low-density and excellent mechanical properties compared to that of glass fibers. 20 –22 It was found that bamboo fiber is a kind of plant fiber with cellulose structure and vascular bundles consisting of the fiber bundle and sclerenchyma sheaths.
In this study, the bamboo fibers were used as the reinforced phase of resin-based friction materials. The mechanical properties of the bamboo fibers were examined. Comparative studies were performed to examine the effects of bamboo fiber content in friction materials on their friction performance. Complex and nonlinear relationships among the ingredients and friction temperature were presented as well. Friction performance of the friction composites was evaluated and discussed by a comprehensive evaluation method at the temperature of 100°C–350°C. The wear surface morphologies and the wear mechanism of bamboo fiber-reinforced friction materials (BFRFMs) were analyzed using scanning electron microscopy (SEM).
Materials and methods
Preparation of bamboo fiber specimens
Fresh bamboo (Phyllostachys heterocycla) was first cut into pieces after removing the outer and inner surface materials. The bamboo pieces were immerged into the softener solution (2%vol NH3•H2O, 4%vol CON2H4) and boiled for 1 h at 100°C. Then those pieces were kept in NaOH (4%vol) solution for 30 min at 70°C. The pieces with softened fibers were broken mechanically and carded into fiber bundle. Finally, the fibers were dried in an oven (Jilin Wangda Mechanical Equipment Co. Ltd. [Jilin province, China]) at 60°C for half hour after being washed with water. Every specimen of the bamboo fiber was 40 mm (for tensile test) or 3 to 5 mm in length and 1 to 3 mm in diameter. The diameters of the bamboo fibers were determined based on relative references in the photographs taken with a stereomicroscope, which has a precision of 0.01um.
Mechanical testing of the bamboo fiber
The mechanical properties of the bamboo fiber were tested by tensile testing machine (QJ210, Shanghai Qingji Instrument Science and Technology Co. Ltd. [Shanghai, China]). The specimens of the bamboo fibers for tensile tests were 40 mm in length and 0.5 ± 0.05 mm in diameter. The tensile speed was 100 mm/min, referring to the pulling speed of the tensile test machine during test (Chinese National Standard). 23 Ten tests were run for each bamboo fiber. The elongation at fracture, the tensile strength and the elastic modulus of the fiber were recorded.
The raw ingredients used for the friction materials are listed in Table 1. Phenolic resin was used as adhesives; powders (such as Al2O3, Sb2S, graphite, etc.) were used as fillers. The ingredients of the specimen of the brake material are listed in Table 2. The mass content of the bamboo fibers added in the brake materials were 0 wt.%, 3 wt.%, 6 wt.%, 9 wt.% and 12 wt.%. All raw materials were mixed using a blender (EBR100, Electrolux [Jilin province, China]) for 10 min. The mixed materials were blocked with the dimension of 25 mm × 25 mm × 6 mm by a compression molder equipment (JF980B, Jilin Wanda Mechanical Co, Ltd.) for 30 min at 165°C under pressure of 25 MPa, followed by heat treatment. To prevent quality problems that occur during heat treatment, the heating rate is controlled very strictly, especially when the temperature reaches at and above 120°C. Keeping the temperature constant is necessary before heating up for next state. Therefore, in this study, posttreating was segmented at 140°C for 1 h, 150°C for 3 h and 180°C for 6 h continually as shown in Figure 1.
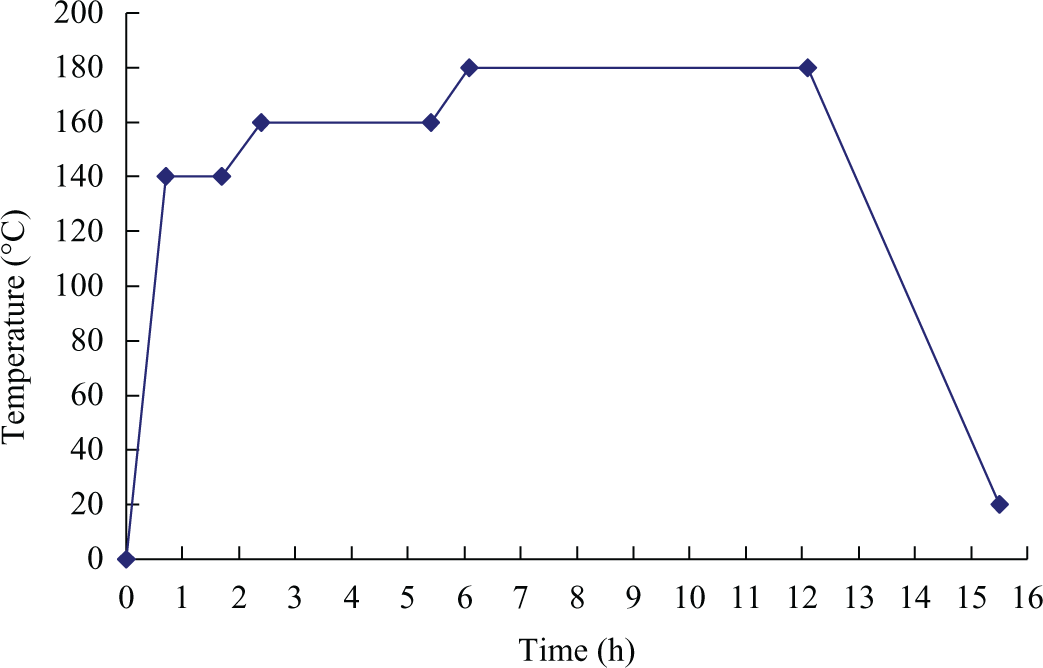
Heating process for preparation of friction materials.
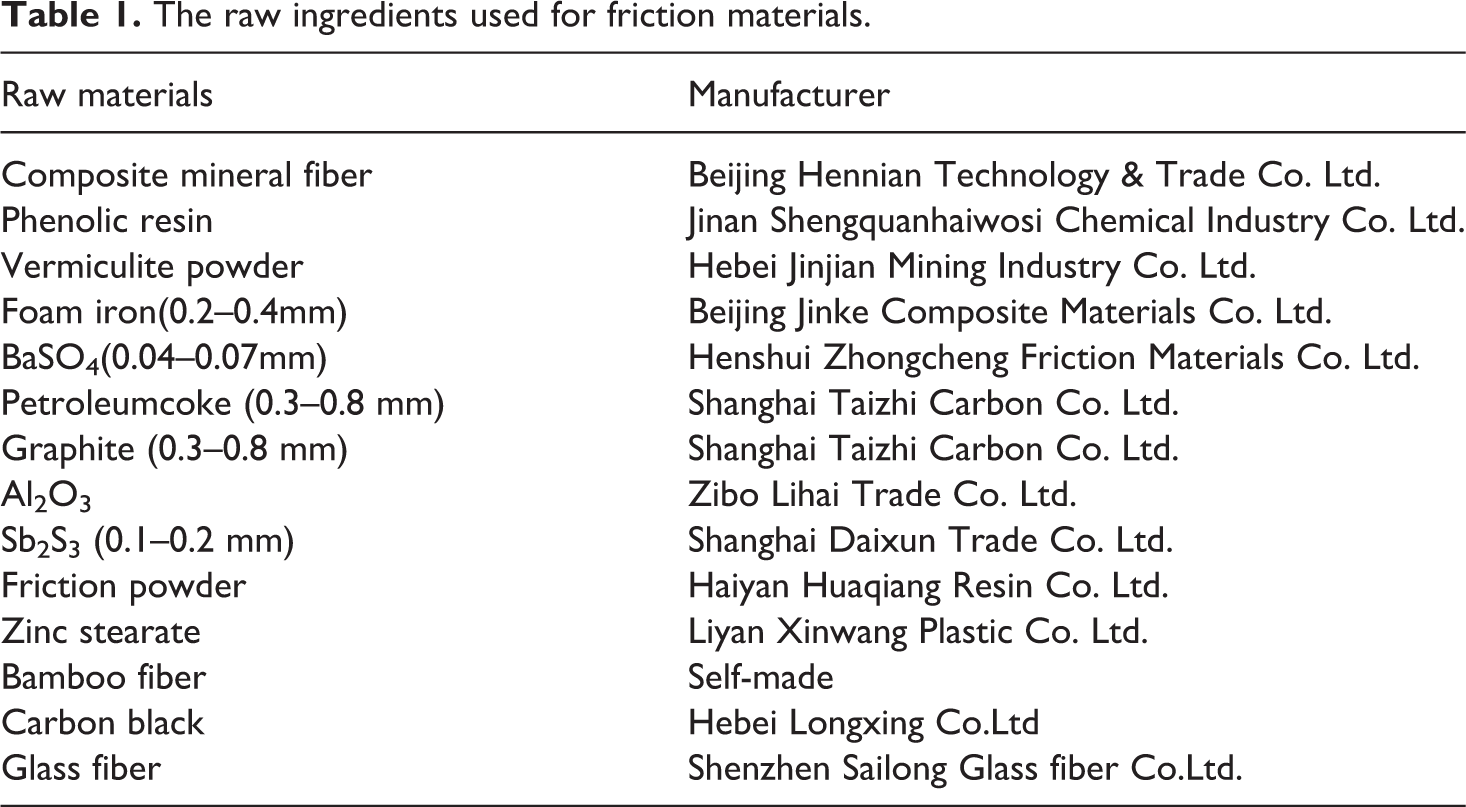
The raw ingredients used for friction materials.
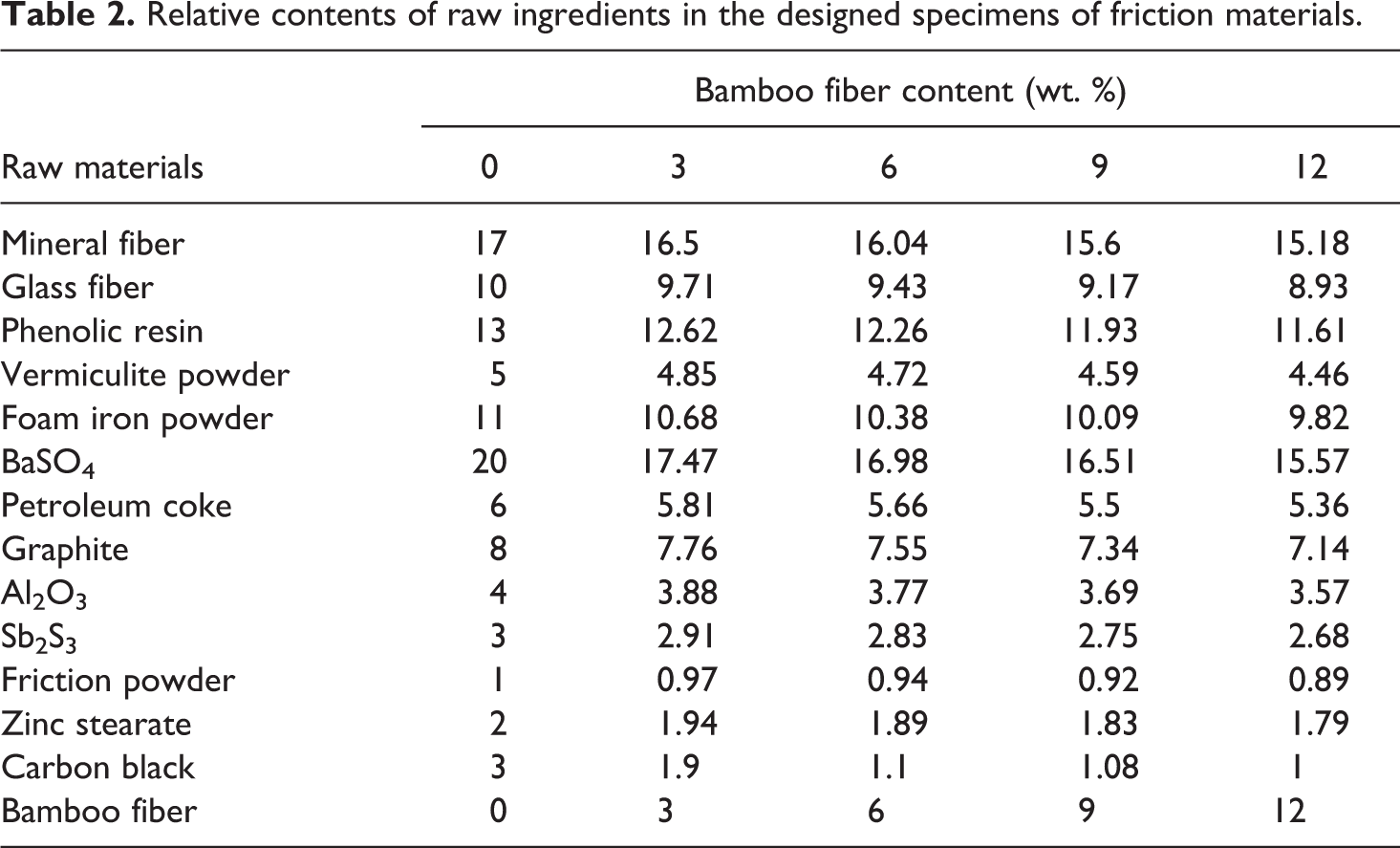
Relative contents of raw ingredients in the designed specimens of friction materials.
Friction and wear tests
The friction and wear performance of the braking materials was examined using a constant speed friction tester (JF150D-II, Jilin Wanda Mechanical Co. Ltd.) with constant speed of 7.54 m/s under constant pressure of 0.98 MPa (China National Standard, 1998). The rotating disc, which was made of cast iron (HT250) and has a hardness of HB 180 to 220, was used as counterpart. The friction tests were conducted at the temperature of 100°C, 150°C, 200°C, 250°C, 300°C and 350°C, respectively. The data of friction coefficient 
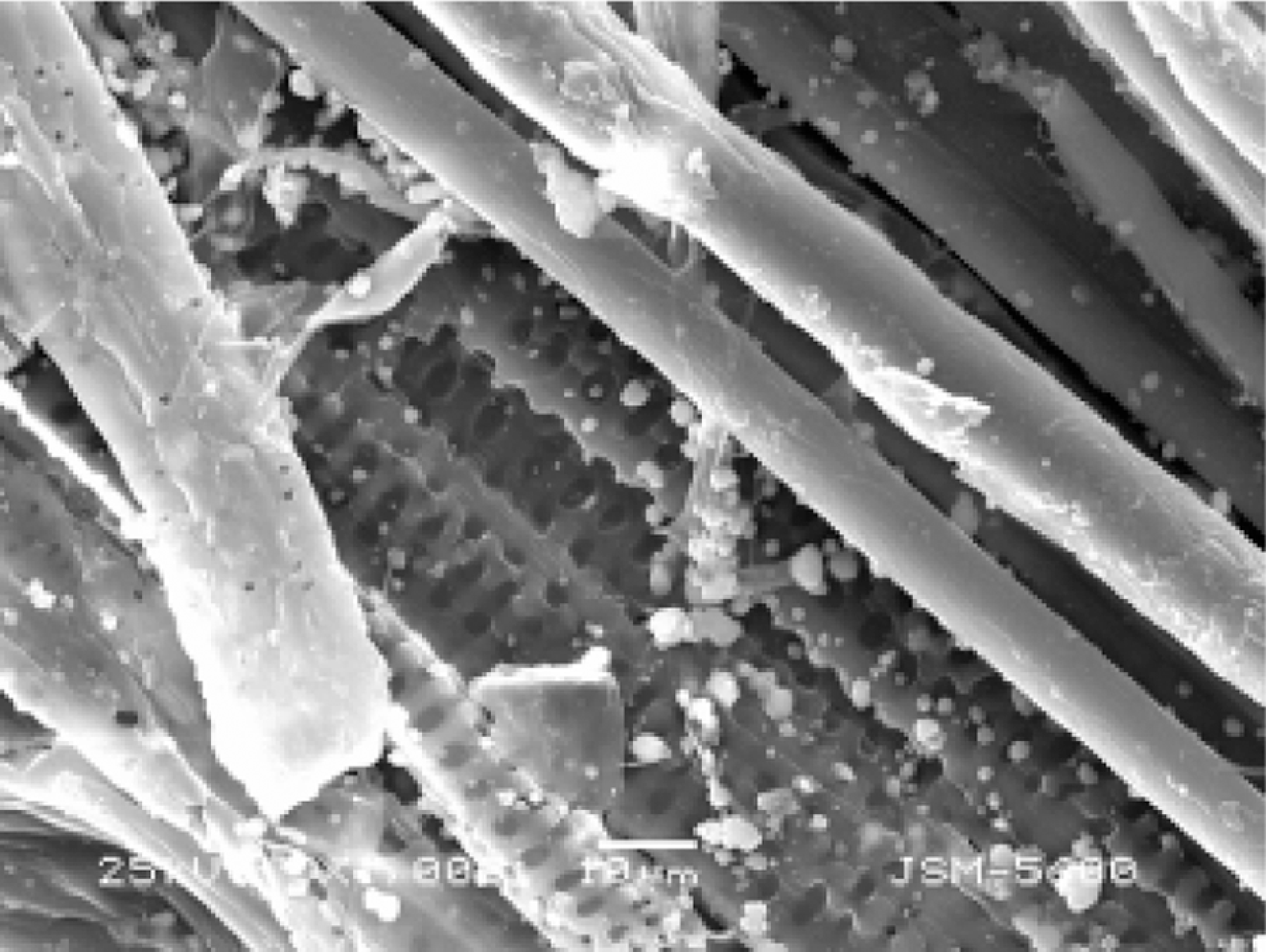
Friction surfaces of the specimens after the friction tests were analyzed using SEM (JEOL JSM-5600) at a voltage of 25 kV.
Results and discussion
Mechanical properties of bamboo fiber
The mechanical properties of bamboo fiber refer to the tensile strength, elongation and elastic modulus at fracture in this study as listed in Table 3. The results showed that the elongation at fracture was 1.2%, the tensile strength was 56.3 MPa and the elastic modulus was 18.6 GPa for the alkaline-treated bamboo fiber. However, the elongation at fracture was 1.7%, the tensile strength was 46.7 MPa and the elastic modulus was 23.3 GPa for untreated bamboo fiber. It indicated that the tensile strength and elastic modulus were increased by the modification of bamboo fiber. This may be caused by the increase in crystallinity of the bamboo fiber by the modification that could enhance the polarity of molecules and the binding force between the high molecules. The slip produced by destruction of the binding force of molecules was relatively small, so the elongation at fracture was reduced and the tensile strength and elastic modulus was increased after modification for bamboo fiber.
Test results of mechanical properties of bamboo fiber.

The tensile stress–strain curve of the bamboo fiber treated by NaOH (2 wt.%) solution for 2 h is shown in Figure 2. At the initial stage, the stress was proportional to the strain, which obeyed the Hooke's law. There was no yield and necking phenomenon and the stress and strain were very low before breaking. These indicated that the bamboo fiber was of brittle nature. The maximum stress was its ultimate strength, so the bamboo fiber was not suitable under tensile conditions because the tensile strength was very low. The brake pads were basically acted upon by compression pressure when they work. Hence, the lower tensile strength of bamboo fiber does not have impact on the braking performance of brake pad.
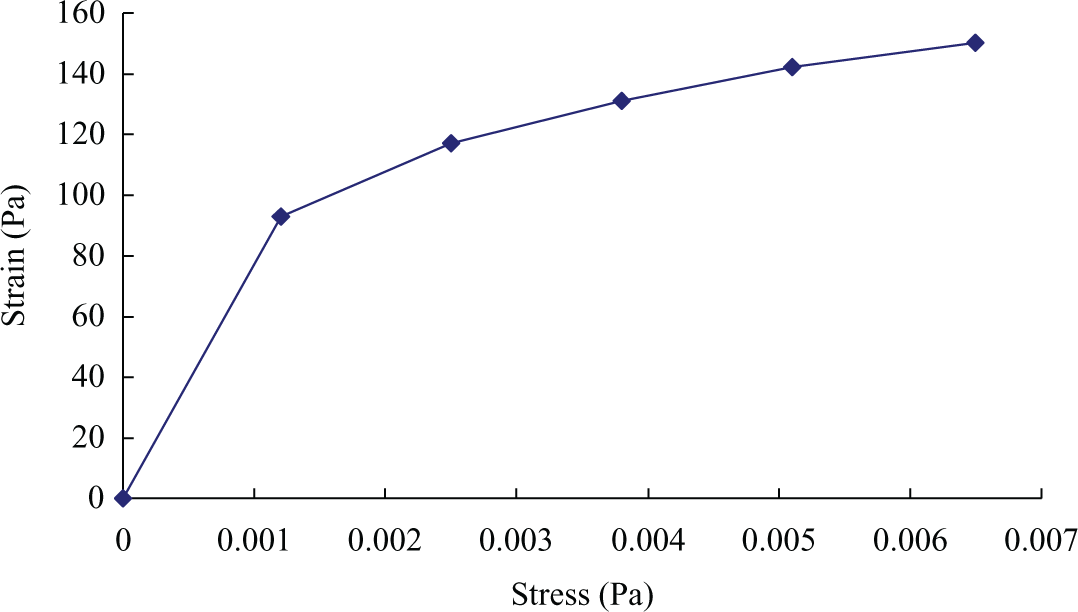
Test result of tensile stress–strain curve of a bamboo fiber treated with alkaline solution.
It can be found from Figure 3 (a) that a minor part of the fracture surfaces showed ductile failure; however, the rest showed brittle failure. During the modification process, some small molecule impurities on bamboo fiber surface were removed by the alkaline solution that considerably reduced the bonding among fibers. Because the bonding was destroyed and the break took place under tensile load, some larger fiber bundles were divided into some smaller ones, even for single fiber. The uneven break led to the fracture of the untreated fiber (Figure 4(b)) because of the uneven stress resulting from the bonding of pectin with lignin among the fibers.

Morphologies of tensile fracture of (a) the bamboo fiber treated with alkaline solution and (b) the untreated bamboo fiber.
Bamboo fiber assemblies.
The bamboo fibers connected with each other under pressure. The relatively sliding tangential resistance is called friction force. The tangential resistance is called cohesive force at the normal press of zero. Figure 4 shows that the bamboo fibers assembled entangled bonded and hold tightly together, due to the role of cohesive force that is not easy to loose. Therefore, the properties of the friction materials were affected by the friction force and the cohesive force.
Effect of bamboo fiber on friction performance
It can be found from Figure 5 that the friction coefficients of BFRFMs with 3 wt.%, 6 wt.% and 9 wt.% bamboo fibers were higher than those of the friction material reinforced without bamboo fiber. The friction coefficients of the BFRFMs have some variation at temperature of 250°C. Phenolic resin began to pyrolyse and the bamboo fibers were carbonized gradually when the temperature was more than 250°C. However, the friction coefficient of BFRFMs with 12 wt.% bamboo fibers decreased with the increasing temperature under the temperature-increasing procedure.
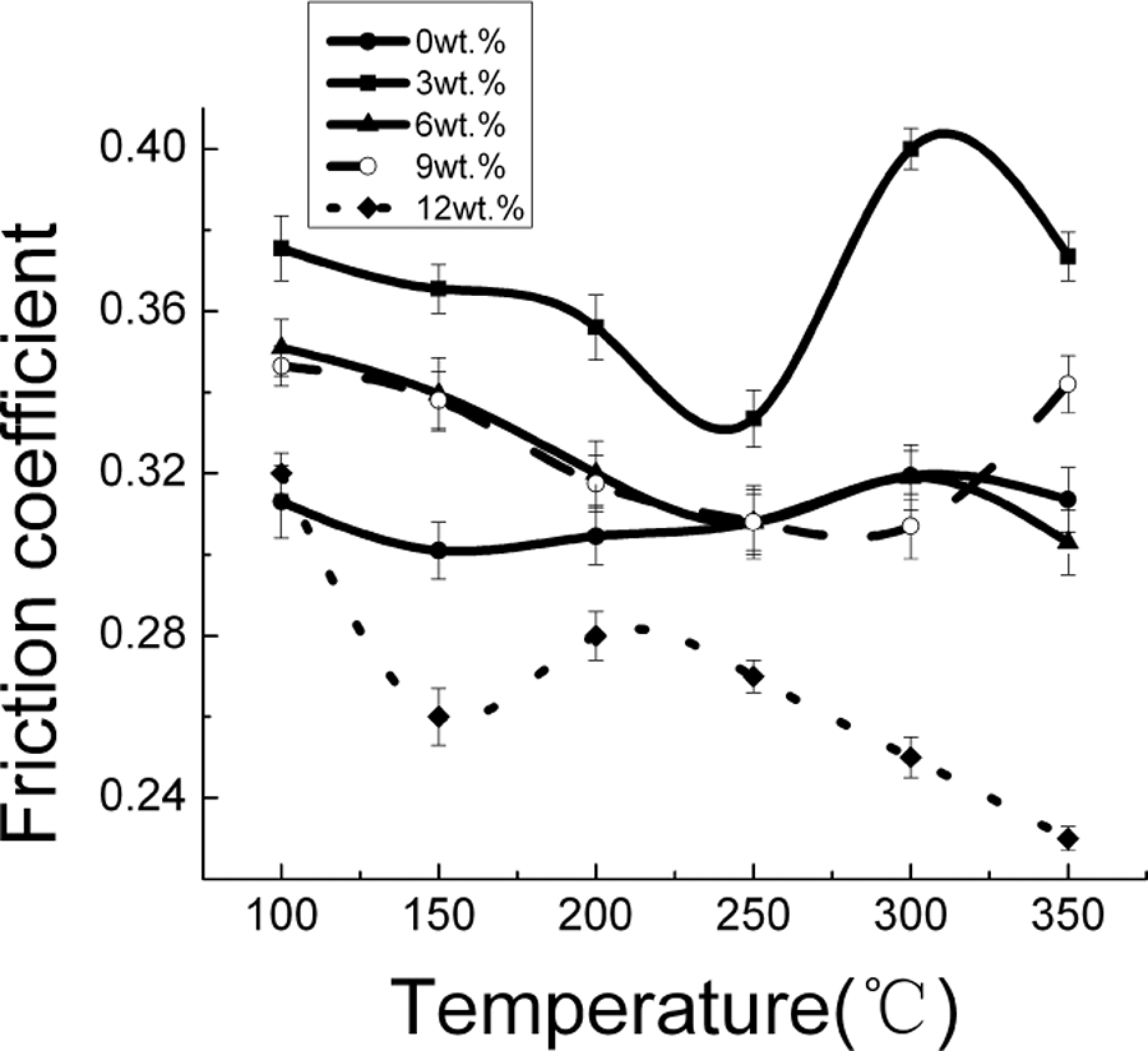
Variation in the friction coefficient of the bamboo fiber-reinforced friction materials under temperature-increasing procedure.
The bamboo fiber could not be bound with other fillers due to its high content of friction material. The bamboo fibers were carbonized seriously with increasing temperature so that the resin matrix and the framework fiber (glass fiber) were loose and a large number of particles were separated from the surface layer of friction material. Because the particles could be existed instantly and their good effect on friction could not be formed timely, the friction coefficient of 12 wt.% BFRFM were low.
Figure 6 shows the variation in the friction coefficient of the BFRFMs with temperature during the temperature-decreasing procedure. It indicated that the structure of the friction surfaces of the BFRFMs was affected by temperature. The process of the bamboo fiber carbonization was slow to some extent as the temperature decreased. The friction coefficients of the BFRFMs had some variation at the temperature of 250°C because phenolic resin began to pyrolyse and some bamboo fibers were carbonized.
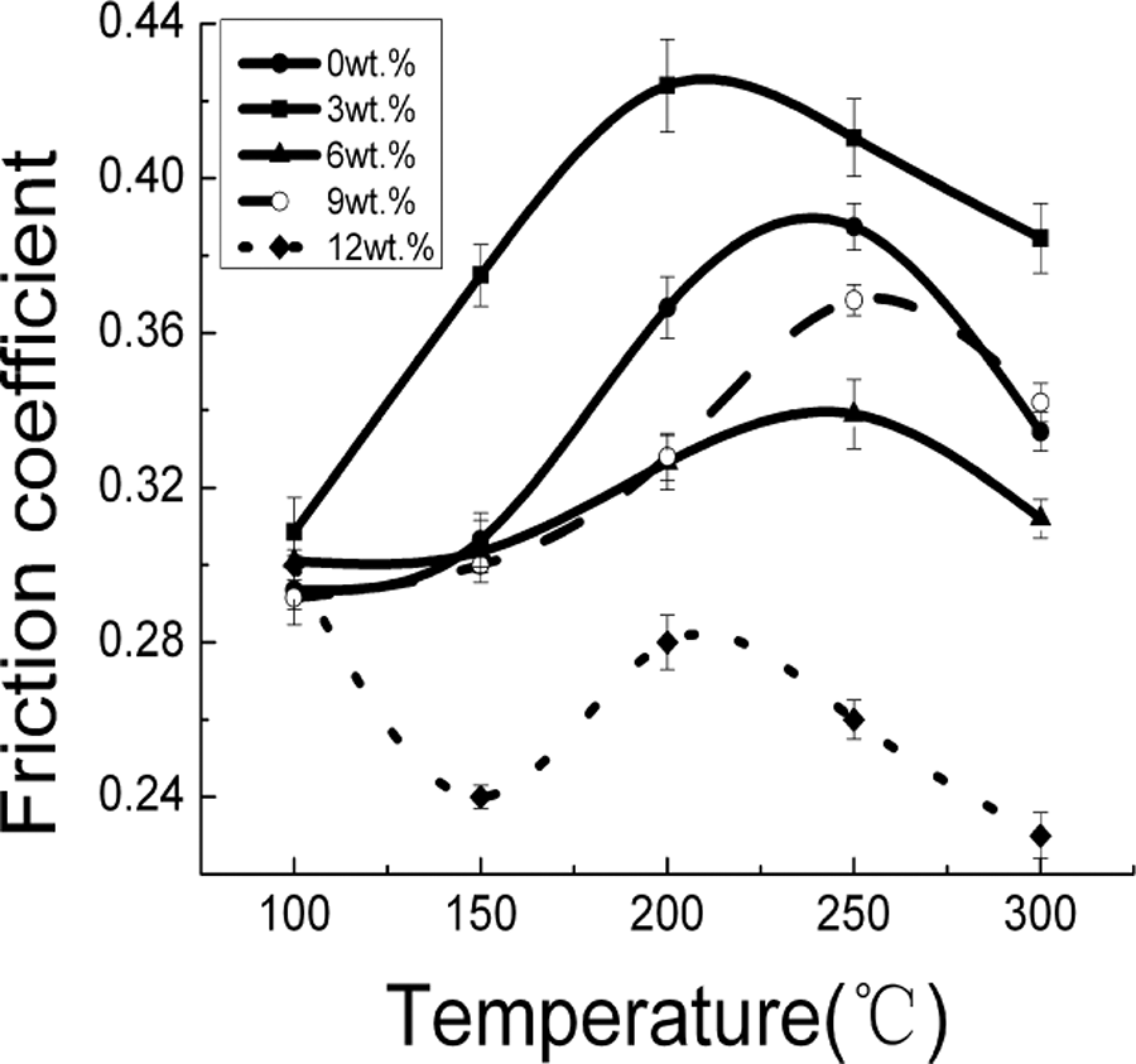
Variation in the friction coefficient of the bamboo fiber-reinforced friction materials (BFRFMs) during the temperature-decreasing procedure.
Figure 7 shows that the wear rate of the BFRFMs generally increased with the increasing temperature, since the structure of the matrix began to change and the bamboo fiber was carbonized with the increasing temperature. The surface roughness was high because the content of the bamboo fiber was high in the friction materials reinforced with 6 wt.% 9 wt.% and 12 wt.% bamboo fiber, so the adhesive wear and micro-cutting wear appeared. Because the heat fading of the phenolic resin appeared, the small particles formed from the carbonized fiber and some glass fibers separated from the matrix. Some larger pieces of friction debris formed fell off, so the wear rate increased substantially. The wear rate of the friction materials reinforced with the bamboo fiber of 3 wt.% was the lowest. In fact, the appropriate mass of the fiber carbonized particles can repair the scratch on the friction surface. Furthermore, some voids and grooves formed after the carbonization of the fibers can contain some other abrasive particles.
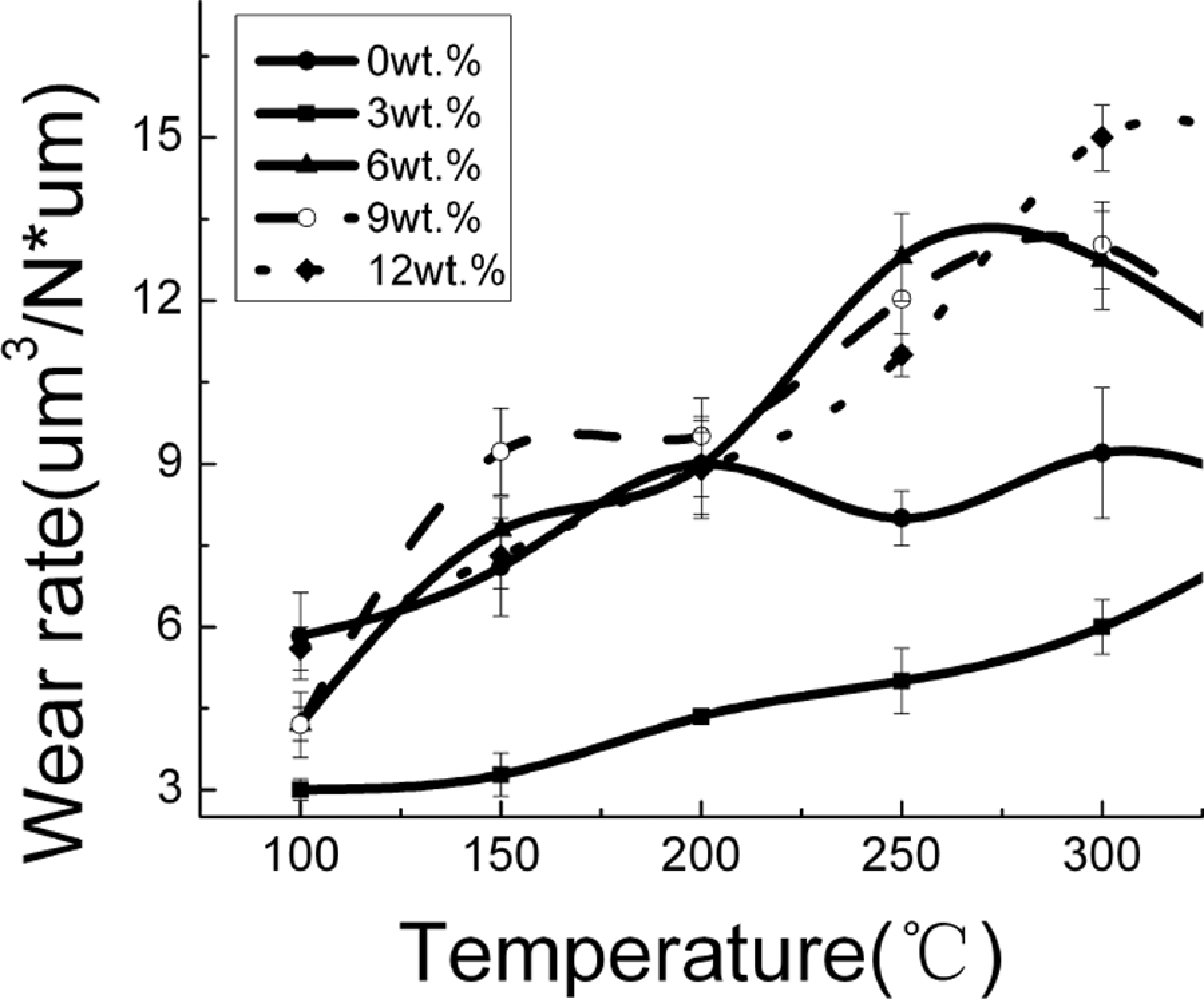
Variation in the wear rate of the bamboo fiber-reinforced friction materials with temperature.
Wear morphologies of BFRFMs
The morphologies of the worn surfaces of the BFRFMs are shown in Figure 8. It can be found that some glass fibers were exposed and some did not separate from the matrix. The glass fibers and friction surfaces were supported by the matrix. Some hard particles from the glass fiber formed under the friction force and the glass fiber did not separate from the matrix completely. It is understood that the glass fiber was firmly bound with the matrix. Graphite and some carbonized particles existed on the friction surface, so part of the friction surface was very smooth and easily deformed under friction force and shear force. Therefore, wear-resistant surface was formed and the friction coefficient and wear rate were decreased.
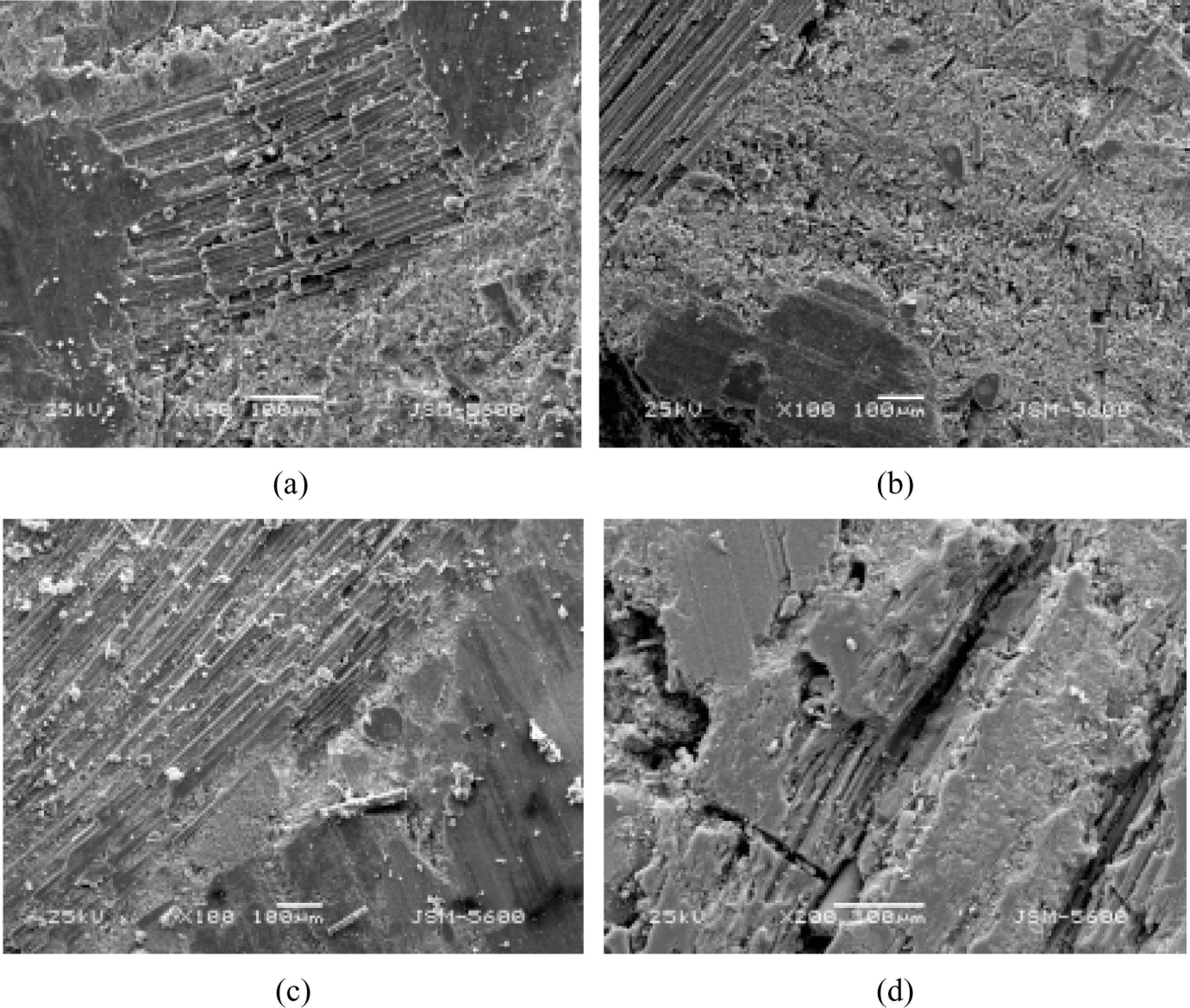
Surface morphologies of the bamboo fiber-reinforced friction materials (BFRFMs) with bamboo fibers of (a) 3 wt.%; (b) 6 wt.%; (c) 9 wt.%; and (d) 12 wt.%.
The friction coefficient was increased at the temperature of 250°C to some extent. The heat fading of the phenolic resin appeared and the bamboo fiber was carbonized gradually because the temperature of the friction surface increased due to the heat in the friction process. Consequently, the binding force between the matrix and the fiber was decreased and the surface roughness was increased; the friction coefficient was increased and the abrasive wear and adhesive wear were dominant. Some big voids and grooves formed after the carbonization of the fibers could contain some debris (such as particles of the carbonized bamboo fibers, abrasive particles of the glass fiber and particles of the mineral fiber), which caused the decrease of abrasive wear considerably. In addition, the carbonized fiber can repair the scratch on the friction surface, so the adhesive wear was decreased to some extent.
Mode of the bamboo fiber on the surfaces of friction materials
There are three mode types for the bamboo fiber on friction surfaces. Mode 1: the bamboo fiber was restricted by the matrix effectively and had high tensile strength and flexural strength at low temperature. Mode 2: some void and groove formed by the transverse fiber appeared as the fiber was carbonized. Furthermore, the groove could recover the scratch on the friction surface and the friction layer was extruded. These scratches were formed due to the friction surface and detachment of hard particles being squeezed, so the friction coefficient was increased. The density of the bamboo fibers was low and the groove can contain separated particles so that the particles remained at the surface of the friction materials. The void was formed by the longitudinal fibers. Mode 3: some separated particles from carbonized fiber was mixed with the debris and distributed at the whole surface. It was difficult to find the specific shape and location (Figure 9).
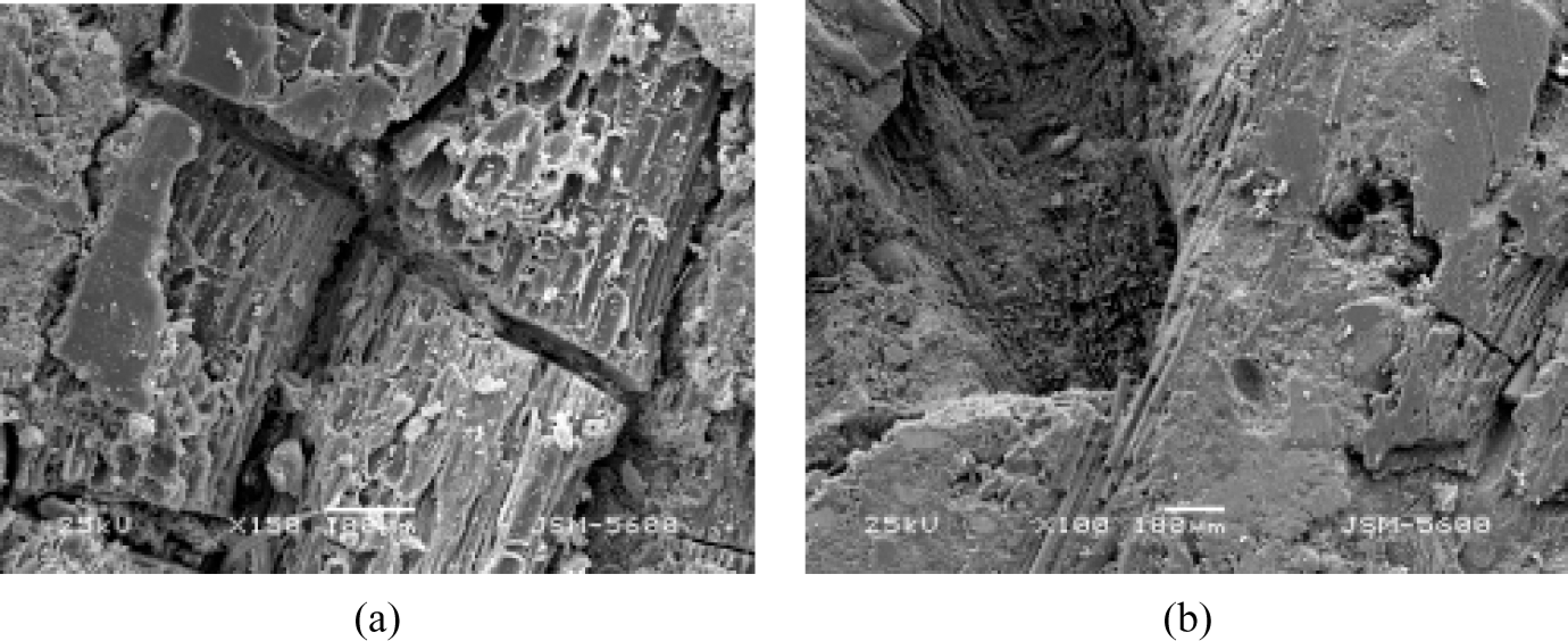
Morphologies of the bamboo fiber-reinforced friction materials (BFRFMs) with bamboo fibers of (a) 6 wt.%; and (b) 12 wt.%.
Wear mechanisms of the BFRFMs
It was known that the asperities on the contact layer between disc and friction material was imposed by high pressure under the heavy load. Some cold solder joint formed when the asperities were squeezed and overheating occurred in the sliding process. The adhesive wear appeared when the cold solder joint separated from the surface under shear force. At the same time, some void formed as the fiber was pulled out.
The morphology of the abrasive particles of friction material is shown in Figure 8 (c). Some hard particles (such as those from glass fiber) were pressed onto the surface of friction material and were removed later because the disk was harder than the friction materials, so the ploughing phenomenon appeared. The bamboo fibers were already carbonized at the temperature of 350°C, so the bonding force between the fibers and the matrix and the tensile strength were affected seriously. The voids were formed when the carbonized bamboo fiber were pulled out by friction force. In addition, some voids came from the glass fibers, which were pulled out from the matrix because the matrix began to fade and the bonding force was reduced at the temperature of 200°C.
It can be concluded that the friction coefficient and wear rate were affected by the voids on the friction surface. The oxygen in air could diffuse into the friction interface through the voids, caused solid phase reactions and gas phase reactions between the carbon and oxygen. The abrasive particles in the voids could be oxygenized as well. It was found that there were many abrasive particles with different sizes. The amount of the particles on the friction surface was decreased after the particles in the voids were carbonized, so the wear rate was decreased. At the same time, the braking noise was absorbed by the voids in some degree and reduced during braking (Figures 10 and 11).
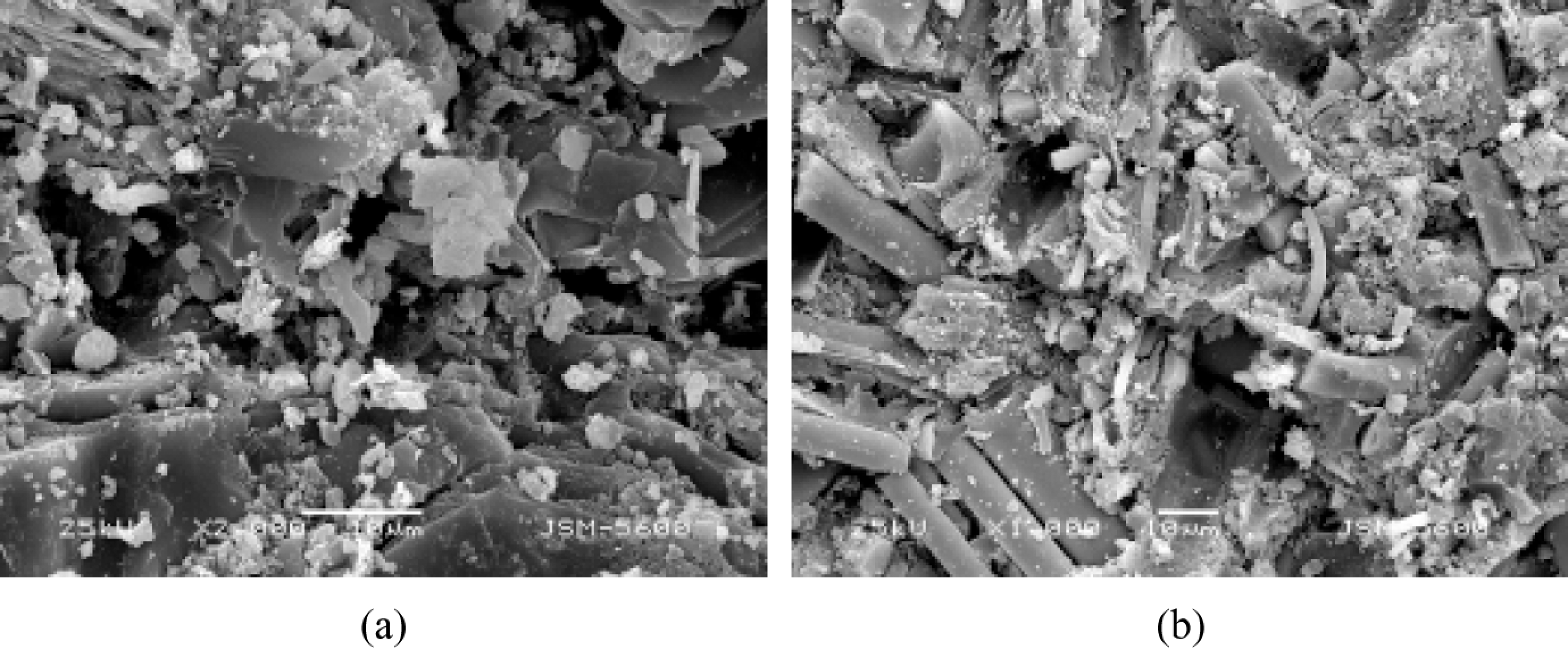
Morphologies of the groove and voids of the bamboo fiber-reinforced friction materials (BFRFMs) with bamboo fibers of (a) 3 wt.%; and (b) 6 wt.%.
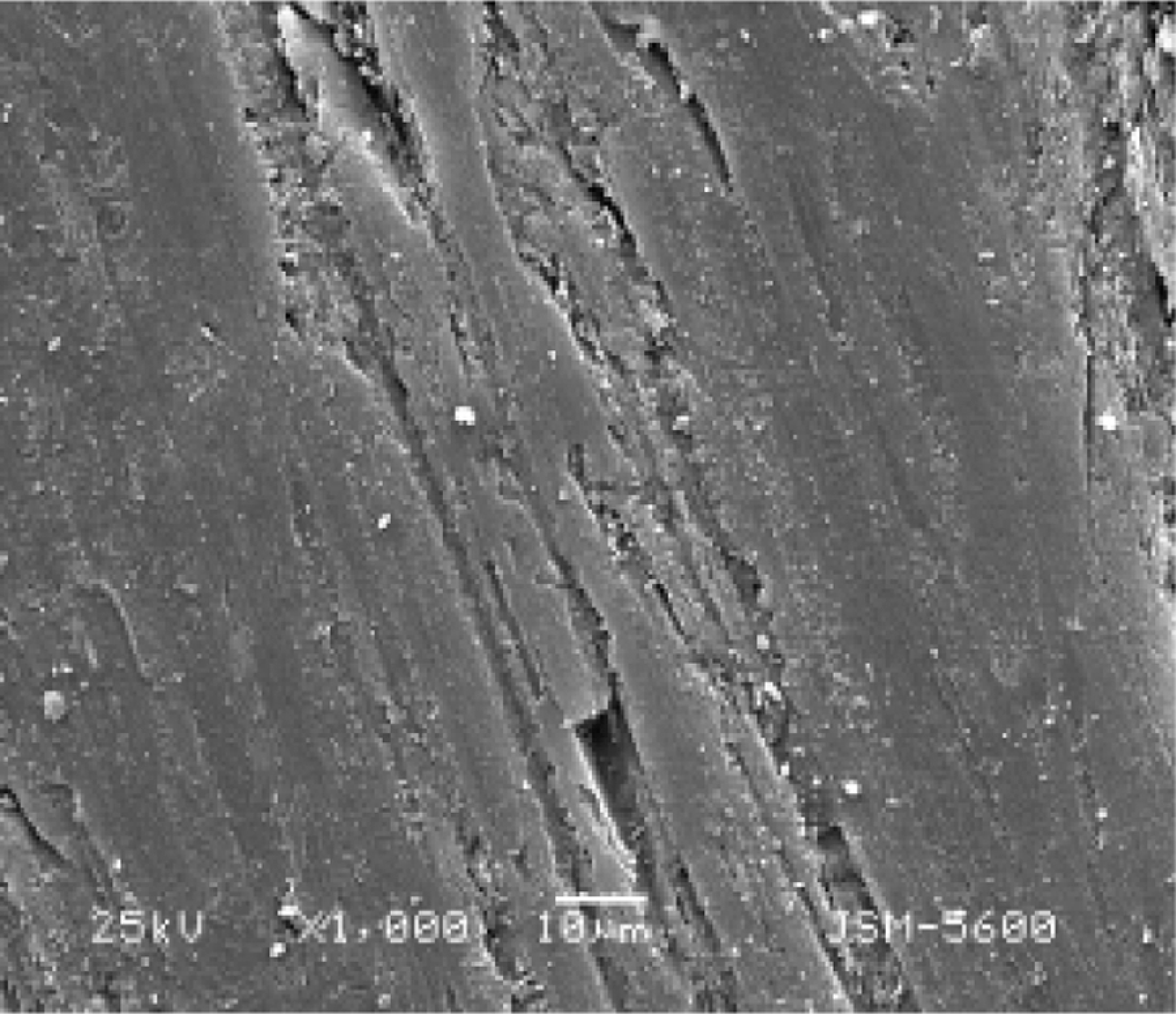
Morphology of adhesive wear voids of the bamboo fiber-reinforced friction materials (BFRFMs) with bamboo fibers of 9 wt.%.
Conclusions
(a) The friction coefficients of the brake materials reinforced with 3 wt.%, 6 wt.% and 9 wt.% bamboo fibers increased with the increasing temperature of sliding interface, whereas those of the friction materials containing 12 wt.% decreased. The friction coefficients of the friction materials with or without bamboo fibers were increased under the temperature-decreasing conditions between 300°C–250°C, whereas those of the friction materials containing 3 wt.%, 6 wt.% and 9 wt.% were reduced at temperatures less than 250°C. The friction coefficient of the friction material containing 12 wt.% of bamboo fibers increased as the temperature decreased.
(b) The wear rate was decreased as the fiber content was increased when the content of the bamboo fibers in the friction materials was lower than 3 wt.%; the wear rate increased as the bamboo fiber content increased when the bamboo fiber content in the friction materials was higher than 3 wt.%.
(c) The bamboo fibers in the fiction materials improved the friction performance. The friction coefficient of the friction materials filled with bamboo fibers was higher than that of the friction material without bamboo fibers. The grooves or voids formed after the carbonization of the fibers reduced the noise and adhere to wear debris on the wear surface of the friction materials.
Footnotes
Funding
This project was supported by National Natural Science Foundation of China (Grant No. 51075177 and 51075185), by Jilin province science and technology development plan item (Grant No. 20120716), by Chang chun Science and technology support project plan(Grant No. 11KZ43), by National Key Technology R&D Program of China (Grant No. 2011BAD20B09), by Program for New Century Excellent Talents in University of Ministry of Education, China, by Jilin province overseas students technology innovation and “National Project 985” in Jilin University, China.