
Abstract
A maximum of 20% (w/w) lignin was used as a filler in low-density polyethylene (LDPE), together with 3–6% maleic anhydride-grafted LDPE as compatibilizer and 3–10% copper(II) sulphate pentahydrate (CuSO4·5H2O) as lignin’s dispersing agent. The resulting composites were investigated for both their mechanical properties and their melting point following the ASTM standards as well as their behaviour was compared with neat LDPE. The results reveal that addition of compatibilizer significantly improved the mechanical properties of lignin, yielding closer values to those of neat LDPE. In fact, the addition of 3% maleated polyethylene induced a 37% increase of the Young’s modulus, whilst 3% CuSO4·5H2O provides a good lignin dispersion. The above observations are further supported by the scanning electron micrographs of the blend specimens. Finally, the differential scanning calorimetry analysis revealed that the melting temperature and the crystallinity of LDPE slightly increase with the addition of 3% CuSO4·5H2O.
Keywords
Introduction
Current economic concerns require the development of new materials with similar properties, derived from renewable natural products instead of toxic or non-biodegradable materials such as oil-based plastics. Lignocellulosic biomass is a potential substitute for some chemical feedstocks, with 15–30% lignin content. The structure of lignin is based on p-coumaryl alcohol, coniferyl alcohol and sinapyl alcohol, which are the three cinnamyl alcohol precursors shown in Figure 1. 1
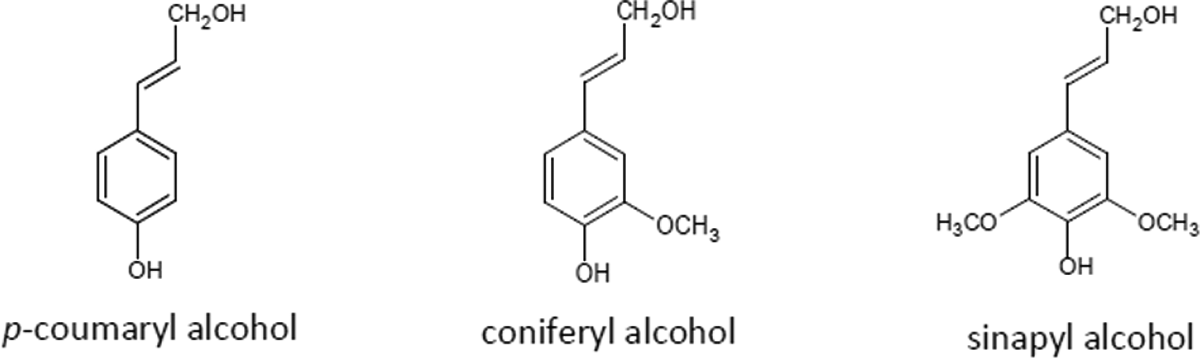
Chemical structures of lignin precursors.
The paper industry is the largest lignin producer in the world; however, it is estimated that only 2% of it is sold out of over 1 million tons produced each year. 2 The greater part of this residual lignin is burnt for pulp’s plant power generation. Although such application is important for the paper industry’s energy balance, it does not correspond to its current interests for high-valued products. In addition, the markets for cellulosic ethanol and cellulosic sugars generate several tons of lignin co-products. In addition to the amount of lignin produced by the paper industry, several million tons of additional lignin could potentially be available per year in the near future. In this context, the value of lignin is an important parameter for the conversion of lignocellulosic biomass. In the literature, some articles have been published concerning the use of lignin as a stabilizer for plastics and rubbers, where it acts either as an antioxidant or a modifier for the mechanical properties. 3,4 Early investigations of polymer blending found good compatibility between hydrophobic lignin and high-density polyethylene with little change in properties, but poor compatibility with low-density polyethylene (LDPE). 5 Some improvements in the tensile modulus of LDPE were found with greater than 20 wt% lignin incorporation, but tensile strength was poor. The performance of lignin polymers and their composites has been analyzed by Wool and Sun. 6 Other major articles are based on blends of lignin and polyethylene (PE), 7,8 where it improves the mechanical properties of the matrix and acts as a stabilizer against degradation reactions. 9
The aim of the present work is to investigate lignin’s dispersion in LDPE using copper(II) sulphate pentahydrate (CuSO4·5H2O) as a dispersing agent. Both the mechanical properties and the change of crystallinity of LDPE are considered for the interpretation of experimental results.
Experimental
Materials
Samples of softwood kraft black liquor were supplied by the Kruger mill of Trois-Rivières (Quebec, Canada).
Thermoplastics LDPE having a melt flow index of 1.0 g/10 min and a density of 0.92 g cm−3, was supplied by NOVA Chemicals (Canada).
Maleated polyethylene (MAPE) supplied by Eastman Chemical (G2010 Kingsport, Tennessee, USA), having a molecular weight of 15,000 and containing 1.5% maleic anhydride was used as coupling agent.
CuSO4·5H2O (99%) was supplied by Sigma Aldrich (St Louis, Missouri, USA).
Methods
Isolation of lignin from kraft black liquor
The extraction of the lignin from kraft black liquor was carried out using the method described by Nagy et al., 10 adapted for operation under atmospheric pressure. The black liquor with an initial pH of 13.4 was poured into a flask. Subsequently, carbon dioxide (CO2) was bubbled at atmospheric pressure to a decreased pH of 9.8 and for lignin precipitation.
Composites preparation
The composites were manufactured in two stages using two rollers Thermotron-C.W Brabender (model T-303; South Hackensack, New Jersey, USA). In the first stage, 20% (w/w) of LDPE and MAPE were melted on the rollers at 170°C. In the second stage, lignin and the remaining LDPE were added and mixed at 60 r min−1 for 7 min and the composites were further mixed for 15 min to obtain homogeneous samples. The composites were further removed from the rolls and cut into strips with a knife according to the size of the mould. The specimens were moulded into dumb-bell (ASTM D638-type VASTM for tensile). A total of 10 tensile samples were prepared at 170 ± 3°C for 15 min, in a single mould of a Dake press at 5 MPa. The mould was cooled by cold water circulation until 60°C.
Analytical methods
Fourier transform infrared (FTIR) spectra were collected using a PerkinElmer 2000 FTIR (Waltham, Massachusetts, USA) spectrometer set in the transmission mode. One milligram of dried lignin and 100 mg crystalline potassium bromide were ground together using an alumina mortar and pestle before being pressed into discs. Sixteen scans were collected per sample at a resolution of 4 cm−1 (4000–400 cm−1).
The melting point and the crystallinity of both LDPE and the various composites formulations were determined by differential scanning calorimetry (DSC) with a Mettler Toledo DSC822e (Switzerland). The various scans were registered between 25°C and 300°C in a dynamic mode at 10°C min−1, under nitrogen blanket (50 ml min−1).
The scanning electron microscope (SEM) was further used to study the composites’ morphology as well as lignin distribution in the matrix. The fracture surfaces of the test specimens were analyzed with a JEOL JSM-5500 SEM (japan) with a voltage of 15.0 keV.
All the specimens were conditioned overnight in a testing room, polished and measured with a micrometer prior to testing. The mechanical measurements were made on an Instron tester (model 4201; Norwood, Massachusetts, USA) at 23°C and 50% relative humidity. The tensile specimens had an approximate width of 0.28–0.30 cm, and an approximate thickness of 0.31–0.33 cm.
Results and discussion
Extraction of lignin from the kraft black liquor
Figure 2 is the FTIR spectrum of lignin extracted from the kraft black liquor. Its analysis shows good agreement with the literature data. 11 The characteristic features include a large band at 3400 cm−1 corresponding to the phenolic and aliphatic OH groups, a band at 2933 cm−1 from C–H vibrations and a band at 2863 cm−1 that is attributed to the stretching of the methoxy groups’ C–H bonds.
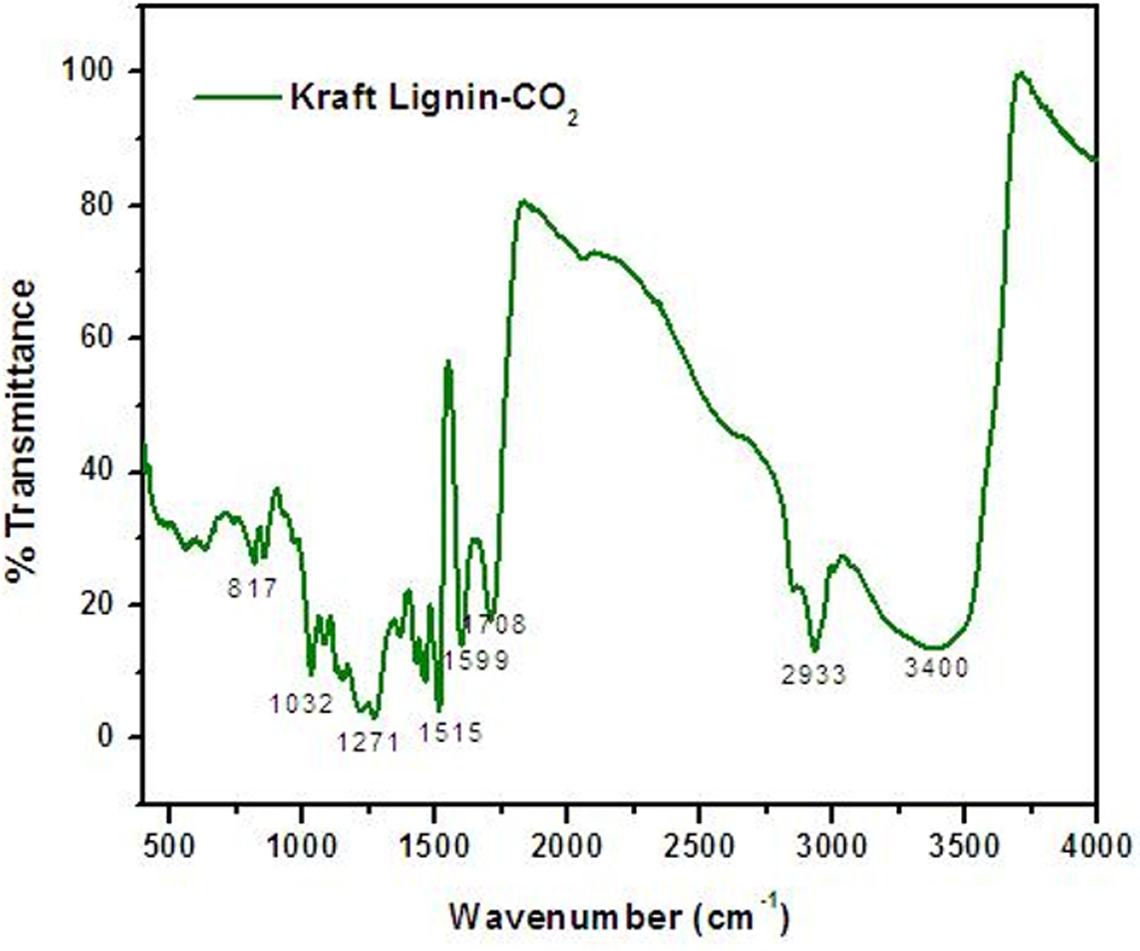
FTIR spectra for the Kraft Lignin-CO2. FTIR: Fourier transform infrared.
Other bond motion observed from the spectra include the unconjugated C=O stretching at 1708 cm−1, the aromatic C–C stretching at approximately 1599 and 1515 cm−1, the C–O stretching for the guaiacyl groups at 1271 cm−1 and the aromatic C–H deformation of the guaiacyl groups at 1216 cm−1. In addition, C–O(H) and C–O(C) stretching for the first-order aliphatic OH and ether groups (1032 cm−1) as well as the aromatic C–H out-of-plane bending (817 cm−1) were also present.
Mechanical properties
Influence of lignin on the mechanical properties of the composites
The tensile properties of LDPE and LDPE/lignin/CuSO4·5H2O composites are reported in Figure 3. Some of its important features include the elongation at break, the stress at break and the elastic modulus.
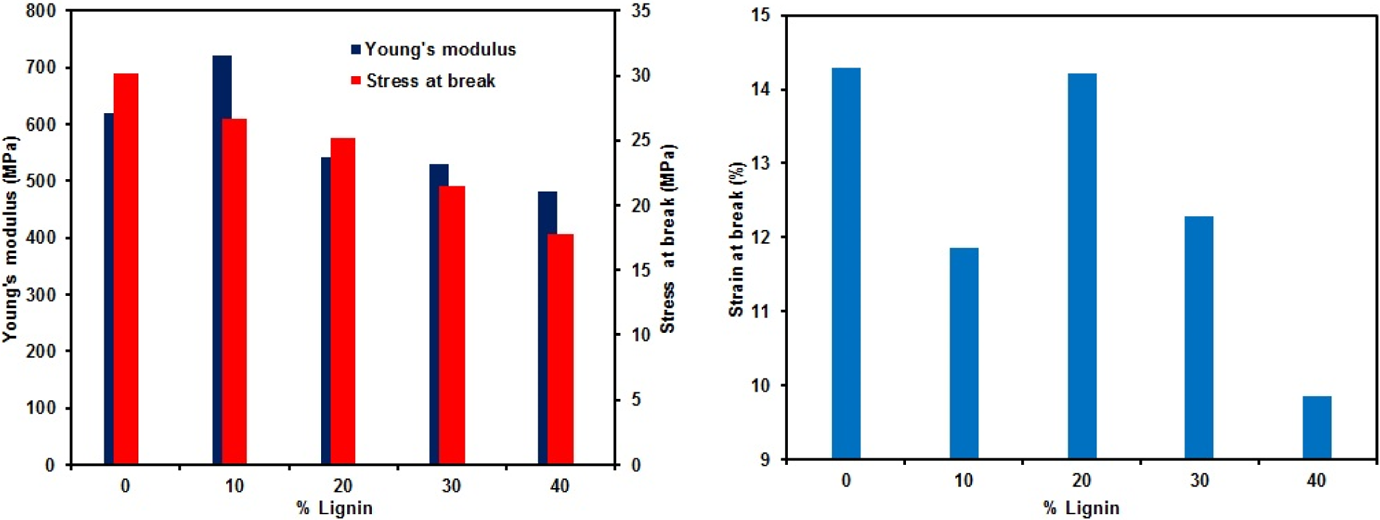
Variation in the mechanical properties of the composites with respect to their lignin content.
Rusu and Tudorachi 12 observed a drastic decrease in relative strain at break with increasing lignin content. The similar trend is observed in this work. The strain at break (Figure 3(b)) of the composites is significantly lower than that of LDPE except the formulation with 20% lignin. These results could be explained by the fact that lignin has a lower distortion than LDPE strain at break. Unfortunately, we were not successful in verifying this hypothesis due to the inability of lignin to be moulded alone. In addition, lignin and LDPE have significantly different polarities that may lead to cracks between the matrix and the reinforcement and eventually to the breakage of the composite.
It was observed from the same figure that the stress at break (Figure 3(a)) of the composite formulations decreased with the amount of lignin. This decrease is probably due to a poor interface between lignin and LDPE. In fact, interface defects which are also potential areas of rapid crack formation were probably created during lignin-LDPE compounding. However, the composite with 10% lignin shows a higher elastic modulus than that of neat LDPE. This result was also observed by Rusu and Tudorachi 12 and Sailaja. 13 This could be explained by the fact that a relatively small amount of lignin yields low voltages at the interface, limiting cracks formation and rendering their propagation negligible. Overall, lignin content influences the composites’ mechanical properties by decreasing both the elastic modulus and the stress at break decreased with lignin. Besides the differences in the polarities of lignin and LDPE, these observations are also due to the fact that lignin has lower modulus and stress at break than LDPE. This decrease in mechanical properties (elongation at break, the stress at break and the elastic modulus) is in compliance with the work found in the literature. 14,15
Based on these observations, it was assumed that an addition of MAPE, the coupling agent would greatly influence the properties of the composites formulations. In this regard, lignin content was set as 20% (w/w) for the rest of this study, whilst MAPE content was varied in order to better appreciate its effect on the composites mechanical properties as well as the effect of copper sulphate on the dispersion of lignin in the LDPE.
Influence of MAPE coupling agent on the mechanical properties
Figure 4 shows the variation of the composites properties with respect to MAPE content. The addition of 3% MAPE induced an increase of 37% of the Young’s modulus and 18% of the stress at break. The addition of 3% MAPE led to a decline of the composite’s strain at break with respect to the expected values. These results are an indication that MAPE efficiently plays its role by improving the compatibility between the LDPE matrix and lignin. These effects of MAPE could be attributed to the new bonds formed between maleic anhydride group-grafted LDPE and the OH groups of lignin as shown in Figure 5. On the other hand, there is a good compatibility between the LDPE and the PE matrix segments of MAPE. 15,16 These interactions are thus necessary for improving the composite’s mechanical properties. MAPE can improve the interface adhesion but cannot support large deformation. So MAPE has a little influence on the elongation at break for the blends.
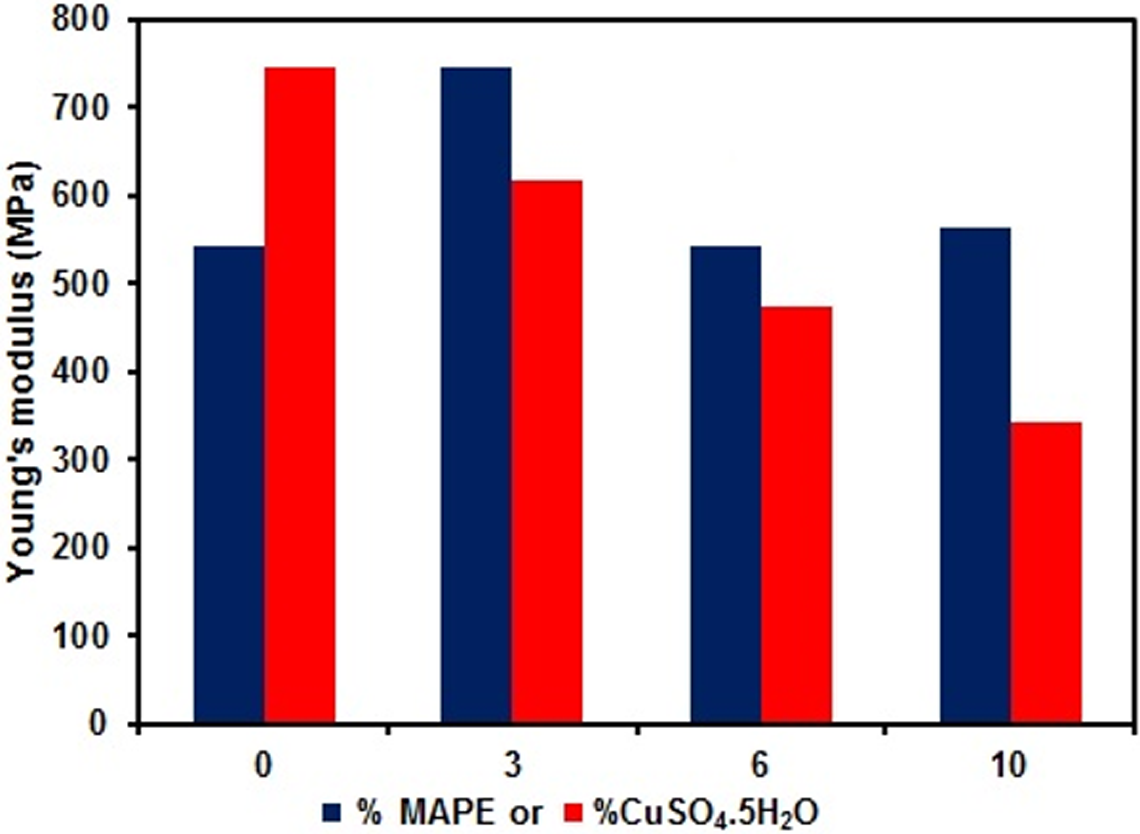
Influence of CuSO4·5H2O and MAPE on the mechanical properties of the composites reinforced with 20% lignin. CuSO4·5H2O: copper(II) sulphate pentahydrate; MAPE: maleated polyethylene.
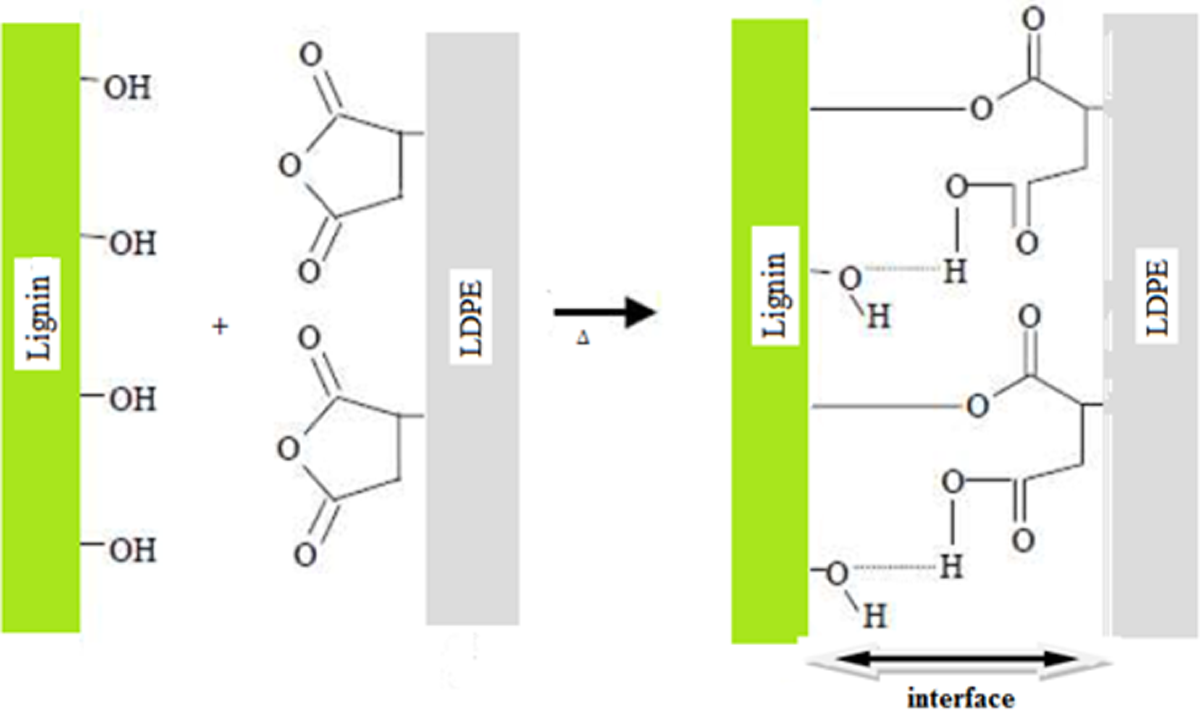
Reaction mechanism between lignin and MAPE. MAPE: maleated polyethylene.
Morphology of the composites with and without MAPE
Figure 6(a) and (b) shows SEM micrographs without and with MAPE, respectively. These figures were performed to characterize the interface between lignin and the LDPE matrix. Figure 6(a) shows that in the absence of MAPE, empty (A) is observed between lignin and the matrix, thus an indication of a low adhesion between lignin and the matrix. However, in the case of composites with MAPE shown in Figure 6(b), the empty (A) previously observed disappeared and this results in perfectly bonded lignin to the matrix (B). This further confirms that the MAPE increases adhesion between lignin and the matrix. These results are consistent with previously discussed mechanical properties as shown in Figure 4.
The two micrographs also show two different composite’s failure modes depending on the presence of the coupling agent. The composites without MAPE were greatly stretched before breaking, whereas the composites with MAPE showed a cleaner. These observations reinforce the idea that lignin’s adhesion to the LDPE matrix is limited in the absence of MAPE.
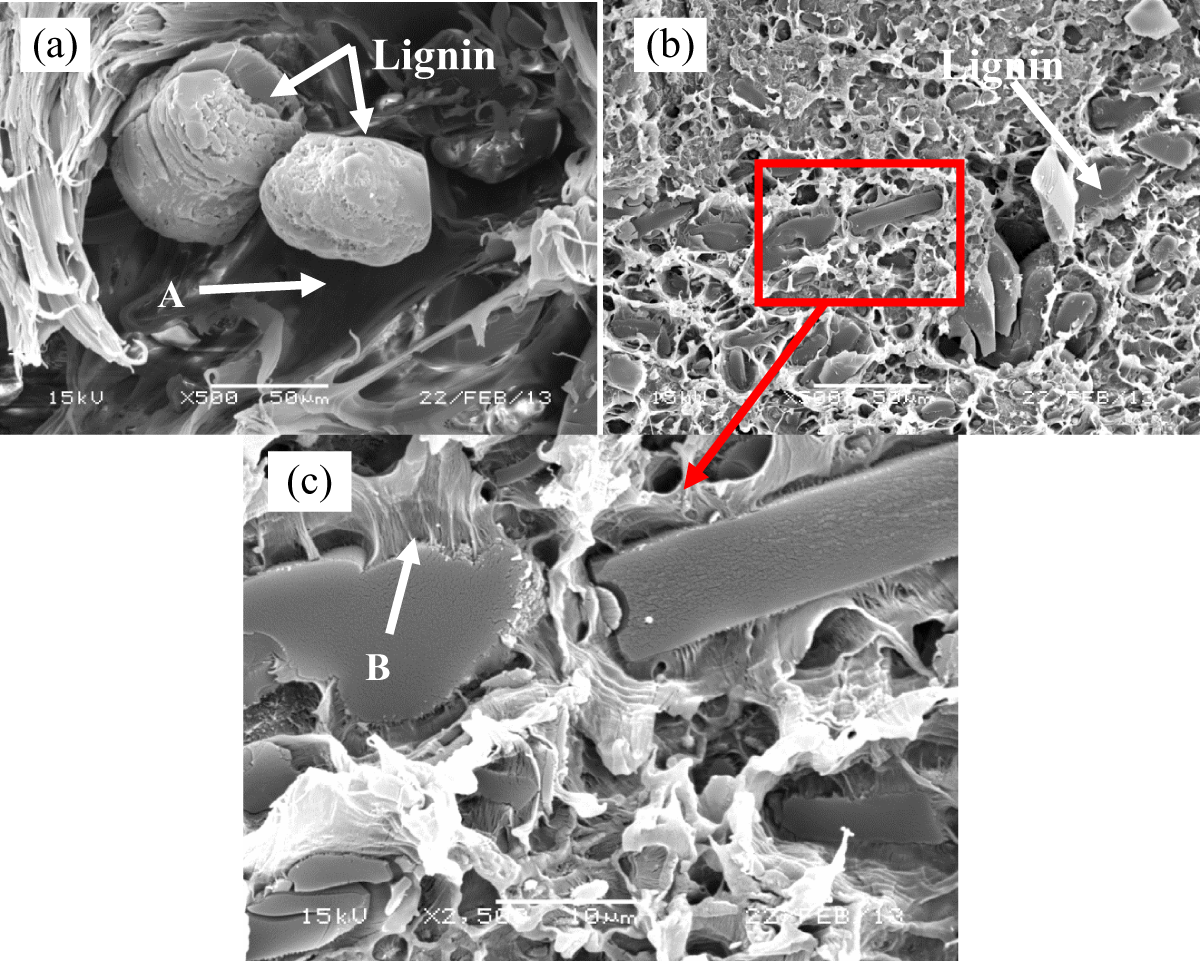
SEM micrographs of LDPE matrix reinforced with 20% lignin without MAPE (a) with 3% MAPE (b) and (c) enlarged image of (b). MAPE: maleated polyethylene; SEM: scanning electron microscopic; LDPE: low-density polyethylene.
Effect of CuSO4 ·5H2O on the dispersion of lignin in the LDPE matrix
In this section, the composites formulations were set as 20% lignin, 3% MAPE and a variable CuSO4·5H2O content for the study of lignin’s dispersion in the matrix. The CuSO4·5H2O content was varied between 3% and 10%, and the effects are shown in Figure 7. At 3% CuSO4·5H2O, Figure 7(a) shows a good dispersion of small agglomerates of lignin with very different sizes from those of the preceding micrographs of Figure 6. In Figure 7(b) and (c), corresponding respectively to 6% and 10% CuSO4·5H2O, the matrices are much stretched and the size of the lignin agglomerates appears to increase with the CuSO4·5H2O content. Moreover, it appears empty (A) on the materials at 10% CuSO4·5H2O. These results are an indication that CuSO4·5H2O has a dispersant effect on lignin; however, such effect disappears when the CuSO4·5H2O content is greater than 3%.
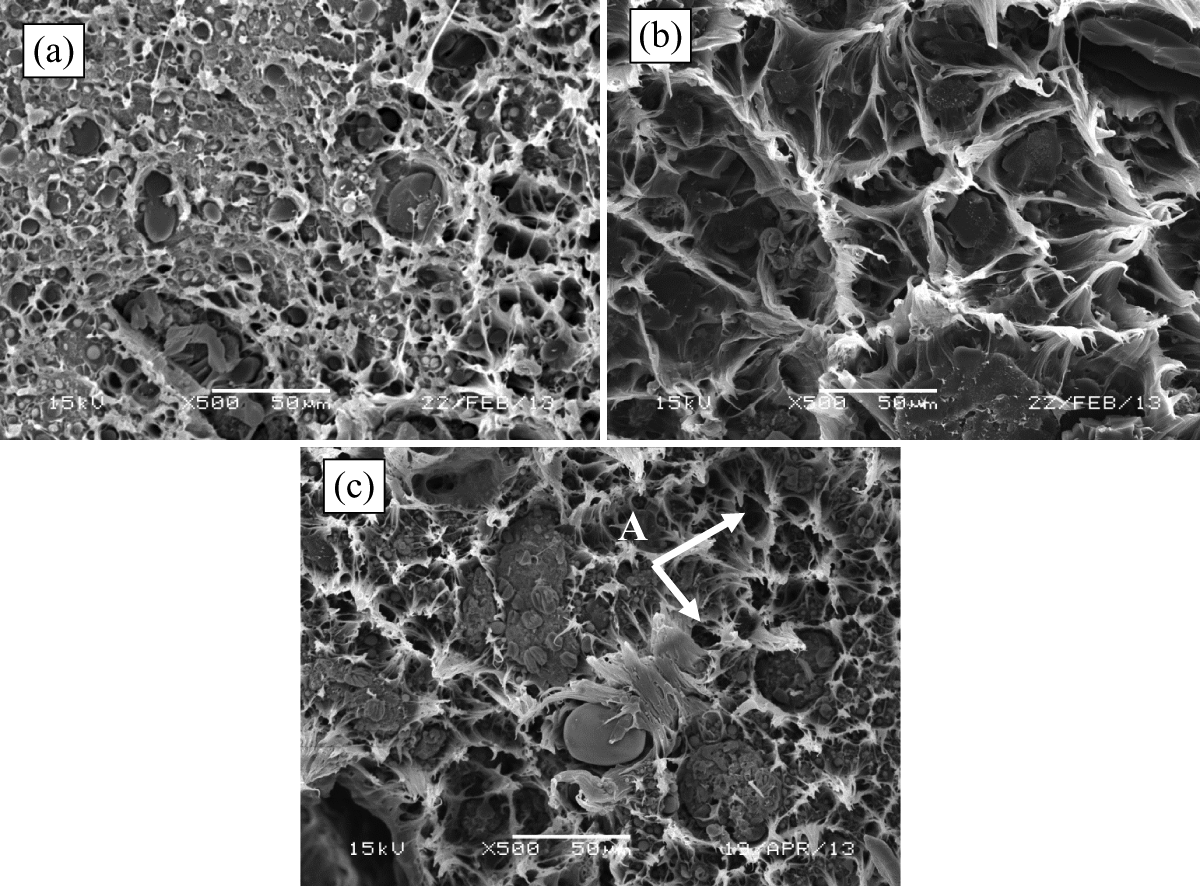
SEM micrographs of LDPE matrix reinforced with 20% lignin, 3% MAPE, and 3% CuSO4·5H2O (a), 6% CuSO4·5H2O (b) and 10% CuSO4·5H2O (c). MAPE: maleated polyethylene; SEM: scanning electron microscopic; LDPE: low-density polyethylene.
Effect of CuSO4 ·5H2O on the mechanical properties of the LDPE/lignin/MAPE composites
Based on the fact that MAPE increases the mechanical properties of the composites with an optimum content of 3%, the same formulations previously introduced for the study on the effects of CuSO4·5H2O on lignin dispersion were also studied for the study of their effects on the mechanical properties of those composites. The results of this analysis are shown in Figure 4. It can be shown that the elastic modulus of the composites decreases linearly with CuSO4·5H2O.
The observed decrease in tensile elastic modulus can be explained by two reasons. The first reason is the strong affinity between lignin and copper. When adding copper in the composite, it is fixed on the hydroxyl lignin thus decreasing the chances of MAPE to bond with lignin. This explains why the increase of CuSO4·5H2O decreases the mechanical properties of composites. This loss of adhesion is confirmed by the micrographs shown in Figure 7(b) and (c). The second reason is the possibility that the oxygen atoms of MAPE exclusively bonds with copper.
Dispersion mechanism of lignin in LDPE
A good dispersion of lignin in LDPE is observed in the presence of 3% CuSO4·5H2O, and this could be due to the bonding between lignin and copper. In fact, lignin has a high affinity with copper as previously discussed. Moreover, most of the hydroxyl groups of lignin could bind with copper (Figure 8), thus their low availability to form agglomerates with lignin.
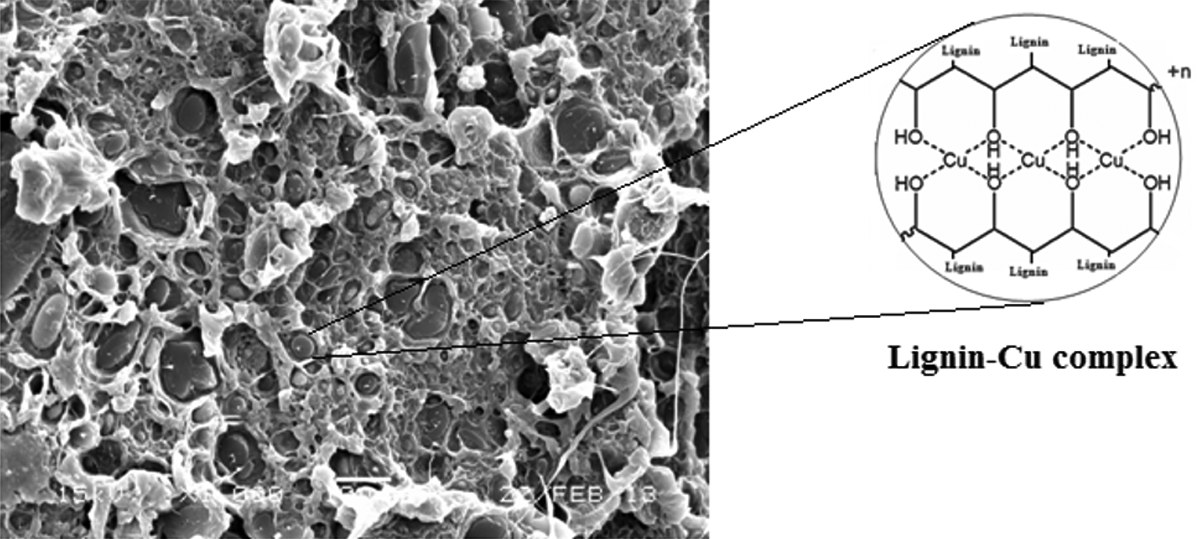
Dispersion mechanism of lignin in LDPE in the presence of CuSO4·5H2O. LDPE: low-density polyethylene; CuSO4·5H2O: copper(II) sulphate pentahydrate.
LDPE and LDPE/lignin/MAPE/CuSO4·5H2O composite’s crystallinity measurements
The crystallinity measurements provide good idea about the structural changes that occur in semi-crystalline polymers and the macromolecular arrangement that their chains undergo during operations such as heat treatment. The DSC thermograms for LDPE-lignin-CuSO4·5H2O blends are shown in Figure 9. The melting points along with the percentage crystallinity (Xc) are given in Table 1. The changes in Xc values of the LDPE phase were determined by the expression given in equation (1), where

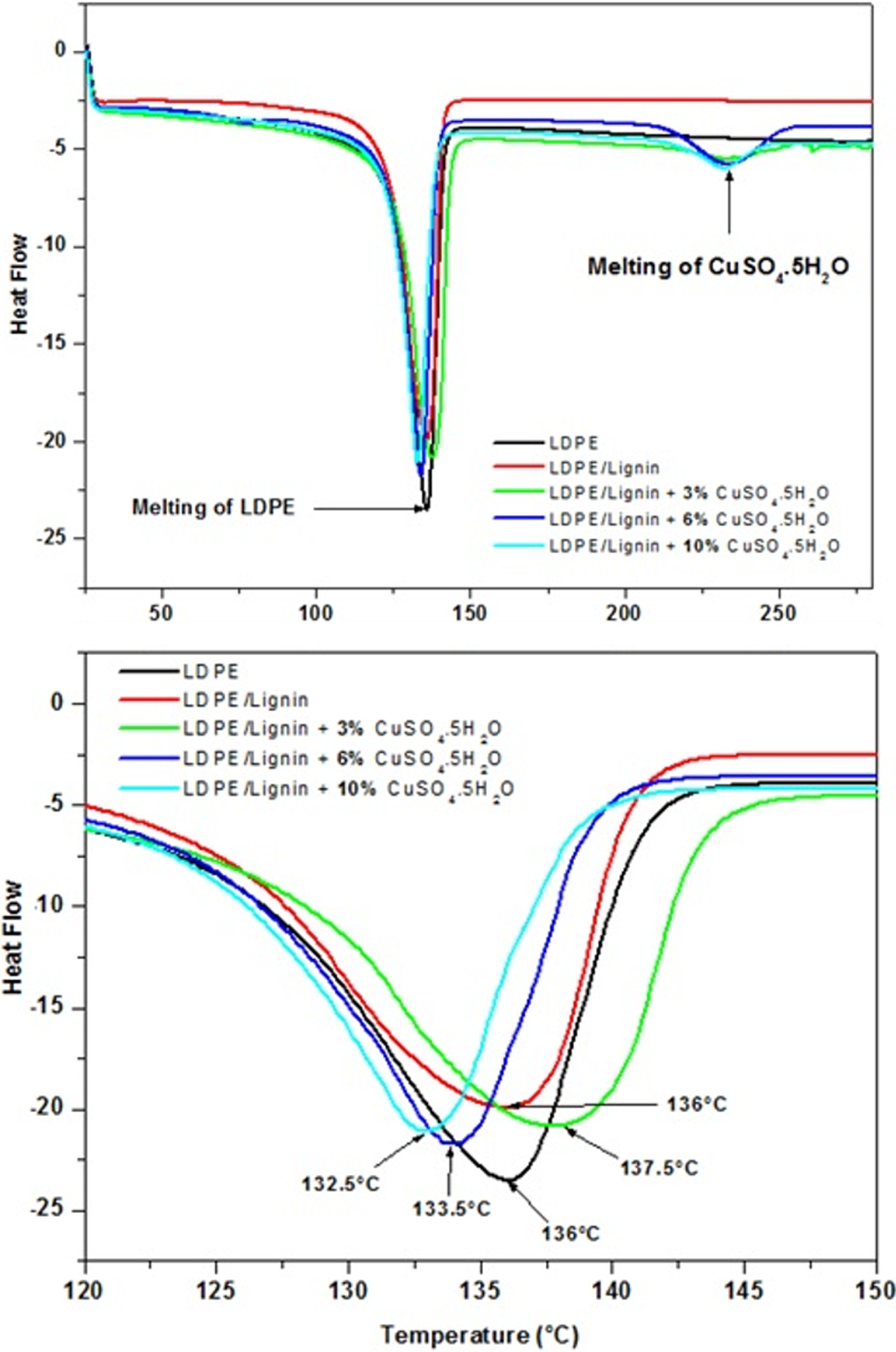
DSC heating curves measured at 10°C min−1 for LDPE and LDPE/lignin/CuSO4·5H2O blends. DSC: differential scanning calorimetry; LDPE: low-density polyethylene; CuSO4·5H2O: copper(II) sulphate pentahydrate.
DSC data of LDPE and LDPE/lignin/CuSO4 composite blends.
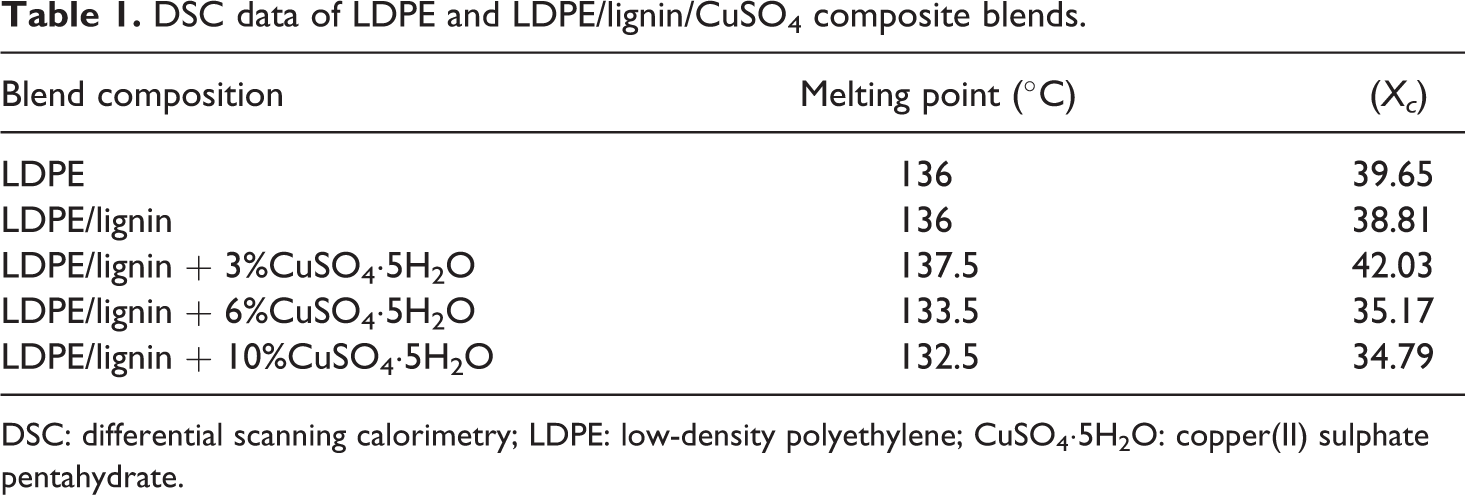
DSC: differential scanning calorimetry; LDPE: low-density polyethylene; CuSO4·5H2O: copper(II) sulphate pentahydrate.
A decrease in the temperatures of fusion and crystallinity of the composites formulations was observed upon addition of CuSO4·5H2O in the exception of the formulation with 3% of CuSO4·5H2O which showed an opposite trend. This indicates the ability of CuSO4·5H2O to induce the nucleation of LDPE. Moreover, such nucleation is possible even in the presence of very little amount of CuSO4·5H2O. It can also be noted that only lignin does not have much influence on Xc of LDPE.
The peak at 230°C was attributed to the melting of CuSO4·5H2O. This result is in agreement with the literature. According to Saig et al., 18 the fusion of CuSO4·5H2O is divided into three stages, each corresponding to dehydration. Depending on the heating rates, four of the coordinating water molecules are released along the 100–150°C temperature range, whereas the remaining one, the most strongly bonded, is released above 230–250°C. The absence of peaks from dehydration (100–150°C) on the DSC curves of the composites is due to evaporation of the water molecules at least related to the manufacturing method of composite.
Conclusion
This work showed that kraft lignin of black liquor can be precipitated with CO2 at atmospheric pressure. It is a viable and clean method yielding a comparable lignin as the acid method.
The processed composites of LDPE reinforced with such lignin showed an improved interface, resulting in increased mechanical properties (tensile modulus and tensile stress). Furthermore, the addition of 3% MAPE induced an increase of 37% of the Young’s modulus.
The various SEM micrographs show that 3% of CuSO4·5H2O significantly improves lignin dispersion in the matrix as well as the crystallinity.
Our work has demonstrated that it was possible to introduce 20% (w/w) of the kraft lignin precipitate in LDPE without the loss of mechanical properties. This study further showed that lignin is better dispersed in the presence of CuSO4·5H2O. It is important to note that CuSO4·5H2O could also play an antibacterial role in prospective applications.
Highlights
Kraft lignin of black liquor can be precipitated with CO2 at atmospheric pressure.
3% MAPE increase 37% of the Young’s modulus of composite LDPE/lignin.
SEM micrographs show that 3% of CuSO4 improves lignin dispersion as well as the crystallinity.
This study further showed that lignin is better dispersed in the presence of CuSO4.
There is no loss of mechanical properties when 20% of kraft lignin is introduced.
Footnotes
Acknowledgements
The authors are grateful for the support of Kruger Inc., NSERC and CRSNG.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.