
Abstract
Montmorillonite (MMT)/rice husk (RH) hybrid filler-filled low-density polyethylene (LDPE) nanocomposite films, containing 0, 2, 3, 4, 5, and 6 wt% MMT (based on the total weight) were prepared by extrusion blown film. The films were characterized by morphological, mechanical, oxygen (O2) barrier, and thermal properties. The delamination of MMT layers evidenced from X-ray diffraction results suggests an increase in the interlayer distance and shows intercalated structure of the nanocomposites. Adding MMT did not adversely affect the interfacial morphology, as confirmed by scanning electron microscopy. Addition of MMT into the LDPE/RH system improved the mechanical and O2 barrier properties. For instance, tensile strength, tensile modulus, and tear strength increased by 8, 10, and 5%, respectively, with the addition of 3 wt% MMT. Further, the O2 barrier of the composite films improved more than twofold by adding 4 wt% MMT. Initial degradation temperature of LDPE/RH composites increased with the incorporation of MMT suggesting that the nanocomposites are more thermally stable than LDPE/RH composites.
Introduction
The ever growing demand for the development of high-performance materials and the equally growing need to protect our environment by developing eco-friendly materials has led to intense research in the manufacture of biocomposites. Composite materials comprising of one or more phase(s) derived from a biological origin are considered as biocomposites. 1 A standard definition for bio-based materials can be found in ASTM D7075-04, which states that bio-based materials are those materials containing carbon-based compound(s) in which the carbon comes from contemporary (nonfossil) biological sources. These materials are susceptible to microorganisms and undergo biodegradation without disturbing the ecosystem. Biodegradation studies of natural fiber-reinforced low-density polyethylene (LDPE) composites have been conducted and encouraging results have been produced. 2 –4 In reality, the performance level of these biocomposites is the same as that of their nonrenewable and nonbiodegradable petroleum-derived counterparts. However, there has been much discussion concerning the performance properties of these biocomposites. 5
Nanocomposites based on synthetic polymers reinforced with nanoparticles, commonly known as polymer/clay nanocomposites (PCNs), have drawn increasing attention over the past few decades. PCNs are actually developed to reduce the permeability of gases such as oxygen (O2), carbon dioxide, organic vapors, and moisture that are hazardous to packaged material. 6 Several nanoparticles have been recognized as possible additives to enhance polymer performance. Among all the potential nanofillers, the clays having a platy structure and a thickness of <100 nm are the clays of choice. 6 To realize the full advantage of the tortuosity that clay particles can provide to the nanocomposites, they must be exfoliated into single platelets, distributed homogeneously, and oriented in the appropriate direction into the continuous phase. 7 Studies have shown that mixing technique, processing conditions, and the affinity between filler and matrix have a significant role in defining the final properties of nanocomposites. 8,9 The enhanced compatibility between the MMT and thermoplastic matrix is usually accomplished through the surface modification of MMT, and the use of a twin-screw extruder is an effective way to delaminate and disperse MMT platelets in thermoplastic matrices. 9,10 There have been many studies involving the use of nanoparticles as rigid impermeable fillers in the development of nanocomposites to improve barrier performance pertaining to gases and vapors. 9 – 11 These studies have demonstrated that PCNs can retard the migration of potentially harmful gases and vapors by creating a tortuous path.
Research and development in materials coupled with appropriate filler, filler–matrix interaction, and new formulation strategies to develop novel composites have many potential applications. As many conventional and present-day materials such as metals, ceramics, plastics, PCNs, and biocomposites cannot fulfill all requirements of this new era, it appears that these frontiers will not be realized solely by developing new materials but by optimizing material combinations and taking advantage of their synergistic functions. In this context, incorporating more than one filler in a single matrix is of great importance. Although in principle several fibers/fillers can be incorporated into a single matrix, a combination of only two types would be the most beneficial. 12 There has been a renewed interest in finding high-performance, cost-effective, and biodegradable material using more than one filler in a single matrix. Work has been carried out by various researchers, and recently published reviews on the utilization of more than one filler in a single matrix have provided another dimension to the potential versatility of these materials. 13
Rice husk (RH) is a widely available biomass material which is always removed and separated from rice grain during rice milling. The main components of RH are cellulose (25–35%), hemicellulose (18–21%), lignin (26–31%), silica (15–17%), and solubles (2–5%). 14 Currently, this biomass is being used as a bedding material for animals and burned for power generation. Like many other agricultural by-products, the industrial applications of this biomass are very limited with little economic value. It is reported that for every ton of rice produced, about 0.23 tons of RH is formed. 14 As a consequence of large rice production, millions of tons of RH are produced every year. The continuous generation of RH presents a major disposal problem because of its limited commercial application. Moreover, silica is intrinsic to RH and has been successfully used to enhance the mechanical properties of composites. 15 Utilization of RH as filler to develop low-cost environmentally compatible composite material will not only resolve their disposal issue by enhancing biodegradability but would also add value to this underutilized renewable material owing to nonfood commercial application.
Film is the largest market segment for polyolefin and LDPE, a prime member of the polyolefin family, prominent over other polyolefin in flexible films. LDPE films are extensively used for foodstuff and goods packaging and in agricultural and merchandizing. 16,17 Food packaging is the fastest growing sector in the packaging market, 18 and it is estimated that the food processing and packaging industries spend around 15% of the total variable cost on packaging materials. 19 The main function of packaging is to maintain the quality and safety of the food it contains while protecting it from physical, chemical, and biological hazards. Fossil fuel-based plastics are widely used for food packaging. However, most of these plastics are nondegradable and causes many environmental problems associated with their disposal. Biodegradable polymers can be presented as a solution of waste disposal problem. 20 However, the costs of these fully degradable materials are comparatively higher than nondegradable polymeric plastics. 21 In this context, incorporation of natural fillers/nanoclay in polymer matrices can be presented as a solution to produce low-cost degradable packaging materials.
Both natural filler-filled polymer composites and PCNs have been studied extensively; however, very few studies have been conducted on natural fiber-reinforced extrusion blown films. Moreover, there is a lack of investigations into the effect of natural filler and nanoclay-filled polymer composite films. The aim of this study was to investigate the effect of nanoclay (montmorillonite (MMT)) on the mechanical, O2 barrier, and thermal properties of LDPE/RH composite films. In addition, delamination of MMT layers and morphologies of fractured surfaces of the composites with different amounts of MMT were also studied to explore their effect on performance properties. The choice of the film preparation method (film blowing as opposed to casting and compression molding) was dictated by the possibility of greater biaxial orientation of the platelets/agglomerates in films made by this process and commercially acceptable and successful characteristics.
Materials and methods
Materials
RH was obtained from BERNAS (Padiberas Nasional Berhad, Malaysia). Nanoclay used is a natural MMT (Nanomer® 1.44P, Nanocor, Inc., USA) modified with quarternary ammonium salt. Film-grade LDPE (LDF200GG) used as the polymer matrix was obtained from Titan Chemicals (Malaysia). Maleic anhydride-modified linear LDPE (MaPE, OREVAC® 18365, Arkema, France) was used as a compatibilizer. Table 1 provides information about the materials used in this study.
Some properties of the materials used in this study.
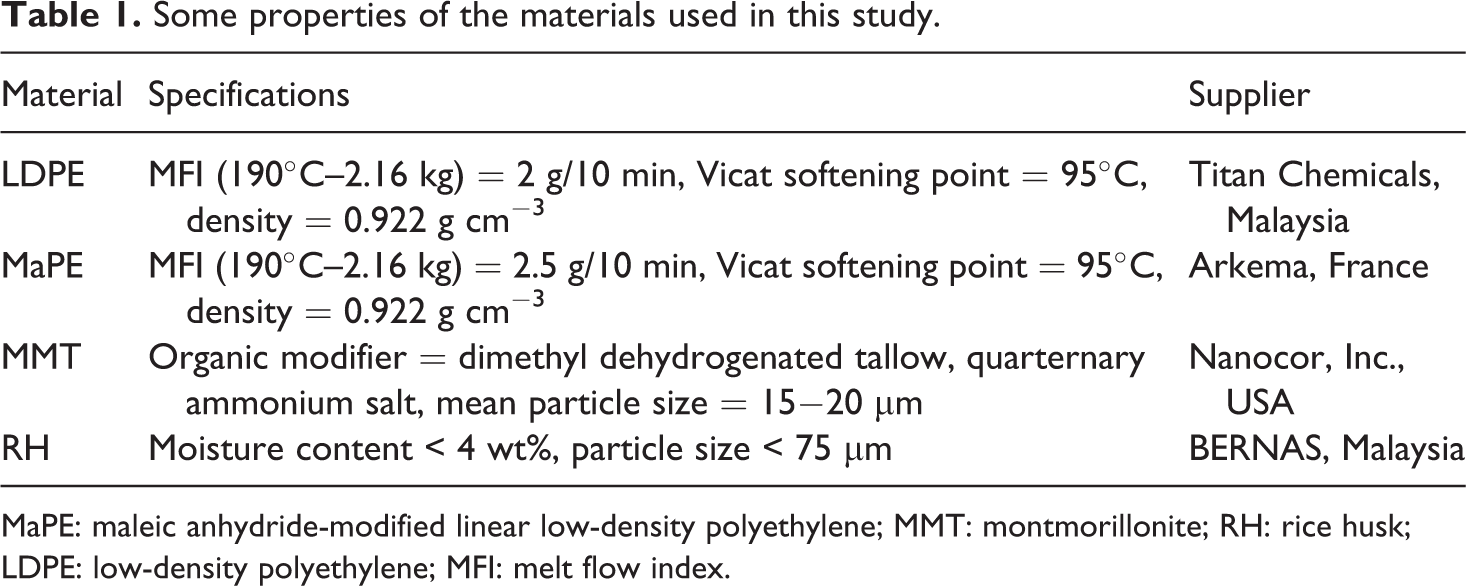
MaPE: maleic anhydride-modified linear low-density polyethylene; MMT: montmorillonite; RH: rice husk; LDPE: low-density polyethylene; MFI: melt flow index.
Fiber treatment
The supplied RH was washed extensively with distilled water at room temperature to remove dust or other debris and dried in an air circulating oven at 100°C for 24 h to reduce moisture content to <4%. Drying washed RH will not only prevent microbial growth (fungi) but would also facilitate particle size reduction as well. Prewashed and dried RH was ground using grinder, and RH flour having particle size <75 µm was separated using a sieve (Retsch test sieve, model AS200, Germany), for use as a biofiller.
Composite film processing
The RH flour was dried in an oven at 100°C overnight prior to processing. To provide the same matrix for reinforcement of MMT, the amount of LDPE, RH, and MaPE was held constant at 90, 4, and 6 wt%, respectively. MMT was used as reinforcing filler with various loading levels ranging from 0 wt% to 6 wt% (based on total weight of the composite). Compositions were designated as LDC-x, where LDC represents the MaPE-compatibilized LDPE/RH composite film and x represents the MMT concentration (wt%). Our preliminary studies have shown that it becomes difficult to blow film when the filler contents (RH and MMT) in LDPE matrix exceeds 10 wt%. Also the selected amount of MaPE gives optimum values for tensile and O2 barrier properties at the maximum filler loadings. 14 Composite films of LDPE/RH/MaPE and LDPE/RH/MMT/MaPE were prepared by melt compounding in a corotating Brabander twin-screw extruder and then film blown to prepare thin films. The three extruder barrel and die temperatures were set at 160, 170, 170, and 180°C and 50 r min−1 screw speed. Once the set temperatures were attained, LDPE and MaPE were fed through the side hoppers and meter feeding was used. RH and MMT were fed manually into the barrel feed section throughout the extrusion process. The extruded strands were air-dried in a cool air stream and pelletized. Finally, the resulting composite pellets with and without MMT were blown into films using a blown film extrusion process (Tai King, model: TK/HD, Tai King Machinery Factory Co. Ltd., Taiwan). After exiting the die, the films were inflated and cooled with air. The target film gauge was 80 µm and a 2.5 blow-up ratio (bubble diameter to die diameter ratio) was used.
Experimental techniques
XRD analysis
X-Ray diffraction (XRD) studies were carried out to investigate the delamination/exfoliation of MMT in polymer matrix. A Bruker D8 Advance diffractometer (Billerica, Masachusetts, USA) was used to measure the d-spacing of the RH/MMT-filled nanocomposite films. The diffraction patterns were obtained at room temperature in the range 2° < 2θ < 10° in steps of 0.02°. The X-ray beam for copper (Cu) Kα radiation (λ = 0.154 nm) was operated at 30 kV and 10 mA. The MMT interlayer distance (d-spacing) was quantified using the following equation:
Scanning electron microscopy
Morphology of the composite film surfaces was evaluated using scanning electron microscopy (SEM, Philips XL40, The Netherlands). To investigate the surface topography, the film samples were mounted onto Cu stubs using double-sided sticky tapes, and their surface was coated with a thin layer of gold using a Bio-Rad SEM coating system (Berkeley, California, USA). For interfacial morphologies, the film samples were frozen in liquid nitrogen and broken into pieces. The fractured film samples were mounted onto Cu stubs using double-sided sticky tape and sputter coated with gold to provide enhanced conductivity.
Mechanical measurements
The tensile and tear properties (tensile strength, elongation at break, tensile modulus, and tear resistance) were carried out by Lloyd’s universal testing machine following the procedures described in ASTM D882 and D1938 standards, respectively. For tensile measurements, the composite blown films were cut into rectangular-shaped specimen (102 × 15 mm2) along with their machine direction following the ASTM standard. Micrometer (Mitutoyo, Japan) with a precision of ±0.001 mm was used to measure the thickness of film samples. At least 10 different samples were tested for each sample composition, and the values of tensile strength, elongation at break, and tensile modulus were obtained from stress–strain curves at a crosshead speed of 50 mm min−1. Tearing force was measured using the same universal testing machine, and the samples were prepared according to the ASTM D1938 standard. Rectangular samples of 75 mm length and 25 mm width were cut from composite blown film in machine direction. Samples for tear resistance were cut from middle of the width in such a way that 25 mm were left uncut as shown in Figure 1.
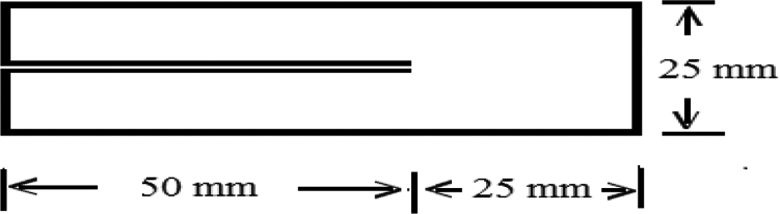
Sample specimen for tear resistance.
One edge of these trouser-shaped samples was fixed to upper moveable jaw, while the other end was fixed to lower fixed jaw. A constant crosshead speed of 200 mm min−1 was used to propagate tear through the entire unslit 25 mm portion, and load required to propagate tear was noted.
O2 barrier properties
O2 permeability coefficient measurements for the films were carried out at room temperature in a constant pressure/variable volume-type permeation cell designed according to ASTM D1434-82 (re-approved 2009) standard. Circular film samples of uniform thickness and 4.4 cm diameter were used to study O2 transmission rate (OTR, mL m−2 24 h−1). Micrometer (Mitutoyo, Japan) with a precision of ±0.001 mm was used to measure film sample thickness, and the permeability coefficient was calculated by using the following relation:
The permeation cell that was used in this study consists of two separated compartments with an effective area of 15.205 cm2 for the film. A high-pressure (5 bar) O2 gas was introduced to the upstream compartment, while there was an atmospheric pressure at downstream. The pressure gradient between upstream and downstream resulted in permeation of gas through the film. The permeating gas was directed toward bubble flow meter at atmospheric pressure to determine the volumetric flow rate of the gas permeating through the film.
Thermal properties
The thermal properties of composite blown films were examined using thermogravimetric analysis (TGA) and differential scanning calorimetry (DSC). Thermal stability of each sample was determined using a PerkinElmer thermal analyzer model TGA7 (Waltham, Massachusetts, USA) over a temperature range of 30–700°C at a heating rate of 10°C min−1. Melting and crystallization temperatures were obtained from DSC thermograms. DSC was carried out using a PerkinElmer DSC-7 over a temperature range of 30–180°C. The weight of the samples was about 5–10 mg at a scanning rate of 10°C min−1 was adopted. All measurements were performed under nitrogen environment. The degree of crystallinity (Xc) of LDPE/RH composite samples was obtained by comparing the fusion heat with a 100% crystalline PE fusion heat (293 J g−1) using the following relation:
Results and discussion
XRD analysis
One of the keys to obtain PCNs is to achieve satisfactory nanoclay dispersion in polymer matrix and the insertion of polymer chains within the interlayer of the nanoclay structure. XRD patterns exhibit the formation of intercalated or semi-exfoliated composites with the help of movement of the diffraction peak, while the disappearance of this diffraction peak indicates possible exfoliation of clay platelets in the matrix polymer.
In this study, the degree of MMT intercalation in LDPE/RH/MMT nanocomposites was characterized by XRD method. The XRD diffractograms of MMT and their representative nanocomposite films are shown in Figure 2 which compares the diffraction peak intensity and the position of the diffraction peak; Table 2 presents the interlayer spacing of MMT in nanocomposites. XRD diffractograms reveal that neat MMT have higher diffraction peak intensity than any of the prepared nanocomposite film. In addition, the nanocomposite films having the lowest amount of MMT have the minimum peak intensity. This decrease in diffraction peak intensity has been attributed to the increased disordering of MMT layers in the nanocomposites. Similar phenomena have also been reported in other studies. 23,24 Increasing MMT contents in the nanocomposite system led to higher peak intensities (Figure 2), however, still lower than that of neat MMT. This increase in peak intensity of MMT in the nanocomposite system with the increase in MMT concentration reveals lower intercalation. Similarly, comparison of the diffraction peak locations reveals that the nanocomposite diffraction peak shifts toward lower 2θ when compared with that of neat MMT. Neat MMT shows an XRD diffraction peak centered at about 3.45° 2θ, corresponding to interlayer spacing of 2.56 nm. Adding 2 wt% MMT to the composite system (LDC-2) increased its interlayer spacing to 3.65 nm, while the interlayer spacing of MMT reduced to 3.15 nm with the addition of 6 wt% MMT (LDC-6). This increase in the interlayer spacing is probably due to the intercalation of polymer chains in the MMT galleries owing to strong shearing forces during processing and the presence of a compatibilizer. When MMT contents were increased, the MMT particles began to agglomerate and the diffraction peak started moving toward higher 2θ as do peak intensities. As a consequence, interlayer spacing of MMT decreased slightly. Results reveal that the incorporation of MMT into MaPE-compatibilized LDPE/RH system delaminated the MMT platelets, and this delamination effect was more pronounced at lower concentrations of MMT. This may also be explained by decreasing the compatibilizer/MMT ratio in the matrix with increasing MMT concentration. It is worth mentioning that all the nanocomposites have higher interlayer spacing than neat MMT. Khalili et al. 25 have also reported similar results for LDPE/LLDPE/MMT nanocomposite films. From the above observation, it can be concluded that dispersion/intercalation of the MMT platelets in the composite systems is better at lower concentrations of MMT. However, increase in interlayer spacing with decreasing MMT concentration is not linear.
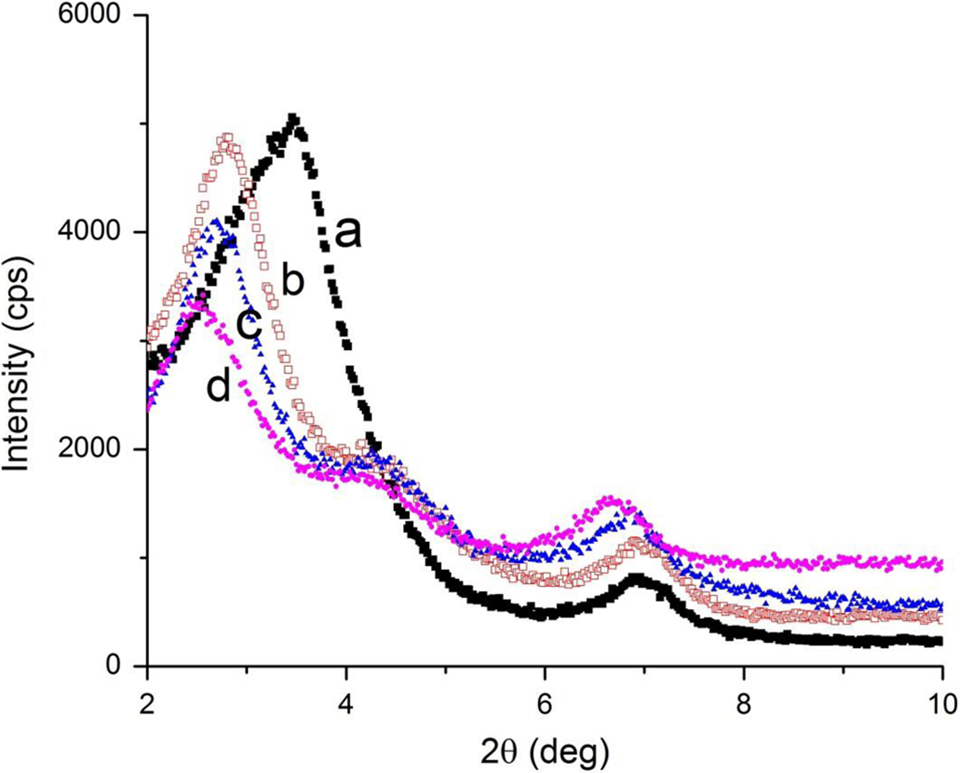
XRD patterns of the composite films: (a) neat MMT, (b) LDC-6, (c) LDC-4, and (d) LDC-2. XRD: X-ray diffraction; MMT: montmorillonite; LDC: maleic anhydride-modified linear low-density polyethylene-compatibilized low-density polyethylene/rice husk composite film.
Interlayer spacing in MMT and its nanocomposites having different MMT contents.
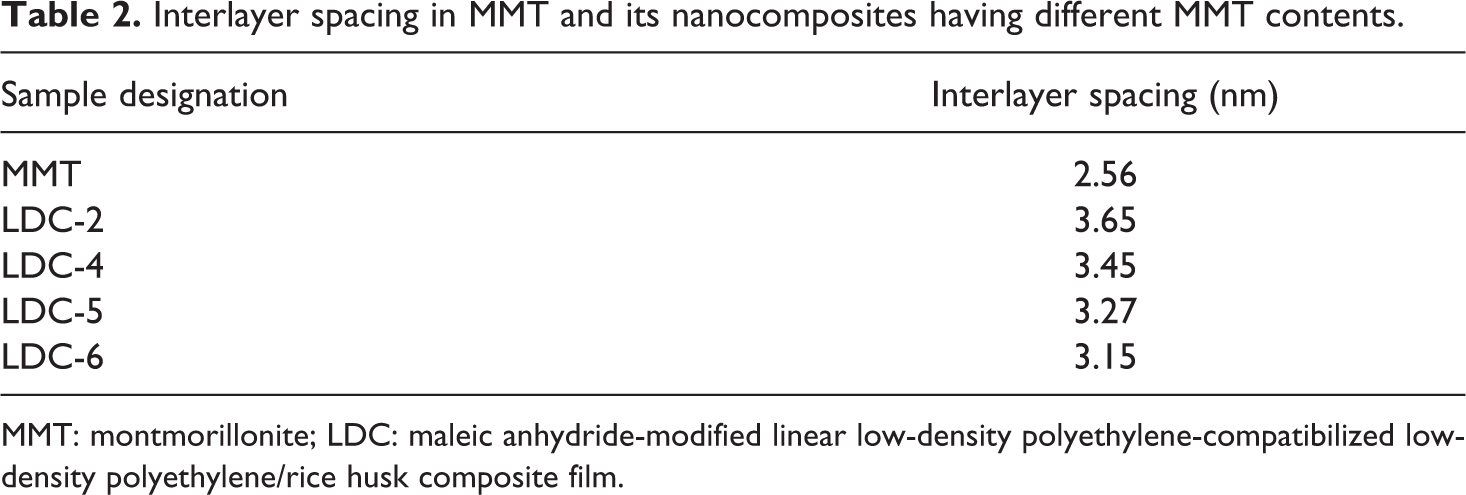
MMT: montmorillonite; LDC: maleic anhydride-modified linear low-density polyethylene-compatibilized low-density polyethylene/rice husk composite film.
Scanning electron microscopy
Mechanical properties of natural fiber-reinforced composites are mainly influenced by the level of dispersion and interfacial adhesion between the matrix and fibers. SEM was used to investigate the dispersion of natural fiber and interfacial morphologies by observing cryofractured surfaces of the composite film samples. SEM micrographs of composite films with varying MMT contents are shown in Figures 3 and 4. The SEM micrographs depict very well the particles of different shapes and more or less spherical lignin-based particles. As shown in Figure 3, RH fibers are well dispersed in the matrix, indicating efficient mixing of filler within the matrix. Furthermore, no significant differences were found regarding dispersion of RH with the addition of MMT.
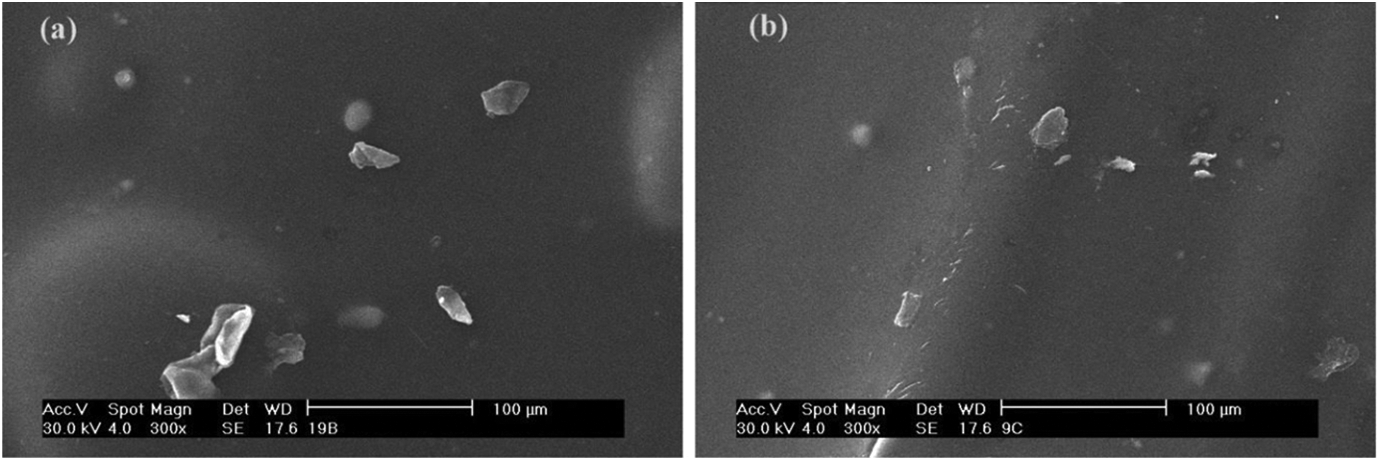
SEM micrographs of the surface of composite films with varying MMT content: (a) LDC-0 and (b) LDC-4. SEM: scanning electron microscopy; MMT: montmorillonite; LDC: maleic anhydride-modified linear low-density polyethylene-compatibilized low-density polyethylene/rice husk composite film.
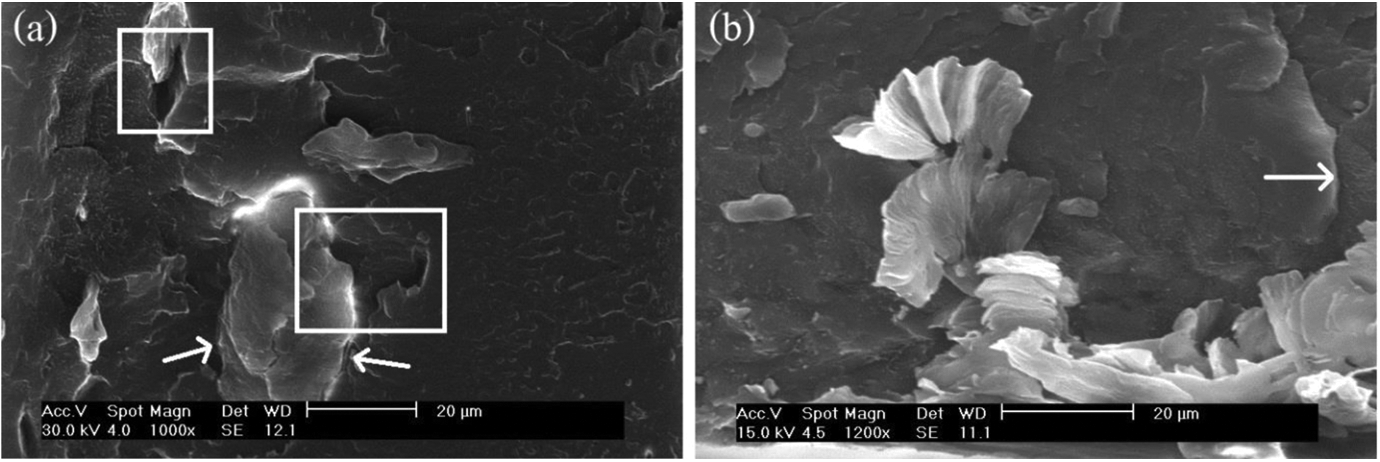
SEM micrographs of the fractured surface of composite films with varying MMT content: (a) LDC-0, and (b) LDC-6. SEM: scanning electron microscopy; MMT: montmorillonite; LDC: maleic anhydride-modified linear low-density polyethylene-compatibilized low-density polyethylene/rice husk composite film.
The interfacial characteristics of pullout failures were also studied on cryofractured surfaces. It is reported that the incorporation of natural fiber to the polymer matrix results in microvoids at the interface, and these interfacial gaps (microvoids) around the fibers increase with increasing biofiber content, which ultimately affect the mechanical properties. 26 Figure 4 shows the representative fractured surfaces of composites with 4 wt% RH and 0 and 6 wt% MMT. The LDPE/RH/MMT nanocomposites showed similar interfacial gaps as the LDPE/RH biocomposite, without any MMT (as shown by arrows in Figure 4). RH pullout is also observed in the composites without any MMT, as shown by boxed regions in Figure 4. Interestingly, the incorporation of MMT into the LDPE/RH system improved the interfacial adhesion between LDPE and RH as less pullouts are observed. Improved interfacial adhesion between LDPE and RH owing to the addition of MMT can be attributed to its potential to fill the gaps and increased interaction with LDPE matrix and RH fiber. Zahedi et al. 27 also observed an improved interfacial adhesion between walnut shell and polypropylene with the addition of MMT. SEM observations revealed that the addition of MMT did not adversely alter the interfacial gaps between LDPE and RH and improved the interfacial adhesion.
Mechanical measurements
Mechanical measurements, including tensile and tear properties, were carried out to investigate the influence of MMT nanoclay on the mechanical properties of the composite blown films. The measurements were carried out using a universal testing machine at room temperature. Figure 5 shows the influence of MMT level on the stress–strain curves for the composite films, and Figure 6 presents the tensile strength and modulus of MaPE-compatibilized LDPE/RH/MMT composite films containing different MMT contents. Improvement in modulus and declination in elongation at break of the composite films with increasing MMT contents are evident from the figures. Comparing the modulus of nanocomposite films fabricated from MMT with composite films without any MMT clearly shows a significant improvement in tensile modulus. The tensile modulus of the LDPE/RH composite film without any MMT is about 221 MPa. Adding 2 wt% MMT into the neat composite resulted in a 9.6% increase in the modulus, and this progressive increase continued with increasing MMT loading. This increase of modulus with MMT loading level can be associated with improved interfacial adhesion between the filler and matrix. Better adhesion yields to restrict the deformation capacity of the matrix in the elastic zone increasing Young’s modulus. 28 These findings further support the findings of Faruk and Matuana 23 in which Young’s modulus of wood flour/MMT-filled high-density PE composites was higher than those for the wood flour composites alone.
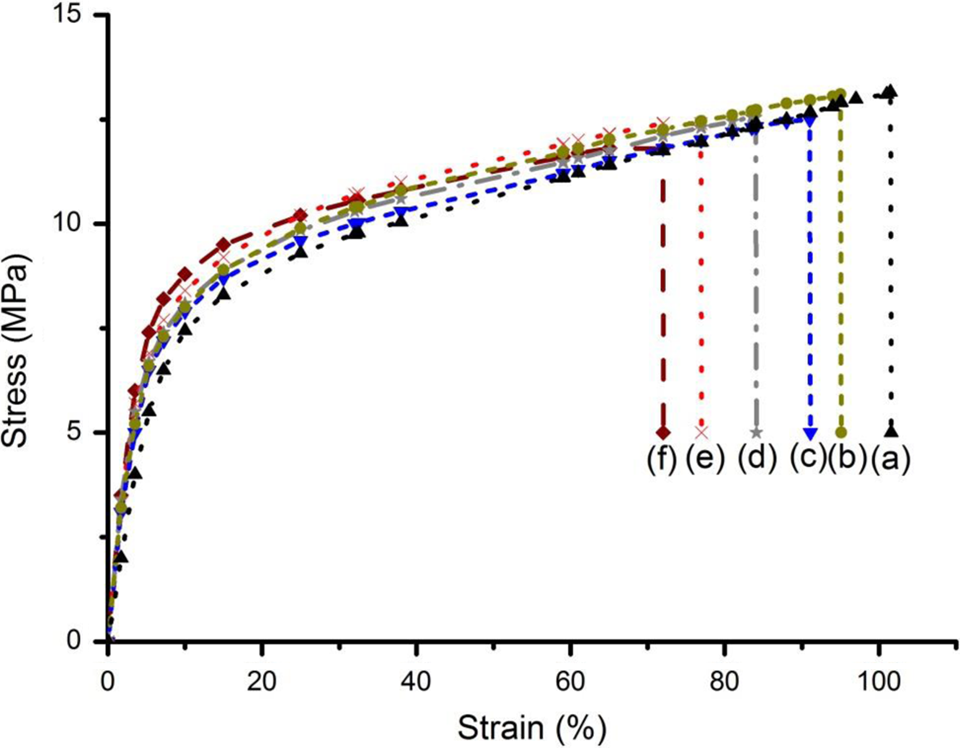
Stress–strain curves for RH/MMT-filled LDPE composite films: (a) LDC-0, (b) LDC-2, (c) LDC-3, (d) LDC-4, (e) LDC-5, and (f) LDC-6. RH: rice husk; MMT: montmorillonite; LDPE: low-density polyethylene; LDC: maleic anhydride-modified linear low-density polyethylene-compatibilized low-density polyethylene/rice husk composite film.
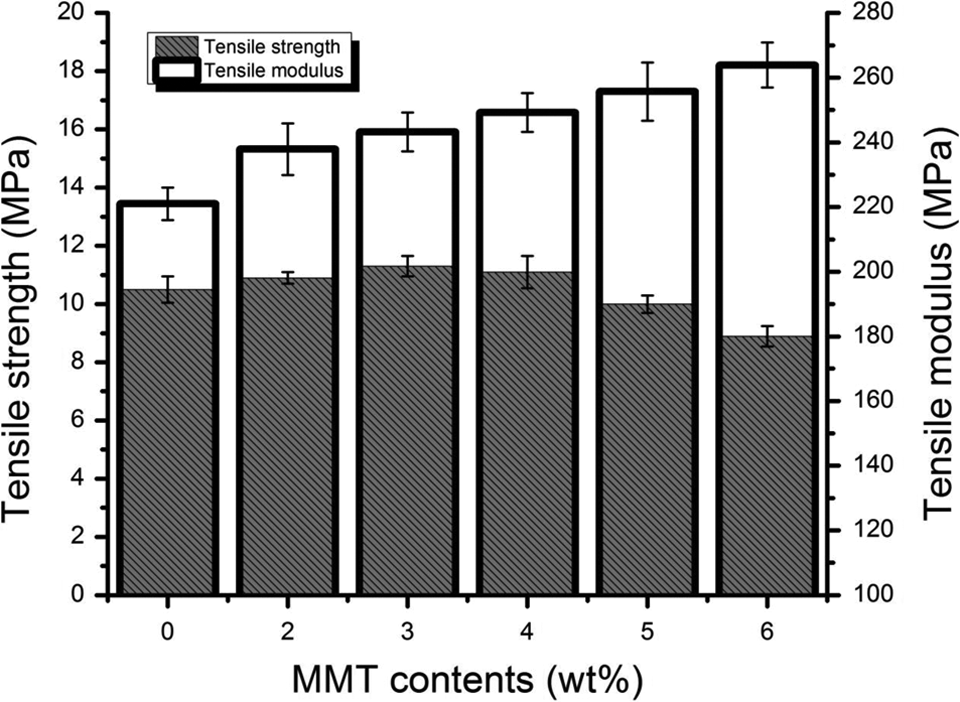
Tensile strength and tensile modulus of MaPE-compatibilized LDPE/RH composite films containing different contents of MMT nanofiller. MaPE: maleic anhydride-modified linear low-density polyethylene; MMT: montmorillonite; RH: rice husk; LDPE: low-density polyethylene; LDC: maleic anhydride-modified linear low-density polyethylene-compatibilized low-density polyethylene/rice husk composite film.
Another important property result that is observed is the small but gradual increase in tensile strength up to the addition of 3 wt% MMT. Further increase in MMT contents resulted in decrease in the strength. This behavior is consistent with XRD observations where the diffraction peak intensity and peak position was influenced by MMT concentration. Decrease in tensile strength with the incorporation of MMT could originate from two causes: (1) due to migration of MMT into the RH/LDPE interface causing debonding and the effect is more obvious at higher loadings of MMT and (2) poor dispersion of MMT/RH in the thermoplastic matrix that leads to poor interfacial adhesion, which would have caused discontinuity in the matrix material and ultimately decreased tensile strength 4 . In addition, the interfacial adhesion between filler and matrix affects tensile strength rather than the modulus 29,30 with the result that the decrease in tensile strength is representative of the weak interfacial adhesion between RH/MMT and LDPE due to their incompatibility. This decrease may also be because of the aggregation of MMT particles in the interface between RH and MMT. Similar to tensile strength, the elongation at break of RH/LDPE composite films is higher than the RH/MMT-filled films. The increase in MMT content from 0 wt% to 6 wt% resulted in decrease in the elongation at break from 101% for LDPE/RH composite film to 94, 91, 84, 76, and 72% for 2, 3, 4, 5, and 6 wt% MMT contents, respectively. This could be explained by the fragile behavior of MMT filler. In addition, the observed decrease in the elongation at break may be attributed to a reduction in deformability of the rigid interface between the filler and matrix.
Tear strength is the resistance to the growth of a cut or nick in a specimen when tension is applied and is another significant property of films for high-capacity pouches, bags, and other industrial applications. Tear propagation strength of LDPE/RH composite film without any MMT is about 131.3 g. Adding 2 wt% MMT into LDPE/RH system increased the tear strength to 135.5 g and the maximum improvement in tear strength was observed by adding 3 wt% MMT in the hybrid system. Further increase in MMT content started decreasing the tear strength. Interestingly, the tear strength followed a trend similar to tensile strength and an abrupt drop in tear strength was observed beyond 3 wt% MMT loading in the LDPE/RH composite system. The results are in agreement with XRD observations where diffraction angles moved toward higher 2θ indicative of poor intercalation with the increasing amounts of MMT.
Overall, it is observed that tensile and tear properties of LDPE/RH/MMT nanocomposite films are better than those of LDPE/RH films. In addition, a small amount of MMT (<4%) is required to take benefit of MMT reinforcement in LDPE/RH system, while the excessive content affects negatively.
O2 barrier properties
O2 is a major detrimental factor for food deterioration, 31 and a further part of our study was to evaluate the O2 permeance through the composite films. To evaluate the O2 permeability of the composite films, OTR was determined by the volume passing through the film per unit time according to the procedure described in Experimental section. Table 3 presents the O2 permeability when varying the MMT concentration in the composite films. Values are represented as mean (SD). O2 permeability through the LDPE/RH composite film without any MMT is 617 mL-mm m−2 24 h−1 atm−1. As seen in Table 3, when the amount of MMT in the composite films was increased, the O2 permeability values decreased. By adding 4 wt% MMT, the O2 barrier increased more than twofold, which is considerably higher than what could be achieved without MMT. This could have been due to dispersion of MMT platelets in the film. These impermeable obstacles force the diffusing molecules to follow a tortuous path, which in turn retards the gas molecule diffusion. 22,25 Improvement in O2 barrier continued with increasing MMT loading. However, beyond 4 wt%, there was a decline in the O2 barrier suggesting an optimum MMT loading for the composite system. This behavior is probably due to the presence of agglomerated clay particles and is consistent with our XRD observations. Improvements in the barrier with the incorporation of MMT have also been reported by other researchers. 11 In summary, the O2 permeability decreases proportionally to increase in MMT concentration only up to 4 wt%. Beyond this limit of MMT concentration, the permeability started increasing again. This change in trend can be related to MMT agglomerates at higher concentration. Therefore, it can be concluded that to take full benefit of the tortuosity that MMT platelets can offer to the nanocomposites, they must be delaminated to single platelets and distributed homogeneously throughout the nanocomposite system.
O2 barrier and thermal properties of the nanocomposite films.
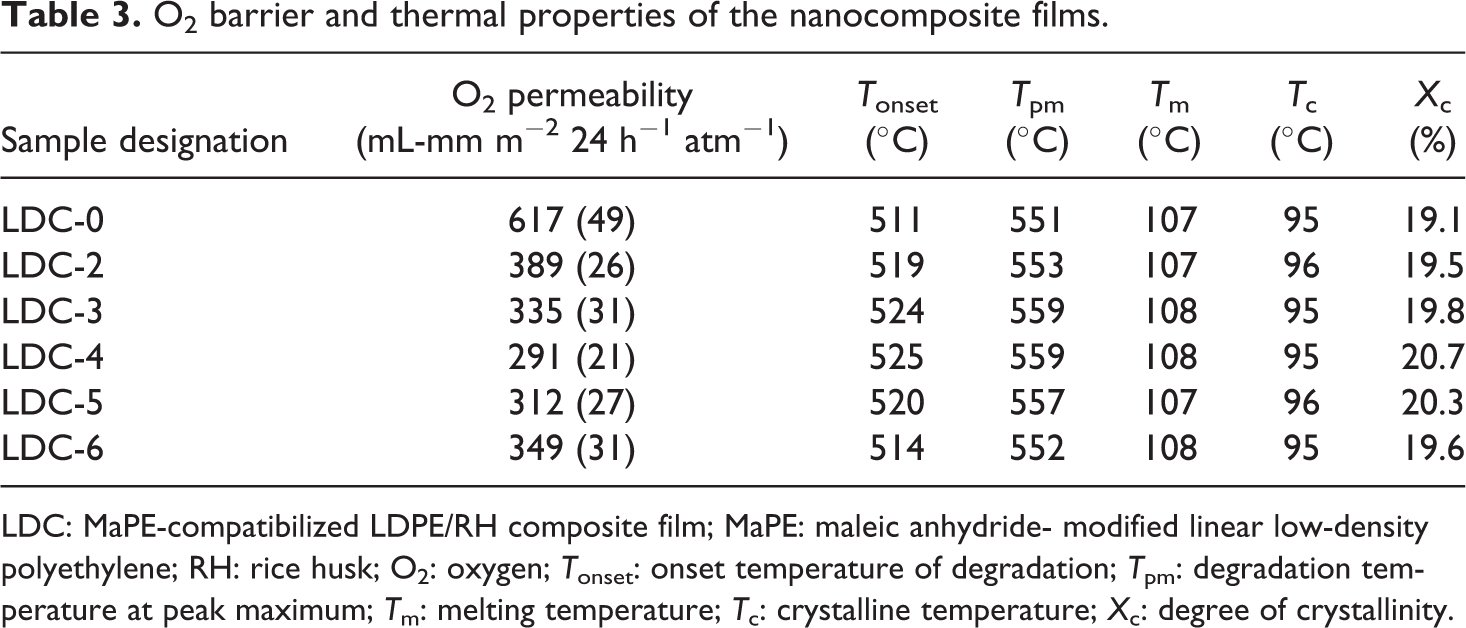
LDC: MaPE-compatibilized LDPE/RH composite film; MaPE: maleic anhydride- modified linear low-density polyethylene; RH: rice husk; O2: oxygen; Tonset: onset temperature of degradation; Tpm: degradation temperature at peak maximum; Tm: melting temperature; Tc: crystalline temperature; Xc: degree of crystallinity.
Thermal properties
Investigation of a material’s thermal properties is important for their processing and final applications and DSC is a convenient method to analyze first-order transitions like melting and crystallization. Nanocomposite samples with varying concentrations of MMT were subjected to DSC analysis, and the thermal properties that were obtained from this DSC analysis including melting temperature, crystallization temperature, and crystallinity are summarized in Table 3.
Melting and crystallization temperatures are the peak temperatures of heating and cooling thermograms, respectively. For LDPE/RH composite films, melting and crystallization peaks were observed at 107 and 95°C, respectively. It is reported that changes in melting and crystallization behavior with the incorporation of MMT are the result of MMT platelets acting as nucleating centers and favor crystallization by providing a higher level of nucleation density. 32 No significant difference was observed in the melting and crystallization temperatures of LDPE/RH composite films with varying concentrations of MMT. Further, we observed the identical peak shapes. This behavior indicates poor dispersion and nucleating activity of MMT in the composite system. Similar results have also been reported by Ali Dadfar et al. 22 for LDPE/MMT system. Concerning crystallinity, the addition of up to 4 wt% MMT resulted in a gradual increase with increasing MMT. With the further addition of MMT, a declining trend in crystallinity was observed which can be attributed to the agglomeration of MMT. The moderate increase in crystallinity can be attributed to the intercalated nanocomposite structure, as if MMT is dispersed homogeneously, the crystallinity will definitely increase. 33 It is assumed that the crystalline regions of a polymer are essentially impermeable to gases. Thus, the improvement in crystallinity should result in lower permeability. O2 barrier properties are also consistent with these findings.
Thermal stability is another important property of a composite material when evaluating its effectiveness for final applications and TGA is one of the most effective methods for investigating thermal stability. TGA/derivative TG (DTG) thermograms of the representative LDPE/RH/MMT composite films are shown in Figure 7. While the onset temperature of degradation (Tonset), which is measured as the point in which 10% of the sample is lost 32 and degradation temperature at peak maximum (Tpm) determined on DTG scans are reported in Table 3.
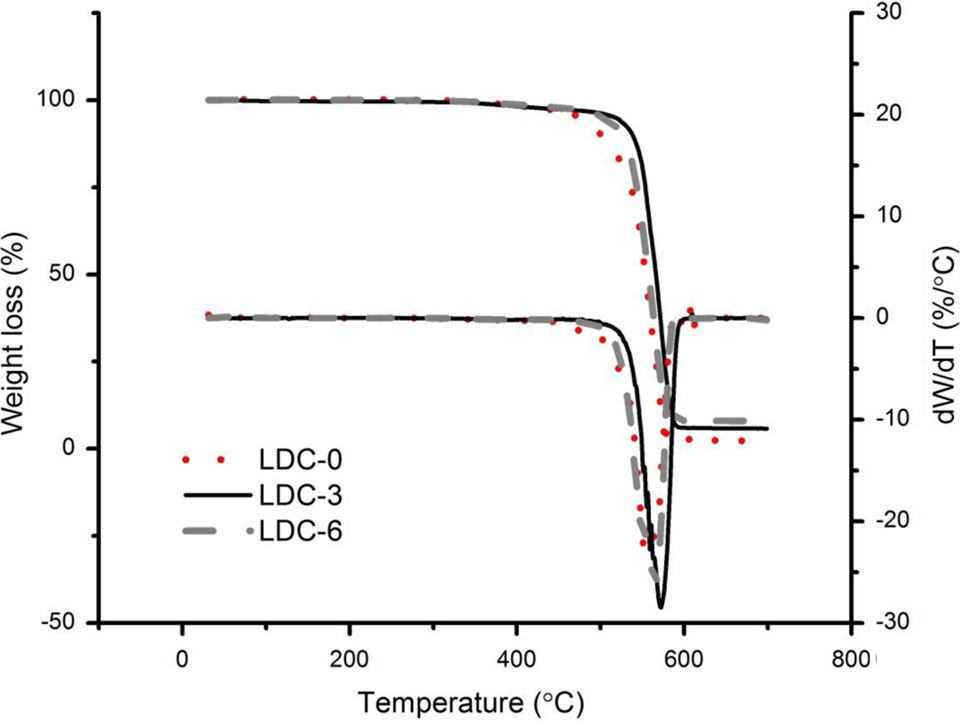
TGA/DTG thermograms of the representative nanocomposite films. TGA: thermogravimetric analysis; DTG: derivative themogravimetry.
We observed that the initial degradation temperature of LDPE/RH composites containing MMT is higher than that of LDPE/RH composite without any MMT as shown in Figure 7. The improvement in initial degradation temperature continued as the MMT loading increased. However, the situation changes with increase of MMT concentration beyond 4 wt% where thermal stability began to decrease. This indicates that delaminated and exfoliated MMT layers account for the improvement in thermal degradation resistance and the lower improvement on thermal degradation with higher loading of MMT is due to the agglomeration of MMT as confirmed by XRD observations. Another important property observed from differential thermal analysis curves is the percentage of char residue obtained. We observed an increase in the amount of char with increasing MMT loading. For the prepared composite films, a minimum of 3% residue is obtained for the films without any MMT and a maximum 6% is obtained with 6 wt% MMT. Increase in char residue with increasing MMT loading can be attributed to the presence of silica in MMT, having a melting point above 3500°C which does not decompose at this temperature and exhibits as residue. 33 From these observations, it can be concluded that delamination/exfoliation of MMT platelets play a vital role in determining the thermal properties of nanocomposites. In addition, addition of 4 wt% MMT into LDPE/RH system is an optimum level beyond which Xc and the thermal stability of nanocomposites started to decrease.
Conclusions
XRD patterns revealed the formation of intercalated nanocomposites, confirmed by increase in the interlayer spacing and substantial reduction in their peak intensity of MMT. Further, MMT loading did not alter the adhesion features between RH and LDPE, as confirmed by SEM. Tensile and tear properties improved with the addition of MMT and the maximum improvement of 8% in tensile strength and 5% in tear strength is observed at 3 wt% MMT (LDC-3). Concurrently, the modulus keep on increasing and elongation at break keep on decreasing with increasing the MMT concentration. The most significant finding of this research is the large increase in O2 barrier, with the maximum barrier observed at 4 wt% MMT loading. Addition of 4 wt% MMT into the LDPE/RH system improved the O2 barrier more than twofold. TGA/DSC results show that the Xc and thermal stability of LDPE/RH/MMT nanocomposites is better than that of LDPE/RH composites and the maximum improvement is at 4 wt% MMT loading. The unique combination of O2 barrier, biodegradation, and mechanical properties for the hybrid filler-filled composite films show that these hybrid nanocomposite films are potential candidates for a variety of food packaging.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors wish to thank Universiti Teknologi Malaysia for providing financial support from e-science grant (Vote # 79416).