
Abstract
Polyoxymethylene (POM) composites with various contents of cellulose fibres (CFs) were prepared. The effects of fibre content and ionic liquid surface treatment on the tribological behaviour of POM composites were studied under different nominal pressures ranging from 50 N to 300 N. The tribological mechanisms were discussed based on scanning electron microscopy inspections of the worn surfaces. The surface treatment of CFs improves the tribological performance of the neat polymer matrix. Differential scanning calorimetric study showed that CFs played the role of nucleating agents.
Introduction
The importance of the response to resources and environmental issues has been recognized in our society and as a consequence, there is a strong push to minimize the environmental impact at every stage of the life cycle. 1 The environmental impact of polymer and polymer composite products will be an important branch for minimising the carbon footprint. It was also observed that the demand for composites, made from versatile plastics and natural fibres, linearly increased during the past years. Natural fibres offer numerous benefits, such as reductions in weight (as compared to synthetic fibres), carbon dioxide neutrality and less reliance on petrochemical sources. 2
Polyoxymethylene (POM), also known as acetal, polyacetal and polyformaldehyde, is an engineering thermoplastic used in precision parts that require high stiffness, low friction and excellent dimensional stability. 3,4 It was introduced to industrial application in 1956 as a potential replacement for die-cast metals and is widely used in automotive, electrical, electronics and many industrial fields. 5 This is due to its outstanding and well-balanced properties and because no other product can be substituted for POM in some application fields. POM occupies an important position in industry as well as in society. The excellent physical and mechanical properties of POM are mainly due to its high crystallinity. It is expected that the development of high value-added materials will result in the requirement to distinguish them from existing POM materials. 6,7
POM, however, has a poor impact resistance, which limits its range of applications. Generally, toughening such engineering resins is accomplished by blending them with small quantities of low-modulus rubbers. 8
Apart from naturally occurring plant and plant residue fibres, cellulose can be obtained industrially in the form of man-made fibres through the viscose or the N methyl n morpholine oxide (NMMO) process.Yarns are used in textile applications (e.g. as viscose, modal and tencel) or for reinforcing such as tires or hoses (e.g. rayon tire cord yarn). 9 The potential of these fibres as thermoplastic reinforcements was recognized a couple of years ago. 10,11
Using advanced lightweight and high-strength composites is necessary in order to achieve reduced fuel consumption and improved passenger comfort goals of these future commercial aircraft design innovations. Fibre-reinforced composite laminates are known to have high in-plane stiffness, strength and fatigue resistance under tensile loadings. The fibres have the primary role to carry the load imposed on the composite laminate. Carbon fibres have an exceptional tensile strength, but they have essentially no compressive load-carrying capability. 12
POM was used for surface texturing since it is a widely used engineering polymer due to its low friction characteristics and superior mechanical properties. Carbon fibres (cellulose fibres (CFs)), due to their unique mechanical properties, have been widely used as reinforcements in polymer composites. 13 To obtain CF-reinforced polymers (CFs/polymers) with good mechanical properties, several parameters such as orientation of CF in the matrix, dispersibility of CF in the matrix, diameter of CF, matrix stiffness and the interfacial shear strength between the CF and the matrix should be considered.
Rollers, gears and cams are components used for power and motion transmissions in order to drive machines. Often these parts are made out of polymeric materials because of their advantageous characteristics, for example, weight saving, resistance to environmental conditions, lubricant freedom, tolerance in dry-running behaviour and economical and simple manufacturing. 14
In this investigation, CFs in different contents were used to reinforce POM and the tribological behaviour of POM composites was systematically studied, accordingly the friction and wear properties under different loads were made-up.
Experimental
Materials and the preparation process
Granular POM was purchased from Formosa Plastics Corporation Limited (Taiwan, China). POM/molybdenum disulfide (MoS2) nanoball composite was prepared by adding MoS2 nanoballs into POM.
CFs were provided by Cordenka GmbH (Obernburg, Germany). The type of fibre used was Cordenka 700 Super3 with a linear mass density of 2440, a number of monofilaments of 1350 and a breaking force of 128 N and an elementary fibre diameter of 12 μm.
IL pretreatment and delignification
In a typical experiment, 0.4 g CFs and 4.0 g ionic liquid (IL) were placed in a flask and heated at 80°C in an oil bath with magnetic stirring for 1 h. After cooling the mixture to room temperature (RT), water–acetone (1:1 v/v) was added as an anti-solvent and stirred at RT for 20 min to separate the solid materials from the dissolved lignin and IL. The treated CF was washed several times with distilled water to remove any residual IL. The drying-treated CF and sodium acetate buffer (100 mM, pH 4.5) (approximately 5 wt% biomass) were placed in a three-necked flask and homogenised using an ultrasonic homogeniser (Sonic & Materials Inc., USA). Laccase (200 U g−1 biomass) was added to the flask, whilst 1-hydroxybenzotriazole (1.5 wt% of biomass) was added as a mediator. Reactions were carried out at 50°C with oxygen bubbling and stirring, with or without IL. After 24 h, 0.1 M sodium hydroxide (NaOH) was added, and the mixture was stirred for 1 h to extract lignin from the enzymatically delignified IL-treated CF. To remove traces of NaOH, the CFs were washed with distilled water until the wash water became neutral. The CFs were oven-dried at 70°C and 0.1 MPa for 24 h to constant weight.
Test pieces were injection-moulded on a 90-tonne press in a two-cavity mould, under the following injection-moulding conditions: stoving for 4 h at 90°C, mould temperature between 70 and 95°C, 75 bar follow-up pressure, processing temperatures between 260°C and 280°C and cooling time 25 s.
Mechanical property test
The tensile test was carried out on a universal testing machine (CMT5254 Shenzhensans Testing Machine Co. Ltd, China) at a constant temperature (20°C), and the extension rate was set as 5 mm min−1. For each sample, several dumbbell-shaped specimens were taken and averaged to determine the mechanical properties of the blends.
Sliding wear tests
Prior to surface texturing, POM specimens, 30 mm in diameter and 10 mm in thickness, were prepared by cutting and lathing. The POM surfaces were then further finished by abrasion using silicon carbide abrasive paper of grit number 4000, resulting in a surface roughness of about 0.2 μm R a. The POM samples were then mechanically cleaned in an ultrasonic cleaner with acetone for 10 min and dried before machining. The disc samples were then remounted on the shafts in the twin-disc wear test rig in the same positions as before and tested. Tests were run for rolling speeds of 500, 1000 and 1500 r min−1, for a range of loads between 300 N and 600 N. The tests were all carried out at a slip ratio of 2%. During the tests the wear process was closely observed and the friction and wear data were collected using an online data acquisition system. After the tests, the samples were then re-dried in a vacuum oven at 120°C for 5 h and reweighed so that the mass loss could be recorded.
Results and discussion
Effect of CF content on the tensile properties
As expected, the incorporation of CFs into POM resulted in a significant enhancement in the tensile strength. The tensile strength of the structural CF/POM increase with the increase of the content of CF. Figure 1 shows the effect of CF content on the mechanical properties of structural CF/POM. It can be seen that the incorporation of CFs into POM led to a significant increase in the tensile strength of the structural CF/POM, and in particular, the structural CF/POM containing 20 vol% CF had the highest tensile strength. However, the strength of structural CF/POM decreases as the content of CF continues to increase. The good dispersibility of CFs in POM would be deteriorated if the content of CF was excessive, and the strength of structural CF/POM would decrease owing to the aggregation of CFs in the structural CF/POM, as shown in many other fibre-reinforced composites.
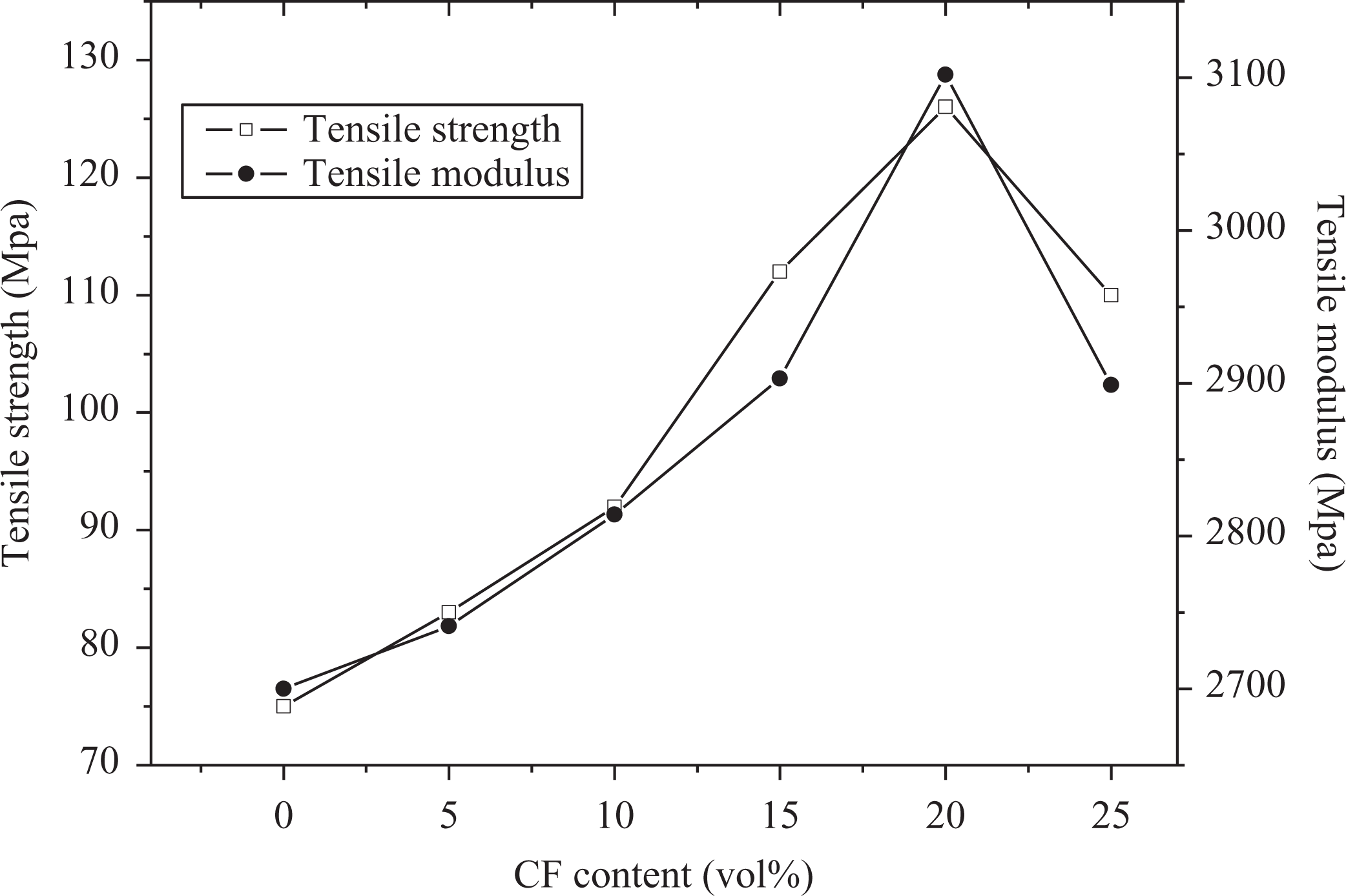
Relationship between tensile properties and CF content. CF: cellulose fibre.
These matrix cracks in the contact area will lead to stress concentration under the tension process, and the residual tensile strength will degrade compared with the one in structures. The structures will maintain a plateau value of residual tensile strength within an energy range. In this stage, the main damage modes are matrix cracking and delamination whilst fibres do not fail. The residual tensile strength of structures mainly depends on fibre tensile failure, so the values of residual tensile strength in this stage do not change obviously.
The dependence of the tensile strength on the NaOH concentration of the CF/POM composite is shown in Figure 2. The tensile strength of the POM was 9.03 MPa. When the CF was treated, the tensile strength of the resulting composite increased along with an increase in NaOH concentration, and it reached a maximum point at about 2.5 wt% of the NaOH concentration, thus achieving 15.0 MPa. When the NaOH concentration exceeded 2.5%, the tensile strength of the CF/POM composite decreased along with an increase in NaOH concentration, but it was still much higher than that of the POM. The remarkable increase in the tensile strength of the CF/POM composite indicated the presence of intermolecular interactions between the CF and POM. The dependence of the elongation at break on the NaOH concentration of the CF/POM composite is shown in Figure 2. The elongation at break of the composite decreased slowly along with an increase in NaOH concentration.
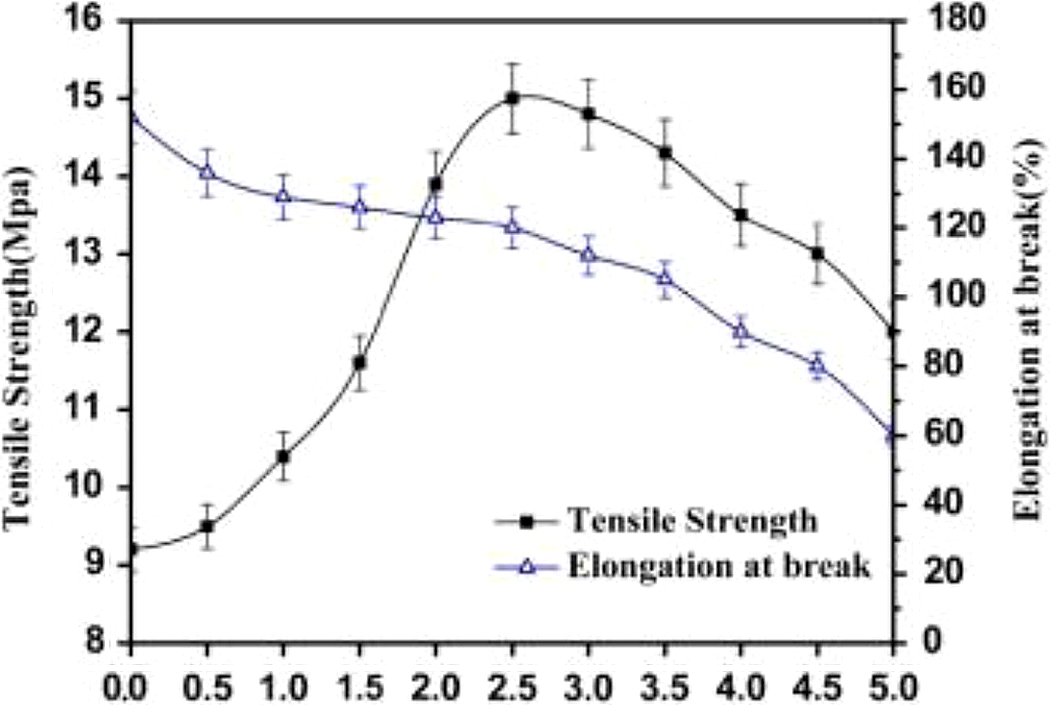
The dependence of the mechanical properties on the NaOH concentration. NaOH: sodium hydroxide.
Friction and wear performance
The results of the friction coefficient and the wear of the POM composite as a function of CF content under dry sliding are presented in Figure 3. It is evident that the friction coefficients of the POM composite were all in the level of about 0.15 at different CF contents. In the meantime, the composite exhibited dramatic wear performance under various CF contents. The wear of the composite decreased gradually with the increase of CF content, leading to a reduction of one order of magnitude. When the content of CF increased furthermore, the wear increased sharply. The increase of CF content increased the friction coefficient at the same time, whilst an appropriate content of CF has the lowest friction.
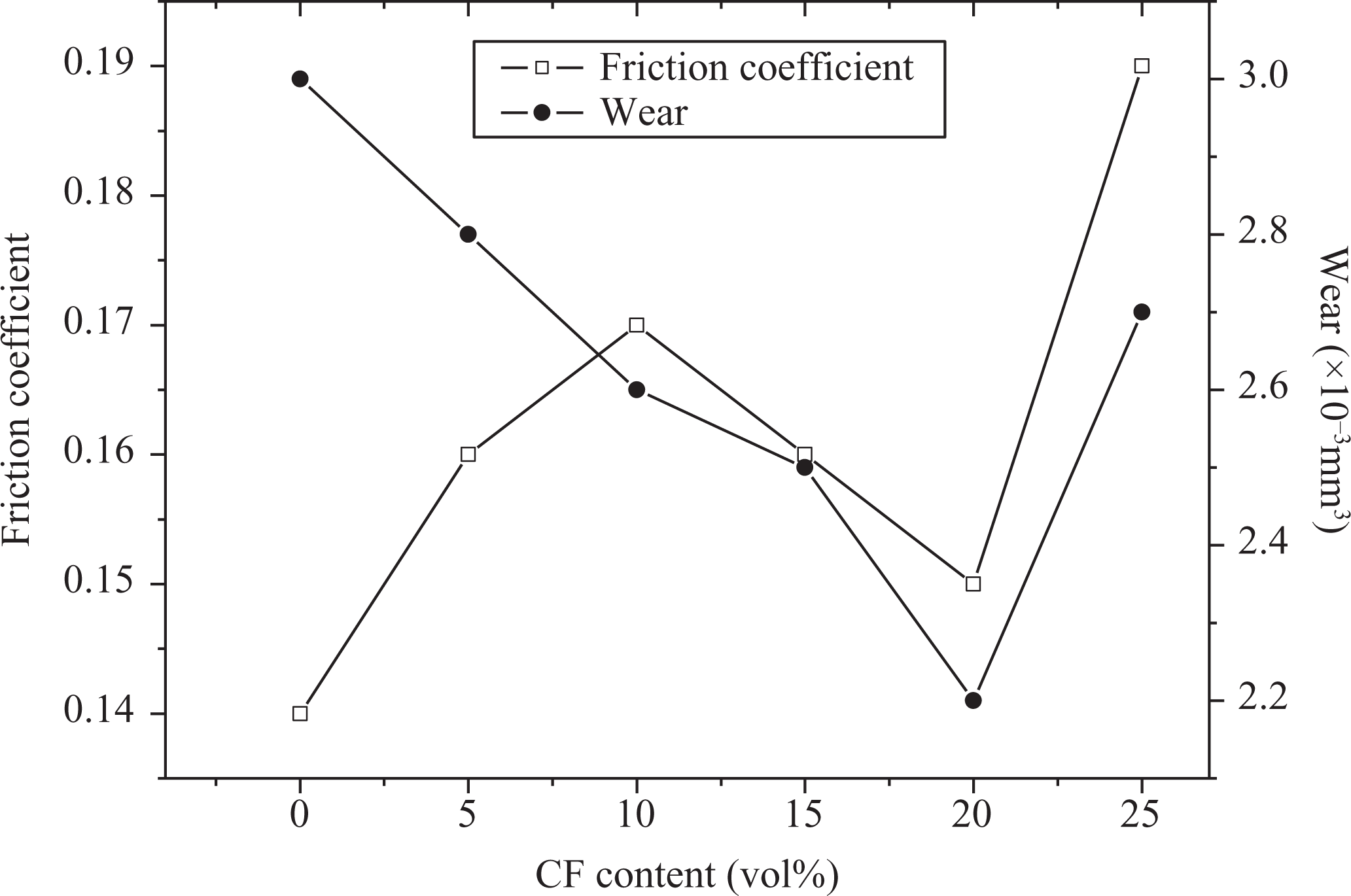
The relationship of friction coefficient and wear of the composite with CF content. CF: cellulose fibre.
The process of wear of polymer composite materials is a very complex one as its course is markedly governed, apart from operational parameters and the state of the upper layer, also by fibres. The concentration of the filler in the upper layer of the composite material grows, leading to a decrease in the wear rate of the composite or to the increase of the wear resistance of this layer. During friction, the thin layer of the polymer may be transferred onto the filler grains, which facilitates their sliding on the steel counter face. A diversity of fillers, both with respect to their properties and their volumetric content, makes the analysis of this process even more difficult. In a set of fundamental factors that influence the friction and wear of composite materials, the following are the most important factors: particle type, particle loading, the size, form and surface sharing of the filler particles as well as the structure of interphase border between the filler and the matrix.
In Figure 4, a thermogram related to cooling after a first heating scan of POM and composites containing 10–50 wt% CF are shown. POM exhibits three crystallization peaks; two of them are related to polyamide phases (peaks at T c1: 48°C and T c2: 67°C) and the third peak is associated with the polyether phase at 13°C. It has been reported in the literature that the two peaks for POM segments are related to two crystalline phases. It is also reported that crystallization enthalpy and temperature (H c and T c) of the POM copolymer depend on the filler ratio. In order to compare the neat copolymer with the composite we have normalized DHc since only the polymer participates in the crystallization process. There is no significant change in the polyether phase. For the POM phase, DHc shows a slight decrease when the CF content increases. This effect is linked to the interactions between the CF and the polymer: chains of the polymer bound to the CF are excluded from the crystallization process, which is why there is a slight decrease in DHc.
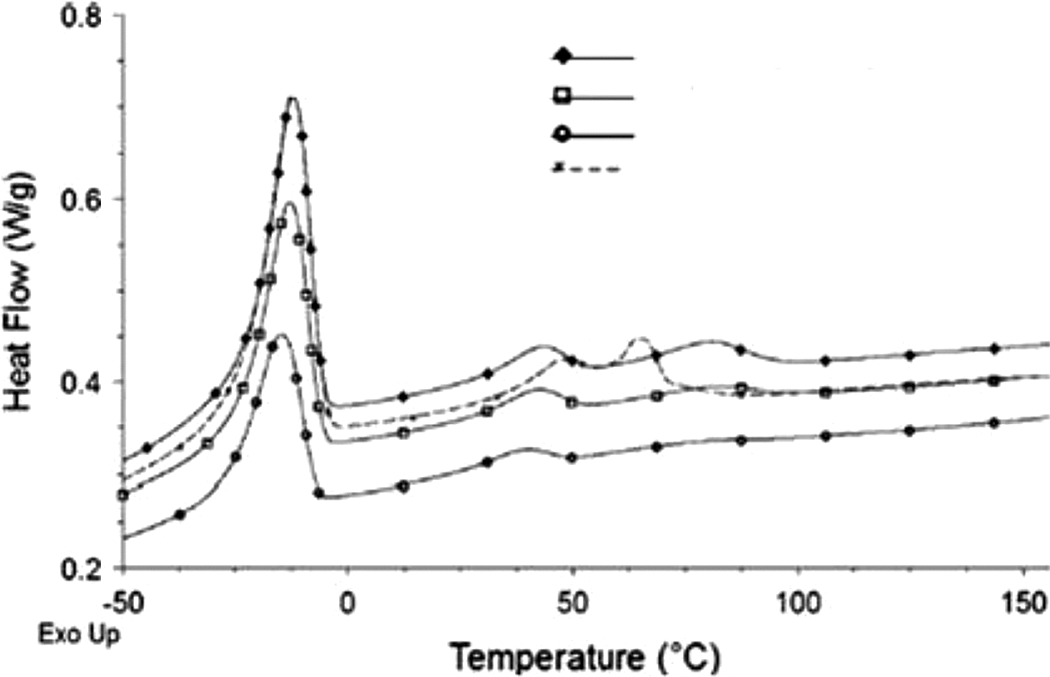
DSC crystallization thermograms of CF/POM composites. DSC: differential scanning calorimetry; CF: cellulose fibre; POM: polyoxymethylene.
We can also note a change in T c value of POM phase for composites but not for the polyether phase. The introduction of CF leads to a decrease of 5°C of the T c1 crystallization temperature and an increase of 10°C of the T c2 crystallization temperature for the polyamide phase of POM in composites. From these first results, we show an influence of the CF on POM phase structuration. It can be also concluded that CFs play the role of nucleating agents.
Fourier transform infrared spectra of pure POM, untreated CF/POM and treated CF/POM are shown in Figure 5. The characteristic peaks of symmetric and asymmetric C–O stretching and C–N stretching of the imide group at 1720, 1780 and 1380 cm−1 are apparent in Figure 2. After the introduction of inorganic components, the absorption bands in the range between 400 and 850 cm−1 corresponding to the Ti–O–Ti network are clearly present. There is no absorption near 1650 cm−1 for the carbonyl group of polyacrylic acid (PAA) which appeared in the spectra of all hybrids. This result indicates the complete imidization of the hybrid composite and ensures that the imidization process has not been impeded by inorganic moieties (Figure 6).
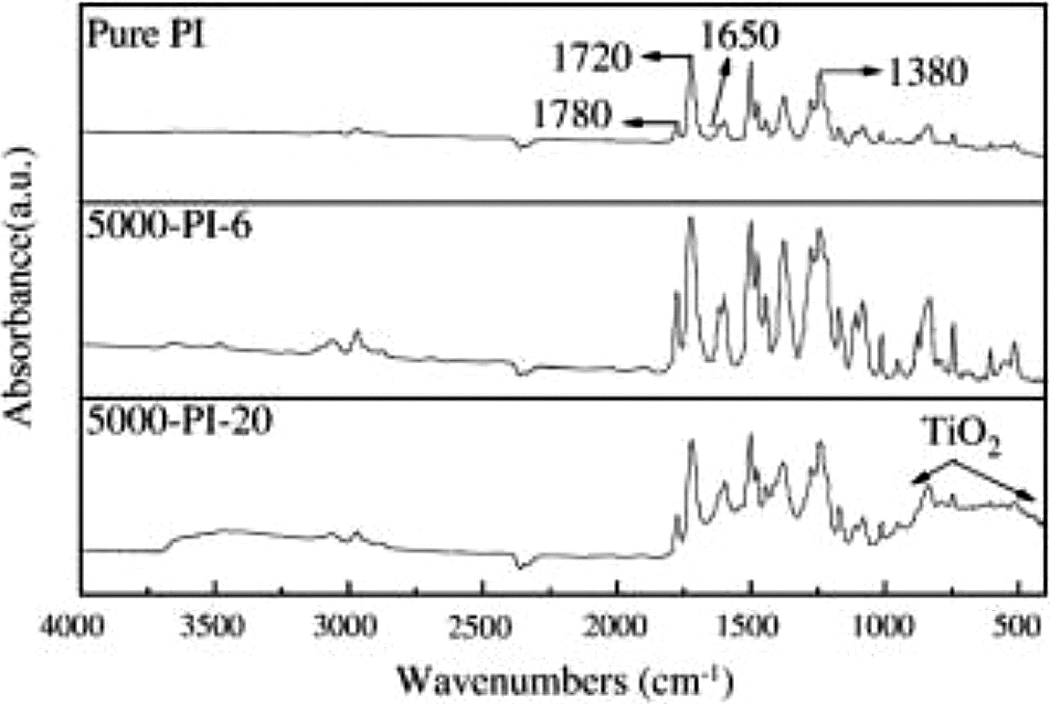
Fourier transfer infrared spectra of pure POM, untreated CF/POM and treated CF/POM. POM: polyoxymethylene; CF: cellulose fibre.
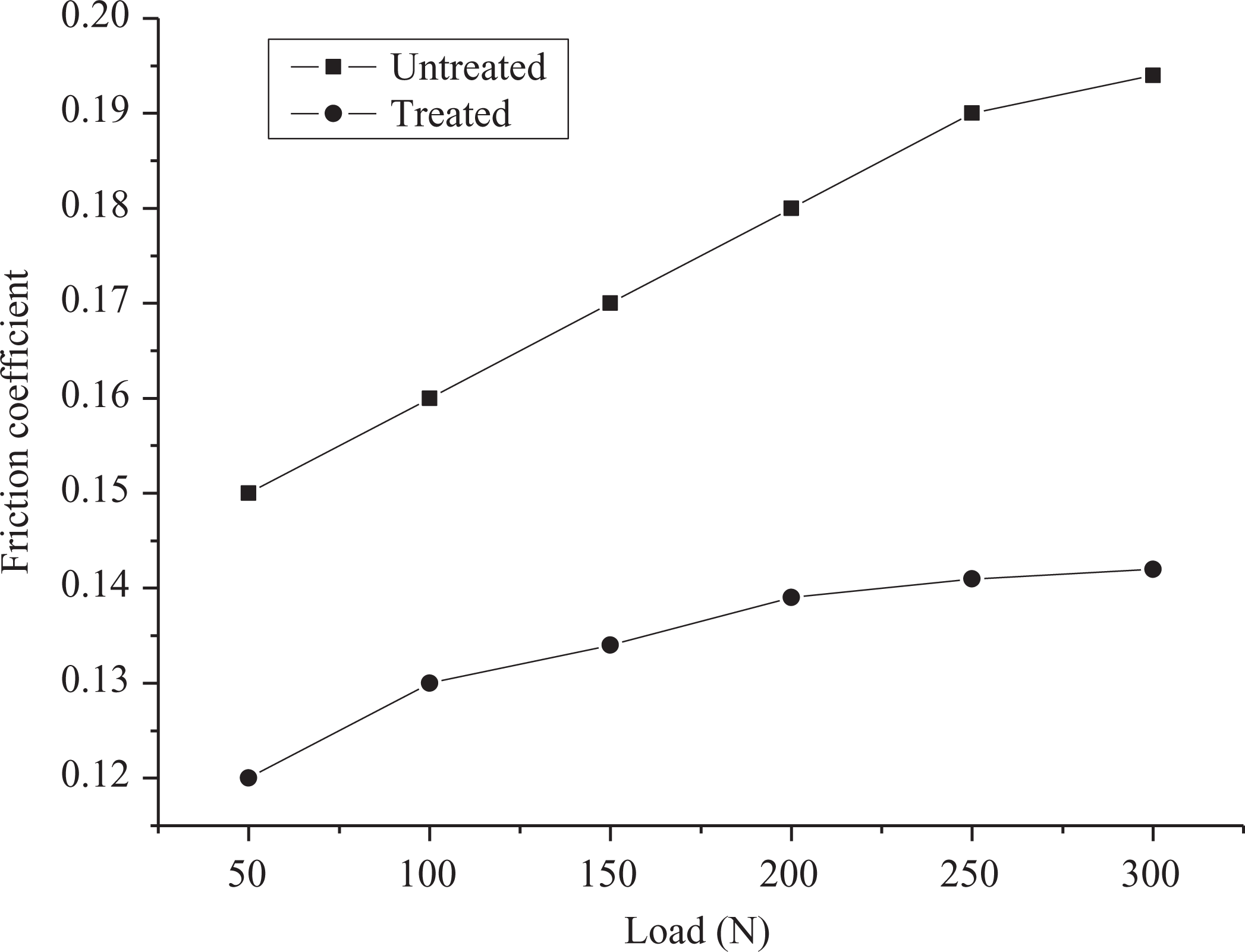
The effect of load on the friction coefficient and wear of the composite.
Generally, the applied load affected the wear behaviours in many ways. The sliding between materials would result in heat generation and hence increases the temperature at the frictional surfaces. A high applied load always results in a high temperature rise at the contact surface under dry sliding conditions. Thus, the polymer surface was plasticized by the temperature rise and followed by a decrease in the load-carrying capacity of the polymer material, which facilitated the polymer to be detached easily and led to severe wear. However, for the case of the treated one, the wear was affected by the load moderately. On the other hand, the interface could act as a cooling agent in the composite versus applied load. In this way, the heat dissipation could offset the accumulation at low loads, such that the temperature of the contact surfaces was not high enough to plasticize the polymer surface.
The wear surfaces of the different types of samples tested under the range of conditions were examined by optical microscopy. Figure 7 shows typical tribological damage mechanisms of the different types of samples. For neat POM (Figure 7(a)), fatigue wear is the main mechanism responsible for material loss in the form of thin sheets. When the CF is incorporated, the worn morphology of the composites (Figure 7(b)) is similar to that of the unfilled version (Figure 7(a)). This means that the particle/matrix interaction is not strong enough to resist the repeated shear loading during wear test. Crack initiation, growth and coalescence take place in the sub-layer of the worn surface. As can be seen, the transverse cracks across the wear surfaces are not as prevalent as those on the unreinforced POM samples and the main source of tribological damage appears to be pitting on the wear surfaces, which appears on both the top and the bottom samples tested. This may be due to the fact that the carbon fibres separate away from the polymer matrix, although there is no direct experimental evidence to support this. Nevertheless, the worn surface of treated CF/POM composites becomes less coarse (Figure 7(c)). Splinted wear debris is found in some regions, which helps protect the bulk material from severe wear. Evidently, the chemical bonding between the CF and the matrix resin increases the integrity of the composites. As for the composites with short fibres, fibre thinning, breakage and peeling off are the dominant wear modes, implying that a major share of normal load was supported by the fibres. The detached fibre debris could act as the third body abrasive wear, leading to higher wear and friction coefficients. However, it is worth noting that the number of cavities left by detachment of the carbon fibre is reduced after the treatment, in which large-scale material loss characterized by filler pull-out is nearly absent. Typical examples of these cracks/fractures are seen in Figure 7(a) and (b) which shows micrographs of the sides of two of the disc samples showing cracks/fractures initiating both on the wear surfaces and also from the keyhole cut in the samples to secure them on to the wear test rig, which would have caused stress concentration.
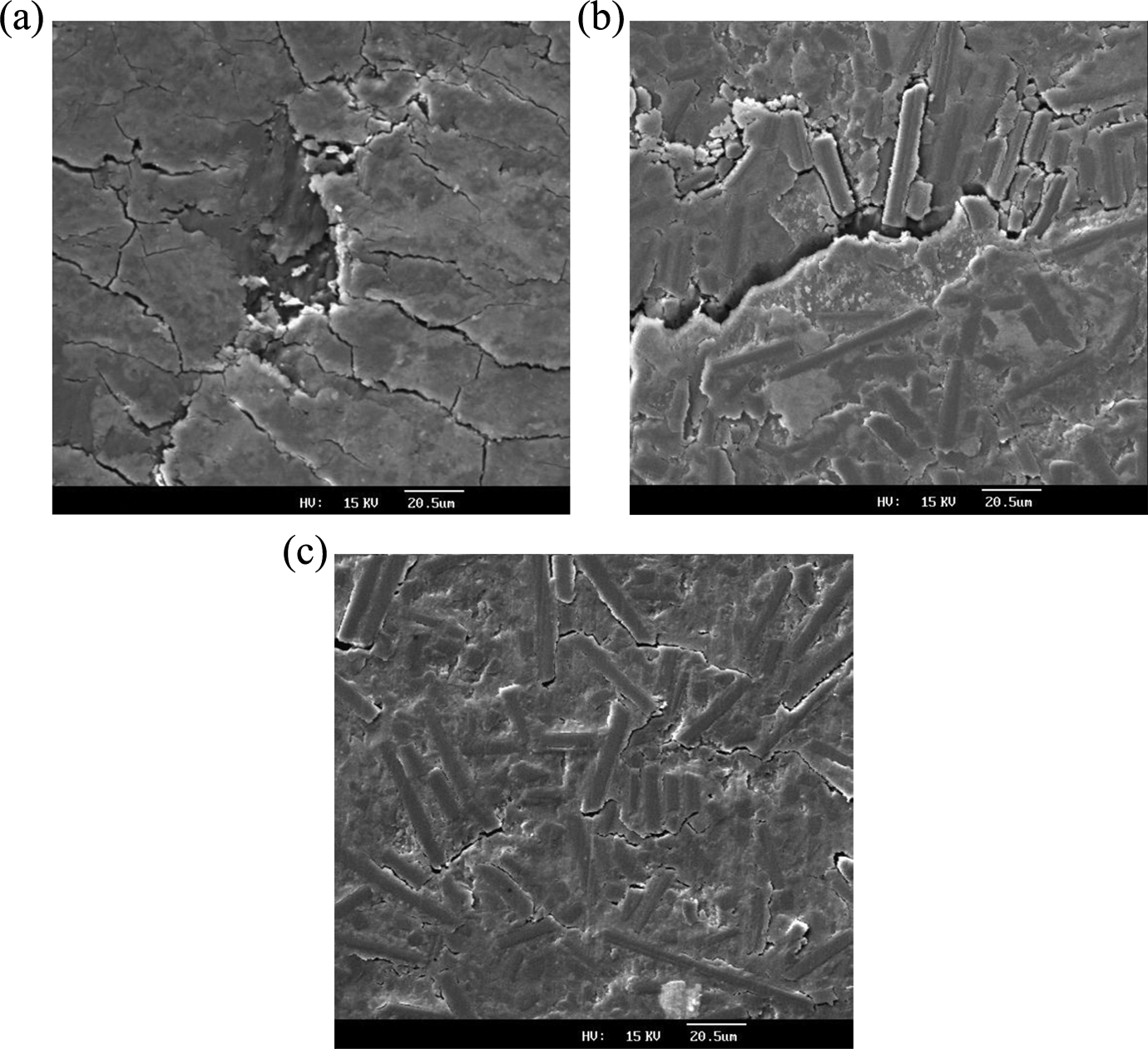
The morphologies of the worn surfaces. (a) POM; (b) CF/POM and (c) treated CF/POM. POM: polyoxymethylene; CF: cellulose fibre.
Conclusions
The incorporation of CFs in POM improved the wear resistance greatly. As the CF content increased, the friction coefficient and wear decreased. As the load increased, the wear loss increased. The treatment of CFs improved the tribological properties of the composite. The chemical bonding between the CF and the matrix resin increases the integrity of the composites. Some CFs were ground and squeezed and then mixed with debris on the worn surface, which played a positive effect on the wear resistance greatly.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was sponsored by the National Natural Science Foundation of China (No. 31300783, No. 51202144 and No. 71201099), Doctoral Fund of the Ministry of Education Jointly Funded Project (No. 20123121120004), the Shanghai Top Academic Discipline Project-Management Science & Engineering, the Natural Science Foundation of Shanghai (No. 08XD1401900 and No. 13ZR1419200), NSFTJ (No. 11JCZDJC16900), 973 Program (No. 2011CB711000), the Shanghai Municipal Education Commission Project (No. 13YZ080), the Ministry of Transport Research Projects (No. 2012-329-810-180), the Shanghai Maritime University Research Project (No. 20130474) and Shanghai College Young Teacher Training Program (shhs008), the High-tech Research and Development Program of China (No. 2013A2041106).