
Abstract
The effects of the wool fiber as reinforcement in the friction materials on the friction and wear properties were investigated in this study. The contents of the wool fiber in the friction materials tested were 0, 3, and 4 wt%. The friction tests were conducted with a constant friction tester at a temperature range of 100, 150, 200, 250, 300, and 350°C. The friction coefficient and wear rate were recorded. The friction coefficient of the friction materials reinforced with the wool fiber of 3 wt% was steady, and the wear rate was low. As the temperature increased, the stability of the friction coefficient of friction materials was improved. The Rockwell hardness decreased and the impact strength increased as the content of wool fibers was increased. The morphology of the worn surfaces was examined using scanning electron microscopy. The results indicated that the adhesive wear and abrasive wear were dominant in the friction materials reinforced with wool fiber.
Introduction
The friction pad is one of the important parts of the braking system in automobiles. 1 The asbestos fiber once reinforced in the friction materials can contaminate the environment and be harmful to the health of people, so the researchers began to focus on other fibers. 2 Therefore, fibers such as glass fiber, 3 –5 aluminum oxide (Al2O3) fiber, 6,7 steel fiber, 8 and carbon fiber 9 appeared in the friction materials. However, there were some shortcomings for reinforcing these fibers into friction materials, such as unstable friction coefficients, low binder force with the substrate, high wear rate, and noise.
Many researchers focused on biological fibers because they are pollution free to the environment. Coir fibers, 10 –12 bamboo fibers, 13 and jute fibers 14 were reported to be substituting for asbestos fibers.
The wool fiber is a natural protein fiber composed of heavy protein molecule with a chemical material keratin—a kind of fibrous protein. 15 Wool fiber consists of elongated cortical cells surrounded by overlapping cuticle cells. 16 The fiber was covered with a layer-like fish scale called scale layer. This could be achieved by using proteases that would degrade the outermost layer of the wool fiber (the cuticle) responsible for wool’s undesirable physical properties. 17 –21 The tip of the scales pointed to the tip of wool fiber. Therefore, the friction coefficient of the fiber against the direction of the scales was higher than that of the fiber submissive to the direction of the scales and this is called as orientation friction effect.
Compared with other natural fibers, wool fibers known as superior textile materials 22 have some excellent properties, such as good insulation, good elasticity, light specific gravity, soft and smooth, difficult to decompose, and can decrease the wear rate of the surface of coupled parts. However, the bonding force between wool fiber and the substrate is weak due to high hygroscopicity of wool fibers.
In this study, the wool fiber was modified to improve the friction performance and mechanical properties of fraction materials with different reinforced content. The morphologies of the worn surface were examined, and the mechanisms of the wear were analyzed.
Materials and methods
Preparation of wool fiber filled in the friction material specimens
The wool fiber was taken from the sheep in Heilongjiang Province, China, and modified with the following process: The fibers were firstly soaked for 1 h in the aluminum chloride solution with the pH value of 8 adjusted by adding sodium hydroxide (NaOH; 4 vol%) in the solution; the pH value of the solution was then adjusted to 7 through neutralization of hydrochloric acid and then the fibers were cut to a length of approximately 3–5 mm.
Raw materials used for the friction materials are listed in Table 1. Phenolic resin was used as an adhesive; powders such as Al2O3, antimony sulfide, and graphite were used as fillers. The ingredients of the brake material sample are listed in Table 2. The wool fiber mass fractions of 0, 1, 2, 3, and 4 wt% were added in the brake material, respectively. All raw materials were mixed using a blender (JF805R, Zhuhai MT Friction Co., Zhuhai, China) for 10 min. The specimens with dimensions of 25 × 25 × 6 mm3 were prepared using a compression mold equipment (JF980B, Jilin Wanda Mechanical Co. Ltd, Changchun, China) for 30 min at 165°C under pressure of 25 MPa, followed by the posttreating at 140°C for 60 min, at 150°C for 180 min, and at 180°C for 360 min continually, as shown in Figure 1.
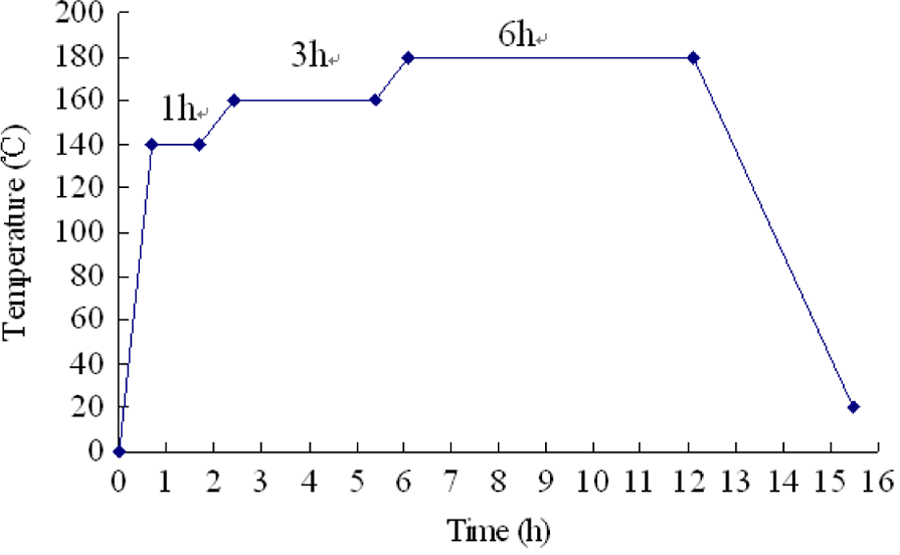
Heating process.
Raw materials used for the tests.
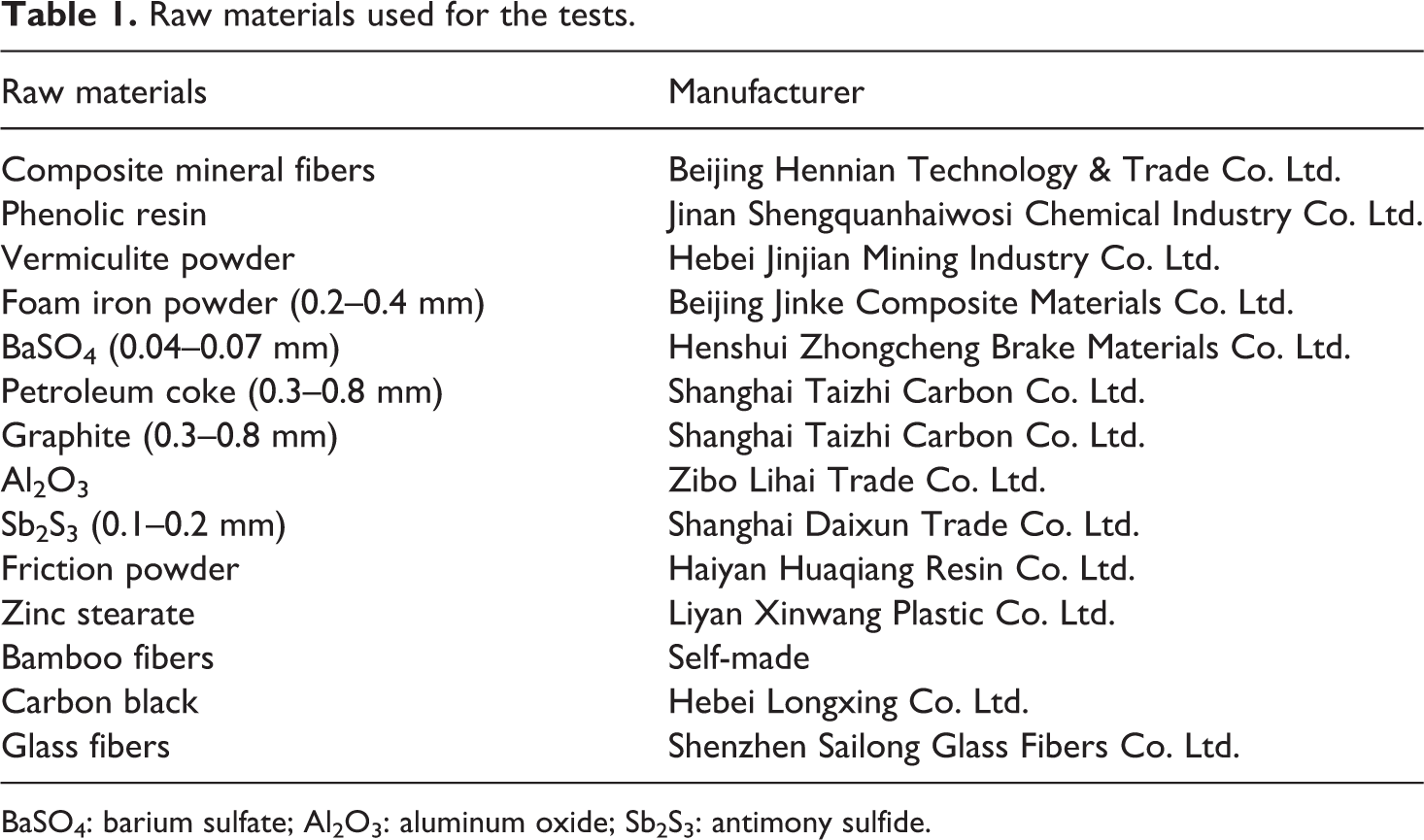
BaSO4: barium sulfate; Al2O3: aluminum oxide; Sb2S3: antimony sulfide.
Relative contents of ingredients used in the d brake materials samples.
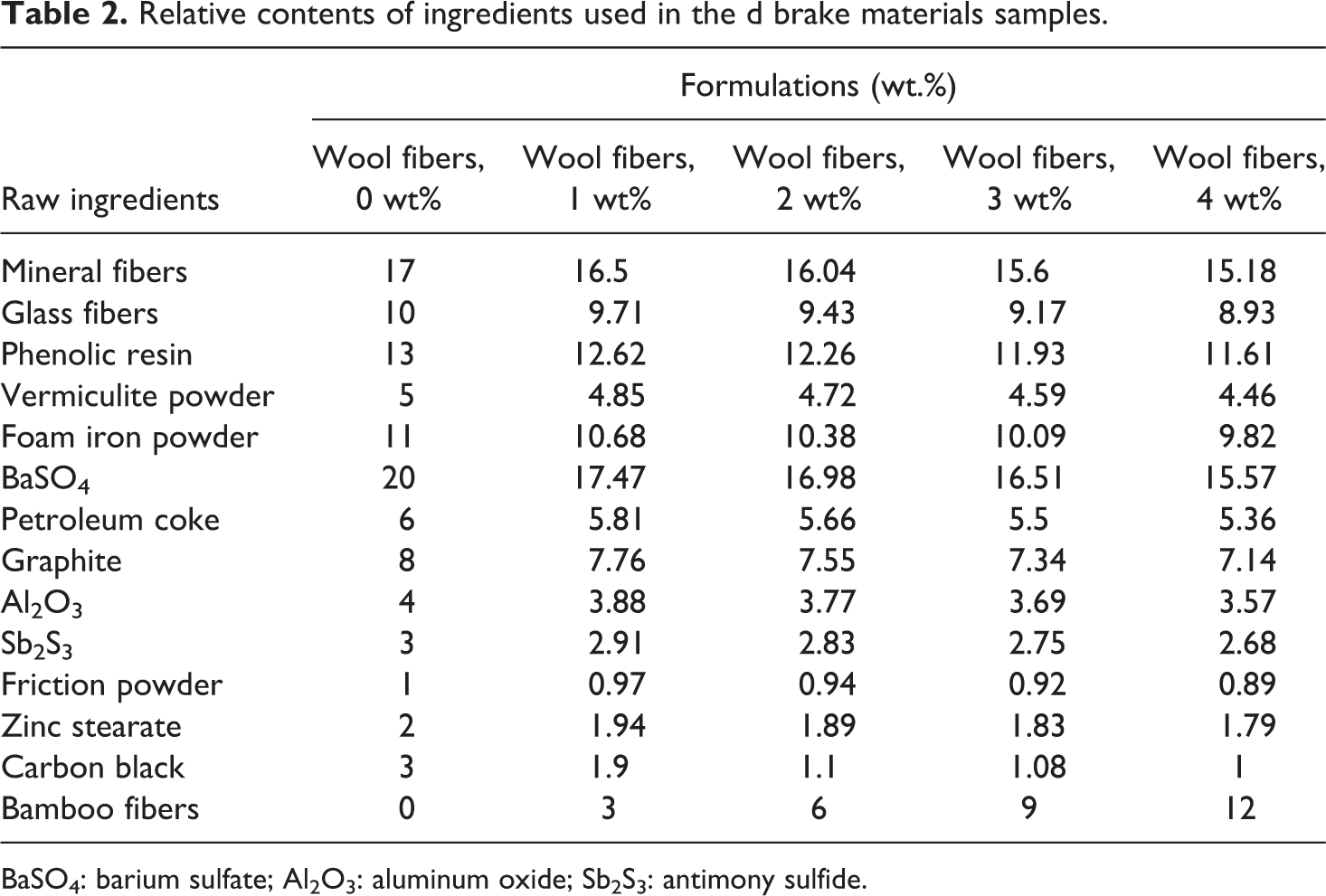
BaSO4: barium sulfate; Al2O3: aluminum oxide; Sb2S3: antimony sulfide.
Friction and wear tests
Friction properties of the friction materials filled with wool fibers were examined based on the China National Standard GB5763-1998 using a friction tester (JF150D-II, Jilin Wanda Mechanical Co. Ltd.) under constant speed of 7.54 m s−1 and constant pressure of 0.98 MPa. The rotating disk, which was made of HT250 cast iron with hardness of HB 180–220, was used as a counterface material. The friction tests were conducted at the temperature of 100, 150, 200, 250, 300, and 350°C, respectively. The friction coefficients of μ
HC (t) under the heating conditions and μ
CC (t) under the cooling conditions were recorded. Each data of the friction coefficient (μ
HC (t), μ
CC (t)) and volume wear rate (W (i)) in cubic millimeter per newton per meter were received after 5000 disk rotations, where t = 1, 2, …, 6 corresponding to the temperature of 100, 150, 200, 250, 300, and 350°C, respectively, and the volume wear rate (W (i)) was defined and calculated by the following equation:
where R is the horizontal distance between the center of the specimen and the center of the rotating disk (R = 0.15 m), n is the rotation number of the disk during test (n = 5000), A is the friction area of the specimen (A = 625 mm2), d 1 is the average thickness of the specimen before test (in millimeter), d 2 is the average thickness of the specimen after test (in millimeter), and f m is the mean value of the sliding friction force.
Characterization of friction surfaces
Friction surfaces of the specimens after friction tests were observed using scanning electron microscope (SEM, JEOL5600, Tokyo, Japan) at the voltage of 25 kV.
Results and discussion
Friction and wear
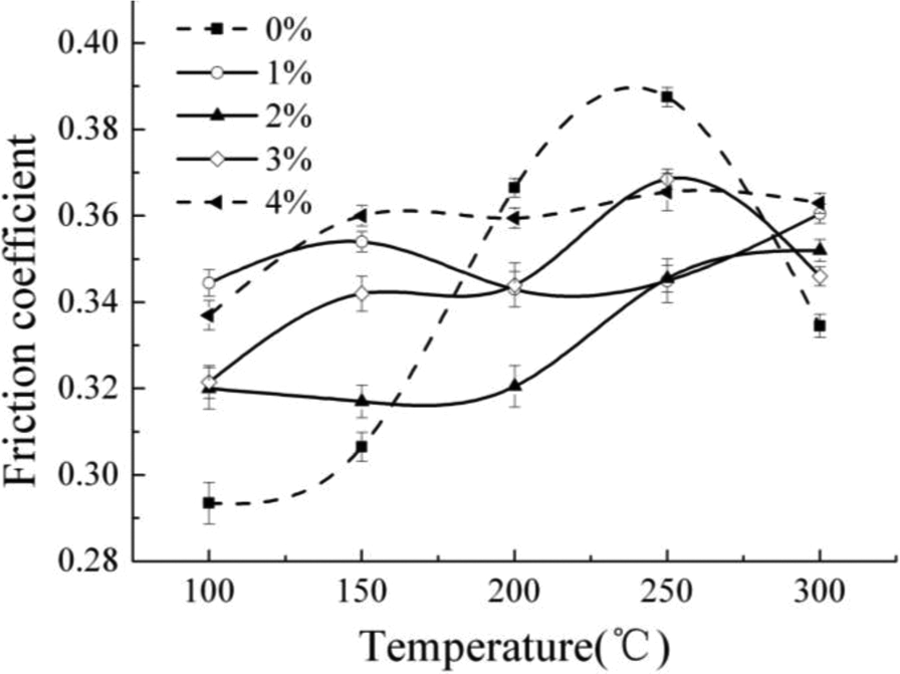
Figure 2 shows that the friction coefficients of the friction materials reinforced with the wool fibers were less than that without the wool fibers when the temperature was increased. Furthermore, the friction coefficient of the friction materials without the wool fibers was about 0.3, which was slightly less than the requirement of the friction materials. The friction coefficients of the friction materials containing wool fibers were higher than that without the wool fibers at 250°C. The friction coefficient of the friction materials had some variation at 250°C, because the bonding force between the wool fiber and substrate was reduced and the phenolic resin began to pyrolyze. In addition, the wool fibers began to decompose when surface temperature was higher than 250°C and much carbon powder appeared on the friction surface. The friction coefficients of the friction materials reinforced with 2 and 3 wt% wool fibers were <0.3; however, the ones with 1 and 4 wt% wool fibers were >0.3.
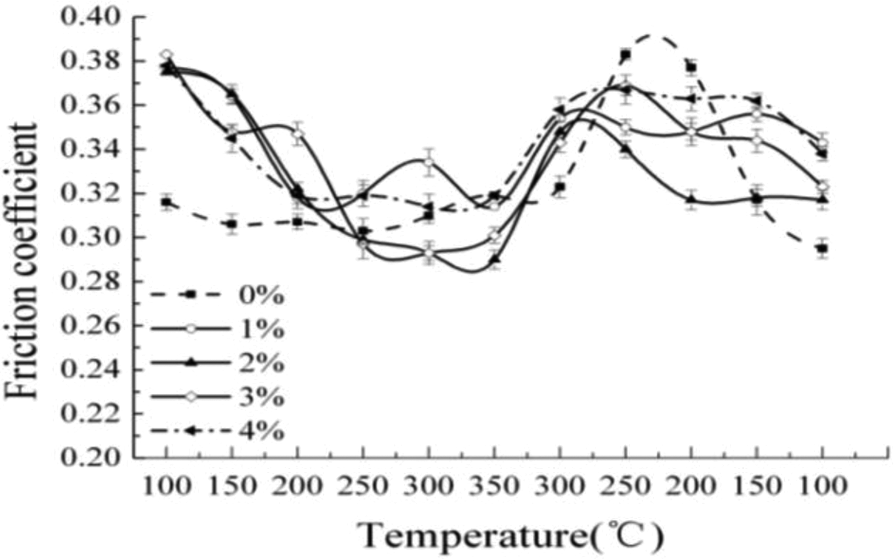
Variation in the friction coefficients of the friction materials reinforced with/without wool fiber during the heating and recovery process.
Figure 3 shows that the friction coefficients of the friction materials reinforced with the wool fibers were reduced as the temperature was decreased. In the recovery test, the friction coefficients of the friction materials reinforced with the wool fibers were decreased steadily and were about approximately 0.3–0.4. However, the ones without the wool fibers fluctuated considerably at 250°C. The structure of the worn surfaces changed because the phenolic resin began to pyrolyze and the glass fibers separated from the friction surface at the temperature of 250°C. The friction coefficient was stabilized because the particles formed from the carbonized wool fibers could prevent the debris from separating from the surface.
Variation in the friction coefficient of the friction materials reinforced with wool fiber with the temperature under cooling temperature.
Figure 4 shows that the wear rate of the friction materials reinforced with wool fiber was increased as the temperature was increased. The structure of the substrate began to change because the phenolic resin pyrolyzed and the binding force between the fibers and the substrate were reduced. The wear rate of the friction materials without the wool fiber fluctuated considerably, which was in accordance with the fluctuation of the friction coefficient. The wear rate was decreased at the temperature of approximately 200–250°C because the wool fibers were carbonized and some particles that could remedy some scratches on the surfaces were formed. The wear rates of the friction materials reinforced with 0, 1, 2, and 3 wt% were near to 1 × 10−7 cm3 N−1 m−1 at 250°C. The wear rate of the friction materials reinforced with 1, 2, and 4 wt% wear rate of the friction materials reinforced with wool fiber were more than 1 × 10−7 cm3 N−1 m−1 at 350°C. The ones reinforced with 0 and 3 wt% were <1 × 10−7 cm3 N−1 m−1.
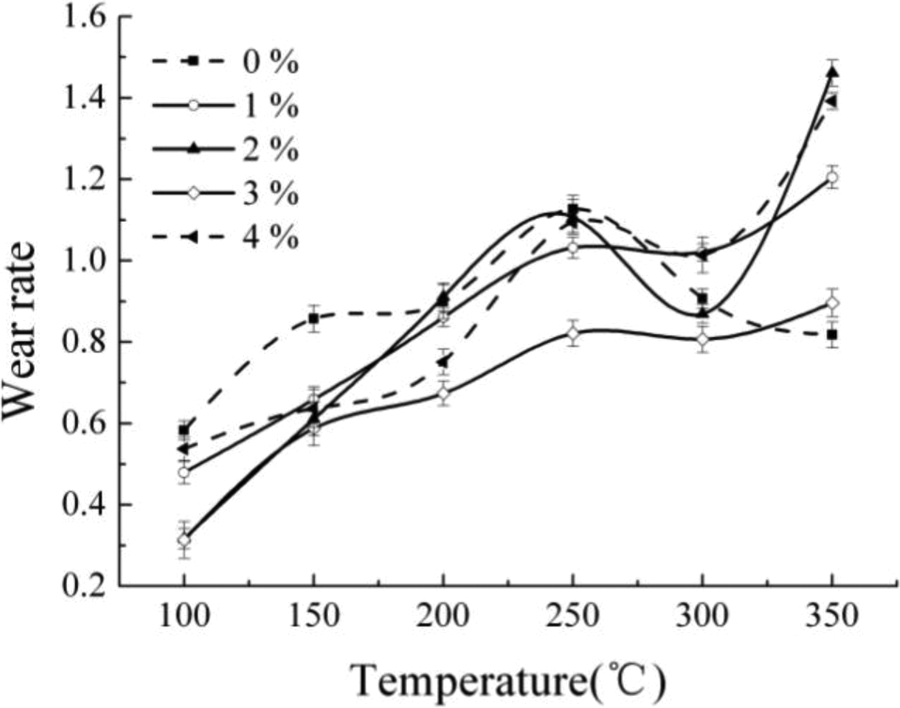
Variation in the wear rate of the friction material reinforced with wool fiber during the heating process.
Friction properties of the wool fibers
Figure 5 shows that R
1, R
2, and R
3 are different radicals.  is an α-amino acid residue.
is an α-amino acid residue.  is the peptide bond. RCH(NH2)COOH is an α-amino acid, which is formed from different R groups with the acidic, the alkaline, or the neutral. R groups of keratinocyte macromolecules are complex. Keratinocytes of wool fiber were composed of 20 kinds of α-amino acids. They determined the chemical properties of wool fibers, which are more wear resisting instead of alkali resistance.
is the peptide bond. RCH(NH2)COOH is an α-amino acid, which is formed from different R groups with the acidic, the alkaline, or the neutral. R groups of keratinocyte macromolecules are complex. Keratinocytes of wool fiber were composed of 20 kinds of α-amino acids. They determined the chemical properties of wool fibers, which are more wear resisting instead of alkali resistance.
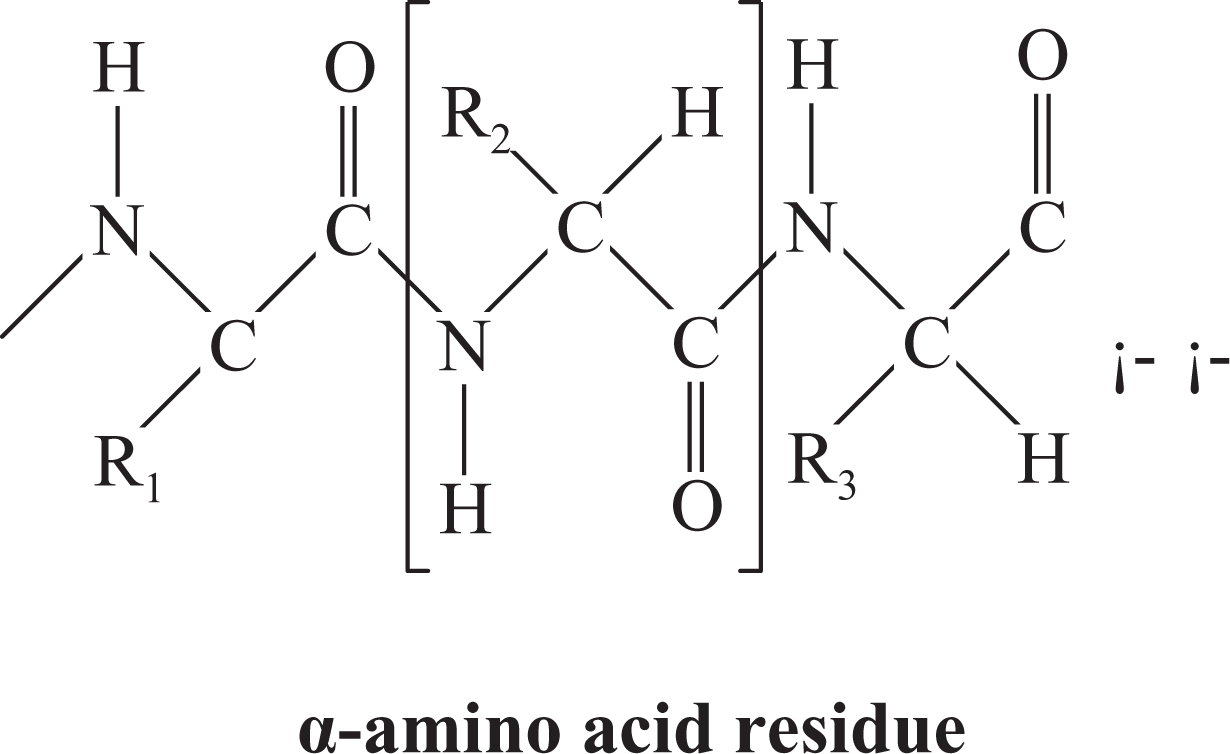
Macromolecular structure of protein.
Figure 6 shows that a scale layer of the wool fibers was composed of keratin cell-like fish scale. Furthermore, the structure of the scale was opened by modification treatment. With the increase of surface area, the bonding strength with other fillers and resin was improved.
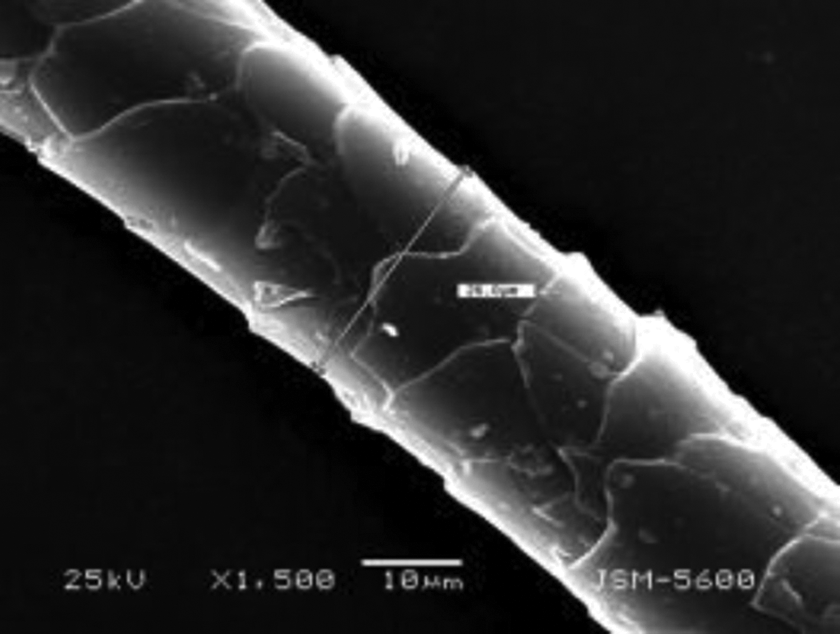
Scanning electron microscopic photograph of a wool fiber.
In addition, the wool fibers could not be pulled out during the friction process because of the curved structure. The wool fibers are acid resisting, so friction materials reinforced with the wool fibers also have good friction properties in acid condition.
Wear performance of the friction materials
The friction surfaces of the friction materials reinforced with 0, 1, 2, 3, and 4 wt% wool fiber were examined by scanning electron microscopy, respectively.
Figure 7(a) shows that some small voids existed on the surface because the wool fibers were carbonized and pulled out by friction force. In addition, there was cutting and plowing phenomenon. During sliding, some abrasive particles separated from the substrate and the abrasive wear appeared. Figure 7(b) shows some microscratch and cracks that could destroy the continuity of the surface. The wear rate was increased because some particles and big debris separated from the worn surface of friction materials. Figure 7(c) shows the wool fiber uniformly distributed in the friction materials and some fibers separated from the substrate during the sliding. Therefore, the abrasive wear was dominant due to the cutting of the particles of the fibers under the friction force and pressure force. In addition, Figure 7(d) shows the wool fibers were carbonized seriously and some particles on the surface separated at 350°C. In addition, some glass fiber was pulled out and the worn surface was destroyed considerably.
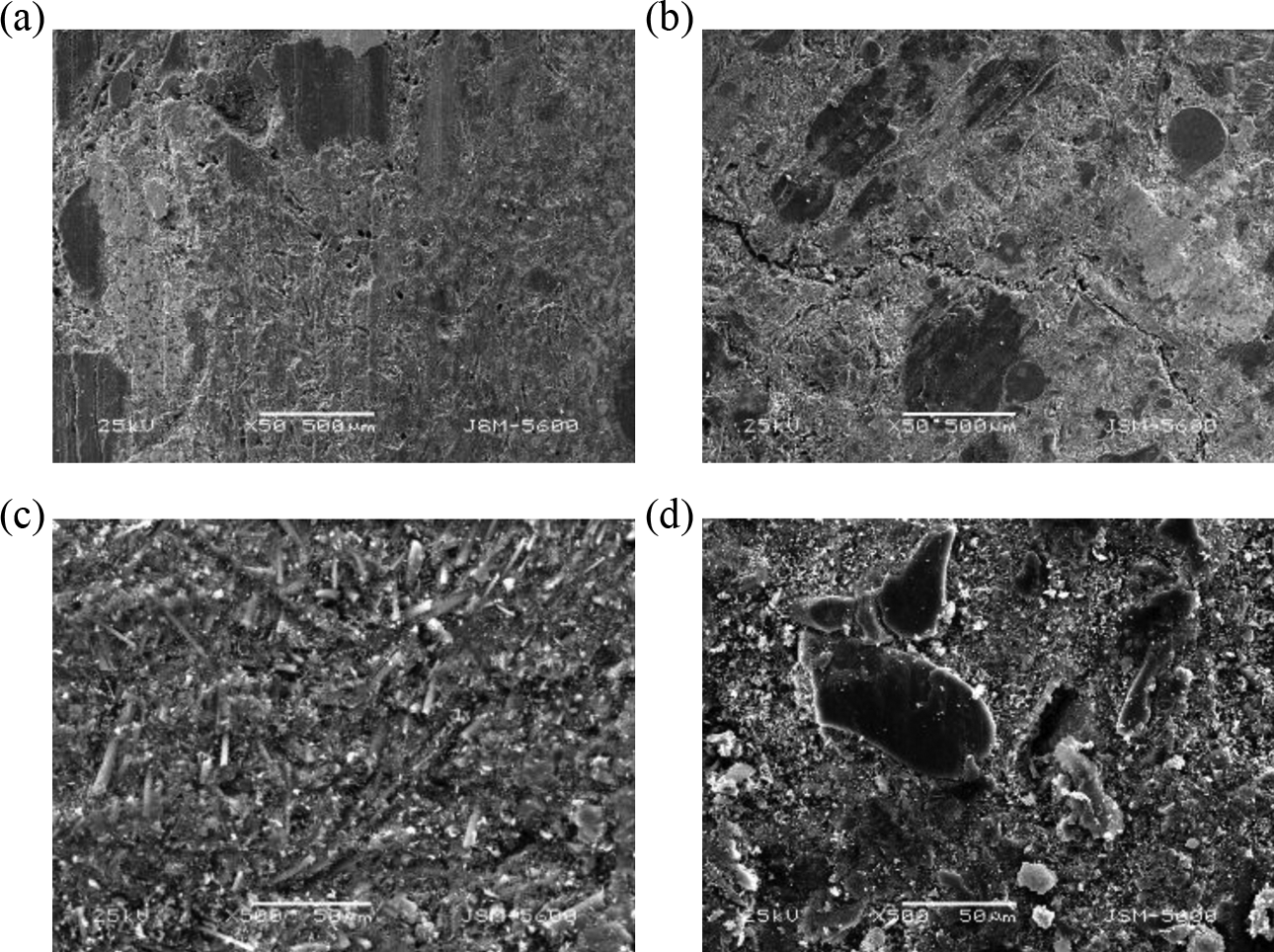
Morphology of worn surfaces of the friction materials reinforced with wool fibers. (a) 1 wt%, (b) 2 wt%, (c) 3 wt%, and (d) 4 wt% at 350°C.
Figure 8 shows that the asperities on the contact layer between disk and the friction materials were imposed on heavy unit pressure by the load. Some cold solder joint formed when the asperities were squeezed and overheating took place in the sliding process. The adhesive wear appeared when the cold solder joint separated from the surface by shear force. At the same time, some voids may be formed as the wool fiber was pulled out.
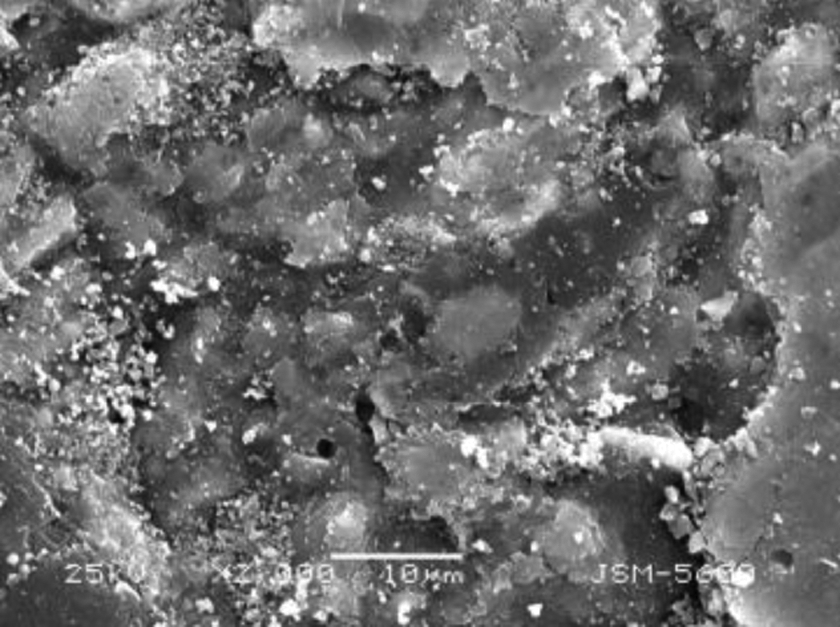
Morphology of the worn surfaces of the friction materials reinforced with 2 wt% wool fibers due to adhesive wear mechanism.
The morphology of the abrasive particles of the friction materials can be found in Figure 9. Some hard particles (such as the particles formed from the glass fibers) would be pressed to the surfaces of the friction materials and were removed latter because the hardness of the disk was different with the one of the friction materials. Therefore, the plowing phenomenon appeared.
Morphology of the abrasive particles on the worn surfaces of the friction materials reinforced with 3 wt% wool fibers.
Figure 10 illustrates the wool fibers were already carbonized at the temperature of 350°C. The voids were formed when the carbonized wool fibers were pulled out by the friction force. In addition, Figure 11 shows some voids from the glass fibers were pulled out from the substrate because the substrate began to fade and the bonding force was reduced at the temperature of 200°C.
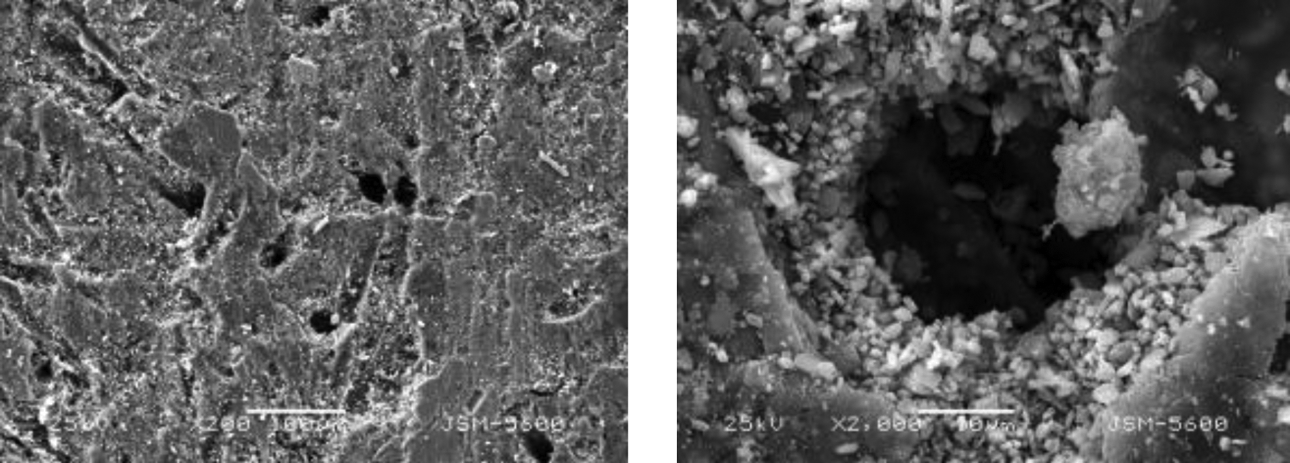
Voids from the carbonized 1 wt% wool fibers as reinforcement in the friction materials at the temperature of 350°C.
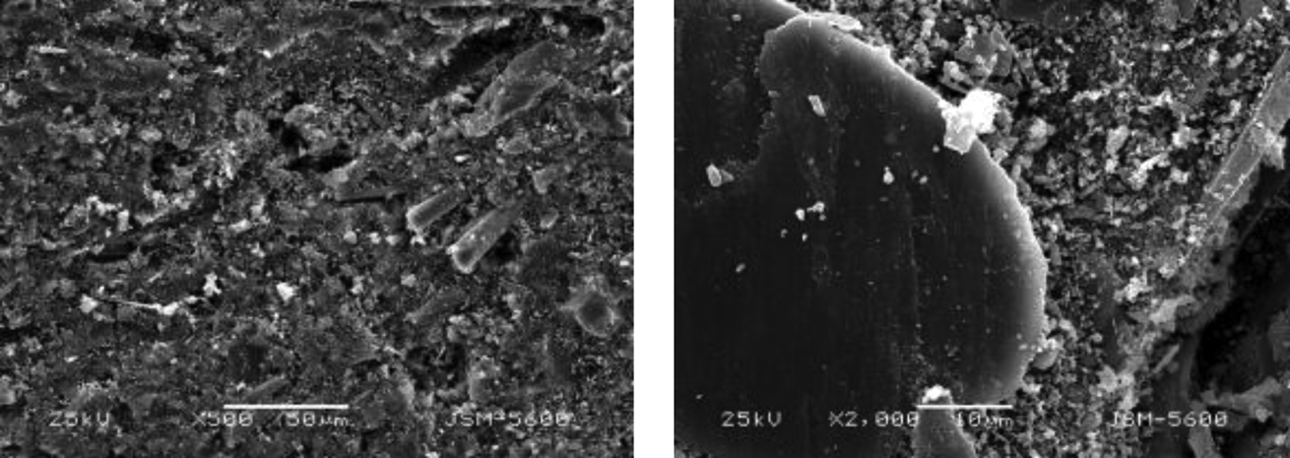
Voids from the glass fibers pulled out in the friction materials reinforced with 4 wt% wool fibers at the temperature of 200°C.
It was concluded that the friction coefficient and wear rate were affected by the voids on the friction surfaces. The oxygen in the air could diffuse the friction surface through the voids. Therefore, there were solid phase reactions and gas phase reactions between carbon and oxygen, and the abrasive particles in the voids could be oxygenized. Figures 10 and 11 show that there were many abrasive particles with different sizes. The amount of the particles on the friction surface was decreased after the particles in the voids were carbonized causing that the wear rate was decreased. At the same time, the braking noise was absorbed and reduced by the voids to some extent during the braking.
Figure 12 illustrates that the cracks were caused by bad bonding force at the interfaces between different ingredients. The adhesive wear was dominant in the upper part of the photographs and the abrasive wear played an important role in the lower part one. Figure 13 shows that there was larger debris on the edges of the cracks of the friction materials reinforced with wool fibers, such as abrasive particles. The plowing phenomenon appeared because the abrasive particles were pressed into the surfaces of the counterpart by the pressure during the sliding and the softer materials were removed.
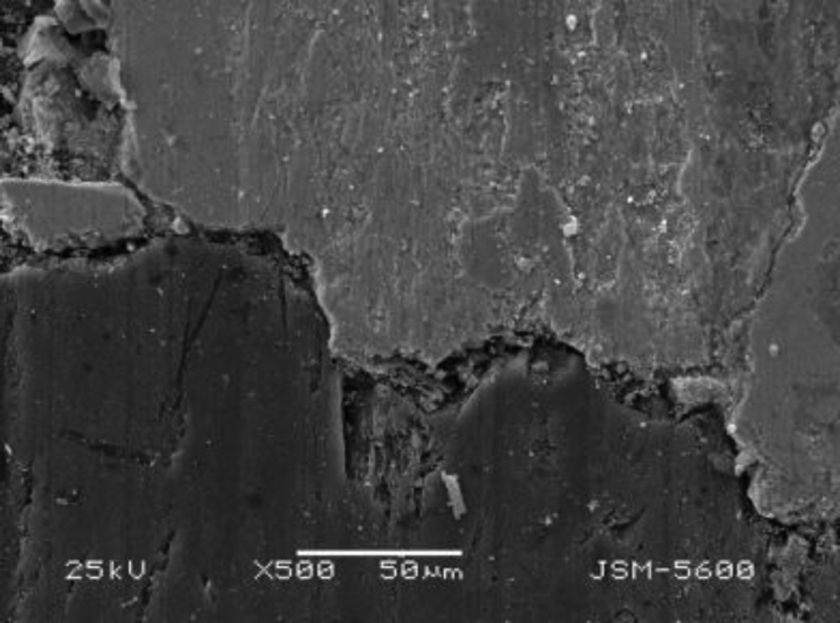
Cracks in the friction materials reinforced with 1 wt% wool fibers.
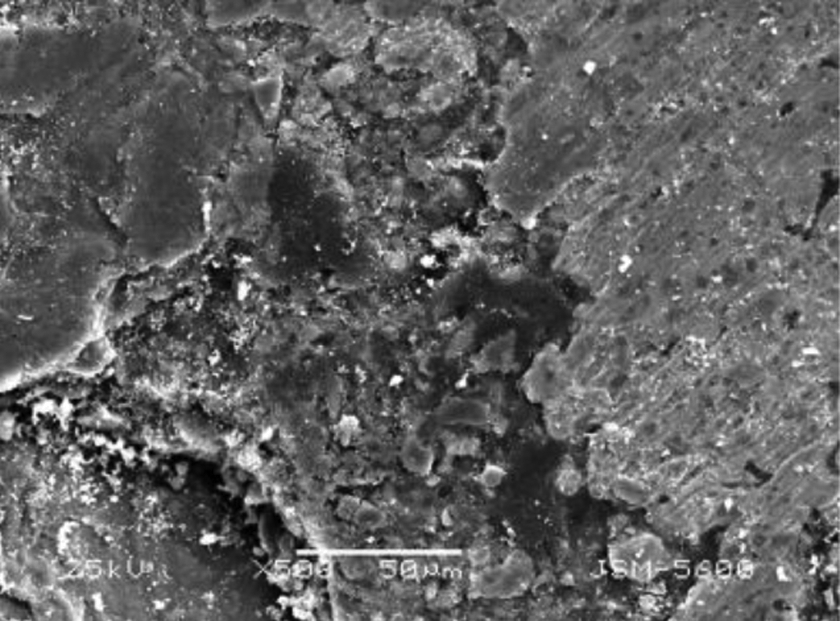
Debris on the edges of cracks in the friction materials reinforced with 2 wt% wool fibers.
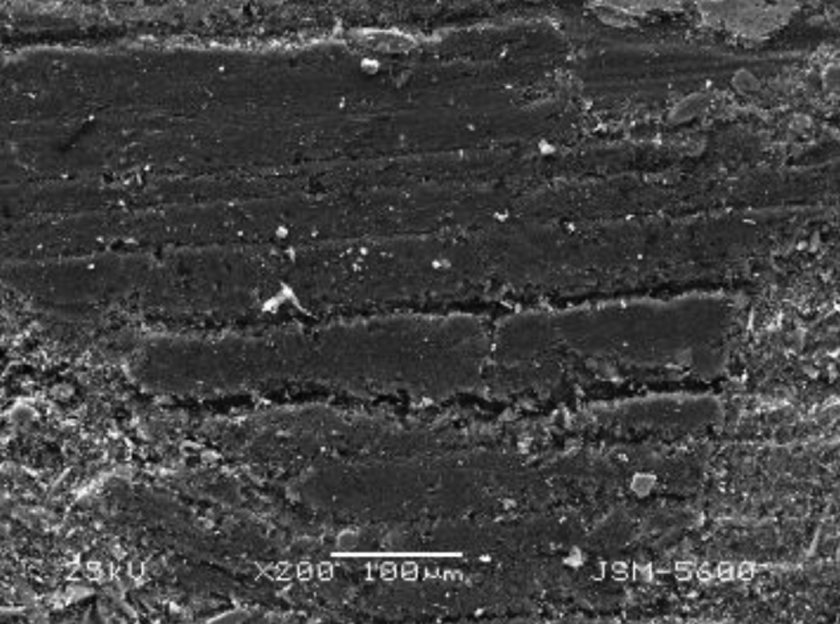
The glass fibers could not only improve the strength but also increase the wear resistance of the friction materials. Generally, the glass fibers distributed irregularly on the worn surface. The wear of the glass fibers was affected by the angle between the fiber and the friction surface. Figure 14(a) shows that the wear of the fibers was high as the angle was large. At high temperature, the substrate was carbonized seriously and the fibers sustained high local stress, so the fibers broke easily and formed abrasive particles. Figure 14(b) shows that the area of the fiber under the stress was larger as the angle was smaller. Therefore, the fibers improved the wear resistance of the friction materials.
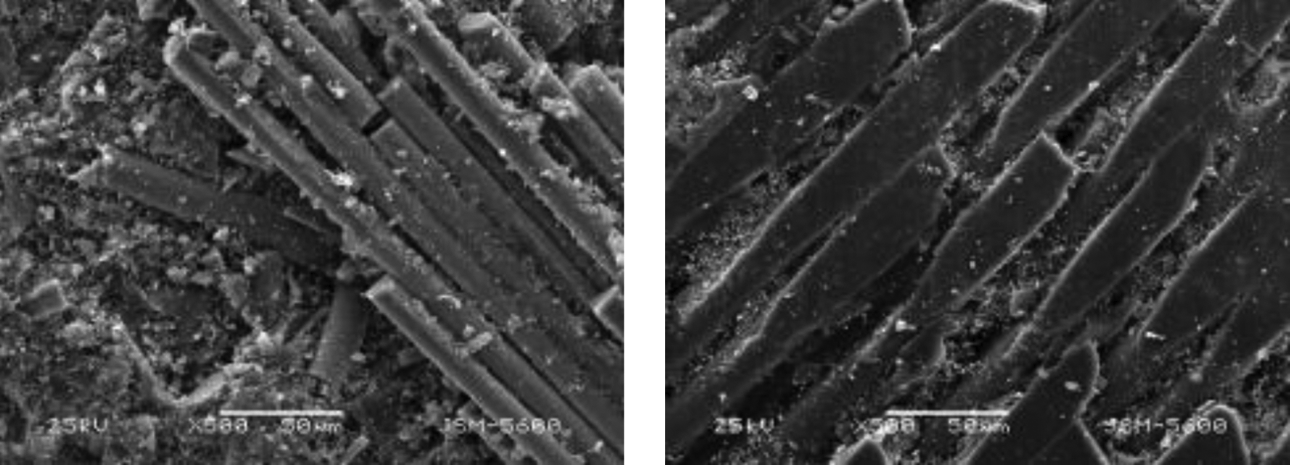
Morphology of the glass fiber in the friction materials reinforced with 3 wt% wool fibers.
Conclusions
The wool fibers were modified by 2 wt% NaOH solution. The friction coefficient of the friction materials reinforced with 3 wt% wool fibers was approximately 0.3–0.4. The friction coefficients of the friction materials reinforced with the wool fibers were higher than that without the wool fibers at 250°C. The friction coefficients of the friction materials reinforced with 1 and 4 wt% wool fiber fluctuated considerably and were < 0.3. The friction coefficients of the friction materials reinforced with 2 and 3 wt% wool fiber were decreased, however, were more than 0.3 at 250°C. The wear rate of the friction materials reinforced with 1, 2, and 4 wt% wool fibers were >1 × 10−7 cm3 N−1 m−1 at the temperature of 350°C. The ones reinforced with 0 and 3 wt% were < 1 × 10−7 cm3 N−1 m−1.
The morphologies showed that the wool fibers were carbonized seriously and some particles on the surface separated at the temperature of 350°C. In addition, some glass fibers were pulled out and the worn surface was destroyed considerably.
It was concluded that the adhesive wear and abrasive wear were dominant wear mechanisms in the friction materials reinforced with wool fibers. The voids were formed as the wool fibers were carbonized and pulled out. Therefore, the amount of the particles on the friction surfaces was decreased after the particles in the voids were carbonized. As a result, the wear rate was decreased and the braking noise was absorbed by the voids to some extent at the same time.
Footnotes
Funding
This project was supported by National Natural Science Foundation of China (Grant No. 51075177), Scientific Research Starting Foundation of Jilin Agricultural University (Grant No. 2007035), Changchun Science and Technology Support Project (11KZ43), Program for New Century Excellent Talents in University of Ministry of Education, China, and Jilin Province Science and Technology Development Plan Item (20120716, 20130101043JC).