
Abstract
This study is aimed at utilizing the gramineae to reinforced polyethylene (PE). The interface modification was performed by treatment of silvergrass (SV) fibers with sodium hydroxide (NaOH) and polymeric methylene diphenyldiisocyanate (PMDI). The modified fibers were characterized by Fourier transform infrared spectroscopy. Composites were fabricated with different fiber loadings (10%, 20%, 30%, 40%, 50%, and 60%) of SV fibers by injection molding. The properties of the composites were studied by mechanical property, thermogravimetric analysis, and differential scanning calorimetry. The mechanical properties of the treated composites were compared well with those of untreated composites. A marked improvement of 49.0% in tensile strength and 47.35% in flexural strength for 40% SV fibers-reinforced high-density PE composites was noticed. It is also found that the treated fiber is acting as a nucleating agent. It can be deduced that the thermal stability of the wood–plastic composites can be improved when SV fibers were treated by NaOH and PMDI.
Introduction
Lignocellulosic fillers and fiber-reinforced thermoplastic composites are gaining importance in building, automobile, and other consumer applications because of their inherent advantages such as low cost, low density, high stiffness, high specific strength, renewability, abundance, and no abrasiveness. 1 –7 However, forests, the major sources of wood fibers (WFs), are declining at the alarming rate of 13.0 million hectares per year in developing countries. 8,9 Therefore, it is important to find new lignocellulosic sources to produce wood–plastic composites (WPCs). Use of other lignocellulosic sources as fillers or reinforcements in the production of plastic composites can alleviate the shortage of wood resources. In addition, the composite industry always looks into alternative low-cost lignocellulosic sources, which can decrease overall manufacturing costs and increase stiffness of the materials. 4,8 Silvergrass (SV), Miscanthus sacchariflorus, belongs to the genus Triarrhena. Being a potential resource of bioenergy plants, it has recovered considerable attention in Europe but mainly been used for soil and water conservation, paper manufacture, and feedstuff in China. Some agroresidues and crop residues as filler or reinforcements in the WPCs have been reported. 1,9 –11 However, the articles on the composites with SV have not been reported. Like the WFs, SV has the drawbacks, such as the incompatibility between them with the matrices, low impact strength, and thermal decomposition at temperatures over 200°C.
Generally, the mechanical properties of the WPCs are greatly affected by the compatibility between the filler and the matrix. A number of investigators have explored to reduce the problem. 12 –15 Among the modification methodologies, alkali treatment (also called mercerization), compatibilizers, and isocyanate are very useful. Alkali treatment is the common method to produce high-quality fibers. The important modification that is done by alkaline treatment is the disruption of hydrogen bonding in the network structure, thereby increasing surface roughness. 3,16 Mercerization also tends to fibrillation of the fibers, which causes the breaking down of the composite fiber bundle into smaller fibers. Through the fibrillation, the fibers increase the aspect ratio so as to improve the material properties of composites. 17 Moreover, fiber surfaces have hemicellulose, lignin, pectin, and wax, which can be removed by mercerization. 2,18 Indeed, by the removal of impurities and waxy substances from fiber surfaces and creation of a rougher topography after alkalization, the mechanical interlocking and thus the interface quality will be promoted. Polyethylene (PE) copolymer grafted with maleic anhydride (MAH) is often used as a compatibilizer between lignocellulosic filler and PE. For example, Xiong et al. 19 have reported that both silane coupling agents and polymer compatibilizers could improve the interfacial adhesion between WF and high-density PE (HDPE) and with HDPE-g-MAH as a compatibilizer giving the best tensile and flexural properties. In addition, the chemical treatment of natural fibers with isocyanates, to be used as reinforcement in composites, has been profusely studied. It has been reported that the functional group NCO of isocyanate can build covalent bonds with the surface hydroxyl groups of fibers through its NCO to form urethane bonds. Qiu et al. 12 have reported that the interfacial adhesion can be improved by 1,6-diisocyanatohexane as a compatibilizing agent in polypropylene/cellulose composite. Sahoo et al. 20 have also reported that incorporation of 1% polymeric methylene diphenyldiisocyanate (PMDI) in 50% lignin-filled composites can enhance the tensile, flexural, and impact strength properties. In the absence of a catalyst, electron-withdrawing groups of the isocyanate molecule and electron-donating groups on the active hydrogen molecule of cellulose increase the rate of reaction. 21 However, the studies on the reaction between isocyanate and hydrogen molecule of cellulose without catalysts have not been reported.
In this work, composites based on HDPE and SV were prepared by twin-screw extrusion and injection molding, and the effect of mercerization, SV loading, and PMDI on the properties of the composites were investigated.
Experimental
Materials
SV (80 mesh) was obtained from Yueyang Paper Co. Ltd (Yueyang, China). The polymer matrix, injection-grade HDPE was procured from Daqing Petrochemicals Co. Ltd (Daqing, China). The density and melt flow index of HDPE were 0.945 g cm−3 and 30 g/10 min, respectively. PMDI was purchased from Jiangsu Province Chemical Industry Research Institute (Changzhou, China).
Fiber treatment
SV was dried at 80°C for 24 h in a vacuum oven to remove moisture before being dry-blended with HDPE and compatibilizers. Then, the fibers were immersed in 10% sodium hydroxide (NaOH) solution at 25°C for 6 h. Solution-to-SV fiber ratio was 10:1 (wt%). The treated SV fibers were then washed out thoroughly with water until the rinsed solution became neutral. The treated fibers were then dried at 80°C in a convection oven for 24 h.
PMDI treatment
SV fibers treated with NaOH were modified by PMDI in anhydrous toluene without any catalysts. The PMDI was slowly added into the solution. The mass ratio of SV and PMDI was 8:1. The reaction time for the PMDI reaction was 2 h at 70°C. All the treated SV were then washed several times with acetone before refluxing with fresh acetone for 24 h to remove chemical reagent residues. The reached SV were then oven dried at 80°C before being used in making the WPC.
Preparation of composites
Compounding was accomplished using a twin-screw extruder (SHJ-20B, Nanjing Giant Co. Ltd, Nanjing, China) to produce homogeneous SV-HDPE composite pellets. The melt temperature at die was 200°C. The amount of SV fibers was 10%, 20%, 30%, 40%, 50%, and 60%. Specimens of SV-reinforced HDPE were sampled from injection-molded test specimens. The composites were injection molded using an injection molding machine (CWI-90BV, Shanghai Century Win Mechanical Industry Co. Ltd, Shanghai, China). The processing conditions of the injection molding may be summarized as follows: (1) nozzle temperature: 185–200°C, (2) injection pressure: 75 MPa, (3) injection speed: 60 cm3 s−1, and (4) cooling time: 20 s. Table 1 shows the constituents of each formulation along with their abbreviated codes.
Composition of HDPE and its composites.
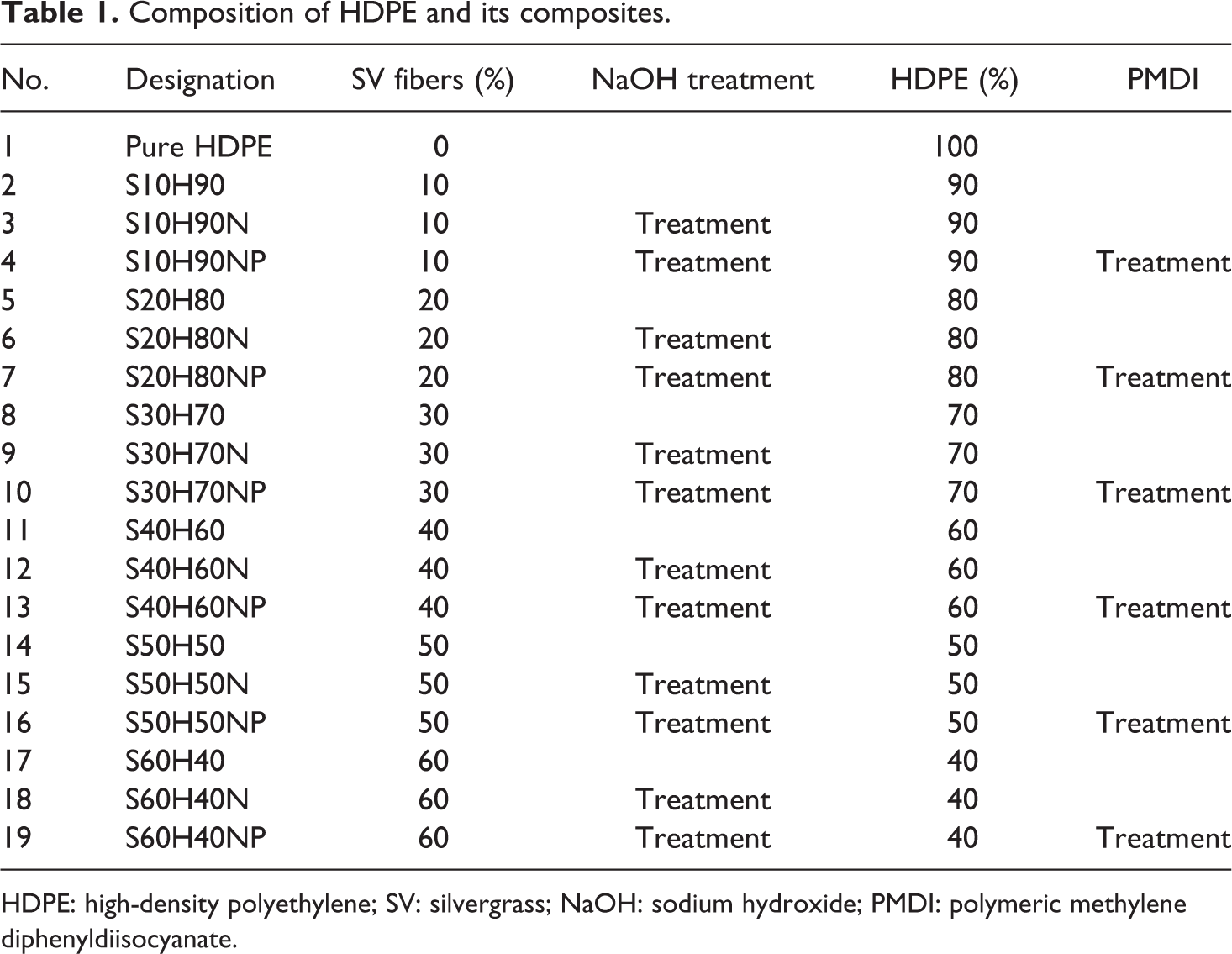
HDPE: high-density polyethylene; SV: silvergrass; NaOH: sodium hydroxide; PMDI: polymeric methylene diphenyldiisocyanate.
Mechanical testing
Tensile and flexural properties of the composites were measured by a universal testing machine (CMT 4204, ShenZhen San Si, Co. Ltd, Shenzhen, China) according to standards ASTM D 638 and ASTM D 790, respectively. The tensile properties of the samples were tested at a speed of 50 mm min−1. The flexural properties of the samples were tested at a crosshead speed of 5 mm min−1 and span-to-depth ratio of 16:1.
FTIR spectroscopy analysis
The infrared spectra of the SV were recorded using a Fourier transform infrared spectroscopy (FTIR; VETERX701R, Bruker Corporation, Germany). The transmittance range of the scans was 500–4000 cm−1.
Thermogravimetric analysis
Thermogravimetric analysis (TGA) was carried out by a TG analyzer (TG209F1, NETZSCH, Selb, Germany). About 8–9 mg of samples was taken for TGA. The samples were scanned from room temperature to 700°C at a heating rate of 10°C min−1 under nitrogen atmosphere and the weight loss with respect to temperature was recorded.
Differential scanning calorimetry
Heat flow as a function of temperature was studied by a differential scanning calorimeter (DSC 204 F1, NETZSCH). Nitrogen was used as purge gas during the experiment. About 6–8 mg of samples was taken in an aluminum pan for dynamic differential scanning calorimetry (DSC) analysis. The data were collected by heating the specimen from room temperature to 200°C at a heating rate of 10°C min−1. An empty aluminum pan was used as the reference material.
Results and Discussion
Tensile properties
The measured tensile properties of SV/HDPE composites are presented in Figure 1. As mentioned above, like the WFs, SV has the drawbacks. The hydrophilic SV fibers and hydrophobic HDPE are incompatible, which lead to poor adhesion and stress transfer at the interface. Achieving high mechanical strength of composites requires a strong fiber–matrix interface to enable stress transfer from the matrix to the fiber. This is evident from Figure 1 that the tensile strength of the composites without any modification lies in the range of 11.83–20.01 MPa. It can also be seen from Figure 1 that the tensile strength of WPC treated by NaOH is improved due to the increased surface roughness and fibrillation of SV. When SV was treated by NaOH, the tensile strength lies in the range of 14.31–20.53 MPa. However, compared with the untreated WPCs, the tensile strength of WPCs treated by NaOH and isocyanate was significantly increased to 21.15, 22.01, 23.16, 25.65, 19.25, and 15.21 MPa by 5.70, 13.63, 26.5, 49.0, 29.8, and 28.57%, respectively. It is hypothesized that the isocyanate groups can build covalent bonds with the surface hydroxyl groups of fibers. 22 Therefore, the hydrophilic SV and hydrophobic HDPE become more compatible due to the functional group NCO of PMDI that can build covalent bonds with the surface hydroxyl groups of SV through its NCO to form urethane bonds, which can reduce the hydrophilicity of SV fibers.
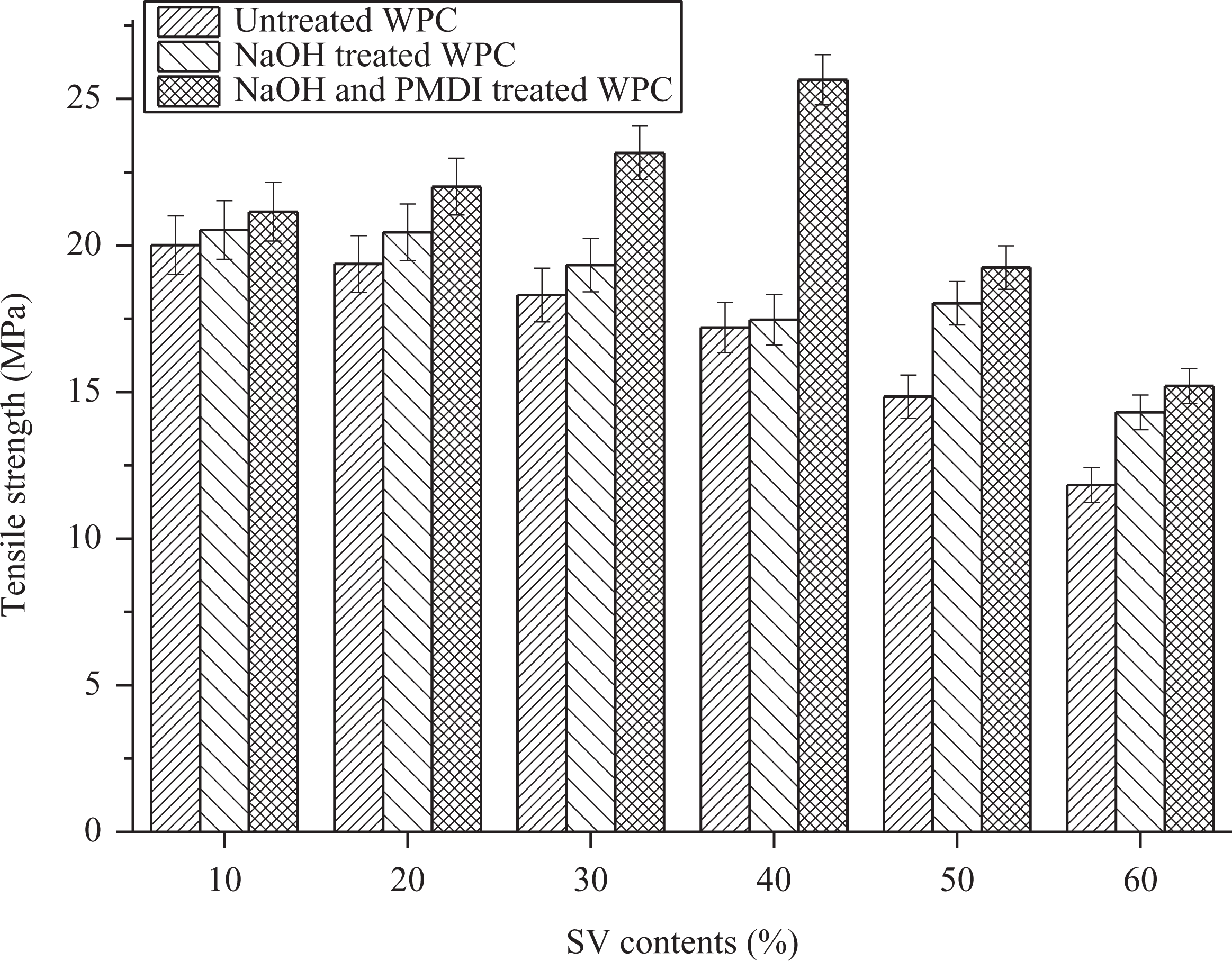
Tensile properties of modified and unmodified WPC.
Flexural properties
Flexural strengths of the prepared composites were measured. The properties at different SV contents are shown in Figure 2. It can be seen from Figure 2 that values for the flexural strength range between 10.21 and 27.03 MPa for composites with untreated SV; when the SV fiber was treated by NaOH, the values are between 13.30 and 32.14 MPa. While the values of the WPC with NaOH and PMDI-treated SV are between 14.71 and 39.83 MPa from the flexural strengths of the composites containing 10% (w/w) to 60% (w/w) untreated SV, which was remarkably increased by 44.07%, 37.09%, 43.05%, 47.35%, 25.89%, and 16.57%, respectively. It may be due to the improved interfacial adhesion between HDPE and SV, which results in an efficient stress transfer at the fiber–matrix interface. However, with more treated fibers adding into HDPE, the tensile strength and flexural strength of treated WPC were decreased. It may be that the excess dosage of SV fibers could lead to agglomeration. Therefore, it can be concluded that at 40% SV fiber, both the tensile strength and the flexural strength of the composites treated by NaOH and isocyanate can reach the highest values.
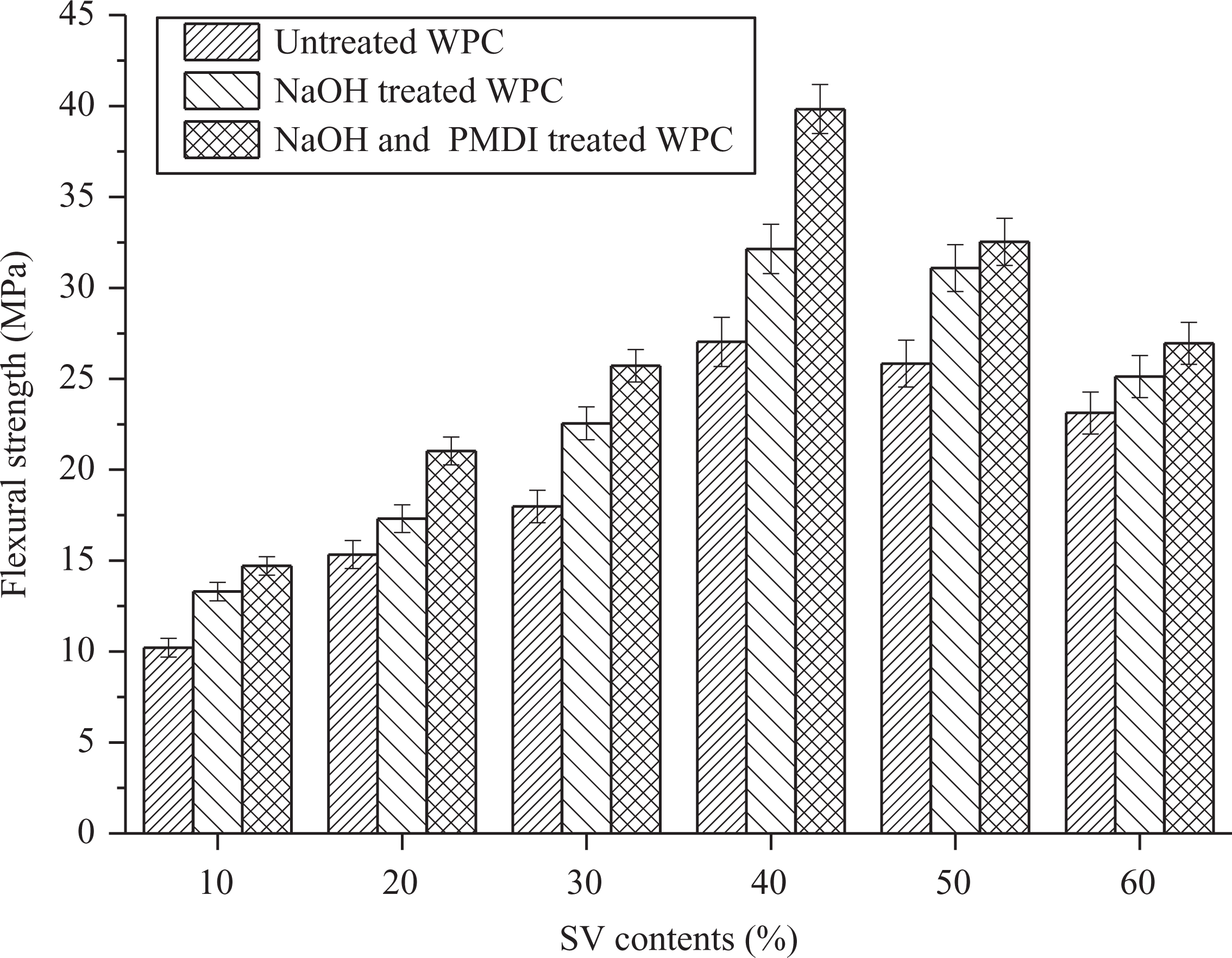
Flexural properties of modified and unmodified WPC.
FTIR spectroscopy analysis
Chemical modification of SV fiber leads to changes of molecular interactions, which in turn accompanies wave number shifts in the FTIR spectra. Figure 3 shows FTIR spectra of treated and untreated SV fibers. It can be seen from Figure 3(a) that with NaOH treatment, the carbonyl groups in hemicellulose disappeared at 1734 cm−1. The intensity of the peaks attributed to C=C of aromatic skeletal vibrations in lignin, in the region of 1500–1600 cm−1, has decreased in treated SV fibers reflecting partial removal of lignin. 4 It is clear that the absorption band in the region of 3363 cm−1 and 2900 cm−1 is due to O–H stretching vibration and C–H stretching vibration, respectively. It is hypothesized that the isocyanate groups can build covalent bonds with the surface hydroxyl groups of fibers. It is evident from Figure 3(b) that the characteristic peak at 1703 cm−1 is due to the formation of carbamate esters as a result of the reaction between –NCO and –OH. It is worth noting that, although there was a characteristic peak appearing at 1703 cm−1, the intensity of the peak was very little. It may be that the hydroxyl groups of SV fibers that can react with the –NCO were very little. Moreover, the reaction between hydroxyl groups and –NCO was slow due to no any catalysts used in this study. However, the tensile and flexural strengths of the WPCs can indirectly demonstrate the reaction.
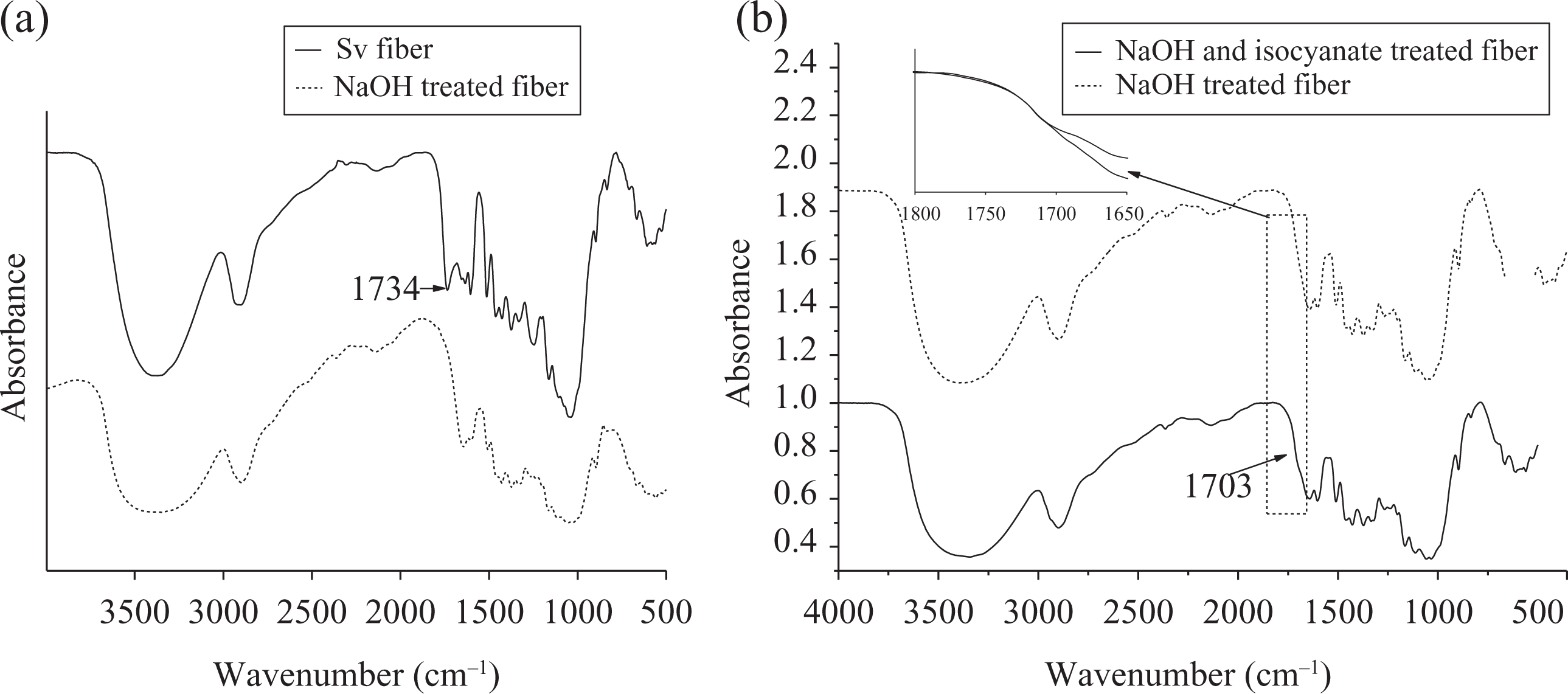
FTIR spectra of treated and untreated SV fiber. (a) SV fiber with untreated and NaOH treated. (b) SV fiber with NaOH and isocyanate treated.
DSC analysis
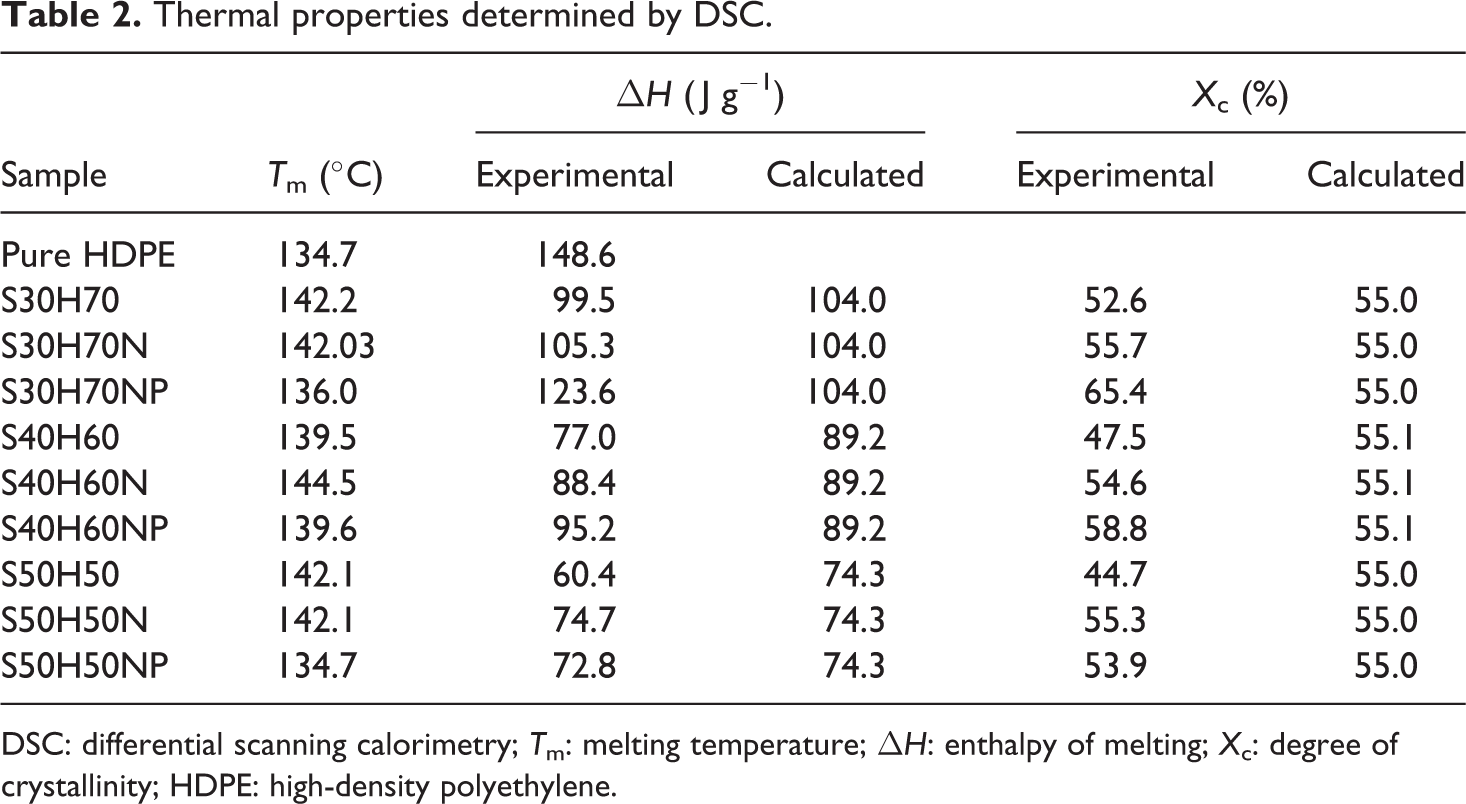
The DSC curves of pure HDPE and its composites are shown in Figure 4. The thermal data obtained from the curves are summarized in Table 2. For both pure HDPE and its composites, only one single endothermic peak was observed, which indicated that the presence of SV did not significantly affect the crystalline structure of HDPE. But the degree of crystallinity (X
c) of HDPE in the composites changes with the content of SV. To compare the crystallinity of only the crystallizable component with each sample, the percentage of crystallinity per unit weight of the crystalline component was calculated using the following equation
15,23
: DSC curves of pure HDPE and its composites. (a) Pure HDPE and untreated WPC. (b) Pure HDPE and NaOH-treated WPC. (c) Pure HDPE and WPC treated with NaOH and PMDI. DSC: differential scanning calorimetry; HDPE: high-density polyethylene; WPC: wood–plastic composite; NaOH: sodium hydroxide; PMDI: polymeric methylene diphenyldiisocyanate. Thermal properties determined by DSC. DSC: differential scanning calorimetry; T
m: melting temperature; ΔH: enthalpy of melting; X
c: degree of crystallinity; HDPE: high-density polyethylene.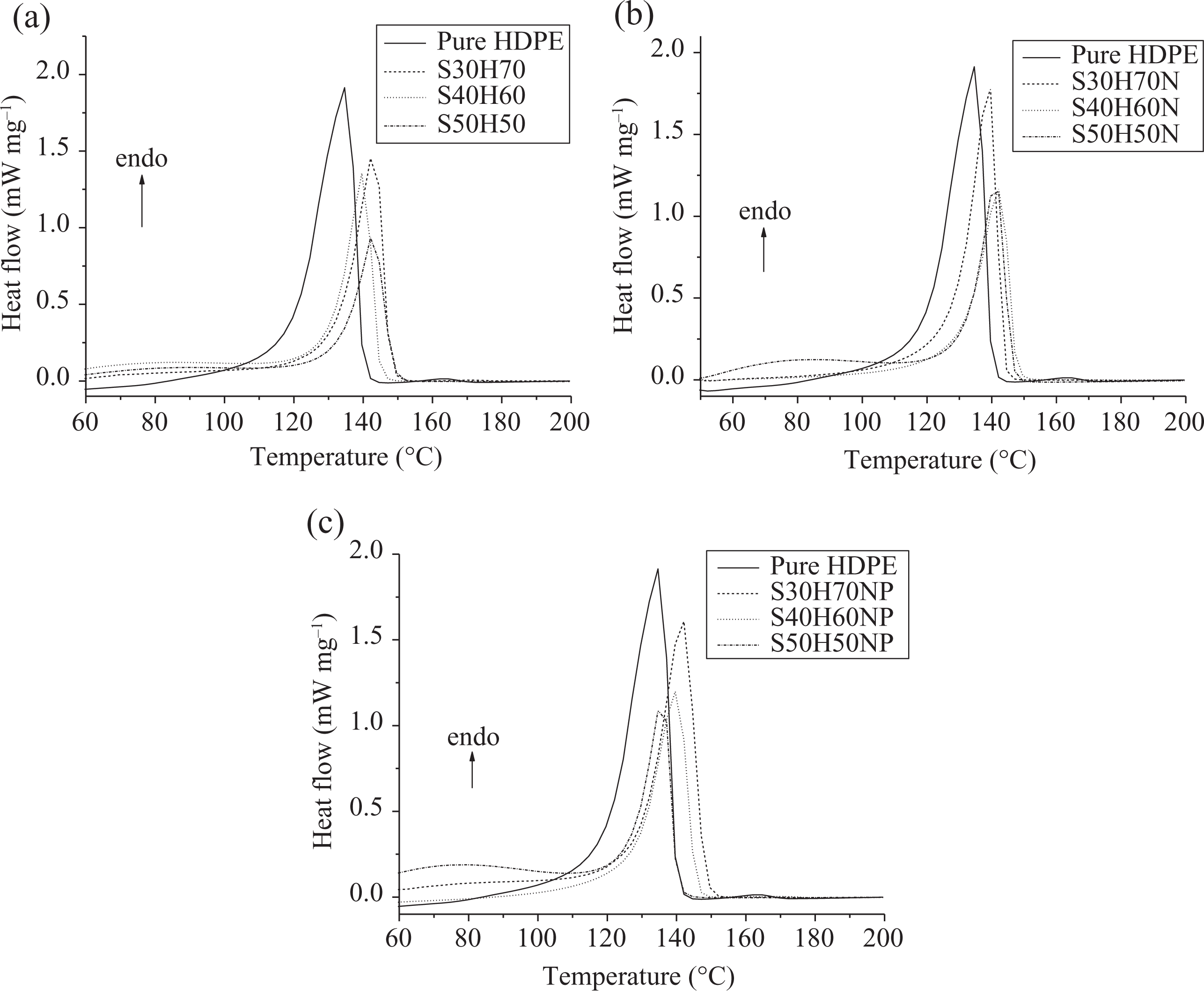

where ΔH
f is the obtained heat of fusion values and
It can be seen from Table 2 that the enthalpy of melting (ΔH) was the highest for pure HDPE, while the ΔH was significantly reduced to the range from 99.5 J g−1 to 60.4 J g−1 after incorporation of different untreated SV contents. Based on the DSC results and considering the SV proportions, it is possible to draw following conclusions
1
: if ΔH of the composites is lower than 80% of the value for that of pure HDPE, it means that the filler interacted with the polymer decreasing its crystallinity; if ΔH of the composites is higher than 80% of the value for that of pure HDPE, it means that the filler interacted with the polymer increasing its crystallinity; if ΔH of the composites is 80% of the value of pure HDPE, it means that the filler dose not interacted with the polymer.
It can be seen from Table 2 that the untreated SV fiber-reinforced composites had lower X c than calculation results, which means that the untreated SV fibers has no effects on the X c. It may be that the untreated SV fibers had the tendency to agglomeration with each other due to the surface hydroxyl groups of SV fibers. Comparing with untreated WPC, the X c of NaOH-treated WPC was higher. Therefore, it can be deduced that NaOH treatment has an effect on the X c because SV surfaces have hemicellulose, lignin, pectin, and wax, which can be removed by the mercerization. Moreover, through the fibrillation, the SV can increase the aspect ratio. The NaOH and PMDI-treated SV-reinforced WPC have the same results. It is important to note that the NaOH and PMDI-treated SV-reinforced WPC have higher X c than NaOH-treated WPC except S50H50NP. Therefore, it can be deduced that the crystallinity of composites can be improved by incorporation of treated SV fibers, which is acting as a nucleating agent.
TG analysis
TGA has proved to be a suitable method to investigate the thermal stability of polymeric system. Thermal degradation of WPC is highly recommended for the optimization of process parameters. The decomposition temperature gives an indication of the highest processing temperature that can be adopted. The decomposition temperature of WPC is always over 200°C. 1 Therefore, it is necessary to get the decomposition temperature of WPC.
The mass loss and degradation speed of untreated and treated SV fibers are illustrated in Figure 5. Initially, all the weight loss curves (Figure 5(b)) show a small, gradual decrease in mass over a wide temperature range from 30°C to 140°C due to the vaporization of the moisture present in the fibers. It is noted that a slight shoulder in the derivative thermogravimetric (DTG) curve can be seen in untreated SV fibers. However, it cannot be found in the other DTG curves. This may be due to the hemicellulose, lignin, pectin, and wax in the SV fibers, which can be removed by the mercerization. Therefore, this phenomenon can be explained by DTG and FTIR results. At 357.9°C, the main degradation of cellulose occurs and a prominent peak appears at the temperature corresponding to the maximum decomposition rate. It can be seen from Figure 5(b) that the decomposition temperature of the untreated SV fibers was lower than that of the treated fibers. It may be that the hemicellulose, lignin, pectin, and wax were removed by the mercerization. According to Kim et al. 24 , the depolymerization of hemicellulose occurs between 180°C and 350°C, the random cleavage of glycosidic linkage of cellulose between 275°C and 350°C, and the degradation of lignin between 250°C and 500°C. Therefore, the hemicellulose is relatively thermal unstable. It is interesting to note that the DTG curves of various treated fibers are similar with each other because no catalyst was used in this study. Furthermore, the concentration of PMDI was so low that it cannot be found by TGA. However, the FTIR spectroscopy analysis and mechanical properties can prove the function of PMDI.
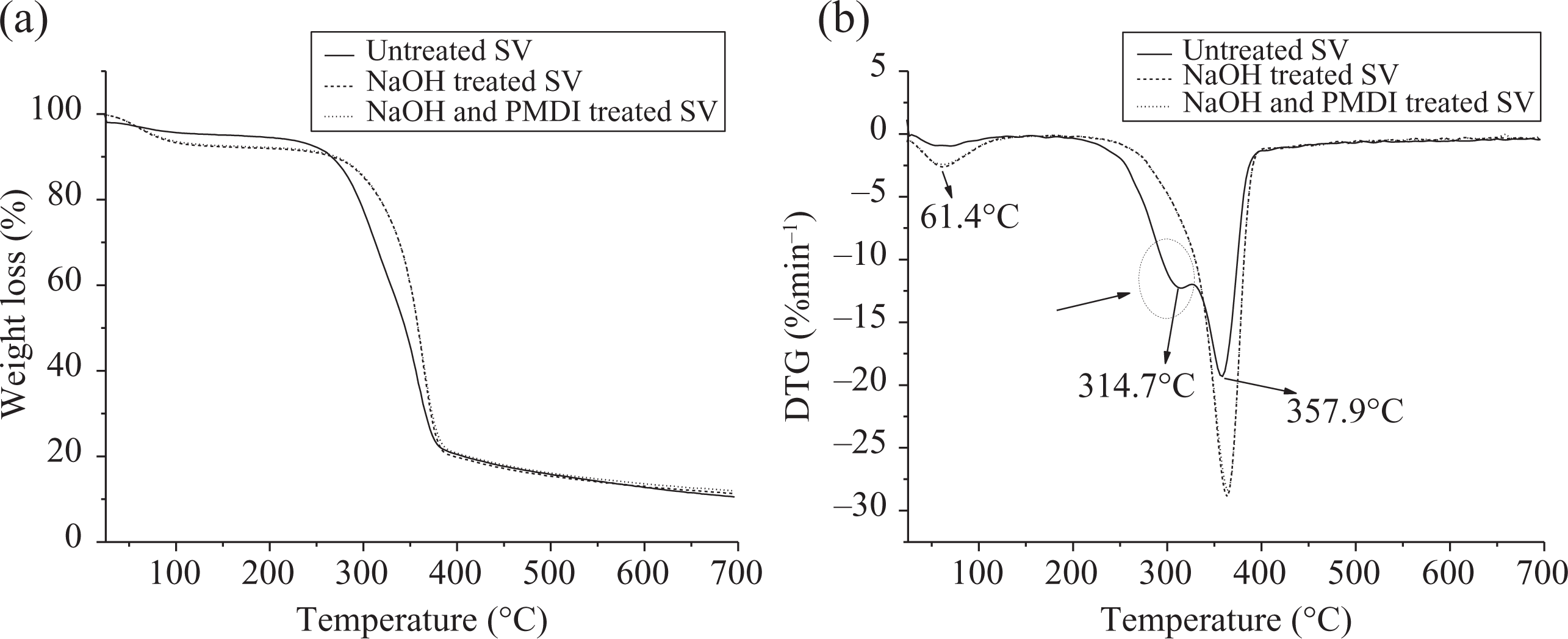
Weight loss (a) and derivative weight loss (b) of untreated and treated SV fibers. SV: silvergrass.
The TGA and DTG curves of pure HDPE and WPC are shown in Figure 6. The TG parameters of all the tested formulations are summarized in Table 3. In this study, when the sample loses 3% of its weight, the temperature was considered as its initial decomposition temperatures (T i). The TG curves of different samples indicated that loss of water took place for them from 50°C up to 150°C. It can be seen from Table 3 that the T i s of the treated samples are higher than those of the untreated ones. Compared with those of the untreated WPC, the T i of NaOH-treated WPC were increased by 3°C, 4.4°C, and 3.2°C, respectively. It may be that the thermal unstable hemicellulose, lignin, pectin, and wax of SV fibers are removed by NaOH. It is clear from Figure 6 that a slight shoulder in each DTG curve (Figure 6(b)) can be found, while it cannot be found in the other DTG curves. However, compared with those of the untreated WPC, the T i of the WPC treated by NaOH and PMDI can be increased by 18.6°C, 18.8°C, and 6.1°C, respectively. This may be due to the better interfacial compatibility. Therefore, it can be concluded that the thermal stability of WPC can be obviously improved when SV was treated by NaOH and PMDI.
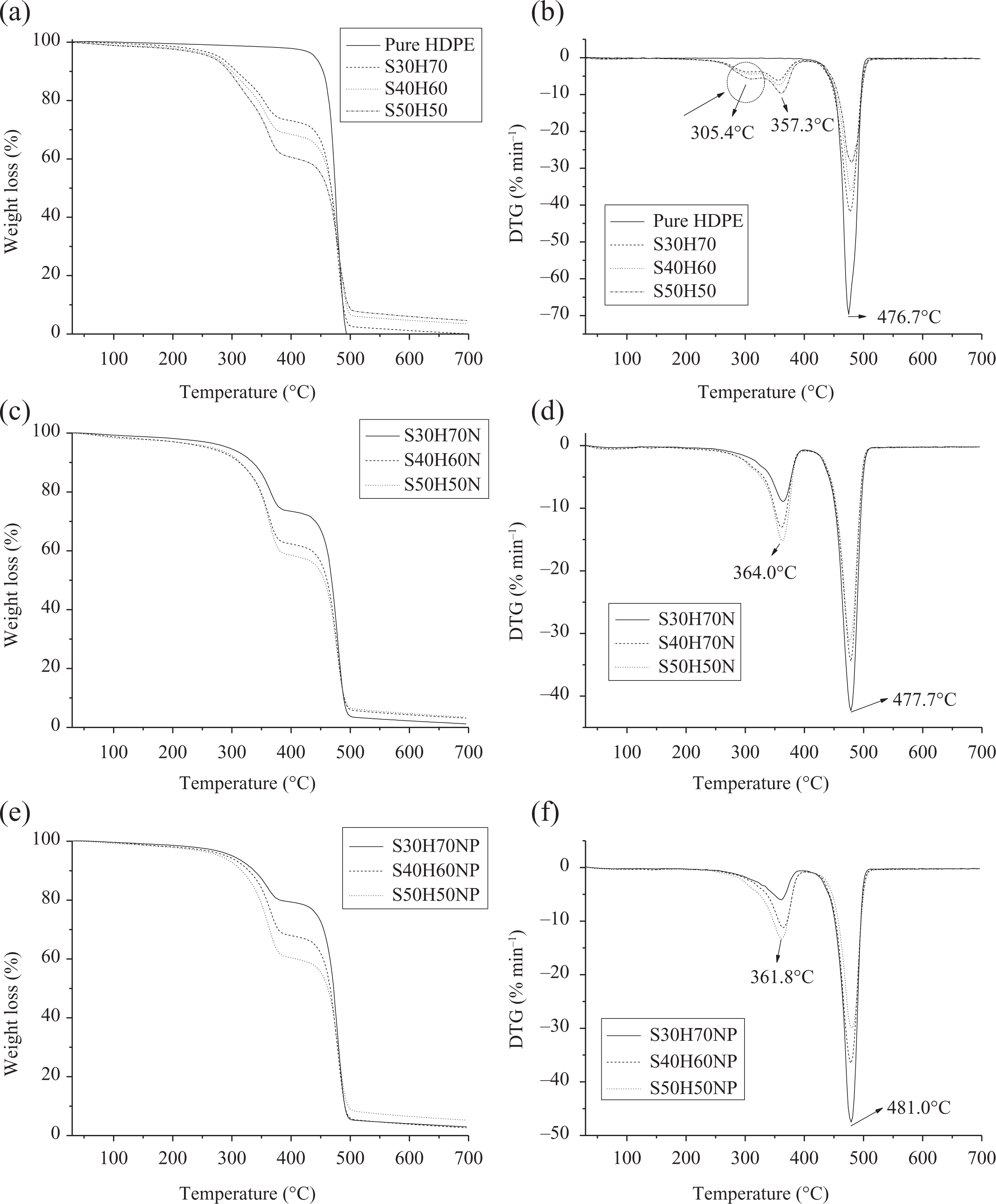
TG and DTG curves of samples. (a) TG curves of pure HDPE and untreated WPC, (b) DTG curves of pure HDPE and untreated WPC, (c) TG curves of NaOH-treated WPC, (d) DTG curves of NaOH-treated WPC, (e) TG curves of NaOH- and PMDI-treated WPC, and (f) DTG curves of NaOH- and PMDI-treated WPC. TG: thermogravimetric; DTG: derivative thermogravimetric; HDPE: high-density polyethylene; WPC: wood–plastic composite; NaOH: sodium hydroxide; PMDI: polymeric methylene diphenyldiisocyanate.
Data from TGA of composites.
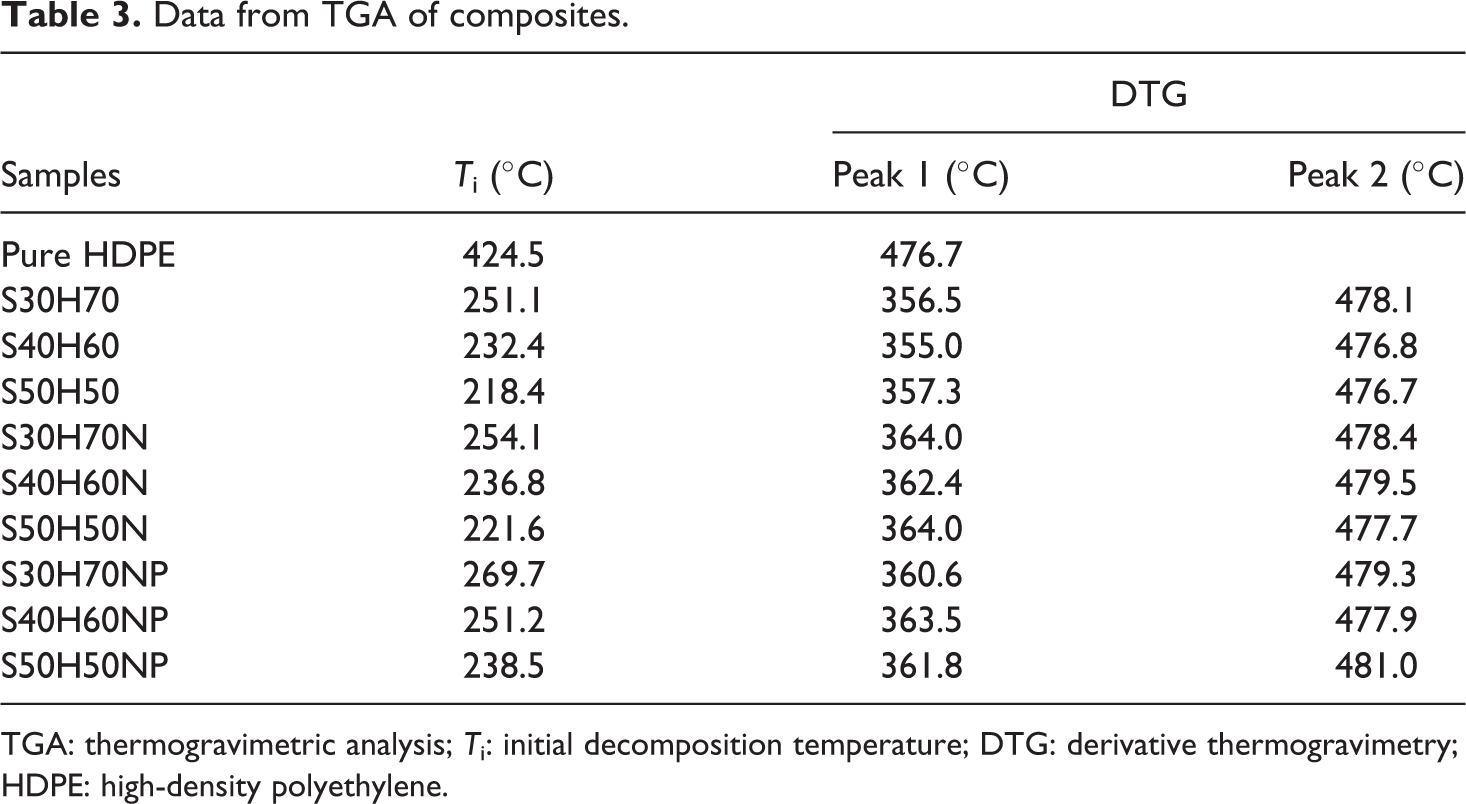
TGA: thermogravimetric analysis; T i: initial decomposition temperature; DTG: derivative thermogravimetry; HDPE: high-density polyethylene.
Conclusion
In this study, NaOH and PMDI-treated SV fibers and its reinforced composites were studied. It is indicated that the hemicellulose, lignin, pectin, and wax can be removed by the mercerization. Therefore, the thermal stability of the composites treated by NaOH and PMDI can be improved. The mechanical properties of the treated composites were compared well with those of untreated composites. A significant marked improvement of 49.0% in tensile strength and 47.35% in flexural strength for 40% NaOH and PMDI-treated SV-reinforced HDPE composites was noticed. The crystallinity of composites can be improved by incorporation of NaOH and PMDI-treated SV, which is acting as a nucleating agent.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.