
Abstract
This article presents an experimental investigation on the effect of glass fiber length on the mechanical properties of hybrid wood–plastic composites (HWPCs) manufactured via an extrusion process. There is a substantial interest in enhancing the mechanical performance of WPCs. Incorporation of glass fibers has been found to be an effective remedy in this regard. Theoretically, it is expected that mechanical properties can be improved via applying longer fibers. Three different lengths, 5, 15, and 25 mm of glass fibers were added to the WPC compounds to reinforce WPCs in an extrusion process. In addition, continuous glass fibers were also embedded into the extruded WPC with 70 wt% wood content, utilizing a special equipment in extrusion. Mechanical tests showed that applying noncontinuous glass fibers only marginally improved the mechanical strengths. In contrast, continuous fibers did significantly enhance the final properties of the produced profiles. The glass fiber size was also measured after extrusion, and it was observed that severe fiber breakages occurred during the process, which is the main reason for the inefficiency of noncontinuous fibers. The flexural, tensile, and impact strengths were improved up to 14%, 50%, and seven times in the continuously glass fibers reinforced WPC.
Keywords
Introduction
Wood–plastic composites (WPCs) are consisted of wood (fiber or flour) and plastic components. Incorporating wood in thermoplastics, either as reinforcements or fillers, results in a higher stiffness compared with that of the thermoplastics. WPCs provide lower price and durability at outdoor environments, which make them interesting materials for construction applications. Decking is the most common application of WPCs, where the load bearing of the part is not, however, a major concern. WPC suffers highly from insufficient mechanical strengths, especially in impact strength, to be applied for structural components.
In recent years, there has been considerable interest in reinforcing WPCs to introduce them for structural applications. As an example, manufacturing load carrying pallet with the reinforced WPC has been a recent effort. 1 Many research works have focused on the mechanical properties of the WPCs. The main concern in those studies was on enhancing compatibilization of the surfaces of wood particles with polymeric matrix, 2–6 effects of type and geometry of wood particles, 7–11 influencing the processing parameters,12–16 and impact modifiers.17,18 Recently, hybridization with glass fibers has been a topic of research interest to reinforce WPCs. 19–28 Hybrid composites benefit from two types of reinforcements to cooperate low cost and high performance. Although the green characteristics of hybrid WPCs (HWPCs) are lower than those of WPCs, their enhanced mechanical properties are interesting to the researchers.
Effect of glass fiber length and weight fraction on the polyvinyl chloride (PVC)/wood flour (WF) composites was investigated by Jiang et al. 21 Glass fibers with two lengths of 6.4 and 16.4 mm, WF, and PVC in different weight fractions were compounded and then compression molded. Impact strength was improved up to 100% for longer fibers. The enhancements in flexural strength and toughness were 18 and 26%, respectively. Rizvi and Semeralul 22 added 5 wt% of glass fibers on the wood/polyethylene composites and observed a 31% increase in the tensile strength. It must be noted that the reinforcing effect of glass fibers was more remarkable at higher levels of wood content. However, elongation at break was decreased by 25%, which indicates the lower toughness of HWPCs. In another study by Ohta et al., 23 long fibers of jute and glass, impregnated with polypropylene melt in pultrusion process, were hybridized with polypropylene in injection molding process. Addition of 10 wt% glass fiber resulted in 50% increase in the tensile strength. In their study, contrary to the study of Rizvi and Semeralul, 22 at the higher jute contents, the reinforcing effect of glass fibers was reduced. The impact of two manufacturing methods, compression molding and extrusion, on the mechanical properties of hybrid glass fiber/wood PVC composites was studied by Tungjitpornkull and Sombatsompop. 24 Extrusion process resulted in lower mechanical properties than compression molding. Higher shear stresses in extrusion process resulted in breakage of fibers and the consequence would be lower mechanical properties than the compression molded parts. The hybridization effect of glass fiber, with the fiber length of 12 mm and 10 wt%, was studied on the polypropylene/natural composites. 28 Injection molding process was utilized to manufacture the HWPC specimens for mechanical tests. An increase in 20% was observed for the tensile strength.
The most important and applied industrial process in manufacture of WPCs is extrusion, while most research works utilized injection and compression moldings as the manufacturing processes for their produced WPCs. Literatures indicate that the highest tensile and flexural strengths, for the extruded WPCs, are around 28 and 44 MPa, respectively, achieved by Migneault et al. 29 These mechanical properties for WPCs are too low to be replaced for structural members.
In our previous study, 30 a new method was proposed that highly improved all the mechanical properties of WPC in an extrusion process. The idea was embedding a low volume fraction of continuous glass fibers into the extruded WPCs profiles. Then, a comprehensive experimental study was performed on the mechanical properties of WPCs reinforced by this method. 31 Outstanding improvements were observed in the flexural, tensile, and impact strengths.
To benefit the continuous reinforcing of WPCs in extrusion, a special die must be designed to embed the reinforcing continuous fibers into the profiles while extruded. Since this reinforcing concept of WPCs is new and unique, the die and process design demand challenge and required vast experience and knowledge in the polymer extrusion. The schematic representation of the die used in the previous research is depicted in Figure 1. The cross feeding of WPC melt into the die results in an unbalanced flow and generates too high a pressure at the extruder head.
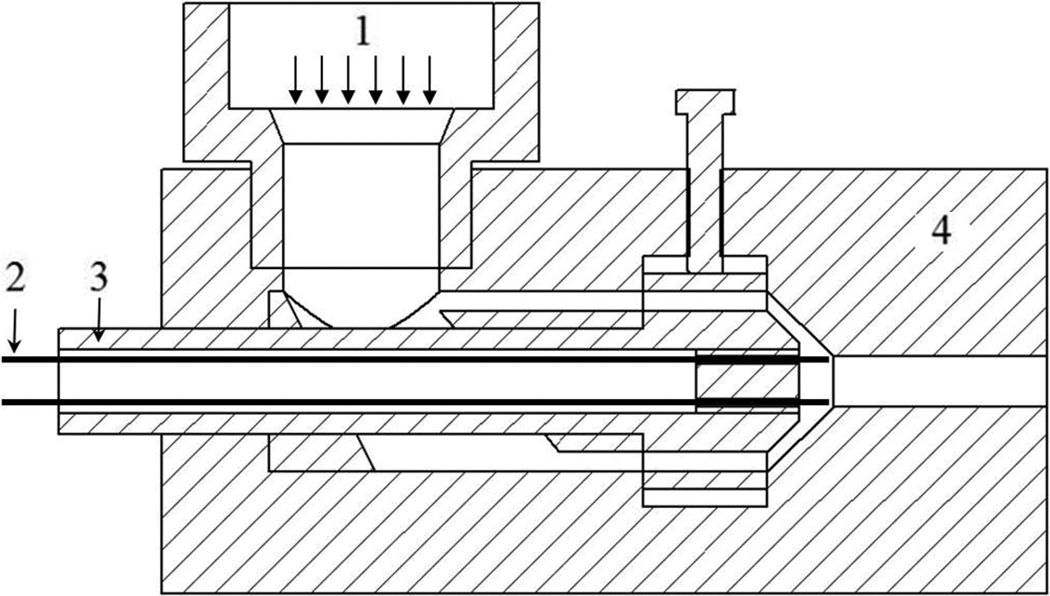
Schematic representation of the designed die; (1) WPC melt, (2) glass fibers, (3) mandrel, and (4) shaping die. 30 WPC: wood–plastic composite.
The location of the reinforcements into continuously glass fibers reinforced-WPCs depends on the process parameters, die design, and the shape of the extrudate. In complex geometries, positioning the reinforcements at the correct locations will be even more problematic.
An alternative would be to reinforce the WPCs by hybridization with long but not continuous reinforcements. With this, the fibers can be compounded with the other components without utilizing a special die and process. By increasing the fiber length, it is expected that higher mechanical properties could be achieved in noncontinuous fiber-reinforced plastics. There is a critical fiber length l cr in which the stress in the fiber meets the tensile strength. Therefore, ultimate load bearing capacity of fibers is used. The critical length depends to the properties of the fiber and shear strength of fiber/matrix interface. 32
The goal of this study is to understand the effect of hybridization method and glass fiber length on the mechanical properties of HWPCs manufactured via an extrusion process. The mechanical performance of extruded noncontinuous glass fiber and continuously reinforced WPCs are investigated and compared. This article pursuits a cost-effective method to reinforce the WPCs with the least variation of equipment and process.
Experimentation
Materials
High-density-polyethylene (HDPE), grade 5620EA, with melt flow index (MFI) of 13 g/10 min (at 190°C and load weight of 2.16 kg) was used as the polymeric matrix, supplied by Arak Petrochemical Corporation (Arak, Iran). WF of oak species, sieved to a mesh size of 40 (particle size below 420 µm), was used as the filler. E-Glass roving, 2400 tex, was used as the reinforcing continuous fibers. Two grades of coupling agents supplied from Kimiya Javid Sepahan Co. (Isfahan, Iran) were used in different stages of the production. Maleic grafted polyethylene (MAPE) with MFI of 2.25 g/10 min (at 190°C and load weight of 10 kg) was applied as the coupling agent between wood and polymer matrix. Maleic grafted polypropylene (MAPP) with MFI of 39 g/10 min (at 190°C and load weight of 2.16 kg) was used as the compatibilizer between HDPE matrix and glass fibers.
Equipment and procedure
Since the interface quality between the glass fibers and WPC could influence the mechanical properties of final hybrid composites, a special setup was designed and implemented to treat glass roving surface. For this purpose, glass roving was first melt impregnated with the same grade of HDPE and MAPP via an extruder equipped with a specially designed chamber and die (Figure 2). The glass roving was passed through a melt chamber connected to a corotating twin-screw extruder head equipped with a filament die (2 mm in diameter) and was shaped into an impregnated glass rovings (IMGRs). Besides using the same rovings for continuous reinforcement, some IMGRs were then chopped in three length sizes: 5, 15, and 25 mm as shown in Figure 3.
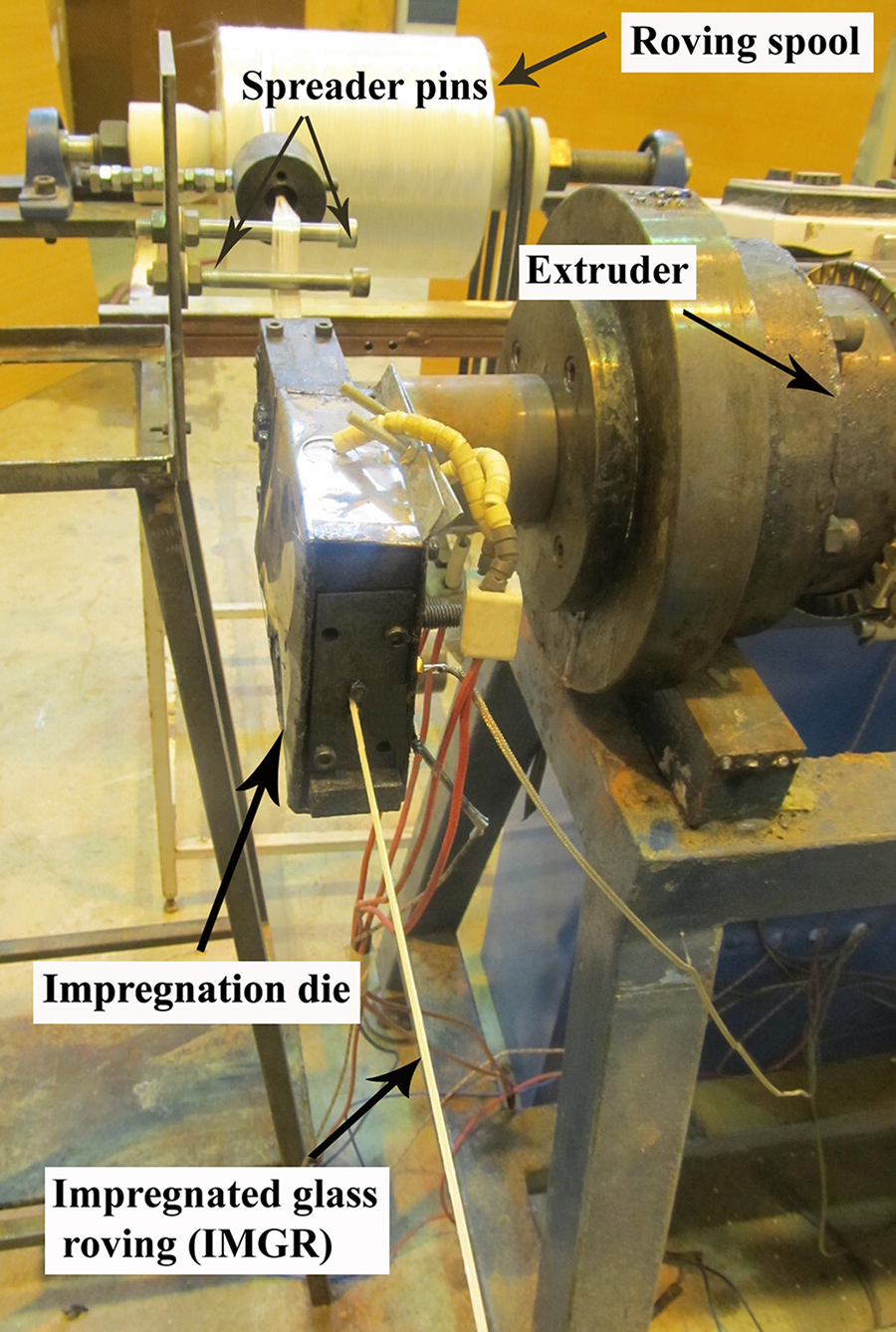
Equipment, designed and manufactured, for melt impregnation of glass roving.
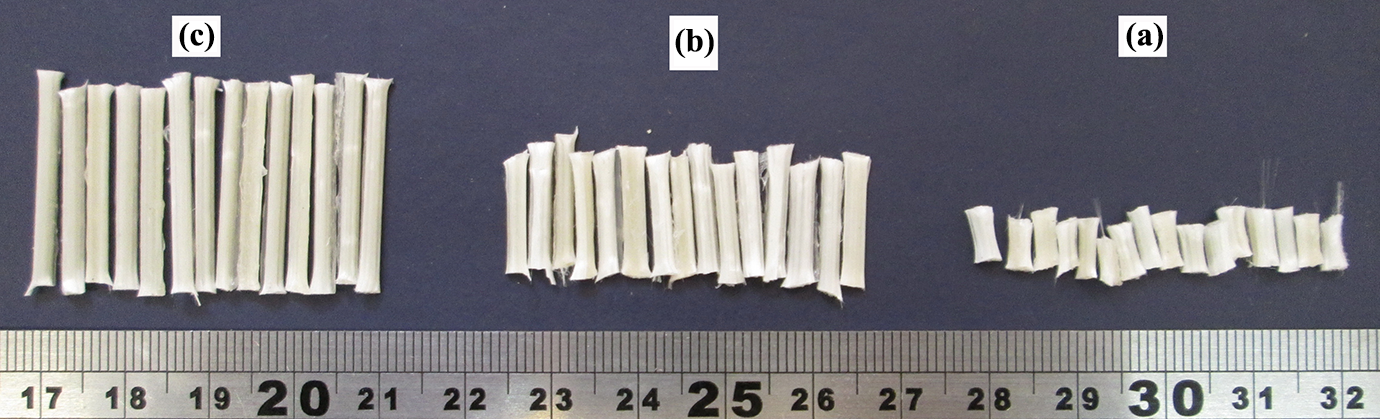
Three batches of impregnated glass rovings in three lengths: (a) 5 mm, (b) 15 mm, and (c) 25 mm.
A laboratory, counter-rotating twin-screw extruder (Figure 4) with a screw diameter of 62.5 mm and an L/D ratio of 22 was utilized to produce the HWPCs. A die was manufactured to extrude cylindrical profiles of 14 mm in diameter. Land length of the die was 60 mm. A schematic representation of the die used in this research is shown in Figure 5.

The twin-screw extruder and the die used in the experiments.
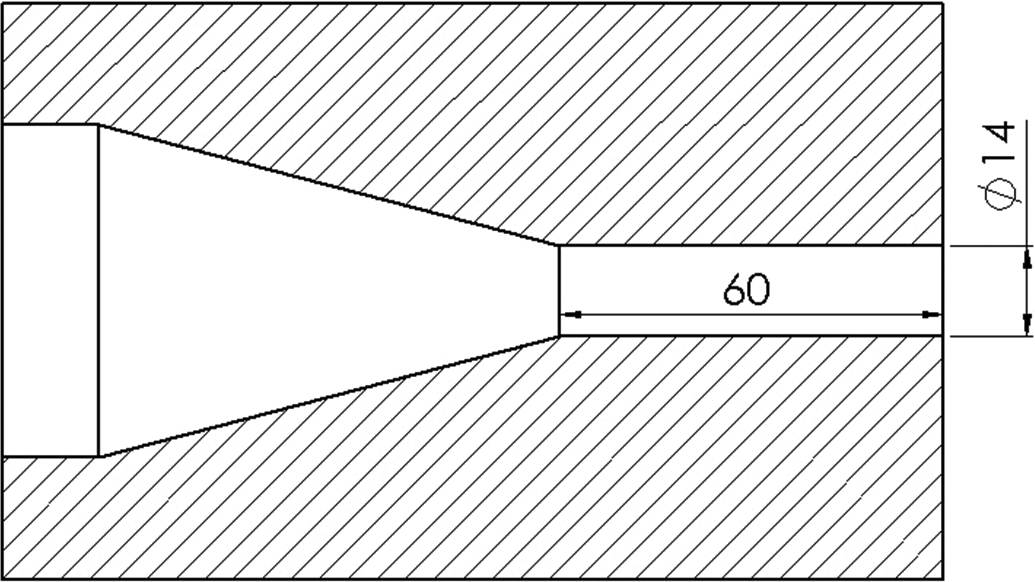
Schematic representation of the die used in this research work.
Prior to extruding, wood particles were dried in an oven at a temperature of 80°C for 24 h to minimize the moisture content. The temperatures of zones 1 to 3 of the extruder were set at 170°C in all the experiments. The temperature zones of the adaptor and the die were set at 168 and 138°C accordingly to yield an appropriate surface quality. The results of the present research were compared to the composite 70M4R reported in our previous research. 31 This composite (70M4R) was reinforced with four continuous IMGRs with formulation given in Table 1.
Materials and their percentage in composite 70M4R. 31
WPC: wood–plastic composite; IMGRs: impregnated glass rovings; HDPE: high density polyethylene.
The weight percentage of the chopped IMGRs had to be adjusted to the same glass fiber weight percentage of the 70M4R, that is, 5.5%. Glass fiber weight fraction of the IMGR was measured and found to be 62 wt% via burning 10 g of IMGR in an oven. Therefore, required weight percentage of the chopped IMGRs was found to be 8.9 wt%. Before extruding, the chopped IMGRs, WF, HDPE, and MAPE were dry blended at corresponding weight percentages. Table 2 shows the material constituents of the extruded specimens. When the temperatures of the thermal zones were stabilized, the blend was fed into the extruder hopper and the extrusion process was followed. In addition, unreinforced WPC (70M) was extruded to measure the reinforcing effect of the glass fibers.
Unreinforced and noncontinuous glass fiber-reinforced WPC.
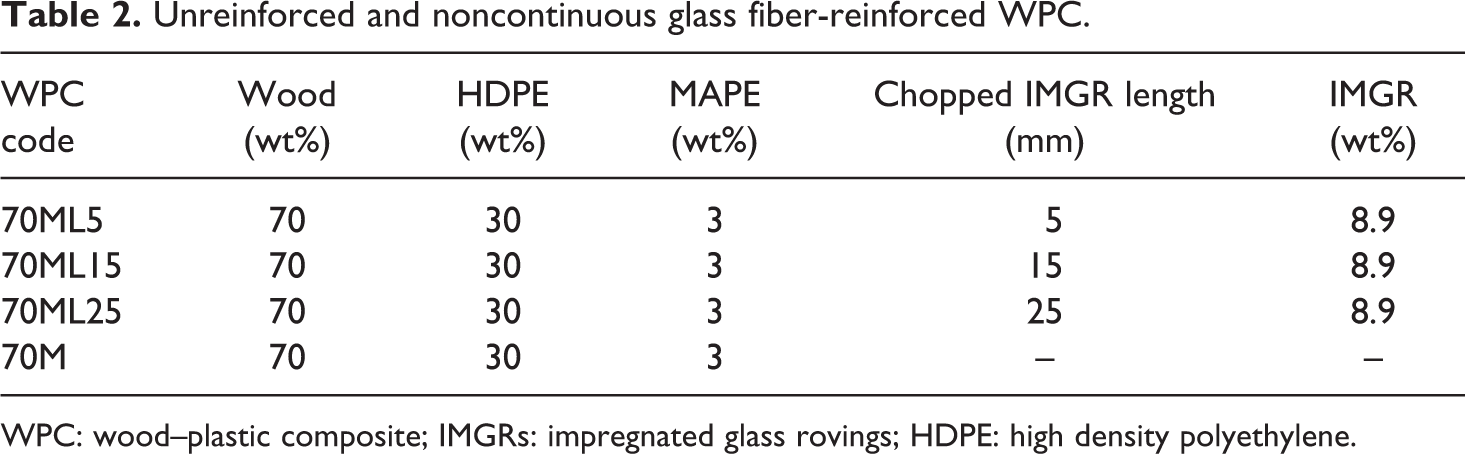
WPC: wood–plastic composite; IMGRs: impregnated glass rovings; HDPE: high density polyethylene.
Mechanical testing
A universal testing machine (Instron 5500R) was utilized to measure flexural and tensile properties of the extruded profiles. Three point bending tests were conducted in a span length of 240 mm with a cross head speed of 5 mm/min, respectively. Loading rate in tension was set at 2 mm/min to meet the least time requirement for failure duration (30 s). The length of specimens was selected as 500 mm. An extensometer was utilized to record the strain for measuring tensile modulus. Un-notched Charpy test was performed on the specimens cut into 75 mm of length. Figure 6 shows the test equipment used in this research work. Each test was repeated at least three times to produce reliable data and the average and standard deviation (SD) were calculated.

The utilized test equipment: (a) tensile, (b) three point bending, and (c) impact tests.
Fiber analysis after extrusion
Glass fibers are exposed to shear stresses in extruder and the consequence would be the fiber breakage and a decrease in length. Thus, determining glass fibers length is an indicative to show the effect of processing on their final length and hence the mechanical properties. For this purpose, the polymeric matrix in WPC was dissolved in boiling xylene at 130°C for 72 h to extract the HDPE matrix. The residues were WF and glass fibers. The glass fibers were extracted from WF and then the fiber lengths were measured.
The shear field in the die land orients the glass fibers along the WPC melt flow. Scanning electron microscopy (SEM; XL30, Philips), was utilized to observe the orientation of glass fibers in the WPC profile. For this purpose, longitudinal and cross sections of WPCs, as illustrated in Figure 7, were examined.
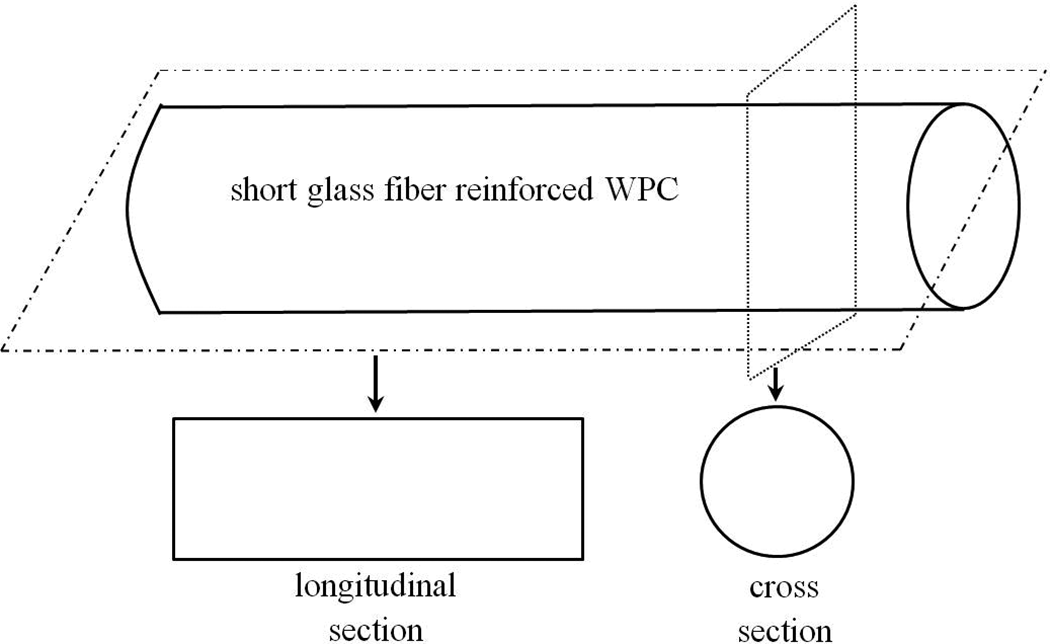
A schematic representation showing the examined cross sections.
Results and discussion
Flexural properties
Table 3 shows the measured ultimate flexural strength and modulus for the extruded products. The flexural modulus was calculated based on the stress–strain curve slope at the initial strain range of 0.1–0.4%. The given data clearly shows that short glass fiber had marginal effect on the flexural strength of the specimens. On the other hand, those WPCs reinforced by continuous glass fibers exhibited a noticeable increase in strength as much as 14% compared with that of the unreinforced WPC. More importantly, the failure mechanism of WPC reinforced via continuous glass fibers was completely different from those of the short glass fiber-reinforced specimens. Contrary to Specimen 70M4R, the short glass fiber-reinforced WPCs exhibited a sudden and catastrophic failure which is a main issue in WPC products. WPCs reinforced with 5 mm length of glass fiber (70ML5) similar to the unreinforced WPC (70M) failed catastrophically, as indicated in Figure 8. The stress–strain curves of Specimens 70M and 70ML5 coincidence with each other indicating the equivalent flexural characteristics and also the ineffectiveness of applying short fibers.
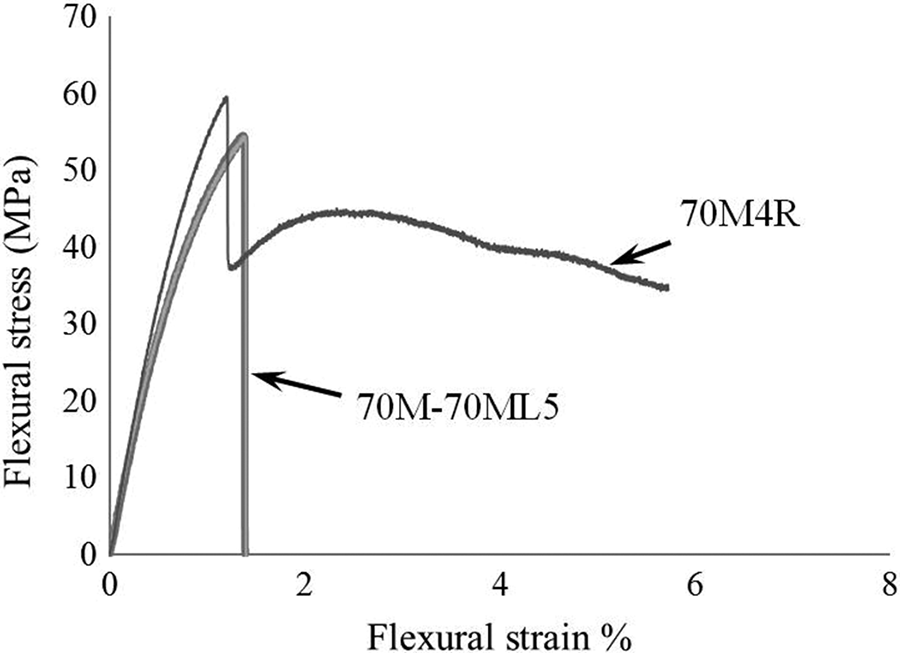
Flexural stress–strain curves of the extruded WPCs. WPC: wood–plastic composite.
Flexural properties of the extruded specimens.
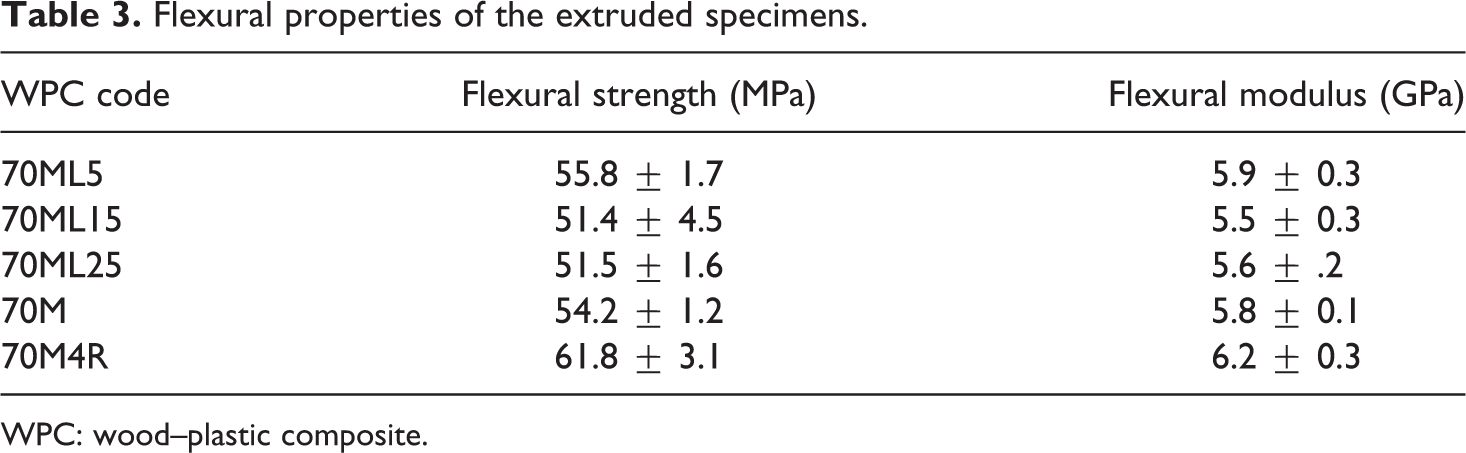
WPC: wood–plastic composite.
The area under the flexural load-deflection curves represents the flexural toughness. These areas were measured as 1.4 J for both 70M and 70ML5. In the case of 70M4R, this value was calculated as 6.7 J, where the area was measured up to the deflection equivalent to three times of specimen diameter (i.e. 42 mm). Therefore, a dramatic improvement of 370% in the flexural toughness was perceived for continuously reinforced WPC.
Tensile properties
Table 4 presents the results of tensile tests, including ultimate tensile strength and modulus for all the extruded specimens. Similar to the results of three point bending tests, the short glass fibers had unnoticeable effect on the tensile strength. But for WPC reinforced via continuous glass fibers (with the same weigh fraction of glass fibers), the tensile strength improved by about 50%.
Tensile properties of the extruded specimens.
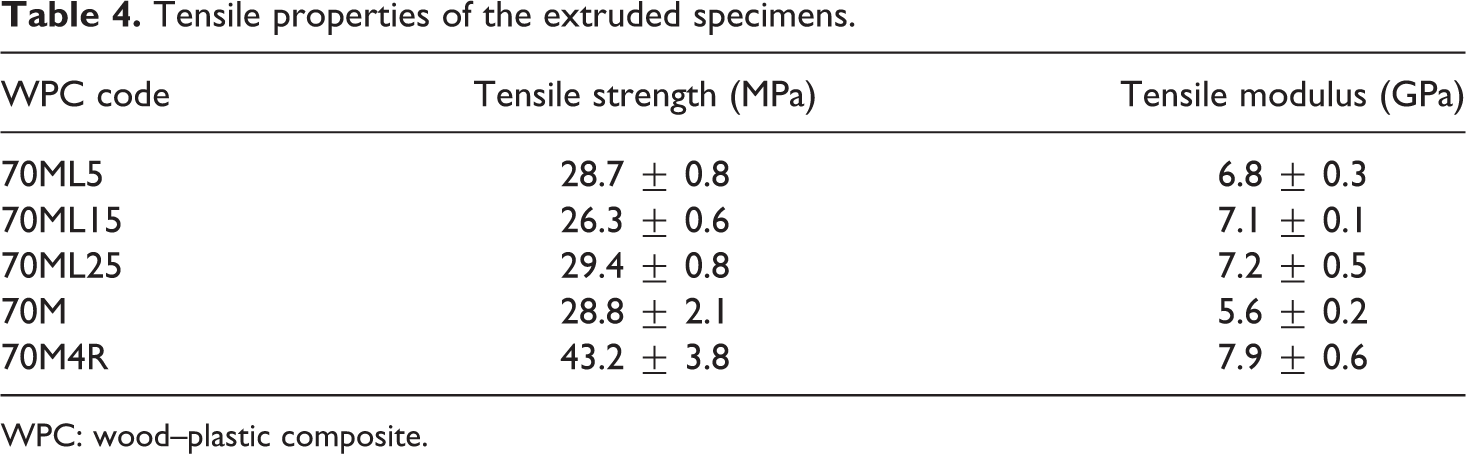
WPC: wood–plastic composite.
Figure 9 depicts the tensile stress–strain curves of the unreinforced WPC (70M), reinforced WPCs by 5 mm glass fiber length (70ML5), and continuous glass fiber (70M4R). Specimen 70M4R exhibited gradual loss of load contrary to the observed catastrophic failure for both 70M and 70ML5. After the first crack, in the case of 70M4R, the IMGRs carried the load and prevented its sudden breakage.
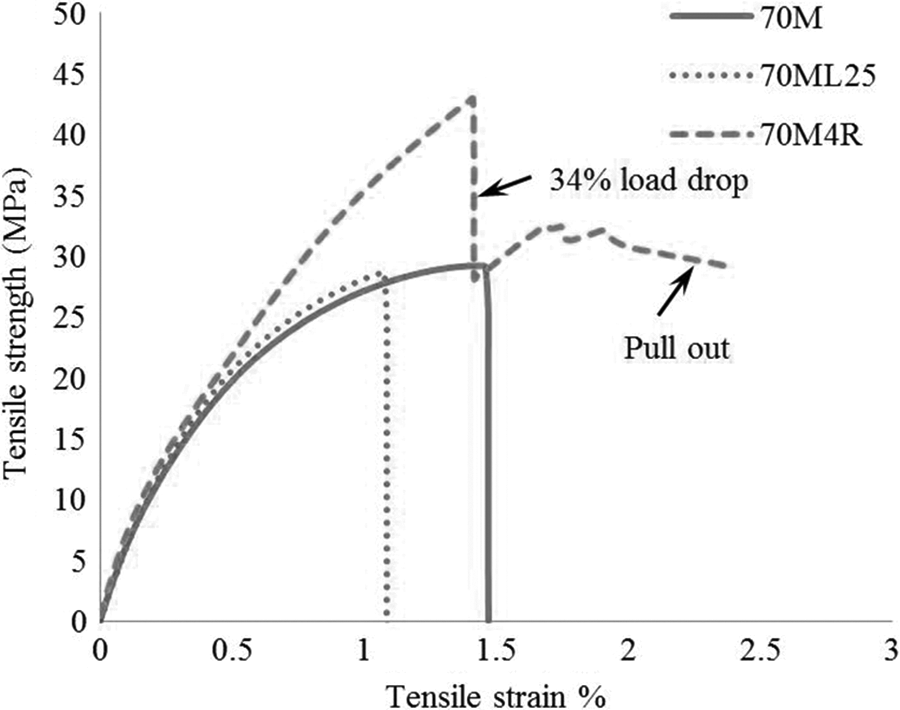
Tensile stress–strain curves of the extruded WPCs. WPC: wood–plastic composite.
Impact properties
Table 5 presents the results of impact tests on the produced specimens. As evident, hybridization with short glass fibers did not improve the impact resistance, as also observed in the flexural and tensile strength. However, reinforcing WPC with continuous fibers resulted in an increase in impact strength up to seven times.
Impact properties of the extruded specimens.
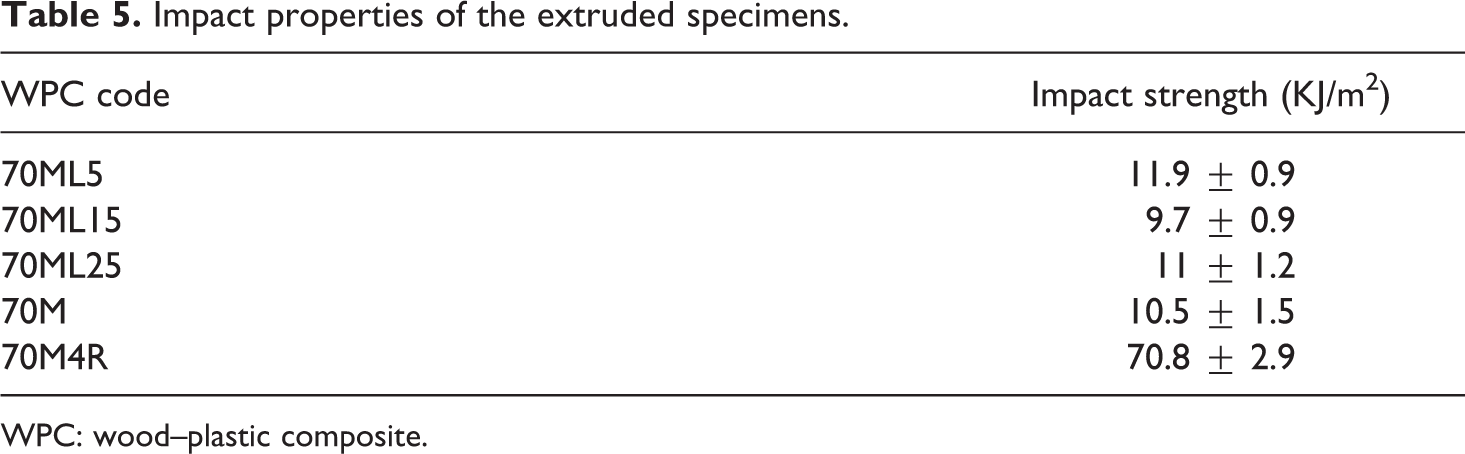
WPC: wood–plastic composite.
The results of mechanical tests, in the present study, indicate that reinforcing with short glass fibers is not an efficient method of reinforcing the WPCs in the hope of enhancing the performance of this category of polymeric composites. However, applying continuous glass fibers into WPC revealed a dramatic intensification of the strengths. Therefore, embedding continuous glass fibers into the WPC is proposed as the most effective method to enhance WPC performance to make them a reliable candidate for structural applications.
Fiber analysis after extrusion
Figure 10 shows the micrographs of the examined samples of short fibers (70ML5, 70ML15, and 70ML25) after extrusion. As evident, all the chopped IMGRs were further shortened due to induced shear stresses in the extruder. The final fibers lengths for the three classes of short fiber composites were measured as 4.5 ± 1.8 mm. It indicates that shortening the fiber length is unavoidable in extrusion process, which makes the usage of longer fibers ineffective. Besides, it also explains the lack of differences in the result of mechanical test for the noncontinuous fiber-reinforced WPCs. It was also expected that the glass fibers in the chopped IMGRs would further separate by the applied shear stresses in the extruder. Nonetheless, some of the glass fibers were shown to be agglomerated and ill-dispersed in the WPCs. A good dispersion of fiber is required to improve the mechanical strengths of WPCs.
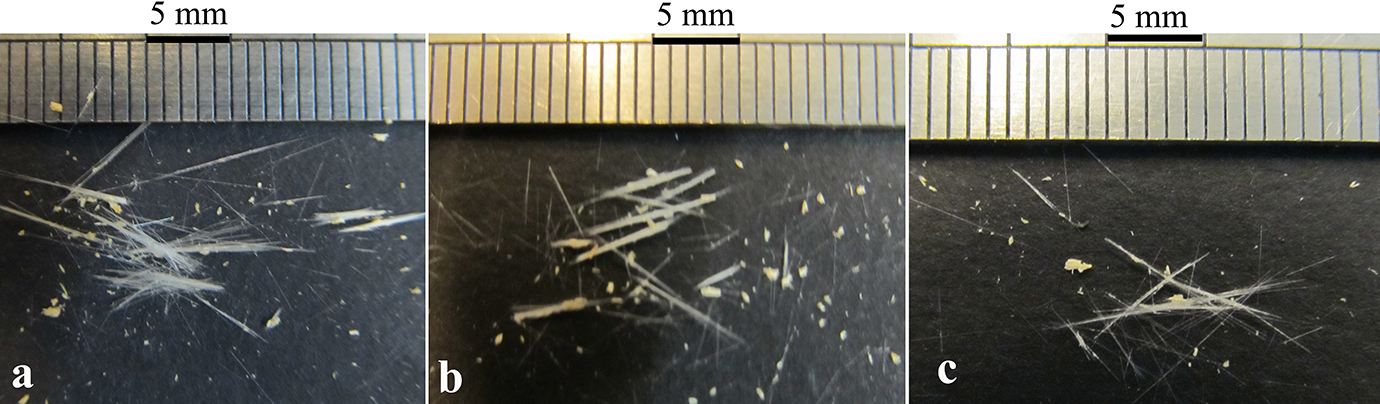
Extracted glass fibers from WPC: (a) 5 mm, (b) 15 mm, and (c) 25 mm of chopped IMGRs. WPC: wood–plastic composite; IMGRs: impregnated glass rovings.
For the short fiber-reinforced plastics, orientation of the reinforcements would affect the final mechanical properties. The SEM pictures of the cross and longitudinal sections of a sample reinforced via noncontinuous fibers (70ML5) are given in Figure 11. The figure indicates that the glass fibers were oriented along the melt flow, to a relatively large extent. Some pulled out traces of glass fibers can be clearly observed that indicates a weak interface between the reinforcements and WPC matrix. It seems that HDPE resin coating on the glass fibers surfaces at the impregnation step, deteriorated during extrusion process.
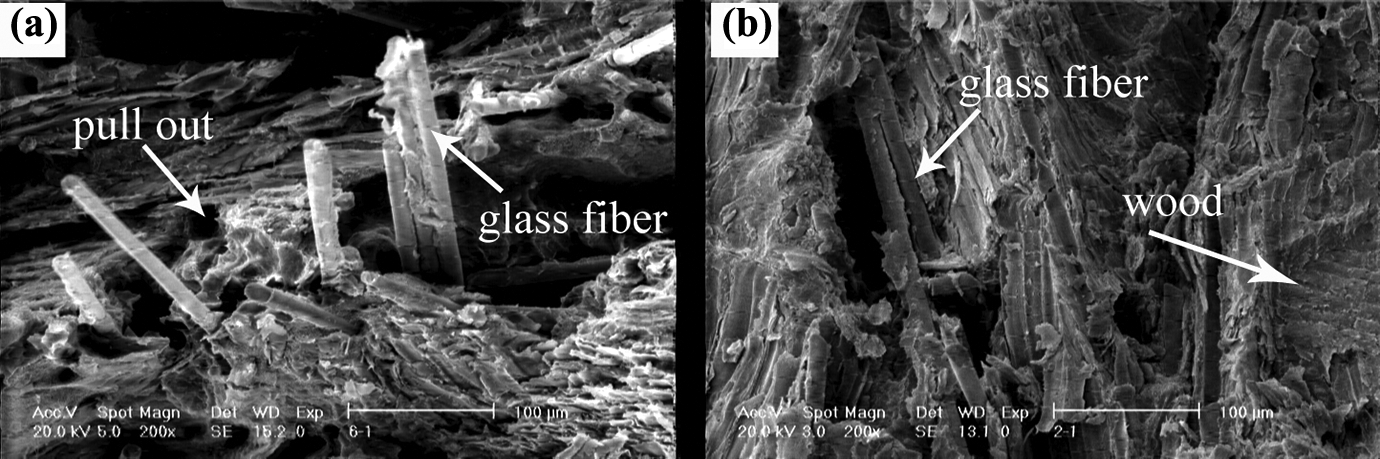
Scanning electron microscopic images of fractured sample reinforced with noncontinuous fibers (70ML5): (a) cross and (b) longitudinal sections.
Hence, it is proposed that the breakage of glass fibers through the extrusion process, poor dispersion of glass fibers in the WPC, and weak interface between glass fibers and WPC are the main reasons for the inefficiency of applying noncontinuous fibers in WPCs. These limitations in reinforcing the WPCs are compensated via embedding continuous fibers; an effective proposed way to highly improve the mechanical properties of WPC in an extrusion process.
Conclusion
In this study, the effect of applying noncontinuous glass fiber with various lengths on the mechanical properties of WPCs was experimentally investigated. E-Glass fibers were coated by HDPE melt in an impregnation setup and then chopped into three lengths: 5, 15, and 25 mm. WPCs with 70 wt% WF and 8.9 wt% impregnated glass fibers were manufactured via an extrusion process. Tensile, three point bending and impact tests were conducted to evaluate the mechanical properties of noncontinuous fiber-reinforced WPC. Obtained results indicated that the noncontinuous glass fibers had insignificant reinforcing effect on the mechanical strengths. To discuss the characteristics of fibers in the composite after extrusion, the glass fibers were extracted and examined. It was observed that a severe fiber breakage occurred in extrusion process, which diminished the reinforcing effect of glass fibers. The results of this research work were compared to our previous research where WPCs were reinforced via continuous glass fibers in the extrusion process. It was realized that the continuous glass fibers significantly improved the mechanical strengths, especially the impact strength. Therefore, continuous reinforcing the WPCs in extrusion, despite the complexities in die design and processing is proposed as the most effective method to produce structural WPCs.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.