
Abstract
Filling materials are used in root end surgery to seal the cavities of teeth and protecting teeth from saliva and bacterial leakage. This study fabricates nonwoven nets using low-melting point polylactic acid (PLA) fibers. Intermediate restorative material (IRM®, a temporary filling material) is made of zinc oxide powder and eugenol solvent with a 3:1 ratio. IRM is then added with PLA fibers or nets to form the fiber-reinforced composite filling material (FFM) or net-reinforced composite filling material (NFM), respectively. FFM and NFM are tested in terms of setting time, compressive strength, solubility, and microleakage to compare the difference between the addition of fibers or nets. The results show that FFM with 2% PLA fibers demonstrates an optimal reinforcing effectiveness and does not cause leaking beyond 40 days after being tested. In addition, it also has better compressive strength than IRM and thus provides greater reinforcement.
Introduction
Following cancer and cardiovascular diseases, dental caries ranked the third most prevalent noninfectious diseases by the World Health Organization, which also confirmed that there were more than five billion people bothered by tooth decay problems. 1 Dental caries take up the majority of oral diseases. Not drastically threatening a person’s life, dental caries, however, can cause pain, discomfort, and dysphagia, thus further interfering with the development of children. 2 Including unhealthy diet, generally unhealthy lifestyle, and unhealthy environment, there are many factors that can cause dental caries. 3,4
Filling materials are mainly used to seal the tooth’s cavity in root end surgery to prevent the leakage of saliva and bacteria from teeth 5 –8 ; additionally, they can mend and restore the structure and functions of broken teeth and keep them from being continually damaged. An ideal filling material has to be easy to work with and possess good biocompatibility, structural stability, and sealing. Root end microleakage is frequently performed to evaluate whether surgery is effective. It involves (a) the dye leakage method, (b) the fluid filtration method, (c) the electrochemical method, (d) the microorganism penetration method, and (e) the radioisotope labeling method. Among these methods, dye leakage, fluid filtration, and microorganism penetration methods are popular. Having a long history, the dye leakage method is the easiest. None of these methods can replicate the complicated root end infection mechanism, so it is hard to tell which one is better. 9 –12
Polylactic acid (PLA) can be divided into levorotation-PLA (PLLA) and dextrorotation-PLA (PDLA), according to its various monomers. Being nontoxic, biocompatible, and biodegradable, PLA is commonly used in tissue engineering as scaffoldings 13,14 and sutures. 15 Lou et al. created artificial bone and surgical suture using PLA fiber. 16,17 When being used in scaffolds, PLA is in the forms of microsphere, membrane, electrospun nanofiber, and fiber. In particular, electrospun PLA nanofiber is most commonly used as medical material as its high surface area enables cells to easily adhere. 18 –20 However, the PLA nanofiber has a small fineness and thus a lower stress than an ordinary fiber does. The quality of the temporary filling material is the primary requirement for dental treatment. Therefore, this study uses low melting point PLA fiber to make the nonwoven nets. PLA fibers or PLA nets, serving as reinforcing materials, are added to the intermediate restorative material (IRM®). The additions of PLA fibers or nets are thus evaluated to determine their influences on IRM’s original properties.
Experimental
Materials
IRM is provided by Dentsply International (York, Pennsylvania, USA). The low-melting point PLA fiber (Far Eastern New Century Corporation, Taiwan, Republic of China) has a melting point of 130°C, a fitness of 2 D, a length of 50 mm, a tensile strength of 3.2 g/D, and an elongation of 52%. Denier (D) is a linear density unit used in the textile industry and refers to the weight of fiber with a length of 9000 m.
Preparation of PLA fiber and PLA net
PLA fibers of 50 mm length are cut into 2 mm pieces for the subsequent combination with IRM.
Low melting point PLA fibers undergo opening, mixing, carding, and laying process to form a 300 × 400 mm2 net with a thickness of 100 mm. The net is then cut into 150 × 150 × 20 mm3 pieces, placed in a mold, and thermally dried in an oven at 130°C for 30 min; the whole process enables PLA fibers to be thermally bonded. The net is then removed and cut into 4 × 4 mm2 cubics, whose thickness varies with different amounts of the PLA fibers the cubic contains.
Preparation of composite filling material
The prepared 2-mm long PLA fibers and 4 × 4 mm2 nets are placed in room temperature for 1 day before their combination with IRM. According to a previous study of this laboratory, the optimal ratio of zinc oxide powder to eugenol solvent is thus determined to be 3:1. 21 The two materials are well mixed, added with 2, 4, 6, 8, and 10% of PLA fibers or nets, and poured into a mold of 4 mm diameter and 6 mm height. After curing, the composite filling material is removed from the mold, forming fiber-reinforced composite filling material (FFM) or net-reinforced composite filling material (NFM), respectively.
At the first stage, tests of setting time, compressive strength, microleakage, and solubility are performed to determine the optimal additional amount of PLA fiber to FFM or the optimal additional amount of net to NFM. At the second stage, the resulting optimal filling materials are immersed in the distilled water for 20, 30, and 40 days before being evaluated for compressive strength, microleakage, and solubility.
Tests
Setting time test
After the IRM is added with PLA fibers or nets and then poured in the mold, a needle punctures the subject material for 5 s in 30-s intervals until it fails to penetrate the subject material. The number of samples is five.
Solubility measurement
Using a metal mold, samples are made into small discs having 4 mm diameter and 6 mm height. Mixing and weighing of the samples are performed by a single operator at 23 ± 2°C and a relative humidity of 5–50%. Six discs of each specification are tested. After fabrication, specimens are placed in 100% humidity for 21 h and then stored individually in glass bottles containing 50 ml of distilled water at 37°C. The specimens are removed from the water after being immersed for 1, 7, 13, 20, 30, and 40 days and then desiccated at 37°C for 1 h. Each disc is weighed to the nearest microgram. The number of samples is five. Solubility is calculated using the following equation

where W t presents the weight of sample that is immersed in distilled water for different days and W 0 is the initial weight of the sample.
Compressive strength measurement
Before this test, the specimen of a 4-mm diameter and 6-mm height is placed in 37 ± 1°C distilled water for 13, 20, 30, and 40 days and then in 23 ± 1°C distilled water for another 15 min. This test follows the American Dental Association #30 with a universal testing machine (model 5566, (Instron, Norwood, Massachusetts, USA) at a compressive speed of 1 mm/min. The number of samples is 10.
Microleakage measurement
This test follows the dye leakage method. All specimens are desiccated at 37°C for 1 h and cut into half lengthwise. A stereoscope (B061, Olympus Optical Co. Ltd, Tokyo, Japan) observes the specimen’s cross section for dye leakage. The hardened specimen is immersed in the dyed solution for 13, 20, 30, and 40 days. The number of samples is five.
Results and discussion
First stage
Setting time
Table 1 shows the setting of FFM and Table 2 shows the setting time of NFM. According to Table 1, the setting time of FFM decreases with the additional amount of PLA fibers. When zinc oxide powder and eugenol solvent are mixed, a small amount of the solvent adheres to the fiber’s surface, which not only makes the zinc oxide/eugenol mixture thicker and stickier but also changes its ratio and eventually results in a decrease in setting time.
The setting time of FFM as related to the additional amounts of PLA fibers.
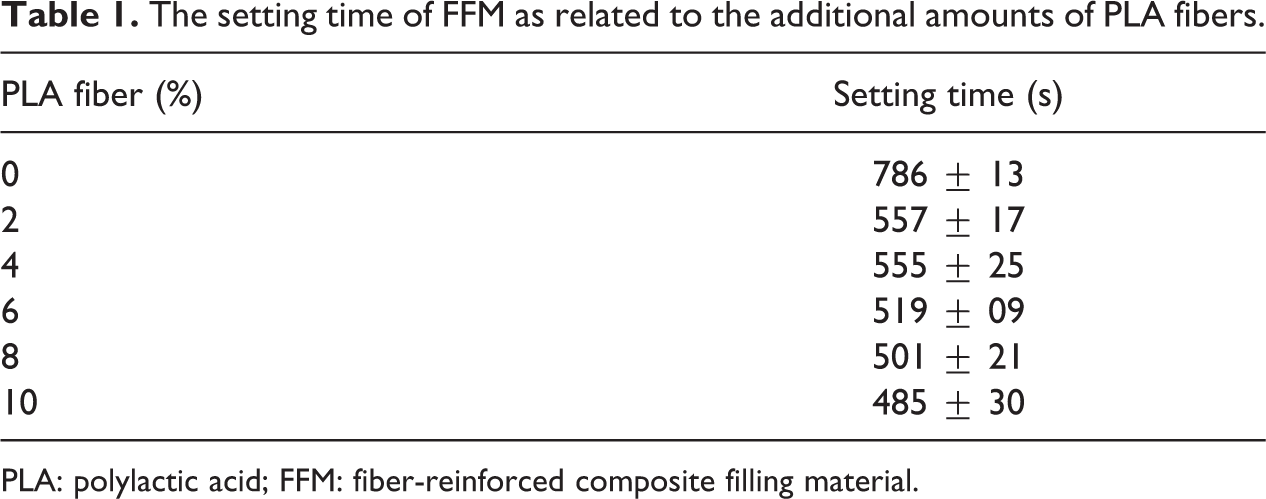
PLA: polylactic acid; FFM: fiber-reinforced composite filling material.
The setting time of NFM as related to the additional amounts of PLA nets.
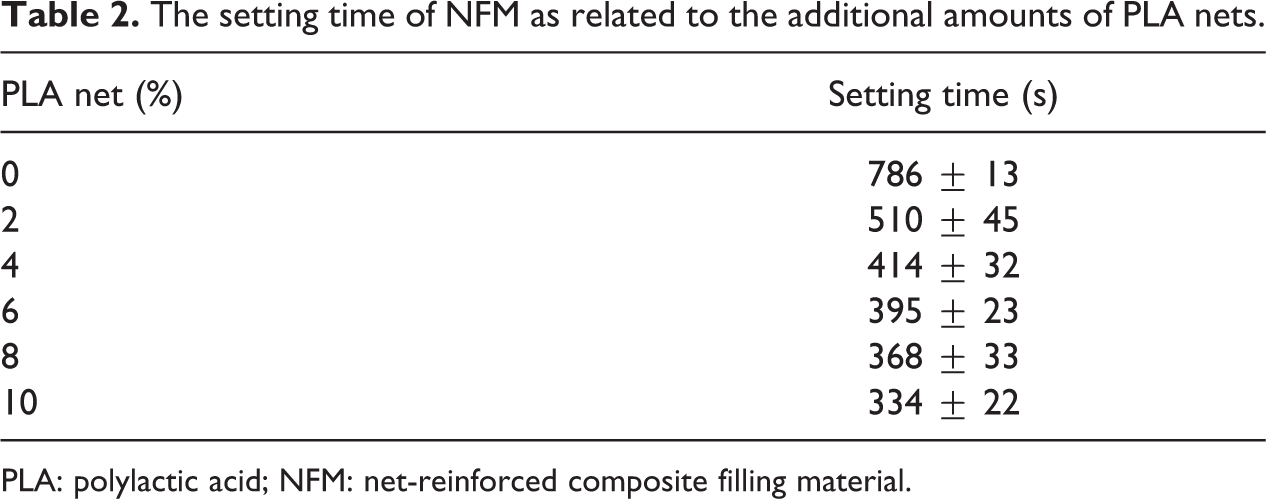
PLA: polylactic acid; NFM: net-reinforced composite filling material.
Table 2 shows that with an increased amount of PLA nets, there is a decrease in setting time of NFM. This is the case for the same reason as that of FFM. In addition, being composed of thermally bonded structure, the net also retains some eugenol solvent, which prevents the solvent from a complete reaction with the zinc oxide powder.
Solubility
Figure 1 shows the solubility of the FFM as related to various additional amounts of PLA fiber and various durations of immersion. Varying amounts of PLA fibers does influence the solubility of the FFM; however, the variation in solubility does not follow a rigid rule. This is because any addition of PLA fibers will not affect the components of IRM, and thus, it does not influence FFM’s solubility. After the zinc oxide powder and eugenol solvent used in this study react completely, the mixture sets and does not dissolve within a short amount of time. The results of the solubility test show that an increase in the immersion duration in deionized water brings about a greater solubility of the samples. It can be surmised that there may be a small amount of zinc oxide powder that does not react with the eugenol during the mixing process and subsequently comes off from the samples and increases the solubility.
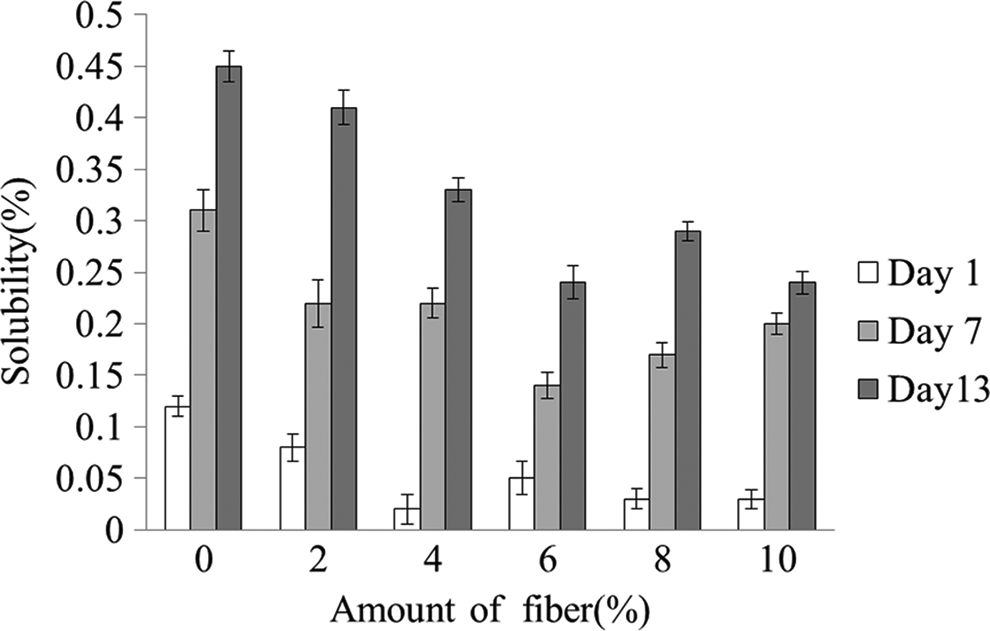
The solubility of the FFM as related to various additional amounts of PLA fibers and various durations of immersion of FFM in distilled water.
Figure 2 illustrates the solubility of the NFM as related to various durations of immersion. Neither the additional amount of PET nets nor different durations of immersion results in a distinct variation in the solubility of the NFM. As can be seen by the experimental results, the net with a firm structure is located in the middle of the NFM; thus it does not influence the solubility of the NFM.
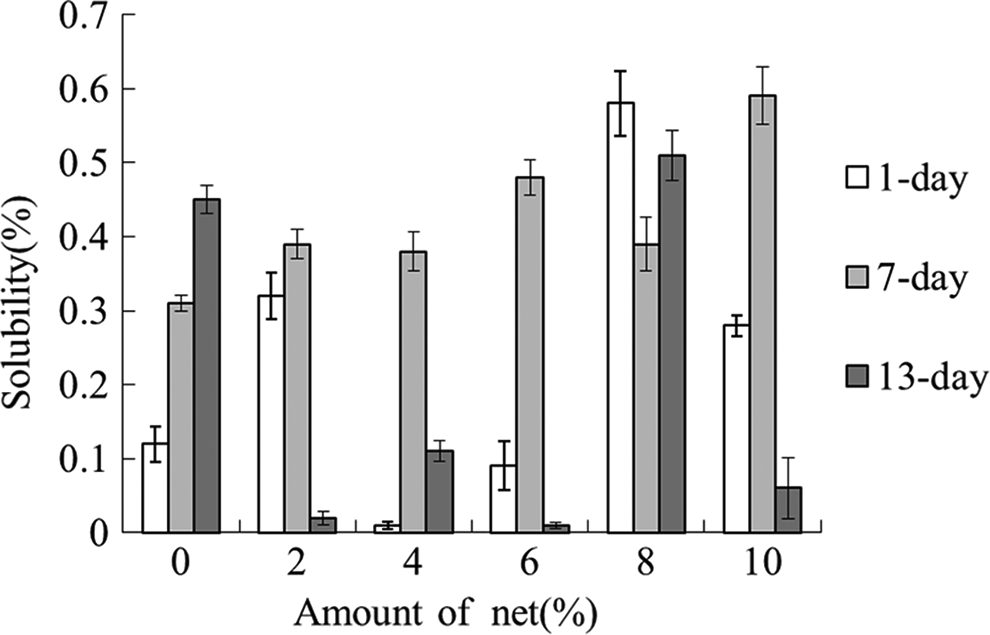
The solubility of the NFM as related to various additional amounts of PLA nets and various durations of immersion of NFM in distilled water.
Compressive strength
Figure 3 shows the influence of various additional amounts of PLA fibers or nets on the compressive strength of the FFM or NFM. The compressive strength of FFM is proportional to the additional amount of PLA fibers; the greater the amount of PLA fibers, the higher the compressive strength of the FFM. However, the FFM’s compressive strength starts to decline when the amount of PLA fibers exceeds 6%. This phenomenon is due to the excessive addition of fiber, which causes the fibers to aggregate and not be totally impregnated. This creates voids inside the FFM, and thus, stress concentration; therefore, the compressive strength of the FFM decreases.
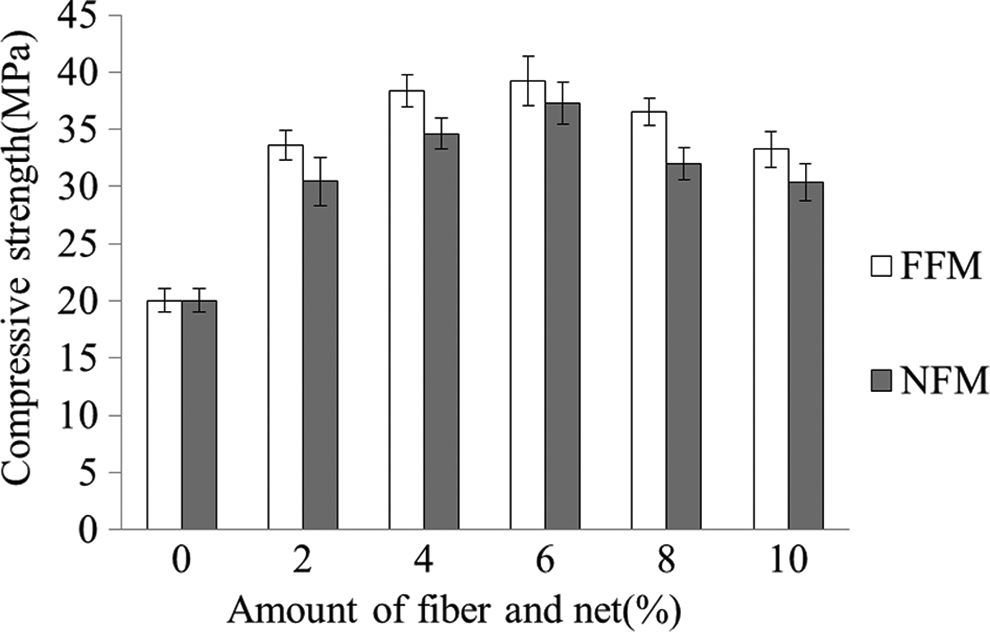
The compressive strength of FFM and NFM as related to various additional amounts of PLA fibers and nets. Before the test, both FFM and NFM are immersed in distilled water for 13 days. PLA: polylactic acid; FFM: fiber-reinforced composite filling material; NFM: net-reinforced composite filling material.
The trends of an increase and a decrease in the compressive strength of NFM are similar to those of FFM; however, NFM has a lower compressive strength than FFM. This is probably due to the fact that PLA nets are thermally treated to have a firm structure that prevents the nets from being totally impregnated in IRM. The nets subsequently have cracks during the test and cause a decrease in compressive strength of NFM.
Microleakage
Figure 4(a) to (e) shows the influence of the additional amounts of PLA fibers on microleakage of FFM after the FFM is immersed in a dyed solution for 13 days. When FFM contains 2, 4, or 6% PLA fibers, it does not display microleakage, demonstrating that FFM has good sealing. With over 6% of PLA fiber in FFM, there is microleakage in the interior of FFM. Excessive fiber amount makes the production of FFM difficult and prevents fibers from a complete impregnation in IRM and thus creates pores or fiber protrusions in FFM, which subsequently enable the dye to enter via pores or capillary phenomenon.
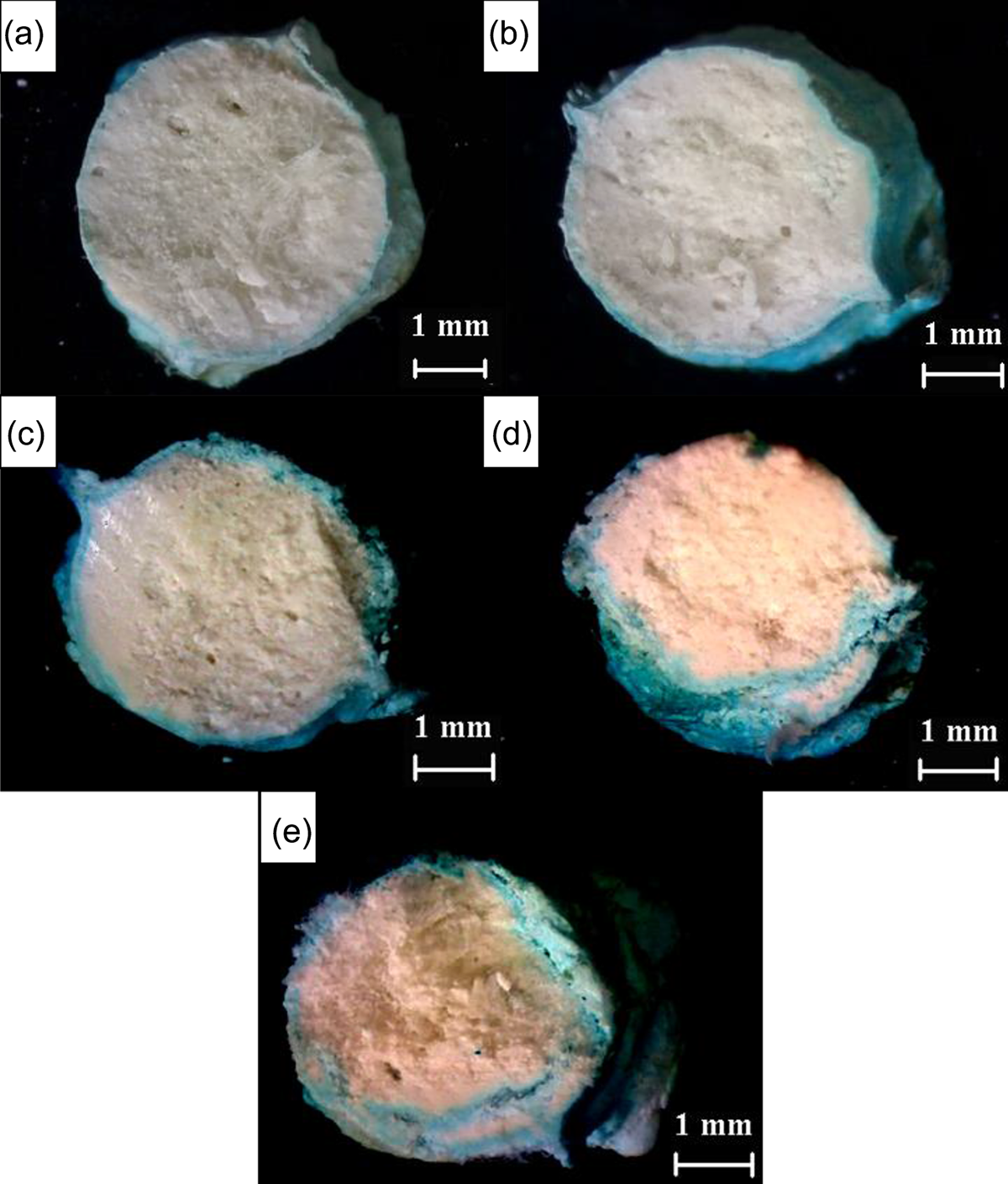
Images (×12) of the microleakage of FFM with (a) 2%, (b) 4%, (c) 6%, (d) 8%, and (e) 10% PLA fibers. FFM is previously immersed in a dyed solution for 13 days.
Figure 5(a) to (e) shows the microleakage of NFM as related to various additional amounts of PLA fibers after the NFM is previously immersed in a dyed solution for 13 days. Regardless of the additional amount of PLA nets, all NFM display the microleakage. After thermal treatment, PLA nets have a solid structure and are unable to distribute evenly as fibers do. The nets cannot be impregnated in IRM, resulting in small pores or net protrusion in NFM and thus the microleakage of the dyed solution. These situations may result in oral bacteria that may spread into the filling material, infecting the root of the tooth.
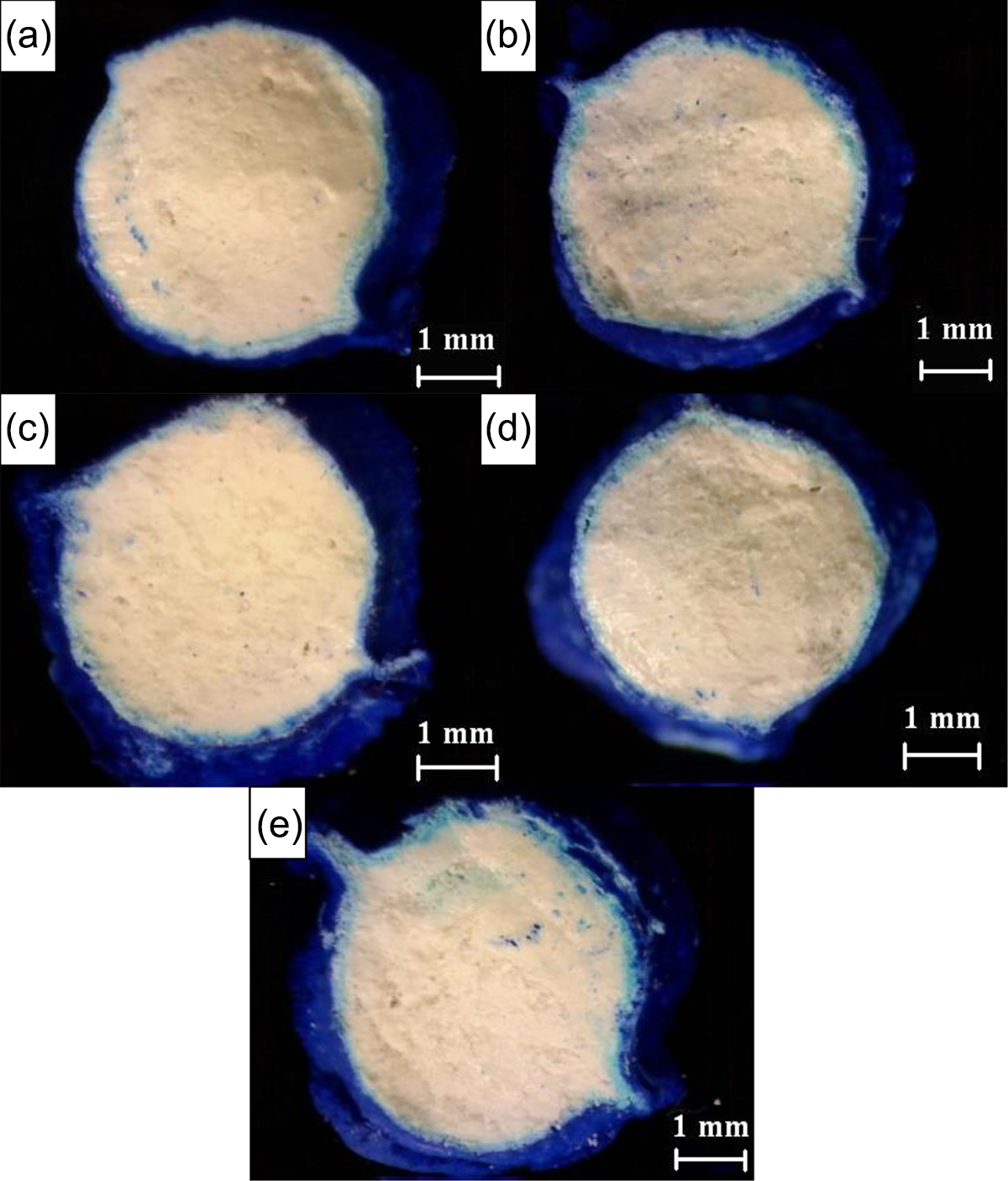
Images (×12) of the microleakage of NFM with (a) 2%, (b) 4%, (c) 6%, (d) 8%, and (e) 10% PLA nets. NFM is previously immersed in a dyed solution for 13 days.
Stage two
Temporary filling material is used in the teeth between the cleaning and mounting with a crown during the root end treatment. This period depends on the patient’s condition and could last for 1 month. In order to prevent the bacteria from leaking into the root end during this period, the experiment in stage two will be prolonged beyond 40 days, after which the solubility, compression strength, and leakage of the samples are evaluated.
Microleakage
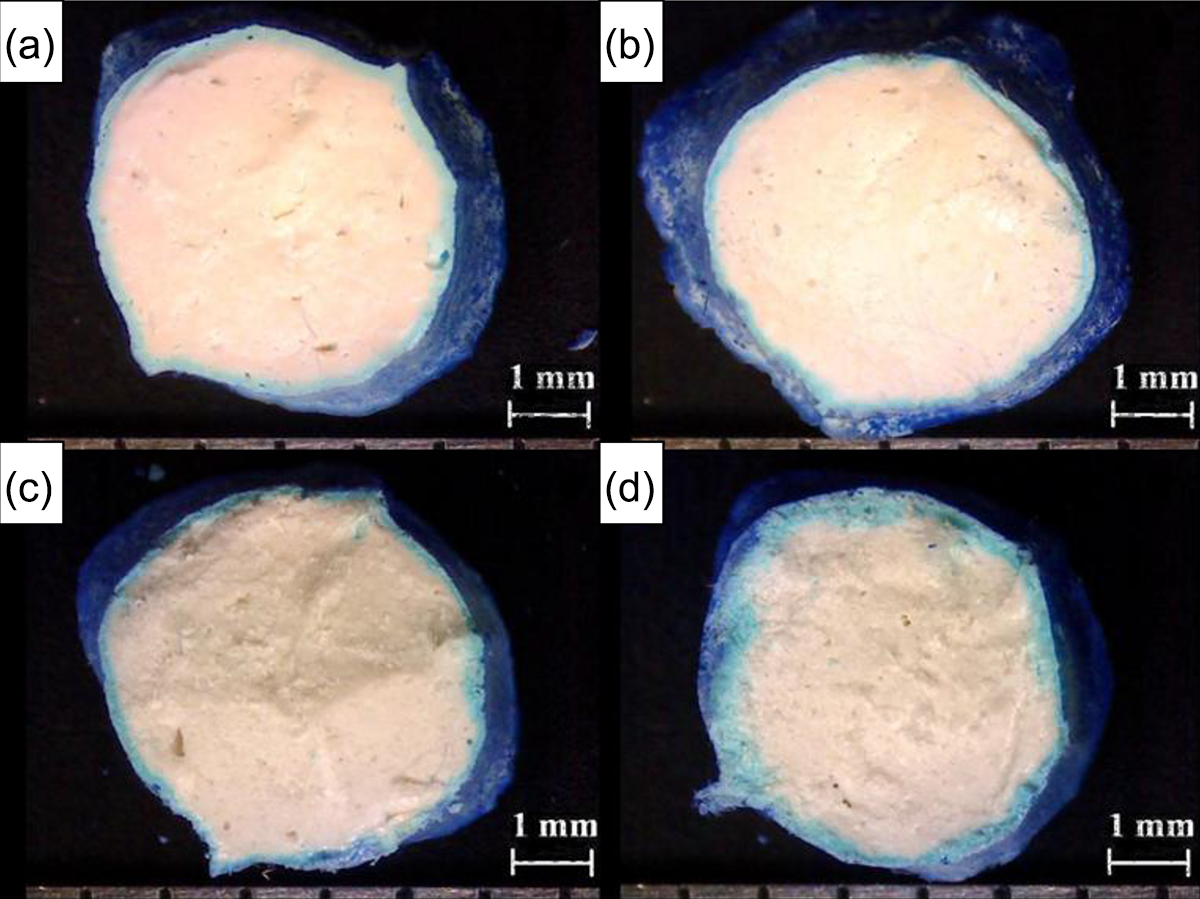
Based on the results of a microleakage test at stage one, the optimal temporary filling material is FFM containing 2, 4, and 6% PLA fibers. These three sample types are thus immersed in distilled water for a prolonged duration (20, 30, and 40 days) to evaluate their microleakage and then compared with that of IRM. Figure 6(a) to (d) illustrates the microleakage of FFM that is immersed for 20 days, and Figure 7(a) to (d) illustrates the microleakage of FFM that is immersed for 30 days. With 0, 2, and 4% PLA fibers, the resulting FFM does not have microleakage, proving that FFM still possesses good sealing after being immersed for 20 and 30 days.
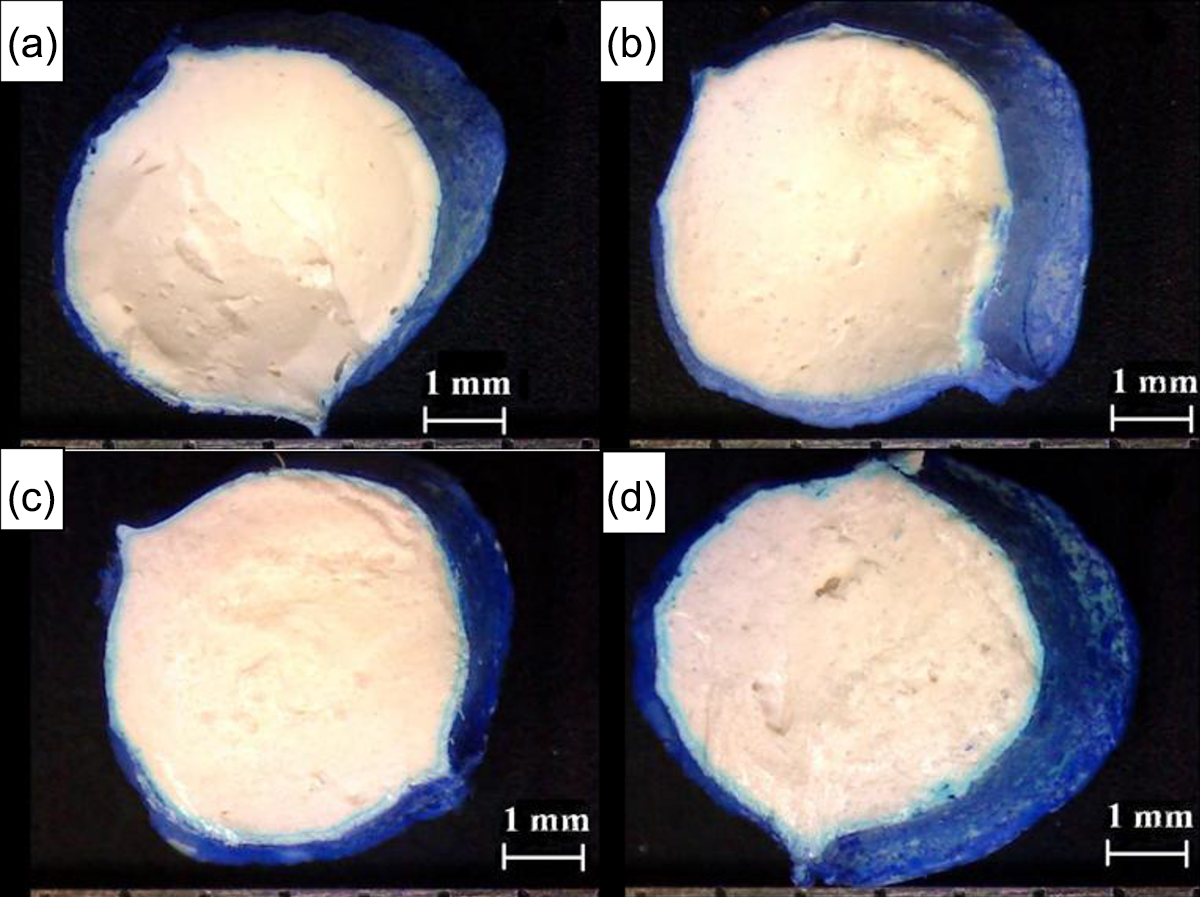
Images (×12) of the microleakage of the FFM containing (a) 0%, (b) 2%, (c) 4%, and (d) 6% PLA fibers, after the FFM is immersed in a dyed solution for 20 days.
Images (×12) of the microleakage of the FFM containing (a) 0%, (b) 2%, (c) 4%, and (d) 6% PLA fibers, after the FFM is immersed in a dyed solution for 30 days.
Figure 8(a) to (d) shows images of the microleakage of FFM containing various amounts of PLA fibers, and the FFM is immersed for 40 days. Only FFM with 2% PLA fibers do not have microleakage. When the amount of PLA fiber is beyond 2%, the resulting FFM starts to exhibit solubility with an increase in durations of immersion, enabling the dye to penetrate the FFM via the pores and cracks.
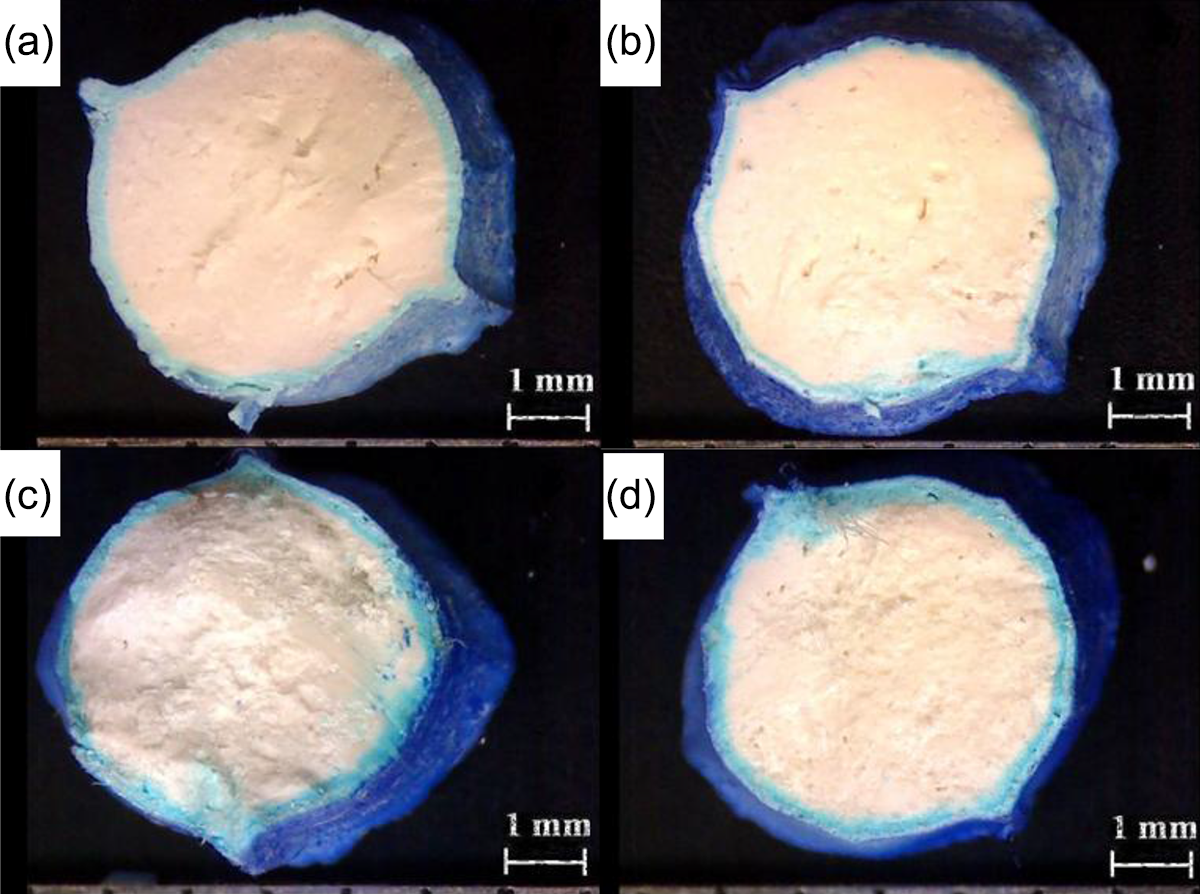
Images (×12) of the microleakage of the FFM containing (a) 0%, (b) 2%, (c) 4%, and (d) 6% PLA fibers, after the FFM is immersed in a dyed solution for 40 days.
Solubility
Figure 9 shows the solubility of the FFM containing various amounts of PLA fibers after the FFM is immersed in distilled water for different lengths of time. With an increase in additional amounts of PLA fibers, the solubility of the FFM does not exhibit a rigid rule, indicating that the additional fibers do not influence the solubility of the filling material. However, with an increase in the duration of immersion, the solubility of the FFM increases. Both IRM and PLA do not possess water solubility. However, the zinc oxide powder may not completely react with eugenol solvent, and the remaining powder will subsequently distribute in the distilled water. Increasing the duration of immersion of FFM will result in an increase in solubility of FFM.
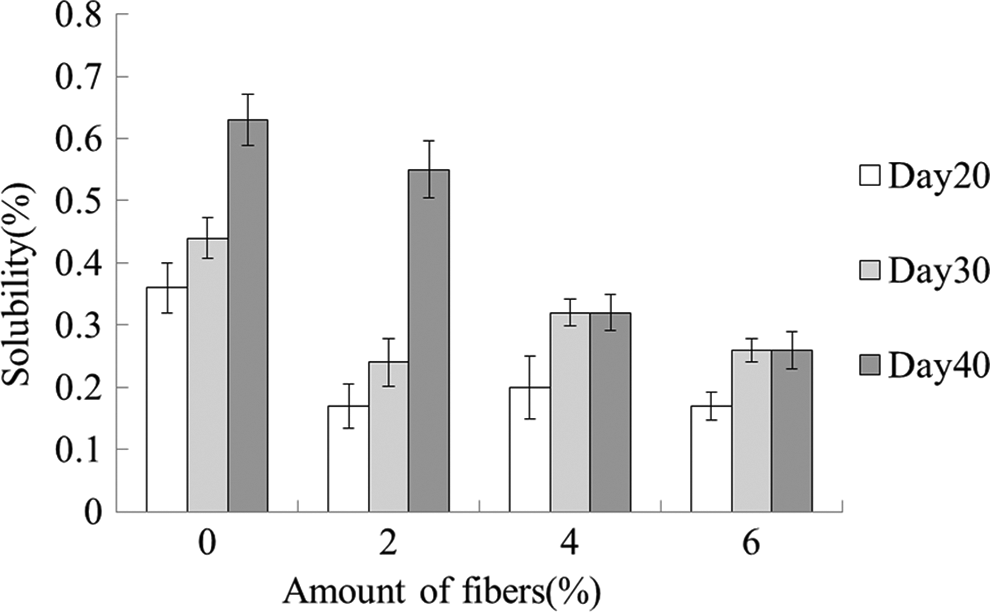
The solubility of FFM containing various contents of PLA fibers after FFM is immersed in distilled water for 20, 30, and 40 days.
Compressive strength
Figure 10 shows the influence of various additional amounts of PLA fibers on the compressive strength of FFM. The compressive strength of FFM increases with an increase in the amounts of PLA fibers. Additional fibers distribute disorderly in the filling material, providing multidirectional reinforcement. Subsequently, an increase in the amount of PLA fibers contributes to the ductility of the filling material. This is because when a force is exerted on the filling material, the load force is conveyed via the filling material to the fiber, providing the FFM with a greater load force. The fiber reinforcement also preserves the FFM’s structure and prevents it from cracking.
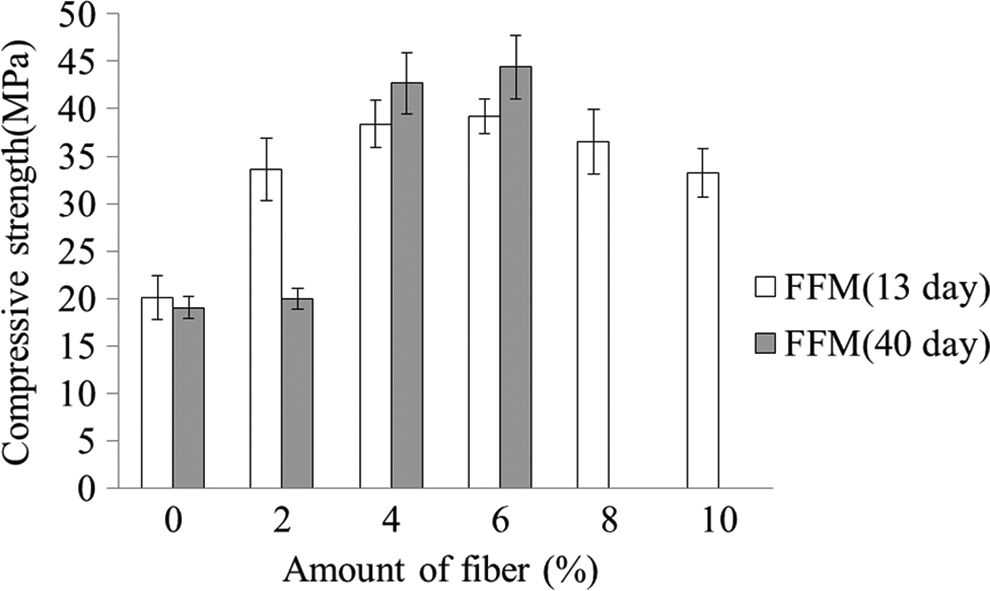
The compressive strength of the FFM containing various amounts of PLA fibers. The FFM is immersed in distilled water for 13 and 40 days.
Conclusion
This study evaluates the influence of the addition of fibers or of nets on the properties of the resulting filling material. As seen in the experimental results, an increase in fibers or nets decreases the setting time of the FFM or NFM, respectively. With a 6% fiber addition, the FFM exhibits the greatest compressive strength. In addition, the addition of fibers or nets does not influence the dissolubility of the FFM or NFM. However, the NFM with a net addition shows leakage. The addition amount of reinforcing material influences the leakage of the resulting filling materials.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.