
Abstract
Thermoplastic vulcanizates (TPVs) based on high-impact polystyrene (HIPS)/styrene–butadiene rubber (SBR) blends were prepared by dynamic vulcanization technique, and the TPVs were compatibilized by styrene–butadiene–styrene block copolymer (SBS). Experimental results indicate that SBS had a good compatibilization effect on the HIPS/SBR TPVs. A rubber process analyzer reveals that elastic modulus increased with increasing frequency and increasing SBR content in the TPVs led to obvious decrease in elastic modulus. A softening phenomenon could be observed in the stress–stretch curves of HIPS/SBR and HIPS/SBS/SBR TPVs during the uniaxial loading–unloading cycles. Compatibilized HIPS/SBR TPV had the relatively lower stress and internal friction loss.
Introduction
Thermoplastic vulcanizates (TPVs), as a special case of thermoplastic elastomers (TPEs), are produced via dynamic vulcanization of blends of a rubber and a thermoplastic polymer in the presence of a vulcanizing system. 1 Dynamic vulcanization was first described by Gessler, 2 and further developed by Fisher, 3 Coran and Patel 4 and Sabet and Michael. 5 Morphologically, the resulting TPVs are the characteristic of finely dispersed, cross-linked rubber particles distributed in a continuous thermoplastic matrix. 6,7 Compared to those blends comprising of uncured or slightly cross-linked components, dynamic vulcanization possesses significantly improved mechanical properties that can be attributed to the stabilized morphology of rubber particles resulting from cross-linking. Dynamic vulcanization technology has led to a significant number of new thermoplastic elastomeric products commercialized during the mid-to-late 1980s. 8 Because of their unique characteristics, TPVs play a very important role in the applications of automotives, buildings and constructions, wires and cables, and so on. Since a thermoplastic and a rubber are usually incompatible, this will inevitably result in poor mechanical properties because of gross phase separation and poor interfacial adhesion. However, further improvement of TPV properties can be achieved by the addition of compatibility components, which can effectively enhance the interfacial adhesion. 9 –11
Although TPVs have been extensively used in industry, few articles have been published to address their Payne effect and Mullins effect. Usually, particle-filled rubbers are characterized by specific nonlinear mechanical behaviors including high hysteresis, stress softening (Mullins effect), and strain-dependent dynamic modulus effect (Payne effect). 12,13 In dynamic mechanical experiments, when submitted to successive sinusoidal deformation with increasing strain amplitude, the particle-filled rubbers display a decrease in their storage modulus and the appearance of a maximum for the loss modulus. The amplitude variations in the storage and loss modulus, so-called Payne effect, are general to all filled elastomers 14 ; physically, the Payne effect can be attributed to deformation-induced changes in the microstructure of the material. 15
The Mullins effect remains a major challenge in order to provide good mechanical modeling of the complex behavior of industrial rubber materials. It has been 40 years since Mullins 16 wrote his review on the phenomenon and still no general agreement has been found either on the physical source or on the mechanical modeling of this effect. 17 Physical explanations of the Mullins effect included bond rupture, 18 molecules slipping, 19 filler rupture, 20 disentanglement, 21 and double-layer model. 22
In the last two decades, conventional polypropylene (PP)/ethylene-propylene-diene (EPDM) TPEs and especially PP/EPDM TPVs have been extensively studied because of their commercial importance. 23 However, there are few articles on styrene–butadiene rubber (SBR)/thermoplastics TPVs. SBR is a general purpose synthetic rubber that presents high filler-loading capacity and good flex, crack-initiation, and abrasion resistance. In our previous research, the high-impact polystyrene (HIPS)/SBR TPVs were prepared successfully and the rheology behavior, mechanical properties, and enhancement of interface compatibility were reported. 24,25
In this article, we reported the preparation of TPVs based on the blends of HIPS and oil-extended SBR via dynamic vulcanization with the interface compatibility being modified by the addition of styrene–butadiene–styrene block copolymer (SBS). The effect of HIPS/SBR blend composition and SBS compatibilizer on the mechanical, Payne effect, Mullins effect, and morphology of the dynamically vulcanized blends were investigated. Morphology of the dynamically vulcanized HIPS/SBR blends and HIPS/SBS/SBR blends were observed using field-emission scanning electron microscopy (FE-SEM).
Experimental
Materials
Oil-extended SBR rubber, 1712 type (styrene content, 23.5 wt%; aromatic oil content, 37.5 phr), was commercially manufactured by the synthetic rubber factory of Qilv Branch, China Petrochemical Co., Ltd (Zibo, China). HIPS was the product of Shanghai SECCO Petrochemical Co., Ltd (Shanghai, China). The HIPS was injection grade 622P with a melt flow index of 4.8 g/10 min. The polybutadiene content in the graft copolymer was 7.5 wt%. SBS, Grade YH-791, was produced by the Yueyang Petrochemical Co., Ltd (Yueyang, China). It was a linear SBS with polystyrene block percentage of 30 wt%. Tetramethyl thiuram monosulfide (TS) and N-cyclohexyl-2-benzothiazole sulfenamide (CZ) were used as accelerators and manufactured by Northeast Auxiliary Chemical Industry Co. (Hebei, China). Sulfur was used as a vulcanizing agent and obtained from Hengye Zhongyuan Chemical Co., Ltd (Beijing, China). Zinc oxide (ZnO) was used as an activator and obtained from NewLe Qinshi Zinc Co., Ltd (Xinle, China). Stearic acid was used as an activator and obtained from Wanyou Co., Ltd (Zibo, China). N-Isopropyl-N′-phenylenediamine (Antioxidant 4010NA) was used as an antioxidant and obtained from Shengao Chemical Co., Ltd (Caoxian, China).
Preparation of dynamically vulcanized HIPS/SBS/SBR blends
Commercially available oil-extended SBR, SBS, and HIPS were used for the TPVs. The concentrations for cross-linking the SBR system are expressed in parts per hundred rubber by weight (phr). The sulfur-containing accelerating system recipe consisted of the following ingredients: 100 phr SBR, 1.6 phr CZ, 0.2 phr TS, 0.8 phr sulfur, 1.2 phr stearic acid, 4.0 phr ZnO, and 1.6 phr 4010NA.
The dynamically vulcanized HIPS/SBS/SBR blends were produced via a two-step mixing process. In the first step, the pre-blends containing SBR and the cross-linking ingredients were compounded in a two-roll mill at room temperature. After 3 min of mixing time, the pre-blends were removed from the mixer. In the second step, the TPV compounds were prepared by melt mixing the SBR pre-blends with HIPS and SBS using a Brabender PLE 331 plasticorder (Brabender Gmbh, Duisburg, Germany). The mixer temperature was kept at 165°C with a constant rotor (camtype) speed of 80 r min−1. In detail, the requisite quantity of HIPS and SBS was charged into the mixer and allowed to melt. After 3 min, the SBR-based pre-blend was added. The mixing was continued for another 8 min to allow the dynamic vulcanization. Finally, the compound was removed from the mixer and then passed through a cold two-roll mill in the molted state to obtain a sheet. The sheet, about 2 mm thick, was compression-molded under a pressure of 15 MPa at 180°C for 10 min, followed by cold compression for 8 min. Test specimens were die-cut from the compression-molded sheet and used for testing after 24 h.
Characterization
Mechanical properties
For the measurement of tensile properties, dumbbell-shaped specimens were prepared according to ASTM D412. The tearing strength was tested according to ASTM D624 using unnotched 90° angle test pieces. Both tensile and tearing tests were performed on a universal testing machine (TCS-2000, Taiwan Gaotie Technology, Taizhong, China) at a crosshead speed of 500 mm min−1. The Shore A hardness was determined using a hand-held Shore A durometer according to ASTM D2240. All tests were carried out at 23°C. The average value was calculated for five test specimens. Compression set was determined according to ISO 815-1-2008, using a room temperature and 20% compression ratio for a period of 24 h, and a subsequent relaxation time of 60 min.
Rubber process analyzer
The dynamic mechanical properties were performed using a rubber process analyzer (RPA; RPA2000, Alpha Technologies, Akron, Ohio, USA). The RPA is primarily a torsional dynamic rheometer, with an advance temperature control and fully automated operational modes. In this particular case, the RPA was used to study the strain sweep of the TPV samples. The strain sweep was carried out from 0.28 to 100% at 100°C and 0.5 Hz frequency. The storage modulus (G′), loss modulus (G″), and loss tangent (tanδ) values were measured as a function of oscillation strain.
Mullins effect
In order to illustrate the material softening resulting from the Mullins effect, cyclic uniaxial tension tests were performed on HIPS/SBR and HIPS/SBS/SBR TPVs. Flat tensile samples were cut from the compression molded sheets. Uniaxial tension tests were performed on a TCS-2000 tensile machine (Taiwan Gaotie Technology, China) operated in a local strain control mode. Tests were run at a low constant strain rate of 0.042 s−1. For one TPVs specimen, one sample was submitted to a simple uniaxial tension test, while another one was submitted to a cyclic uniaxial tension test with the maximum stretching increasing every five cycles.
Microscopy analysis
Morphological study was carried out using FE-SEM (JEOL-6700F, Japan Electron Co. Ltd., Tokyo, Japan). For the etched specimens, the HIPS phase was extracted by immersing the blends into xylene at 80°C for 30 min. Then the samples were dried in vacuum oven at 30°C for 24 h. The etched and fractured surfaces of the specimens were sputtered with thin layers of gold and imaged using the FE-SEM.
Results and discussion
Mechanical property of the dynamically vulcanized HIPS/SBR and HIPS/SBS/SBR blends
Figure 1 shows the stress–strain behaviors of the dynamically vulcanized HIPS/SBR blends at different weight ratio. The stress–strain traces show drastic difference with the increasing SBR content. For the HIPS/SBR blends with 70/30 and 60/40 weight ratio, tensile stress increased sharply at the beginning of the stress–strain curves, then a yield peak was also observed, immediately followed by strengthening and fracture, indicating that the blends behave as to a typical plastic with improved toughness. With the increase in the SBR content, the elongation at break was improved greatly. Initially, an increase in tensile stress and modulus was also observed. Upon further deformation, the slope of the curve decreased. Then the stress increased almost linearly with strain until fracture occurs.
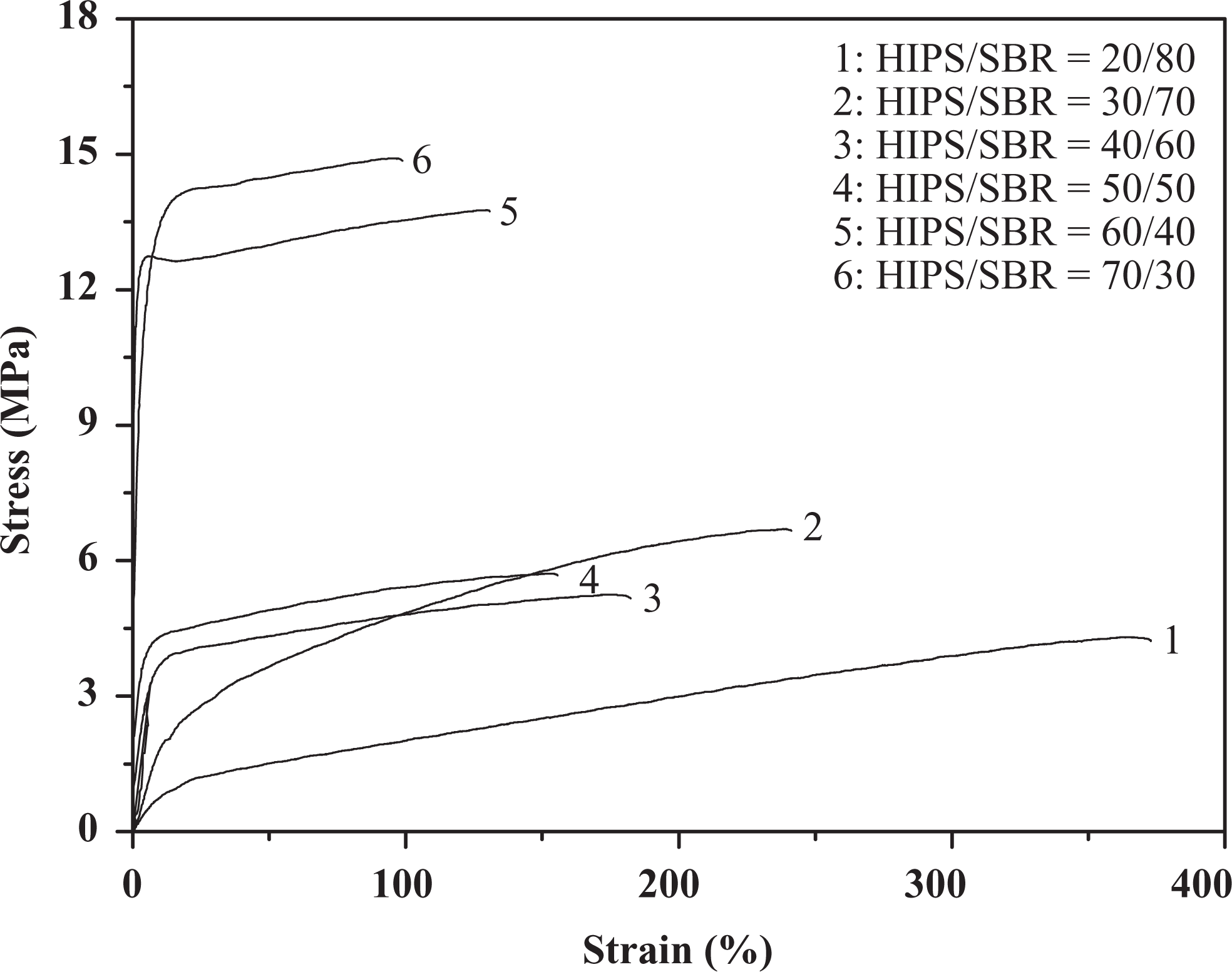
Stress–strain curves of dynamically vulcanized HIPS/SBR blends. HIPS: high-impact polystyrene; SBR: styrene–butadiene rubber.
The mechanical properties results of the dynamically vulcanized HIPS/SBR blends are presented in Table 1. Usually, the mechanical strength of TPV is determined by the resin phase; increasing the SBR content in HIPS/SBR blends led to the decrease in tensile strength and tear strength of the HIPS/SBR blends significantly. However, the elongation at break of the blends was much higher than 100% when the HIPS/SBR weight ratio was 50/50 below and the stress–strain curves show the representative elastomeric character of being soft and tough; according to ASTM D1566-07a, the blends should be considered to be TPEs.
Mechanical properties HIPS/SBR TPVs.
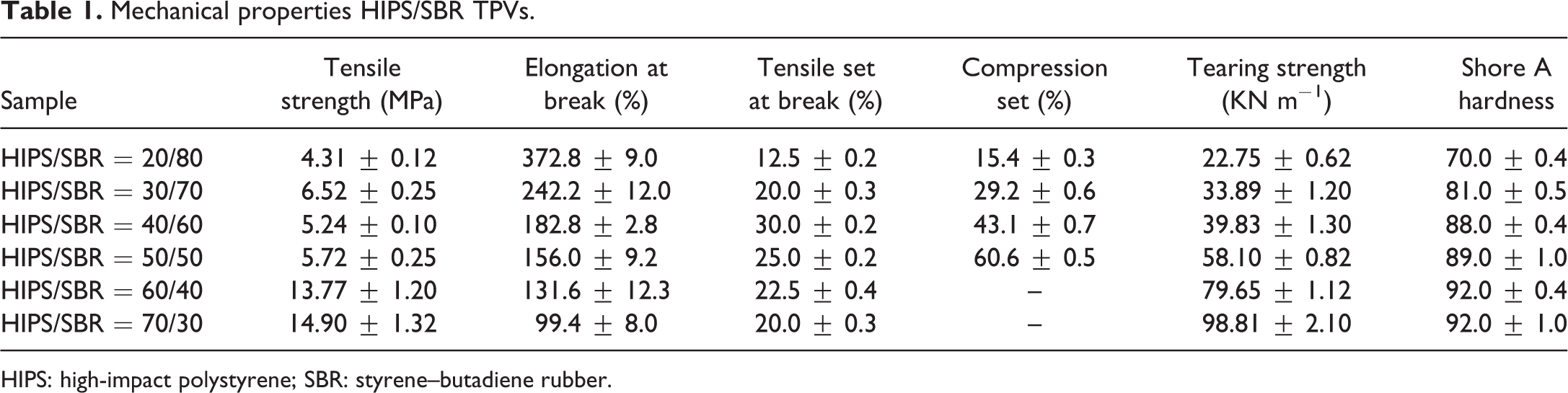
HIPS: high-impact polystyrene; SBR: styrene–butadiene rubber.
Figure 2 illustrates the stress–strain behaviors of the dynamically vulcanized HIPS/SBR blends compatibilized by different SBS dosage. From Figure 1, it can also be seen that the elongation at break of HIPS/SBR TPVs were improved greatly with the SBS incorporation. The mechanical properties results of the HIPS/SBS/SBR TPVs compatibilized with various SBS dosage are shown in Table 2. Increasing the loading of SBS in the HIPS/SBR TPVs led to the substantially improved tearing strength and elongation at break; however, the SBS loading had only slight influence on the tensile strength, tensile set at break, and Shore A hardness of the HIPS/SBR TPVs.
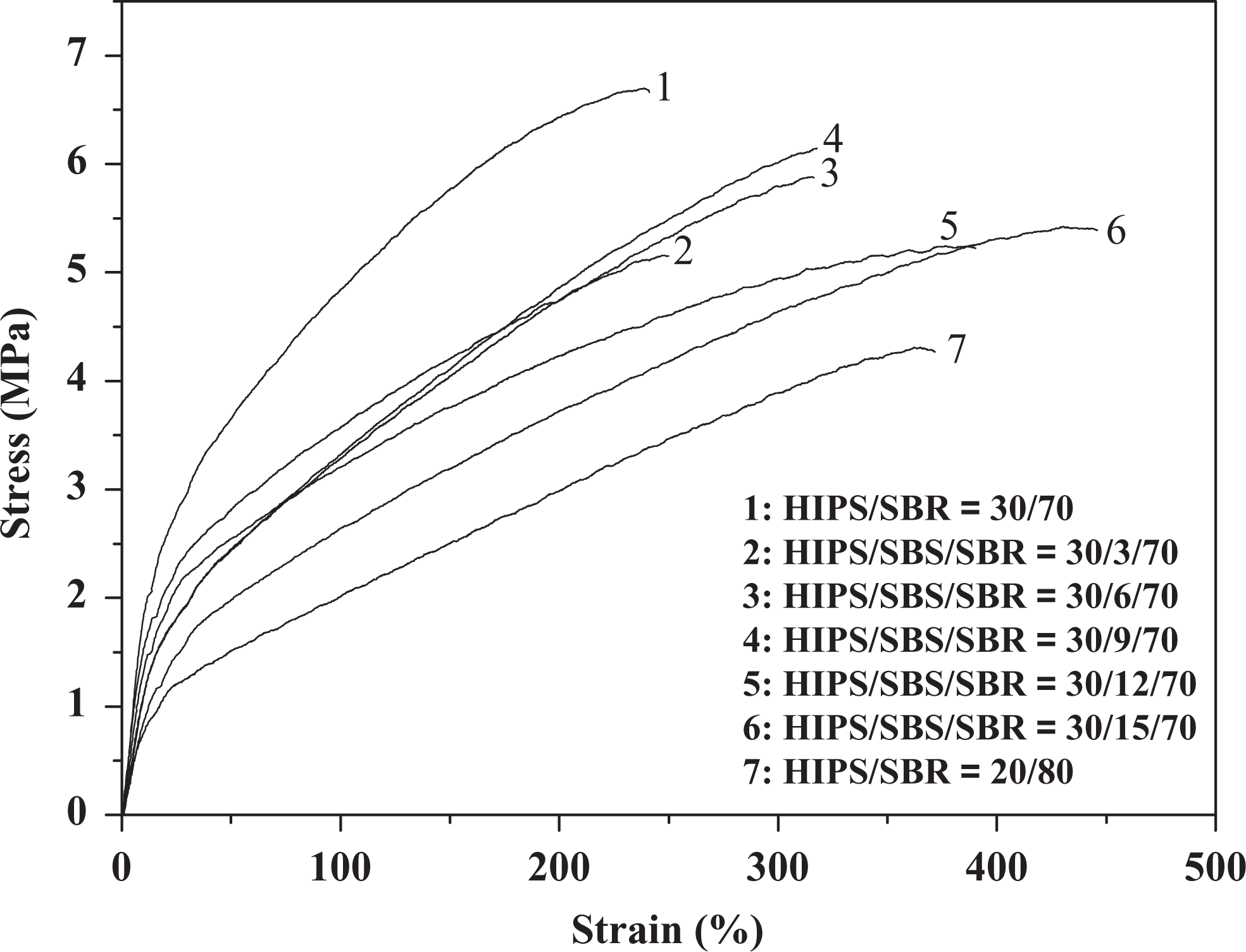
Stress–strain curves of dynamically vulcanized HIPS/SBS/SBR blends. HIPS: high-impact polystyrene; SBR: styrene–butadiene rubber; SBS: styrene–butadiene–styrene block copolymer.
Mechanical properties HIPS/SBS/SBR TPVs.
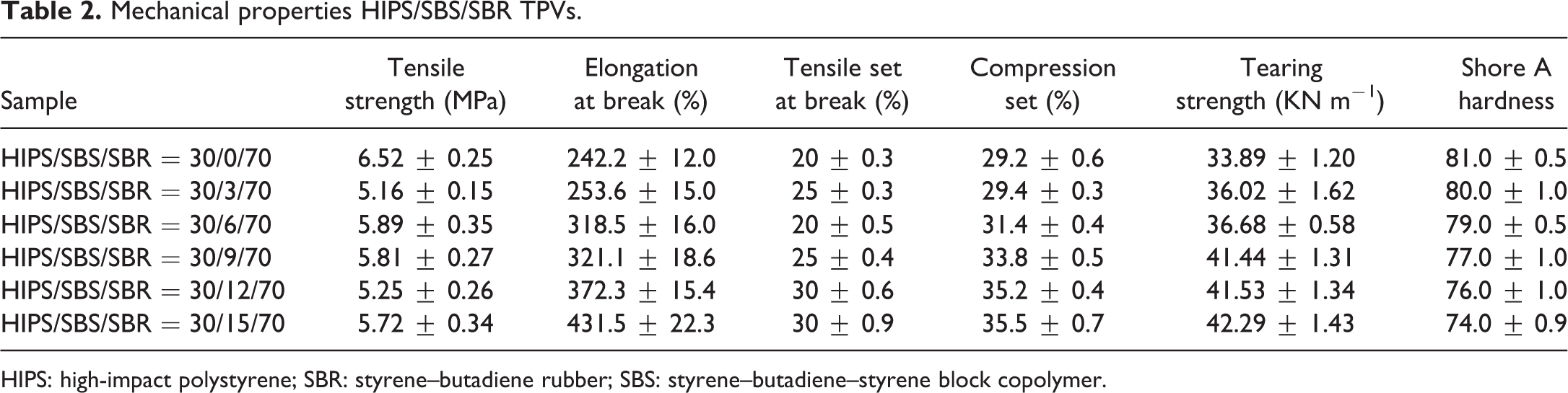
HIPS: high-impact polystyrene; SBR: styrene–butadiene rubber; SBS: styrene–butadiene–styrene block copolymer.
Usually, in the presence of a compatiblizer at the interface of TPVs, the interface interaction can be enhanced. 26 In our experiment, SBS has good compatibility with HIPS and SBR due to similar structural units. During the dynamic vulcanization, the SBS chains dispersed in the HIPS matrix could penetrate into the vulcanized SBR phase to a certain extent, resulting in significantly enhanced SBR-HIPS interface interaction. Furthermore, the SBS itself is a TPE with relatively high Shore A hardness, the presence of SBS in the HIPS continuous phase inevitably improves the ability of plastic deformation of the HIPS matrix, leading to the significant increase in the elongation at break, which is consistent with Figure 2.
RPA study of HIPS/SBR and HIPS/SBS/SBR TPVs
RPA is one of the suitable testing tools that can provide understanding of the elasticity and processability of filled TPVs in terms of the dynamic functions. Figure 3(a) and (b) shows storage modulus and loss modulus values (G′, G″) of HIPS/SBR TPVs as a function of oscillation strain. In Figure 3(a), it is clearly seen that the storage modulus decreased with the increasing strain, and at a given strain, the storage modulus also decreased with the increasing SBR content. It is noteworthy that the results in Figure 3(a) show the typical features associated with Payne effect. The Payne effect is manifest as a dependence of the viscoelastic storage modulus on the amplitude of the applied strain; moreover, the Payne effect can be attributed to deformation-induced changes in the microstructure of the material. 15 The Payne effect was significantly weakened with the increasing dosage of SBR in the HPS/SBR as a result of the improved elasticity, as shown in Figure 3(a).
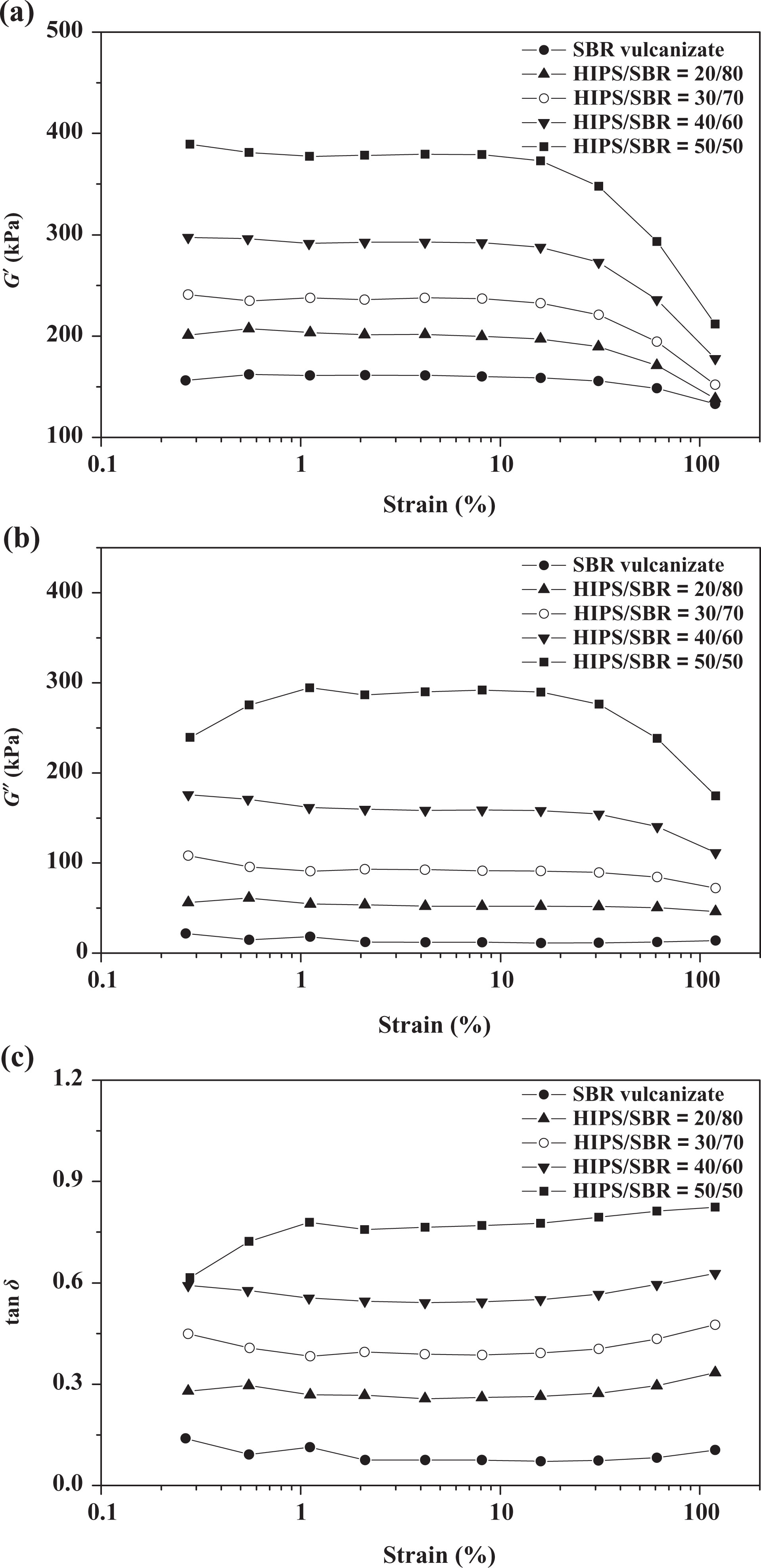
Dynamic properties of HIPS/SBR blends as a function of log (strain). (a) Storage modulus (G′) as a function of log (strain), (b) loss modulus (G″) as a function of log (strain), (c) tand values as a function of log (strain). HIPS: high-impact polystyrene; SBR: styrene–butadiene rubber.
For the HIPS/SBR blend with weight ratio of 50/50, the loss modulus curve showed a wide loss peak in the range of 1–20% strain amplitude; however, for the other HIPS/SBR TPVs in Figure 3(b), the loss modulus only decreased slightly with increasing strain, and the increasing dosage of SBR led to the weak decrease in loss modulus. Compared with that of HIPS, the internal friction among the flexible SBR segments was relatively lower, the increasing SBR dosage in TPVs led to the decrease loss modulus inevitably.
Figure 3(c) shows the loss tangent of HISP/SBR blends as a function of oscillation strain. The tanδ decreased obviously with the increasing SBR content in HIPS/SBR TPVs and increased slightly with increasing strain in the experimental range. In the theory of viscoelasticity, tanδ = G″/G′. As shown in Figure 3(a) and (b), the storage modulus was higher than the loss modulus and the variation in loss modulus influenced the tanδ only slightly due to the remarkable decrease in storage modulus, giving rise to the slight increasing value of tanδ accordingly.
Figure 4(a) and (b) shows storage modulus and loss modulus values (G′, G″) of HIPS/SBS/SBR TPVs as a function of oscillation strain. In Figure 4(a), it is clearly seen that the storage modulus decreased obviously especially when the strain was 10% above, moreover, the compatibilized HIPS/SBR TPVs had the lower storage modulus than that of HIPS/SBR TPVs. On the one hand, the existence of SBS in HIPS matrix would improve the ability of the plastic deformation and the elasticity of matrix, and on the other hand, the addition of SBS in HIPS matrix would improve the interface interaction between the HIPS matrix and the SBR dispersed phase, and the resilience of SBR vulcanized particles could be transferred to the matrix effectively. Furthermore, both the effects led to a decrease in storage modulus of HIPS/SBS/SBR TPVs. By calculating the reducing magnitude of storage modulus with the increasing strain, we can understand that the SBS compatibilization in the HIPS/SBR TPVs influenced the Payne effect slightly and only resulted in the slightly larger reducing magnitude of storage modulus, which might be caused by the improved plastic deformation ability of the matrix due to the incorporation with SBS elastomer.
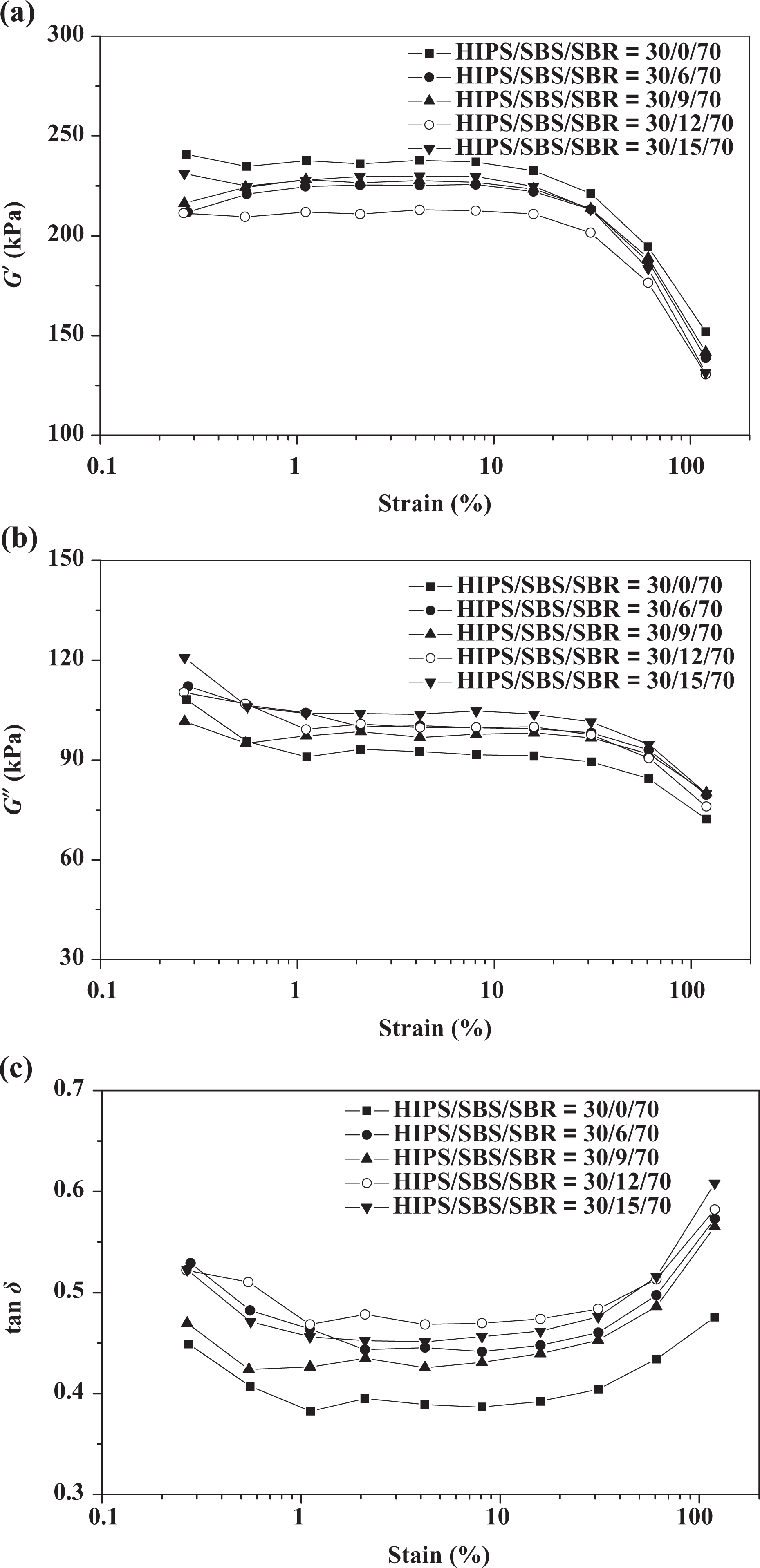
Dynamic properties of HIPS/SBS/SBR blends as a function of log (strain). (a) Storage modulus (G′) as a function of log (strain), (b) loss modulus (G″) as a function of log (strain), (c) tand values as a function of log (strain). HIPS: high-impact polystyrene; SBR: styrene–butadiene rubber; SBS: styrene–butadiene–styrene block copolymer.
As shown in Figure 4(b), the loss modulus of the HIPS/SBR TPVs decreased slightly with increasing strain, and the compatibilized HIPS/SBR TPV had the relatively high loss modulus. Compared with that of HIPS/SBR TPVs, the internal friction in the interface interaction between the HIPS matrix and SBR dispersed phase was increased obviously due to the enhancement of interface compatibility, leading to the increase in loss modulus. Figure 4(c) shows the loss tangent of HISP/SBS/SBR TPVs as a function of oscillation strain. The tanδ decreased obviously when the strain was 1% below, however, with the increasing strain, the tanδ increased obviously especially when the strain was 10% above. Compared with that of HIPS/SBR TPV, the compatibilized HIPS/SBR TPV had the relatively higher tanδ.
Mullins effect of HIPS/SBR and HIPS/SBS/SBR TPVs
Significant hysteresis at all levels of final strains illustrates the viscoelastic behavior of rubber-like materials. The hysteresis amount is a function of the maximum strain level and is more significant during the first cycles of each strain levels. Actually, the first cycle of each strain level is particular, since they involve Mullins effect. 27
Figures 5 and 6 show the stress–stretch curves of HIPS/SBR and HIPS/SBS/SBR TPVs submitted to five uniaxial loading–unloading cycles with given stretch ranging from λ = 1.5 to λ = 3.5 (five cycles of loading–unloading from zero stress up to the maximum stretch down to zero stress). From Figures 5(a) and 6(a), a softening phenomenon could be observed, which is characterized by a lower resulting stress for the same applied strain, appearing remarkably after the first loading; moreover, when the extension exceeds the maximum stretch previously applied, the stress–strain response returns on the same path than the monotonous uniaxial tension test stress–strain response after a transition, which increases with the amount of strain.
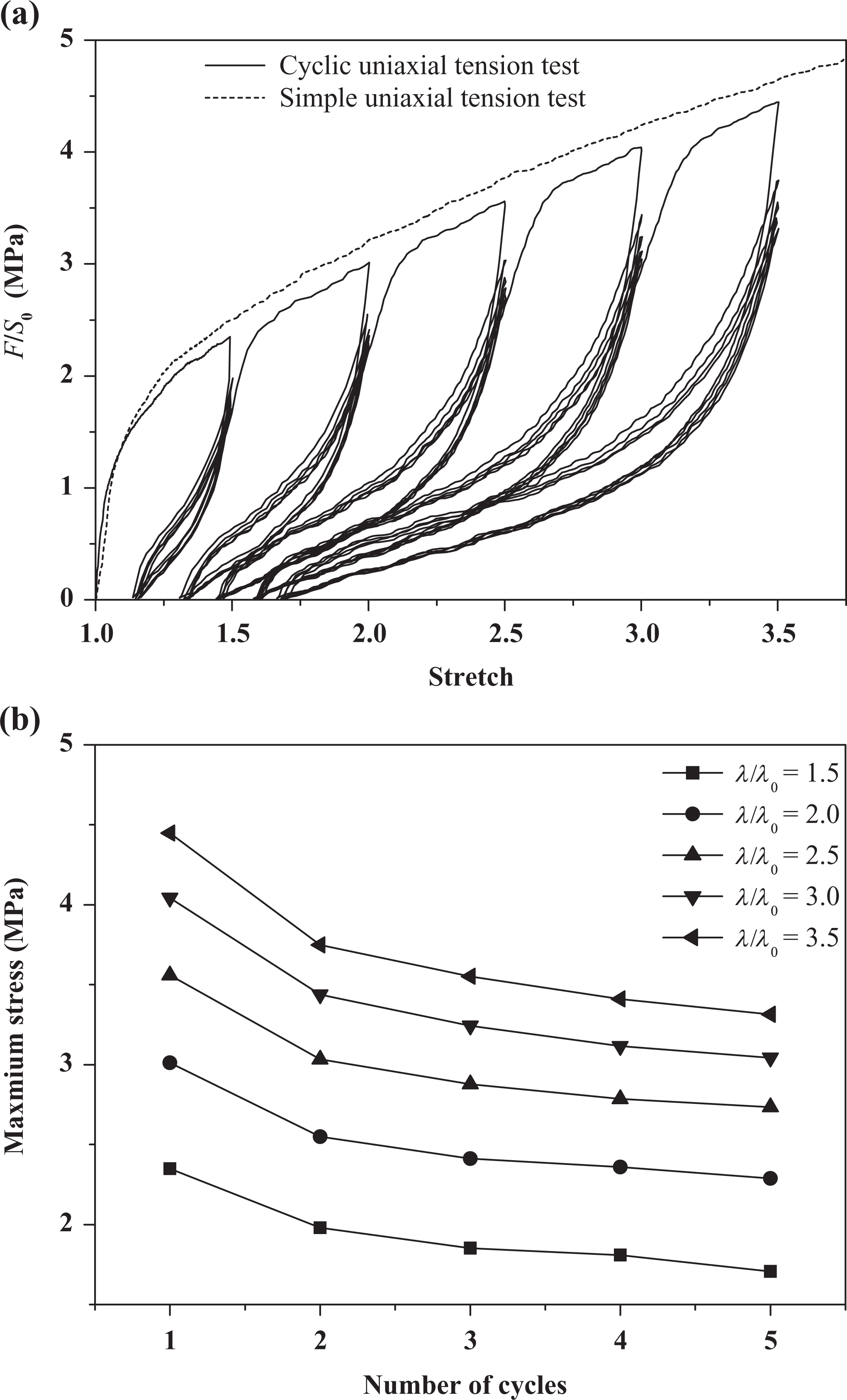
Periodic uniaxial extension tests of HIPS/SBR (70/30) TPV with maximum stretches. (a) Stress–strain responses of TPV submitted to a simple uniaxial tension and to a cyclic uniaxial tension with increasing maximum stretch every five cycles, (b) influence of the number of cyclic uniaxial tension on maximum stress under different stretches, (c) accumulation of residual strain as a function of the number of loading–unloading cycles under different stretches, (d) influence of the number of cyclic uniaxial tension on internal friction loss under different stretches. HIPS: high-impact polystyrene; SBR: styrene–butadiene rubber.
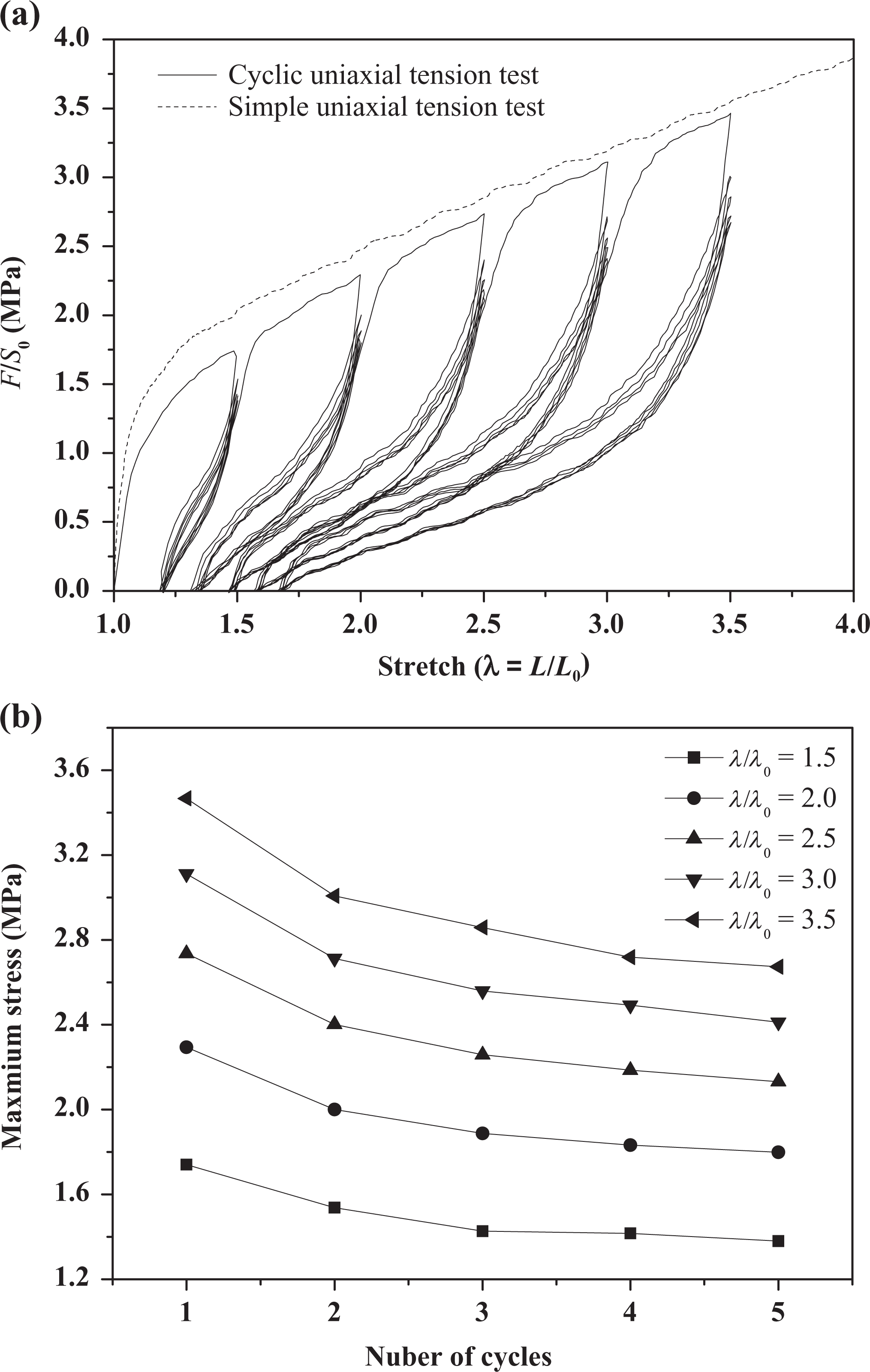
Periodic uniaxial extension tests of HIPS/SBS/SBR (30/9/70) TPV with maximum stretches. (a) Stress–strain responses of TPV submitted to a simple uniaxial tension and to a cyclic uniaxial tension with increasing maximum stretch every five cycles, (b) influence of the number of cyclic uniaxial tension on maximum stress under different stretches, (c) accumulation of residual strain as a function of the number of loading–unloading cycles under different stretches, (d) influence of the number of cyclic uniaxial tension on internal friction loss under different stretches. HIPS: high-impact polystyrene; SBR: styrene–butadiene rubber; SBS: styrene–butadiene–styrene block copolymer.
In order to understand the softening phenomenon well, Figures 5(b) and 6(b) show the maximum stress values of HIPS/SBR and HIPS/SBS/SBR TPVs as a function of the number of loading–unloading cycles under different stretches, and we can find that the stress was decreased obviously after the first loading–unloading, while only decreased slightly at the later loading–unloading cycles. To characterize the uniaxial tensile behavior, Mullins and Tobin 28 proposed a microstructural model; the stress-softening virgin material contained a hard phase and a soft phase, most of the deformation occurs in the soft phase, and the extent of the damage depending on the maximum previous stretch experienced by the material. In our experiment, the HIPS, as a hard phase, is the matrix of the TPVs. During the first loading–unloading, the plastic deformation of HIPS matrix will generate and result in the large energy consumption and relatively high residual deformation, after the previous cycle, the contribution to the deformation of the hard region (matrix phase) is relatively small. During the follow-up loading–unloading cycles, under the same stretch, most of the deformation takes place in the soft regions, and the measured stress at a given strain is mainly exerted to the soft region; therefore, the maximum stress decreased slightly at the later cycles after the first loading, as shown in Figures 5(b) and 6(b).
The residual deformation results of the TPVs in uniaxial loading–unloading cycles experiment were shown in Figures 5(c) and 6(c), which were much higher than that of Mullins effect of conventional filled and unfilled vulcanizates 29 –32 ; moreover, the results of the residual deformations were increased with the increasing stretches while were almost unchanged with the number of loading–unloading cycles. In order to investigate the internal friction loss during the loading–-unloading cycles, the integral results of the hysteresis rings were calculated by Origin 8.0 software, and the results were shown in Figures 5(d) and 6(d). We can understand that the internal friction loss was increased obviously with the increasing stretches and the maximum internal friction loss was generated in the first loading–unloading cycles under the specific stretch; however, the hysteresis loss in the later cycles was much lower than that of the first cycle and was only decreased slightly. It should note that the variation in internal friction loss was consistent with the variation in stress and residual deformation as shown above; the large plastic deformation of HIPS matrix during the first loading–unloading cycle results in the large hysteresis ring and residual deformation; however, during the later loading–unloading cycles, the measured stress at a given strain is mainly exerted to the soft region and the residual deformation were almost unchanged, leading to the lower internal friction loss.
When compared Figure 5 with Figure 6, we can understand that compared with that of HIPS/SBR TPV, the compatibilized HIPS/SBR TPV has the relatively lower stress at specific stretch and internal friction loss, indicating the improvement in elasticity. By calculating the reducing magnitude of maximum stress with the increasing stretch and number of cycles, the SBS compatibilization in the HIPS/SBR TPVs slowed the reducing magnitude of maximum stress, which was caused by the improved interface interaction.
Fracture morphology and microstructure of HIPS/SBR blends prepared by dynamic vulcanization
FE-SEM micrographs of the tensile fracture surfaces of HIPS/SBR TPVs are shown in Figure 7. Figure 7(a) shows the tensile fracture surface of the HIPS/SBR blend at 30/70 weight ratio. The fracture surface in Figure 7(a) is relatively smooth, indicating that the specimen is a typical elastomer. Upon elongation, the thin thermoplastic layers at the equator of the rubber particles are subjected to plastic yielding; upon relaxation, they are drawn back by the elastic rubber domains effectively. 33,34 Therefore, the HIPS/SBR TPVs show strong elasticity and less permanent set during the tensile experiment, consistent with the fracture morphology in Figure 7(a) and the lower tensile set at break in Table 1. Compared with that of in Figure 7(a), the fracture surface of HISP/SBS/SBR blend is smoother, indicating the enhancement of elasticity with the compatibilization effect of SBS.
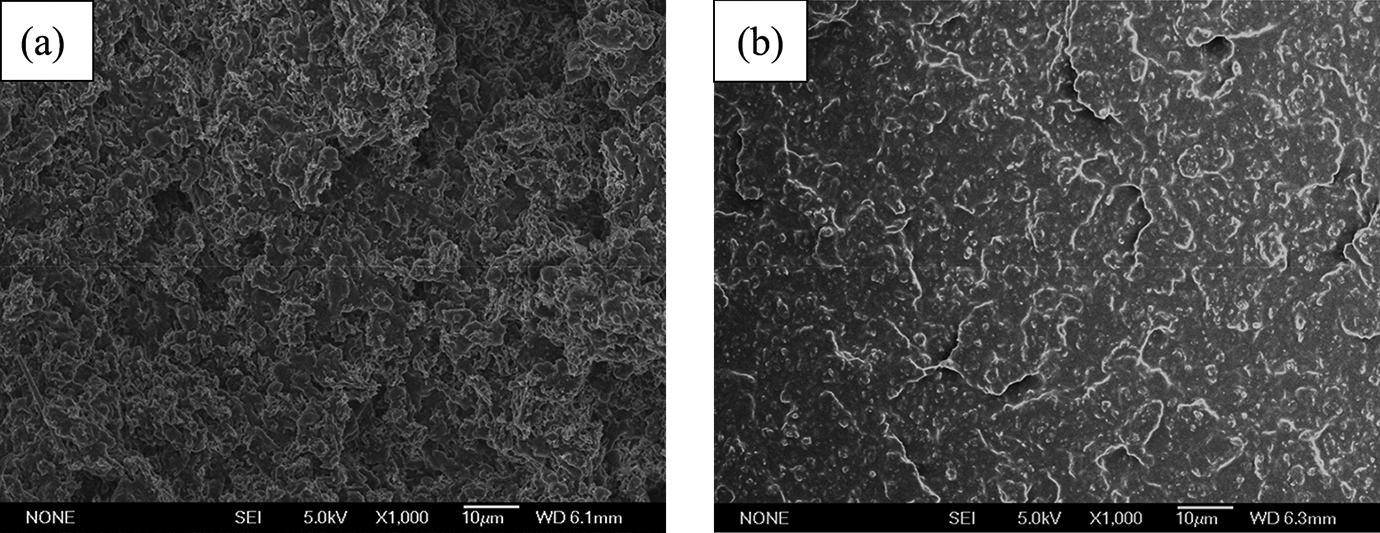
Fracture surfaces of HIPS/SBR blends prepared by the dynamic vulcanization. Blend compositions are (a) HIPS/SBR = 30/70, (b) HIPS/SBS/SBR = 30/9/70 by weight. HIPS: high-impact polystyrene; SBR: styrene–butadiene rubber; SBS: styrene–butadiene–styrene block copolymer.
The etched surfaces of the HIPS/SBR and HIPS/SBS/SBR TPVs are shown in Figure 8. The vulcanized rubber domains remained undissolved and adhered to the surface. The SBR particles, with an average diameter of 10 μm, were dispersed evenly on the etched surface of the HIPS/SBR, as shown in Figure 8(a). The presence of compatibilizer SBS in matrix decreased the average size of the SBR particles considerably, as shown in Figure 8(b), which is helpful for the improvement of mechanical properties of HIPS/SBR TPVs.
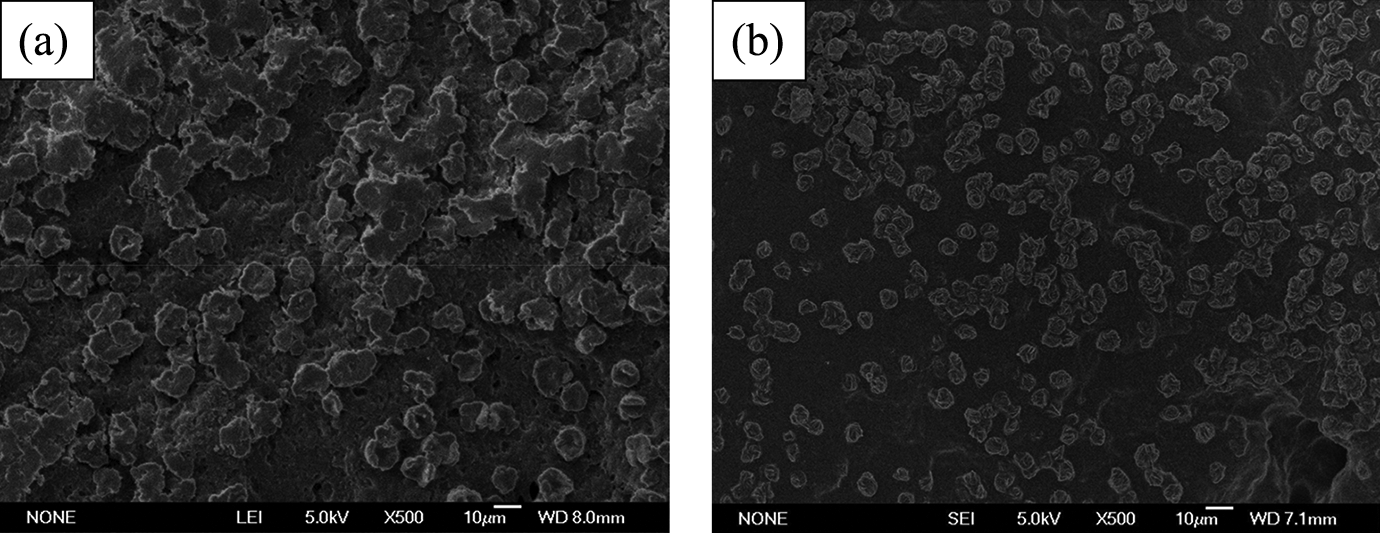
Etched surfaces of HIPS/SBR blends prepared by the dynamic vulcanization. Blend compositions are (a) HIPS/SBR = 30/70, (b) HIPS/SBS/SBR = 30/9/70 by weight. HIPS: high-impact polystyrene; SBR: styrene–butadiene rubber; SBS: styrene–butadiene–styrene block copolymer.
Conclusions
TPVs based on HIPS/SBR blends were prepared by melt mixing. Dynamic vulcanization of the blends was performed via conventional sulfur vulcanization systems. The effects of SBS compatibilizer on mechanical properties, Payne effect, Mullins effect, and morphological properties of the dynamically vulcanized blends were investigated systematically. The increase in HIPS content in the dynamically vulcanized blends contributes to the increase in tensile strength and tearing strength; however, the elongation at break was decreased. SBS had a good compatibilization effect on the HIPS/SBR TPVs, and the elongation at break and tear strength were increased obviously with increasing SBS content. An RPA reveals that the elastic modulus increased with increasing frequency and the increasing SBR content in the TPVs led to the obvious decrease in elastic modulus; moreover, the addition of compatibilizer SBS decreased the elastic modulus slightly. Compared with that of HIPS/SBR TPV, the compatibilized HIPS/SBR TPV had the relatively higher tanδ. A softening phenomenon could be observed in the stress–stretch curves of HIPS/SBR and HIPS/SBS/SBR TPVs during the uniaxial loading–unloading cycles; the stress was decreased obviously after the first loading–unloading, while only decreased slightly at the later loading–unloading cycles. The residual deformations of the TPVs in uniaxial loading–unloading cycles were much higher than that of Mullins effect of conventional filled and unfilled vulcanizates. The compatibilized HIPS/SBR TPV has the relatively lower stress at specific stretch and internal friction loss, indicating the improvement of elasticity. The existence of SBS in HIPS/SBS/SBR TPVs increased the Payne effect slightly while weaken the Mullins effect.
Footnotes
Funding
The work was funded by a Project of Shandong Province Higher Educational Science and Technology Program (J12LA15), the Science and Technology Development Project of Qingdao (12-1-4-3-(9)-jch), the Natural Science Foundation of Shandong Province (ZR2012EMM002), and the National Natural Science Foundation of China (51073082).