
Abstract
Chemically treated sawdust-reinforced recycled polyethylene composites were fabricated by the injection molding method, and the effect of fiber treatment on the physicomechanical properties of the composites were examined. Upon treatment with sodium hydroxide and benzoyl chloride, the hydrophilic nature of sawdust was significantly reduced. The physical properties of the composites such as water absorption, thickness swelling, and biodegradation behavior revealed that upon fiber surface modification, the composites have attained significant resistance to moisture absorption and microbial attacks. The mechanical properties of the chemically treated sawdust-reinforced composites were found to be improved compared to those of the untreated ones, suggesting that better fiber–matrix interfacial adhesion has occurred upon treatment of sawdust. This was further supported by surface morphology of the tensile-fractured surfaces of the composites captured by scanning electron microscopy that showed much less microvoids and interfacial flaws compared to those of the untreated ones.
Introduction
Plastic bags are very popular to both retailers and consumers because they are convenient for packaging food items as well as other goods. Nowadays, many of our favorite household articles of daily use are made of plastics. The popularity of plastic products stems from their low cost, lightweight, attractive looks, and durability. Unfortunately, these positive characteristics are not good when they are thrown away after use as they account for harmful effects to the environment. This is due to the fact that they tend to decompose very slowly and result in toxic fumes if burnt down. Even though they are one of the modern conveniences that we seem to be unable to do without, they are responsible for causing environmental pollution, clogging drainage systems, and disrupting soil fertility and ecosystem. To get rid of this problem, policy makers around the world have passed orders banning polyethylene (PE)-based shopping bags with little lasting effect. They have now paid attention to the fact that unregulated dumping or open burning can no longer be continued and that recycling and reuse of plastic-based waste materials can assuage the problem. 1 –4
In connection with environmental protection, waste management, and reduction considerations, recycled materials developed from post-consumer products have gained increasing interest. Therefore, it is essential to develop new techniques for the utilization of polymer-based waste as matrix materials and annually renewable agricultural residues as reinforcement fillers. Finding out their wider use and better understanding of their physicomechanical properties can increase their importance in terms of commercial applications as well as reduce the environmental impact as waste materials. However, due to wide polarity gap between the fiber and the matrix, it is rather difficult to fabricate composites of sufficient interfacial strength and mechanical properties necessary for engineering applications. Some studies have revealed that mechanical properties of natural fiber-reinforced polymer composites can be significantly improved when suitable compatibilizers are introduced during the fabrication of the composite. 5 –10 The major advantages of natural fiber-reinforced composites are low cost, less concern about their disposal, and low density compared to their counterpart prepared from mineral fibers. Besides, wide varieties of fibers are available throughout the year and help to develop agro-based rural economy. They do not abrade the processing equipment and require much less energy for the production. Therefore, it is expected that these composites could resolve both energy and environmental concerns and offer the possibility of producing a wide variety of products having a range of physical and mechanical properties.
Despite the attractive features of natural fiber-reinforced polymer composites, they suffer from lower modulus, strength, and relatively lower moisture resistance compared with mineral fiber-reinforced composites. Cellulose present in natural fibers contains many hydroxyl groups, which readily interact in a moist environment with water molecules by hydrogen bonding. Swelling of natural fibers by moisture absorption makes natural fiber-reinforced composites prone to microbial attacks as well as leads to microcracks that compromise with the dimensional stability and durability of furnished products. Besides, due to the wide polarity gap between the fiber and the matrix, the interfacial adhesion between the two does not occur effectively. However, it is possible to minimize the polarity gap between the fiber and the matrix by pretreatment of natural fiber by physical and chemical methods, which can improve the fiber–matrix interfacial wetting with a consequent improvement in the physical and mechanical properties of the composites. 11 –14 Replacement of the polar hydroxyl groups present in cellulose by surface treatment or addition of a suitable interface modifier during the fabrication of the composite can partially alleviate this problem by improving the compatibility between the fiber and the matrix. In other words, the mechanical strength and environmental stability of natural fiber-reinforced composites depend on the effectiveness of interfacial adhesion between the fiber and the matrix. Therefore, it is essential to minimize their polarity gap to improve the mechanical properties of the composite. It is believed that fiber surface modifiers chemically link with the polymer through their hydrophobic end while facilitating the wetting of hydrophilic lignocellulose by their polar part. 10 On the other hand, chemical surface modification technique is carried out with the introduction of a suitable organic functional group that interacts with the hydroxyl group of the cellulose present in the natural fiber. This technique substantially minimizes the polarity gap between the hydrophilic fiber and hydrophobic polymer matrix. As a result, improvement in the mechanical properties of the resultant composite occurs due to better dispersion of fiber in the matrix and more effective interfacial adhesion, effective stress transfer efficiency from the matrix to the fiber, and better wetting of the fiber by the matrix that reduces microvoids at the fiber–matrix interface. 15 –35
The purpose of the present work is twofold. The first one is to seek for the suitability of using PE-based waste bags and packaging materials as a matrix that are generally thrown away after use and cause environmental pollution due to their nonbiodegradable nature. The second one is to seek for better use of sawdust, which is usually thrown away or burnt down and causes environmental pollution as well. Since sawdust is inherently hydrophilic in nature, a surface modification technique was adopted to reduce its hydrophilic nature with a view to minimize the polarity gap between the fiber and the matrix, so that their interfacial adhesion is improved. Water absorption behavior and thickness swelling studies of the composites were also evaluated, which revealed that hydrophilic nature of the composites has significantly reduced upon treatment of sawdust.
Materials and methods
Materials
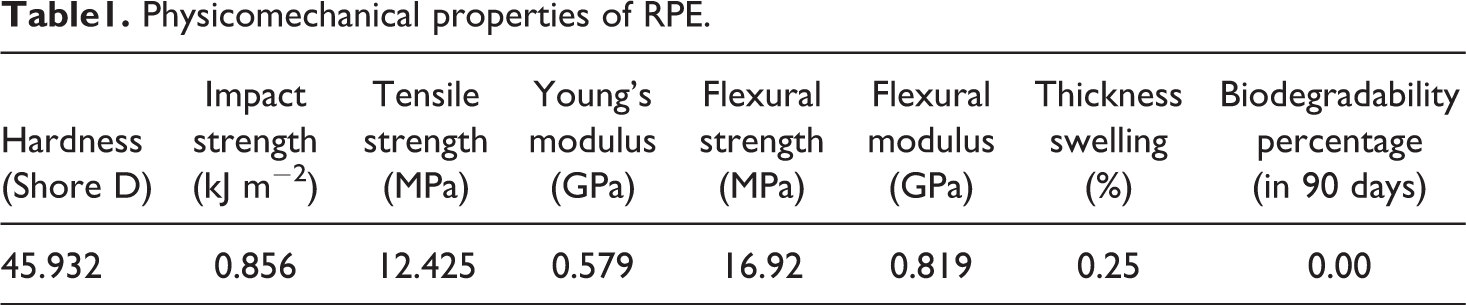
The matrix material PE was collected locally from waste PE bags and packaging materials. The collected PE was sorted out and washed to remove any dust and dirt adhered to it and then dried, cut into small pieces, and finally converted into small beads. The matrix thus obtained was termed as recycled PE (RPE). The physicomechanical properties of RPE are listed in Table 1. The hardwood (local name: Segun, English name: teak, botanical name: Tectona grandis), sawdust used as reinforcing material, was obtained from a local sawmill in Dhaka, Bangladesh. Sawdust was sieved by 80–100 mesh filter. Therefore, the range of diameters of the particles was between 0.089 and 0.178 mm. The chemical composition of the sawdust was measured as per the method described in an earlier report. 35 Cellulose, hemicelluloses, and lignin contents in sawdust were found to be 43.9, 22.3, and 26.2%, respectively. The chemicals used to treat sawdust were sodium hydroxide (Merck, Germany) and benzoyl chloride (Merck, Germany).
Physicomechanical properties of RPE.
Treatment of sawdust
Prior to chemical treatment, sawdust was cleaned, washed, and then dried in an oven at 80°C for 24 h. The dried sawdust was then kept in a sealed container. Cleaned and dried sawdust was first treated with 5% aqueous solution of NaOH and then with benzoyl chloride. The –OH groups of cellulose were then converted into ONa groups as shown in Figure 1. Probably due to steric hindrance the –OH group in 2-position does not react with NaOH. 19 Upon treatment with benzoyl chloride, the –ONa group undergoes a displacement reaction to produce benzoylated cellulose leaving NaCl. The treatment was carried out for about 1 h in a 1000-mL beaker. After the reaction, sawdust was taken out of the beaker, washed with distilled water, and finally dried in open air.
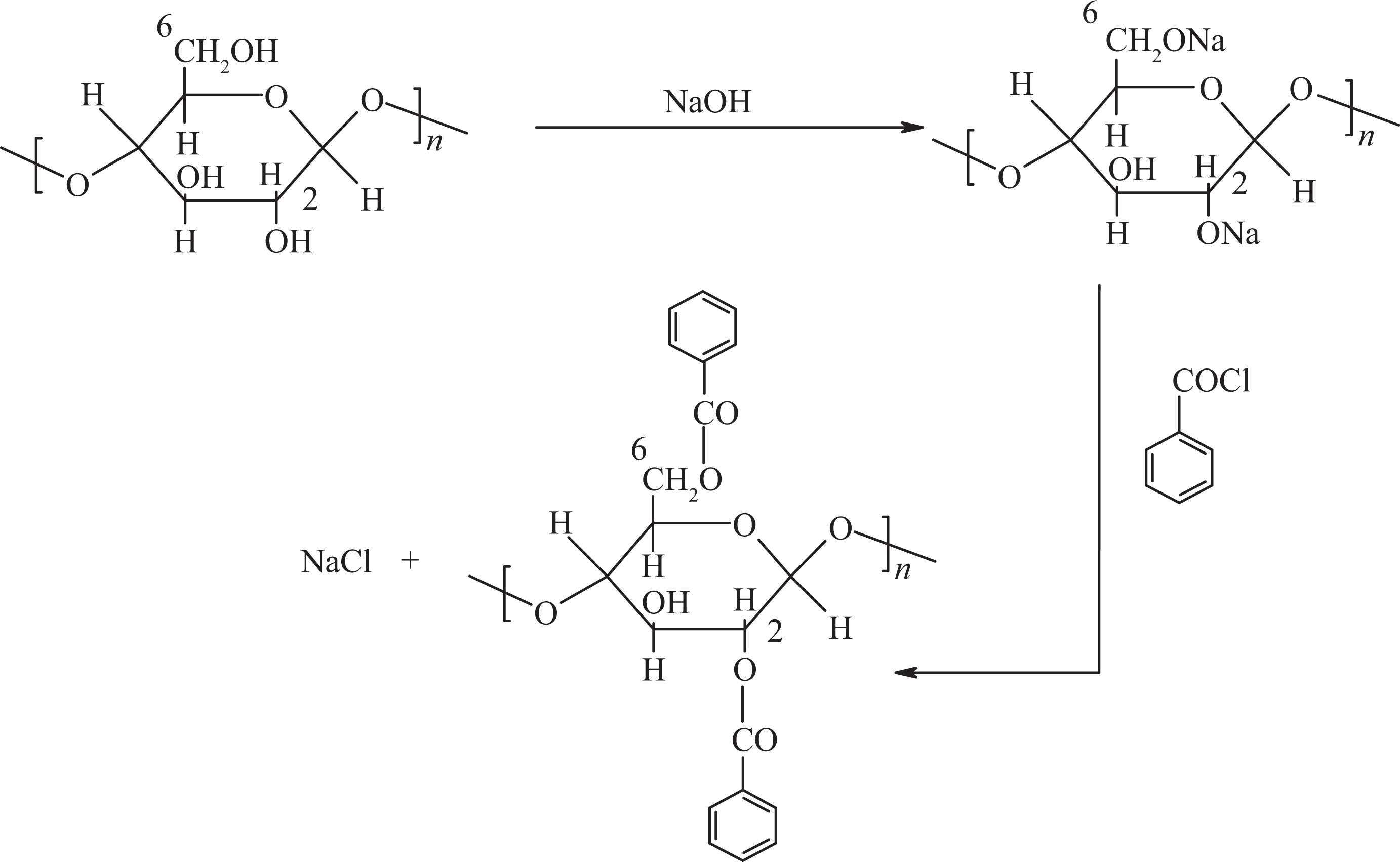
Chemical change of the cellulose in sawdust upon treatment with benzoyl chloride.
Fabrication of composites and test specimens
Sawdust processed as mentioned above was initially mixed thoroughly with RPE beads at 20/80, 25/75, 30/70, and 35/65 wt% mixing ratios. The mixture was then passed through an extruder at a constant temperature of 135 ± 5°C. The extruded composites were cut into 2–3 cm long pieces and dried in an oven at 80°C for 1 h. The specimens for mechanical testing were prepared from dried granules using an injection molding machine. The temperature of the injection molding machine was also fixed to 135 ± 5°C in order to avoid degradation of the fiber. For each test and the type of the composite, five specimens were tested and the average values were reported. In a particular test, the deviation of the values for the five specimens tested was found to be within 5%.
Infrared spectra
The infrared (IR) spectra of untreated and treated sawdust samples were recorded on a Fourier transform IR spectrophotometer (Shimadzu, Japan) with co-addition of 64 scans with a resolution of 2 cm−1 to characterize the structural changes of cellulose in sawdust upon treatment with benzoyl chloride. A small quantity of the sawdust sample (untreated and treated) was finely ground with a pure potassium bromide. The powder mixture is then pressed mechanically to form a translucent pellet through which the beam of the IR spectrometer can pass. A blank was previously recorded that did not contain the sample.
Scanning electron microscopy
The morphological features of the tensile fracture surface of the composite were recorded using a scanning electron microscope (JSM-6701F; JEOL, Japan). The specimens were viewed perpendicular to the fracture surface.
Water absorption, thickness swelling, and biodegradation
In order to measure the water uptake capacity of the composites, rectangular specimens of dimensions 39 × 10 × 4.1 mm3 were prepared. The specimens were dried in an oven at 80°C, cooled in a desiccator using silica gel, and immediately weighed. The water absorption tests were carried out by immersing the specimens in a water bath for 72 h at room temperature. After immersion, the excess water adhered to the composite surface was removed using a piece of soft cloth and final weights of the specimens were taken. From the difference of the final and initial weights, the percentage of water uptake was calculated. The percentage of thickness swelling was calculated by measuring the thickness of the specimen before and after the immersion of the specimen for specified period of time. The biodegradability test of the specimens was carried out with 35% sawdust content composites. For biodegradability tests, the specimens were buried in moist soil with occasional sprinkling of water. The biodegradation behavior of the composites was examined by measuring the weight loss of the specimen at 10-day intervals for 3 months. From the difference in the values of weights at fixed intervals, the extent of biodegradation was calculated.
Mechanical properties of the composites
The mechanical tests of the composites were carried out according to ASTM as described in our earlier article. 20 The tensile and flexural properties of injection-molded specimens were measured with a universal testing machine (MSC-5/500, Ogawa Seiki Company Limited, Japan) according to ASTM D 638-01 and ASTM D 790-00, respectively. The dimensions of the test specimens were 148 × 10 × 4.1 mm3. The flexural test of the specimen (dimensions: 79 × 10 × 4.1 mm3) was performed using the same testing machine as mentioned above. The impact strength of the composites was tested by using an impact tester (model CSI-137, Custom Scientific Instruments, Easton, Pennsylvania, USA), according to ASTM D256, while the hardness of the composites was tested by a durometer (type D, Wilson Instron, Norwood, Massachusetts, USA), according to ASTM 2240.
Results and discussion
Physical properties
The importance of natural fiber-reinforced polymer composites comes from the substantial improvement in the physical and mechanical properties that offers the possibility of their use in practical applications. Improvement in the mechanical properties occurs when there is efficient fiber–matrix interfacial adhesion. However, due to the presence of hydroxyl groups in the cellulose of raw sawdust responsible for its inherent hydrophilic nature, it is difficult to compound hydrophilic sawdust fiber with hydrophobic RPE, resulting in inefficient composites with weak interfacial adhesion. In order to improve the compatibility between the fiber and the matrix, sawdust was chemically treated first with NaOH and then with benzoyl chloride. The reactions involved in the treatment are shown in Figure 1. Similar treatment of sisal fiber with benzoyl chloride has been reported previously. 23 The change in chemical nature of sawdust upon treatment was analyzed by IR spectra (Figure 2). As shown in Figure 2, a sharp band is observed at 1734 cm−1 for raw sawdust, which is probably due to the presence of the aldehyde group in lignin. This band disappears after treatment of sawdust with benzoyl chloride and a new band appears at 1643 cm−1, which is probably due to the >C=O group that has been introduced in the sawdust upon treatment with benzoyl chloride. In addition, the peak at 1628 cm−1 may be assigned to the carbon–carbon double bond, which has appeared upon introduction of the benzoyl group from the treatment of sawdust with benzoyl chloride. Furthermore, the intensity of −OH band in the region between 3500–3100 cm−1 has reduced after treatment with benzoyl chloride. This implies that the hydrophilic nature of sawdust has significantly reduced, which facilitates better interaction between the matrix and the fiber, giving improved interfacial adhesion. This is reflected in the scanning electron microscopic (SEM) images of the tensile fracture surface of the specimens as shown in Figure 3. It is evident from the figure that for untreated sawdust–RPE composites, there are fiber–matrix interfacial spaces. This feature indicates that the interfacial adhesion between RPE and sawdust is weak (Figure 3(a)). The SEM image of the untreated sawdust–RPE composite demonstrates that there are some signs of fiber agglomeration that results from poorer dispersion of the fiber in the matrix, weak fiber–matrix interaction, and preferential fiber–fiber interactions. On the other hand, in the treated sawdust–RPE composites, the fiber–matrix interfacial spaces are found to have significantly minimized (Figure 3(b)). Due to the chemical reaction between the cellulose in sawdust and benzoyl chloride, the polarity gap between the fiber and the matrix has largely minimized, facilitating better dispersion of fiber in the matrix. As a result, the interfacial adhesion between the fiber and matrix has significantly improved. Thus, the improved fiber–matrix interfacial wetting as well as better dispersion of the sawdust in the RPE matrix with less microvoids and fiber agglomerates has occurred upon treatment of sawdust. This is corroborated by the improved mechanical properties of treated sawdust–RPE composites.
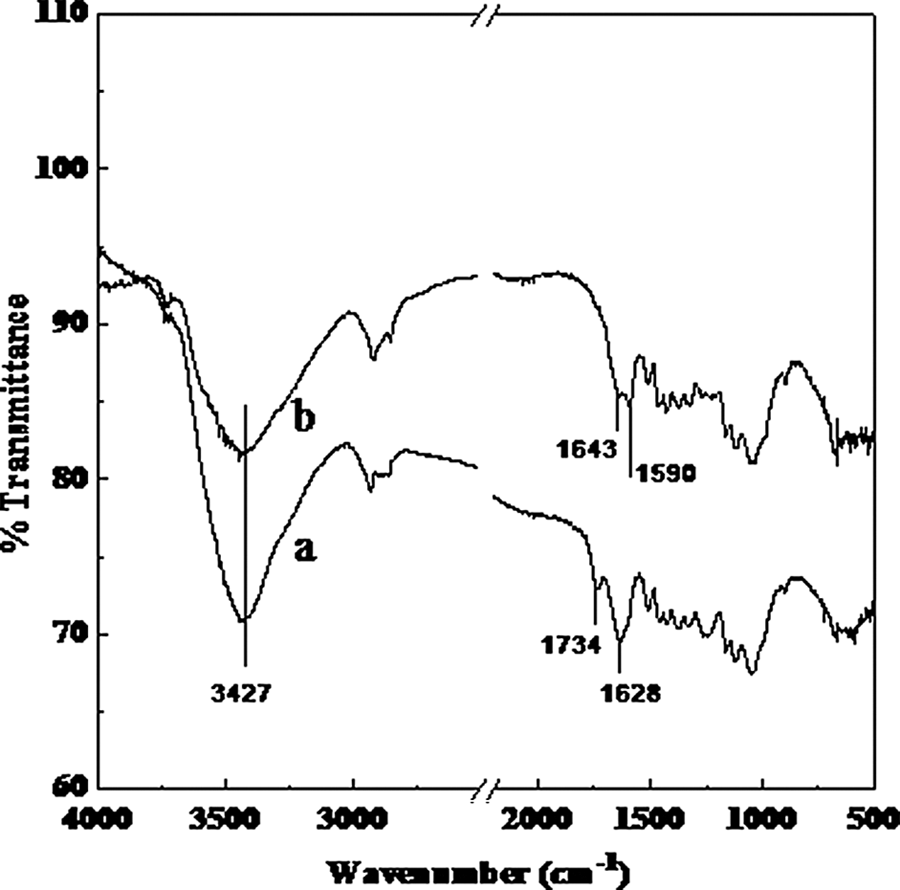
IR spectra of (a) raw sawdust and (b) chemically treated sawdust. IR: infrared.
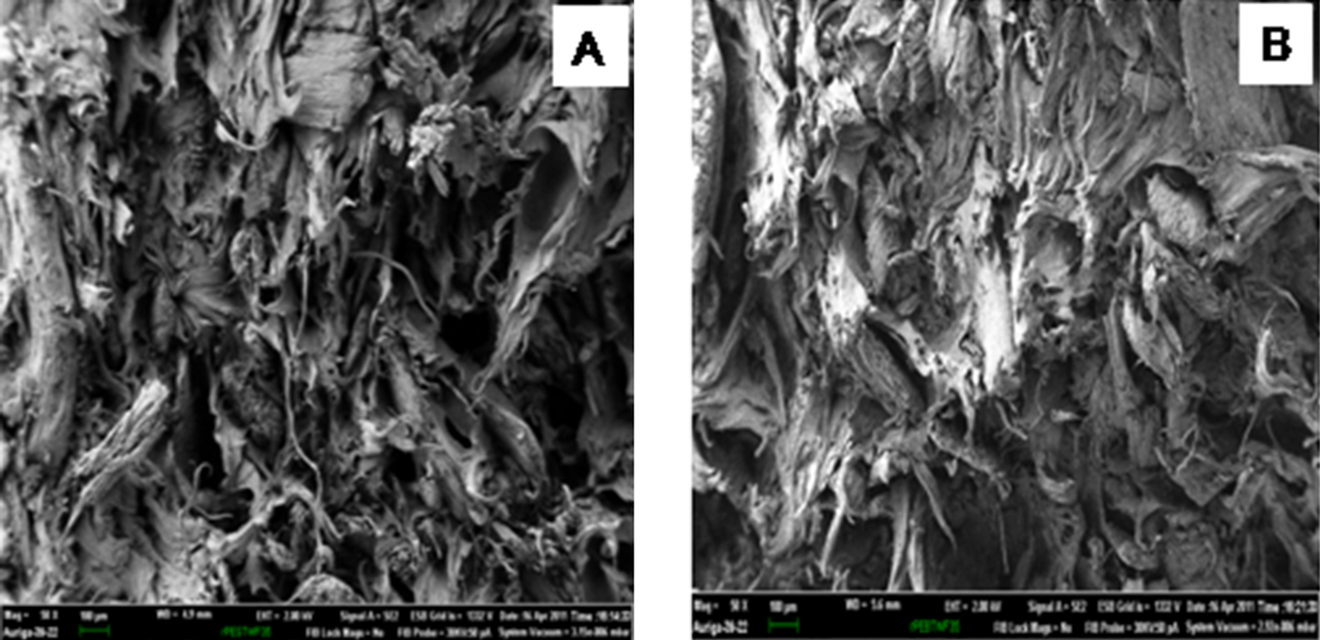
SEM images of (a) raw sawdust- and (b) benzoyl chloride-treated sawdust–RPE composites. SEM: scanning electron microscopy; RPE: recycled polyethylene.
Water absorption, thickness swelling, and biodegradation
Water absorption behavior of the composites as a function of fiber content is shown in Figure 4. It is evident from the figure that water absorption percentage increases with an increase in sawdust content in the composites. Since sawdust contains many hydroxyl groups that can interact with water molecules, an increase in fiber loading increased the capacity of the composite to absorb water. It has been reported that natural fiber-reinforced polymer composites without compatibilizer show remarkable water absorption, which occur through diffusion process into the microgaps and flaws at the interface due to weak fiber–matrix interfacial adhesion 28 –30 and compromises with the dimensional stability of furnished products. However, suitable compatibilizers can substantially reduce the tendency for water absorption making the composites suitable for use in damp and moist environment. 31 –34 Furthermore, compatibilizers can improve interfacial adhesion and increases the mechanical properties of the composite. 33 In the present work, we have observed that benzoyl chloride-treated sawdust–RPE composites exhibit comparatively less hydrophilic nature than those prepared from raw sawdust. This observation implies that the hydrophilic nature of sawdust has substantially reduced, which is in line with the IR data that showed much less intense absorption band for the hydroxyl group in the region 3500−3100 cm−1. This indicates that due to favorable interfacial adhesion between the matrix and treated sawdust, voids and flaws in the composites have largely minimized showing lower water uptake capacity. Figure 5 shows the thickness swelling as a function of fiber content in the composites. It is evident from the figure that thickness swelling increases with an increase in the fiber content. As the fiber content increased, the number of microvoids increased, which caused higher degree of poorer bonding between the fiber and the matrix. As a result, both water absorption and thickness swelling increase with increases in fiber content in the composite. It is to be noted that treated sawdust-reinforced composites show much less swelling behavior compared to those of the untreated ones. This indicates that hydrophilic nature of sawdust has significantly reduced that paves the way for better dispersion of fiber in the matrix as well as stronger fiber–matrix interfacial adhesion. Consequently, the treated sawdust–RPE composites showed restricted access to water molecules and comparatively less thickness swelling. Figure 6 shows the biodegradation behavior of the composite specimens as a function of time. It is evident from the figure that weight loss of both untreated and treated composite specimens increases with an increase in burial time in moist soil. The weight loss values of untreated composites are found to be higher than those of the treated ones indicating that raw sawdust–RPE composites are more prone to microbial attacks if left in a moist environment. Since upon treatment, hydrophilic nature of sawdust has reduced and interfacial adhesion improved, treated sawdust-reinforced RPE composites showed lower weight loss at the same time span of the experiment compared to those of the untreated ones. Similar behavior has been observed for abaca-reinforced aliphatic polyester composites. 28 It is thought that due to restriction in the penetration of water molecules and microorganisms through the fiber–matrix interface, treated sawdust reinforced-RPE composites show lower weight loss compared to that of the untreated one.
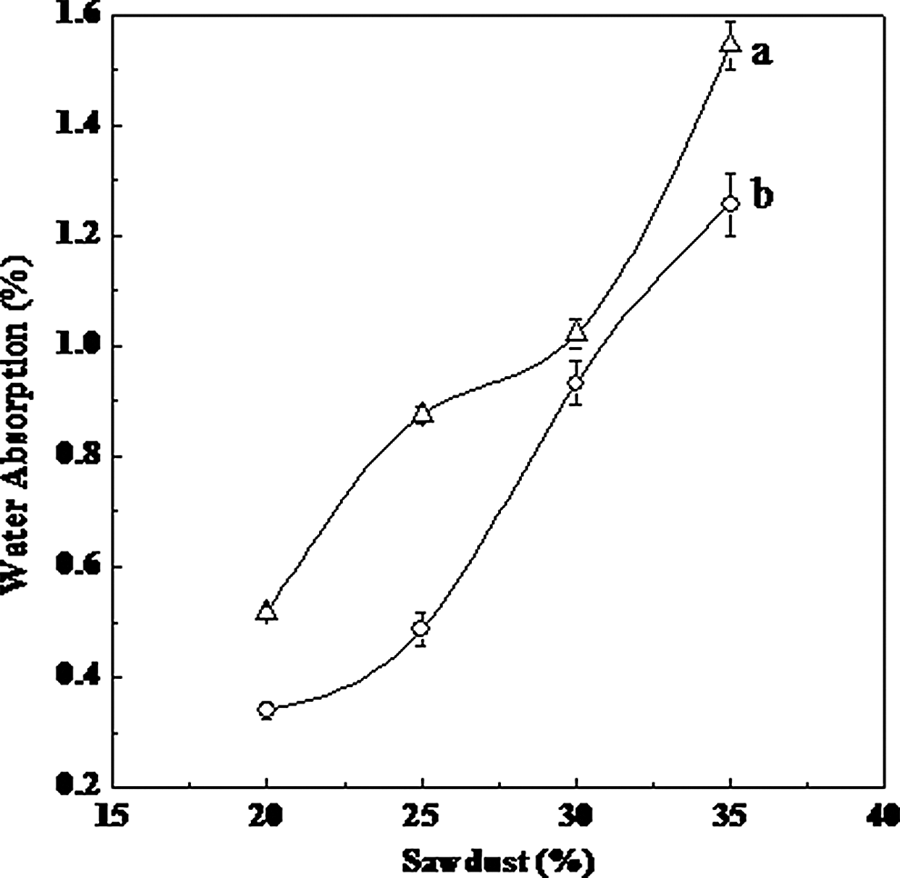
Water absorption behavior of RPE composites reinforced with (a) raw sawdust and (b) benzoyl chloride-treated sawdust. RPE: recycled polyethylene.
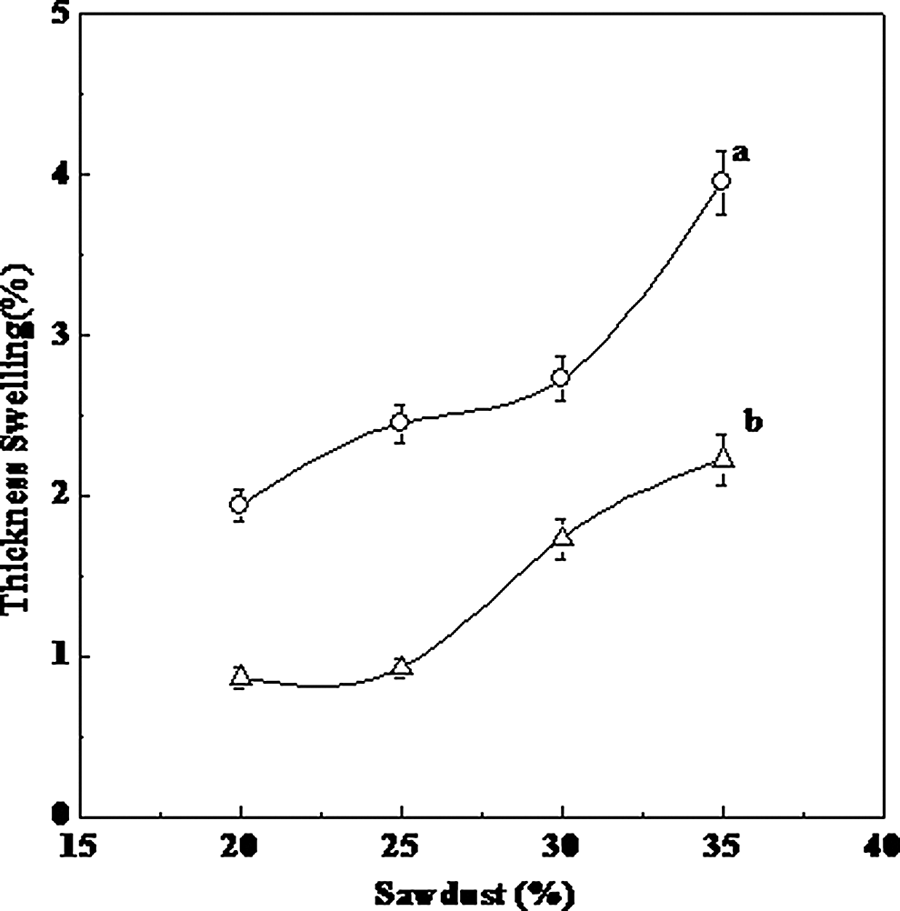
Percentage of thickness swelling of (a) raw sawdust- and (b) benzoyl chloride-treated sawdust–RPE composites. RPE: recycled polyethylene.
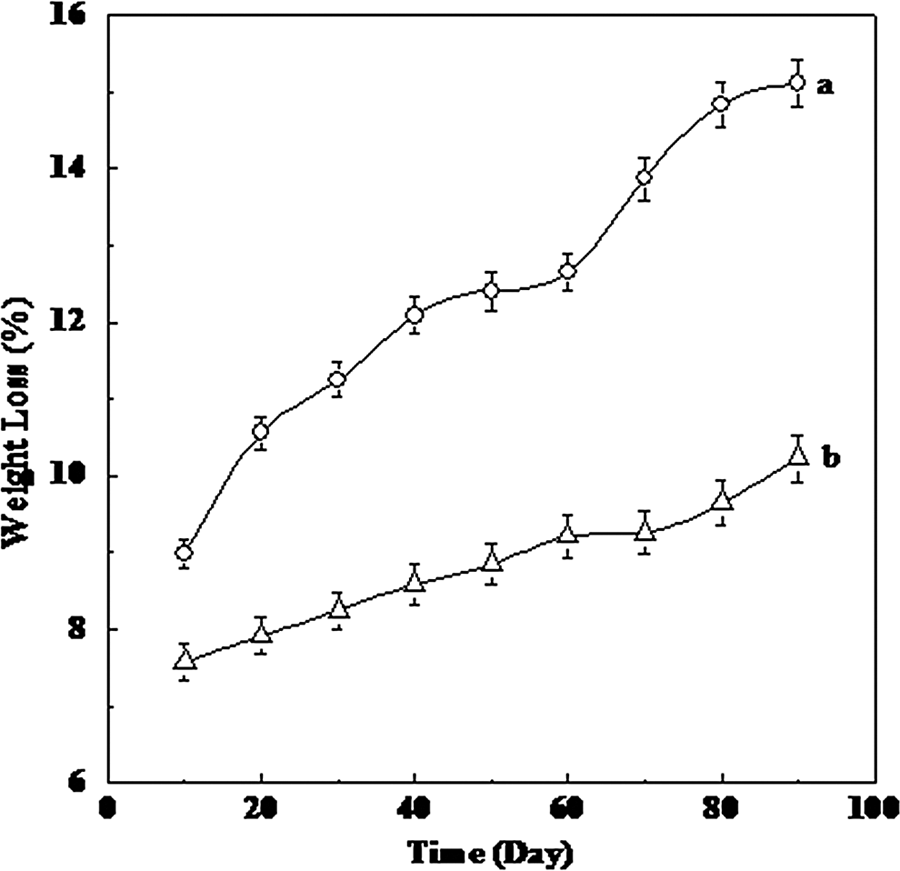
Biodegradation behavior of the composites reinforced with (a) untreated sawdust and (b) treated sawdust.
Tensile properties
The effects of sawdust content and fiber treatment on the tensile strength (TS) of the composites are shown in Figure 7. It is evident from the figure that the TS values of both raw and chemically treated sawdust–RPE composites gradually decreased with an increase in sawdust content. This can be attributed to weak interfacial adhesion that allowed the formation of microcrack and fiber agglomerates due to preferential fiber–fiber interaction as well as nonuniform stress transfer from the fiber to the matrix. Besides, an increase in the fiber content increases possibility of the formation of microspaces in the fiber–matrix interfacial region due to poor wetting of the fiber by the matrix. 10,21 As a result, the TS values decreased with an increase in fiber content in the composite. The TS values of the treated sawdust–RPE composite are found to be much higher than that of the neat RPE as shown in Table 1. It is important to note here that the TS values of treated sawdust–polypropylene composites at all mixing ratios are found to be much higher than the corresponding values of the untreated ones. This suggests that improved interfacial adhesion between the fiber and the matrix has occurred upon treatment of sawdust with benzoyl chloride. Similar behavior has been reported for sawdust-reinforced polystyrene composites. 35 Figure 8 shows the values of elongation at break (EB) of the composite specimen as a function of fiber content. As expected, EB values of the composites decrease steadily with an increase in fiber content, which might be attributed to higher brittleness of the composites because of blending of the RPE matrix with sawdust. The decrease in EB values of composites arises from brittle failure due to the incorporation rigid sawdust fiber into the soft RPE matrix. Besides, sawdust possesses low EB values and hinders the mobility of polymer chain past flowing one another during the course of elongation under applied force. 7 As a consequence, the EB values of the composites showed a decreasing trend with increasing the fiber content in the composites. The treated sawdust–RPE composites are found to exhibit relatively higher EB values compared to those of the untreated ones suggesting that better dispersion of the fiber in the RPE matrix as well as improved wetting of the fiber by the matrix has occurred upon treatment of sawdust with benzoyl chloride. Figure 9 shows the Young’s modulus (YM) values of both untreated and treated sawdust–RPE composites at different sawdust content. The YM values are found to increase with an increase in fiber content in the composites. This can be attributed to the addition of the fiber, resulting in an increase in the modulus because of incorporation of rigid sawdust into the soft RPE matrix. As shown in Figure 9, the treated composites at all mixing ratios exhibited improved YM values compared to those of the untreated ones, indicating a homogeneous distribution of sawdust in the RPE matrix and better fiber–matrix interfacial adhesion.
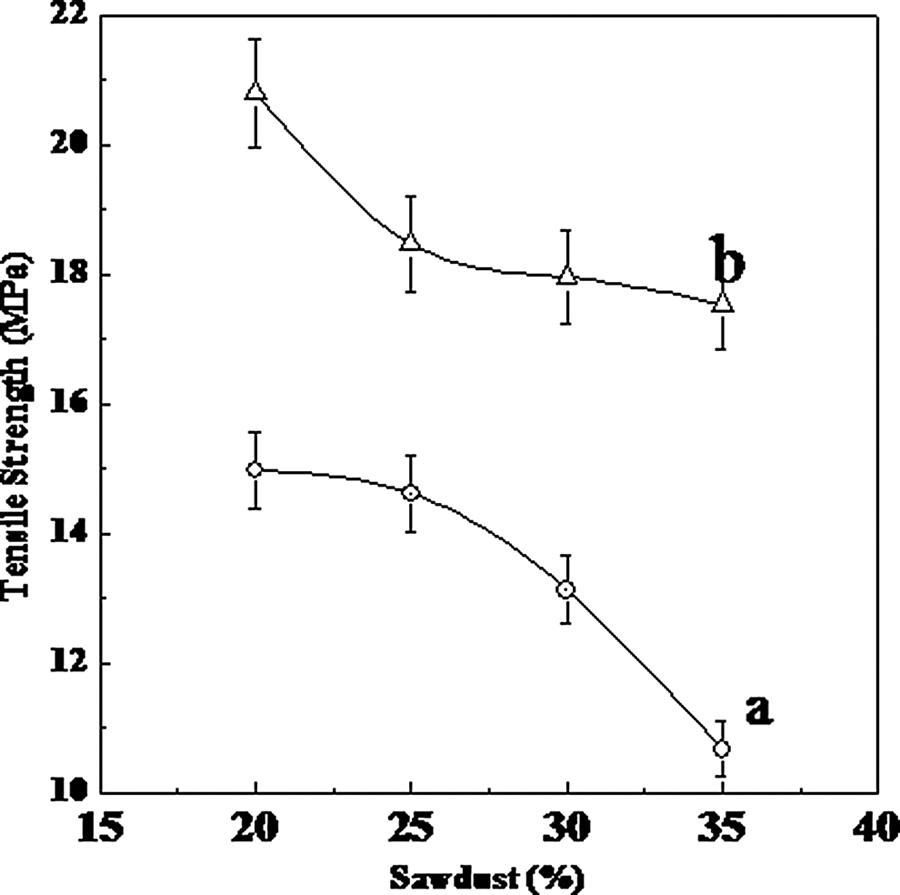
Tensile strengths of RPE composites reinforced with (a) raw sawdust and (b) benzoyl chloride-treated sawdust. RPE: recycled polyethylene.
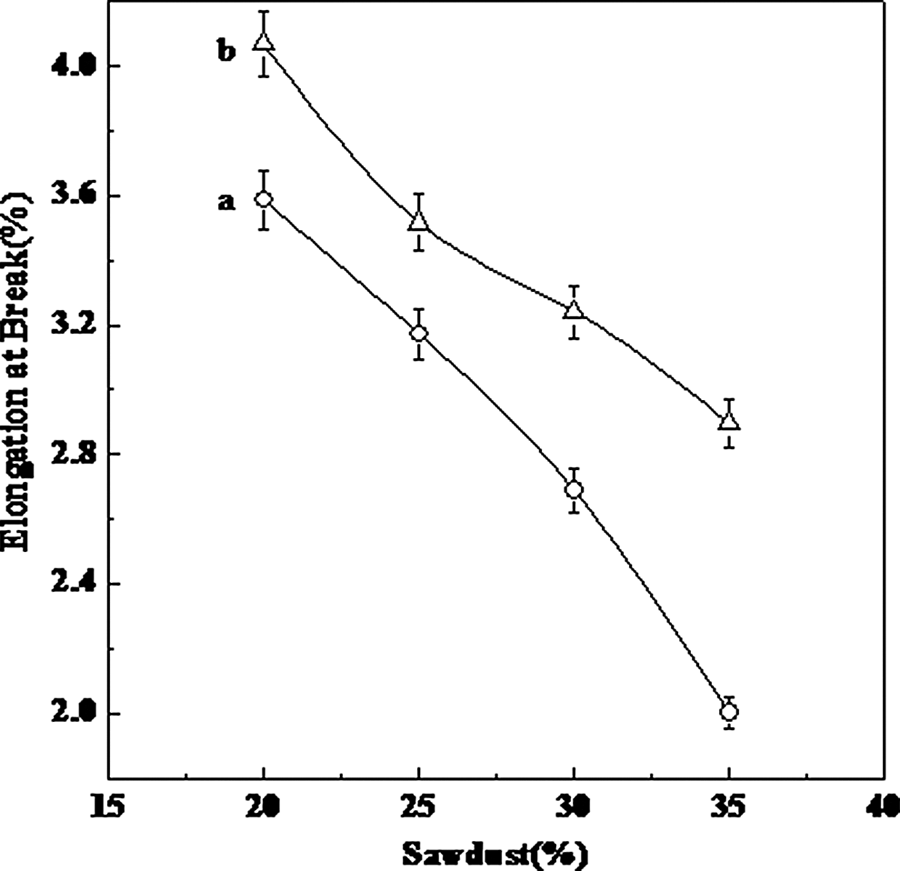
Elongation at break of the composites at different fiber content for (a) untreated and (b) treated sawdust-reinforced RPE composites. RPE: recycled polyethylene.
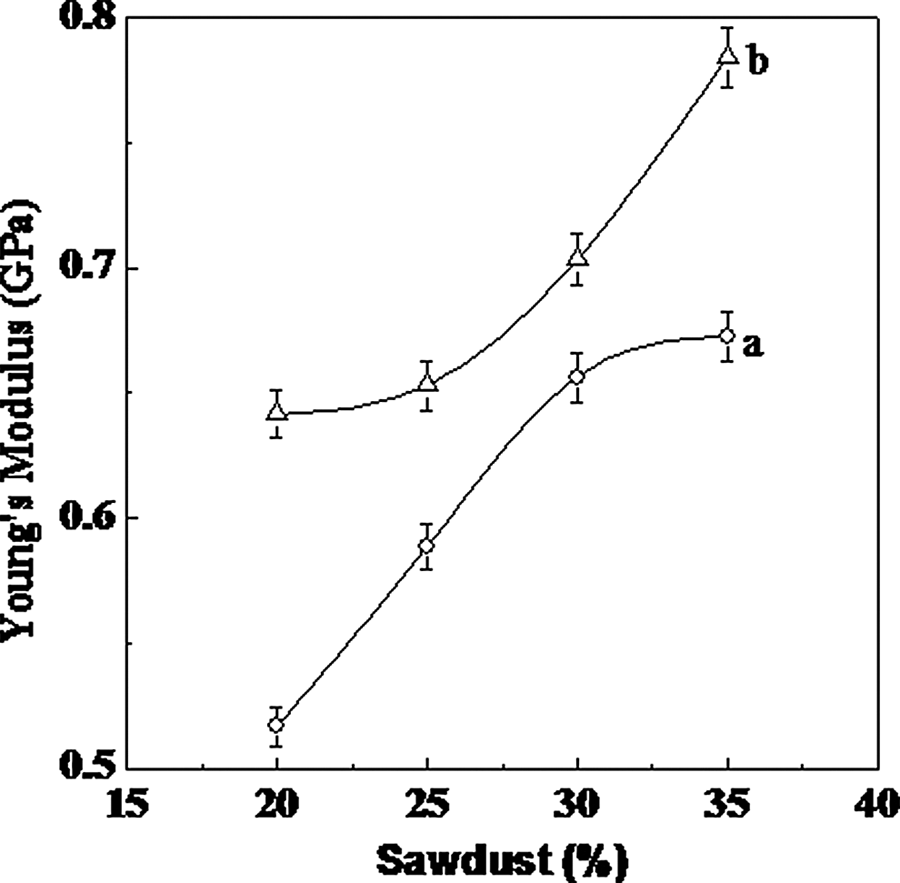
Changes in the values of the Young’s modulus of RPE composites reinforced with (a) raw sawdust and (b) benzoyl chloride-treated sawdust. RPE: recycled polyethylene.
Flexural properties
The flexural strength (FS) of a material is a measure of its ability to resist failure in bending under load. The FS and flexural modulus (FM) values of both raw and treated sawdust composites at different fiber content are shown in Figures 10 and 11, respectively. It is evident from the figures that the addition of both raw and treated sawdust in the RPE matrix has resulted in an increase in both FS and FM values of the composites. In both cases, significant improvement in the FS values was observed upon incorporation sawdust in the RPE matrix. This may be due to the effect of favorable mechanical interlocking or entanglement of the polymer chain with the fiber. Treated sawdust–RPE composites are found to show much higher FS and FM values compared to those of the untreated ones, indicating that chemical treatment of sawdust favors effective stress transfer from the matrix to the fiber. As shown in Figure 11, the FM values also showed an increasing trend with an increase in sawdust content in the composite, which is found to be in agreement with the results of previous reports. 12,17 Since sawdust possesses higher modulus than the RPE matrix, higher fiber content should exhibit higher stress for the same deformation and increased fiber–matrix interfacial adhesion provides for increased stress transfer from the matrix to the fiber. Sanadi et al. 10 reported that crystallites possess higher modulus than the amorphous substances. Probably upon treatment, fiber surface attains some crystalline nature, which dominates over its bulk nature, giving higher modulus of treated sawdust–RPE composites.
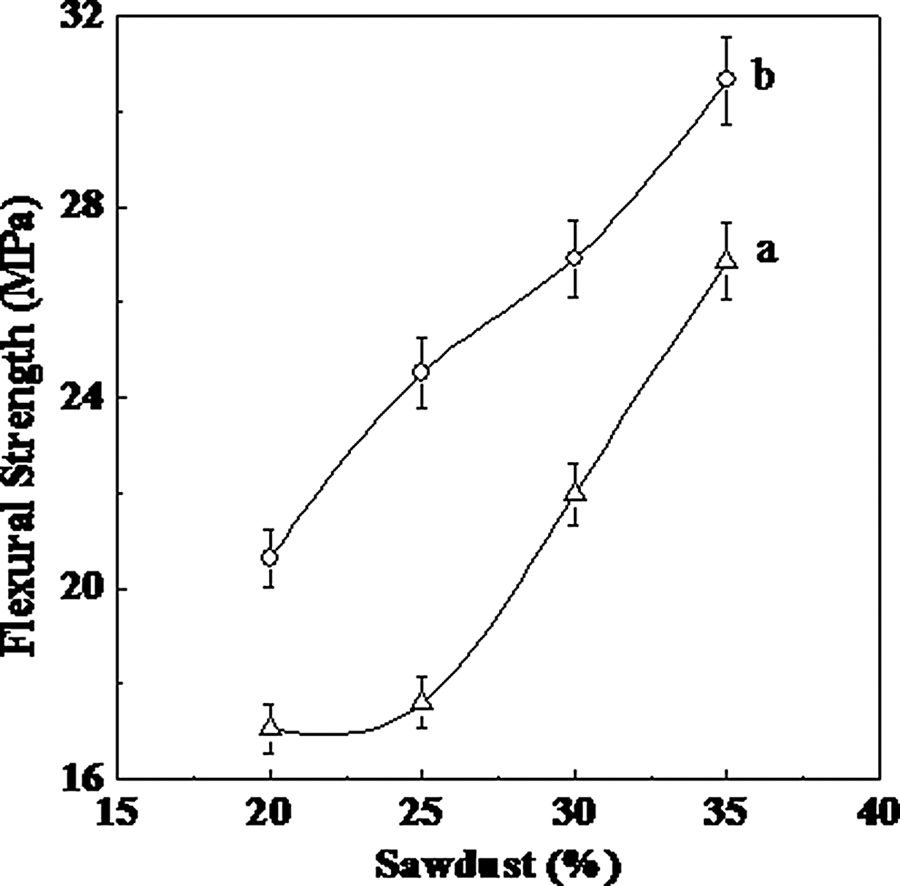
Variation of flexural strength of (a) raw sawdust- and (b) benzoyl chloride-treated sawdust–RPE composites. RPE: recycled polyethylene.
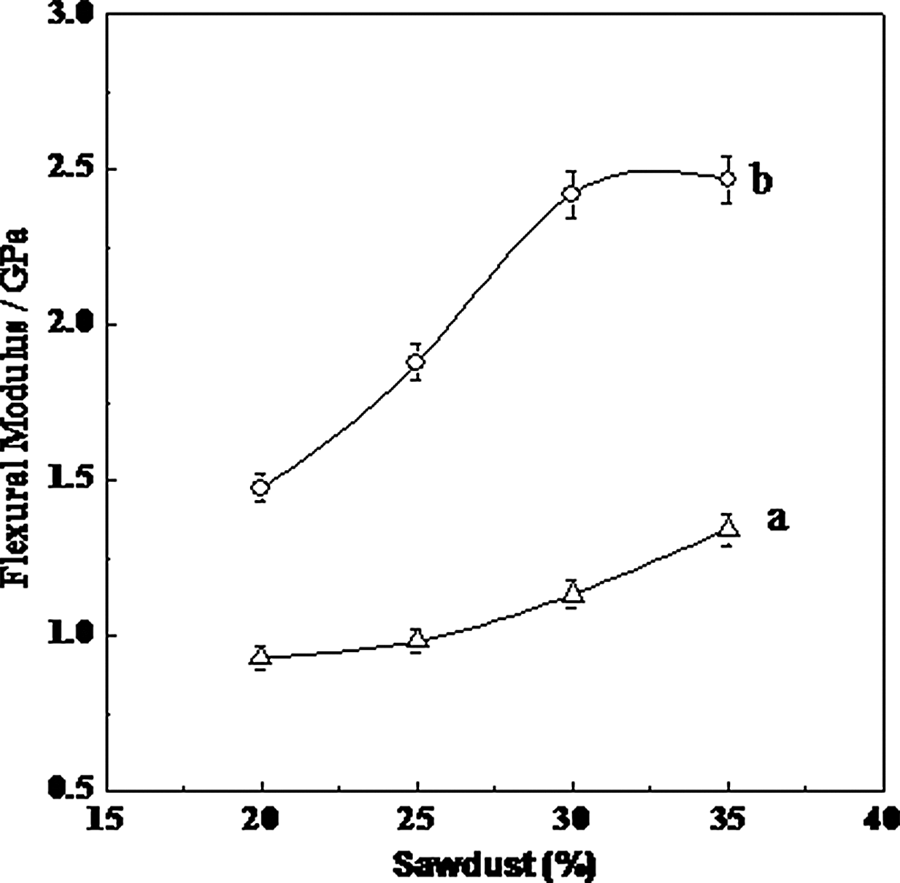
Variation of flexural modulus of RPE composites reinforced with (a) raw sawdust and (b) benzoyl chloride-treated sawdust. RPE: recycled polyethylene.
Impact strength and hardness
Impact strength of a composite specimen provides information regarding the amount of energy required to break the specimen of given dimensions under sudden impact and is a measure of toughness of the composite. Figure 12 shows impact strength (IS) values of both raw and treated sawdust–RPE composites at different fiber content. There is a gradual decrease in IS values with an increase in fiber content. It has been reported that when a crack is generated due to impact, it propagates toward a poor interfacial bonding. 10,19 With an increase in fiber content, impact strength of the composite tends to decrease because of an increase in the regions of poor interfacial wetting. Poor interfacial bonding results in microspaces at the fiber–matrix interface and these cause numerous microcracks, which induce crack propagation through the composite. Since RPE possesses very high flexibility, by virtue of which the composites attain higher degree of impact strength at lower fiber content. An increase in fiber content increases the degree of brittleness of the composite specimens. Since the fiber is much more brittle than the matrix itself an increase in fiber content results in regions of stress concentration that requires less energy to initiate and propagate cracks. 10 As a result, the IS values of the composites decreased with an increase in fiber content. The treated sawdust–RPE composites showed slightly higher IS values compared to the corresponding values of the untreated ones. Higher IS values for treated sawdust-reinforced RPE composites might be attributed to improved fiber–matrix interfacial adhesion that provide effective resistance to crack propagation during impact test and facilitate enhanced stress transfer from the matrix to the fiber. 35–36 When the fiber is further adhered to the array, usually the impact resistance of the composites gets smaller because of insufficient wetting of the fiber by the matrix, leading to decrease in the IS value of the composites
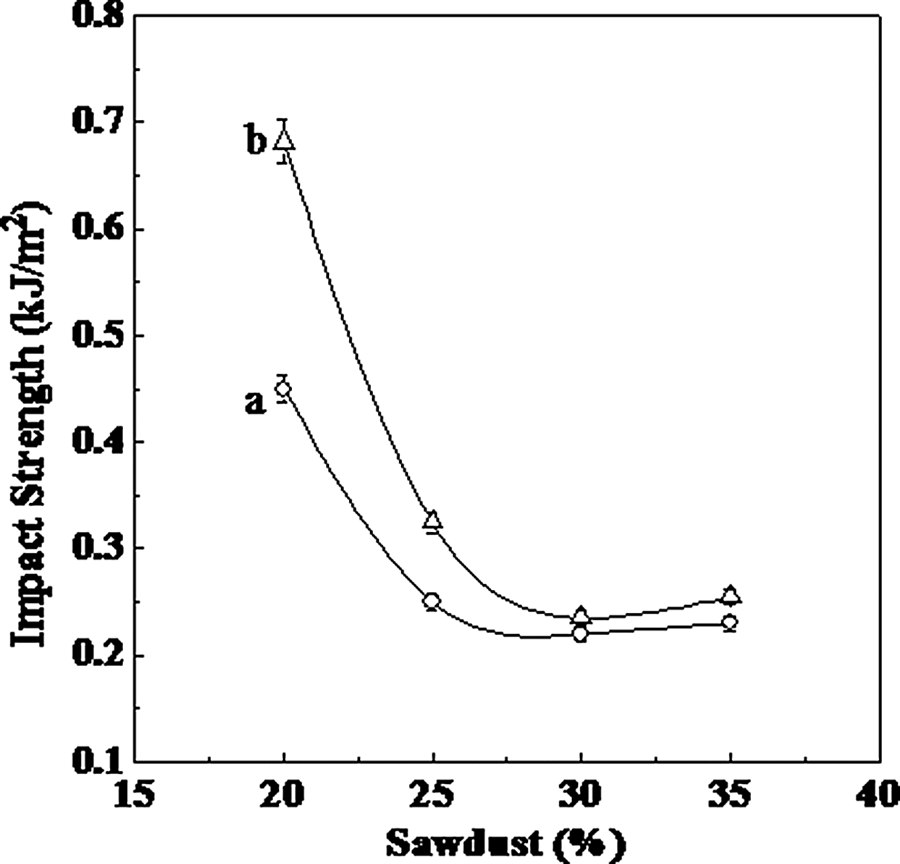
Impact strength values of RPE composites reinforced with (a) raw sawdust and (b) benzoyl chloride-treated sawdust. RPE: recycled polyethylene.
Figure 13 shows the hardness values of sawdust–RPE composites at different fiber content. Hardness is the resistance of a material to localized deformation that depends on the distribution of the fiber in the matrix. 9,26 Generally, it is observed that natural fiber-reinforced composites show lower hardness when the matrix materials are rather flexible in nature. 26 As shown in Figure 13, the hardness values of the composite increased sharply up to 30% sawdust content. Incorporation of sawdust fiber into the RPE matrix reduces the elasticity or flexibility of the polymer chain. As a result, RPE–sawdust composites show an increase in hardness values with increasing the fiber content. The slight decrease in the hardness value for 35% untreated sawdust might be due to inhomogeneous wetting of the sawdust by the RPE matrix. The hardness values of both treated sawdust–RPE composites are found to be much higher than the corresponding values of the composites prepared from raw sawdust. This is may be attributed to better dispersion of the sawdust into the RPE matrix with minimization of voids and stronger interfacial bonding between the matrix and the fiber.
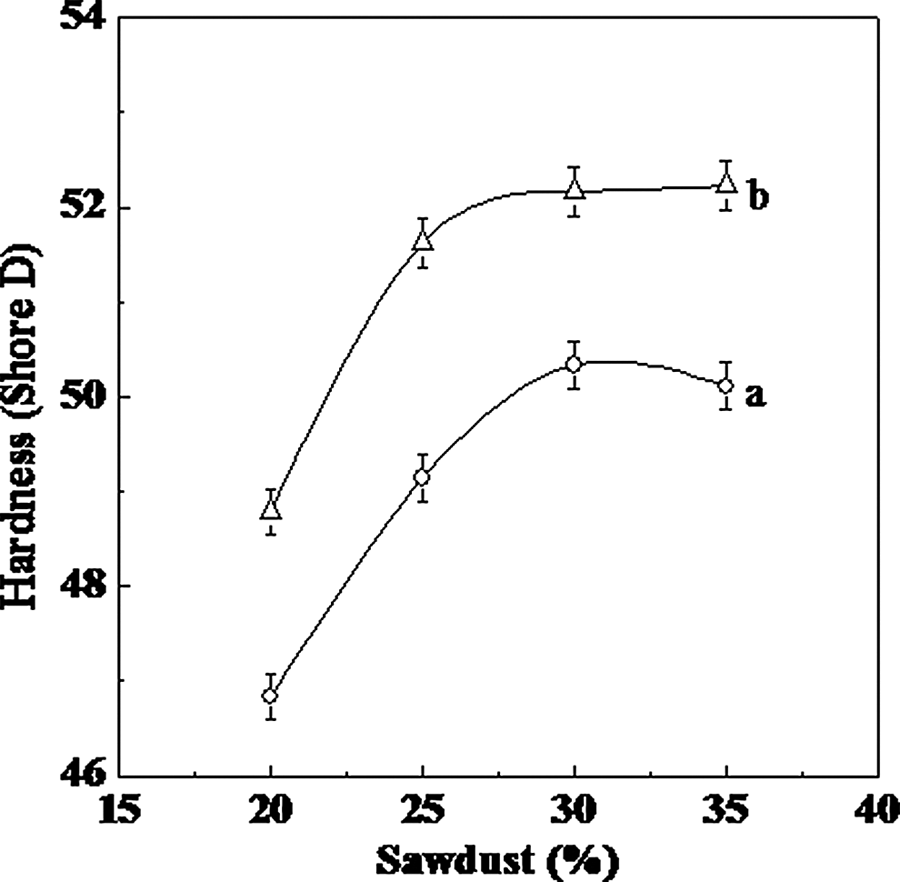
Changes in the hardness values of (a) raw sawdust and (b) benzoyl chloride-treated sawdust–RPE composites. RPE: recycled polyethylene.
Conclusions
In the present study, we have shown that recycled PE can be successfully used as a matrix material for the fabrication of sawdust–RPE composites with a view to minimization and proper utilization of PE-based solid wastes. In order to have better interfacial adhesion between the fiber and the hydrophobic RPE matrix, sawdust was treated with benzoyl chloride. The study revealed that upon treatment the hydrophilic nature of sawdust significantly reduced as evidenced from the IR spectral analysis of untreated and treated sawdust. The TS values are found to decrease gradually with increasing sawdust content in the composites. However, the values were found to be much higher for treated sawdust composites compared to the corresponding values of untreated ones. Other mechanical properties such as EB, FS, FM, and hardness values of chemically treated sawdust–RPE composites are found to be much improved than those of the untreated ones. Lower thickness swelling patterns of the treated sawdust–RPE composites reveal that the composites have attained dimensional stability as needed for their applications as engineering materials. Water absorption behavior revealed that chemically treated sawdust-RPE composites absorb lower amount of water compared with those of the untreated ones indicate that the hydrophilic nature of sawdust has significantly decreased upon chemical treatment with benzoyl chloride. At the same time, it can be emphasized that upon treatment, the polarity gap between the fiber and the matrix has reduced which paved the way for improved sawdust–RPE interfacial adhesion as well as minimization of microvoid at the fiber–matrix interface, resulting in better mechanical properties, lower water absorption, and lower thickness swelling of the treated sawdust–RPE composites.
Footnotes
Acknowledgements
We thank the members of the Board of Post-Graduate Studies, Department of Chemistry, Bangladesh University of Engineering and Technology, Dhaka, Bangladesh, for helpful discussion and constructive suggestions regarding the groundwork of the research project.
Funding
The present work was approved financial assistance (CASR-217/108) by the Committee for Advanced Studies and Research, Bangladesh University of Engineering and Technology, Dhaka, Bangladesh.