
Abstract
The influence of fiber surface treatment on the mechanical properties of coir reinforced polypropylene (PP) composites was studied. Coir was first treated chemically with sodium periodate and then with urea in order to improve the compatibility between the fiber and the PP matrix. The mechanical properties of treated coir-PP composites are found to be much better than those of the untreated one, suggesting that improved fiber-matrix interfacial adhesion has occurred upon treatment of coir. Water absorption study revealed that treated coir-PP composites absorb lesser amount of water compared to the raw one, indicating that hydrophilic nature of coir has decreased upon chemical treatment. The images obtained from scanning electron microscopy (SEM) revealed that treated coir-PP composites possess surface smoothness with less micro-voids, fiber agglomerates, and fiber pull-out traces compared to that of the untreated one, suggesting that better dispersion and more effective fiber-matrix interaction has occurred upon treatment of coir.
Introduction
Over the past several years, natural fibers have gained significant interest as reinforcing materials in commercial thermoplastic industries in order to emulate the properties of various types of synthetic fibers and to improve the mechanical of the composites. This interest stems in part from the fact that the fabrication of composites using natural resources as reinforcing fibers is not only inexpensive butalso durable. They are now evolving as potential alternatives to mineral fibers for various applications. The proper use of bio-based annually renewable sources as reinforcing agents in thermoplastic composites can provide positive environmental benefits and meet the demand of new materials due to the growth of world population. Since composites prepared from annually renewable natural fibers are inexpensive and could minimize the environmental pollution due to theircharacteristic biodegradability, they could play a vital role in solving theenvironmental problem that we would otherwise have to face in future. Significant environmental advantages of their use include preservation of fossil-based natural reserves, reduction of volume of refuse, lessening of deforestation, reduction of emission of green house gases, particularly carbon dioxide, to the atmosphere as well as maximum possible use of agro-based materials that wouldotherwise be thrown away as garbage and would cause environmental pollution. 1 Thus, the use of renewable resources as reinforcement fibers offers an answer to sustainable development of economically and ecologically attractive engineering materials. Compared to mineral fibers such as glass fiber, silica, andother synthetic fibers, a variety of lignocellulose-based natural fibers could be used throughout the year as annually renewable material and reproduced and recycled if necessary.
The incorporation of different types of fibers into a polymer matrix can be carried out with the aim of improving specific mechanical properties of composites. The main factors governing the physical and mechanical properties of polymer composites are the nature of the polymer, the content and properties of the reinforcing material, fiber dispersion, fiber-particle size, and degree of minimization of voids and fiber-matrix interfacial adhesion.2–5 The primary advantages of using annually renewable lignocellulosic materials as additives in thermoplastics comprise availability of a wide variety of fibers throughout the world and generation of agriculture-based economy.6–11 Besides, the benefits offered by the lignocellulosic materials include making the final product lightweight without reducing the rigidity of the composites, decreasing the wear of the equipment used for their production, biodegradability, low cost, low processing temperature, and absence of residues or toxic byproducts. Therefore, they have attracted the attention of thescientific community and become increasingly important raw materials for the manufacturing of a wide variety of house-hold products, interior automobile parts and toys, and meeting the demand of costly metals and wood traditionally used as engineering materials. The biodegradable nature of the natural fiber-reinforced polymer composites offers effectively a healthy environment, making these materials highly desirable, while their low cost and easy availability and annually renewable nature offer their commercial viability. However, because of the inherent polar and hydrophilic nature of lignocellulose and non-polar nature of polyolefins, it is rather difficult to fabricate composites because of inefficient fiber-matrix interaction.
In spite of the advantages mentioned above, cellulose fibers are not widely used in thermoplastic composites because of possible thermal degradation of cellulose athigh processing temperatures and strong affinity for moisture absorption that can deform the dimensions of the furnished products. Swelling upon water and moisture uptake into the micro-gaps and flaws of the composites can lead to micro-cracks and degradation of mechanical properties. Besides, weak interfacial bonding between the fiber and the matrix can lead to a decrease in the mechanical properties of the composite. 12 Besides, cellulose fibers have the tendency to entangle because of fiber-fiber interaction and form fiber agglomerates during processing that can prevent uniform fiber dispersion in the matrix. In addition to this, wide polarity gap between the fiber (hydrophilic) and the polymer matrix (hydrophobic) does not facilitate better fiber-matrix interfacial adhesion. In this regard, surface modification of fibers is needed because it will facilitate uniform fiber dispersion and induce bond formation between the fibers and the polymer. Although it is difficult to eliminate the polarity gap and moisture absorption tendency of the fiber, the problem can largely be minimized by the use of suitable coupling agents or fiber surface modification by chemical treatment.8,13–18 The coupling agents are able to link chemically with the hydrophilic fiber on the one side while facilitating the wetting of the hydrophobic polymer on the other side during the fabrication of composites. In other words, they establish a bridge between the fiber and the matrix as they possess both hydrophobic and hydrophilic moieties to adhere well with the lingo-cellulose fiber and the polymer matrix.
The main objective of incorporation of fiber into a polymer matrix is to improvethe physical and mechanical properties of polymer composites. This will ultimately pave the way for using low-cost materials as fibers without compromising with the quality and rigidity of the furnished product. However, for acceptable mechanical properties of composites, it is essential to improve the fiber-matrix interfacial adhesion. Keeping these ideas in mind, in the present work we haveendeavored to study the effect of fiber treatment on the physicomechanical properties of coir-reinforced polypropylene (PP) composite at different coir/PP compositions at different fiber content. Coir was first oxidized and then the resultant C=O group of cellulose in coir was made to couple with urea. Coir is chosen because it is an agro-based renewable material abundantly available in thesouthern region of Bangladesh and in many other countries such as India, Myanmar, and Thailand. Therefore, its proper use in industrial applications couldoffer a great deal of economic and environmental benefits. Coir is natural fiber obtained from the husk of matured coconuts. Cellulose is the main constituent (43%) of the fiber, which is a hydrophilic glucan polymer consisting of 1,4-β bonded anhydroglucose unit that contains hydroxyl groups.19–21 The main objective of chemical treatment of the coir used in the present study is to enhance theinteraction between the matrix and the fiber. This will consequently improve the mechanical properties of the composite and reduce the hydrophilic nature ofthe cellulose in coir responsible for moisture absorption. Mechanical properties such as tensile strength, flexural behavior, impact strength, and hardness of the composites were also investigated. Since these properties significantly depend on the fiber-matrix interaction and the composition of the fiber and the matrix, SEM images of the tensile fractured surfaces were also recorded to understand the surface phase information and the nature of fiber-matrix interfacial adhesion of the composites.
Materials and methods
Materials
The thermoplastic polymer, PP, used as matrix material, was supplied by the Polyolefin Company Private Ltd., Singapore, in the form of homopolymer pellets. Its specific gravity was 0.90–0.91, melt flow index 10 g/10 min, and melting temperatures 165–171°C. The coir, used as reinforcing fiber, was obtained from a local coconut oil factory in Bangladesh. The average diameter and length of the coir fiber used are 0.35 mm and 160 mm, respectively. The chemicals used to treat coir were NaIO4 and urea (Merck, Germany).
Treatment of coir, sample preparation, and test methods
At first, coir was cut into small pieces of length 1–3 mm, washed thoroughly with tap water, and then with distilled water. The washed coir was first dried in open air and then in an oven at 85°C for 24 h. The dried coir was then kept in a sealed container for chemical treatment. Coir (500 g) was first immersed in aqueous solution of NaIO4 to produce cellulose dialdehyde and then with 20% W/V urea solution. The structural changes of the cellulose in coir as a result of chemical treatment are shown in Scheme 1. After oxidation and urea treatment, coir fiber was washed and then dried in air. Dried coir processed was initially mixed thoroughly with PP granules at 10/90, 15/85, 20/80, 25/75, 30/70, and 35/65 wt% mixing ratios. The mixtures were then passed through an extruder at a constant temperature of 165 ± 5°C. The extruded composites were cut into 3–5 cm long pieces and dried in a vacuum at 65°C. The composites were then fed into an injection molding machine at a molding temperature of 165°C in order to prepare specimens for mechanical and water absorption tests. The tensile strengths of the composites were measured using a Universal Testing machine (Model MSC-5/500) at a cross-head speed of 10 mm/min. The dimensions of the test specimens were 148 mm × 10 mm × 4.1 mm. The flexural strengths of the specimens (dimensions: 79mm × 10 mm × 4.1 mm) were carried out using the same testing machine mentioned above. The impact strengths of the composites conducted on a notched composite specimen using a universal impact testing machine and the hardness ofthe composites was measured in a Rockwell hardness testing machine. For water absorption tests, rectangular specimens having dimensions 39 mm × 10 mm × 4.1 mm were prepared. The specimens were dried in an oven at 105°C for24 h, cooled in a desiccator, and then immediately weighed. The specimens were then immersed in water (temperature 25°C) for 24 h in a beaker. The specimens were taken out ofthe beaker, the excess water that adhered to the surface of the specimen was wiped up using a piece of soft cloth, and the final weight of the specimen was taken. From the differences in weights of the specimens, the percentage of water absorption was calculated. Details of the experimental procedure and tests of the specimen can be found elsewhere. 16
Scanning electron microscopy
The morphological feature of the tensile fractured surfaces of the specimen wasexamined using a scanning electron microscope (SEM; JSM-6701F, JEOLCompany Limited, Japan). The micrographs were taken at a magnification of 300.
Infrared spectra
The infrared spectra of raw and chemically treated composites were recorded onShimadzu FT-IR 81001 spectrophotometer with coaddition of 64 scans for each spectrum at a resolution of 4 cm−1 to gain insights into the effect of chemical treatment of coir with NaIO4 and urea. Pure potassium bromide (KBr) disc was used as reference substance, while powdered fiber in KBr disc was used to obtain the spectra of coir samples.
Results and discussion
Tensile properties
With an increase in fiber content, the interfacial area between the hydrophilic fiber and hydrophilic matrix increases, weakening the fiber-matrix interfacial bonding. Thus, poor interfacial bonding causes micro-spaces between the fiber and matrix, which obstructs stress propagation when stress is loaded inducing a gradual decrease in the tensile strength.7,8,17 The hydroxyl group in raw coir is responsible for its strong affinity for water absorption and weak interfacial adhesion between the hydrophilic coir fiber and the hydrophobic PP matrix. In order to improve mechanical properties of the composites, coir fiber was first oxidized with sodium periodate. As a result, the hydroxyl groups at C2, C3, and C6 positions in the cellulose of coir have converted into aldehyde groups, which upon further treatment with urea gave C=N as shown in Scheme 1. The FT-IR spectroscopic analysis of the raw and treated coir confirms this phenomenon (Figure 1). Itis clear from Figure 1 that the intensity of –OH bands that appear in the region between 3500 and 3100 cm−1 has substantially reduced upon treatment of coir withNaIO4 and urea. This implies that the hydrophilic nature of coir has significantly reduced, which paves the way for its better interaction with PP giving improved interfacial adhesion. The IR spectrum of the raw coir shows thepresence of characteristic band in the region near 1646 cm−1, which is probably due to the >C=O group of acylester in hemicelluse or of the aldehyde groupin lignin. On the other hand, the IR spectrum of oxidized coir shows theabsorption band in the region near 1720 cm−1. This absorption band may be due to the >C=O group produced upon oxidation of the hydroxyl groups in cellulose.
16
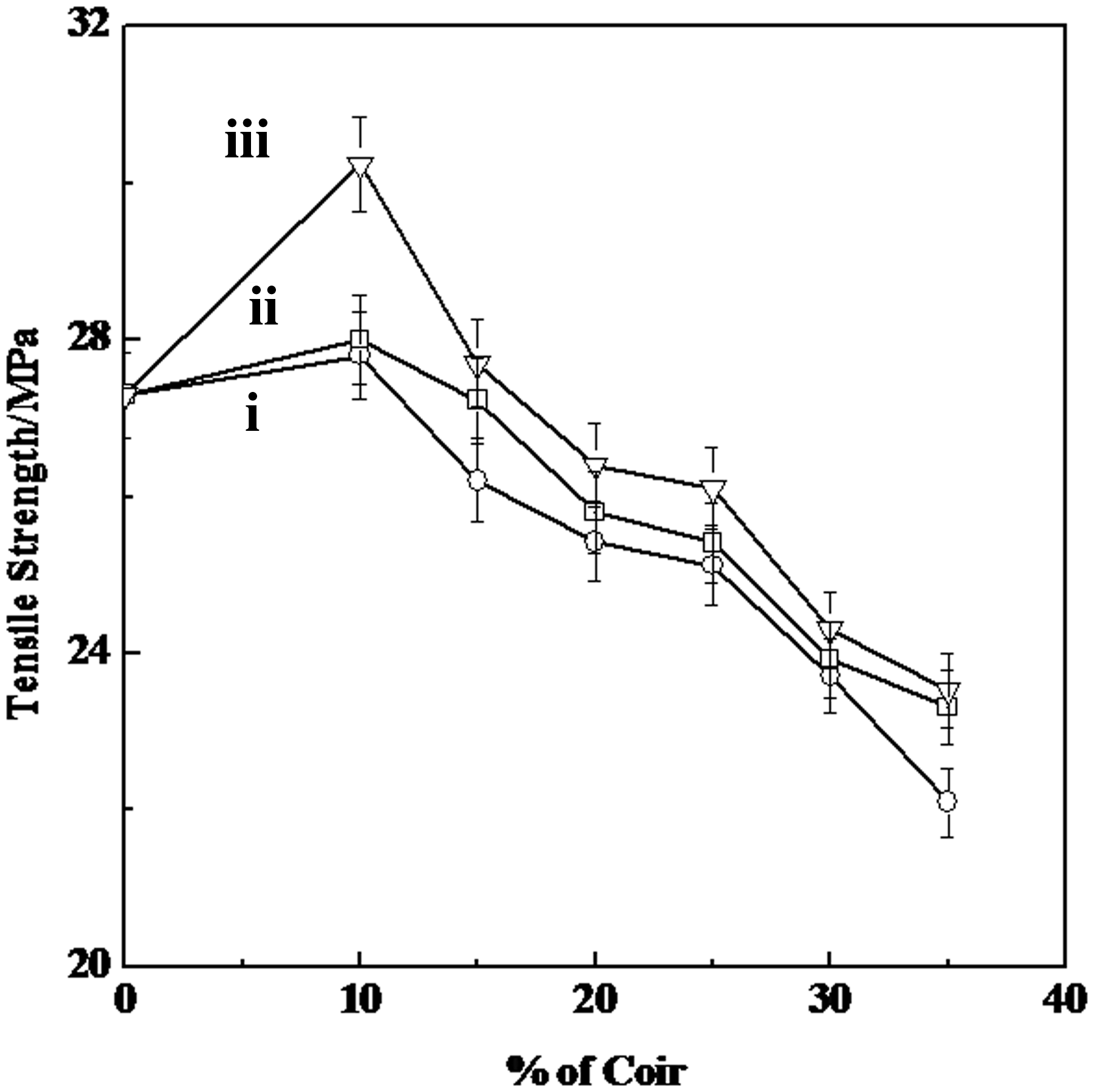
Of special interest is the intensity of hydroxyl group of cellulose that hassignificantly decreased upon treatment with NaIO4 and urea. These features testify that hydrophilic nature of coir has reduced upon treatment with NaIO4 and urea. Thus, upon treatment, minimization of fiber-matrix polarity gap leads to efficient interfacial adhesion between the coir fiber and PP matrix. As a result, about 15% increase in tensile strength is observed for 10% treated fiber-reinforced PP composite compared to that of the neat PP matrix. Upon further increase in fiber content, the values of both raw and treated coir-PP composites are found to decreases gradually (Figure2). It is to be noted that at all mixing ratios, the values of tensile strength of both oxidized and urea-treated coir-PP composites are found to besignificantly higher than the corresponding value of the untreated one. These results suggest that upon chemical treatment, interfacial adhesion has improved. As a result, better stress transfer from the matrix to the fiber has occurred with a consequent improvement in the mechanical properties of the composites.
Infra-red spectra of (i) raw coir and (ii) oxidized coir and (iii) urea-treated coir. Variation of tensile strength of coir-polypropylene (PP) composites with fiber content: (i) untreated coir, (ii) oxidized coir and (iii) urea-treated coir.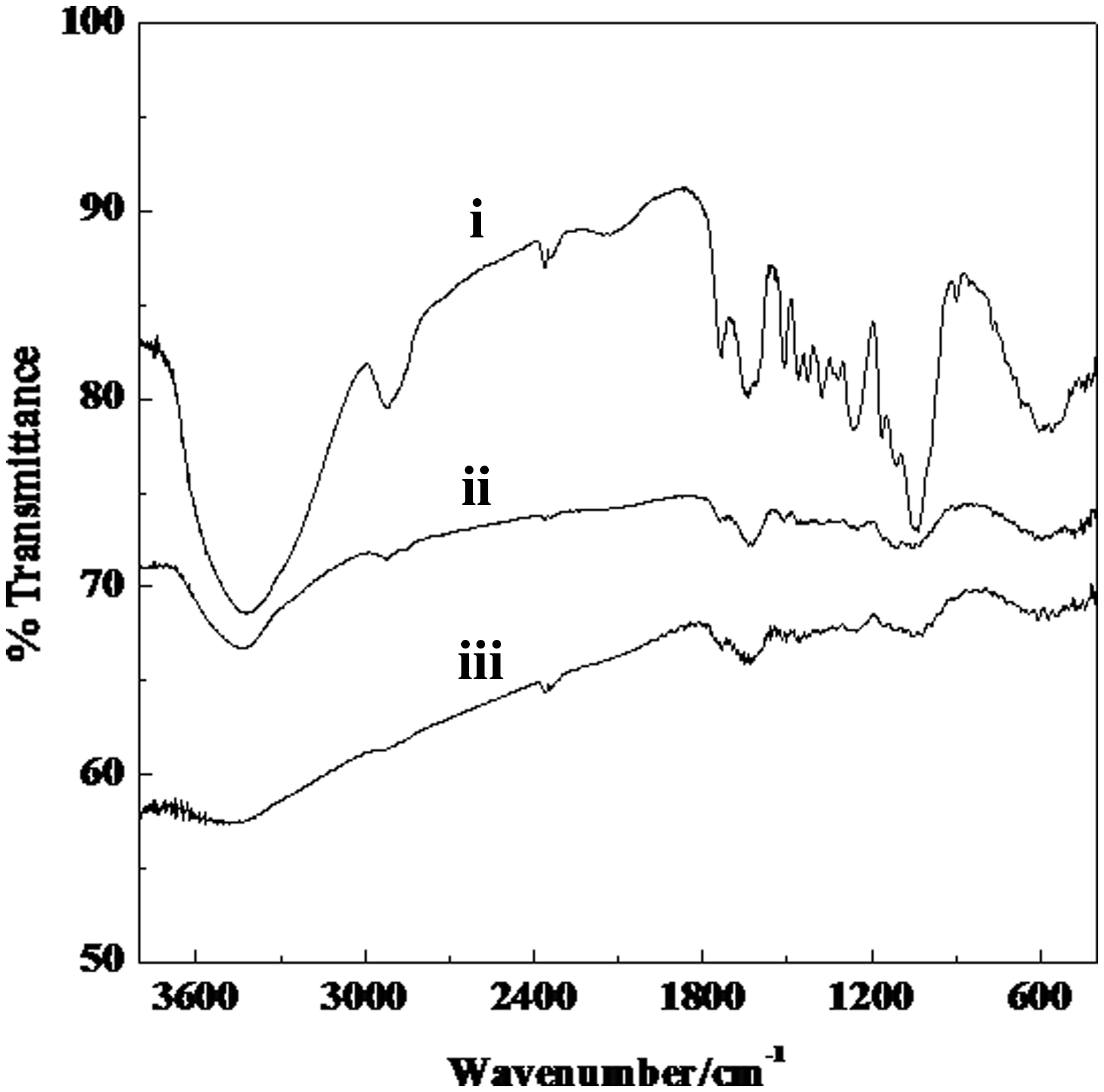
The effect of fiber treatment and fiber content on the Young’s modulus of the coir-PP composites are presented in Figure 3. It is clear from the figure that increases in both untreated and treated coir content result in an increase in the values of Young’s modulus of the composites, which is the outcome of incorporation of rigid fiber into the soft thermoplastics. This is reasonable as it demands ahigher stress to suffer the same deformation because fiber plays a reinforcing role. It is to be noted here that treated coir reinforced PP composites show higher valuesof modulus compared to those of the untreated one. In a previous report,
13
it has been found that upon introduction of the compatibilizer, a trans-crystalline layer forms around the fiber and improvement in mechanical properties of chemically treated natural fiber reinforced polymer composites lies in the fact that crystallites possess higher modulus compared to amorphous substances. Upon chemical treatment, the coir surface attains rather crystalline nature, which might have dominated over its bulk nature, imparting higher modulus ofthe treated coir-PP composites. Besides, incorporation of rigid fiber into the polymer matrix reduces the mobility of the matrix, giving stiffness of the composite. Consequently, the values of Young’s modulus of the treated coir-PP composites increase with increases in fiber content compared to that of the corresponding raw coir-PP composites.
Effect of fiber loading on the values of Young’s modulus of (i) raw coir-, (ii) oxidized coir-, and (iii) urea-treated coir-polypropylene (PP) composites.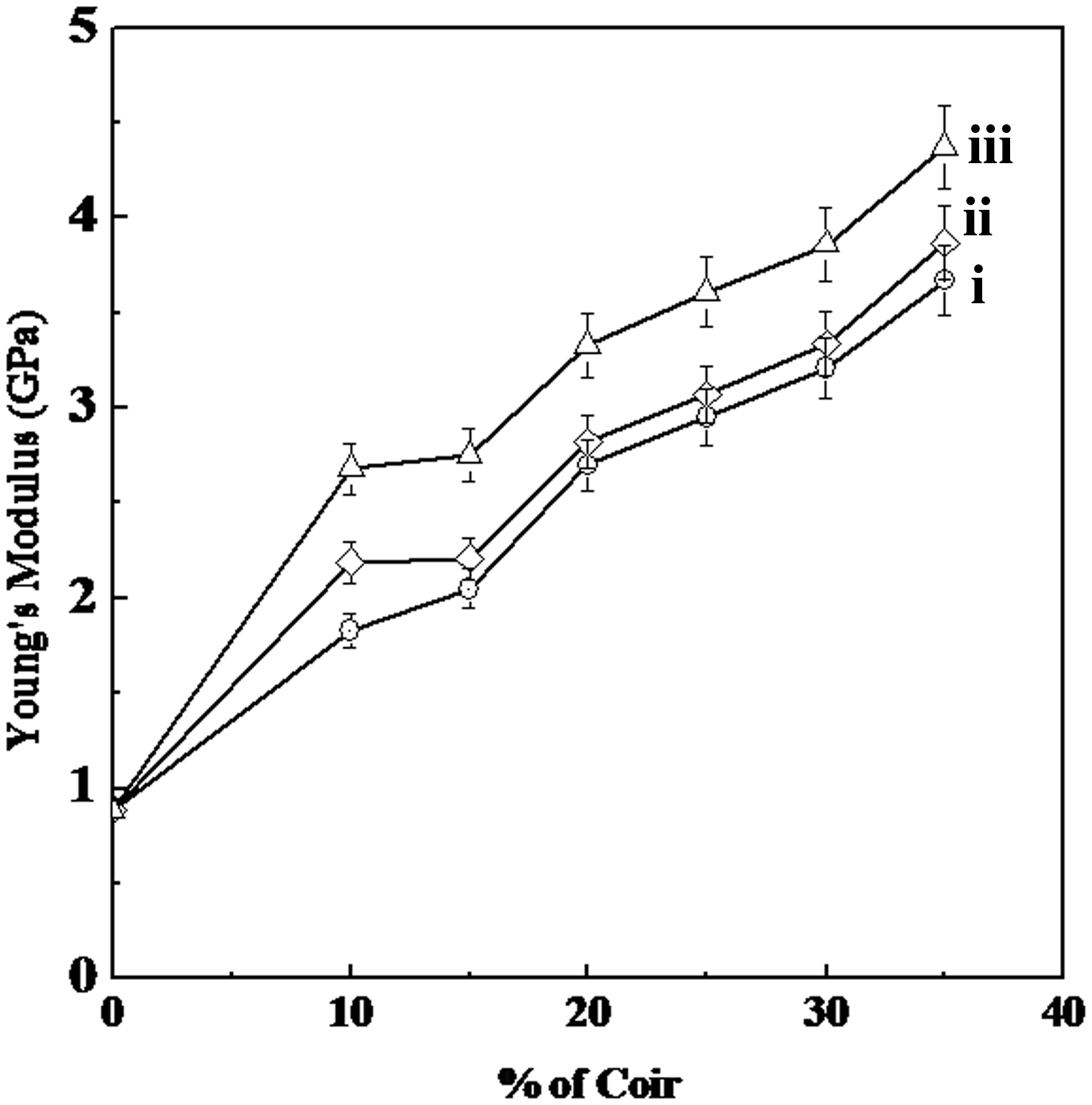
Flexural properties
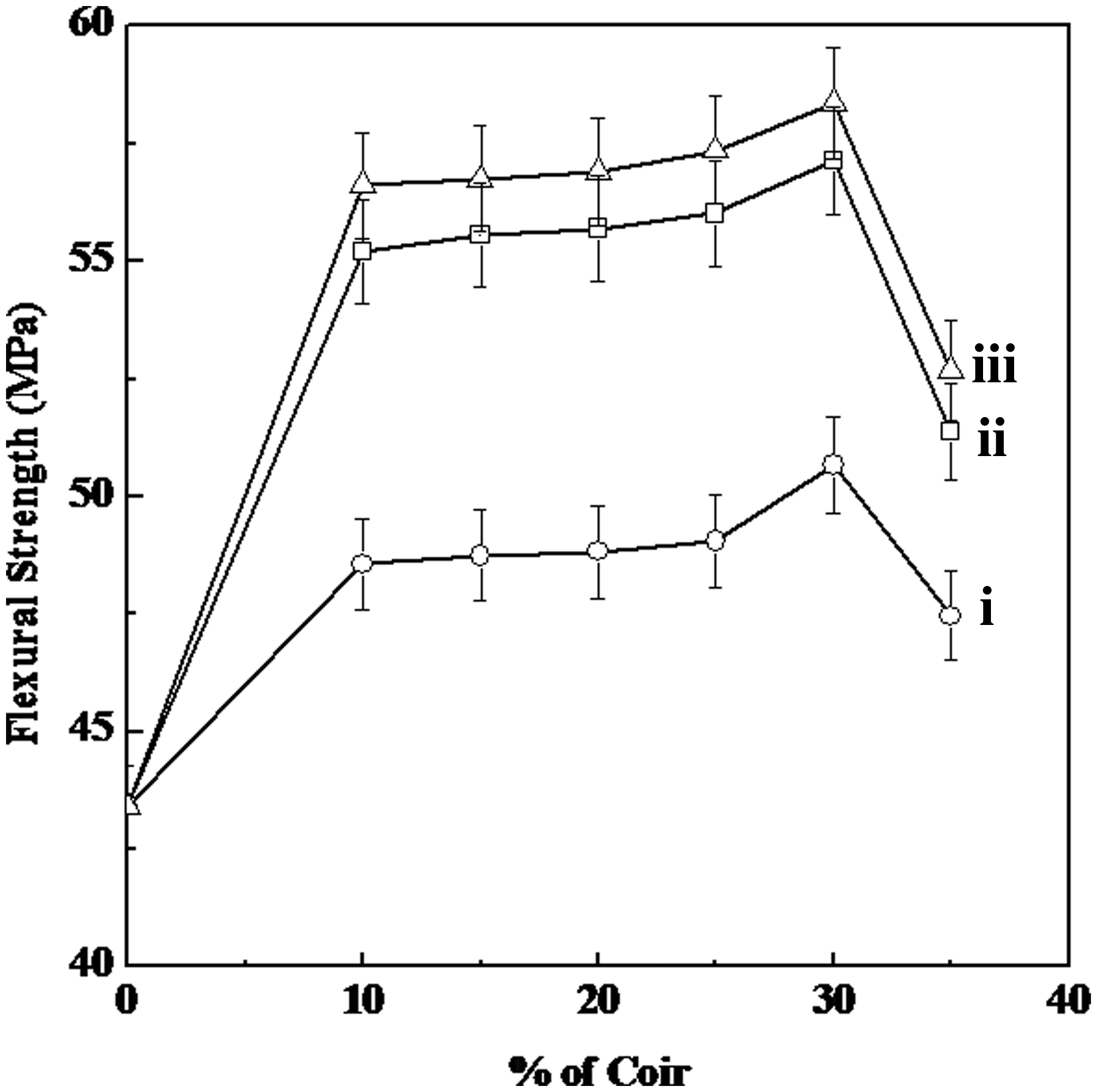
Chemical treatment of natural fiber directly influences the structure of the cellulose in the fiber, which consequently imparts a lasting effect on the mechanical properties of the composites. Figures 4 and 5, respectively, show the values of flexural strength and modulus of both raw and treated coir reinforced PP composites at different fiber loading. As shown in Figure 4, the flexural strength increaseswith an increase in fiber content; however, the increment from 15% to 30% fiber-loaded composites is minimal. The incorporation of both treated and untreated coir in the PP matrix has significantly increased both flexural strength and modulus of the composites. Treated coir-PP composites are found to show higher flexural strength compared to those of the untreated one. Figure 5 shows that the values offlexural modulus of both raw and treated coir-PP composites increase almost linearly as modulus is generally considered to be a linear function of fiber concentration.13,21 Since coir is a high-modulus material, higher fiber concentration demands higher stress for the same deformation and increased fiber-matrix interfacial adhesion provides for increased stress transfer from the matrix to the fiber. This result can be attributed to the addition of the fiber, resulting in an increase inthe modulus because of incorporation of rigid fiber particles into the soft PPmatrix. The values of flexural modulus of oxidized and urea-treated coir composites are found to be slightly higher than those of raw ones, indicating the evidence of homogeneous distribution of fiber particles into the matrix and better fiber-matrix interaction.
Effect of fiber loading on the flexural modulus of (i) raw coir, (ii) oxidized coir and (iii) urea-treated coir-reinforced polypropylene (PP) composites. Changes in the values of flexural strength of polypropylene (PP) composites reinforced with (i) raw coir, (ii) oxidized coir and (iii) urea-treated coir.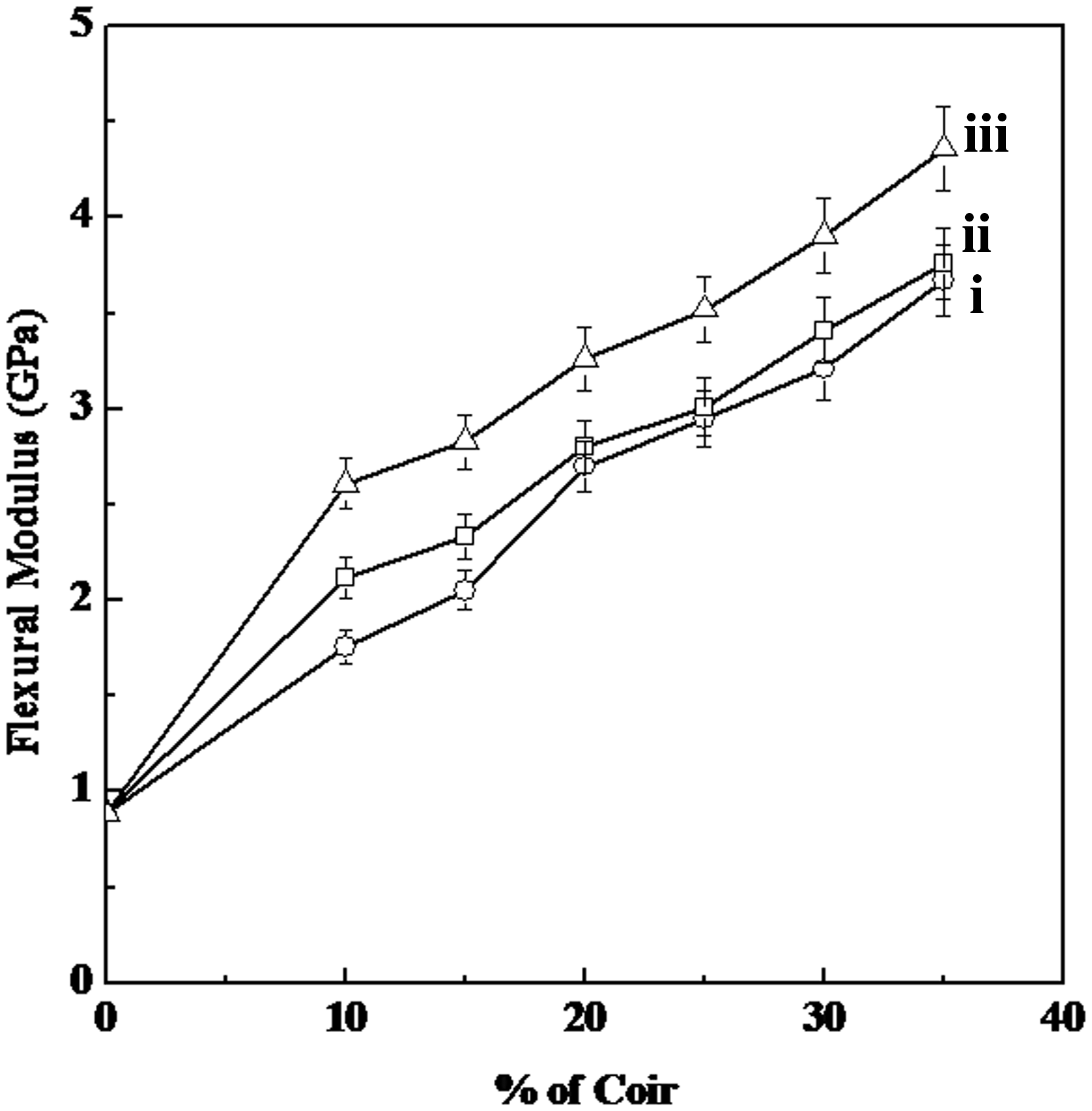
Impact strength
Impact strength is a measure of the ability of a material to withstand mechanical shocks when work done under shock loading results in crack propagation throughthe material. The magnitude of impact strength provides information about the ability of the material to resist a sudden impact. The impact strength of fiber-reinforced polymer composites depends on the nature of the fiber, polymer matrix, fiber-matrix mixing ratios, and the fiber-matrix interfacial adhesion.
22
Ithas been reported that high fiber content increases the probability of fiber agglomeration, which results in regions of stress concentration that requires less energy to elongate the crack propagation.
5
As presented in Figure 6, impact strengths of the composites of both treated and untreated coir with PP initially show an increasing trend up to 30% coir content and then decrease sharply with further increases in coir content. Sanadi et al.
2
reported that an increase in the resistance of crack propagation occurs when the fiber bridges the cracks and absorbs energy because of strong fiber-matrix interfacial adhesion. Thus, higher impact strengths of the treated coir-PP composites suggest a better interfacial bonding compared to those of untreated ones. This could be due to better kneadingof the fiber-matrix system during the grinding process and then specimen fabrication in the injection molding method. Slightly higher impact strength for treated coir-PP composites is probably due to the decrease in hydrophilic nature ofcoir,which provides better fiber-matrix interfacial adhesion and an effective resistance to crack propagation during impact test. At higher fiber content, probably weak interfacial bonding between the fiber and the matrix polymer causes micro-spaces that require less energy to initiate crack through the composites.
23
These micro-spaces might be responsible for the fall in the impact strength at higher fiber content.
Variation of impact strength of polypropylene (PP) composites reinforced with (i)raw coir, (ii) oxidized coir and (iii) urea-treated coir.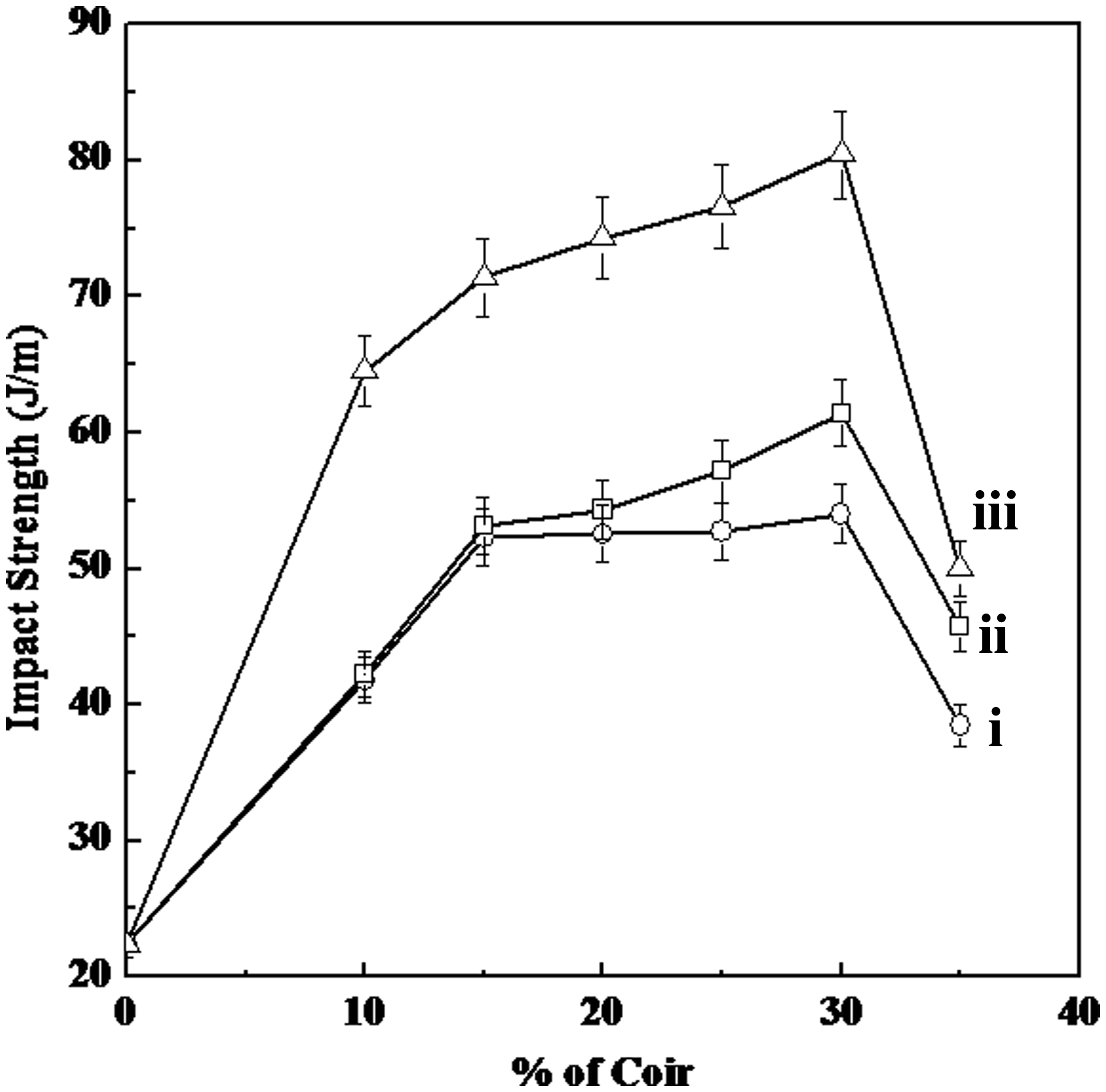
Hardness
Hardness of a natural fiber-reinforced composite is a measure of how resistant it is to localized deformation that depends on the amount and distribution of the fiber into the matrix.24–26 Generally, the presence of a more flexible matrix makes the resultant composites to show lower hardness.
11
The incorporation of both treated and untreated coir into the PP matrix has reduced the flexibility of the matrix resulting in more rigid composites. As shown in Figure 7, the hardness values of both treated and untreated composites are found to increase with an increase in the fiber content. This indicates that incorporation of both raw and treated coir reduces the flexibility and plasticity of the PP chain to more rigid composites. The treated coir composites seem to have better hardness compared to the untreated one. This could be attributed to both improvement of the fiber-matrix interfacial bonding and minimization of micro-spaces, which leads to an increase in the efficiency of stress transfer from the matrix to the fiber.
Hardness values of (i) raw coir-, (ii) oxidized coir-, and (iii) urea-treated coir-polypropylene (PP) composites at different fiber loading.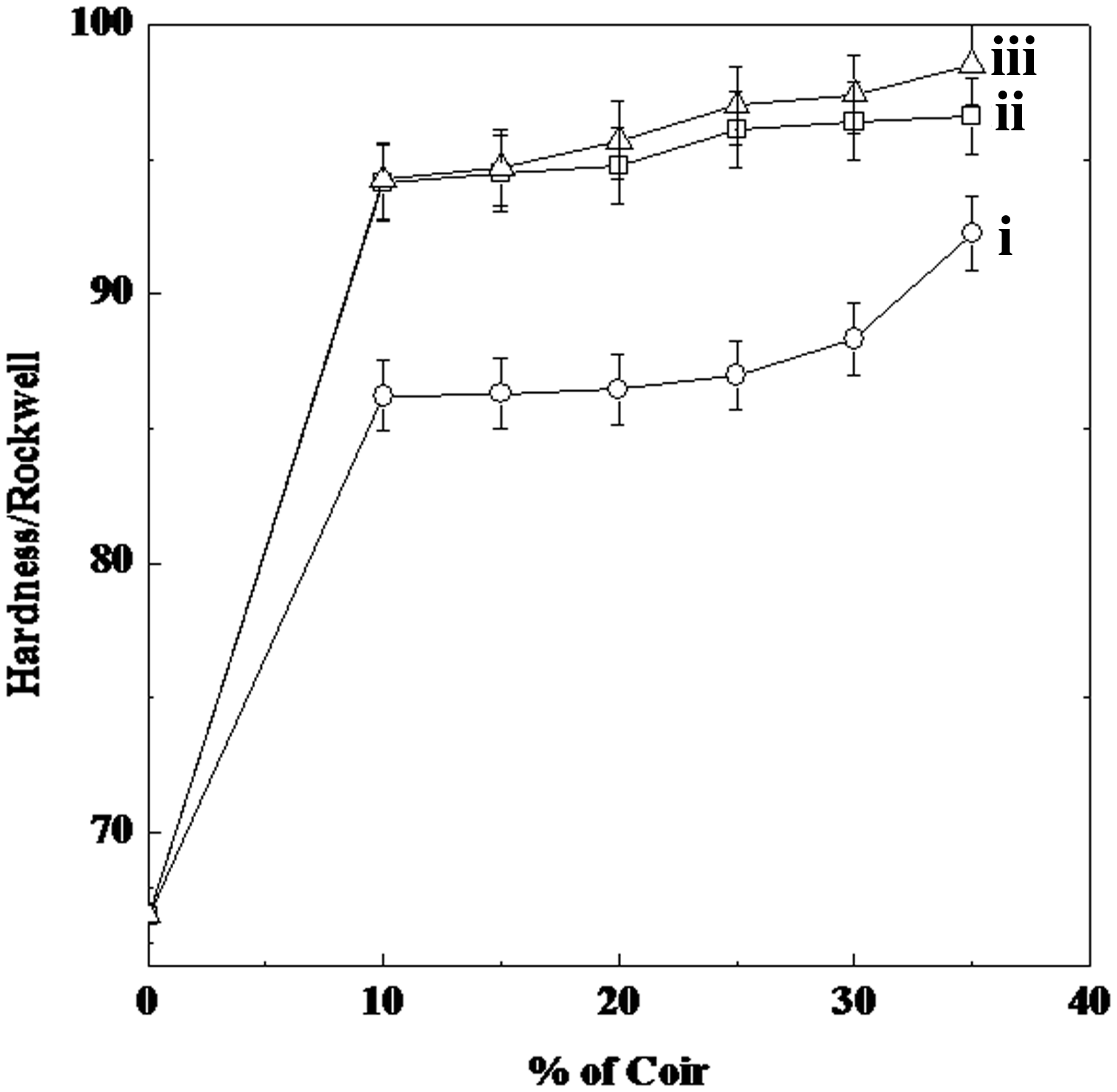
Water absorption characteristics
Natural fibers contain many hydroxyl groups available for interaction with watermolecules by hydrogen bonding. The presence of these hydroxyl groups is responsible for water absorption and consequent degradation of mechanical properties of composites.
27
Water absorption behavior of the coir-PP composites at room temperature was evaluated as a function of fiber content and is shown in Figure 8. It is evident from the figure that water absorption (%) increases with an increase in fiber loading. Natural fiber-reinforced polymer composites without compatibilizer show remarkable water absorption due to the presence of voids.24,28 With an increase in fiber loading, the number of hydroxyl groups in the composites increases, which consequently increases the water absorption. Chemically treated coir-reinforced composites showed lower water absorption capacity compared to the untreated one, suggesting that the affinity of coir fiber toward water has substantially decreased upon chemical treatment. The difference between water absorption tendencies of the composites prepared from oxidized and urea-treated coir is of particular importance. Upon oxidation with periodate, the hydrophilic nature of coir reduces, but upon treatment with urea the nature has reduced further. This can directly be attributed that due to favorable interaction between the matrix and the treated fiber, voids in the composites have largely minimized showing lower water uptake capacity. It is to be noted that no dimensional changes of the specimens are observed over the time span of the experiment. This indicates that fiber is thoroughly encapsulated by the matrix and the water absorption takes place mainly in the micro-capillaries and interfacial voids of the specimen.
Water absorption behavior of polypropylene (PP) composites reinforced with (i)raw coir, (ii) oxidized coir and (iii) urea-treated coir.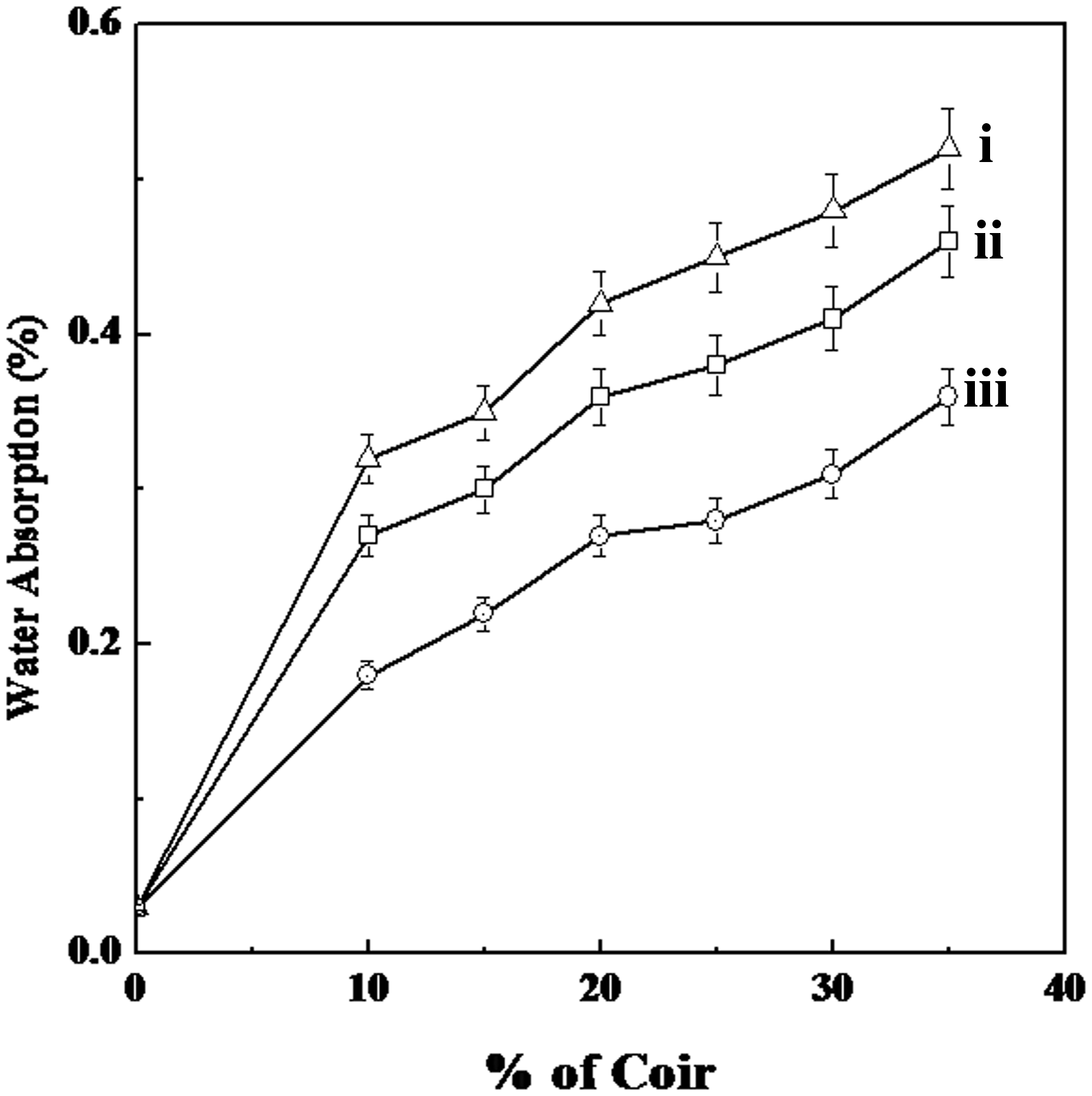
Morphological study
The morphology of the tensile fractured surface provide phase information andfracture characteristics reflecting the reasons of changes in the mechanical properties of composites prepared from different conditions of fiber.
4
The tensile fractured surface morphologies of untreated and treated coir-PP composites prepared with 20 wt% coir are shown in Figure 9. The SEM image of the raw coir-PP composites shows a number of micro-voids and agglomerates of the fiber in the PP matrix (image A). Besides, the raw coir fibers seem to have pulled out of the matrix showing rough surfaces. The presence of these agglomerates, micro-voids, and fiber pullout traces indicates that weak interfacial adhesion has occurred between the raw coir fiber and the matrix. On the other hand, periodate and urea-treated coir-PP composites show almost uniform dispersion of the fiber intothe matrix with surface smoothness and better fiber-matrix interfacial wetting (images B and C). This can be explained by considering the fact that upon treatment with periodate and urea, hydrophilic nature of coir has significantly reduced, imparting a better environment for the fiber to interact with the PPmatrix. The effect of favorable interaction between the treated fiber and the matrix is reflected in the improved mechanical properties of the composites.
Scanning electron microscopy (SEM) images of polypropylene (PP) composites reinforced with 20% (A) raw coir, (B) oxidized coir and (C) urea-treated coir.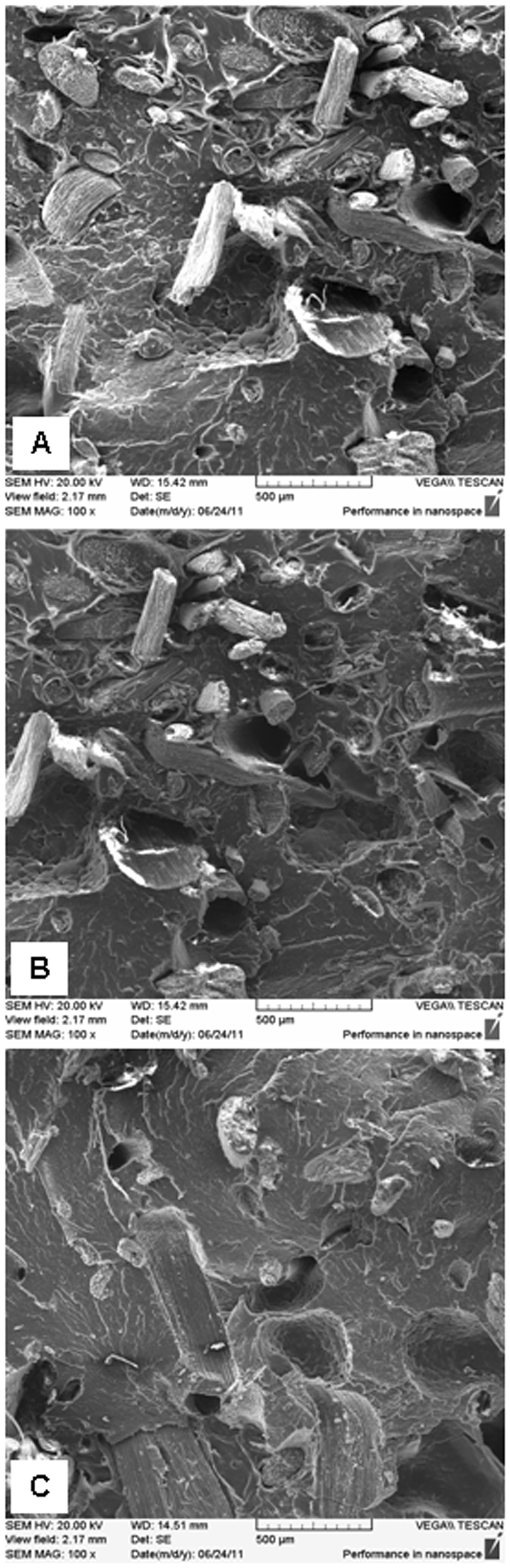
Conclusion
In this work, raw coir was chemically treated first with sodium periodate and thenwith urea in order to improve the compatibility between the fiber and the PP matrix. The level of the fiber loading was varied to gain insights into the effect of fiber loading on the mechanical properties of the composites. The tensile strength of the composites of untreated coir is found to decrease gradually with an increase in the fiber content in the composite. On the other hand, for treated coir-PP composites, the values of tensile strength are found to increase initially and then decrease gradually with further increases in fiber content in the composite. It is to be noted that at all mixing ratios, the tensile strengths of the treated coir-PP composites are found to be higher than those of the untreated one. In both cases the Young’s modulus, flexural strength, flexural modulus, impact strength, and hardness values are also found to increase with an increase in fiber content and the values are found to be higher for treated coir-PP composites than those of the untreated ones. This can be attributed to the better distribution of the fiber in the matrix and stronger fiber-matrix interaction. The fiber-matrix interfacial bonding for raw and treated coir-PP composites can be clearly distinguished from the SEM images. The improved mechanical properties of the treated coir-PP composites are supported by SEM images of the fractured surfaces that show better dispersion of the fiber in the matrix with less pullout traces, microvoids, and fiber agglomerates compared to that of the untreated one. Water absorption (%) increases with an increase in fiber loading. However, treated coir-PP composites show lower water uptake capacity compared to that of the untreated one, indicating that hydrophilic nature of coir has reduced upon treatment with sodium periodate and urea.
Treatment of coir with NaIO4 and urea.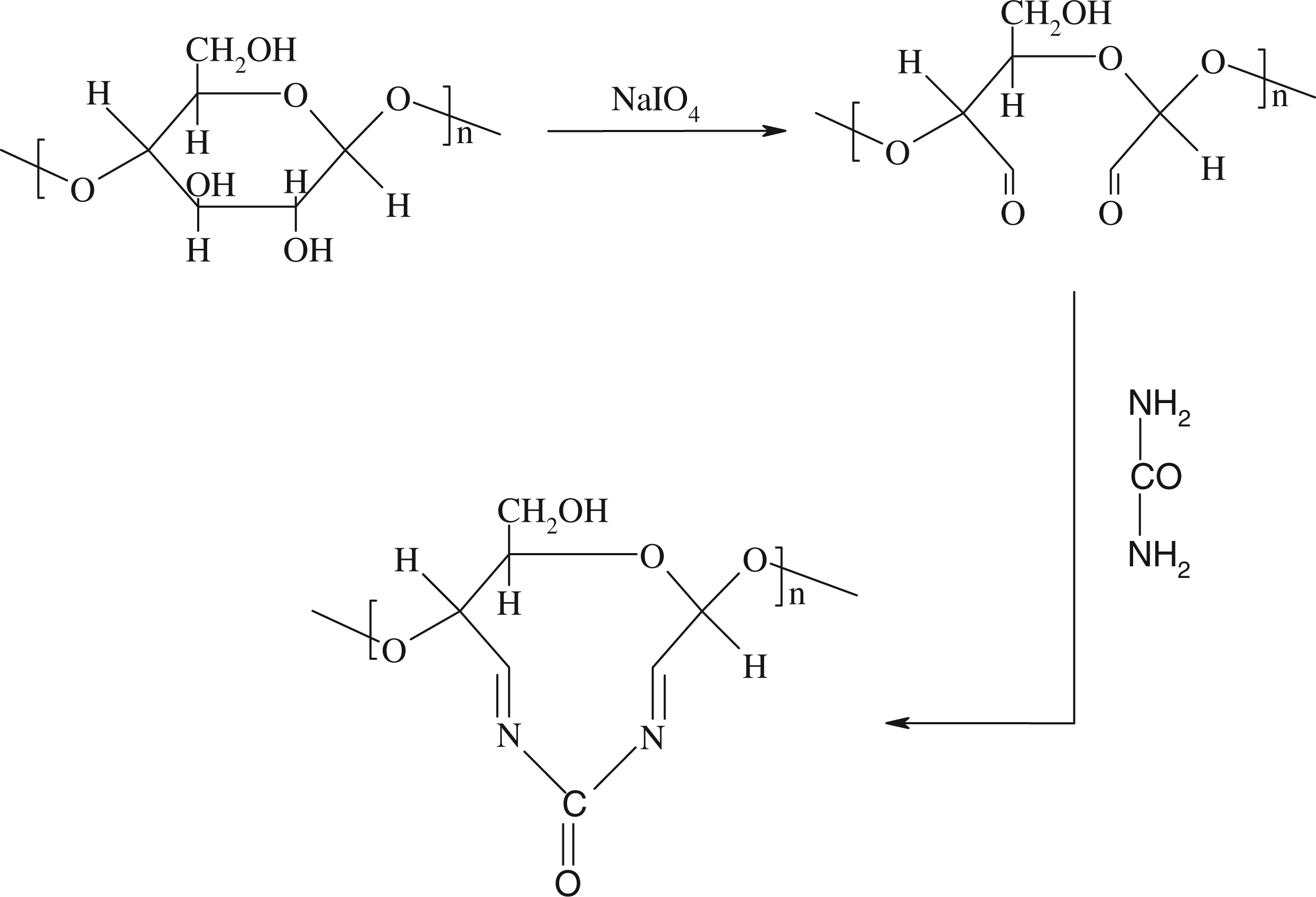
Footnotes
Acknowledgement
The authors thank the members of the Board of Post-graduate Studies (BPGS) of the Department of Chemistry, BUET, for helpful discussion. The financial assistance (CASR-216/23) approved by the Committee for Advanced Studies and Research (CASR), BUET, for carrying out the present work is highly appreciated.