
Abstract
By combining carbon woven fabric with thermoplastics, a thermostamping process was proposed to form composite parts with complex double curvatures in one step and to implement affordable application of fiber-reinforced composites in automotive industry. In the proposed process, a laminated carbon woven fabrics with thermoplastic grains were heated, then transferred rapidly to a preheated mold for thermostamping, and cooled down to form the composite part. Various thermoplastics including polyamide 6, polypropylene, and acrylonitrile butadiene styrene were used as matrix materials. It is demonstrated that high-quality parts can be achieved with the proposed forming process and defects are controllable. The experiment results show that the rheological characteristics of thermoplastic resin, the fixed method of mold, and the yarn orientation of the composite blank are very important factors in the thermostamping process. With the proposed process, it is feasible to implement the high-volume and low-cost manufacturing of fiber-reinforced composite parts.
Introduction
Carbon fiber composites have been widely used in aerospace and defense industry. 1 –3 These composites are mainly manufactured by processes such as resin transfer molding (RTM), 4 autoclave, 5 and so on with thermoset resins, typically epoxy, which result in a long cycle time. The fiber bundles are laid up in the mold directly by hands, making the processes very labor intensive and cost inefficient. As structure geometric complexity increases, the traditional manufacturing techniques require longer process time and greater labor inputs, making it infeasible for high volume and automotive production. With the increasing needs for affordable manufacturing of lightweight carbon fiber-reinforced parts for environmentally friendly products with the aim of reducing energy use, 6 a feasible method is to combine carbon woven fabrics with thermoplastics and forming parts by thermostamping. 7,8
Thermoplastics have advantages over thermoset resins because of their low cost, recyclability, and short cycle time. Carbon fiber-reinforced thermoplastics (CFRTPs) have the combined advantages of carbon fiber and thermoplastics. Most importantly, they can be recycled. 9 –11 Due to the enormous prospects of CFRTPs, their applications have begun to infiltrate from military fields to civil areas, providing a powerful impetus to the development of high-volume composite products. In 2011, BMW introduced the concept of using carbon fiber to build vehicles i3 and i8. 12 However, high manufacturing costs and immature analytical tools for structure and process design are the bottleneck of large-scale application of carbon fiber composites in automobile industry. 13 In recent years, many research efforts have been made for the affordable forming of thermoplastic composites. Various approaches including die-less forming, 14,15 incremental forming, 16 and diaphragm forming 17 were proposed. Among composite manufacturing processes, thermostamping is a potential method to provide a solution for the restriction. Thermostamping for CFRTPs is a low-cost and high-efficient manufacturing method. It includes heating, forming, consolidation, and cooling. Thermostamping of layered composite has the advantages of high efficiency, process stability, and particularly short cycle time of production. It is possible for the large-scale application of CFRTPs in the automobile industry with thermostamping. 18 –21
To understand the deformation mechanism of woven composites, an international group of academic and industry researchers has gathered to design and conduct benchmarking tests of interest to the composite sheet forming community. 22 Many researchers have carried out experimental, numerical simulation and theoretical work to study the stamping of textile composites. The knowledge of the mechanical behavior of woven fabrics is necessary in the simulation of textile composite forming. 23 Various tests including picture frame 24 –27 and bias-extension 28 –31 were used to obtain the basic material properties of woven fabric under large deformation, building up a solid foundation for understanding the forming behavior of woven fabric. Boisse and coworkers did various forming tests such as double dome stamping 32 of plain weave commingled glass/polypropylene (PP) fabrics and forming a tetrahedral shape 33 with carbon fiber-reinforced composite. With forming experiments for various types of woven fabrics, Mohammed et al. 34 investigated the effects of woven architecture on forming with regard to drapeability, wrinkling, boundary profile, distribution of fiber orientation, and local shear angles. Zhu et al. 35 carried out eccentric cone shape draping of woven fabrics at room temperature. It was found that the shear distribution in the preform was a combined result of both the mold shape and the initial sample orientation. Thermoforming experiments had been studied for V-shape part made from various advanced thermoplastic matrix composite prepregs by Dutta et al. 36 They concluded that in order to form parts with acceptable microstructural integrity, higher mold temperature and forming pressure would be necessary. McCool et al. 37 identified an optimal window for processing CFRTPs by a V-shape part experiment. Garnich and Klymyshyn 38 provided a multiscale analysis method for simulating woven composites forming and validated it with a cone-shaped part forming experiment.
In this article, experimental thermostamping of an airplane wingtip part with double-curvature using thermoplastics reinforced with carbon woven fabric was implemented. Various thermoplastics including polyamide 6 (PA6), PP, and acrylonitrile butadiene styrene (ABS) were used as matrix materials. The effects of fiber orientation and layup of fabrics on the formability of the part were investigated. The structure of the reminder of the article is as follows. Experiment setup section introduces the experimental part and the materials used. Details about the experiment setup and method are provided in Forming steps section. Experimental results and discussions are presented in Results and discussions section. Conclusions section gives a brief summary.
Experiment setup
Experiment part
To reflect the complexity of geometric shapes in industrial design and to cover major deformation modes including in-plane shearing, bending, and tension in woven composite forming, a part shown in Figure 1 was selected as the experimental objective part. The part was originally made of aluminum by deep-drawing. The formed part can be cut into two parts along a symmetry plane to get the left and right wingtips for an airplane. To test the feasibility of forming the double curvature component with CFRTPs by thermostamping, the part was scaled down to 70% and made from carbon woven fabrics with thermoplastics. The scaled part has an overall size of 105 mm length, 46 mm width, and 40 mm height with a thickness of 1 mm.
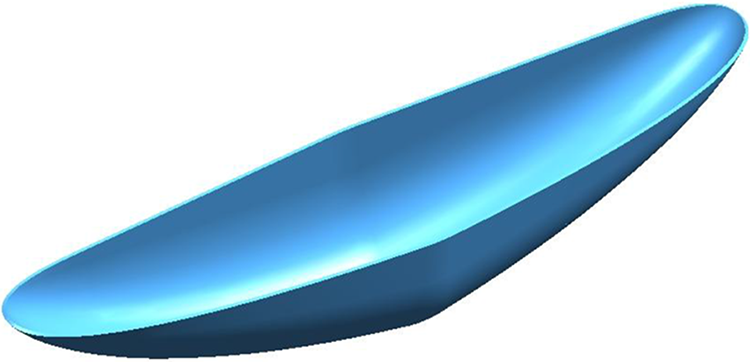
Wingtip model.
Reinforcing material
Carbon woven fabrics have high specific strength, high specific modulus, and excellent formability. A balanced plain woven carbon fabric, as shown in Figure 2, was thus selected as the reinforcing material. The material parameters and basic fabric parameters of the carbon fabric are listed in Table 1.

Plain woven carbon reinforcement.
Parameters of dry carbon plain woven fabric.

Matrix material
Three types of thermoplastic grains PA6, PP, and ABS were selected as the matrix material in the thermoforming experiments. PA6 is widely used in automobile interior and exterior decoration parts. The material has excellent properties such as lightweight, good durability, chemical resistance, good toughness, and self-lubrication. PP is one of the lightest universal thermoplastic resins, which has excellent properties such as heat resistance, environmental protection, pollution-free, and good moldability. PA6 and PP are crystalline materials. ABS is also widely used in automobile industry. It is an amorphous material. The mechanical properties of these thermoplastics are listed in Table 2.
Properties of thermoplastics.
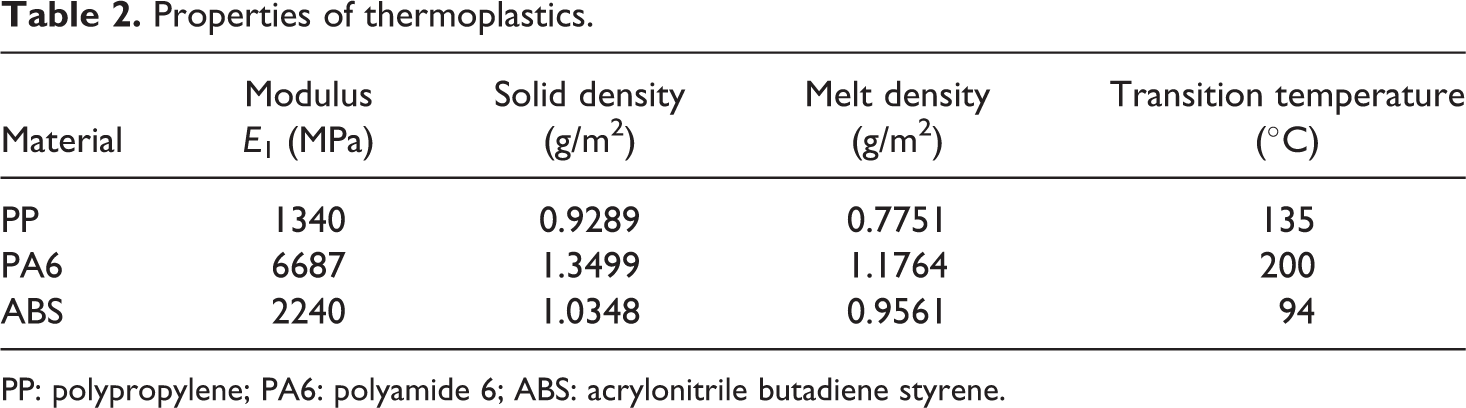
PP: polypropylene; PA6: polyamide 6; ABS: acrylonitrile butadiene styrene.
Forming system
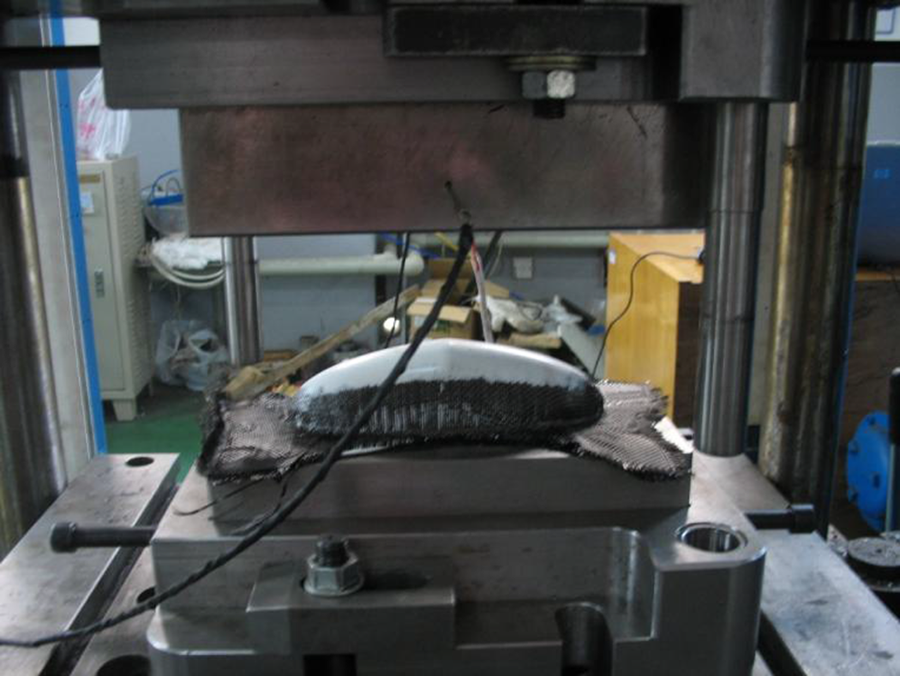
A thermostamping system including a furnace, a hydraulic press, and a mold with a temperature controller as shown in Figure 3 was setup for forming the wingtip part. The furnace has a maximum heating temperature of 1350°C with a control accuracy of ±1°C. The maximum forming force of the hydraulic press is 1000 kN and the maximum stroke is 600 mm. The range of working speed is from 0.3 to 9.5 mm/s. The experimental mold for forming the airplane wingtip as shown in Figure 4 has a dimension of 400 mm in length, 300 mm in width, and 310 mm in height. The gap between the die and punch is 1.1 mm. Digital three-dimensional models for the part and tools are available for interested researchers upon request by sending email to the corresponding author. Electromagnetic induction heating blocks were embedded into the mold to provide in situ heating during forming. Due to the limited space in the mold, the embedded heating blocks could not provide enough thermal resource to heat the mold up to the forming temperature. The samples would be heated in the furnace in advance to the melting temperature of the thermoplastic grains.

Thermoforming system: (1) Press, (2) press control panel, (3) mold, (4) temperature controller, and (5) furnace.
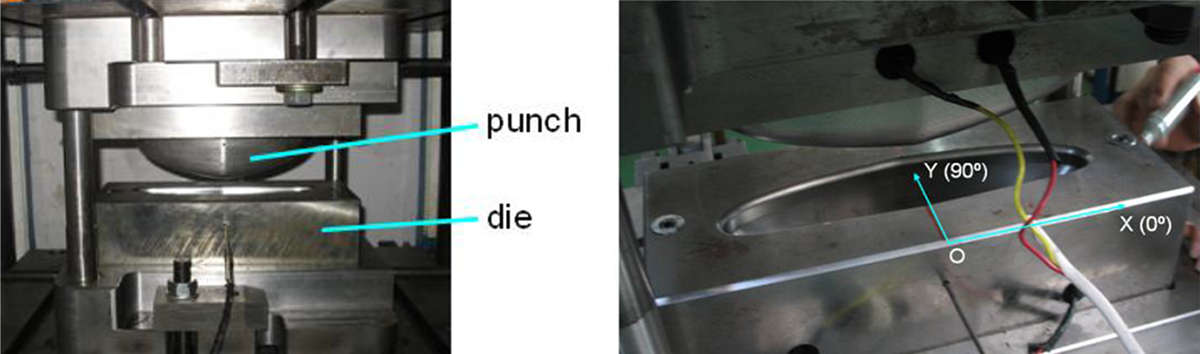
(a) Wingtip mold; (b) coordinate system of mold.
Forming steps
The thermostamping steps are as follows.
Step 1: Carbon woven fabric cutting and mold heating
The carbon fabric was cut into rectangular samples with various sizes as listed in Table 3. The mold was preheated to 80°C to prevent large temperature gradient between the sample and the mold.
Experiment sample information.
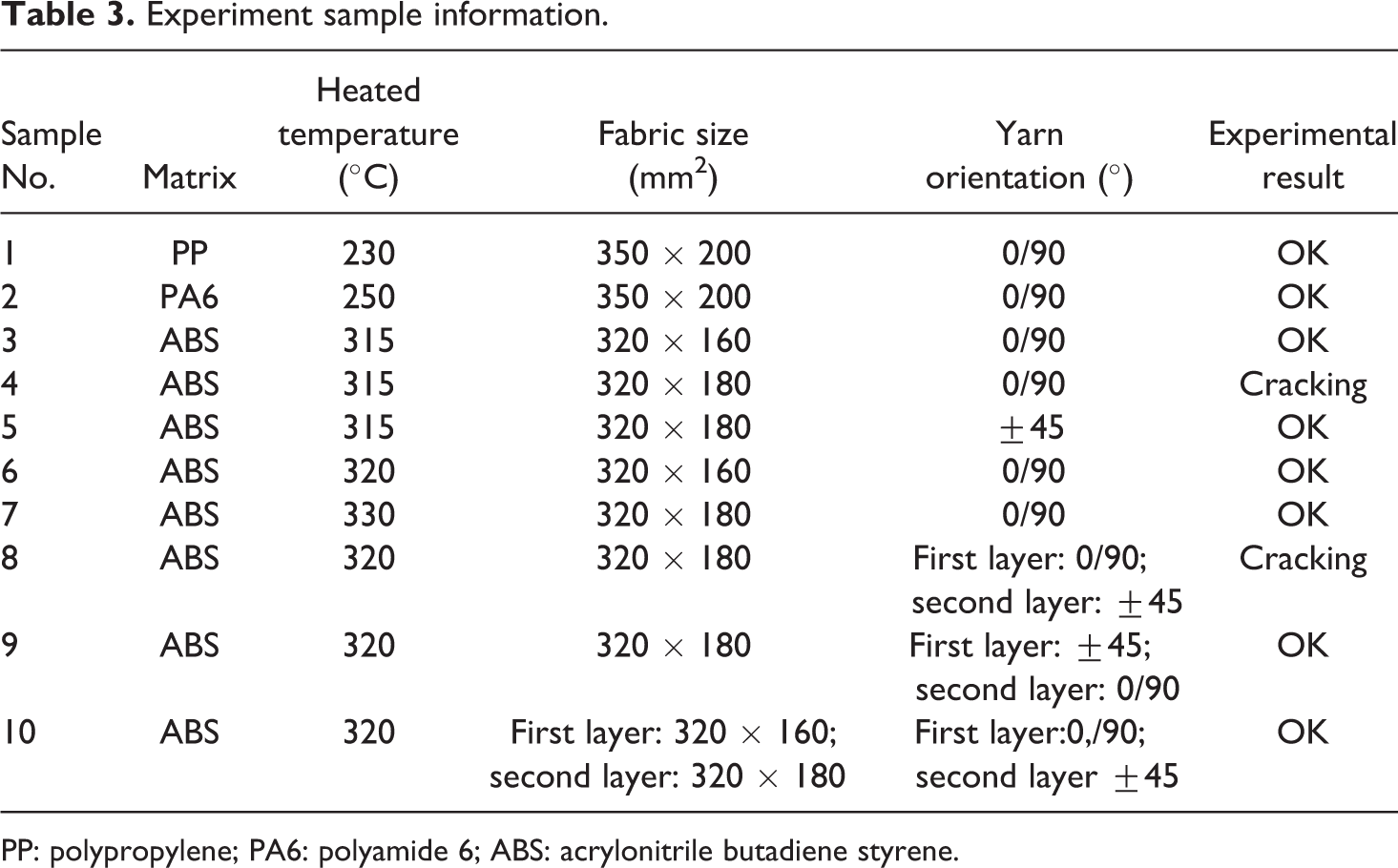
PP: polypropylene; PA6: polyamide 6; ABS: acrylonitrile butadiene styrene.
Step 2: Combination of thermoplastics and fabric
A layer of thermoplastic particles was put evenly between two layers of carbon woven fiber blanks, as shown in Figure 5. The initial thickness of the laminated material is 1.3 mm. The two layers of fabrics have the same yarn orientation with respect to the coordinate system shown in Figure 4(b). Experiments were carried out with different yarn orientation.

Carbon woven fabric with thermoplastic grains.
Step 3: Material heating
The laminated composite sample was put into the furnace for heating until the thermoplastic grains were in a melting state. To improve the permeation of thermoplastics through woven fabric, a certain amount of pressure was exerted on the sample during heating with a 2-kg steel sheet upon the laminated sample. Because carbon fabric has a much higher melting point than the thermoplastics, the heating temperature has to be determined by the thermal characteristics of the latter. It must be above the melting point of the thermoplastic resin, but not higher than its decomposition temperature.
Step 4: Forming
The composite sample was quickly moved from the heating furnace to the preheated mold that was installed on the hydraulic press for forming with a preset displacement of the punch. The punch and die were kept closing for 2 min to achieve complete solidification of the resin, and then the formed part was removed from the mold.
Three samples are made for each case as listed in Table 3. The mold was fixed on the press with two methods: one is the punch being installed on the top as shown in Figure 4(a), the other is the punch on the bottom (the inverse forming way), as shown in Figure 6.
Inversed forming (the punch is fixed on the bottom and the die is fixed on the top).
Results and discussion
In the experiments, to ensure that the thermoplastic resin can be fully melted without degradation, the heating time was set to be 10 min. Rapid transferring the heated sample from the furnace to the press took about 10 s. The temperature drop of the fabric blank in the transfer process was negligible. But once the composite blank contacted with the preheated mold that had a temperature much lower than the heated blank, the temperature of the blank dropped rapidly and the mold temperature rose to about 2°C after forming. In the forming process, the thermoplastic resin further permeated into the carbon woven fabric under pressure from the press. The thickness of the laminated composite blank decreased from 1.3 mm to 1.0 mm. The whole process took about 12 min only. Compared to the traditional handy layup technology with thermoset resins for RTM or autoclave, the proposed thermoforming process is of high efficiency and the cycle time is short.
Figure 7 shows cracking defects on a formed part with ABS. It was found that cracks were easy to appear when the heating temperature was lower than 300°C. Cracks appeared almost in the same zone as identified by the rectangular area in Figure 7. Figure 8 shows sliding defects in zone A on a formed part. Sliding defects were liable to occur in inversed forming in which the relative movement between the composite fabric and the die are larger than in normal forming. Figure 9 presents the top views of the deformed boundary profiles of fabrics with different fiber yarn orientation. In Figure 9, the solid line represents the deformed boundary profile of the sample No. 7, which has a 0/90 yarn orientation with regard to the coordinated system shown in Figure 4(b). The dashed line is for the sample No. 5 that has a ±45 yarn orientation. As shown in Figure 9, the 0/90 orientation case indents at left and right end, but the ±45 orientation case protrudes at the same locations.
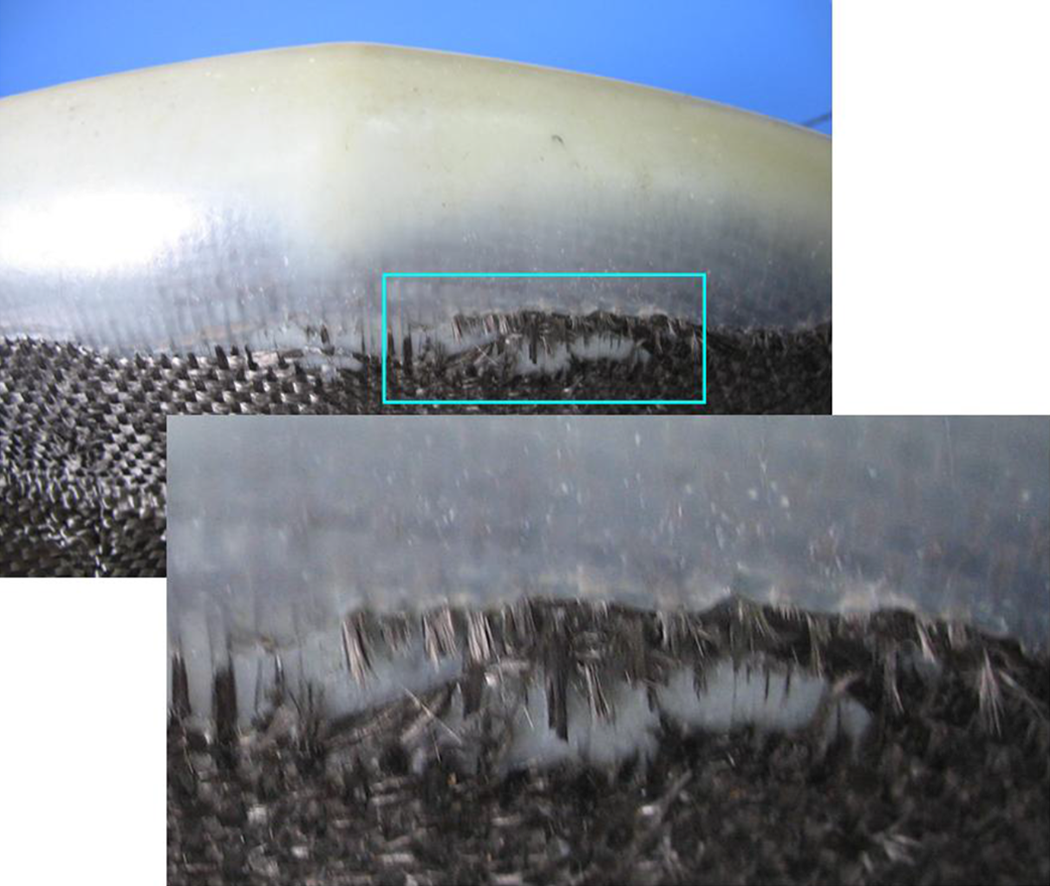
Cracking on a formed part with acrylonitrile butadiene styrene.
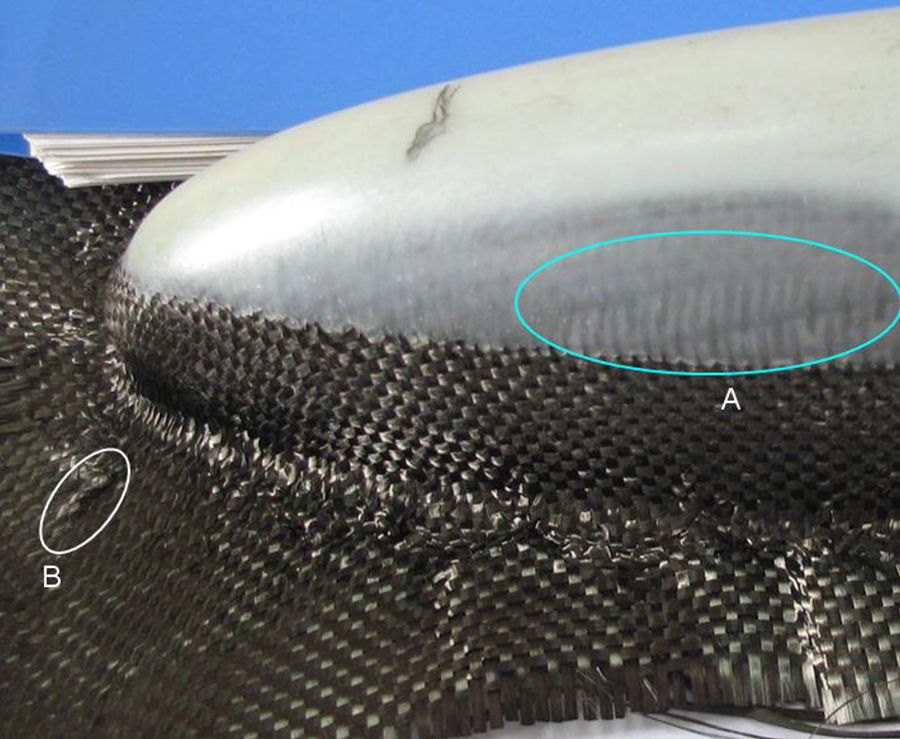
Wrinkles and sliding on the formed part.
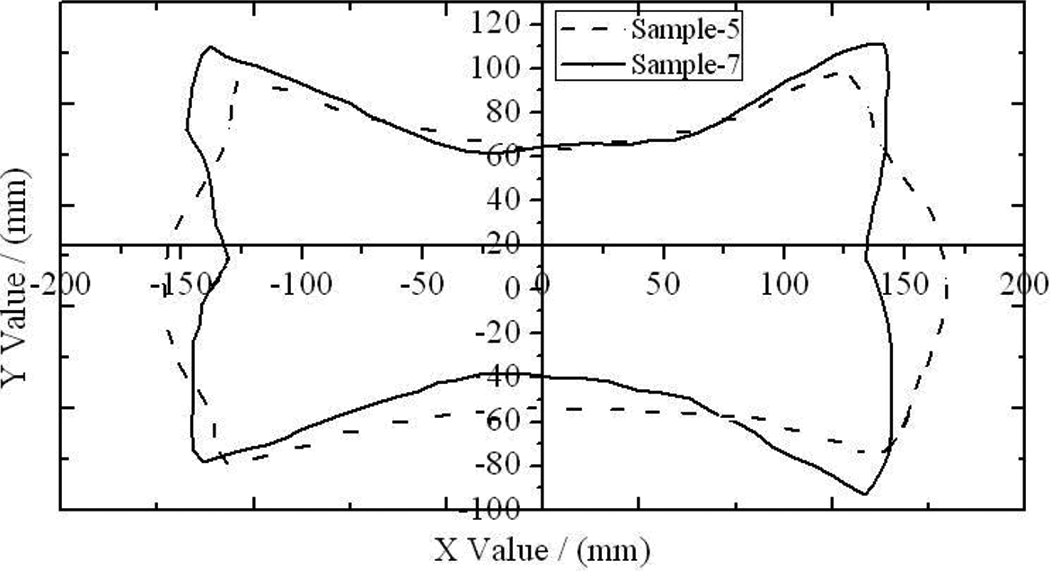
The profile of the formed part.
In forming a double-curved part with woven fabric, wrinkling is a frequently occurring defect due to the large in-plane shear deformation between the weft and warp yarn. 39 As can be seen in the zone B of Figure 8, some wrinkles occurred in the experiments. Figure 10 shows four finished wingtip parts with different thermoplastics. Among them, three parts have wrinkles. It is commonly admitted that in woven fabric forming, when the shear angle between the weft and warp yarns reaches to the so-called ‘locking angle’, the onset of wrinkling will be trigged. 35 The locking angle is used as an indicator of wrinkling when forming a woven fabric. For textile reinforcement, the locking angle is usually of the order of 40–45°. 22 But Boisse and coworkers 33 found that in some cases, there was no wrinkle even when the in-plane shear angles reached 60°. Similarly, in the current study, it is observed that even the shear angle in some regions also reached 60°, but no wrinkling was observed. This indicates that the locking angle could not be used as a unique criterion for wrinkling onset. The mechanism for wrinkling needs to be further investigated.
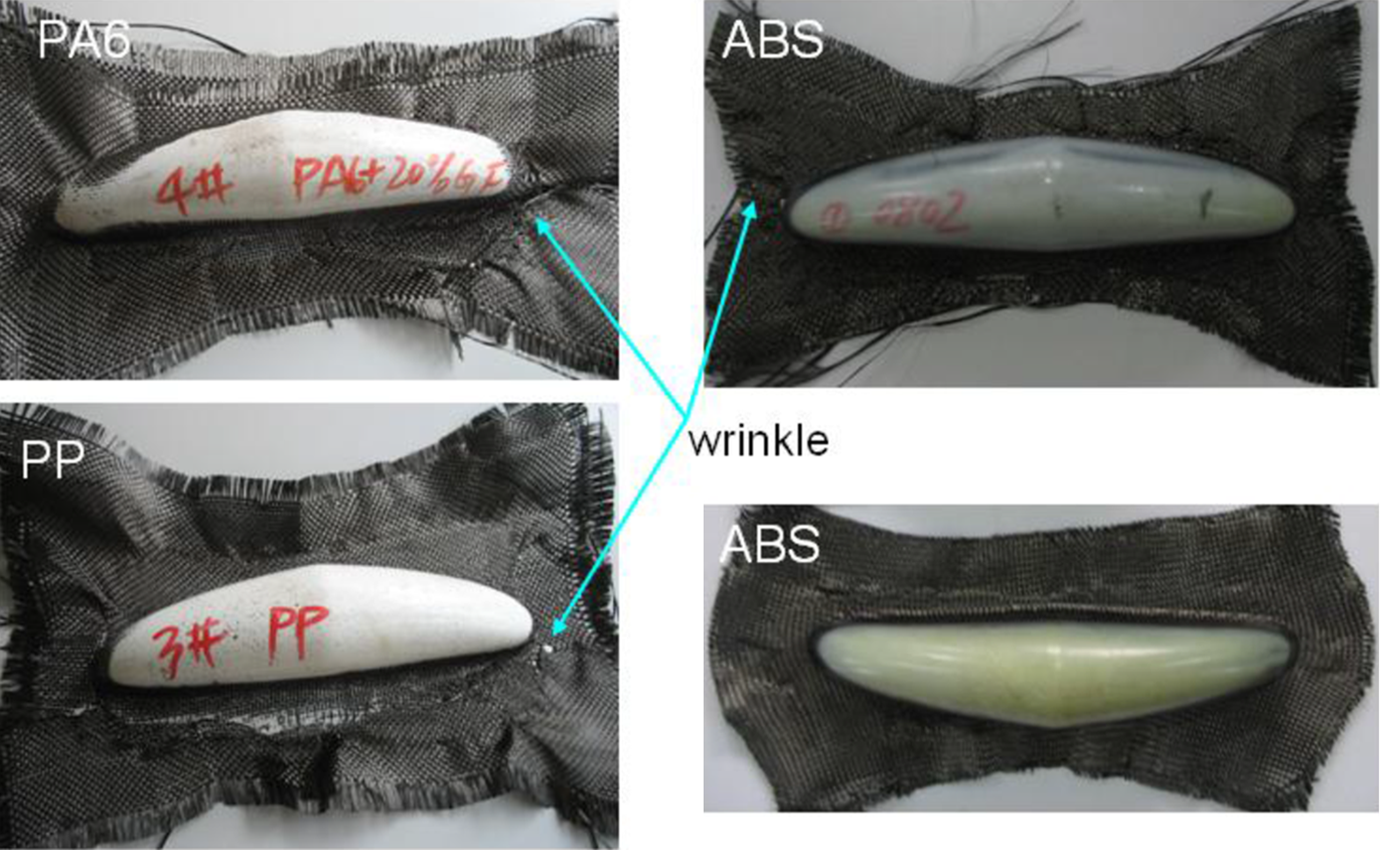
Formed parts.
It was found that with a higher forming temperature as in the case of samples No. 4 and 7 in Table 3, the finished parts had a better quality. With the increasing temperature, the viscosity of plastics decreases, the thermoplastics have better fluidity, making it easy for the resin to permeate through the fabric. Compare the samples No. 4 and 5 in Table 3. The two samples had the same blank size but with different yarn orientation. It was observed that there was no cracking when the yarn orientation was ±45° (sample No. 5). On the contrast, cracks were liable to appear on the samples with 0°/90° yarn orientation (sample No. 4). In conclusion, the experimental results show that the fixing method of the mold, the rheological characteristics of thermoplastic resin and the yarn orientation of composite fabric are very important factors in the thermoforming of the thermoplastic carbon woven fabric composites. For more complex geometric shapes, with elaborate mold design and appropriate process parameter selection, it is feasible to obtain formed part with high quality.
Conclusions
Thermoforming of multilayer carbon woven fabrics with thermoplastic resin is an effective way to reduce manufacturing costs and achieve good reproducibility. It is demonstrated that high quality parts can be obtained with the proposed forming process, and defects are controllable. Using the proposed process and with the combination of carbon woven fabrics and thermoplastics, it is feasible to implement the high-volume and low-cost manufacturing of fiber-reinforced composite parts. The rheological properties of thermoplastics, fiber orientation are very important to the quality of finished parts. The fixing method of the mold is also very important to the thermoforming process.
Footnotes
Funding
This research is funded by the China National Natural Science Foundation (50975236 and 11172171) and the Scientific and Technological Innovation Foundation of Shanghai, China (12521102203).