
Abstract
The flammable and the mechanical effects of silica (SiO2) on the halogen-free, flame-retarded ethylene–octene copolymer (POE)/polypropylene (PP) composites were investigated. Through the thermal stability analysis and the combustion test, it was found that the SiO2 had a synergistic effect on the intumescent flame retardant (IFR), especially when the SiO2 content was 3 wt%. According to the results of mechanical properties, the tensile strength of composites increased with the rising SiO2 content and most of the impact strength is retained. The fracture morphology showed the state of SiO2/IFR particles in the POE/PP blends, which reflected that with the increasing SiO2 content and the decreasing IFR content, the aggregates became less compact and the size of aggregates became smaller.
Keywords
Introduction
Polypropylene (PP) is considered as one of the most versatile commercial plastics due to the advantages of low price, low density, high tensile strength, high stiffness, and high heat distortion temperature. However, it has some disadvantages, such as high brittleness and low notched impact strength, especially when it is used at low temperatures, which limit its application. Thermoplastic elastomers are used commonly as plasticizers to solve the disadvantages, for example, ethylene–propylene rubber, ethylene–propylene–diene rubber (EPDM), and styrene-ethylene-butylene-styrene rubber (SEBS). 1
Ethylene–octene copolymer (POE) is one of the thermoplastic polyolefin elastomers (TPOs). It is copolymerized via ethylene and octene, which means it possess dual characteristics of plastic and rubber. In many cases, TPO is used as a toughening agent for polyolefin, especially for the PP. In addition, when compared with EPDM, it demonstrates better dispersion and increases the notched impact strength more; when compared with ethylene–vinyl acetate copolymer (EVA), ethylene–methacrylic acid, and ethylene–ethyl acrylate, the density of POE is lower and the transparency and toughness of POE are higher and so on. 2 After blending, it will improve the toughness of PP. However, the POE/PP blends are combustible, which severely limits their application.
At present, in the field of PP flame retardation, the intumescent flame retardant (IFR) additives have gained much attention for their unique flame-retardant mechanism and environmental protection properties. 3 One problem of the IFRs is its poor compatibility with the polymer matrices, thereby decreasing the mechanical properties of systems; the other one is that the amount added is relatively high, which reflects that the flame retardant is not so efficient. Recently, there are several solutions for these problems, such as designing a macromolecule to substitute three small molecule components of IFR, 4 microencapsulation, 5,6 and surface modification. 7 During processing, silane coupling agent (SCA) is used as surface modification; meanwhile, the synergistic flame retardant is used to improve IFR efficiency. 8,9
The SiO2 is often used to enhance many kinds of rubbers and elastomers in certain applications. It has uniform pore structure, the specific surface area is relatively large, and the porosity is higher than that of many other inorganic particles, which makes it possess good absorption and catalysis properties. 10 SiO2 also possesses sound thermal stability . 11 These properties enable SiO2 to form a good framework for the IFR when the carbon layer starts to swell. According to some study analyses, 12 –19 SiO2 also had a synergistic effect with IFR when the content was lower. SiO2 was used with n-hexadecane, palmitic acid, and lauric acid to form flame-retardant composites, respectively. 13 –16 In all these systems, SiO2 was considered as a fire resistant supporting material. Lots of SiO2 formed a porous network that had n-hexadecane, palmitic acid, and lauric acid dispersed in it. Extensive tests were conducted on the addition of SiO2 and aluminum hydroxide to the linear low-density polyethylene/EVA composites, 19 and the results showed that the SiO2 increased the limited oxygen index (LOI) value and decreased the flame burning times, which meant that it had a synergistic effect with the flame retardants.
In this research, the flammable and mechanical properties of SiO2/IFR/POE/PP composites were investigated. Scanning electron microscopy (SEM) is used to analyze the micromorphology of the composites.
Experimental
Materials
The isotactic PP (T30S) was supplied by Sinopec Maoming. Co. (Maoming, Guangdong, China). The POE (DOW 8200) was supplied by Dongguan De Kai Chong Plastics Co. Ltd (Dongguan, Guangdong, China). The IFR (NHFR-PP 5000 AC) was supplied by Polyrocks Chemical Co. Ltd (Qingyuan, Guangdong, China). SiO2 was supplied by Tonghua Shuanglong Group Chemical Co. Ltd (Tonghua, Jilin, China). SCA (A-172) was supplied by Guangzhou Qianhui Bose Instrument Co. Ltd (Guangzhou, Guangdong, China). The molecular formula is shown as below:

Polyethylene (PE) wax (H110) was supplied by Siam Quality Industries Co. Ltd (Thailand). It is used to improve the lubricity of material in the processing.
Preparation of composites
First, IFR, SiO2, and SCA were mixed in a high-speed mixer. Then, PP, POE, SCA-IFR/SCA-SiO2, and PE wax were blended by a twin-screw extruder under a rotation speed of 40 r min−1. The processing temperatures of eight sections in the extruder were 185, 190, 195, 200, 200, 200, 190, and 180°C, respectively. After extruding, the pellets were added into DPII injection molding machine, and the test laminates were injected. The laminates were kept in the condition of 50% relative humidity and 25°C for at least 48 h before testing.
Different formulations of the flame-retarded SiO2/IFR and the POE/PP blends were shown in Table 1. “(a)”, “(b)”, “(c)”, “(d)”, “(e)”, and “(f)” represented the samples with 0, 1, 2, 3, 4, and 5 wt% SiO2 contents, respectively.
Different formulations of flame-retarded POE/PP composites.
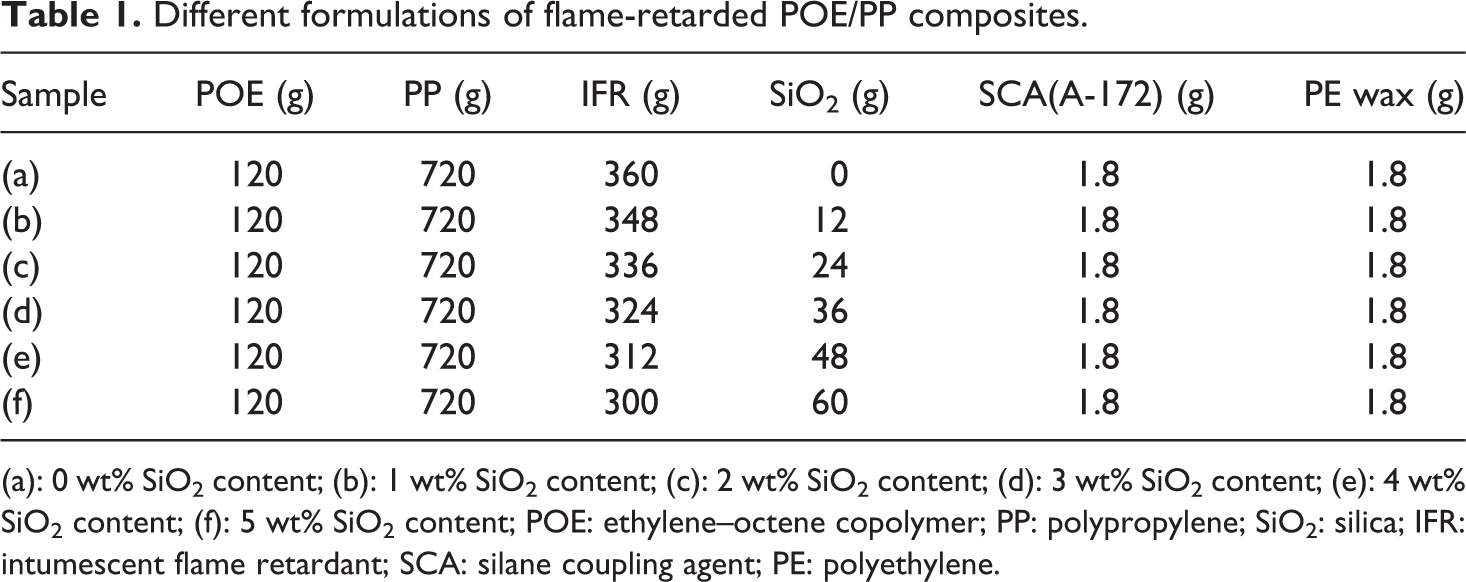
(a): 0 wt% SiO2 content; (b): 1 wt% SiO2 content; (c): 2 wt% SiO2 content; (d): 3 wt% SiO2 content; (e): 4 wt% SiO2 content; (f): 5 wt% SiO2 content; POE: ethylene–octene copolymer; PP: polypropylene; SiO2: silica; IFR: intumescent flame retardant; SCA: silane coupling agent; PE: polyethylene.
Combustion test
The flammability of IFR/POE/PP composites was evaluated by the UL-94 vertical burn test (Underwriter’s Laboratory Inc., Northbrook, Illinois, USA) and LOI test. According to GB/T 2406-1993, in air atmosphere, laminates were burning in horizontal and vertical burning instrument with cotton at the bottom of the instrument. The dimensions of laminates were 130 × 13 × 3 mm3 and 150 × 10 × 4 mm3. According to GB/T 2406-1993, laminates were burning in oxygen index tester with only adjusting content percentage of oxygen and nitrogen conditions.
Thermogravimetric test
Six samples were examined under nitrogen flow on a Thermogravimetric analysis apparatus (model 209, Netzsch, Germany) was used with crucible sample holders, at a heating rate of 10°C min−1, and the final temperature of 600°C.
Tensile test
The tensile tests were carried out using a Instron Universal Testing Machine (model 5566, Instron, Norwood, Massachusetts, USA) at room temperature (25°C and 55 wt% relative humidity). According to GB/T1843-92, the stress–strain curves of the samples were determined at a 25-mm min−1 crosshead speed and a 10-mm gauge length. The elongation at break and the tensile strength were taken at the point of fracture. The dimensions of elongation laminates were 130 × 10 × 4 mm3. The values shown in the curves were the average of five repeats.
Notched impact test
The notched impact test was carried out using a pendulum impact testing machine (Model 5566, Instron, Norwood, Massachusetts, USA) at room temperature (25°C and 55 wt% relative humidity). According to GB/T1843-96, the impact strengths were taken at the point of fracture, the dimensions of impact laminates were 63 × 12 × 4 mm3. The values shown in the curves were the average of five repeats.
Morphology
The fracture surfaces of composites were observed using a scanning electronic microscope (Model S-3700N, Hitachi, Japan). The samples were submerged in liquid nitrogen for about 10 min and fractured to expose the internal structure for SEM investigations. Prior to the morphological tests, all surfaces were sputtered with gold twice to provide enhanced conductivity.
Results and discussion
Combustion properties
Figure 1 and Table 2 present the LOI values and the vertical burn results for the flame-retarded POE/PP composites, respectively. As shown in Figure 1, the LOI value of sample (a) was 30.1, and the vertical burn rate is V-0, which could be seen as a flame-retarded material from the angle of LOI value. The LOI value of sample (b) increased to 35.2. Though the LOI values decreased gradually with the increasing SiO2 content, all the samples maintained fire-retardant standard except the sample (f), for which the LOI value was 25.6 and the vertical burn test rate was V-1.
Vertical burn results.a
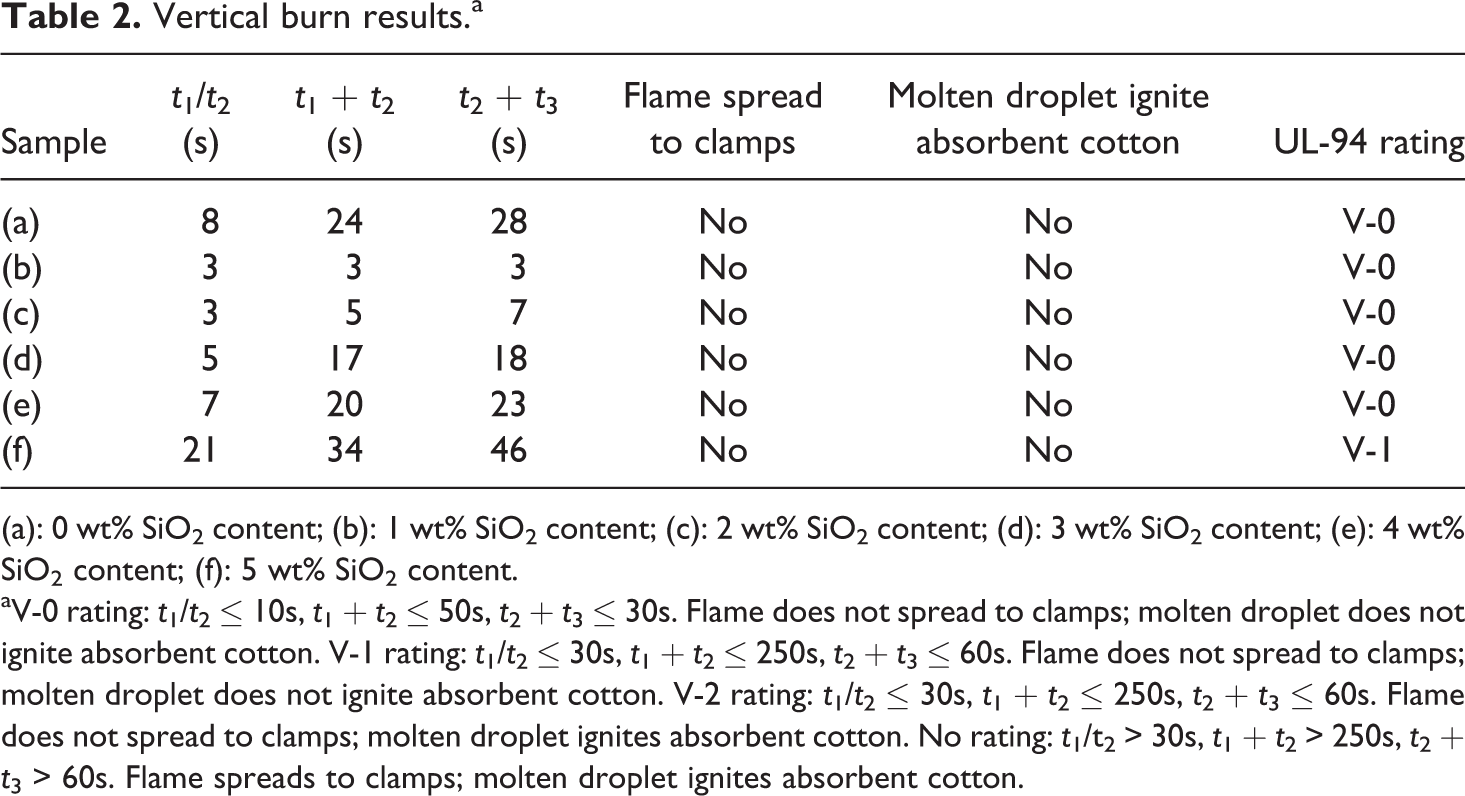
(a): 0 wt% SiO2 content; (b): 1 wt% SiO2 content; (c): 2 wt% SiO2 content; (d): 3 wt% SiO2 content; (e): 4 wt% SiO2 content; (f): 5 wt% SiO2 content.
aV-0 rating: t 1/t 2 ≤ 10s, t 1 + t 2 ≤ 50s, t 2 + t 3 ≤ 30s. Flame does not spread to clamps; molten droplet does not ignite absorbent cotton. V-1 rating: t 1/t 2 ≤ 30s, t 1 + t 2 ≤ 250s, t 2 + t 3 ≤ 60s. Flame does not spread to clamps; molten droplet does not ignite absorbent cotton. V-2 rating: t 1/t 2 ≤ 30s, t 1 + t 2 ≤ 250s, t 2 + t 3 ≤ 60s. Flame does not spread to clamps; molten droplet ignites absorbent cotton. No rating: t 1/t2 > 30s, t 1 + t 2 > 250s, t 2 + t 3 > 60s. Flame spreads to clamps; molten droplet ignites absorbent cotton.
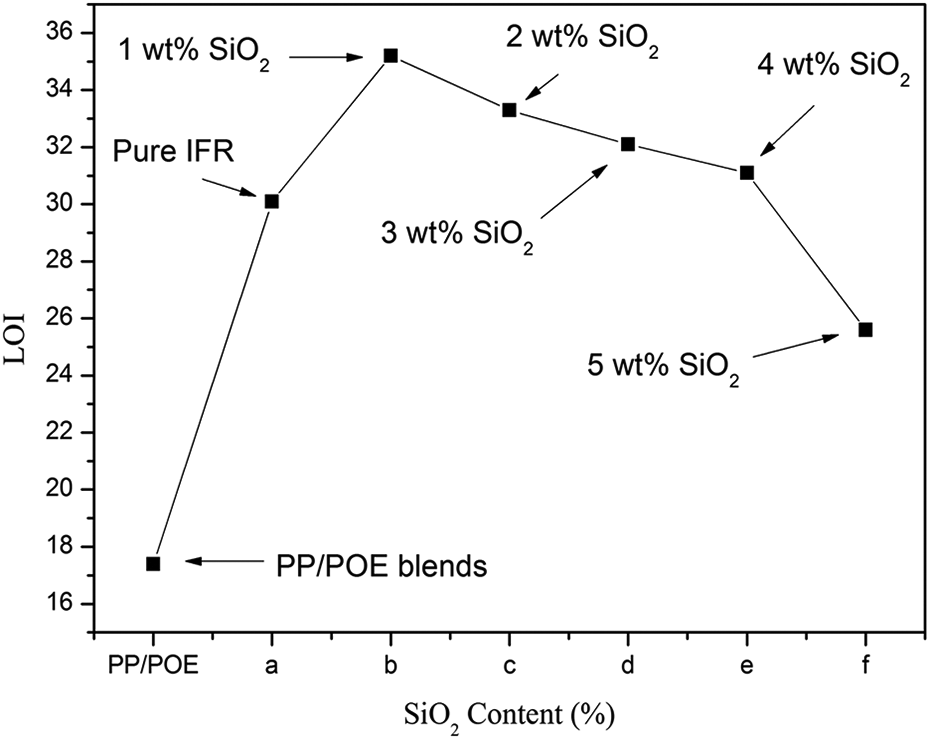
LOI values for different SiO2 contents. LOI: limiting oxygen index; SiO2: silica.
The results of vertical burn test are given in Table 2. All data (i.e., combustion time after the first ignition (t 1), combustion time after the second ignition (t 2), and time of flameless combustion after the second ignition (t 3)) were recorded from the vertical burn tests, each value was the average of five samples, and no individual laminate exceeded the requirements of “t 1/t 2”, “t 1 + t 2”, and “t 2 + t 3”. According to the results, when the SiO2 content was in the range of approximately 1–4 wt%, the IFR and the SiO2 showed a synergistic flame-retardant effect, and the effect became weak with an increasing SiO2 content. The sample (a) had a V-0 rating, but the LOI value was less than that of others. Moreover, the sample (f) had only a V-1 rating with the longest combustion times (t 1/t 2, t 1 + t 2, and t 2 + t 3).
In the light of LOI and the vertical burn data, a result could be deduced that there was an optimum load of SiO2. When the fire started, if the SiO2 content was over 4 wt%, it might stimulate or block the esterification of IFR, which broke the balance between the swelling of porous carbon layer and the increasing IFR viscosity. Then, the heat and oxygen insulation capability of porous carbon layer would not be as good as before. 20
The LOI value represented the oxygen concentration that a material needed to be flammable. From Figure 1, in the simulation air environment, sample (b) could only be flammable in or over 35.2% oxygen concentration, while the value was much higher than the oxygen content in the atmospheric environment. The reason was that the porous carbon layer of sample (b) insulated the transfer of oxygen and heat more efficiently than that of the others.
According to Huang et al., 15 in the IFR system, the density of a carbon layer depended on the balance of swelling porous carbon layer and increasing IFR viscosity. In other words, it could be inferred that a protective carbon layer was produced smoothly at the beginning, the speed of which was less than that of the material melting. 21 Then, their speeds came into a balance. As the carbon layer grew thicker and harder, the protective property became better. 22 –25 The heat and the smoke passed through the protective carbon layer and became much less than before. Finally, the internal esterification reaction stopped, which caused the fire to extinguish.
Du et al. 26 put small amount of SiO2 into the ammonium polyphosphate (APP)/pentaerythritol (PER)/PP composites, the LOI value reached 36.5 when the SiO2 content was 1 wt%, the value was the best in all samples. As illustrated in Figure 1 and Table 2, the SiO2 had a synergistic effect on the IFR, especially in the samples (b) and (c). The LOI value of sample (f) was only 26.9. The excessive SiO2 would repress the function that the IFR played in the composites, namely the generation speed and the carbon layer amount would decrease with the increasing SiO2 content.
According to the combustion theories, 27,28 when fire started, the APP/carbon sources initiated an esterification reaction in the IFR, the reaction was catalyzed by the SiO2, which made the carbon residue steady, and repressed the phosphorus evaporation. Scilicet, the esterification reaction, was accelerating with the increasing SiO2 content. Furthermore, it made the quality of carbon layer softer, and more vulnerable, which cut the barrier property for oxygen and the heat.
Thermogravimetric analysis
Figure 2 shows the decomposition curves of samples under gradually increasing temperature. The extrapolated onset temperature of samples (a), (b), (c), (d), (e), and (f) were 447.8, 445.3, 444.0, 441.8, 444.3, and 441.2°C, respectively, and the char residue were 12.13, 11.85, 19.86, 18.11, 16.77, and 17.30 wt%, respectively. SiO2 was a steady inorganic heat-resistant material that could withstand a high temperature of 1600°C. In accordance with its properties, it would remain in the char residue at the end. Assuming that SiO2 was dispersed evenly in the IFR/POE/PP composites, SiO2 content in the char residue was removed, and the pure residue of samples (a), (b), (c), (d), (e), (f) were found to be 12.13, 10.85, 17.86, 15.11, 12.77, and 12.30, respectively. It can be seen that the carbon layer increased with the increasing SiO2 content.
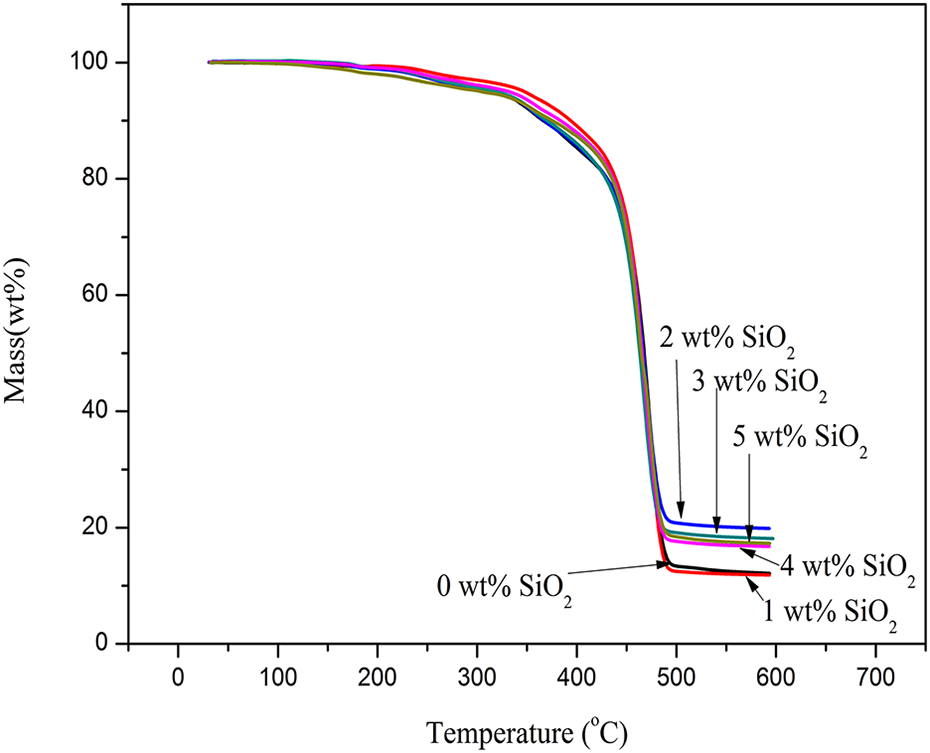
Thermogravimetric curves of flame-retarded POE/PP composites. POE: ethylene–octene copolymer; PP: polypropylene.
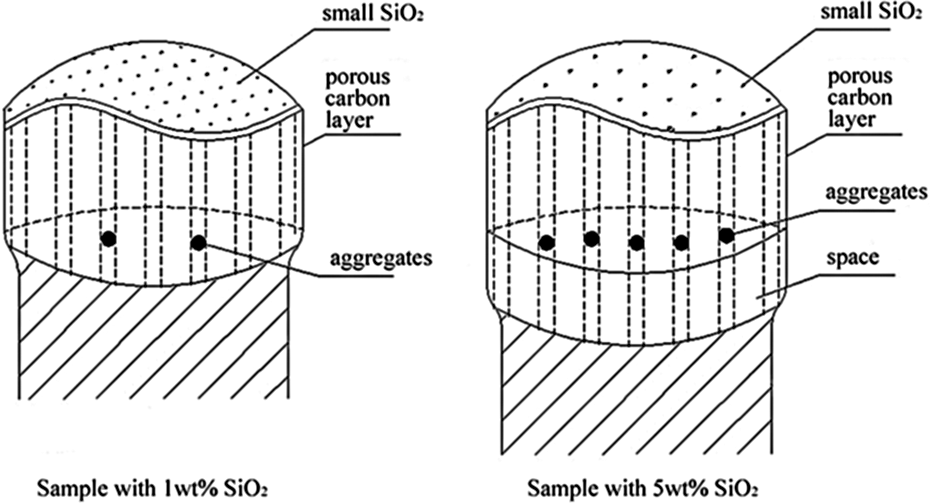
As the temperature increased, the POE/PP blends melted, an esterification reaction occurred inside the IFR, and it started to form the porous intumescent carbon layer. During the process, with the swelling of solid carbon layer and the releasing of hot gas, 29 SiO2 started to migrate from the ignition surface of the composites to the surface of carbon layer. From Figure 3, SiO2 with small sizes stayed at the surface of carbon layer and gathered to be another layer, which further blocked the oxygen and the heat to exchange. Due to gravity, some aggregates of SiO2 stayed inside the carbon layer. 30 –33 When the SiO2 contents were less than 4 wt%, it would accelerate the esterification process of flame retardant. Otherwise, when the SiO2 content was over 4 wt%, the excessive SiO2 aggregates would stay in the tube that used for the releasing of heat and gas. The esterification reaction would be decelerated; the heat might be forced to migrate to other places and form heat droplets; the gas would push the carbon layer out of their cover scope, and a space existed between the two surfaces, which made the fire spread to other places. In sample (b), the char residue was 1.28 wt% less than that of sample (a), it may be because SiO2 accelerates the esterification of IFR; meanwhile, SiO2 was blown out of the carbon layer by the heat and the gas, which broke the carbon layer structure in a certain degree, and the char residue decreased.
Tensile test
Figure 4 shows the tensile strength and the elongation at break of flame-retarded POE/PP composites. As the SiO2 contents increased, the elongation at break decreased, and the tensile strength increased. It indicates that the SiO2 plays an important role of reinforcing agent when under elongation. In other words, the supporting performance of IFR/POE/PP composites was enhanced with the increasing SiO2 contents.
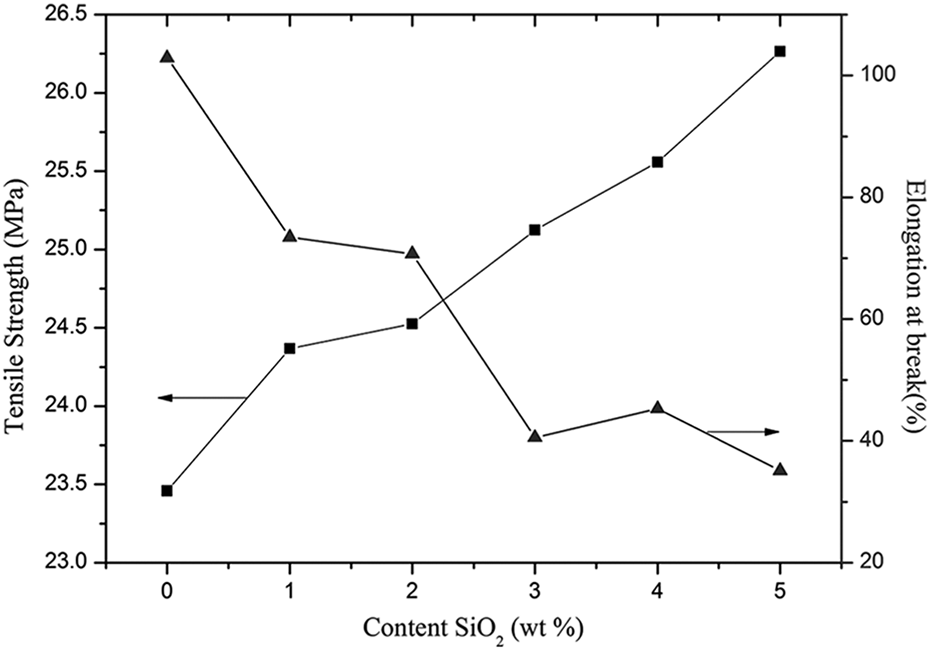
Tensile properties of flame-retarded POE/PP composites. POE: ethylene–octene copolymer; PP: polypropylene.
Since SiO2 had been surface modified with SCA (A-172), the interfacial bonding of IFR/SiO2 and POE/PP blends was enhanced, the POE was an elastomer with a certain degree of crystallization, 34 when an external force was imposed, most of the crystalline regions were stretch oriented along the direction of external force. Some of the crystalline regions broke into small pieces and formed crystals again, which maintained most of the tensile strength. The PP had a good compatibility with the POE, and the PP and the POE were all good at tenacity, rather than intensity. Meanwhile, according to Figure 5, the SCA (A-172) was used as a surface modification agent, which caused the interface bonding to be excellent between SiO2/IFR and the POE/PP blends. Furthermore, the stress was transferred and dispersed efficiently by SiO2/IFR particles during the stretching progress. The tensile strength of composites gradually increased with the fluctuant contents of SiO2 and IFR.
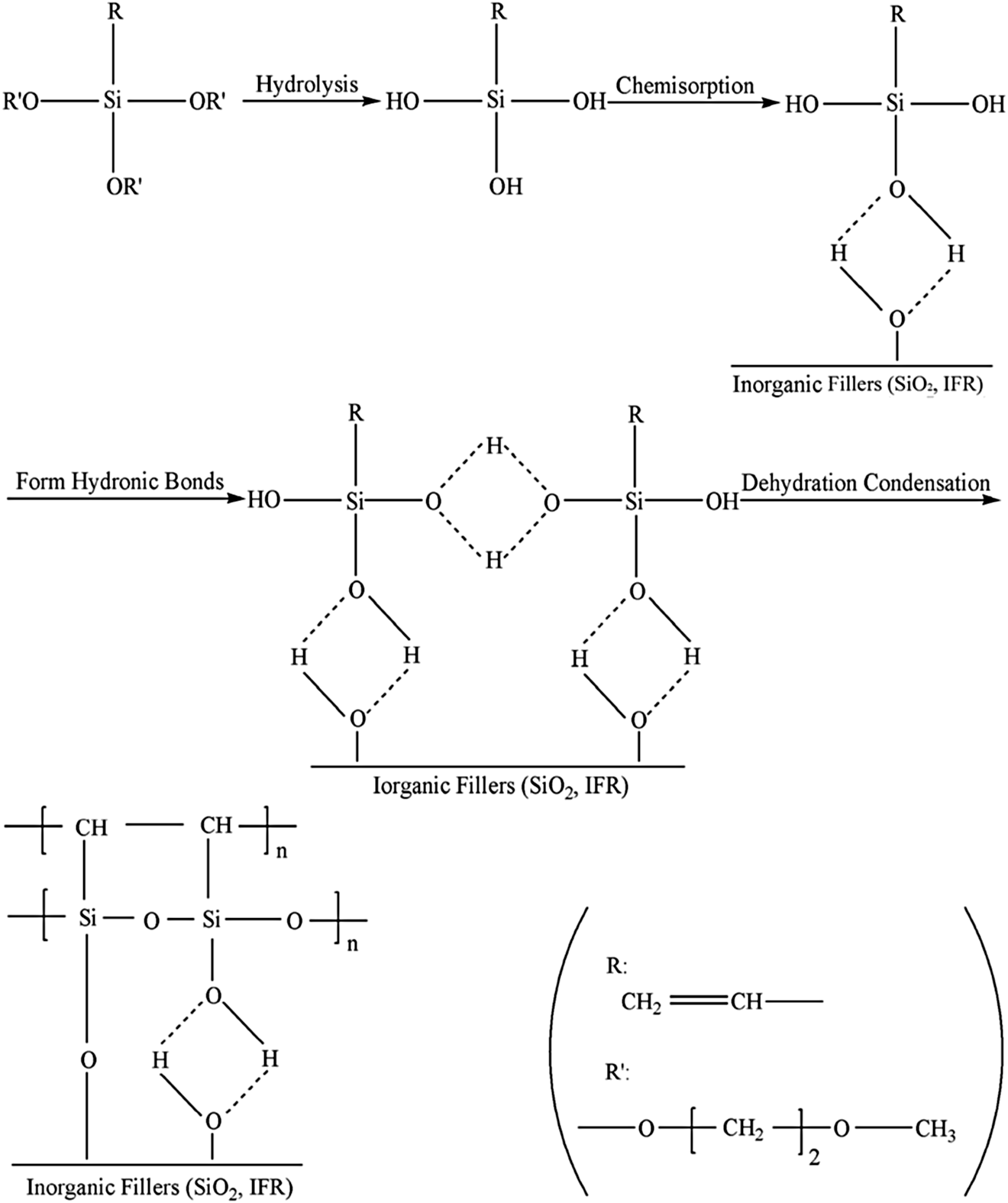
Surface modification schematic diagram of SCA(A-172) on SiO2 and IFR. SiO2: silica; IFR: intumescent flame retardant; SCA: silane coupling agent.
Notched impact test
As shown in Figure 6, the notched impact strengths of composites are as follows: 17.53, 14.48, 15.11, 16.46, 13.11, and 15.53 J m−2. Among all the samples, sample (a) had the best impact strength followed by sample (d) with SiO2 particles.
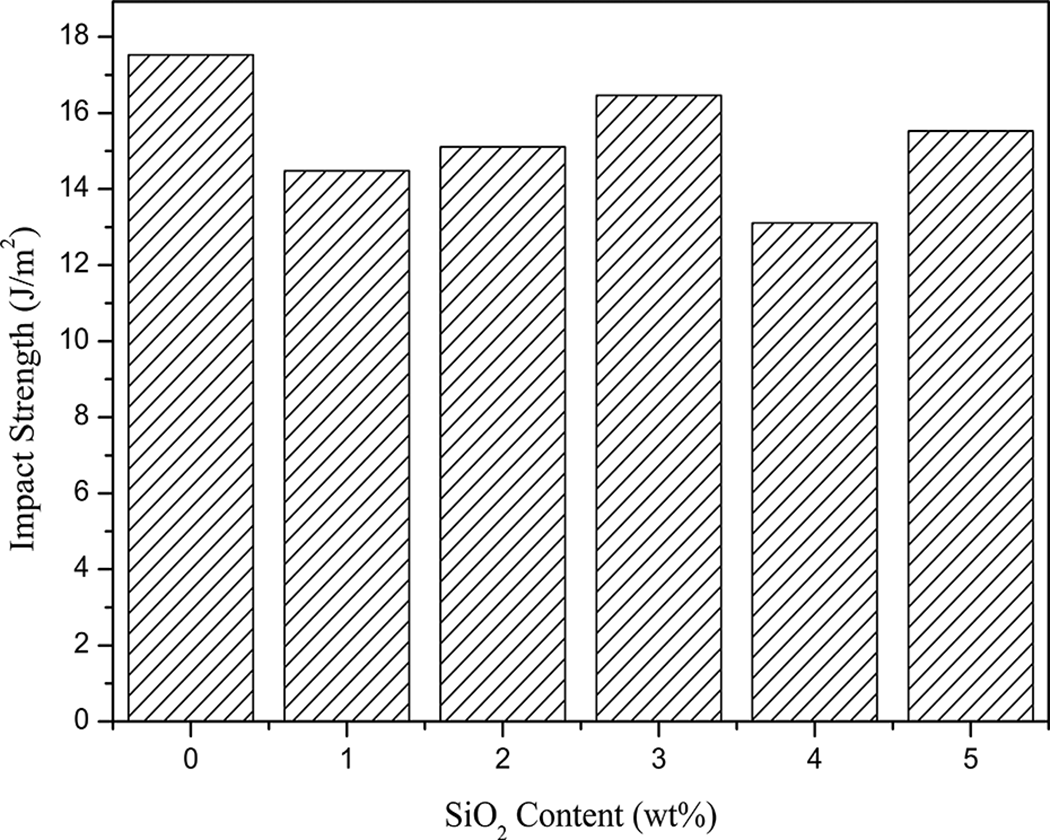
Notched impact strength properties of flame-retarded POE/PP composites. POE: ethylene–octene copolymer; PP: polypropylene.
Wang and Wu discussed on the factors affecting the impact strength of the inorganic particles in polymer matrix. 35 In accordance with their theory, three factors were considered for the current study: SiO2/IFR particle contents in the POE/PP blends, the interface condition between the particles and the matrix, and the particle dispersion in the POE/PP blends.
SiO2 particles could be seen as the stress concentration point in the IFR/PP/POE composites, which was initiated by the micro-crack of resin around it. When the impact came, these cracks would absorb lots of energy. On the other hand, after using the SCA (A-172), the interface adhesion between the inorganic particles and the matrix was remarkable, the phase interface made the composites a grid structure, and it was good for homogenization and delivery of stress. 36
As the SCA (A-172) modifies the IFR and SiO2, not only the interfacial adhesion between inorganic particles and the POE/PP blends improved greatly but also resulted in a large number structures of cracks, which was good for the enhanced matrix yielding. In other words, these void/micro-crack plastic deformations could absorb more impact energy. 37 In sample (a), the void/micro-crack structure could be seen as a first balance, and the structure was absorbing the most impact energy. Then, with the addition of SiO2, the first balance was broken, meanwhile a new void/micro-crack structure began to build, it could be seen in the tendency from samples (b) to (d), and it could be inferred that the void/micro-crack structure was formed to complete in sample (d). A second balance was built. Then, the SiO2 content became 4 wt%, the second balance was broken to form a new void/micro-crack structure gradually. So the notched impact strength increased from sample (e).
SEM examination
In Figure 7, the IFR profiles of particles and aggregates, the SiO2 are drawn with redlines. One could see that the SiO2 changed the IFR states. The aggregates of samples (a), (b), and (c) were more compact than the others, and the size of sample (a) was the biggest. It was speculated that the large aggregates in the sample (a) were the IFR, and the sizes of aggregates experienced the progress of first reduction and then growth. The single particles were well distributed, and the sizes seem the same in each micrograph. The changing content of SiO2 and IFR influenced the aggregates state in the POE/PP blends.
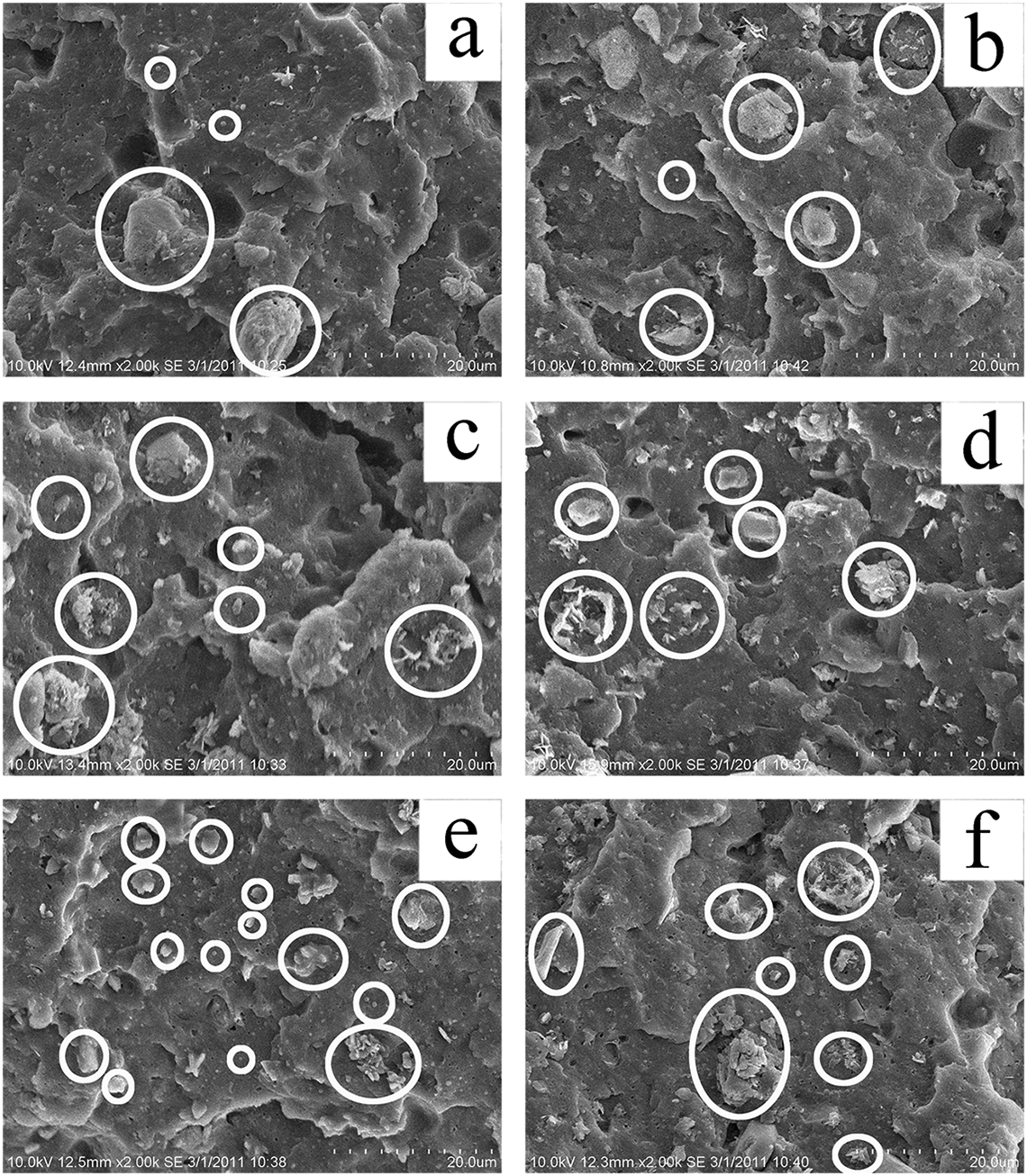
SEM photographs of fracture surface of flame retarded POE/PP composites. POE: ethylene–octene copolymer; PP: polypropylene; SEM: scanning electron microscopy.
Considering the combustion, there was no SiO2 in the sample (a). The size of the IFR aggregate was the largest. When fire ignited, an esterification reaction was started in the IFR, which made the IFR to swell and form intumescent carbon layers; carbon layers in different areas would then merge and finally become a large one. As for the sample (b), it could be inferred that the 1 wt% SiO2 made the size of IFR aggregates smaller than that of sample (a). In Figure 7(a), the dispersion of small particles was good. The number of aggregates in Figure 7(b) increased, and the gaps between the aggregates became smaller.
It was noteworthy in Figure 7(b) that a few IFR aggregates looked like loose flake deposits, which was different from Figure 7(a). It might have some relationship with SiO2. And the phenomenon could be seen in other samples with SiO2. In the sample (c), more aggregates with moderate and small sizes appeared, but many of them looked like loose flake deposits, the aggregates would form carbon layer with less continuity, which would decrease the fire resistance to a certain degree. However, the LOI value of sample (c) is maintained at 33.2 and the vertical burn test is kept at V-0 rating. In sample (d), the sizes of aggregates were large, but they were loose and fragile. The flame resistance is also worse than that of sample (c). However, these lath-like aggregates stayed together, which could guarantee most of the flame-retardant efficiency. In sample (e), more aggregates with moderate sizes appear, big aggregates are less. Lath-like aggregates were less, which could be inferred that when it was ignited, not only the size of carbon layer would decrease, but also the compactness of whole carbon layer would be influenced. As shown in sample (f), there were a few big lath-like aggregates, which directly lead the flame retardant rating to V-1.
Conclusion
Based on the results and analysis of LOI test, vertical burn test, and thermogravimetric test, the sample with 2 wt% SiO2 owned the best flame-retarded performance; According to the results and analysis of tensile and notched impact tests, the sample with 3 wt% SiO2 possessed the best mechanical properties except sample with pure IFR. Bringing all the information together, comparing with IFR/POE/PP composites, the sample with 3 wt% SiO2 was considered one with the best comprehensive characteristics.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.