
Abstract
The measured mechanical properties of carbon fiber/polyamide 6 (CF/PA6) laminates decreased with exposure time at 60°C and 100% relative humidity. Both the bending stiffness and the strength degraded to a level of about 65%, whereas interlaminar shear strength (ILSS) dropped to about 87% of the property values of the unexposed material. The bending stiffness and strength at −45°C are about 87% of the properties at room temperature, whereas at 115°C, the stiffness drops to 75% and the strength drops to 60% of the properties at room temperature. The ILSS values also drop to about 75% at both −45°C and 115°C. Extreme temperatures and longtime exposure to humidity of quasi-isotropic CF/PA6 laminates can thus reduce the bending stiffness and strength by up to 35% and the ILSS by up to 25%.
Keywords
Introduction
Thermal plastic olefin (TPO) based on carbon fiber (CF)/ethylene propylene diene monomer (EPDM) blends had generated considerable attention due to their wide industrial application: household appliances, automobiles, construction industry, and so on. 1,2 The relatively low cost and general availability of CF/EPDM TPOs had created a broad market. The composition of CF and EPDM components would determine the structure and the potential end use properties of CF/EPDM blends. A EPDM-rich blend would be used as a thermoplastic elastomer, while PA6-rich blends would be applied as rubber toughened plastics. Furthermore, the EPDM phase could be cross-linked under dynamic shear while maintaining the thermal plasticity of the blends via the dynamic vulcanization method, which opened up numerous advantages as a thermal plastic vulcanizate. 2,3
Polyamide 6 (PA6) was a semicrystalline thermoplastic polymer used for numerous engineering applications. 4 However, its heat distortion temperature was low, and it absorbed water easily for the presence of amide groups in the molecular chain, which deteriorated its mechanical properties and dimensional stability severely. In order to inhibit these shortages, EPDM, as a very well-known semicrystalline thermoplastic polymer for its high service temperatures, low creep, fairly low water absorption, quite high chemical resistance, and high rigidity, had been blended with PA6 to obtain a polymer alloy with outstanding properties. 5,6 However, the adhesion between PA6 and CF/EPDM phases was poor, and environmental degradation of the PA6-grafted CF/EPDM blend sliding under different frictional conditions was not found very well.
For a given composite material, the moisture absorption behavior was dictated by the conditions of temperature and relative humidity (RH). The composite laminates considered in this study were manufactured using a standard processing technique called autoclave consolidation. 6 –8 The test specimens were cut from a 10-mm-thick CF/poly(3-hydroxybutyrate-co-3-hydroxyvalerate) composite laminates with 52 vol% of CF. To study the effect of moisture and variable temperature, standard tests were performed to measure the material properties such as flexural stiffness and strength by three-point bending and interlaminar shear strength (ILSS) by short beam three-point bending. 9,10 Before the environmental exposure, all the test samples were dried, and during the environmental exposure, the weight increase (water uptake) was measured for every 500 h. Hence, the present article provides a very good insight about the environmental effect on properties like bending strength, stiffness, and ILSS of CF/PA6 composites. 6
In this study, we aimed to produce PA6-grafted CF/EPDM materials by twin screw extrusion to observe the effects of the fiber surface modification effect on the environmental degradation and mechanical properties of injection-molded composites. We also focused on the effects of incorporating polar groups by blending PA6 with EPDM to functionalize the polymeric matrix that was reinforced with High strength carbon fiber (HCFs), to observe the effects of improved interfacial adhesion between the fibers and the polymer matrix.
Experimental
Materials
PA6 and CF/EPDM were supplied by Yuyao Gaoke Modified Plastic Co. (Zhejiang, China). Density and melting temperature for PA6 and CF/EPDM were 1.14 and 1.35 g/cm3 and 220 and 285°C, respectively. PA6 and CF/EPDM were vacuum dried at 100°C for 12 h prior to use. CF was supplied by Lianyun-gang Zhongfu Shenying Carbon Fiber Co. Ltd (Lianyungang, China). It was polyacrylonitrile-based T300 CF powder with a particle size of 300 mesh.
Materials preparation
PA6-grafted CF/EPDM was prepared by melt compounding using a corotating intermeshing twin screw extruder. The blend composition was kept constant with 4 phr of organoclay and 5 phr of styrene–ethylene/butylene–styrene-g-maleic anhydride. Compounding was carried out at temperature ranging from 230 to 240°C. The screw speed was set at 70 r/min. The residence time for the blends in the extruder was 2 min. Prior to compounding, PA6 pellets and organoclay were dried using an oven at 80°C for 15 h. The extrudates were pelletized with the pelletizer. The pellets were injection-molded into standard tensile bars and flexural specimens using an injection molding machine (ARBURG ALLROUNDER 750–210 320 D, Melbourne, Australian). The barrel zone temperatures were set from 240 to 250°C and the mold temperature at 70°C. Prior to injection molding, all pellets were dried in an oven at 80°C for 15 h.
Mechanical testing
The three-point bending—to measure the flexural strength and short beam three-point bending were performed to measure the ILSS. The test standard used and the size of the specimens are summarized in Table 1. All the bending test specimens and ILSS test specimens are cut from good quality laminates manufactured by autoclave consolidation as explained in this section.
The test standard and the size of the specimens.

The flexural strength and modulus of the composite specimens before and after water immersion was determined using a three-point bending test following the standard ISO 14125: 1998. The dimensions of the test specimen were 500 × 25 × 10 mm3. A span of 400 mm, maintaining a span to thickness ratio of 40:1, was used. The load was applied midway between the supports. The deflections were measured based on the crosshead movements, and the crosshead speed applied was 10 mm/min. Each sample was loaded until the laminate showed clear failure and the average strength value was reported. The flexural strength, and modulus could be calculated by using equations.
The measured ILSS values decrease with all the exposure time intervals at 60°C and 100% RH and continue the same trend of decrease for the samples dried at 23°C and 50% RH for 6 months, and also slight decrease is shown for the samples completely dried to a level even lower than the ILSS for the material exposed to 60°C and 100% RH for 2500 h.
Results and discussion
The variations in the mechanical properties with respect to PA6 content in 15 wt% PA6-reinforced CF/EPDM composites are shown in Figure 1. The increase in tensile strength with increasing PA6 content was attributed to the increase in the adhesive bonding between the blends and CFs. The improvements of tensile properties with respect to the PA6 content could be explained by the increase in stiffening at the CF/EPDM matrix interface due to well-established adhesion. It could be concluded that increasing the amount of PA6 in HCF-reinforced composites over the amount of PA6 required had no significant effect on tensile properties. In the case of PA6-grafted CF/EPDM systems, the existence of stronger interactions between the matrix and PA6 could allow the debonding of the fiber instead of pullout; similarly, high energy may spread over a larger interfacial area.
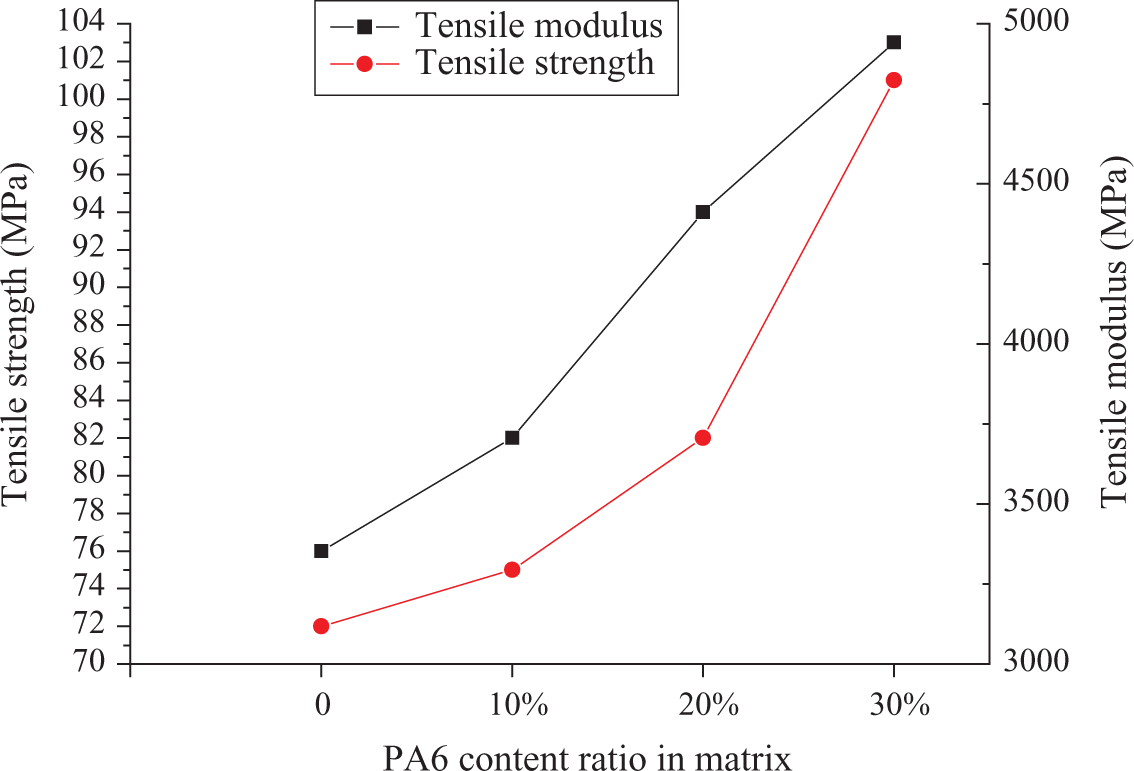
The tensile properties of CF/EPDM composites with the addition of PA6. CF: carbon fiber; EPDM: ethylene propylene diene monomer; PA6: polyamide 6.
Figure 2 showed that the tensile properties of PA6-grafted CF/EPDM composites filled with surface treated CF. The variation of tensile strength with respect to the fiber volume fraction in our study was linear, which proved the validity of the Kelly and Tyson equations for our system. Because of stress concentration at the ends of the fibers, matrix crack formation starts at these points. As the fiber concentration increases, more cracks form. The cracking at the beginning of the tensile test may be related to load transfer to fibers that connect the cracked regions. It was claimed in the literature that when the extent of cracking on the specimen reached, a critical level and the surrounding fibers and matrix could no longer support the increasing load, the failure of the specimen occurred in the weakest region. This type of cracking and failure was observed during testing. The introduction of PA6 into the CF/EPDM matrix also changed the mode of failure from a ductile nature to a brittle nature.
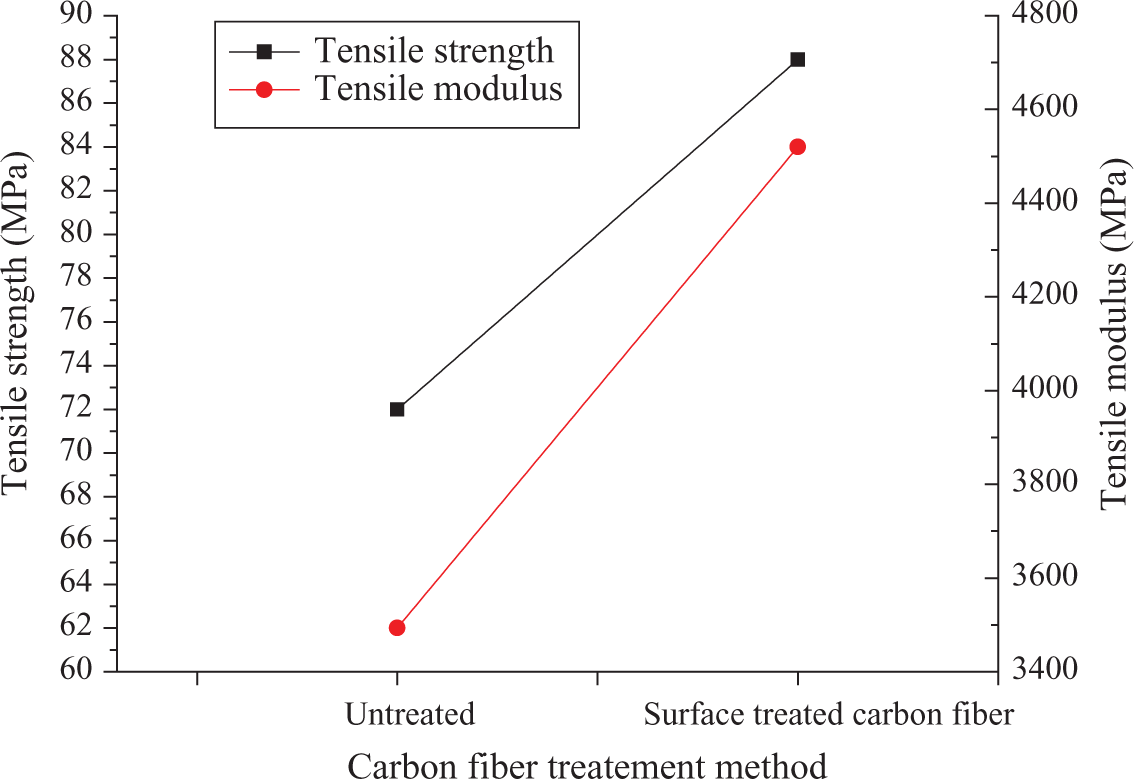
The tensile properties of PA6-grafted CF/EPDM composites filled with surface treated CF. CF: carbon fiber; EPDM: ethylene propylene diene monomer; PA6: polyamide 6.
Impact strength and hardness of PA6-grafted CF/EPDM composites are shown in Figure 3. It could be found that the impact strength of CF/EPDM filled with PA6 composites decreased as the content of PA6 fiber increased, which could be explained by the addition of rigid CF and poor compatibility between the PA6 fiber and polymer matrix. However, the changing trend of hardness was opposite to that of the impact strength. Figure 3 showed that the hardness of PA6-grafted CF/EPDM composites improved with the increase in PA6 fiber. The improvement of hardness could be explained as follows: under the action of compressive force, the thermoplastic matrix phase and the fiber filler would be pressed together, touching each other and offering resistance. Thus, though the interfacial bond may be poor, the interface could transfer load more effectively, resulting in the enhancement of their hardness. 11 –13
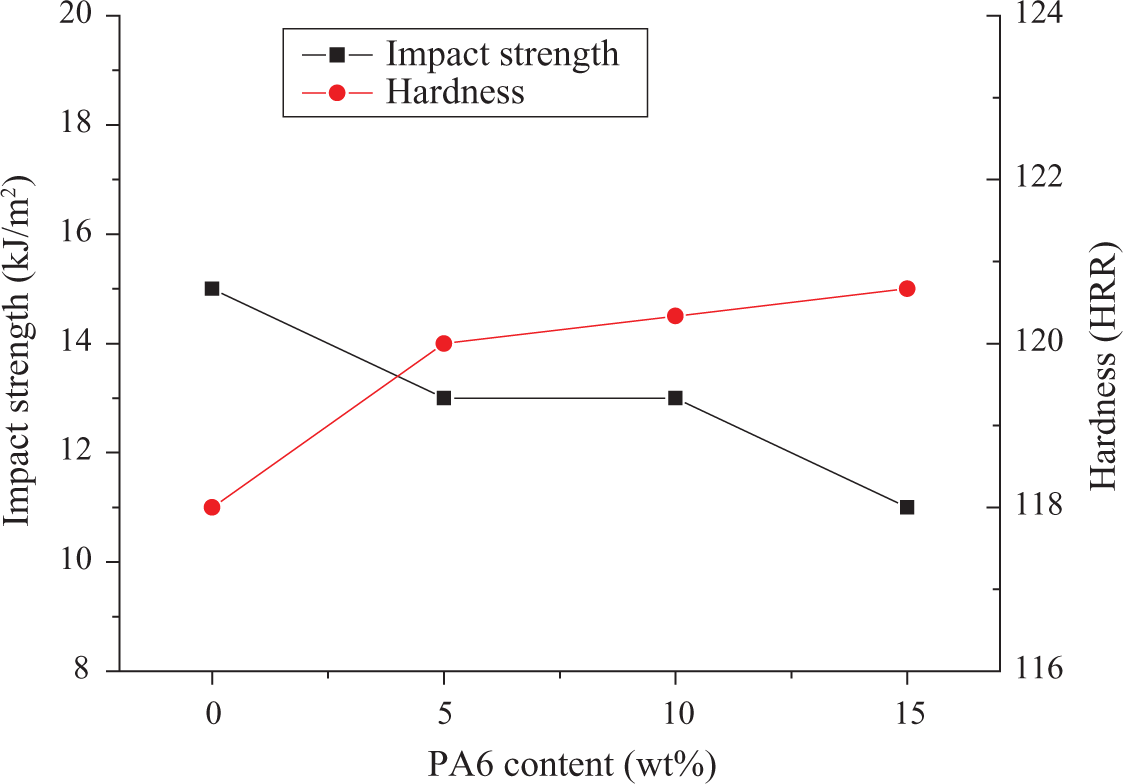
Impact strength and hardness of PA6-grafted CF/EPDM composites. CF: carbon fiber; EPDM: ethylene propylene diene monomer; PA6: polyamide 6.
The effect of water absorption on the tensile strength of CF/EPDM composites with PA6 fiber loadings at 20°C for melt mixed for different periods of time is depicted in Figure 4. It was found that at all fiber loadings, the composite tensile strength decreased with increase in immersion time. The absorption of moisture would plasticize the system and cause a reduction in tensile strength. When the fiber/matrix interface was accessible to moisture from the environment, the cellulosic fibers tend to swell. This was because the cellulosic fibers were hydrophilic and so could absorb water from the environment and could swell. This would develop shear stress at the interface, which favored ultimate debonding of the fibers, which in turn caused a reduction in tensile strength.
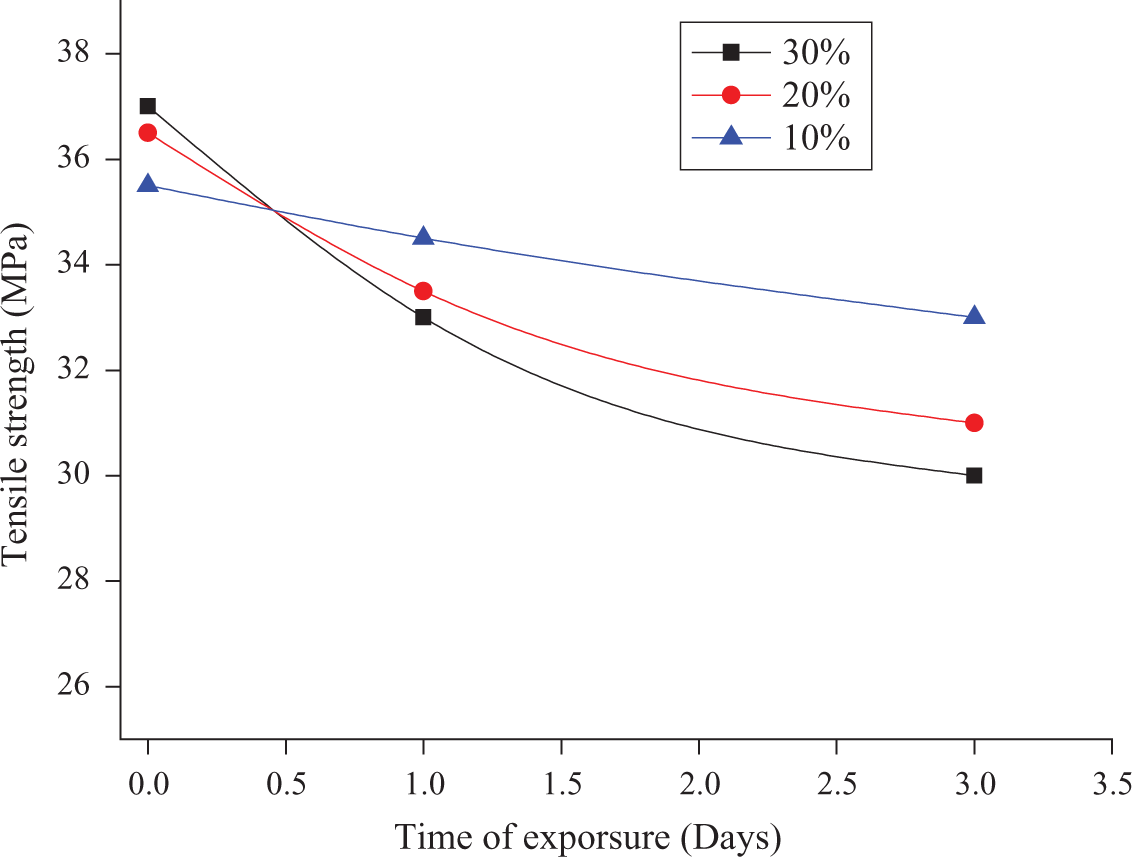
The effect of water absorption on the tensile strength of CF/EPDM composites with PA6 fiber loadings, temperature 20°C. CF: carbon fiber; EPDM: ethylene propylene diene monomer; PA6: polyamide 6.
The formation of surface cracked in the case of CF/EPDM after exposure to PA6 fiber for 3 months could be understood from scanning electron microscopic (SEM) photographs given in Figure 5(a) and (b). Figure 5(a) represented SEM photograph of untreated CF/EPDM and Figure 5(b) that of CF/EPDM after PA6 fiber exposure to 3 months. It was observed that the CF/EPDM sample was brittle after 3 months of exposure to UV radiation. Surface cracks could also be caused by thermal stresses during outdoor exposures due to the day–night variations in temperature or due to the assistance of tensile residual stresses that developed at the surface of some polymers during weathering. Crack propagation could be controlled to some extent by the addition of PA6 fibers to CF/EPDM.
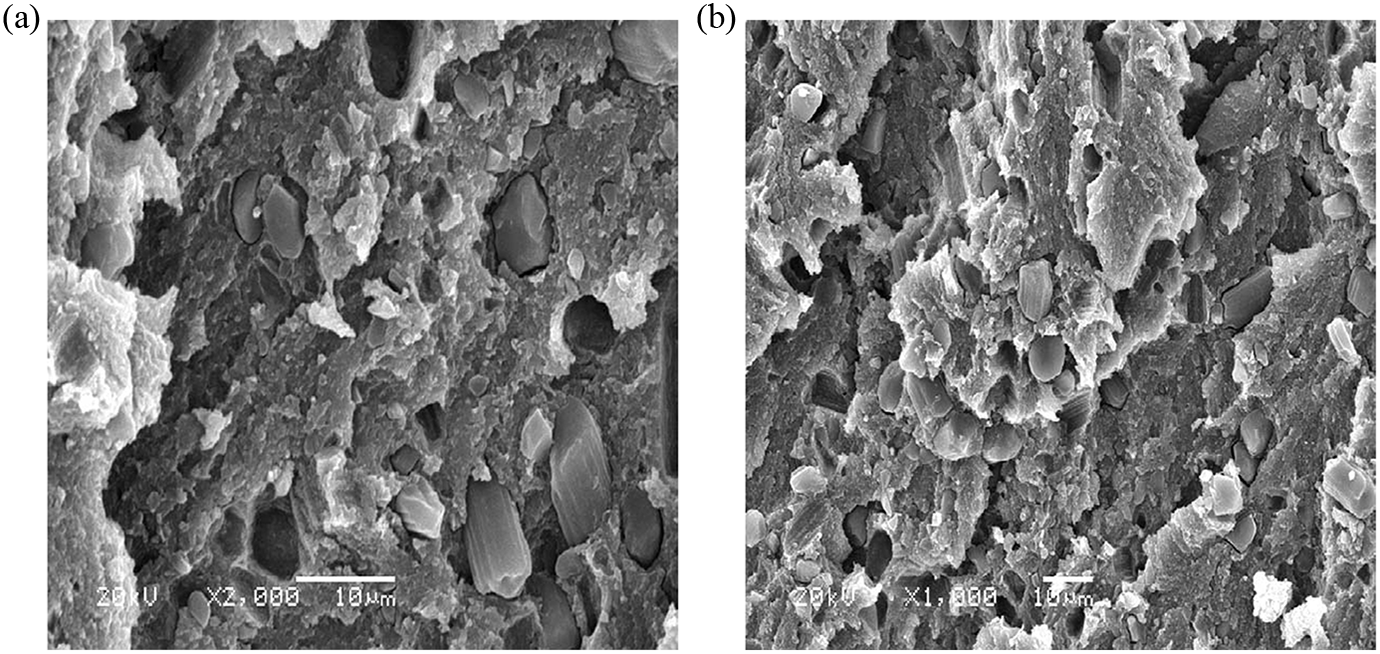
SEM photographs of (a) untreated CF/EPDM and (b) CF/EPDM after PA6 fiber exposure to 3 months. SEM: scanning electron microscopic; CF: carbon fiber; EPDM: ethylene propylene diene monomer; PA6: polyamide 6.
Conclusions
Being reinforced by CF, the strength, modulus, and hardness of the PA6 filling with CF/EPDM composites were improved apparently though breaking elongation rate and impact strength decrease to some extent. As the friction test going on, friction coefficient of PA6 filling with CF/EPDM composites increased rapidly in the early stage of slide and then tended to be stable, and the average friction coefficient of PA6 filling with CF/EPDM composites at the stable stage was lower than the pure CF/EPDM blend. As the CF content increased, wear rate of the CF/EPDM composites trended to increasing.
Also the work presented described the influence of various ageing conditions like water and effect of PA6 fibers on the mechanical properties of CF/EPDM composites. The water absorption characteristic of CF/EPDM composites was studied with special reference to fiber loading, fiber orientation chemical treatment, and temperature.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.