
Abstract
The article reports on the successful processing of flax-reinforced poly(lactic acid) (PLA) profiles by thermoplastic pultrusion into ‘sandwich’ structures consisting of commingled yarns as outer layers and layers of nonwoven material in the core section. The results showed that a good quality matrix impregnation was obtained. The profiles produced from only commingled yarns had higher impact strengths due to yarns in the middle of the profiles; the matrix of which did not melt during pultrusion. The flexural properties of the composites improved with increasing nonwoven layers. Good PLA impregnation improved the flexural properties. The tensile strength of the ‘sandwich’ structures was much lower than that of commingled yarn-based composites, this being attributed to the poor distribution of flax fibres and poor interfacial adhesion leading to poor stress transfer from matrix to fibres. Crystallinity decreased as the number of nonwoven layers increased presumably due to blockage of nucleating sites essential for crystal growth. The storage modulus of composites reinforced with commingled yarns was greater than that of the composites reinforced with ‘sandwich’ material, confirming effective transfer of stress from matrix to the commingled flax yarns and indicating that increasing nonwoven layers decreased adhesion between reinforcement and the matrix. The effects of a wide range of pultrusion process parameters on the mechanical properties of resulting profiles were investigated. Higher die temperatures (290°C) and lower pulling speeds (0.5 m min−1) improved the mechanical properties due to better melting and lower viscosity of the matrix, enabling increased penetration within the reinforcement. Flexural and tensile properties of microwave-heated samples were very low due to fibre degradation. Scanning electron microscopic images showed that fibre impregnation was good in ‘sandwich’ systems, but fibre distribution remained a challenge.
Introduction
Increasing demands for environmentally friendly products have led to intensive research in the areas of natural fibres, biopolymers and their composites. Biopolymer and natural fibres are witnessing resurgence of interest, predominantly due to two key reasons: (1) environmental concerns and (2) depletion of synthetic resources (scarcity and cost). 1 Attempts have been made to use natural fibres to replace glass fibres in composite materials in automotive industries. For example, flax, hemp, kenaf, jute and sisal fibres have been reported to offer a number of technoeconomical and ecological advantages over E-glass fibres. To list a few car manufacturers, who to some extent use natural fibres are Volkswagen, Audi, Mercedes, Opel GM., Ford, Fiat, Renault, Peugeot and Volvo. 2
Recent developments in materials, process control, quality assurance, low-cost-finished parts and broader applications have extended the growth in the use of pultrusion process. 3 –5 Pultrusion processing is one sector of the composites industry that is progressively growing. The main advantage of pultrusion technique over other composite production processes is that it provides a continuous production of profiles with constant cross-sectional area. Though this process was primarily developed for thermosetting matrices, pultrusion of thermoplastic matrices shows a growing interest, and considerable efforts have been made by the research community over the past decade. Apart from being solvent-free, the advantages associated with thermoplastic over thermoset matrices are improved mechanical performance, especially toughness, high temperature resistance, good chemical resistance, good recyclability, their ability to be post-shaped6,7 and a potential for higher production rate of pultruded profiles. 8 The challenges in thermoplastic pultrusion lie in achieving a good impregnation of the matrix into fibre reinforcement, the need for higher temperatures to melt the polymer in comparison with the usual temperatures required for thermoset curing, designing a suitable die for thorough matrix impregnation and achieving sufficient compaction and a good surface quality. In the early stages of pultrusion for thermoplastic polymers, many studies were focused on powder impregnated fibre bundles9,10 and prepreg tapes. 11 Due to the difficulty in achieving desired impregnation of the matrix into reinforcement, much of the work utilized commingled yarns as reinforcement. 12 –14 The commingling of reinforcing yarns with thermoplastic filaments or yarns offers the advantage of shortening the flow path of the thermoplastic melt to effectively impregnate the reinforcement, and thereby simplifying the die design, since no injection nozzle(s) and an impregnation chamber are needed. On the other hand, commingling is an additional step, which implies higher raw material cost and supply restrictions. Commingled yarns can be manufactured by two different techniques, namely, wrapped (twistless) and twisting. In the wrapping process, a relatively twistless core structure is wrapped around and held together by a wrapping filament. By twisting technique, both the reinforcing fibres and polymer yarns are softly twisted or entangled using air jet.
Thermoplastic pultrusion of commingled yarns requires a preheating step, after which the pultruded materials are pulled through an electrically heated die where the polymer fibres melt, fully impregnate and consolidate the natural fibres, before being compacted and cooled to room temperature in the cooling die. The composite profile is pulled through the die with the help of a pulling device placed at the end of the pultrusion line. Similar experimental set-up is also attempted by other research groups. 12,13 It is usual to achieve a required temperature as close as possible to the melting temperature of the matrix by the end of the preheating device, and design a consolidation die with a very short straight section. Mostly hot air blowing and in some cases contact heated copper pins have been applied as preheating techniques; however, the use of the latter technique may be difficult to adopt in processing natural fibre yarns due to their lower strength.
Lee and Springer undertook a comprehensive modelling study on microwave cure of fibre-reinforced composites. They investigated the microwave curing of glass and graphite fibre-reinforced epoxy composites. 15 Chen and Lee conducted similar investigations and studied microwave-assisted curing of two graphite fibre-reinforced composites. 16 In their findings, they concluded that the microwave interactions depended on the fibre orientation and sample geometry in a complex.
This work is focused on the pultrusion of twistless (wrapped) commingled yarns and nonwoven material composed of flax and thermoplastic PLA fibres. Two types of preheating techniques were employed in this work to produce rectangular profiles of PLA/flax composites, namely hot air blowing and microwave-assisted hot air blowing. To our knowledge, the application of microwave technique in thermoplastic pultrusion has not been tried before. In addition, several research studies deal with the optimization of pultrusion process parameters for industrial applications. Some of them reported the feasibility studies of using natural fibre commingled yarn-reinforced matrices, while others attempted to improve impregnation of natural fibres reinforcement. However, none of these studies have specifically addressed the processability of a combination of commingled yarns and nonwoven material as reinforcing elements in PLA matrix using pultrusion technique. This study also aims to explore the possibility of pultruding PLA/flax nonwoven materials and to identify attendant industrial benefits.
Experimental
Materials
The pultrusion experiments were carried out on two different types of flax/PLA materials, flax/PLA commingled yarns and flax/PLA ‘sandwich’ materials (composed of commingled yarns and nonwoven layers). The commingled yarns (1000 tex), trade name Biotex®, supplied by Composites Evolutions (UK) were used in this study. The commingled yarns had a fixed flax/PLA ratio of 40/60% by volume. Twistless flax fibres were held together by a wrapping PLA filament. According to the supplier, PLA with a melt flow index of 28 g for 10 min under 2.16 kg load at 230°C was used for wrapping flax fibres. For nonwoven material, cottonised flax fibres were opened first and then blended with PLA fibres, using flax/PLA ratio of 40/60% by volume. PLA fibres (1.65 dtex) were manufactured by NatureWorks and supplied by Dalian Impex International Trading Company Limited (China). The processed batch was needle-punched at 6 mm depth of penetration. Thermofusion was applied in the oven on the single layer of processed nonwoven material at 120°C prior to further assembling of the layers. Four single thermal bonded layers were combined together and then needle-punched at 10 mm depth of penetration. The resulted multilayered nonwovens appeared to be strong enough to withstand the rigour of the pultrusion process. About 32 m of nonwoven material was manufactured at CSIR Port Elizabeth facility and then sent to Frounhofer Institute of Chemical Technology (ICT), at Pfinztal in Germany for pultrusion.
Pultrusion experiments
The pultrusion experiments were conducted using two different types of reinforcements namely, PLA/flax commingled yarns and PLA/flax ‘sandwich’ (composed of yarns and nonwoven layers), the latter is shown in Figure 1.

Poly(lactic acid)/flax ‘sandwich’ (composed of commingled yarns and four nonwoven layers).
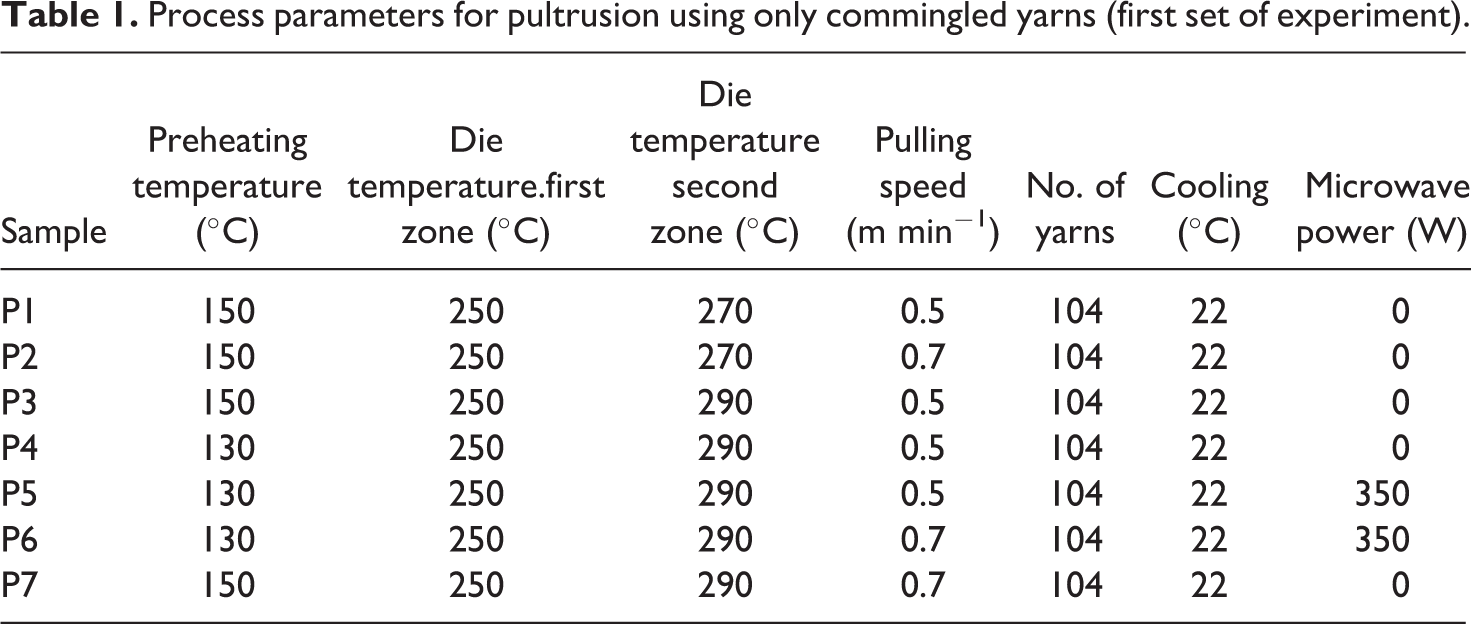
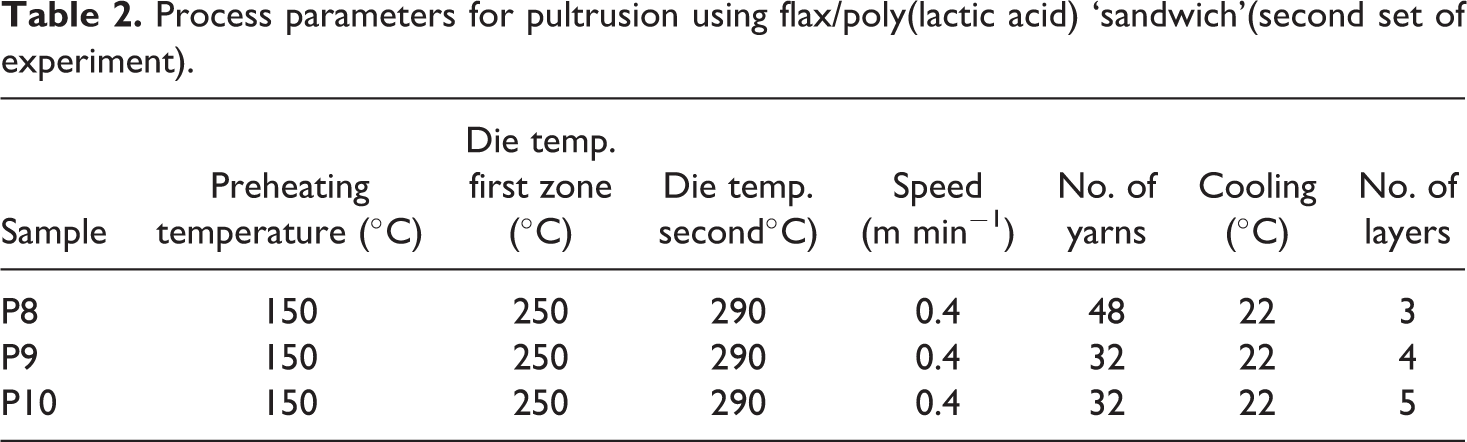
Two different preheating conditions were applied, the conventional hot air blowing system and the microwave-assisted preheating combined with hot air blowing system. The latter was used to investigate the effect of microwave heating on the mechanical properties of the resultant profiles. One set of experiments was carried out using commingled yarns only and the process parameters, such as pulling speed, preheating and die temperature were varied as shown in Table 1. On the other hand, another set of experiments was conducted using PLA/flax ‘sandwich’. The number of yarns and nonwoven layers were varied in order to investigate their effect on the mechanical properties of the resulting profiles. Table 2 shows the processing parameters for the second set of experiments. Rectangular profiles of cross section 30 × 3 mm (90 mm2) were manufactured using an assembled pultrusion line specifically designed for thermoplastic commingled yarns at Fraunhofer ICT, Pfinztal, Germany as shown schematically in Figure 2. Thermoplastic pultrusion of commingled yarns requires a preheating step, after which the commingled yarn bundles are pulled through an electrically heated die where the polymer fibres will melt, fully impregnate and consolidate the natural fibres, before being compacted and cooled to room temperature in the cooling die. The composite profile is pulled through the die with the help of a pulling device placed at the end of the pultrusion line (conveyor belt puller). Similar experimental assemblies have been described by other research groups. 12 –14 As shown in Figure 2, the bobbins of PLA/flax commingled yarns were positioned on a creel stand and then guided into preheating device. The preheating chamber can be heated with microwave heating, hot air blowing, or both heating mechanisms combined. The temperature inside the chamber can be controlled through heating elements located along the inner walls of the chamber. Figure 3 shows the schematics of the preheating device. The main purpose of microwave heating is to improve fibre drying. The system can handle microwave power input of 200–1000 W and hot air temperatures of up to 200°C. The length of the preheating zone is approximately 1 m.
Process parameters for pultrusion using only commingled yarns (first set of experiment).
Process parameters for pultrusion using flax/poly(lactic acid) ‘sandwich’(second set of experiment).
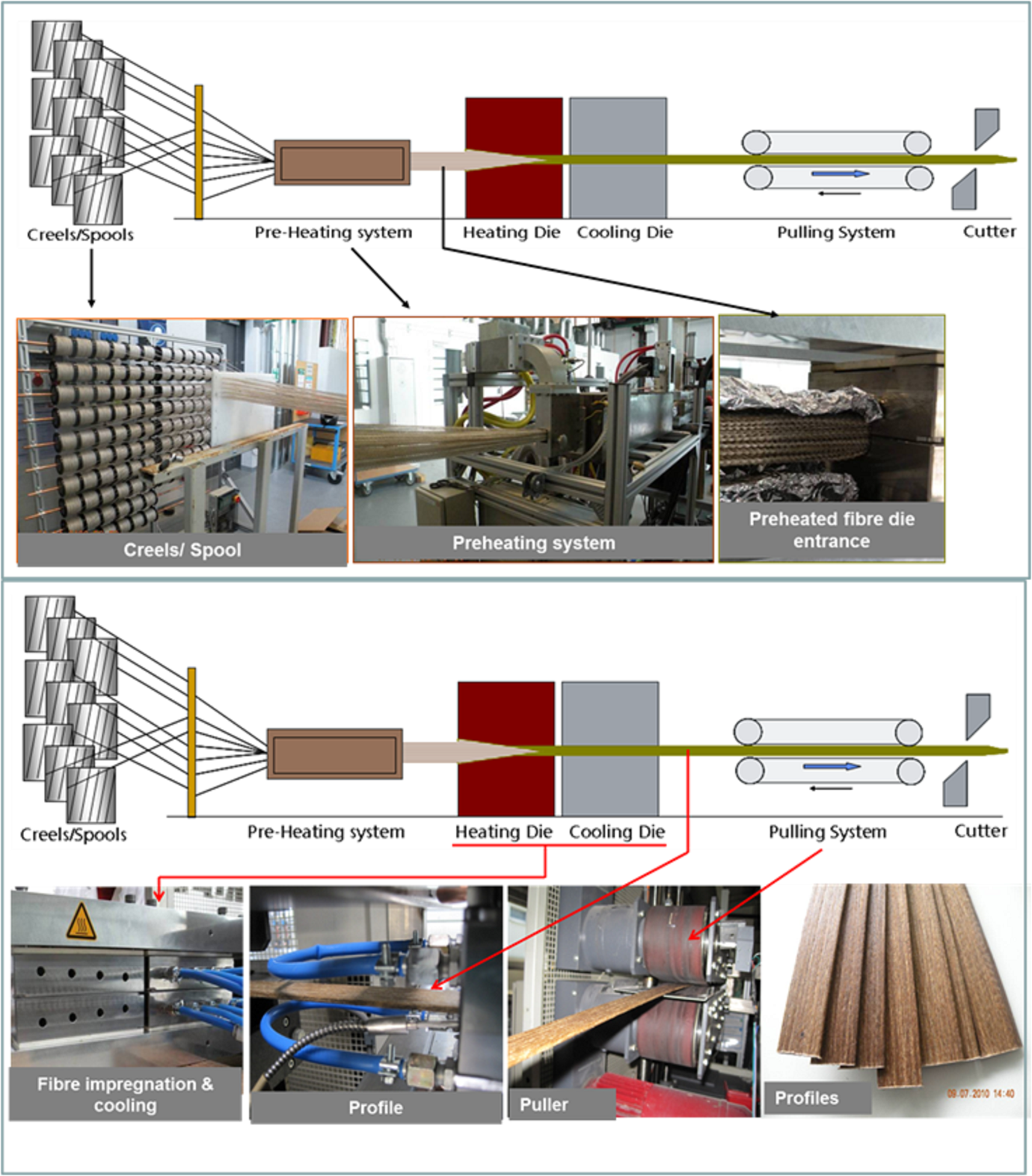
Schematic diagram of thermoplastics pultrusion.
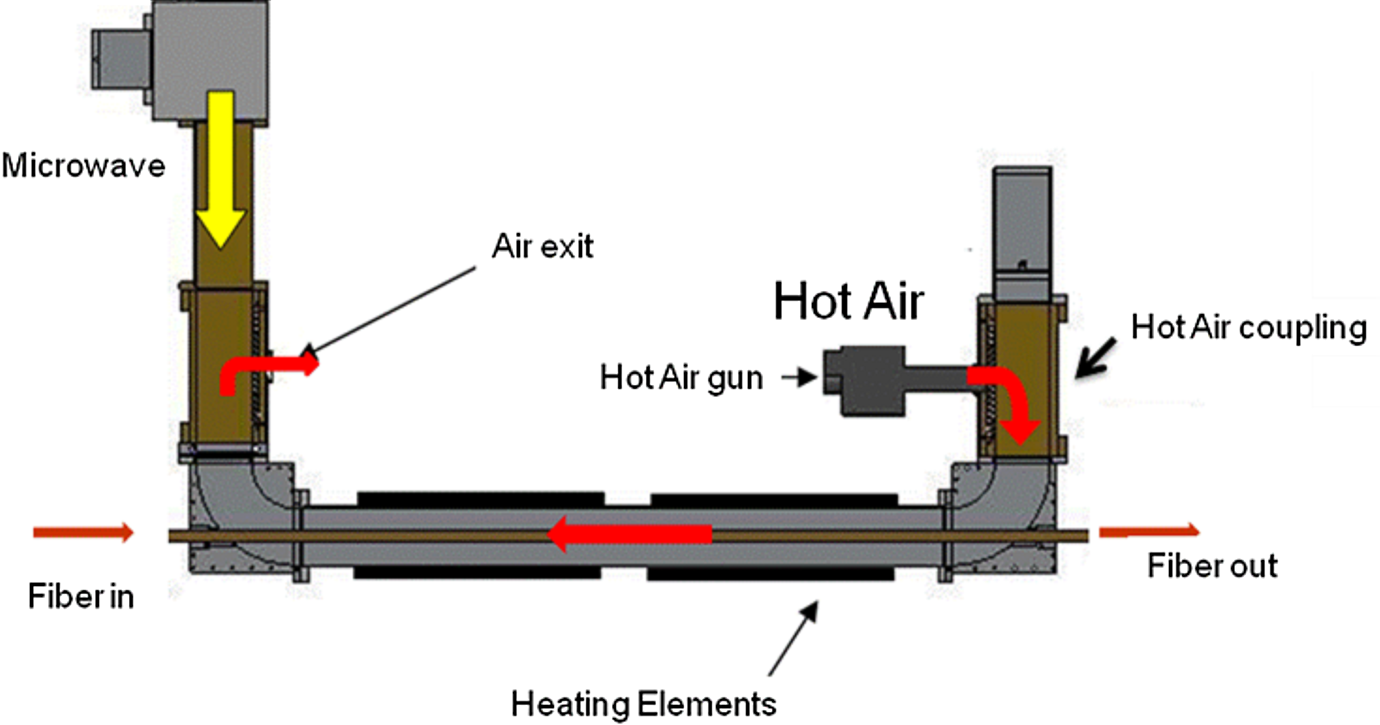
Schematic diagram of preheating system.
The melting point of the PLA fibres was determined as 167°C using a differential scanning calorimeter. Heating rate was maintained at 10°C min−1 measured from 0 to 300°C. The die assembly consists of a heating and a cooling die separated by a narrow gap. The dies are designed according to previously published studies. 12 –14 The heating and the cooling dies were designed as shown in Figure 4 with a cross section of 30 × 3 mm (90 mm2). The heating die has a length of 196 mm with an entrance radius of 3 mm and a tapered section (angle of 4°) of 156 mm, followed by a straight cavity measuring 40 mm in length as shown in Figure 4. The straight section is relatively long compared to the previous studies and was chosen to account for the larger cross section. The cooling die has a length of 196 mm and has the same cross section of 30 × 3 mm (90 mm2) throughout the length. Water channels were built in to allow for cooling. In all the experiments, the cooling die temperature was maintained at 20–22°C measured with infrared thermocouple. Both dies also have a cross section cavity of 3.5 × 70 mm (245 mm2) milled on the other side. During the experiments, it was observed that the profiles got stuck at the entrance of the cooling die due to swelling of PLA when it emerged out of the heating die. This problem was rectified by using the other side of the cooling die with a 3.5 × 70 mm (245 mm2) cross section. The produced profiles have a final cross section of around 30 × 3 mm (90 mm2) with a width wise variation of 0.5 mm and a final thickness between 3.3 and 3.5 mm depending on the processing parameters.
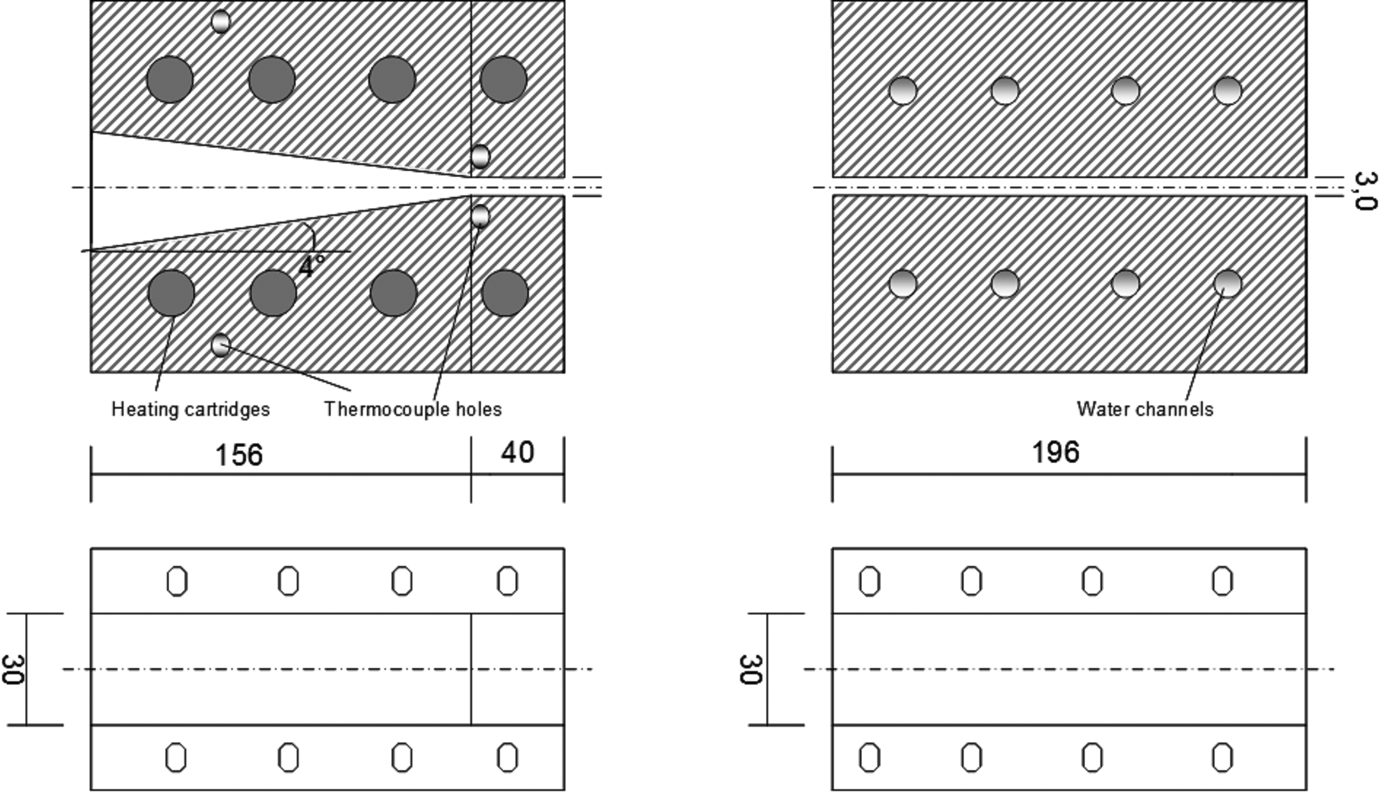
Schematic diagram of heating die (left) and cooling die (right).
For starting the process, only some of the commingled yarns were passed through the preheating chamber, the die assembly and then to the pulling machine. The heating die was switched on and the temperature was set to reach 250°C in the first heating zone, which was above the polymer melting temperature and at 290°C in the second heating zone. Then, the commingled yarns were pulled slowly (0.4 m min−1) to avoid degradation of the natural fibres from overheating. Simultaneously, the preheating unit was also switched on and the temperature was set to 150°C, just below the melting temperature of the polymer. Once the polymer started to melt in the die, the yarns were added slowly by pulling from the package. Due to the limited strength of the non-continuous natural fibres, the start-up process was very sensitive to this task and to the set point temperatures. The number of fibres theoretically needed to fill the cross section was calculated by considering the densities of the polymer and the flax yarns of 1.24 and 1.48 g cm−3, respectively. Filling the die cavity with as many yarns as theoretically calculated ensures good integrity, low void content and good impregnation of the fibres by the polymer matrix. However, complete filling may not be possible in practice, resulting in voids and weak interface between matrix and fibres. The calculation showed that 120 yarns would be required, but we were able to pull only 104 yarns for the designed die geometry. This would result in a slightly lower density of pultruded profiles.
Material characterization
Scanning electron microscopy
Scanning electron microscopy (SEM) studies were carried out using an FEI Quanta 200 (FEI Co., Eindhoven, the Netherlands) electron microscope operated at an accelerating voltage of 20 kV. The samples for SEM characterization were prepared by freezing them in liquid nitrogen before fracturing. Furthermore, the SEM samples were prepared by cutting the composites to expose the cross sectional area in order to expose fibre distribution and morphology.
Dynamic mechanical thermal analysis
Dynamic mechanical thermal analysis (DMTA) was carried out on a dynamic mechanical analyser (DMA8000, Perkin Elmer, USA) with dual cantilever at a frequency of 1 Hz. The dimensions of the composites tested were 5 cm and 1 cm in length and width, respectively. The test temperature ranged from 22 to 140°C, with a heating rate of 2°C min−1. The α-relaxation temperature (α r) was determined as the peak value of the tangent to loss angle (δ).
Tensile and flexural measurements
The tensile strength of the composite samples were measured according to ASTM methods D882 (E) using an Instron model 3369 testing machine (Instron, Norwood, Massachusetts, USA) at a strain rate of 10 mm min−1. To determine the flexural strength, 3-point bending tests were carried out according to ASTM D882 (E) using a universal testing machine (Instron, model 3369).
Water uptake
The water uptake was measured according to the ASTM standard test method for water absorption of plastics, ASTM (Designation: D 570-98 (Reapproved 2005)). The composite materials were dried in the oven at 50°C for 24 h, cooled in a desiccator and immediately weighed (w
0) to the nearest 0.001 g. The specimens were immersed in deionised water for 24 h at room temperature. After 24 h, the specimens were removed from water, wiped with a paper towel to remove water on the surface and immediately weighed (w
1) to the nearest 0.001 g. The water uptake of the pultruded samples was calculated using the following equation:
Thermal analysis
Differential scanning calorimetry (DSC) of the composites was carried out on a Diamond DSC (Perkin Elmer). Melting and crystallization behaviour of the pultruded profiles/composites were measured under nitrogen atmosphere using 8–8.5 mg of sealed sample placed in aluminium pans. Temperature was raised from 0 to 300°C at a heating rate of 10°C min−1. The percentage crystallinity (X
c) is calculated using the following equation.
17
–19
where ΔH
m is the measured heat of fusion from experiment, and
Results and discussion
Mechanical properties of composites
Impact strength
Figure 5 shows the impact strength of the pultruded composites. As the number of nonwoven layers in the reinforcement increases from three (sample P8) to five (sample P10), the lowest impact energy was registered for sample P10, and it was completely broken during the test. In general, impact energy decreases with increasing number of nonwoven layers (from three to five) in ’sandwich’ reinforcement. According to John-Jacob and Anandjiwala, the decrease in impact strength is explained by assuming that as the fibre–matrix adhesion improves, the slippage of the fibres from the matrix becomes difficult and the fibre breakage becomes a dominant mode of failure mechanism. 20 Fibre breakage results in lower energy dissipation; therefore, lower impact strength is registered. However, higher impact strengths were registered for the profiles produced from only commingled yarns as shown in Figure 5(a). According to Angelov et al., this is presumably attributed to the presence of yarns in the middle of the profiles whose matrix is not yet melted, and therefore, they act as ‘energy absorbers’. 7 Samples P1 (0.5 m min−1) and P2 (0.7 m min−1) show the effect of pulling speed. Higher impact strength was achieved at slower pulling speed as shown in Figure 5(a). According to Ma et al., the mechanical properties, such as impact strength, flexural properties and tensile properties increase with decreasing pulling rate. 21 At the same time, when the effect of pulling speed on the resulting profiles was explored further, sample P3 (0.5 m min−1) registered a higher impact strength than that for sample P7 (0.7 m min−1) because higher pulling speeds did not provide enough residence time for sufficiently preheating the material.
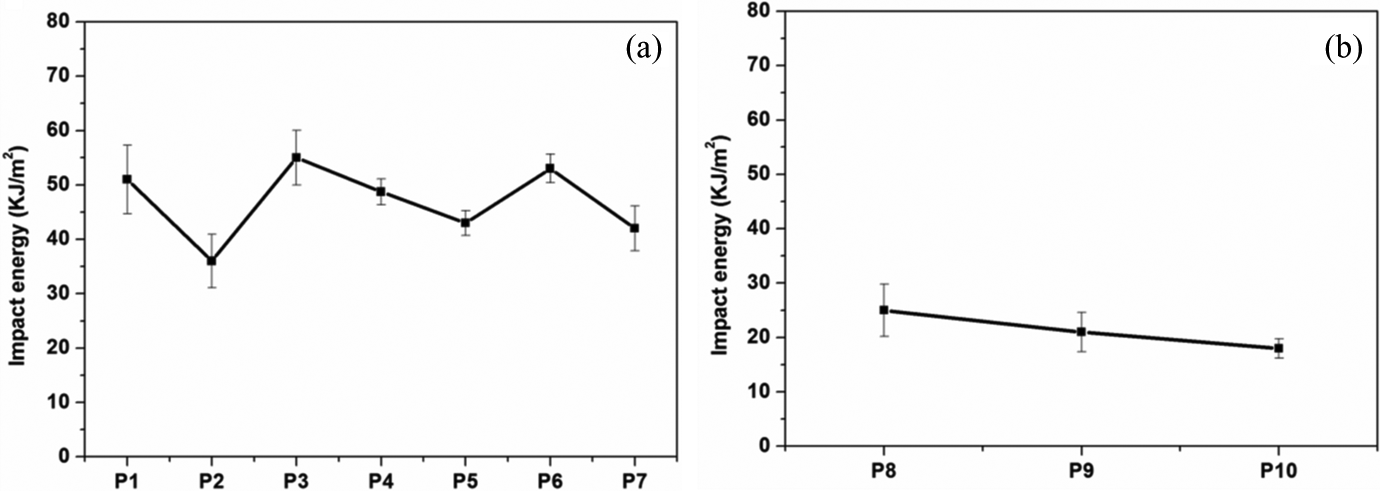
Impact energy of pultruded composites (a) PLA/flax commingled yarns, (b) PLA/flax commingled yarns and nonwoven material. PLA: poly(lactic acid).
On the other hand, the effect of die temperature was investigated (samples P1 and P3). Sample P3 (290 C) achieved a slightly higher impact strength than that of sample P1 (270 C) because at the higher die temperature the matrix melts better and its viscosity reduces further, which allows its increased penetration within the reinforcement and therefore higher impact strength results. Samples P3 and P4 showed the effect of preheating temperature; sample P3 (150°C) achieved higher impact energy than that of sample P4 (130°C). Two types of preheating techniques were used in this study to produce rectangular profiles of PLA-based composites, namely hot air blowing and microwave-assisted hot air blowing. Samples P4 and P5 investigate the effect of microwave-assisted hot air blowing system. Impact energy decreases with the use of microwave heating at a pulling speed of 0.5 m min−1 (sample P5). However, when the pulling speed was increased to 0.7 m min−1 (sample P6), the impact strength increases (Figure 5(a)).
Flexural properties of the composites
Figure 6 shows flexural properties of the pultruded profiles and the results suggest an opposite trend; flexural properties of the composites improved with increasing nonwoven layers for samples P8 to P10 (Figure 6(b)) with sample P10 displaying the highest flexural modulus. Good impregnation of PLA provides improved flexural properties. The effect of pulling speed was investigated (samples P1 and P2), and the results showed that a slower pulling speed allows more effective impregnation of PLA into reinforcing medium, thereby, improving the flexural properties of the pultruded samples. Alternatively, higher pulling speed may lead to insufficient consolidation time. The same effect was observed with samples P5 and P6 and samples P3 and P7, respectively. In addition, the effect of die temperature was examined (samples P1 and P3); sample P3 produced at higher die temperature displayed better flexural properties. Higher die temperature allows sufficient melting of the polymer and thereby better penetration within the reinforcement. Samples P3 and P4 showed the effect of preheating temperature (150 and 130°C). Previous published studies have shown the importance of sufficient preheating of the matrix on the final impregnation quality. 12,14 According to Kerbiriou and Friedrich, preheating temperature just below the melting point is the most appropriate. 12 Sample P3 exhibited higher flexural properties. The effect of microwave heating was investigated (samples P4 and P5) and the flexural properties declined with the microwave treatment. The microwave coupling might induce fibre degradation probably due to overheating.
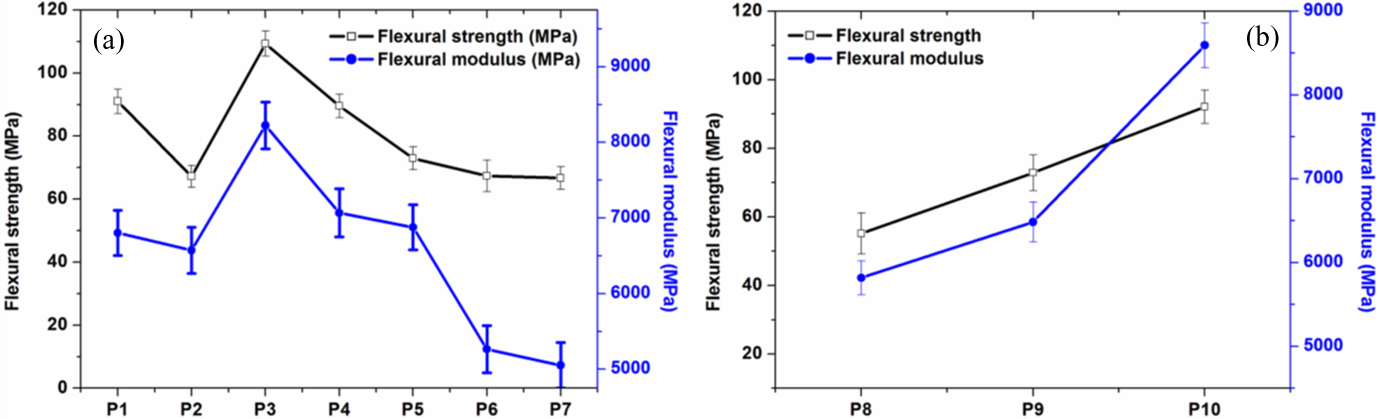
Flexural properties of pultruded composites: (a) PLA/flax commingled yarns, (b)PLA/flax commingled yarns and nonwoven material. PLA: poly(lactic acid).
Tensile properties of composites
Figure 7 shows tensile properties of PLA/flax pultruded composites. Experimental results showed an increase in tensile modulus for samples P1 to P5 and thereafter decrease slightly for samples P5 to P7 as shown in Figure 7(a). However, tensile strength displayed an opposite trend. Experiments were carried out using two sets of samples (P1 and P2; P3 and P7) to investigate the effect of pulling speed. In both the cases, the results showed that slow pulling speed produced profiles with higher tensile strength. Similar results were reported by Ma et al. 21 Samples P1 and P3 showed the effect of die temperature, and the results revealed that sample P3 (290°C) exhibits a lower tensile strength than that of sample P1 (270°C). Samples P3 (150°C) and P4 (130°C) showed the effect of preheating temperature and sample P4 (130°C) achieved a relatively higher tensile strength than that of sample P3 (150°C). Tensile strengths of the microwave-treated samples (P5 and P6) were very low (Figure 7(a)). On the other hand, the tensile strength of the ‘sandwich’ structures (Figure 7(b)) were relatively much lower (samples P8, P9 and P10). The decrease in tensile strength is probably due to poor distribution of flax fibres and poor interfacial adhesion in the sandwich structure which lead to poor stress transfer from the matrix to the fibres.
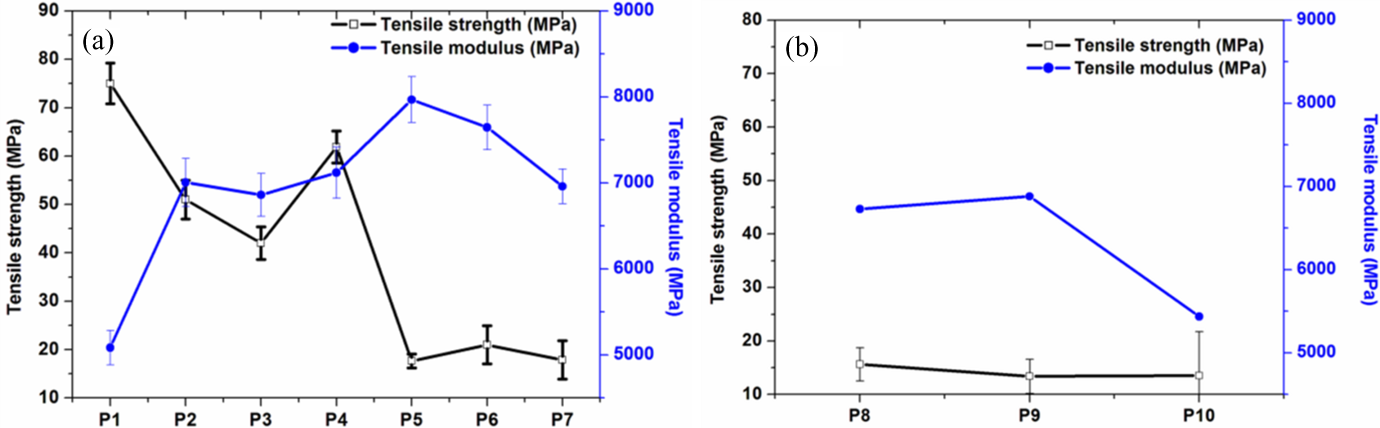
Tensile properties of pultruded composites: (a) PLA/flax commingled yarns, (b)PLA/flax commingled yarns and nonwoven material. PLA: poly(lactic acid).
Water uptake properties
In natural fibre-reinforced composites, fibres are hydrophilic and matrix materials are normally hydrophobic in nature. In view of the most prospective applications of the natural fibre-reinforced composites, it is necessary to study the behavior of composites with respect to exposure to humidity. Figure 8 shows the water uptake values of PLA-based composites. Water uptakes of the composites reinforced with nonwoven material were much higher (samples P8, P9 and P10). The percentage water uptake increased with increasing nonwoven layers. This may be due to the fact that nonwoven materials are more exposed hence the value of water absorption is higher. Otherwise, the rest of the pultruded composites reinforced with only commingled yarns showed almost similar resistance towards water absorption as shown in Figure 8 (Samples P1–P7).
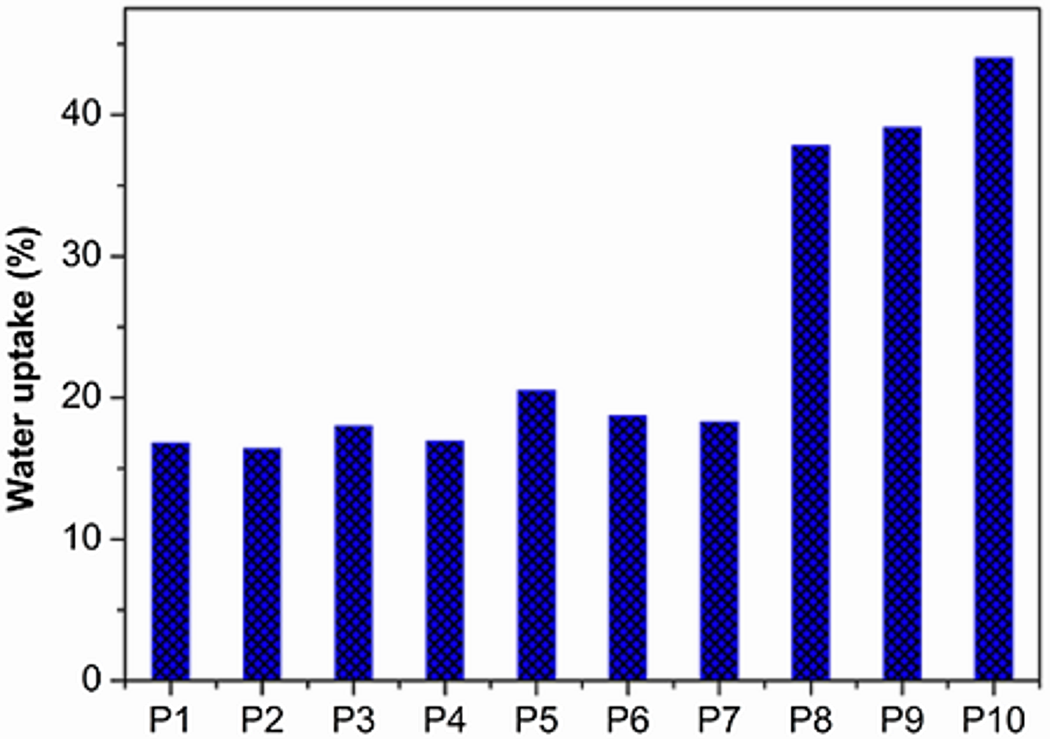
Water uptake of PLA/flax composites. PLA: poly(lactic acid).
Thermal properties of composites
A quantitative analyses of DSC results showing glass transition temperature (T g), melting temperature (T m), percentage crystallinity and crystallization temperature of PLA-based composites are shown in Table 3. The melting enthalpy of 100% crystalline PLA was taken as 135 J g−1 as reported by others. 19 Crystallization in polymers is known to be influenced by a number of factors: (1) chain linearity, (2) absence of bulky substituent and (3) presence of strong intermolecular attraction. 22 The crystallinity of pure PLA before making composites is around 20% as shown in Table 3. The results showed that the addition of commingled yarns does not affect crystallinity of composite samples (P1–P7); therefore, one can conclude that crystallinity of PLA is not affected by the pultrusion process (Table 3). However, from Table 3, it is clear that the presence of nonwoven layers (samples P8–P10) has a significant effect in reducing crystallizing tendency of PLA/flax composites. As the number of nonwoven layers increased, the crystallinity changed only marginally. The decrease in crystallinity in these cases is presumably due to the blockage of nucleating sites, which are essential for crystal growth. The melting temperature of the neat PLA is 167°C and that of PLA-based composites is about 165–170°C. These observations are consistent and match with the values for PLA reported by others. 17,18 The experimental results showed that the T m remains the same after the addition of commingled yarns. However, the melting points increased after incorporation of three layers of nonwoven material to commingled yarns and an additional peak emerged at lower temperature of 147°C as shown in Table 3 (Samples P9 and P10). This additional peak may be due to the history of thermal pretreatment of the nonwoven PLA/flax material.
Percentage crystallinity, T g, T cc and T m of the pultruded samples.
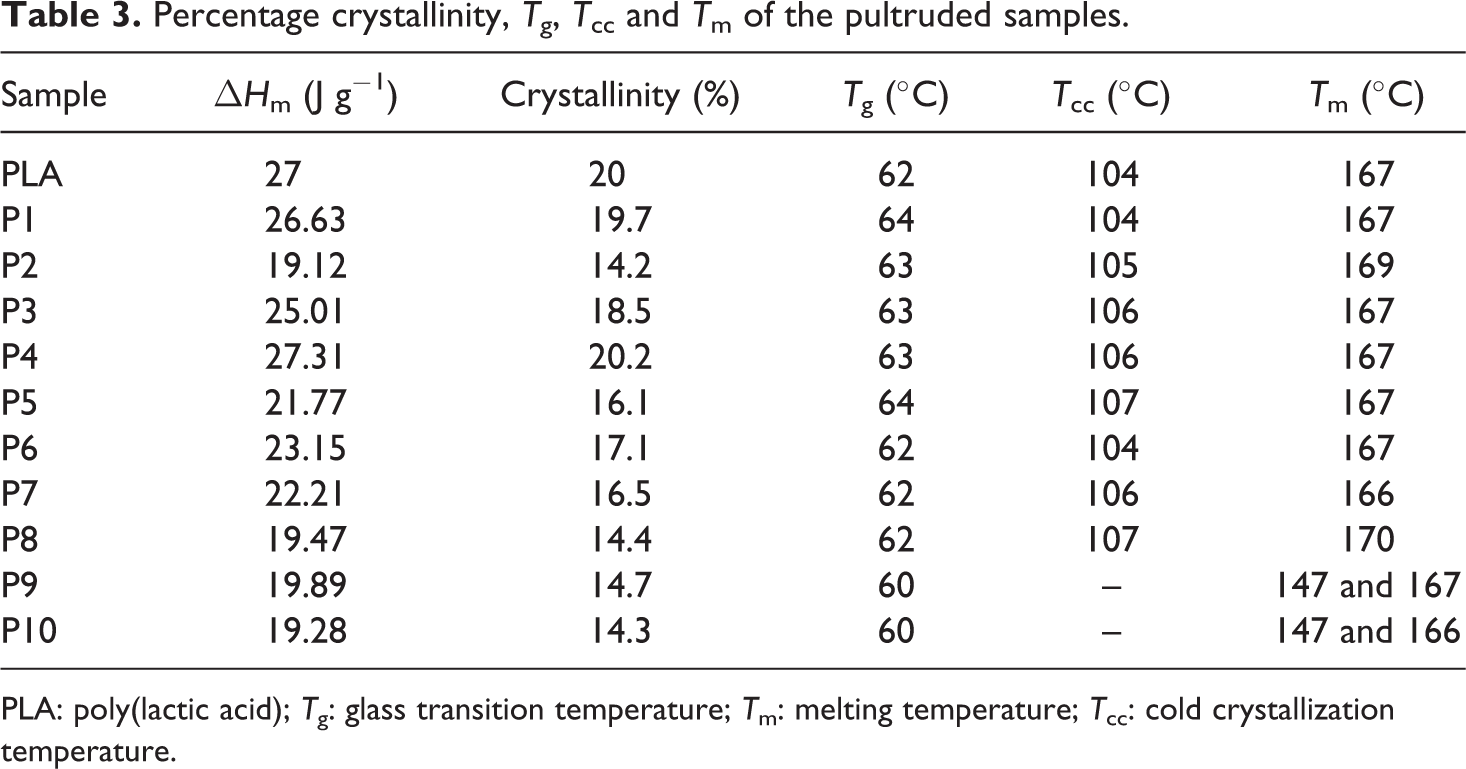
PLA: poly(lactic acid); T g: glass transition temperature; T m: melting temperature; T cc: cold crystallization temperature.
The T g of PLA-based composites was evaluated using loss modulus curves (Figure 9(a)). Neat PLA showed a T g value of 62°C. Also, PLA-based composites showed T g between 60 and 64°C. T g values of PLA/flax commingled yarns are nearly the same as that of neat PLA. Nevertheless, the T g value decreased slightly with the incorporation of nonwoven layers. In composites, increment in T g suggests improvements in stiffness of the composites. The addition of nonwoven layers negatively affects the mechanical properties of pultruded composites as discussed in the mechanical properties section above. The changes in T g values after the addition of nonwoven layers may be attributed to poor miscibility. Impact strength measurements showed that samples P8, P9 and P10 have lower impact energy. Oyama postulated that polymer-based materials with high impact energy exhibit high T g values, which implies that impact energy increases with the increase in crystallinity and our results are in agreement with his claims. 23 Cold crystallization (T cc) values were observed to be ranging between 104 and 107°C (Table 3).
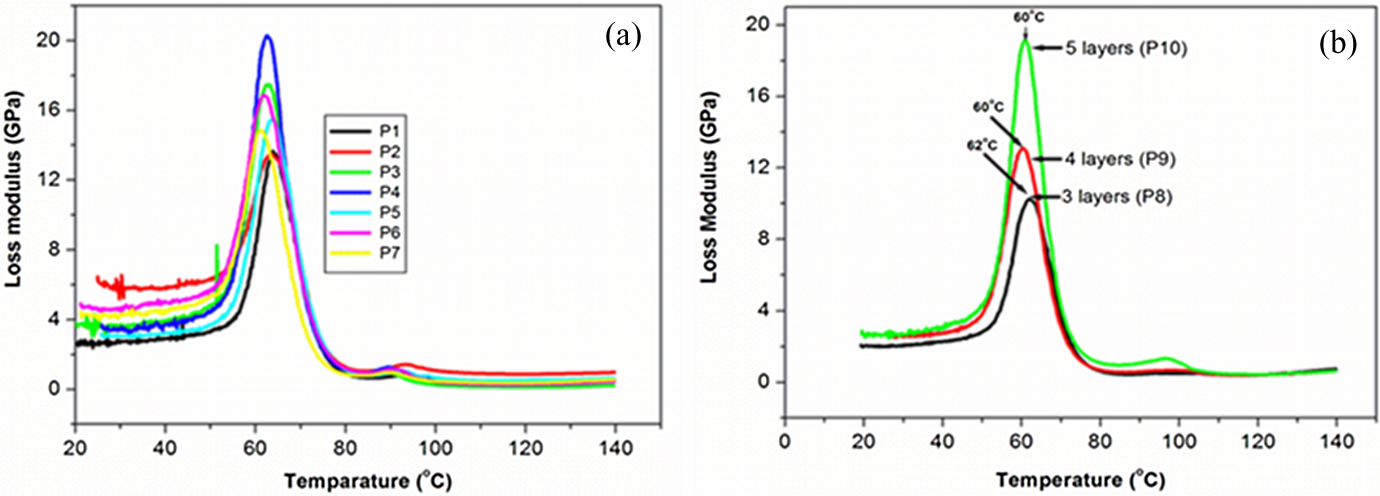
Loss modulus curves of PLA-based composites (a) commingled yarns, (b) commingled yarns and nonwoven layers. PLA: poly(lactic acid).
Thermomechanical properties of composites
Thermomechanical behaviour of pultruded composites has been characterised by DMTA. Figures 9 and 10 show the loss and storage moduli of PLA-based composites; respectively. Samples P1 and P3 investigate the effect of die temperature. Storage modulus increases with the increase in die temperature, which implies improvements in stiffness. In addition, measurements of impact energy showed that sample P3 achieved higher impact strength than sample P1. This suggests that higher die temperature (290°C) facilitates polymer melting process, which results in better matrix impregnation and quality of the product.
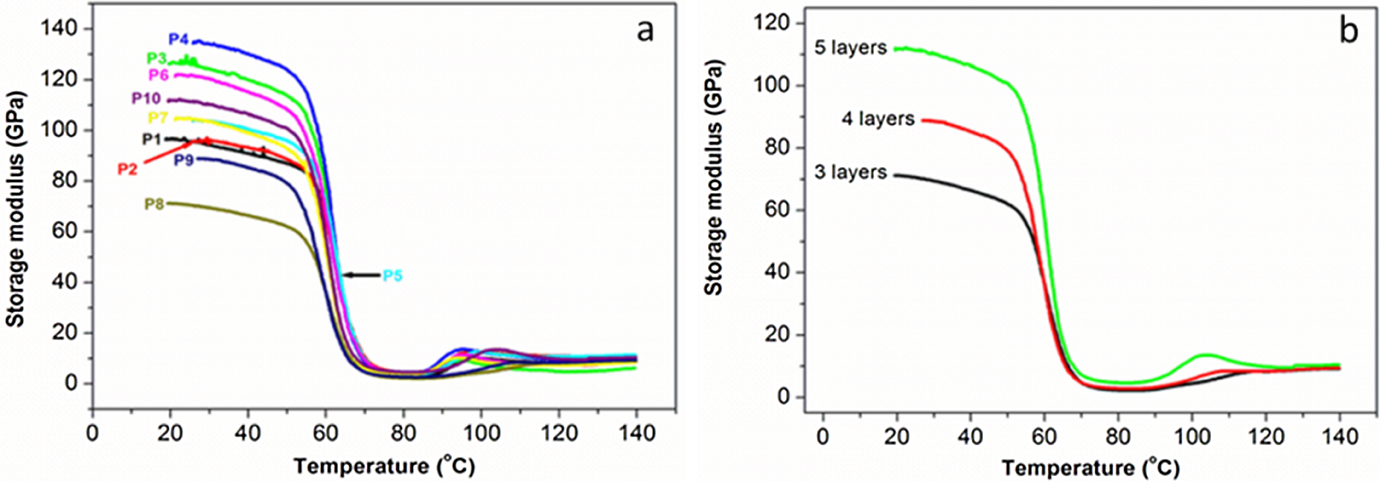
Storage modulus of PLA-based composites (a) commingled yarns, (b) commingled yarns and nonwoven layers. PLA: poly(lactic acid).
Samples P3 and P4 investigate the effect of preheating temperature; sample P4 displayed the highest storage modulus as shown in Figure 10. The effect of microwave heating was examined by observing the results of samples P4 and P5; sample P5 displayed a decline in storage modulus due to microwave heating. However, when the pulling speed was reduced, the storage modulus for sample P6 was increased. This means that the microwave effect must be optimized to obtain the best results. The power of microwave energy of 350 W may have been too high to just remove the moisture from the fibres and may have caused local overheating, which resulted in the degradation of flax fibres. Samples P7 and P3 show the effect of pulling speed. Lower pulling speed allows effective fibre reinforcement and thereby enhancing stiffness. The storage modulus of composites reinforced with commingled yarns is greater than that of the composites reinforced with ‘sandwich’ materials, which confirms effective transfer of stress from the matrix to the commingled flax yarns. The distribution of flax fibres on PLA polymer in the ‘sandwich’ structures is uneven as demonstrated by SEM images (Figure 15); therefore, poor transfer of stress occurs. The results also show that the storage modulus increases with increasing number of nonwoven layers. Figure 11 shows a plot of dynamic loss (tan δ) as a function of temperature for samples P5 and P6. The microwave treatment affects the damping behaviour of the pultruded samples, the damping amplitude is reduced and the peak is shifted to higher temperature as shown in Figure 11(b).
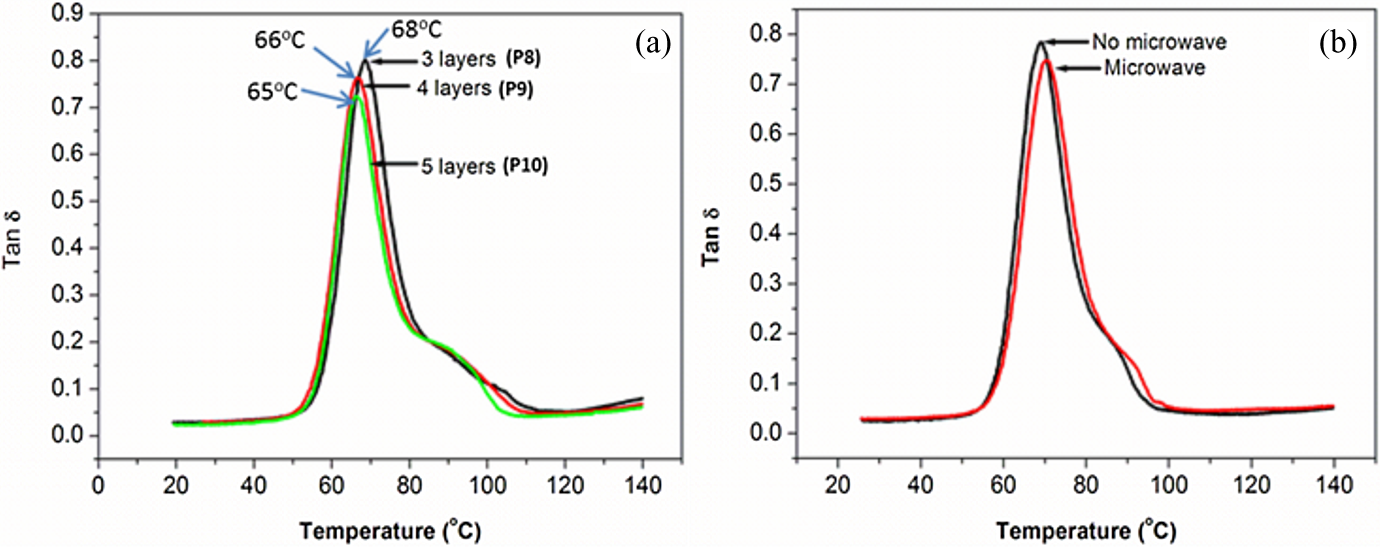
Tan δ of PLA/Flax composites (a) Effect of number of nonwoven layers; (b)microwave effect. PLA: poly(lactic acid).
Impact energy results as discussed earlier confirm this effect (Samples P4 and P5). Figure 11(a) presents a plot of dynamic loss (tan δ) as a function of temperature for samples P8, P9 and P10. It can be observed that the peak intensity decreases with the increase in number of nonwoven layers in reinforcement. From Figure 11(a), it is also apparent that the peak shifted towards lower temperature. This suggests that as the number of nonwoven layers increases, interfacial adhesion between reinforcement and the matrix weakens. These results are in agreement with (Figure 9(b)), in which sample P8 (three layers) displayed the highest T g value suggesting improved interfacial adhesion. Sample P8 shows a peak at 68°C, which is associated with α-relaxation temperature, T α. It is clear from Figure 11(a) that T α decreases with increasing number of nonwoven layers.
Morphology and structure
The diameter of flax fibres in pultruded samples was measured using SEM. A closer inspection of an individual fibre in Figure 12 reveals a fibre diameter of approximately 10 μm.
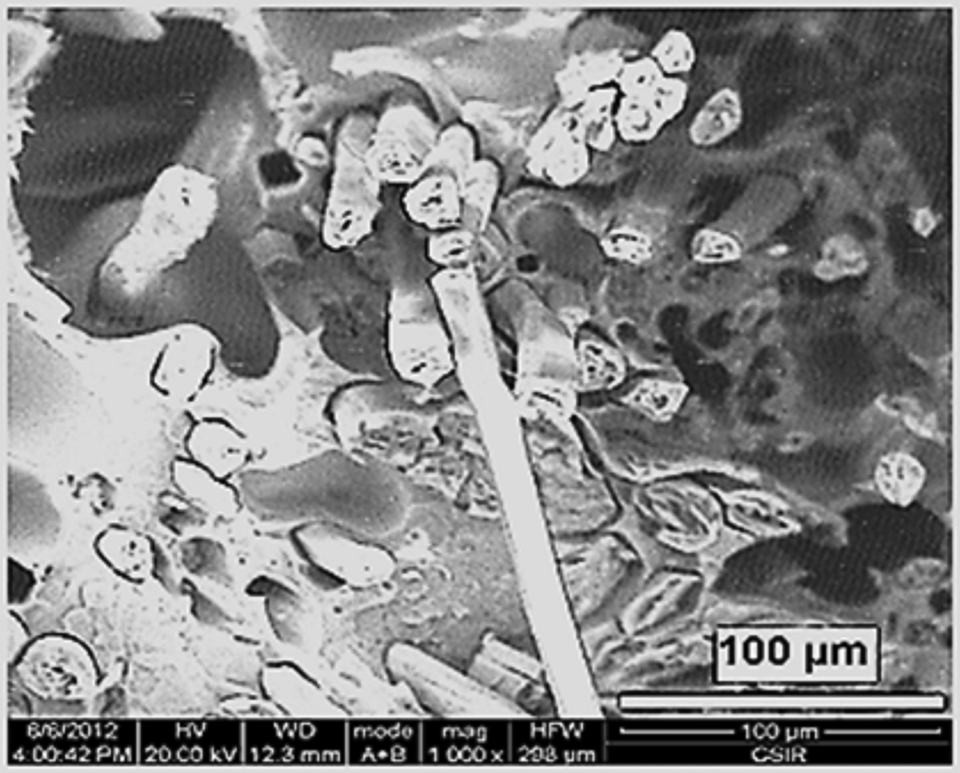
Scanning electron microscopic image of PLA/flax systems (commingled yarns only). PLA: poly(lactic acid).
SEM analysis of samples (P1, P3) as shown in Figure 13 demonstrates that at low die temperature, fibre pull out is visible, which implies a weak bonding between matrix and fibres.
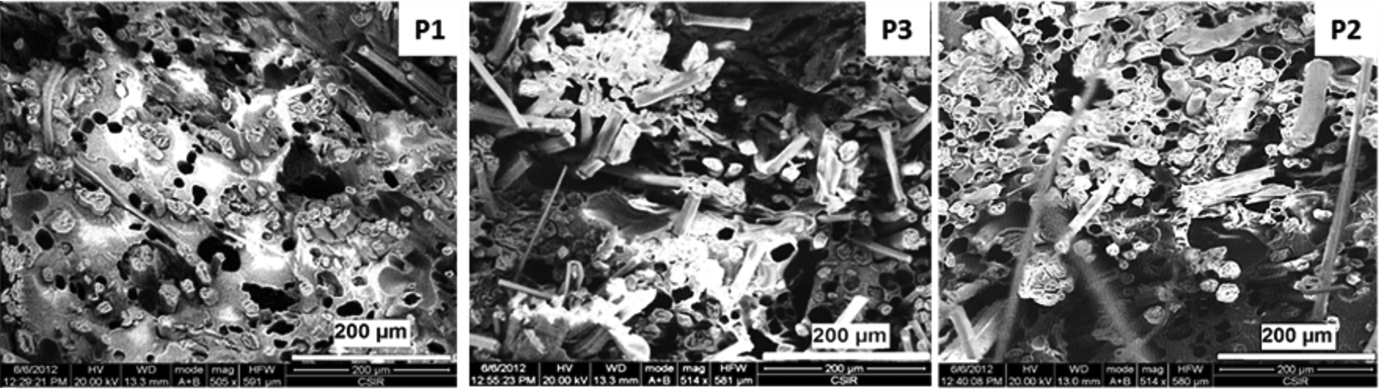
Scanning electron microscopic images of PLA/flax systems showing the effect of die temperature: P1(270°C) and P3 (290°C) and the effect of pulling speed P1 (0.5 m min−1) and P2 (0.7 m min−1). PLA: poly(lactic acid).
The effect of pulling speed was investigated (samples P1 and P2) and the images showed that slower pulling speed improves polymer melting. The results on flexural properties revealed that a slower pulling speed allows more effective impregnation of PLA into reinforcing medium and so improves flexural properties of the pultruded samples, whereas higher pulling speed leads to insufficient consolidation time. The effect of die temperature was also examined (samples P1 and P3). Figure 6 suggested that sample P3 produced at higher die temperature displayed better flexural properties. Higher die temperature is required to sufficiently melt the polymer and improve fibre impregnation. In addition, samples P3 and P4 demonstrate the effect of preheating temperature and SEM images revealed no significant changes in fibre distribution.
The effect of microwave heating was also examined and the SEM images showed less coating of matrix onto the fibres and a high concentration of fibres clustered together as shown in Figure 14 (samples P5 and P6). The effect of microwave heating was found to be effective at higher pulling speed (sample P6), low pulling speed induced fibre degradation. The microwave-treated samples look uniform throughout the fractured cross sections. The addition of nonwoven material resulted in poor distribution of fibres on PLA resin (samples P8, P9 and P10) as shown in Figure 15. In agreement with DSC results (low T g values suggest a decline in stiffness of the composites), the addition of nonwoven layers negatively affected the mechanical properties (impact strength and tensile strength) of pultruded profiles.
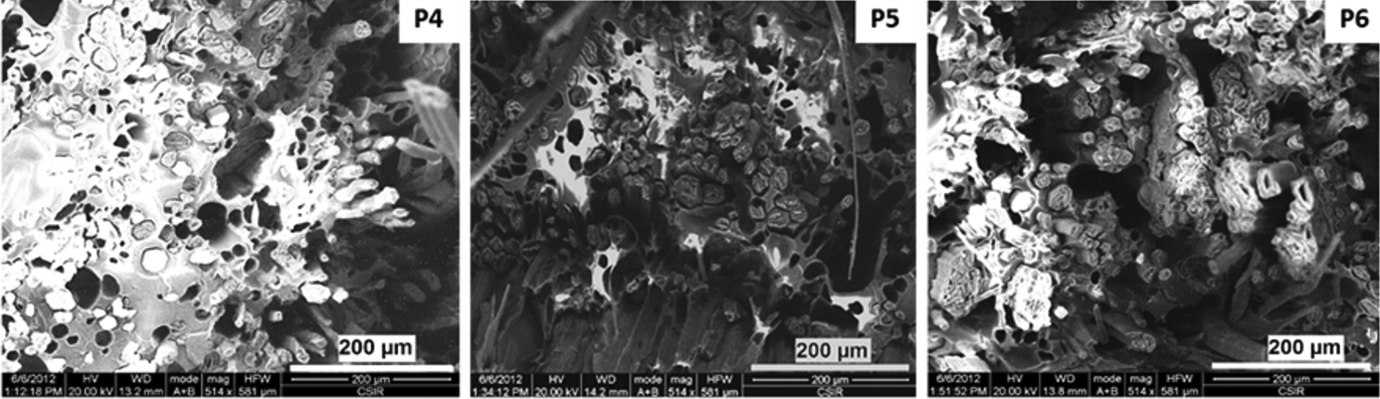
Scanning electron microscopic images of PLA/flax composites showing the effect of microwave heating P4(0) and P5 (350 W) and effect of pulling speed P5 (0.5 m min−1) and P6 (0.7 m min−1). PLA: poly(lactic acid).
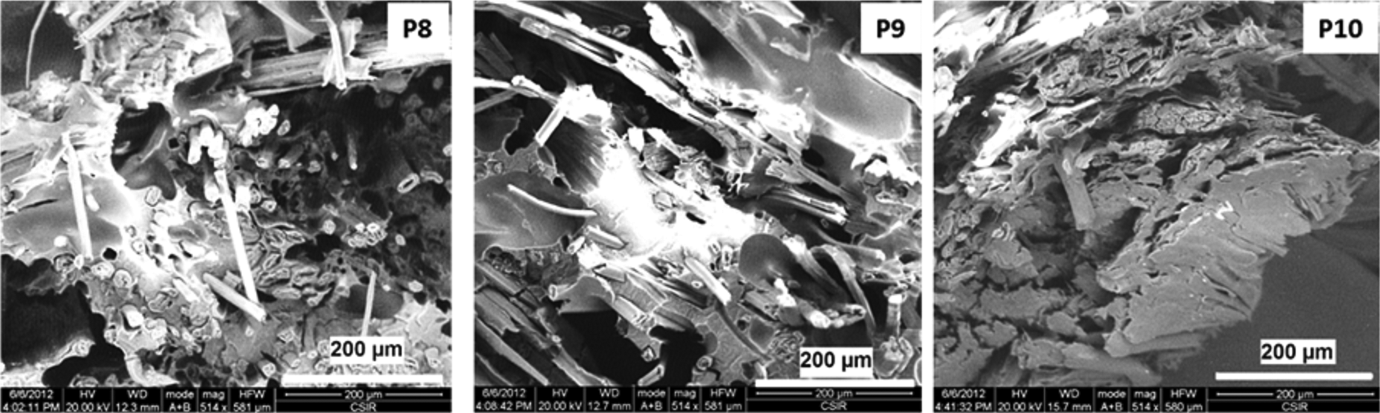
Scanning electron microscopic images of PLA/flax composites: effect of number of nonwoven layers in a ‘sandwich’ reinforcement: P8 (three layers), P9 (four layers) and P10 (five layers). PLA: poly(lactic acid).
Summary
In this work, we have studied the pultrusion of PLA/flax commingled yarns and PLA/flax ‘sandwich’ material (consisting of nonwoven layers and commingled yarns). This was the first attempt to pultrude PLA/flax commingled yarns and ‘sandwich’ materials. A ‘sandwich’ structure of commingled yarns as outer layers and nonwoven material layers in the core section was successfully pultruded and the experimental results on impact energy revealed that a good quality of matrix impregnation was obtained. The profiles were completely broken after impact test; therefore, lower impact energy was registered for ‘sandwich ‘materials. However, higher impact strengths were achieved for profiles produced from only commingled yarns presumable due to the presence of yarns in the middle of the profile whose polymer is not yet melted during pultrusion. Flexural properties of the composites, on the other hand, improved with increasing nonwoven layers and good impregnation of PLA gives rise to improved flexural properties. However, the tensile strength of the ‘sandwich’ structures was relatively much lower, which is probably due to poor distribution of flax fibres and poor interfacial adhesion in the sandwich structure, which lead to poor stress transfer from the matrix to the fibres. A strong dependence of profile quality on the processing parameters was observed both by mechanical testing and by SEM imaging. SEM has shown that though fibre impregnation is good in ‘sandwich’ systems, fibre distribution remains a challenge. SEM images also showed good and uniform matrix impregnation through the whole cross section of pultruded profile, but still further improvement in bonding between the matrix and fibres is desirable, for example, by incorporating some bonding agent and/or compatibilizer. The use of microwave preheating combined with hot air blowing allowed better impregnation and less coating of polymer onto the fibres. A decrease in thermomechanical properties after microwave treatment suggests that the application of microwave energy may cause local overheating and some fibre degradation; therefore, the use of microwave for drying the raw materials must be optimized according to the other processing parameters set. High die temperature (290°C) and slow pulling speed (0.5 m min−1) allow proper polymer melting and therefore resulted in improved properties of the produced profiles. A combination of commingled yarns and nonwoven material may prove to be a good material to be processed by pultrusion; however, further research must be carried out to improve fibre distribution and matrix penetration.
Footnotes
Acknowledgements
The authors acknowledge the assistance of Mrs Lydia Boguslavsky and Mr Mlando Mvubu for preparation of nonwoven fabrics. This research was conducted under South Africa – Germany bilateral programme by National Research Foundation of South Africa (UID 70221) and the International Bureau of the German Federal Ministry of Education and Research at the German Aerospace Centre (SUA 08/024).
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.