
Abstract
Basalt-reinforced composites are recently developed materials. Basalt fiber (BF) as inorganic filler and polyamide-6 (PA6) as organic filler are characterized by mechanical properties analysis and morphology examination for polytetrafluoroethylene (PTFE) matrix blends. Effects of different filler content on tensile strength and impact strength are proposed. It is observed from scanning electron microscopic studies that addition of BF and PA6 are beneficial in increasing mechanical strength via increasing the interface-dispersed phase. The optimum tensile properties of BF content were at 10 wt% for PTFE composite. The optimum impact properties of PTFE/PA6/BF composite on melt mixing conditions were obtained at PA6 content was 4 wt% for PTFE/PA6/BF composite. The results showed a significant improvement in mechanical properties of PTFE/PA6/BF ternary blend composite, and it is useful for the development of an applicable theoretical constitutive composite materials model.
Instruction
In the present times, the use of composite structures is becoming more and more important, and their use has been reported in aerospace, automobile, high-temperature wiring, structural, tribological, and biomedical applications, and so on. 1 –3
Polytetrafluoroethylene (PTFE) is used as a common engineering material for small high-performance parts and its availability from several manufacturers. 4,5 Although PTFE has received little attention in the open literature for the last 25 years, its structure is complex and lack mechanical data. PTFE exhibits useful mechanical properties over the widest temperature range of any polymer. PTFE retains useful mechanical properties at temperature from −260 to 260°C for continuous operation. It is insoluble in all common solvents and is resistant to almost all acidic and caustic materials. PTFE has, amongst the highest resistivity of any material, a very high dielectric strength and low dielectric loss. The coefficient of sliding friction between PTFE and many engineering materials is extremely low and when sintered with wear reducing compounds, industrially important class of bearing materials are formed. Coupled to its low coefficient of friction and chemical stability, PTFE is almost impossible for other materials to adhere to. However, pure PTFE is subjected to marked cold flow under stress and reveals higher wear rate than other semicrystalline polymers. Different types of composite materials have recently been introduced and studied in different scales from macro- to nanocomposites. A possible solution to enhance the mechanical properties of polymer composite can be represented by the hybridization with inorganic fillers. Hybridization may offset the disadvantages of one component by the addition of another fiber. Some researchers 6,7 shows that the mechanical properties were improved by incorporating Polyamide-6 (PA6) particles into the PTFE matrix. The surface tension of PA6/PTFE composite was increased due to the higher polar surface tension of PTFE.
PA6 is a semicrystalline thermoplastic, and it has been widely used in engineering applications due to its outstanding mechanical properties, processability, good resistance to solvents, high strength, ease of fabrication and processing, and high wear resistance. 8 However, PA6 also exhibits some disadvantages such as low heat deflection temperature, high water absorption, and dimensional instability. In response to demands for high performance material, various fiber reinforcements, such as glass, carbon, natural fiber, and liquid crystalline polymer are frequently added to polyamides. In general, the incorporation of discontinuous fibers into PA6 leads to a dramatic increase in stiffness, strength, and fracture toughness. Consequently, short glass fiber-reinforced polyamides find applications for under-the-bonnet automobile parts and in related industries where high performance materials are essential.
Basalt-reinforced composites are recently developed materials. Basalt fiber (BF) is inorganic fiber produced from a mineral of volcanic origin, dark or black. It is environmentally friendly, its rocks are heavy, tough, and resistant, and they can present a porphyry, microcrystalline, or glassy structure. BF is a valid alternative to carbon fibers and glass fibers. The manufacture process of this type of fiber is similar than that of glass fiber with less energy consumed and no additives, which make it cheaper than other carbon fibers and better strength than glass fibers. 9 Considering short- and long-fiber–reinforced composites, together with the more diffused glass and carbon fiber, other kinds of reinforces have been introduced and discussed in the literature, such as aramid, ceramic, and polyamide, but also natural fibers as flax, hemp, or sisal. The mechanical properties of a fiber–polymer matrix composite are controlled to a large extent by the efficiency of the bonding at the fiber–matrix interfacial boundary. The principal function of the interface is to facilitate the transfer of stress from fiber to fiber, across the matrix. In order to use basalt-reinforced composites for structural applications, it is necessary to perform a mechanical characterization. Although some BF-reinforced composites are studied, 10 –12 such as PEEK/BF, PEEK/BF/GPPS, BF/PBS, BF/PLA, and so on, BF and PA6-reinforced PTFE composite is not reported.
In this study, how to reinforce the mechanical properties of PTFE matrix-filled BF is analyzed. In order to improve the interfacial strength of BF-filled PTFE composite, PA6 was added. This article focuses on the tensile response and impact behavior of PTFE/PA6/BF. Some insights into the fracture mechanisms of the ternary composite are also given. The results are useful for the development of an applicable theoretical constitutive model.
Experimental
Materials and composite preparation
Single-component PTFE powder (FR002A, Shanghai 3F New Material Co., Ltd, Shanghai, China) with the following specified properties was obtained: average particle size of 0.1–0.5 μm; bulk density of 1.5 g/mL; tensile strength of 30 MPa; elongation of 500%; melting point of 327°C; extrusion pressure of 9.7 MPa; thermal instability index of 20; and moisture of 0.03%. To ensure that the PTFE does not agglomerate, it should be cooled below its transition temperature (19°C) prior to handling and transporting. A typical commercial container should be cooled to <15°C for 24–48 h to assure temperature uniformity throughout the container.
The PA6 with M w of 3.5 × 104 and melt index of 22 g/10 min and density of 1.12 g/cc used in this study was purchased from Shanghai Mei Shan Plastic Co., Ltd. (Shanghai, China).
BF used in this study is a kind of commercial continuous BF and was used as received from Hengdian Group Shanghai E'jin Basalt Fiber Co., Ltd. (Shanghai, China). The diameter of the single wire of fiber is 17–20 μm, the tensile strength is 4100–4500 MPa, the density is 2800 kg/m3, and the lengths are approximately 15 mm.
Preparation process
To prepare the composites, the BF, PA6, and PTFE with different contents (BF: 5 wt%, 10 wt%, 15 wt%, 20 wt%, and 25 wt%; PA6 particles: 2 wt%, 4 wt%, 6 wt%, 8 wt%, and 10 wt%) were mixed and pressed at room temperature at 20 MPa. Then the composites were cast on a stainless steel plane, and the solvent was evaporated slowly at 80°C under ambient atmosphere for 2 h.
Mechanical properties
Tensile tests were carried out according to ASTM D638 using a Universal Testing Machine (Model: Instron 5566, Instron Co., Norwood, MA, USA) at a crosshead speed of 10 mm/min. The gauge length used for tensile test was 115 mm.
The impact tests were carried out using an IMATEK instrumented falling-weight impact analysis system (Model: DWT 40-42, Imatek Ltd, LinkedIn, UK) with a specimen support. Tensile and impact strength tests of the specimens were carried out. For each test and type of the composite, eight specimens were tested and the average values are reported.
Results and discussion
Tensile performance of PTFE/BF composite
Figure 1 shows plots of tensile tests against percentage BF for the PTFE/BF composites. It can be seen that the tensile strengths and Young’s modulus of the two groups of composites increases with the increasing BF content until the BF content is 10 wt%. Then the tensile strength decreases with the increasing BF content. From the study of the tensile properties, it can be concluded that the optimum BF content was at 10 wt% for PTFE/BF composite. Moreover, the modified BF would have better dispersion in matrix rather than pure PTFE sample. Accordingly, it is expected that the less agglomeration BF should play an important role in increasing the Young’s modulus and tensile strength. However, the inclusion of low content of BF in PTFE results in a drop of tensile strength. These results demonstrate that appropriate content of BF possess reinforcement effect on tensile properties of PTFE matrix. It is generally agreed that, at high BF loading, it is more difficult for the resin to penetrate the decreasing spaces between the fiber and resin composite powders, leading to poor wetting. Hence, a reduction in the stress transfers efficiency across the fiber–resin interface.
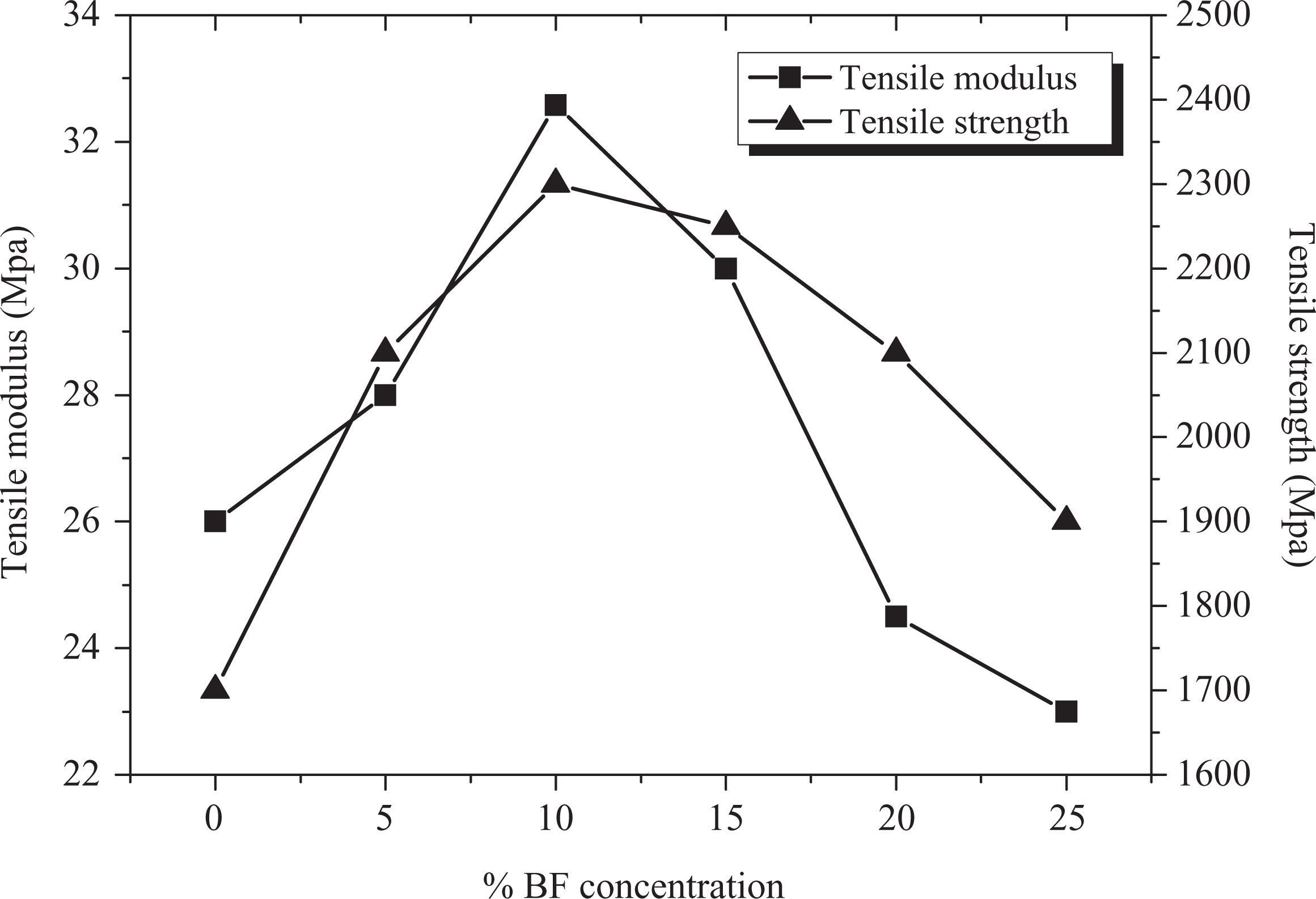
Tensile properties of PTFE/BF composites for various BF content. PTFE: polytetrafluoroethylene; BF: basalt fiber.
Figure 2 shows the effect of PA6 content on tensile performance for 10 wt% PTFE/BF composite. PA6 might act as a dispersing agent between polar fiber and apolar matrix resulting in better dispersion of the blends. Irrespective to the content of PA6 used, strength values obtained were improved. It was found for PTFE/BF composites that addition of 10 wt% of PA6 to the kinetic mixer increased tensile strength by 140%. Thus, the addition of PA6 is valid to get a composite with higher mechanical properties.
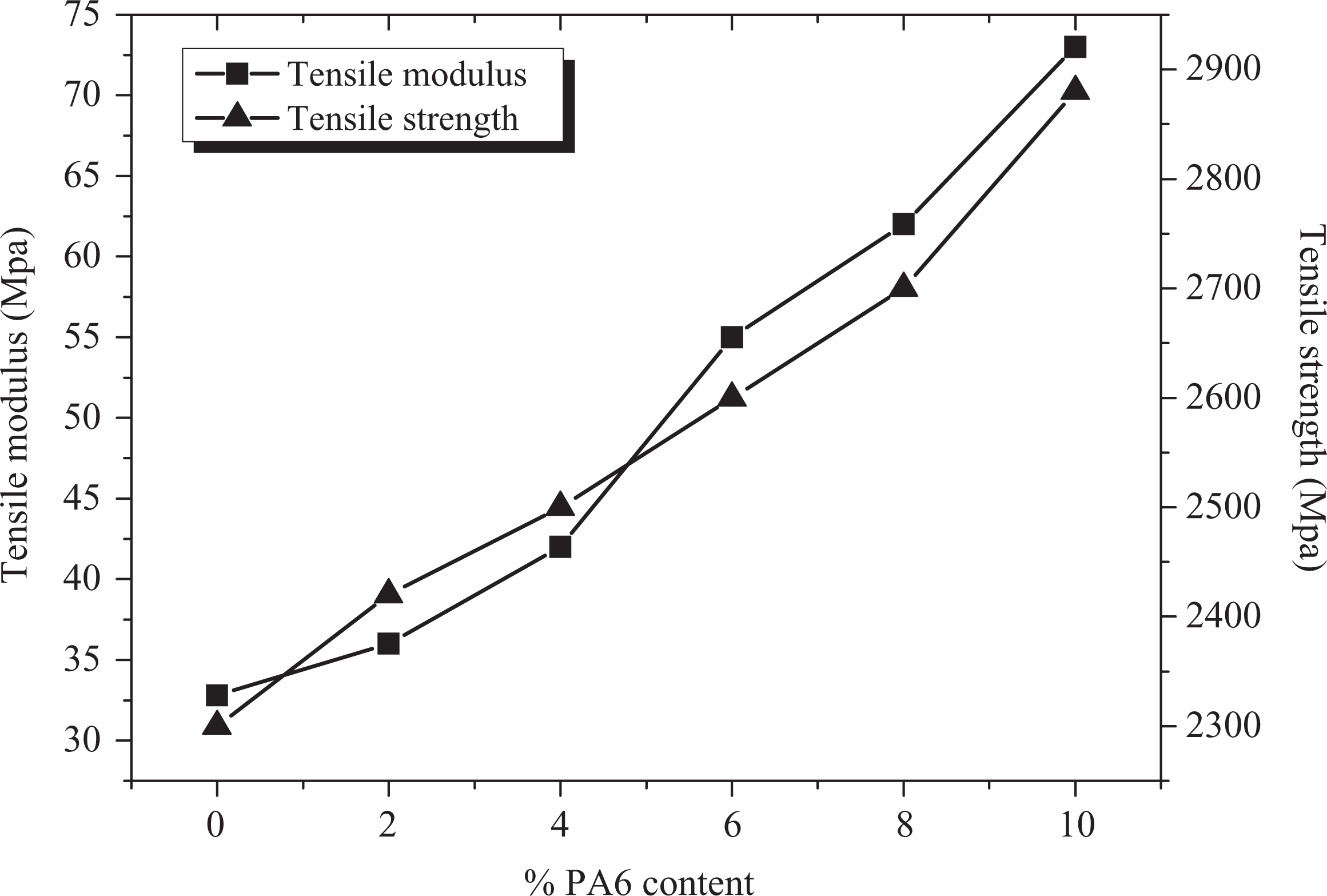
Tensile properties of PTFE/PA6/BF composite for various PA6 content. PTFE: polytetrafluoroethylene; BF: basalt fiber; PA6: polyamide-6.
Impact properties of PTFE/PA6/BF composite
Figure 3 shows the impact properties of PTFE/PA6/BF ternary blend composite. It is observed that the impact properties increased with increasing PA6 content until the PA6 content is 4 wt%. Then the impact strength decreases with the increasing BF content. From the study of the impact properties of PTFE/PA6/BF composite, it can be concluded that the appropriate amount of PA6 at 4 wt% arrives at high impact strength for the 10 wt% PTFE/BF composite.
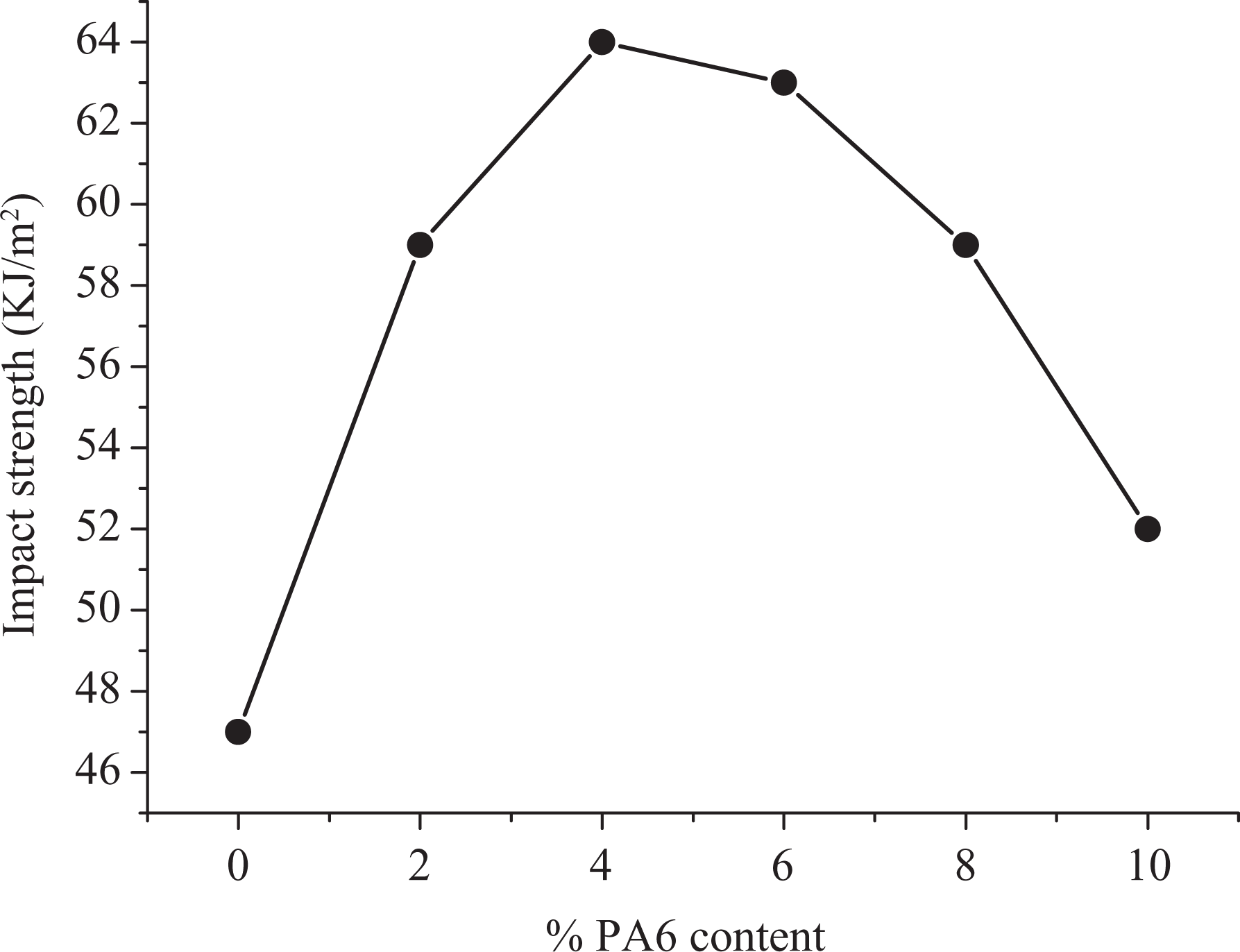
Impact properties of PTFE/PA6/BF composite for various PA6 content. PTFE: polytetrafluoroethylene; BF: basalt fiber; PA6: polyamide-6.
Morphological analysis
To understand the effect of BF and PA6 on the mechanical behaviors of PTFE composites, the tensile testing and fracture toughness of pure PTFE, PTFE/BF composite for 10 wt% BT content, and PTFE/PA6/BF composite for 4 wt% PA6 content were studied using scanning electron microscopy (Figure 4). Figure 4(a) shows a pure PTFE composite fracture toughness. Figure 4(b) shows a PTFE/BF composite for 10 wt% BF content. Figure 4(c) shows a PTFE/PA6/BF composite for 4 wt% PA6 content.
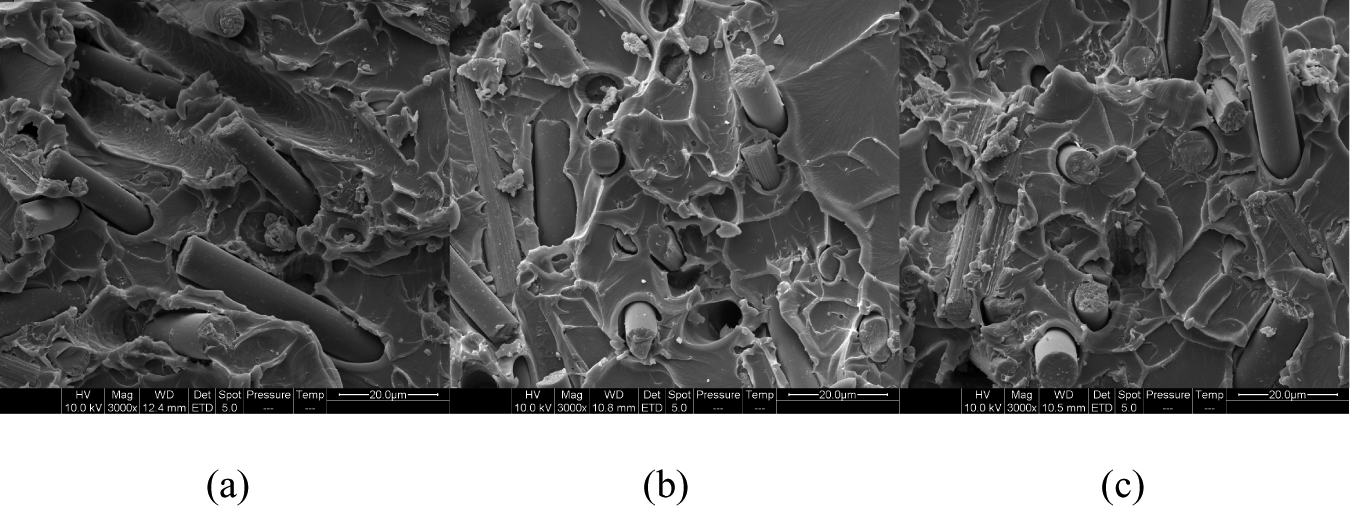
Scanning electron microscopic photographs of tensile fracture of PTFE composite. (loads: 5 N; constant speed: 0.05 mm/s); (a) pure PTFE; (b) PTFE/BF composite for 10 wt% BF content; (c) PTFE/PA6/BF composite for 4 wt% PA6 content. PTFE: polytetrafluoroethylene; BF: basalt fiber; PA6: polyamide-6.
Figure 4(b) and (c) show that a good and homogeneous dispersion of the fillers has been achieved through the addition of BF and PA6. Only at higher filler contents some localized agglomerations of particles occurred. From micrographs, it is evident that debonding and pull-out dominate the fracture surface, thus confirming the poor interfacial bonding as proposed in the discussion on the mechanical properties.
The improvement in the interfacial adhesion between BF and PTFE matrix can be clearly seen from scanning electron micrographs of the tensile fracture surface, as shown in Figure 4(c). It is clear that the mechanical properties of two phase composites were strongly influenced by the PA6 dispersion. The effectiveness of PA6 depends on the presence of PA6 agglomerates that lead to stress concentration and void formation in the composites to the extent of BF. Various composite properties such as strength and fracture toughness are influenced by these factors. It can be noted that the combination of BF and PA6 resulted in a significant improvement in strength as well as maximum improvement in fracture toughness of PTFE composite.
Conclusions
From the studies on the mechanical properties, it can be concluded that the optimum BF content was at 10 wt% for PTFE/BF composite. The tensile strength of the composites increases with increasing PA6 content in the PTFE/BF composite. Appropriate amount of PTFE at 4 vol% arrives at the high impact strength for the 10 vol% PTFE/BF composite. The results show that the addition of PA6 helps to improve the PTFE matrix adhesion leading to higher tensile properties.
BF improved the mechanical properties and reinforcement of PTFE. The optimum BF content was at 10 wt% for PTFE/BF composite. As a filler, BF is a valid alternative to carbon fibers and glass fibers for mechanical properties of PTFE composite.
With 4 vol% of PA6 content, PTFE/PA6/BF composites to the kinetic mixer increased tensile strength by 140%. The addition of PA6 is valid to get a composite with higher mechanical properties.
Footnotes
Funding
This project was supported by Shanghai Scientific Special Funds for Cultivation and Selection of Excellent Young Teachers (No. slgl0019).