
Abstract
Microencapsulated red phosphorus (MRP)-filled polypropylene (PP) composites were prepared using a twin-screw extruder. The effects of load and temperature as well as the dispersion or distribution of the filler particles in the matrix on the melt volume flow rate (MVR) and melt density (ρm) of the PP/MRP composites were investigated using a melt flow indexer and a scanning electron microscope. The temperatures and loads were varied from 180 to 205°C and from 2.16 to 12.5 kg, respectively. The results showed that the MVR of the composites increased nonlinearly with increase in temperature and load. The sensitivity of MVR of the composite melts to temperature was significant. The MVR of the composites also decreased slightly with an increase in the MRP weight fraction. However, the values of ρm of the composites varied slightly with increase in load, temperature, and MRP weight fraction. The findings can provide useful information for optimum processing of these composites.
Introduction
Polypropylene (PP) is a general resin with good insulation properties, small dielectric constant, good stress crack resistance, and chemical resistance. 1,2 However, PP resin has a poor flammability resistance and can continue to burn and cause flaming drips when ignited. In order to widen the applications of PP, flame retardants are usually added into this material for enhancing its flame-retarding ability. Recently, the flame retardant for PP has received increasing attention. 3 –6 Aluminum hydroxide (Al(OH)3) and magnesium hydroxide (Mg(OH)2), a kind of halogen-free flame retardants, have been widely used in various polymers, such as PP, because of its triple functions as filler, flame retardant, and smoke suppressant. 7 –11 Microencapsulated red phosphorus (MRP) is a kind of synergist and is usually used along with Al(OH)3 and Mg(OH)2 in producing flame-retardant-filled polymer composites. 12,13
Melt volume flow rate (MVR) is one of the important parameters for characterizing the flow behavior of polymeric materials and filled polymer systems. In addition to the MVR, the melt density (
More recently, Liang and his coworkers investigated the effects of the filler content on the flow properties of nanometer calcium carbonate-filled polyformaldehyde/ethylene-vinyl acetate/high-density polyethylene composites 26 and biocomposites. 27 –29 The objectives of the present work were to investigate the effects of temperature, shear stress, and the MRP content on the MVR and melt density of the PP/MRP composites during extrusion flow.
Experimental
Raw materials
The PP with a trademark of CJS-700G was used as a matrix resin in the present work. This resin was supplied by Guangzhou Petrochemical Works in Guangdong province (China), and its density in a solid form and MFR were 910 kg/m3 and 10 g/10 min, respectively.
The MRP, with a trademark of FRP-950-9 produced by Guangzhou Yinsu Flame retardant Materials Co., Ltd (Guangzhou, China), was used as a filler. The mean diameter, density, and melting temperature of the MRP were about 10 μm, 1.2 g/cm3, and 140°C, respectively.
Preparation
After the PP resin was simply mixed with the MRP, they were blended in their molten state in a twin-screw extruder, with a model of SHJ-26 manufactured by Chengming Machinery Co. Ltd (Nanjing, China), at a temperature of 165–180°C and a screw speed of 200 r/min. The diameter and length–diameter ratio were 24.5 mm and 40, respectively. The extrudates of the PP/MRP composites were then water granulated. The weight fraction of MRP (φ f) was 2, 4, 6, 8 and 10 phr (parts per hundred PP resin by weight), respectively. The diameter and length to diameter ratio of the screw were 24.5 mm and 40, respectively. The prepared PP/MRP composite particles were dried for 5 h at 80°C before the rheological tests.
Apparatus and methodology
The extrusion flow tests were performed on a melt flow indexer with model of XNR-400C supplied by Kauth Scientific Technical Services Co., Ltd (Chengde, China) at temperatures ranging from 180 to 205°C and loads varying from 2.16 to 12.50 kg. The die diameter (D) and the die length (L) were 2.095 mm and 8.000 mm, respectively. The entry angle was 180°. The MVR can be defined by

where l is the displacement of the piston in centimeter;

where W (in gram) is the mass of extruded material during time t.
The fracture surfaces of the extrudate from the experiments were examined by means of the LEO (model 1530 VP) scanning electron microscope (SEM) manufactured by Carl-Cest Instrument company (Heidenheim, Germany) to observe the filler dispersion or distribution in the PP matrix. The specimens were gold coated before SEM examination.
Results and discussion
Effects of extrusion conditions on MVR
MVR is one of the important parameters to characterize the processing properties of polymer melts. Figure 1 illustrates the dependence of the MVR of the composite melt with an MRP weight fraction of 8% (φ f = 8%) on temperature at loads of 3.8 and 5.0 kg. The MVR increases nonlinearly with a rise in temperature. It may be attributed to the reason that there is a higher activity or transition ability of the macromolecular chains of PP and lower frictional force on the resin at a higher temperature, while the decrease in the melt viscosity could lead to the increase in MFR with increase in temperature. It can also be observed that the changes in the MVR with temperature at a lower load of 3.8 kg is relatively gentle than at a higher load.
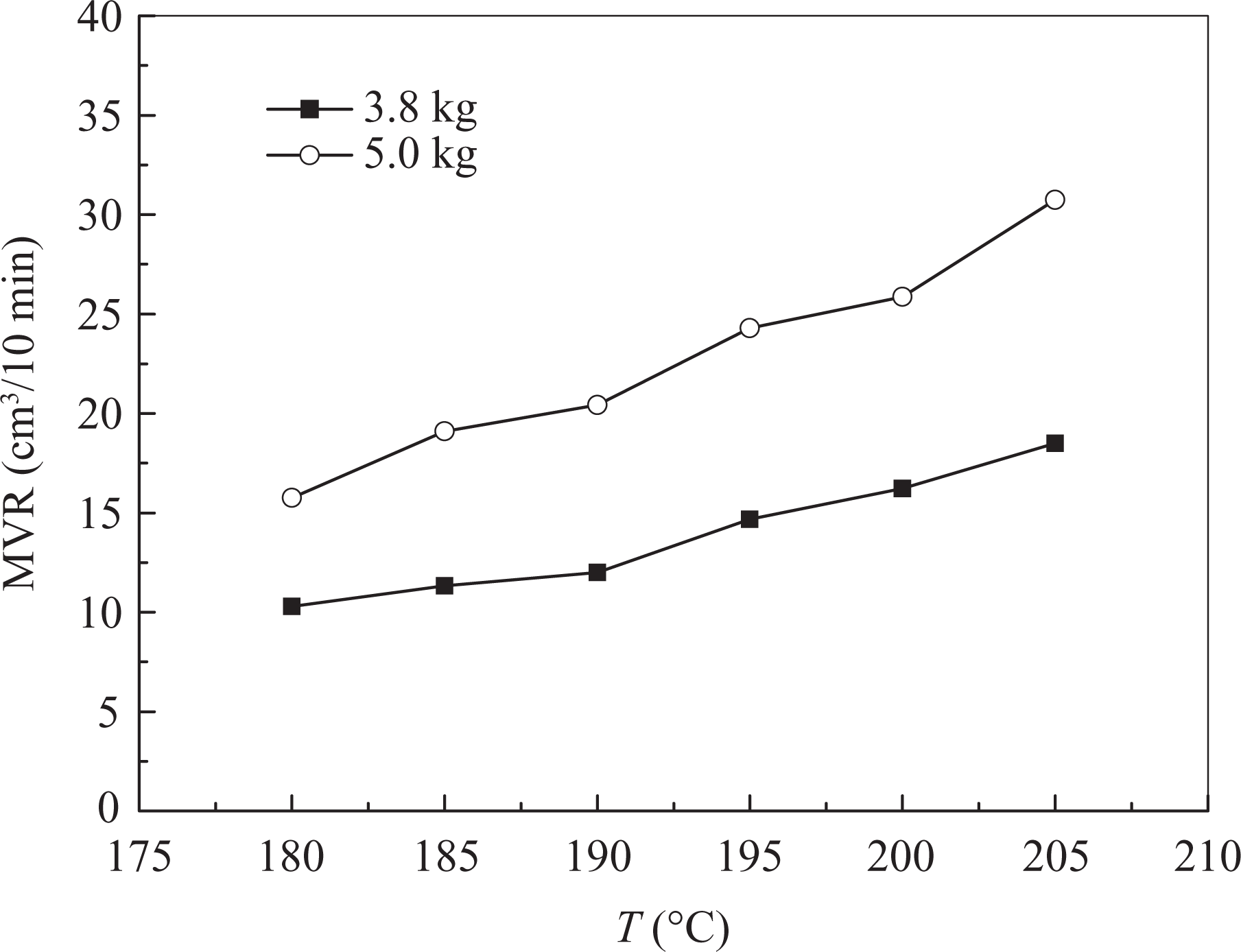
Dependence of MVR on temperature of PP/MRP composite melt (φ f = 8%) at two different loads. MVR: melt volume flow rate; MRP: microencapsulated red phosphorus; PP: polypropylene.
Figure 2 shows the dependence of the MVR of the PP/MRP composite melt (φ f = 8%) on load (F) at the temperatures of 180 and 190°C. Similar to the results shown in Figure 1, the MVR increases nonlinearly with increase in load. This is because the increase in the load can lead to the increase in the shear stress and shear rate in the capillary die. Therefore, the “shear-thinning” effect of the PP/MRP composite melt could be enhanced, while the decrease in the melt viscosity could improve the flow properties of the composite melts. It has been generally known that the effects of entanglement and disentanglement can exist between the molecular chains during extrusion flow of polymer melt. In the case of small shear stress at the lower load, the destruction of the entanglements is slow. Thus, the speed of the destruction of the entanglements and their recovery should be close to each other. As the shear stress or load increases, the number of damaged entanglements between the molecular chains increases, the speed of destruction of the entanglements should be higher than that of their recovery, leading to the weakening of the molecular chains and the increase in the melt flow mobility. Moreover, at the high MFR, the macromolecules deviate from their equilibrium conformation and orient along the flow direction simultaneously. Furthermore, the interaction force between chain segments decreases, the rate of destruction of network junctions is greater than the creation rate at the high flow rate, macromolecular movements are relatively easy, and the MVR of the PP/MRP composite melts reduces accordingly.
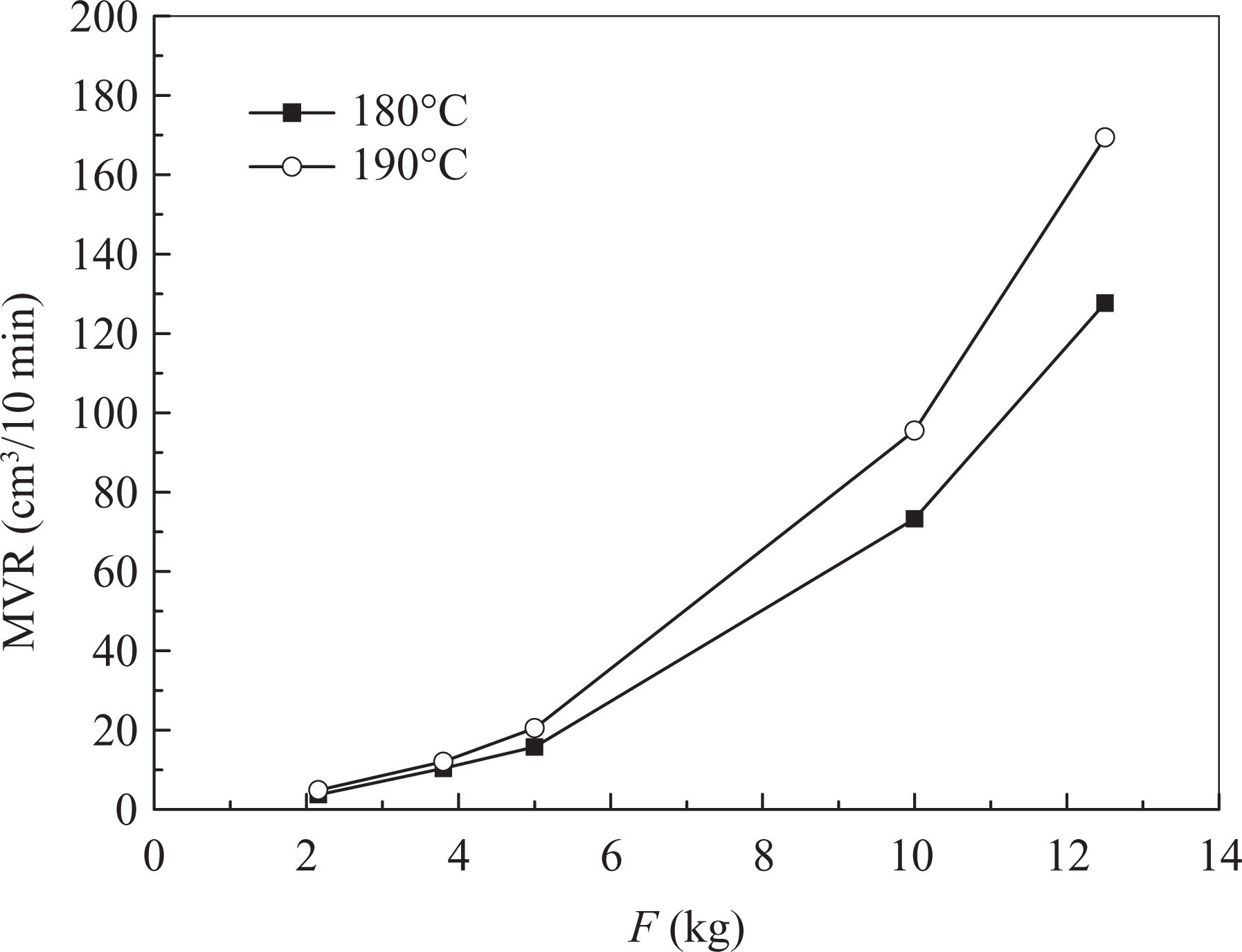
Dependence of MVR on load of PP/MRP composite (φ f = 8%) at two different temperatures. MVR: melt volume flow rate; MRP: microencapsulated red phosphorus; PP: polypropylene.
It is generally believed that two conflictive mechanisms take place usually during extrusion flow for polymer composite melts. First, the infiltration in agglomerates is better for low viscosity melts reducing the agglomerate strength; second, the deagglomeration is dependent on the shear rate. In this case, the particle–matrix interaction plays an important role.
Relationship between MVR and MRP content
The relationship between the MVR of the PP/MRP composite melts and the MRP weight fraction under the experimental conditions with the temperatures of 185 and 205°C and a load of 5 kg is shown in Figure 3. The MVR of the PP/MRP composites decreases slightly with increase in φ f, under the specified experimental conditions. Figure 4 shows the relationship between the MVR of the PP/MRP composite melts and the MRP weight fraction under the experimental conditions at a temperature of 185°C and the loads of 3.8 and 5.0 kg. Similarly, the MVR of the PP/MRP composites decreases gently with increase in φ f, especially at φ f > 4%. This is because that the red phosphorus is capsulated with resin to form microcapsule, and the flow resistance between the particles and matrix will be decreased with increase in flow rate or test temperature even at higher filler concentration, the flow resistance of the MRP should not be obvious during extrusion of the composite melts. Consequently, the influence of the MRP on the flow properties of the composites was insignificant under the testing conditions.
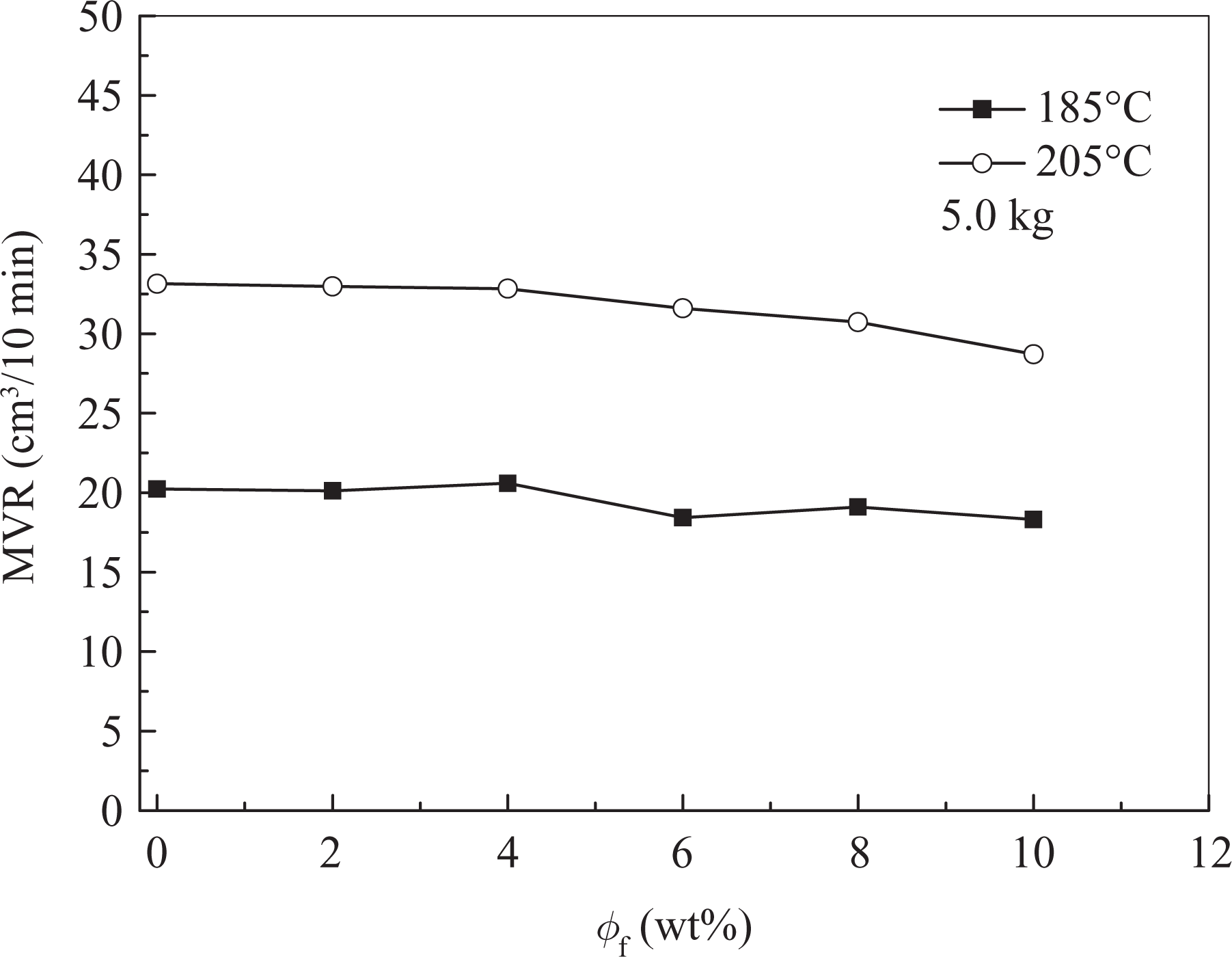
Relationship between MVR and MRP content of PP/MRP composites at a load of 5.0 kg. MVR: melt volume flow rate; MRP: microencapsulated red phosphorus; PP: polypropylene.
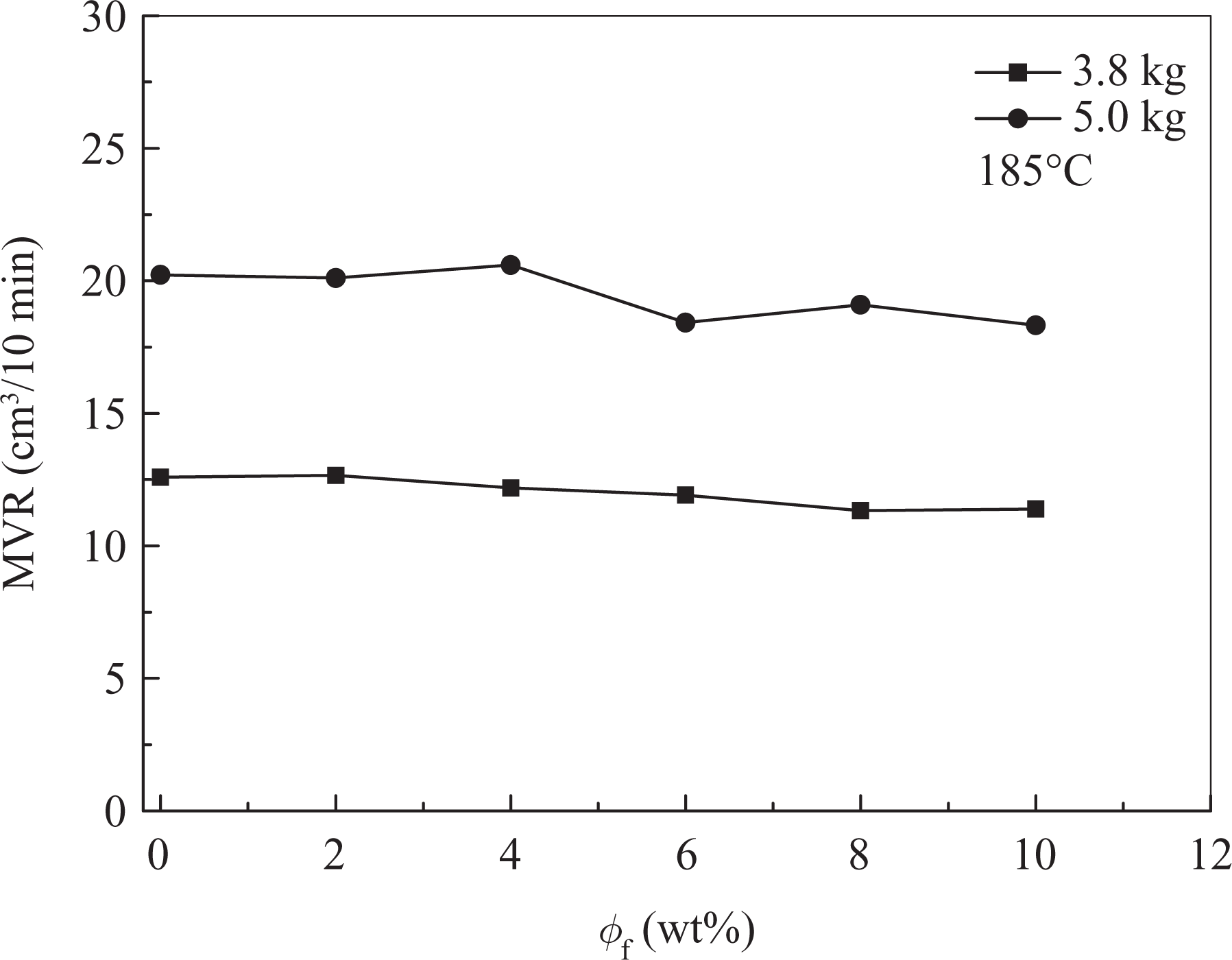
Relationship between MVR and MRP content of PP/MRP composites at a temperature of 185°C. MVR: melt volume flow rate; MRP: microencapsulated red phosphorus; PP: polypropylene.
In addition, the flow property of the resin that capsulated the red phosphorus will be improved with increase in test temperature. As a result, the MVR of the composites is more sensitive to high temperature than to low temperatures, a function of the MRP content.
Dependence of melt density on extrusion conditions
Figure 5 illustrates the dependence of the melt density (ρ m) of the PP/MRP composite (φ f = 8%) on the test temperature at two different loads. When the load is kept constant, the melt density of the composites varies slightly with increase in temperature, and improving the effect of test temperature on the melt density of the composites was not significant. As the melt expansion of the composite is less at the higher temperature, the volume variation in the composite is not obvious, resulting in a small variation in the composite melt density.
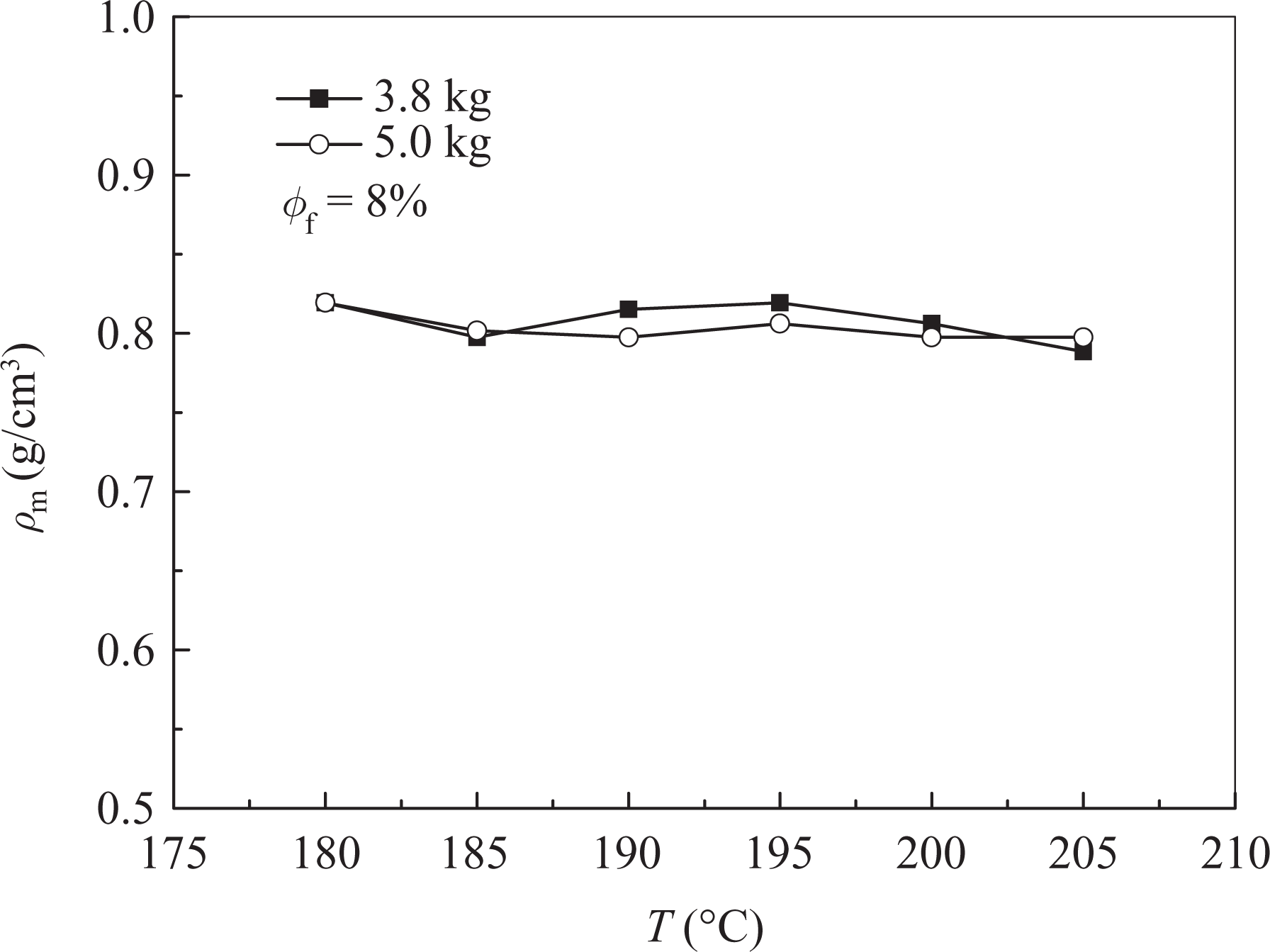
Dependence of melt density on temperature of PP/MRP composite (φ f = 8%) at two different loads. MRP: microencapsulated red phosphorus; PP: polypropylene.
The dependence of the melt density (ρ m) of the PP/MRP composite (φ f = 8%) on the load at the two different test temperatures is shown in Figure 6. From Figure 6, it is understood that the composite melt density decreases slightly at a temperature of 180°C, but it increases slightly with increase in load at 190°C. This means that there is a synergistic effect of temperature and load on the melt density of the PP/MRP composites.
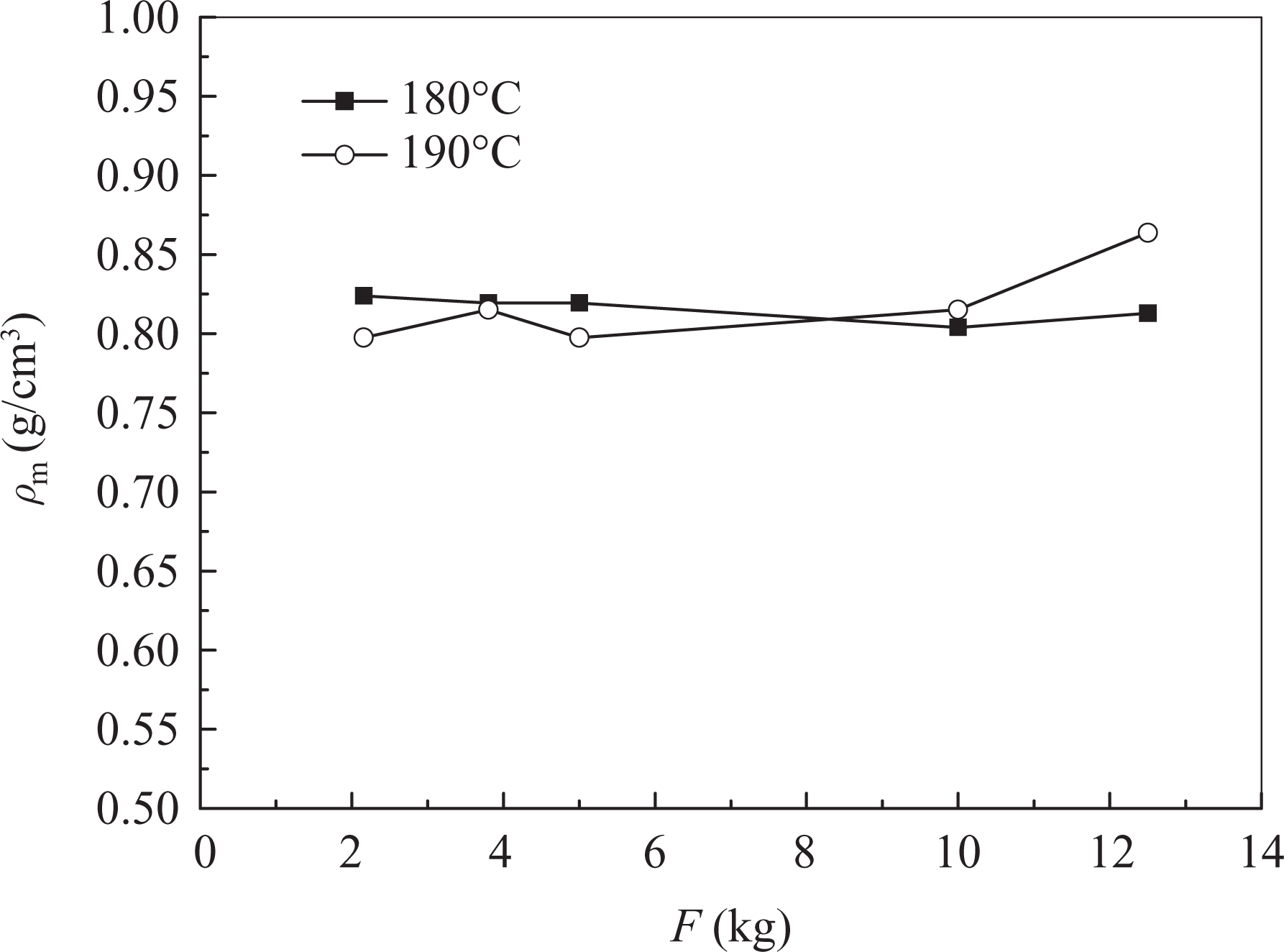
Dependence of melt density on load of PP/MRP composite (φ f = 8%) at two different temperatures. MRP: microencapsulated red phosphorus; PP: polypropylene.
Relationship between melt density and MRP content
Figure 7 shows the relationship between the melt density of the PP/MRP composites and the MRP weight fraction under a load of 5.0 kg and at two different temperatures. The melt density increases slightly with increase in MRP weight fraction for both temperatures except for individual data point. Figure 8 displays the relationship between the melt density of the PP/MRP composites and the weight fraction of the MRP at a temperature of 185°C and at two different loads. Similarly, the melt density increases slightly with increase in φ f because the density of the MRP is slightly higher than that of the PP resin, and the resin that capsulated the red phosphorus will weaken the interaction between the particles and matrix, especially at higher flow rate or temperature, hence the melt density of the composites increases with the MRP content.
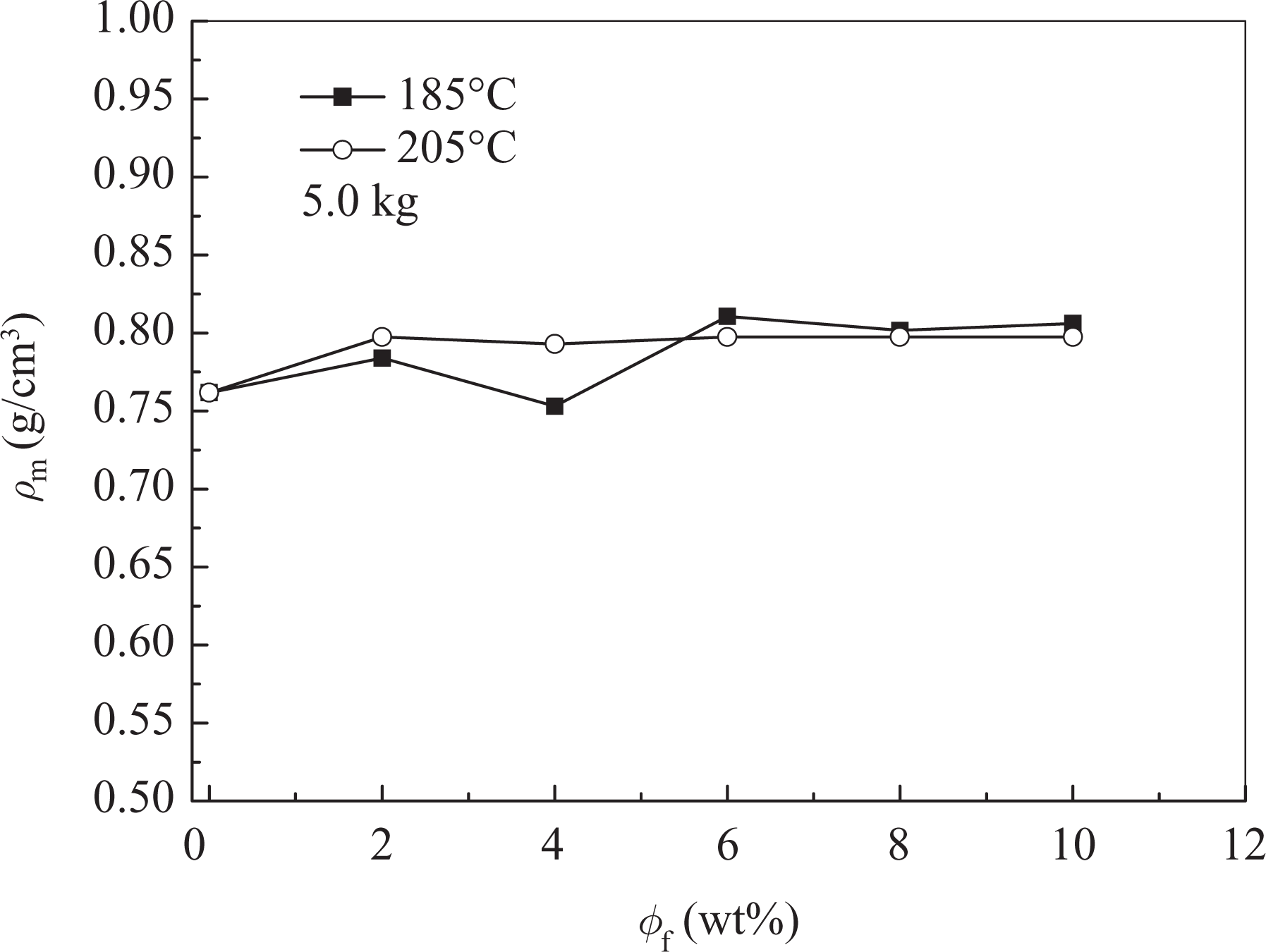
Relationship between melt density of PP/MRP composites and MRP weight fraction at different temperatures. MRP: microencapsulated red phosphorus; PP: polypropylene.
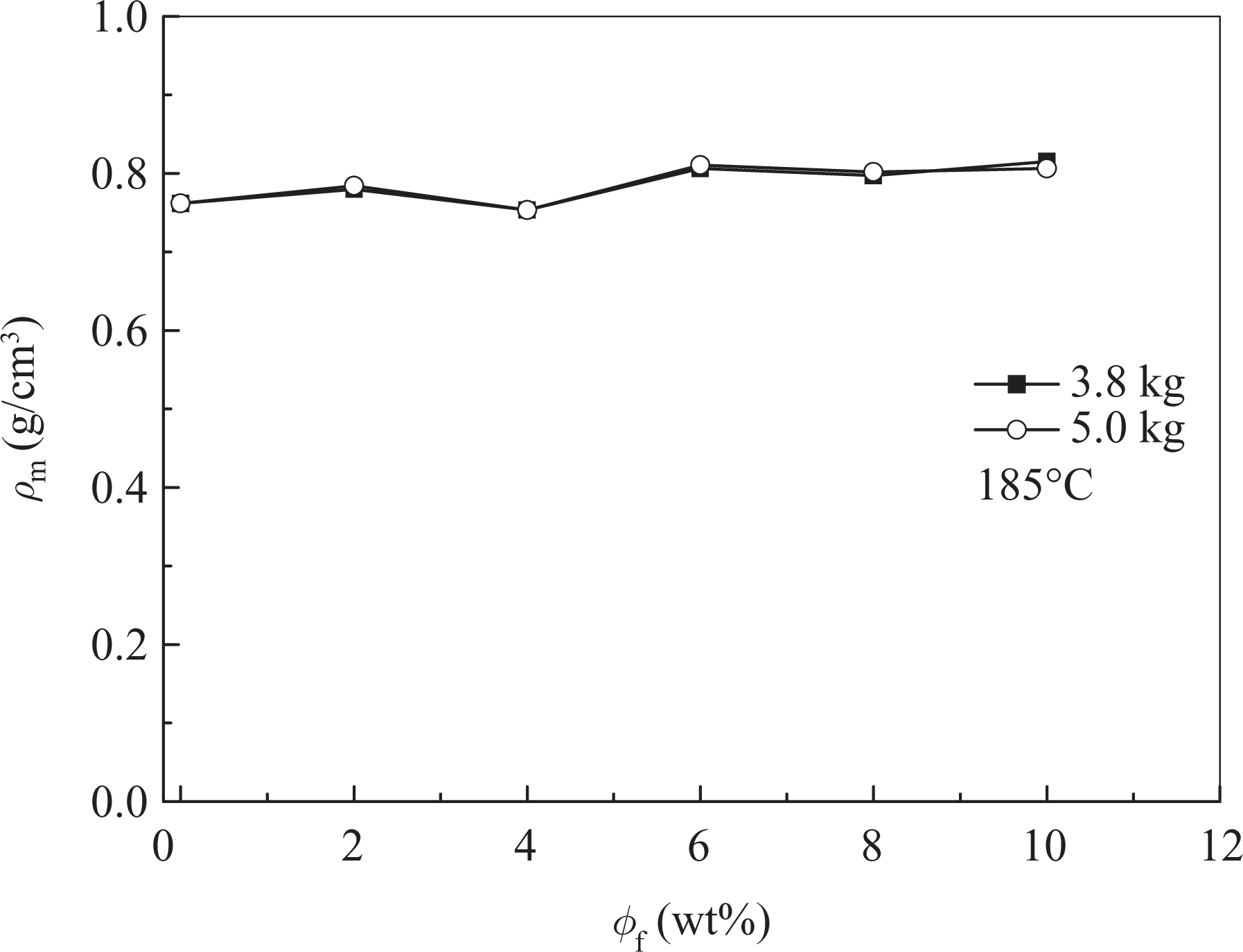
Correlation between melt density of PP/MRP composites and MRP weight fraction at different loads. MRP: microencapsulated red phosphorus; PP: polypropylene.
It is generally believed that the stability of the measured physical property data (e.g., the MFR and melt density) of polymer composites is closely related to the dispersion or distribution of the filler particles in the polymer matrix. Figure 9 is the SEM photograph of the extrudate fracture surface of the PP/MRP composites with a φ f of 4%. It can be seen that there is no obvious aggregation phenomenon of the MRP particles in the PP matrix. This means that the dispersion or distribution of the MRP particles in the PP matrix is roughly uniform. In general, poor dispersion or distribution of the filler particles in the polymer matrix will generate the fluctuation of the measure data of the composite melt density (see Figures 7 and 8).
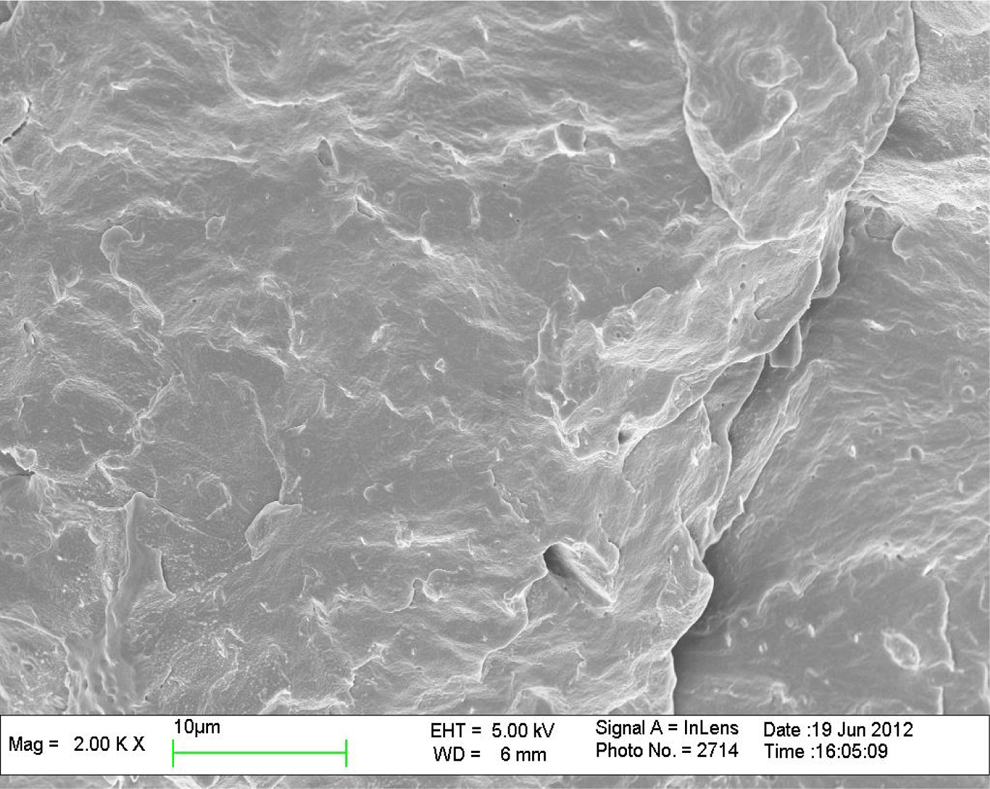
SEM photograph of the extrudate fracture surface of the PP/MRP composites (
Figure 10 is the SEM photograph of the extrudate fracture surface of the PP/MRP composites with a φ f of 6%. It may be observed that the dispersion or distribution of the MRP particles in the PP matrix is also roughly uniform. As discussed above, good dispersion or distribution of the filler particles in the polymer matrix will lead to the smooth measurement of the composite melt density data (see Figures 7 and 8).
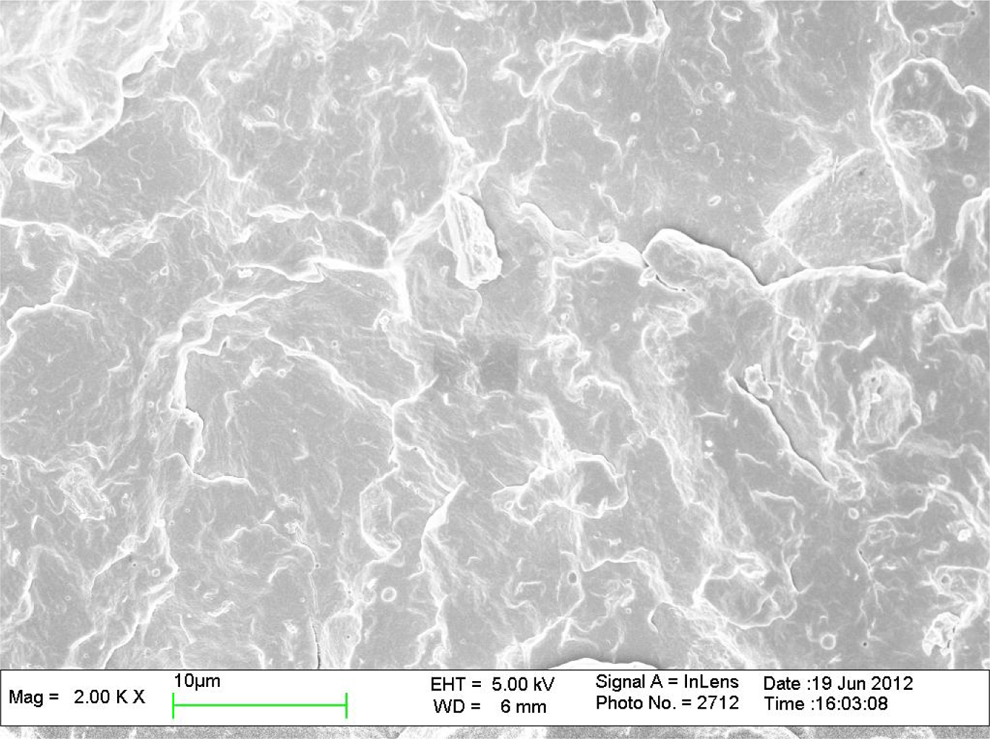
SEM photograph of the extrudate fracture surface of the PP/MRP composites (φ f = 8%). SEM: scanning electron microscope; MRP: microencapsulated red phosphorus; PP: polypropylene.
Conclusions
The dependence of the MVR of the PP/MRP composites on the experimental conditions was significant. The MVR of the composites increased nonlinearly with increase in load at a constant temperature and increased nonlinearly with increase in temperature for fixed load, while the MVR decreased slightly with an increase in the MRP content at the constant temperature and load. This was because the flow resistance of the MRP was not high during extrusion of the composite melts due to resin microencapsulation of the red phosphorus.
On the contrary, the effects of the experimental conditions on the melt density of the PP/MRP composites were insignificant. The melt density of the composites varied slightly with increase in load at a constant temperature, and it also varied slightly with increase in temperature for a fixed load. Furthermore, the melt density of the composites increased gently with an increase in the MRP content under the experimental conditions. The findings can provide useful information for processing these composites.
Footnotes
Funding
This work was financially supported by the Research Committee of the Hong Kong Polytechnic University (Project code: A-PK50).