
Abstract
Chlorosulfonated polyethylene rubber (CSM) was blended with chlorinated natural rubber (CNR) with various formulations and blend ratios (CSM/CNR: 100/0; 75/25; 50/50; 25/75; 0/100) keeping the total waste rubber powder (WRP) content constant at 50 phr (parts per 100 rubber). Rheological, mechanical, dynamic mechanical and thermal aging properties as well as irradiation resistance were used as characterization of the blends. The amount of CNR in blends significantly affected the properties of the blends. The CSM/CNR/WRP rubber blend (50/50/50) possessed higher tensile strength compared with pure CSM and CNR rubber even after irradiation or thermal aging. Modulus, tensile strength and hardness of the blends appeared to increase, but elongation at break decreased progressively with increasing CNR content. These properties decreased in rubber blends after thermal aging. After irradiation, hardness, modulus and tensile strength increased up to 200 kGy and then decreased significantly for the blends with high CNR content, whereas no change in modulus was observed. CNR and CSM showed damping peaks at about 65 and −45°C, respectively, and these values correlate with the glass transition temperatures (T gs) of CNR and CSM, respectively. The shift in the T g values was observed after blending, suggesting an interfacial interaction between the two phases probably caused by the covulcanization in CSM/CNR blends.
Keywords
Introduction
The rubber industry and the consumption of polymeric materials increased in parallel to the rapid industrialization and civilization. As polymeric materials do not decompose easily, disposal of waste polymers is a major environmental problem municipally and governmentally. Economical recycling represents a valid alternative for the disposal of postconsumer polymers in an attempt to produce second-generation materials with acceptable final properties compatible with practical applications. 1
Blends of rubbers are of technological and commercial importance, since they allow the user to access the properties of final blended and vulcanized rubber that are not accessible from a single, commercially available rubber alone. In reality, all blends show compositionally correlated changes in all these properties compared with the blend components. The technology of rubber blends is largely focused on the choice of individual rubbers and the creation of the blends to achieve a set of final properties. 2
Chlorosulfonated polyethylene rubber (CSM) is an important synthetic rubber. Hypalon is the registered trademark for a series of CSM manufactured by DuPont de Nemours and Co. Inc. (Wilmington, Delaware, USA). 3 The vulcanizate of CSM is highly resistant to the deteriorating effects of ozone, oxygen, weather, heat, oil and chemicals. It can be compounded to give high mechanical properties, for example, high tensile strength and abrasion resistance. The main applications of CSM are in electric cables, hose for liquid chemicals, waterproof cloth, floor tiles and oil resistant seals. CSM coatings are used for inflated fabric structure, diaphragms, gloves, garments, light colored roof coatings and coatings on chemical tanks and equipment. Recently, there have been many publications reporting the thermal aging behavior of CSM whose applications include electric cables used in nuclear power facilities and geomembranes. 4 A combination of sulfur and accelerators is a common and versatile method for the curing of a CSM sheath of the cable. 5 Marković et al. 6 reported that sulfur-cured natural rubber (NR)/CSM and acrylonitrile butadiene rubber/CSM rubber blends reinforced by carbon black have good irradiation resistance. The mechanism of cross-linking between CSM and epoxidized natural rubber (ENR) in CSM/ENR blends was proposed by De et al. 7 , where the miscibility of CSM/ENR blends depended on the epoxy content and the blend ratio.
Chlorinated natural rubber (CNR) is an important industrial product and it is commercially available under several trade names like Pergut and Alloprene. It is a thermoplastic powder that is nonflammable and is resistant to the attack of both acid and basic solutions up to 100°C. 8 It is mainly used in the formulation of chemical- and heat-resistant paints and coating. CNR is also used in the formulation of adhesives and printing inks. 9
Degradation of rubber by irradiation is also a serious problem, mainly from γ-ray irradiation, which is usually used in sterilization. With γ-ray irradiation, high-molecular-weight materials may decompose. The mechanism of changes in γ-ray-irradiated polymer includes both the degradation and the cross-linking processes. 10,11
Rubbers show both elastic and damping behaviors because they are viscoelastic materials. When they are deformed by a sinusoidal stress within the linear viscoelastic region, the resulting strain will also be sinusoidal but will be out of phase with the applied stress. 12 Dynamic losses are usually associated with hysteresis and specific mechanisms of molecular or structural motion in polymeric materials. The damping in the system or the energy loss per cycle can be measured from “the tangent of the phase angle or loss tangent (tan δ)” and defined by

where E′ is the storage modulus due to the stored elastic energy in the materials and E′ is the loss modulus due to viscous dissipation.
One method that has been used to investigate the E′, E′′, and tan δ is dynamic mechanical thermal analysis (DMTA). A number of researchers 13 –16 investigated the dynamic mechanical properties and the swelling behavior of rubber vulcanizates. For example, Maya et al. 17 investigated dynamic mechanical properties of NR filled with hybrid fiber composites. Mechanical and dynamic mechanical properties of a waste rubber powder (WRP) filled high-density polyethylene composite were investigated 18
The focus of this work was to investigate rheological, mechanical and thermal aging properties as well as irradiation resistance of CSM/CNR/WRP rubber blends. In addition, dynamic mechanical properties and morphology of rubber blends, especially with the addition of WRP into rubber blends compounds were investigated.
Experimental
Materials
The CSM used was Hypalon 40S (Du Pont Dow Elastomers, USA) with Mooney viscosity of 63 (ML (1 + 4) at 100°C), which appears in structures. It contains 34.40% chlorine and 0.98% sulfur by weight. The sulfonyl chloride group is a reactive site for cross-link. CNR (Pergut S 40, Lanxess, Leverkusen, Germany with Mooney viscosity of 42 (ML (1 + 4) at 100°C) were used in the present study. It contains more than 64.5% chlorine. The WRP (particle size 250–500 μm) was supplied by Watas holdings Sdn. Bhd. (Panang, Malaysia).
Preparation of blends
The CSM/CNR blend ratios of 100/0, 25/75, 50/50, 75/25 and 0/100 were used for the study. Rubber compounds were mixed on a two-roll mill according to American Society for Testing and Materials (ASTM) D-15-627. CSM was masticated prior to blending with CNR, and then the rubbers were mixed together until homogenization before adding other chemicals. To this blend, WRP of 50 phr was added. The 2-mm-thick slabs were then press cured at 160 ± 2°C. The applied hydraulic force during vulcanization attained 6.7 MPa. Vulcanization time was determined using a moving die rheometer (MDR2000). Formulations of the rubber compounds are shown inTable 1.
Basic formulation used for CSM/CNR/WRP-filled rubber blends composites.
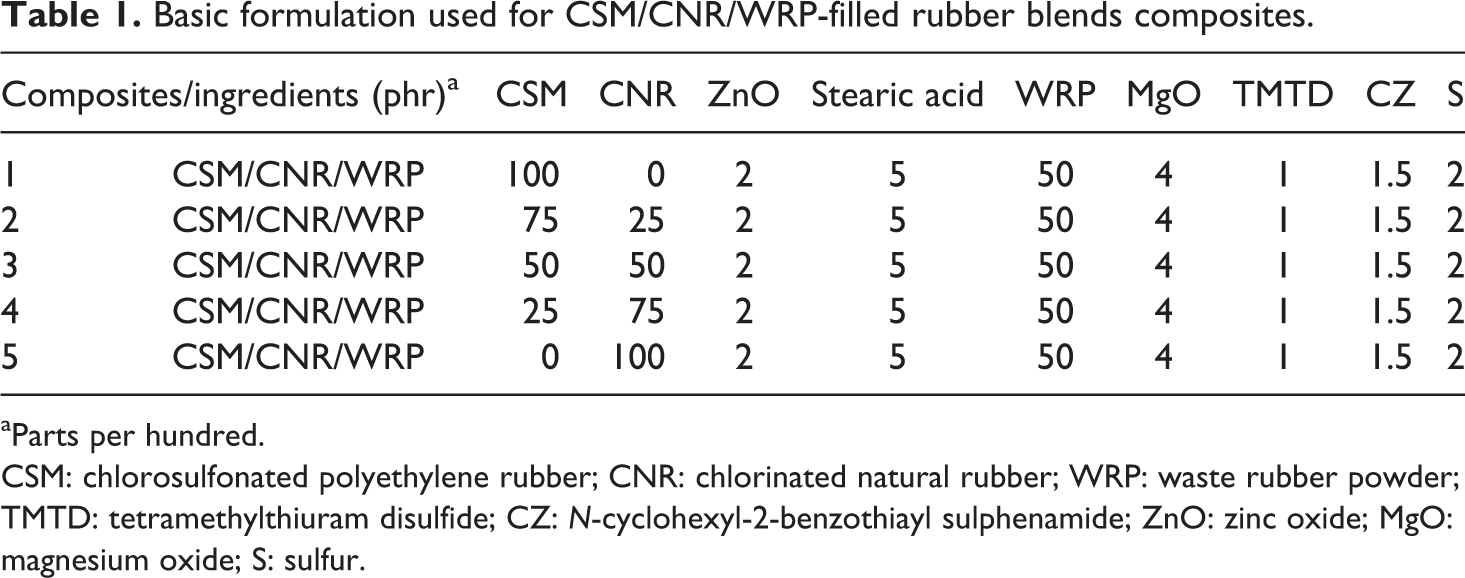
aParts per hundred.
CSM: chlorosulfonated polyethylene rubber; CNR: chlorinated natural rubber; WRP: waste rubber powder; TMTD: tetramethylthiuram disulfide; CZ: N-cyclohexyl-2-benzothiayl sulphenamide; ZnO: zinc oxide; MgO: magnesium oxide; S: sulfur.
Cure characteristics
The cure characteristics of rubber compounds were carried out using an Oscillating Disc Rheometer (ODR) model 4308 from Zwick (Zwick, Ulm, Germany).

The measured parameters are M l: minimum torque, M h: maximum torque, t s2: time to 2 units of torque increase above minimum and M c90: torque at 90% of full torque development.
The cure rate is
These measurements were accomplished according to ASTM D-2084.
Measurement of tensile properties and hardness
Tensile test specimens were punched out from the compression-molded sheets with a punching die according to ASTM D-412. Tensile properties were measured with a Zwick 1445 tensile tester (Zwick, Ulm, Germany) with a crosshead speed of 50 mm min−1 and a full-scale load cell of 1 kN in accordance with ASTM D638 and the tests were performed at 25°C.
Samples of at least 0.12 mm in thickness with flat surface were cut for hardness test. The measurement was carried out according to ASTM D 2240 using Model 306L type durometer (Zwick, Ulm, Germany). The unit of hardness is expressed in (Shore A) at room temperature.
Measurements of irradiation resistance and thermal aging properties
Irradiations have been performed in air in the Cobalt-60 radiation sterilization unit with the dose rate of 10 kGy h− 1 and total absorbed dose of 100, 200 and 400 kGy. Radiation dose of 400 kGy can be considered as a relatively big dose, which many times exceeds the doses for degradation of radiation degradable polymers and is also above the typical doses used in practice for radiation modification of polymer-based products. After aging, sample sheets were cut into a dumbbell shape. Tensile test was performed using Shimazu Model SC-500 Test Machine (Zwick, Ulm, Germany) equipped with pneumatic grips. The samples were strained at ambient temperature at 500 mm min−1 using an initial jaw distance of 50 mm. At each aging condition, three samples were tested and the data were averaged to obtain the result.
For the determination of thermal aging properties, the specimens were placed in an oven equipped with an air circulating system at the test temperature of 100°C for 24 h, according to ASTM D573. The aged specimens were then measured for tensile properties and hardness.
Measurement of dynamic mechanical properties
Dynamic mechanical properties of rubber vulcanizates were measured with a dynamic mechanical analyzer (Polymer Laboratories Mk II, Minneapolis, USA) under a bending mode of deformation, with a peak-to-peak displacement and a frequency of 64 μm and 1 Hz, respectively. Measurements were carried out in the temperature range from −130 to +50°C at a heating rate of 5°C min−1
Scanning electron microscopic measurements
Scanning electron microscopy was performed with a Jeol scanning electron microscope (model JEOL JSM-6301, Tokyo, Japan). The samples were sputtered with gold before examination to prevent charging on the surface.
Results and discussion
Rheometric characteristics
Experimental data obtained using the rheometer is shown in Table 2.
The cure characteristics of WRP-filled CSM/CNR rubber blends.
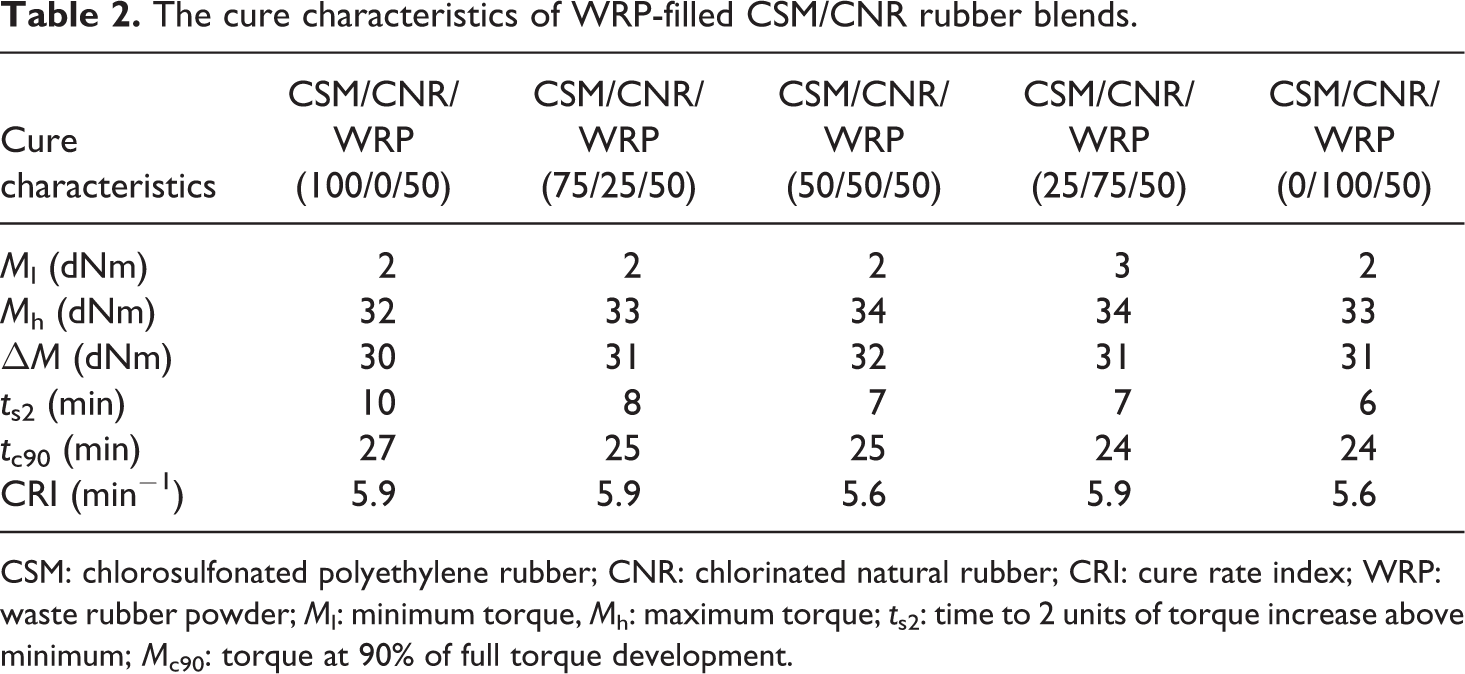
CSM: chlorosulfonated polyethylene rubber; CNR: chlorinated natural rubber; CRI: cure rate index; WRP: waste rubber powder; M l: minimum torque, M h: maximum torque; t s2: time to 2 units of torque increase above minimum; M c90: torque at 90% of full torque development.
It can be seen that t s2 and t c90 of these blends decrease with increasing CNR content. Both CSM and CNR are polar rubbers. As the content of CNR in the blends is increased, the curative agent, that is sulfur, becomes more soluble in both CSM and CNR. Consequently, the curing rate of the blend approximately equal to the increasing content of CNR 19 reported that for blends of two rubbers with similar polarity, distribution of cross-links can be equal through phases. The M h values increases with increasing CNR content in the CSM/CNR/WRP rubber blends. It is known that the torque difference ΔM = M h − M l indirectly relates to the cross-link density of the blends. 20 The increasing torque difference for CSM/CNR indicates that the distribution of cross-linking occurred resulting in an over cross-linked phase and a poorly cross-linked phase. The isolated double bonds in CSM inhibit the formation of intramolecular sulfide links, thus resulting in the increase of the cross-linking rate.
Mechanical properties before and after thermal aging
The relationship between tensile strength of the blends compositions before and after thermal aging of CSM/CNR/WRP rubber blend composites is shown in Figure 1.
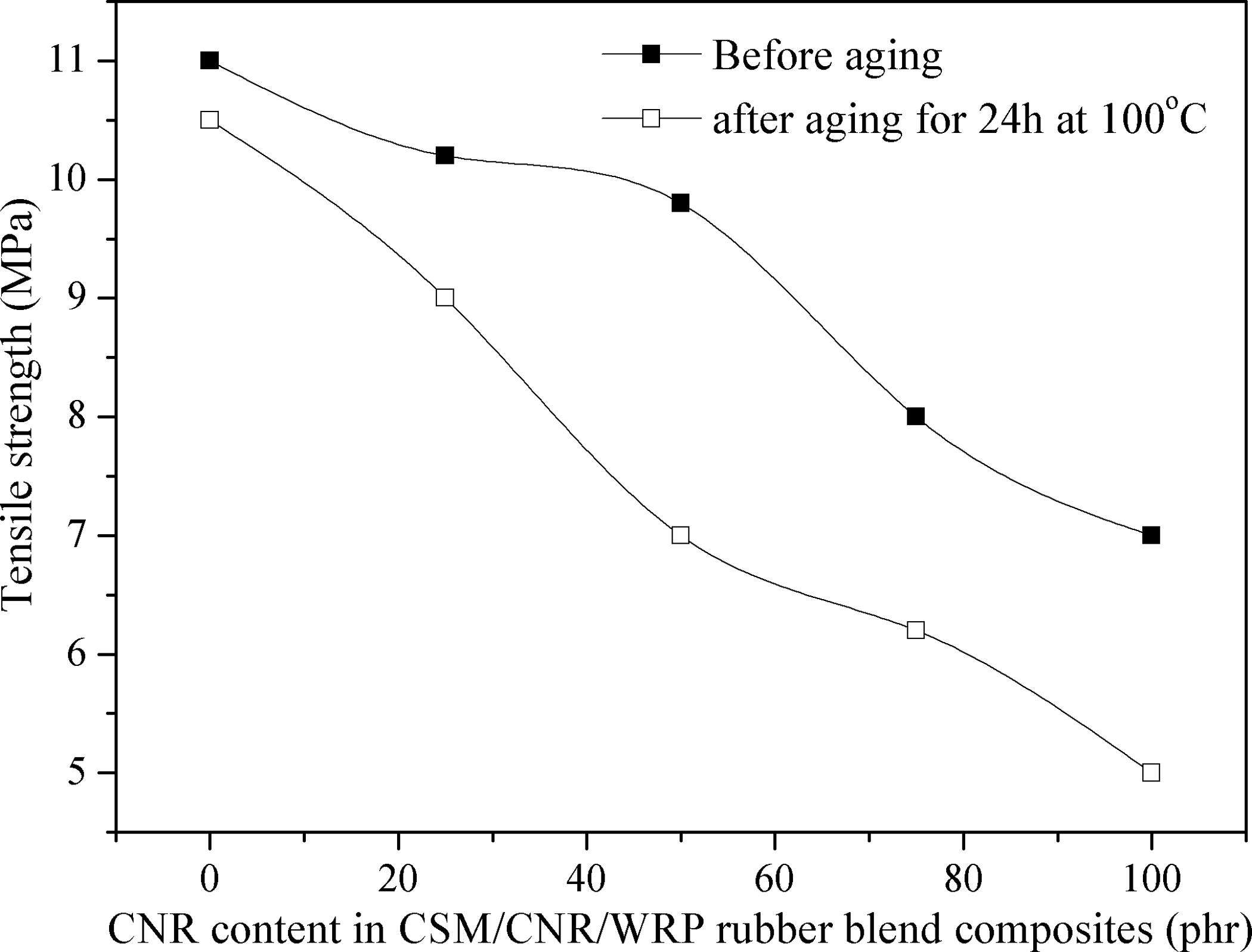
Variation in tensile strength as a function of blend compositions for CSM/CNR/WRP rubber blend-based composites before and after thermal aging. CSM: chlorosulfonated polyethylene rubber; CNR: chlorinated natural rubber; WRP: waste rubber powder.
It is clear that the tensile strength of pure CNR is much lower than that of pure CSM because the thermal degradation of CNR during mixing is started at 160°C. It must be noted that it is necessary to use the mixing temperature of 160°C because CSM could not completely melt at a mixing temperature of 160°C. It is evident that the tensile strength of CSM/CNR/WRP blends with CNR content up to 25 phr is close to that of pure CSM, indicating that the CSM phase is responsible for the high tensile strength of the blends.
Scanning electron micrograph of CSM/CNR/WRP (75/25/50), as shown in Figure 2, reveals two-phase blend morphology, where CSM is the continuous phase in the blends with CNR.
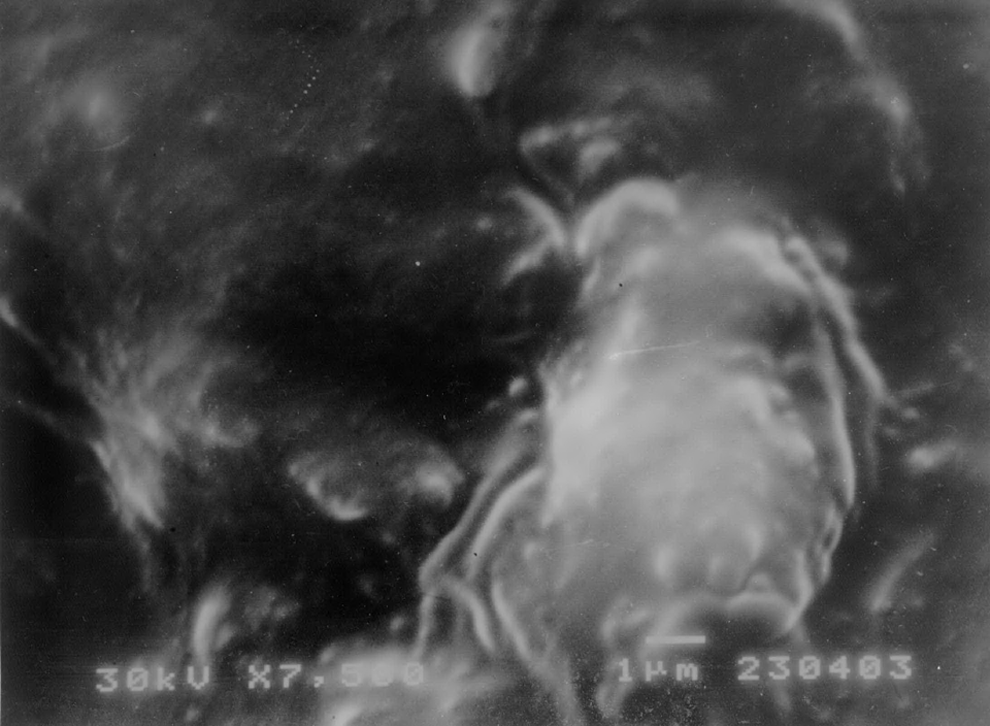
Scanning electron micrographs of CSM/CNR/WRP (75/25/50) rubber blend-based composites. CSM: chlorosulfonated polyethylene rubber; CNR: chlorinated natural rubber; WRP: waste rubber powder.
This result is in agreement with the tensile results and implies that it is possible to reduce the production cost of the rubber products with tensile strength similar to pure CSM by blending CSM with CNR in the 75/25 rubber blend composition. For example, the ultimate tensile strength and the elongation at break of CSM compounds required for wire and cable applications have been reported to be 8–9 MPa and 500%, respectively. 21 It can be seen that the WRP-filled blends with up to 25 phr of CNR could give tensile strength higher than the required range. However, with CNR content of 25 phr, the tensile strength of the blend starts to decrease. This result can be explained by the dilution effect; that is, the high tensile strength of CSM is diluted by a large amount of low-strength CNR and CSM becomes the continuous phase, as shown in Figure 2. Similarly, result of elongation at break shown in Figure 3 reveals that as the amount of CNR in blends decreased up to 25 phr, the elongation at break slightly increases.
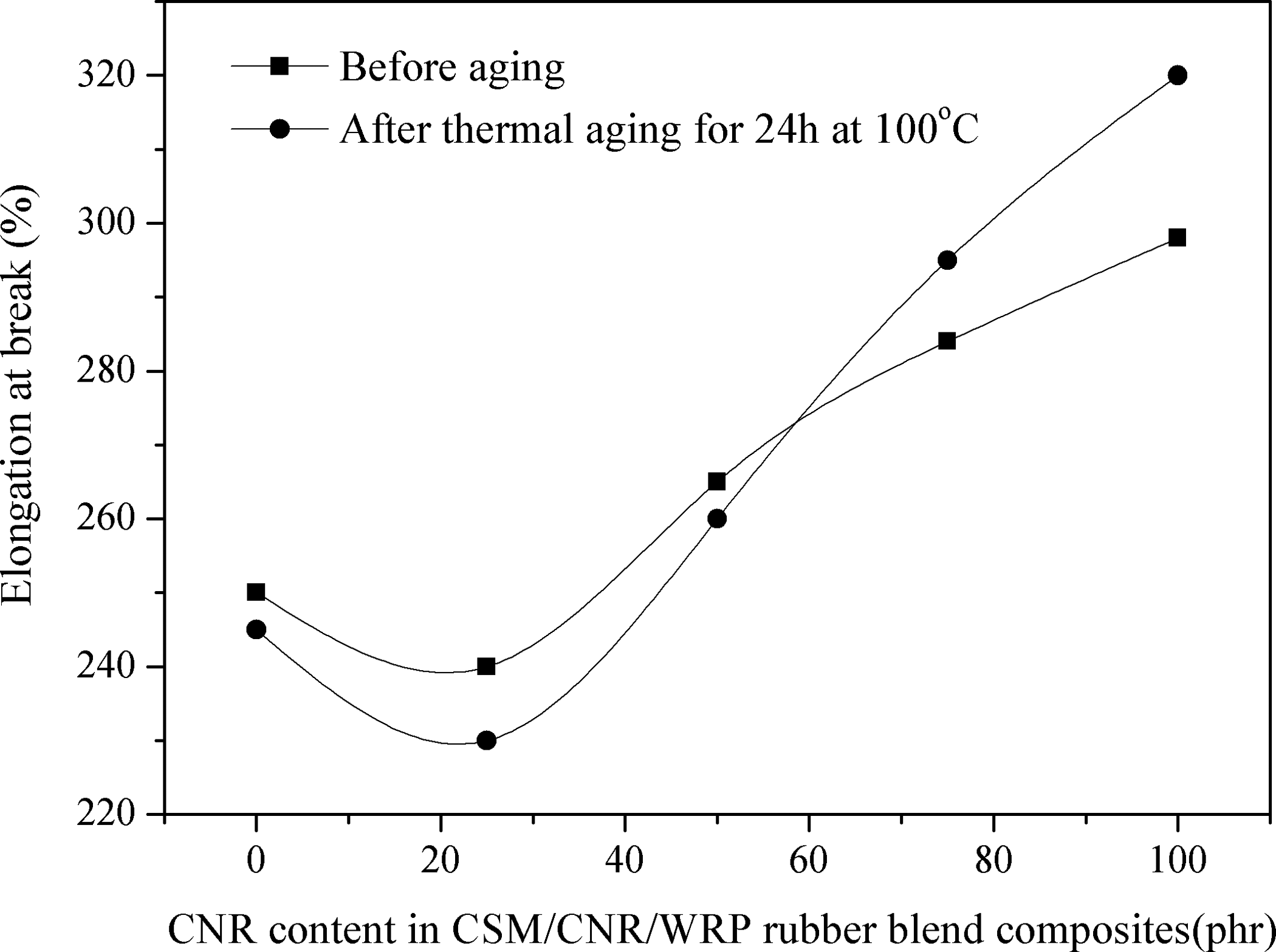
Variation in elongation at break as a function of blend compositions for CSM/CNR/WRP rubber blend-based composites before and after thermal aging. CSM: chlorosulfonated polyethylene rubber; CNR: chlorinated natural rubber; WRP: waste rubber powder.
For the rubber blend with 25 phr of CNR (i.e. 75/25 blend), the elongation at break drops to the values close to that of pure CSM. This result is in agreement with that of tensile strength and a similar explanation could therefore be applied. Unlike the results of tensile strength and elongation at break, the modulus at 100% strain and hardness appear to decrease systematically with increasing amount of CNR (Figures 4 and 5). The decrease in these properties is approximately in accordance with the interpolated values (i.e. additive line) and therefore could be explained by the dilution effect, which is caused by the addition of the CNR with low modulus and low hardness into the blends. 22,23
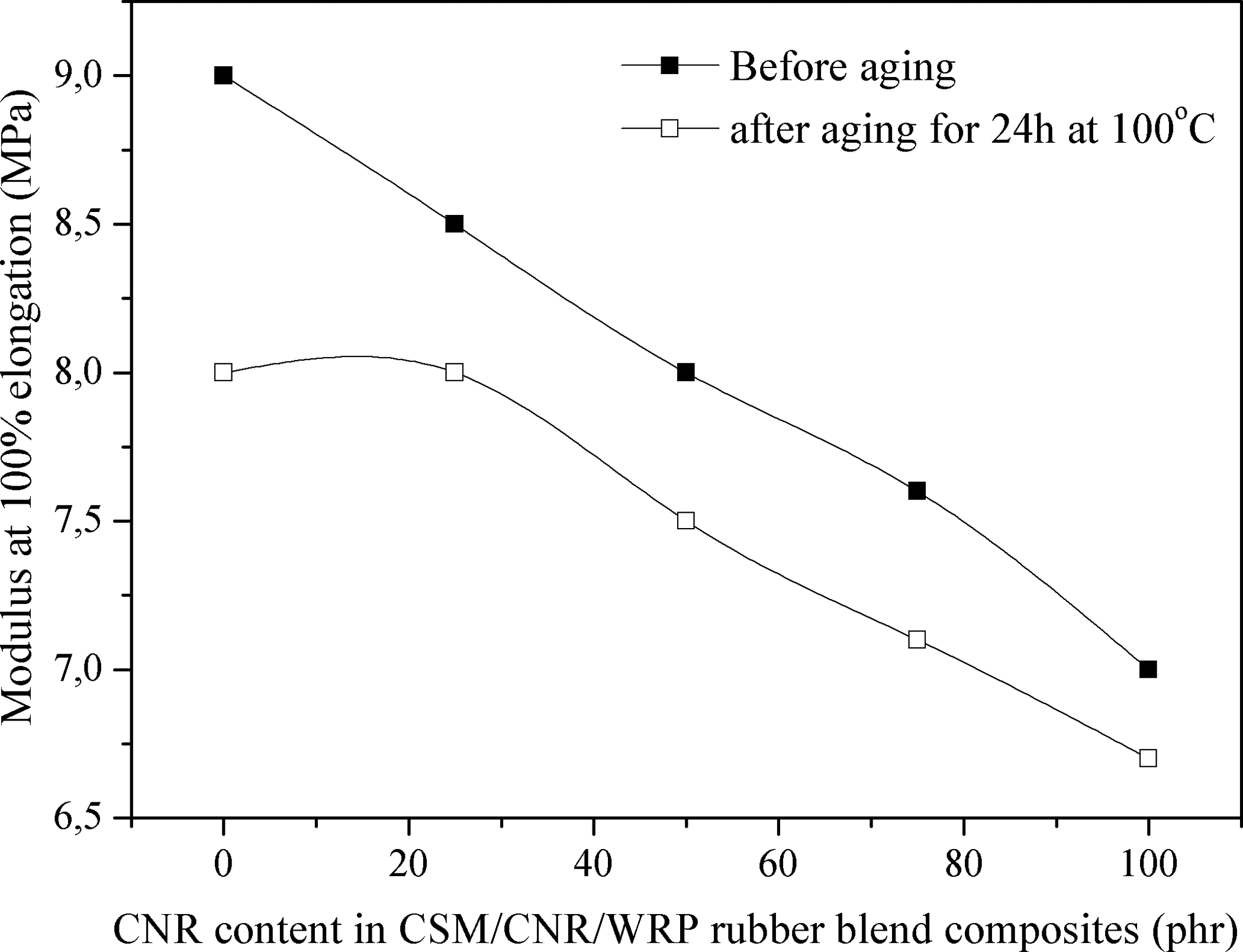
Variation in modulus at 100% elongation at break as a function of blend compositions for CSM/CNR/WRP rubber blend-based composites before and after thermal aging. CSM: chlorosulfonated polyethylene rubber; CNR: chlorinated natural rubber; WRP: waste rubber powder.
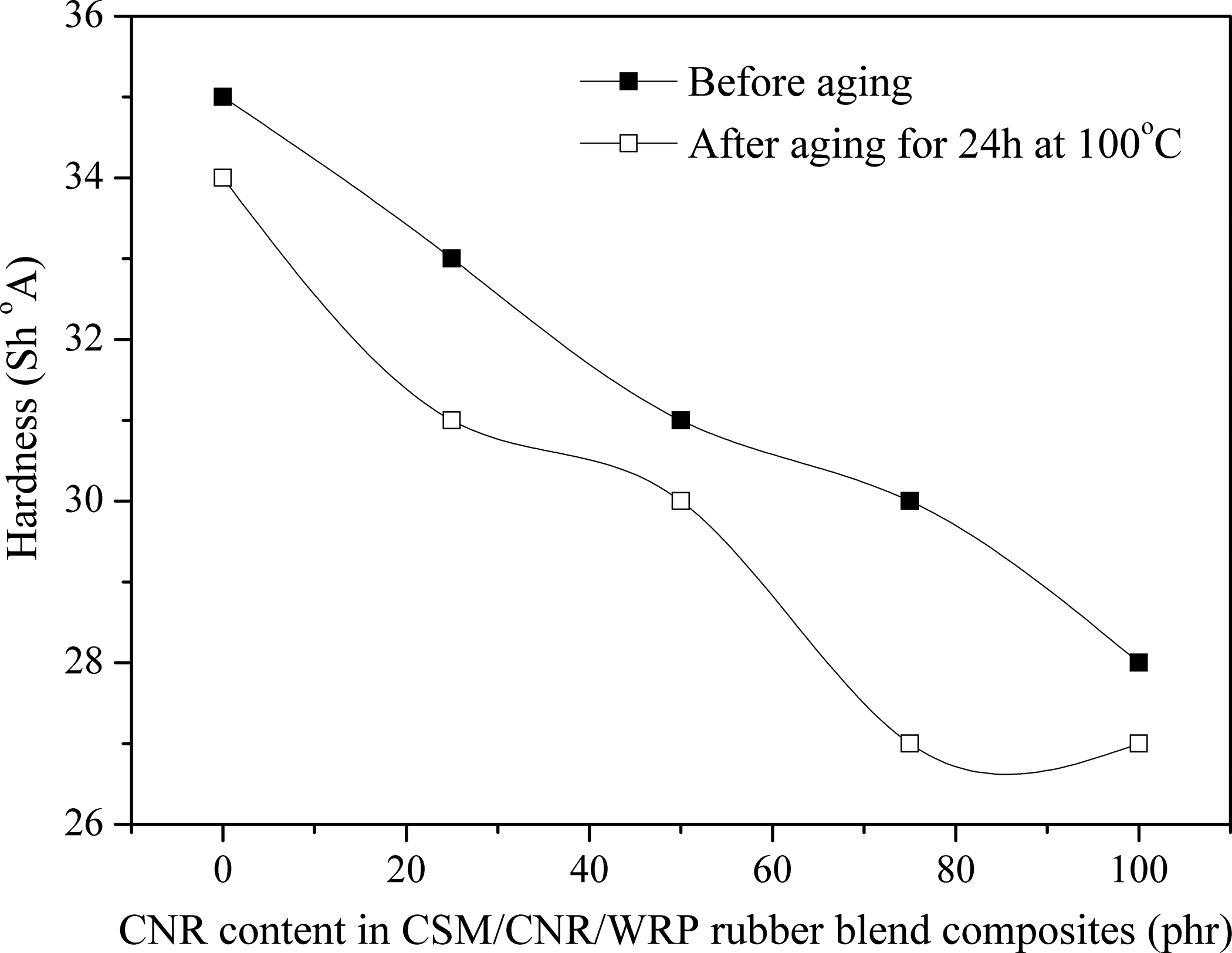
Variation in hardness as a function of blend compositions for CSM/CNR/WRP rubber blend-based composites before and after thermal aging. CSM: chlorosulfonated polyethylene rubber; CNR: chlorinated natural rubber; WRP: waste rubber powder.
Thermal aging properties of the CSM/CNR/WRP rubber blend compounds are also studied. Generally, properties of all rubber blend compounds decreased after thermal aging. The magnitude of the decrease depends on the blend ratio. It is known that CSM exhibits good resistance to thermal aging compared with CNR. Thus, by blending CSM with CNR, it was initially expected that the blends would show a sharp decrease in properties after aging, because of the dilution effect.
Surprisingly, the results obtained (as shown in Figures 1, 3, 4 and 5) reveal that the tensile properties of CSM/CNR/WRP (75/25/50) rubber blends is more or less similar to that of pure CSM, which is in agreement with the results of blend morphology discussed previously. A significant decrease in tensile strength compared with properties before aging is observed with the CSM/CNR/WRP (50/50/50) rubber blends.
Also, the modulus of all specimens decreases progressively with increasing CNR content in blends; this result is attributed to the dilution effect. The hardness decreases after thermal aging and becomes obviously with 50/50/50 rubber blends.
Irradiation resistance
According to earlier investigation, 24 the effects of irradiation aging on 50 phr WRP containing CSM/CNR rubber blend composites and three different radiation doses of the magnitude 100, 200 and 400 kGy on tensile strength, modulus, hardness and elongation at break are observed (Figures 6 to 9).
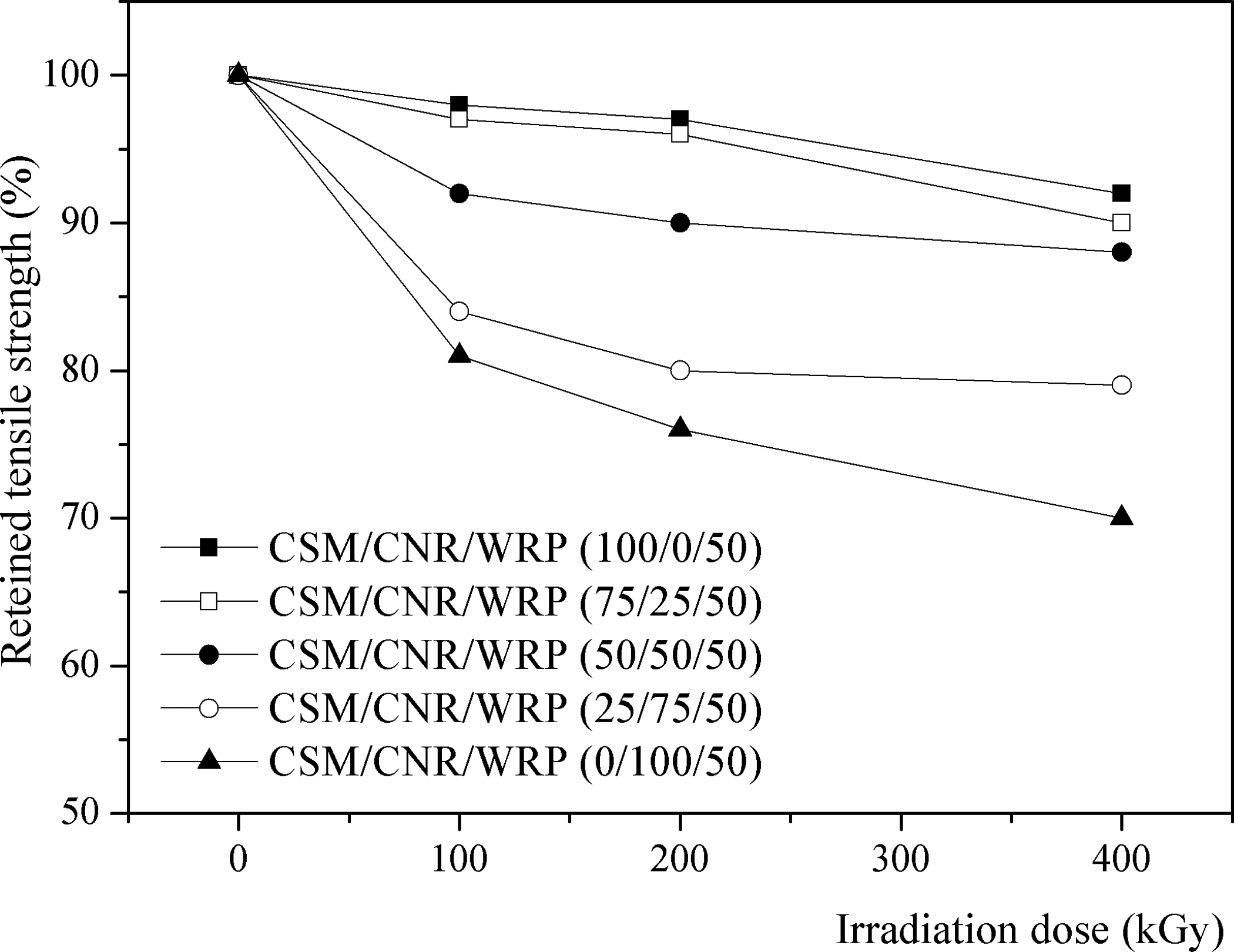
The effect of irradiation dose on retained tensile strength of CSM/CNR/WRP rubber blend-based composites. CSM: chlorosulfonated polyethylene rubber; CNR: chlorinated natural rubber; WRP: waste rubber powder.
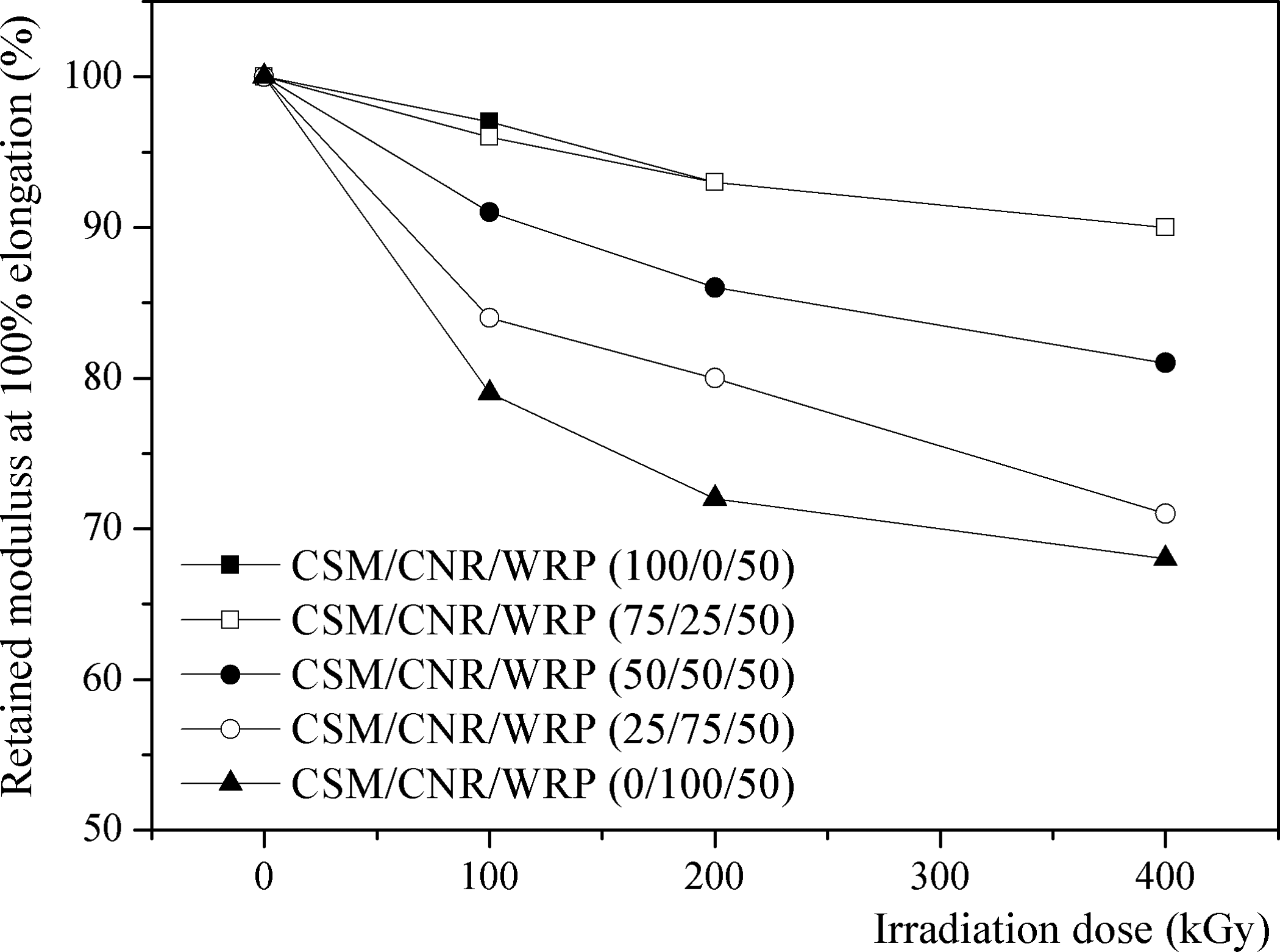
The effect of irradiation dose on retained modulus at 100% elongation at break of CSM/CNR/WRP rubber blend-based composites. CSM: chlorosulfonated polyethylene rubber; CNR: chlorinated natural rubber; WRP: waste rubber powder.
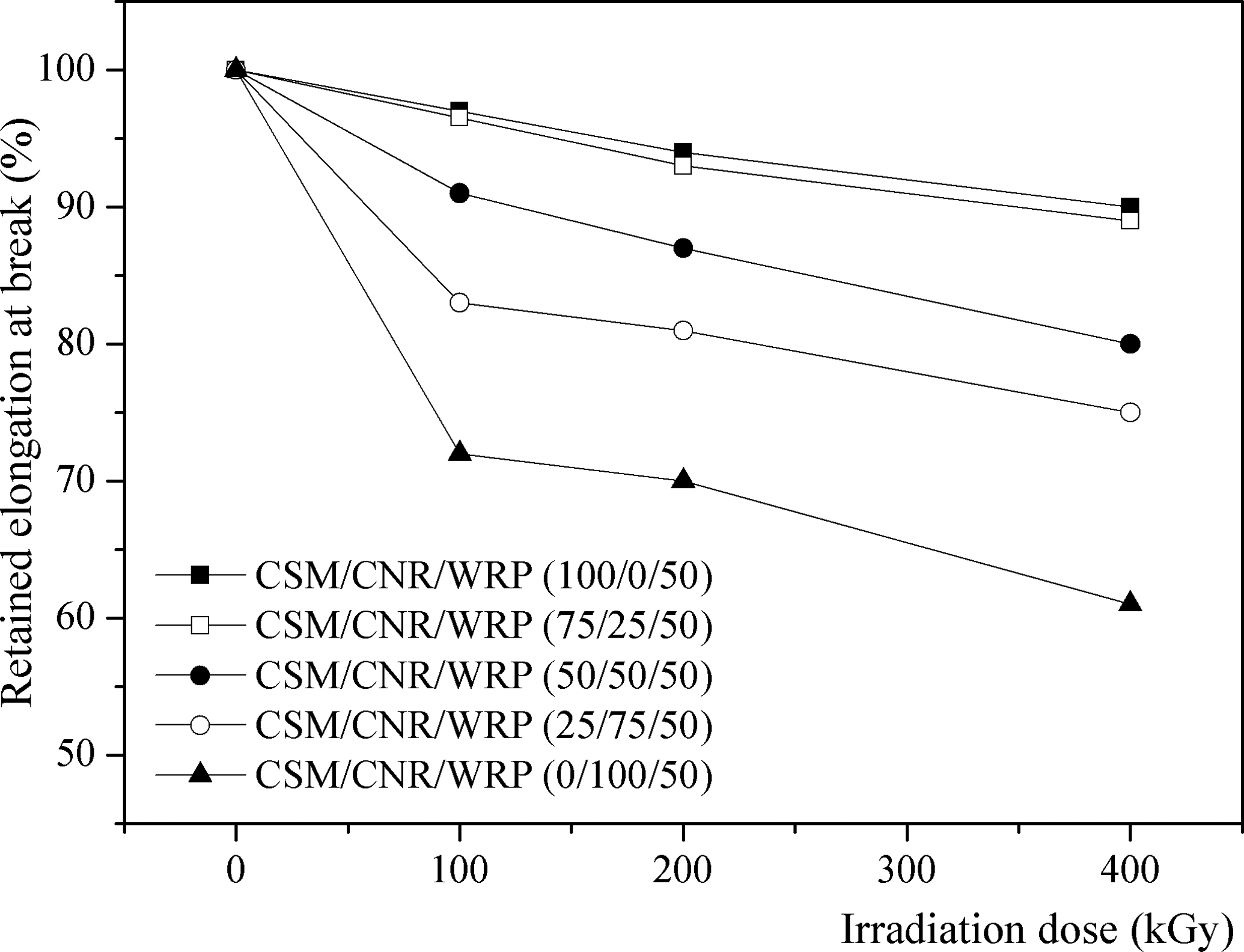
The effect of irradiation dose on retained elongation at break of CSM/CNR/WRP rubber blend-based composites. CSM: chlorosulfonated polyethylene rubber; CNR: chlorinated natural rubber; WRP: waste rubber powder.
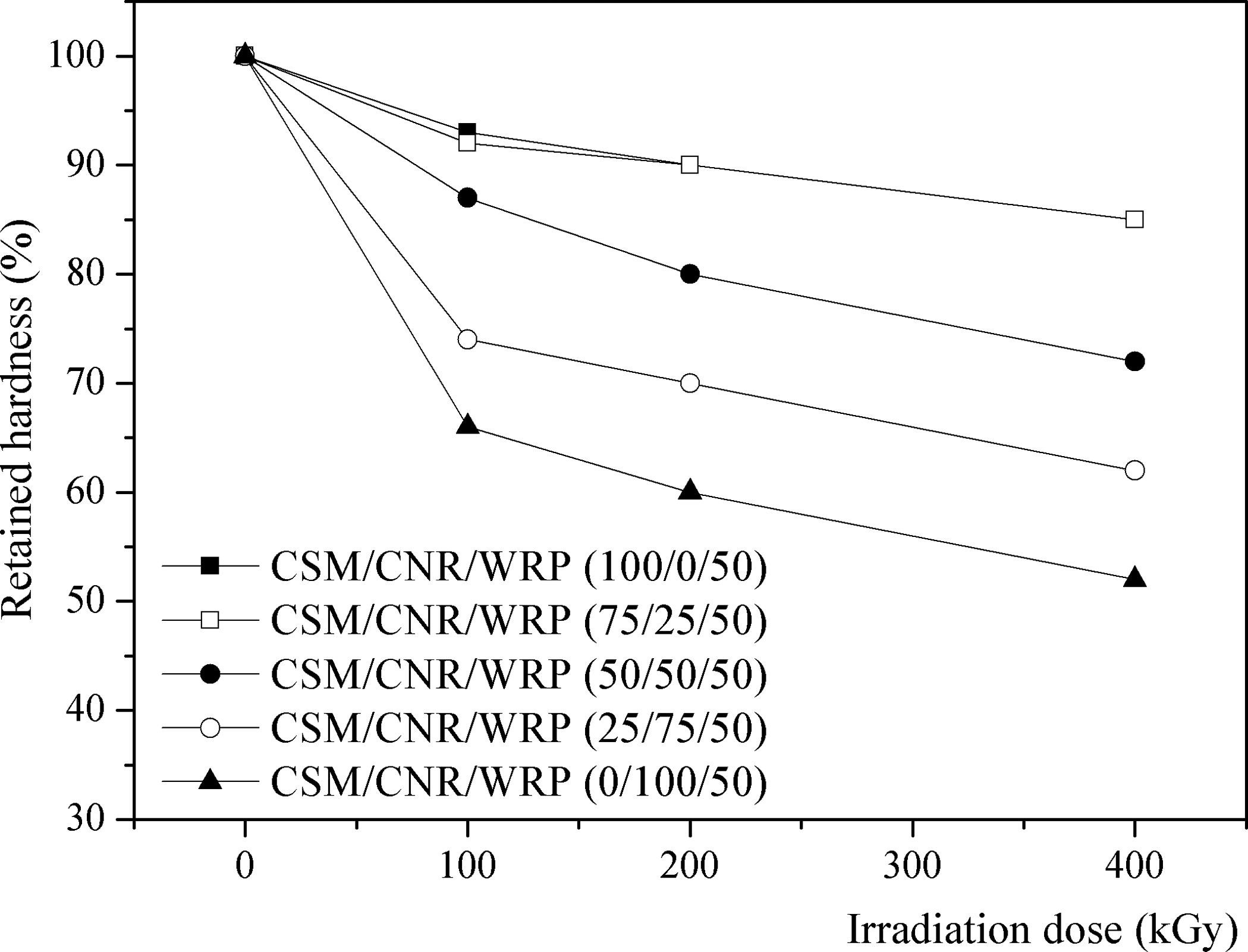
The effect of irradiation dose on hardness of CSM/CNR/WRP rubber blend-based composites.
The retained values of tensile properties and hardness are determined after irradiation in dependence of the irradiation dose up to 400 kGy according to
where P u and P i are values of mechanical properties of aged unirradiated and irradiated specimens, respectively.
The obtained values for the retained properties (Figures 6 to 9) show the dependence on the aging dose up to 400 kGy. The incorporation of WRP particles in the polymer blend under consideration leads to composites with enhanced properties. This enhancement might be due to the additional effect of unreacted curatives in the powdered rubber. These interactions may influence better physical properties and higher rubber irradiation resistance is obtained.
It is also noticed that with the increase in the CNR content, the values for the retained properties for CSM/CSM/WRP rubber blends slowly decreases. It becomes obvious that CSM content in CSM/CNR/WRP rubber blends is improving the higher irradiation resistance. The values for the retained properties for 25 phr of CNR-filled CSM/CNR/WRP rubber blends on the irradiation dose of 200 kGy are 95%. Synergism between polymer phases in CSM/CNR/WRP (75/25/50) rubber blends increases the resistance to irradiation. While at higher dose of 200 kGy, a degradation process of rubber chains is more predominant than cross-linking.
Dynamic mechanical properties
The storage modulus as a function of temperature for each CSM/CNR/WRP rubber blend ratio is shown in Figure 10.
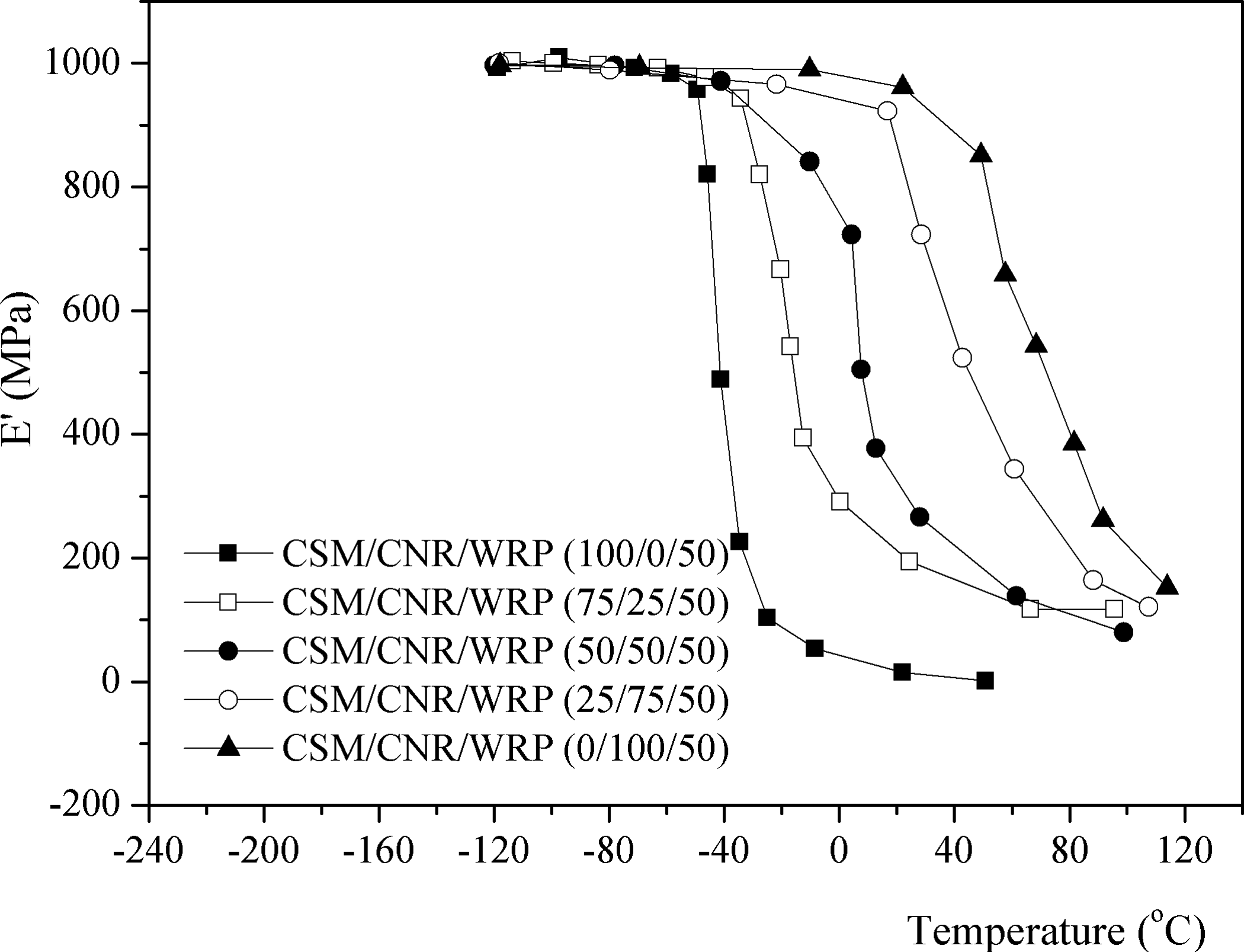
Plot of storage modulus against temperature for CSM/CNR/WRP rubber blend-based composites. CSM: chlorosulfonated polyethylene rubber; CNR: chlorinated natural rubber; WRP: waste rubber powder.
The glass transition temperatures (T gs) of pure CNR (i.e. 0/100 blend) and pure CSM (i.e. 100/0 blend) are approximately 65 and –45°C, respectively. For pure CSM and the CSM/CNR/WRP (75/25/50) rubber blends, the main drop in storage modulus takes place at a higher temperature than for compounds with blend ratios of 50/50, 25/75 and 0/100. This result indicates that the final products produced from compounds with the CSM/CNR blend ratios of 100/0 and 75/25 can maintain their high modulus under broader service temperature conditions, compared with other blend ratios. In addition, it can be seen that the trend of storage modulus at room temperature is in agreement with that of tensile modulus obtained from tensile tests shown earlier in Figure 1. The damping properties of the blends are shown in Figure 11.
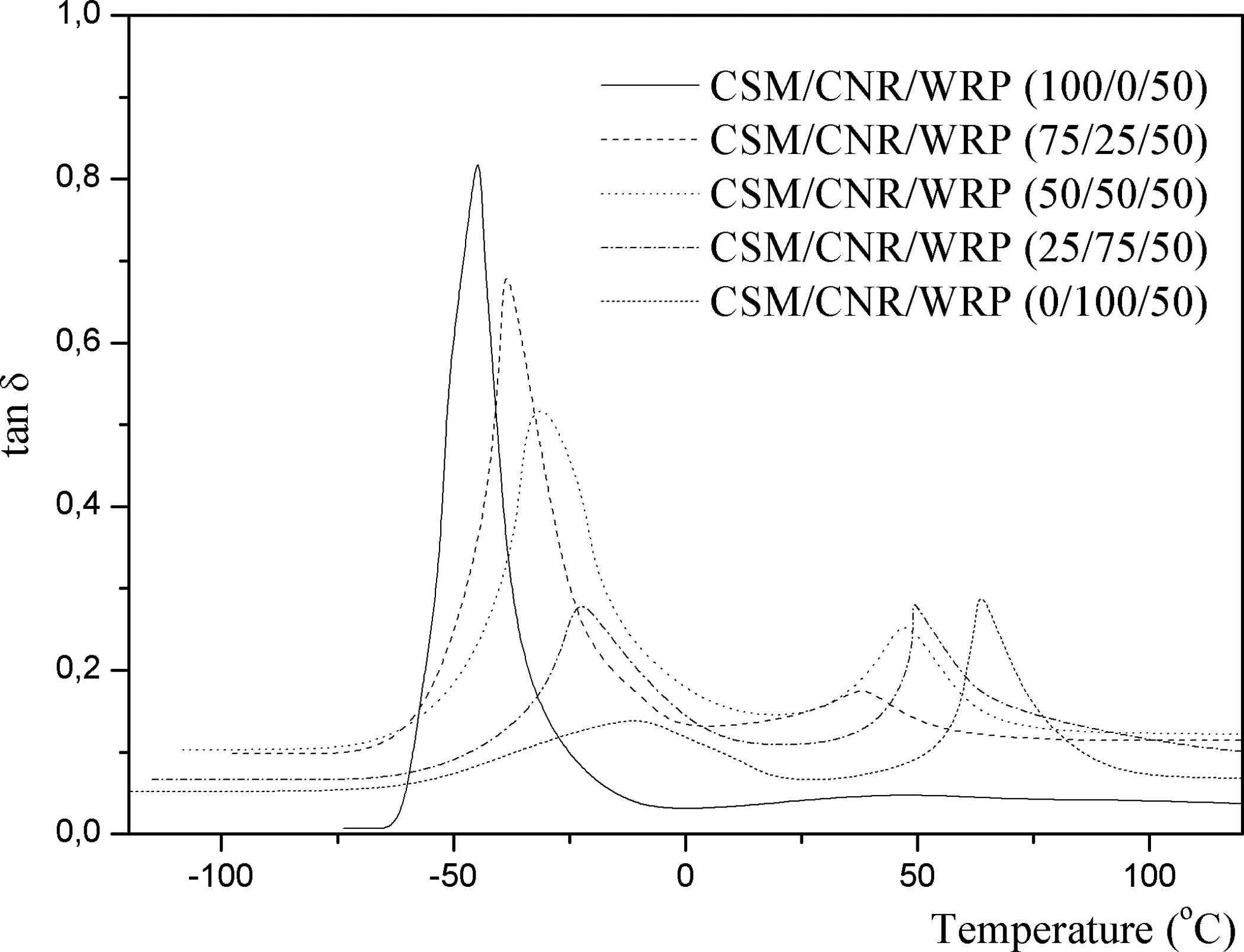
Plot of tan δ against temperature for CSM/CNR/WRP rubber blend-based composites. CSM: chlorosulfonated polyethylene rubber; CNR: chlorinated natural rubber; WRP: waste rubber powder.
Two damping peaks are observed in all blends, supporting a two-phase morphology. Peak height depends on the amount of each phase in blends. Plot of the tan δ max peak height against the amount of CNR in the CSM/CNR/WRP rubber blends is shown in Figure 12.
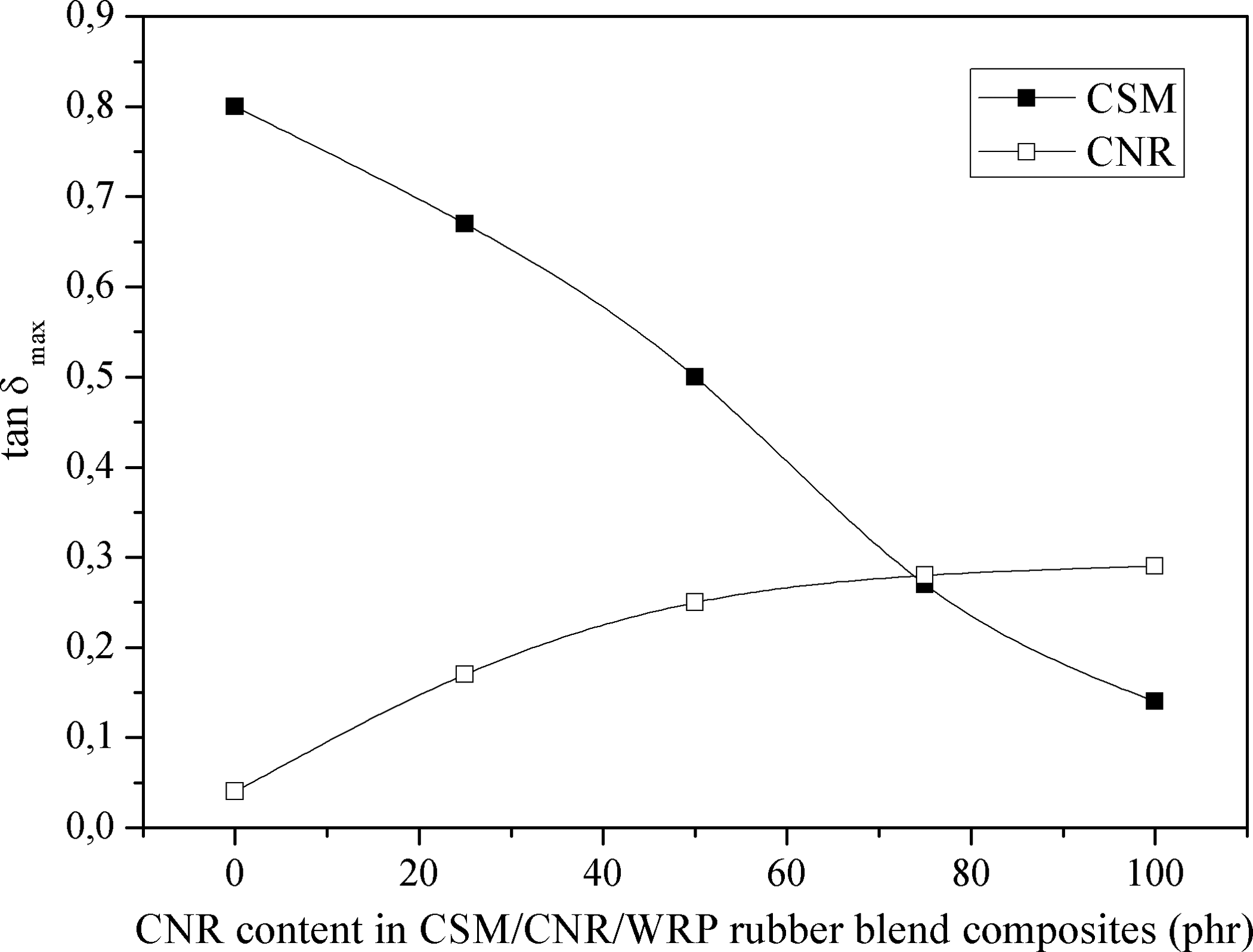
Plot of tan δ max of each phase in blends as a function of blend composition for CSM/CNR/WRP rubber blend-based composites. CSM: chlorosulfonated polyethylene rubber; CNR: chlorinated natural rubber; WRP: waste rubber powder.
The height of tan δ max of CNR phase increases progressively with the increasing amount of CNR in blends, while that of CSM decreases, which can be attributed to the dilution effect. The T g shifts (as determined from the temperature at damping peak) as a function of amount of CNR are shown in Table 3.
T gs of CNR and CSM phases in CSM/CNR/WRP rubber blend composites.
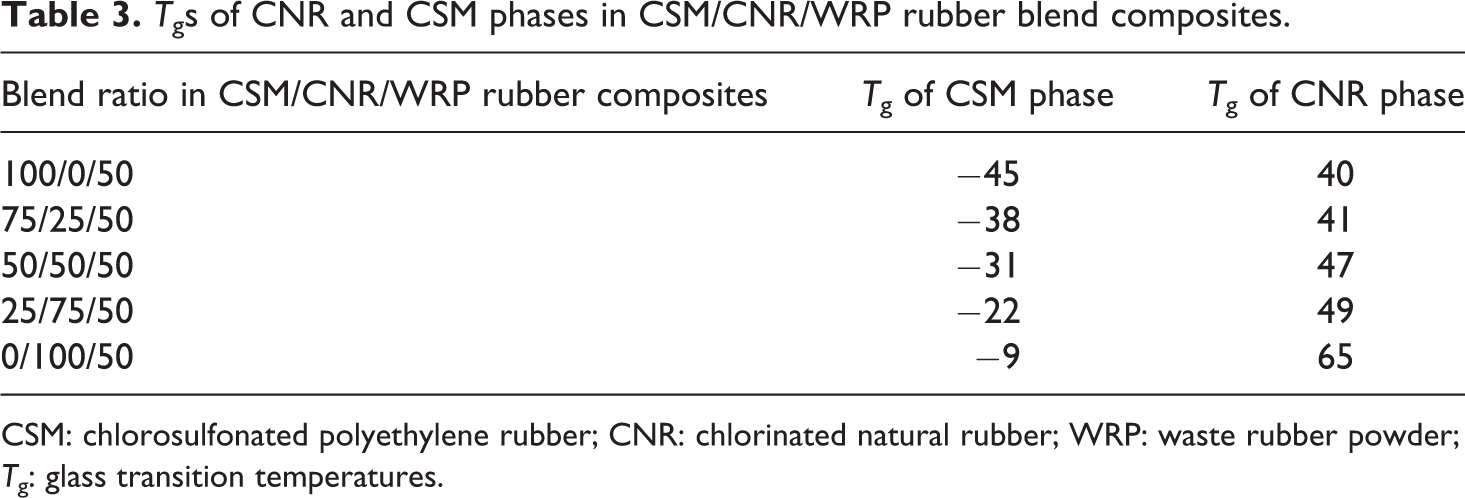
CSM: chlorosulfonated polyethylene rubber; CNR: chlorinated natural rubber; WRP: waste rubber powder; T g: glass transition temperatures.
Compared with the T g of pure components, the T g of each component in blends shifts slightly toward each other. The shift in T g values implies an interfacial interaction between phases taking place. A possible explanation is proposed as follows: as cure process is started, temperature generates free radicals on the backbones of both CSM 25 and CNR . The radicals generated on the backbones are not stable and therefore tend to recombine, resulting in the possibility of covulcanization that could increase the interaction between CSM and CNR rubber phases.
Conclusions
The use of CNR for partly substituting elastomeric CSM in CSM/CNR/WRP rubber blends was determined, and the rheological, mechanical, dynamic mechanical and thermal aging properties as well as irradiation resistance and morphology of the blends were investigated. The amount of CNR in rubber blends significantly affects the above-mentioned properties. The t s2 and t c90 values of CSM/CNR/WRP rubber blends decrease with increasing CNR content. In rubber blends with 25 phr of CNR content, tensile strength is similar to that of the pure CSM, even after either irradiation immersion or thermal aging. In other words, CSM plays strong roles in tensile properties of the blends with CNR content up to 25 phr. Modulus and hardness of the blends decrease progressively with increasing CNR content. These properties also decrease in rubber blends after thermal aging. After irradiation dose of 200 kGy, hardness, tensile strength and modulus decrease significantly for the blends with high CNR content. Scanning electron micrograph of CSM/CNR/WRP (75/25/50) reveals two-phase blend morphology, where CSM is the continuous phase in the blends with CNR. T gs of pure CNR and CSM determined by DMTA reveal damping peaks at about 65 and −44°C, respectively. The shift in the T g values was observed after blending, which indicates the interfacial interaction between phases probably caused by the covulcanization in blends. Damping peak height of each phase in blends depends strongly on the amount of each phase in rubber blends.
Footnotes
Funding
Financial support for this study was granted by the Ministry of Science and Technological Development of the Republic of Serbia (Projects Numbers 45022 and 45020).