
Abstract
A new organic coupling agent called coconut oil coupling agent (COCA) was produced from coconut oil. The effects of filler content and COCA on mechanical, thermal, and morphological properties of corn cob (CC)-filled polylactic acid (PLA) eco-composites were studied. The results show that the addition of CC decreased the tensile strength and elongation at break but increased the modulus of elasticity of PLA/CC eco-composites. However, the presence of COCA improved the tensile strength, elongation at break, and modulus of elasticity of PLA/CC eco-composites. Meanwhile, the glass transition temperature (T g) of PLA/CC eco-composites was increased by increasing the CC content and COCA treatment. The peak crystallization temperature (Tc ) in PLA/CC eco-composites indicated the nucleating effect of CC and the Tc of PLA/CC eco-composites decreased at 40 php of CC content. The addition of CC increased the melting temperature (Tm ) of PLA/CC eco-composites but reduced the crystallinity of PLA/CC eco-composites. The COCA treatment enhanced the mechanical properties and the crystallization process of PLA/CC eco-composites. The Tc and Tm of PLA/CC eco-composites were not significantly affected by COCA treatment. The presence of COCA improved the adhesion and interaction between CC and PLA matrix.
Introduction
Eco-composites are composite materials made of natural filler and biopolymer. Currently, eco-composites have greatly gained interest among researches and industrials in the application of environment-friendly materials. Traditional composites are mixture of polymers with mineral fillers like calcium carbonate, kaolin, mica, and talc. Recently, the use of the biopolymers and natural fillers can create a new class of low-cost, renewable, and fully biodegradable eco-composites. 1,2
Polylactic acid (PLA) is a biodegradable biopolymer, which is synthesized from agricultural product such as corn, sugarcane, sugar beet. 2 –5 The PLA has inherent biodegradability properties as well as enough life time to maintain the mechanical properties without rapid hydrolysis. Moreover, PLA has good aesthetics, high strength, and wide range of processability but the high cost limited its market potential. 5 Therefore, addition of natural fillers to PLA can effectively reduce the cost of final product since the PLA are partially replaced by low-cost natural fillers.
In general, natural fillers can be obtained from agricultural coproducts, such as coconut shell, 1 –3 rice husk, 6,7 banana fiber, 8,9 oil palm empty fruit brunch, 10 palm kernel shell, 11,12 and sugar beet pulp. 13 Corn cob (CC) is a agriculture waste available readily in large quantity after harvesting and other processes. CC is priceless and abundantly available. Therefore, CC has the potential to incorporate into PLA to produce eco-composites. However, directly introducing natural filler into the polymeric materials would not show a promising compound because the natural filler shows poor dispersion and has a high tendency to form agglomerate during processing. As a result, natural fillers show poor mechanical properties in polymeric composites due to the lack of interfacial adhesion. 1,2
Commonly, coupling agent is a chemical compound used to improving dispersion and wettability, resulting in strong filler–matrix adhesion. Coconut oil coupling agent (COCA) is a new coupling agent produced by reacting lauric acid obtained from virgin coconut oil with ethylene diamine. The chemical structure of COCA is H3N+(CH2)2N+H3·2C11H25COO−, which consist of reactive amine group and long alkyl chain. During the filler treatment, the amine group of COCA would react with the hydroxyl group on filler surface and long alkyl chain will form covalent bonds on the filler surface through amine group of COCA. Those long alkyl chains provided organophilic character on the filler surface, promoting better filler–matrix interaction.
This study is to investigate the effect of filler content and new COCA on mechanical, thermal properties, and morphology of PLA/CC eco-composites. At the end of this research study, it was shown that the PLA/CC eco-composites have the potential to produce biodegradable eco-tableware (as showed in Figure 1), which has been initially developed in Universiti Malaysia Perlis.

Biodegradable eco-tableware made from PLA/CC eco-composites. PLA: polylactic acid; CC: corn cob.
Methodology
Materials
PLA used was supplied by TT Biotechnologies Sdn. Bhd., Penang. The CC was obtained from Kodiang Plantations, Kedah. First, the CC was dried at 80°C for 24 h to remove the moisture. After drying, the CC was crushed and grinded into fine powder. The average particle size of the fine powder of CC was 30 µm, which was measured using Malvern Particle Size Analyzer Instrument (Italy). In our laboratory, COCA was prepared using virgin coconut oil and ethylene diamine. 14,15 Figure 2 shows the chemical reaction of preparing COCA. The ethanol used in the filler treatment was supplied by Fluka, Penang.

Schematic reaction of coconut oil coupling agent from ethylene diamine and lauric acid.
Filler treatment
The COCA was dissolved in ethanol (3% (v/v)). The CC was added into the COCA solution and stirred for 1 h for completed reaction. The treated CS was filtered and dried in an oven at 80°C for 24 h.
Preparation of PLA/CS Eco-composites
The PLA/CC eco-composites was prepared using Brabender Plastrograph mixer Model EC PLUS at a temperature of 180°C with rotor speed of 50 rpm and the total mixing time was 8 min. The PLA/CC eco-composites were shaped into tensile bar with 1 mm thickness using the compression molding machine model GT 7014A (Taiwan) at 180°C. The compression molding cycle involved 4 min of preheating, compression under pressure for 1 min, and subsequent cooling under pressure for 5 min. The formulation of untreated and treated PLA/CC eco-composites is shown in Table 1.
Formulation of untreated and treated PLA/CC eco-composites.
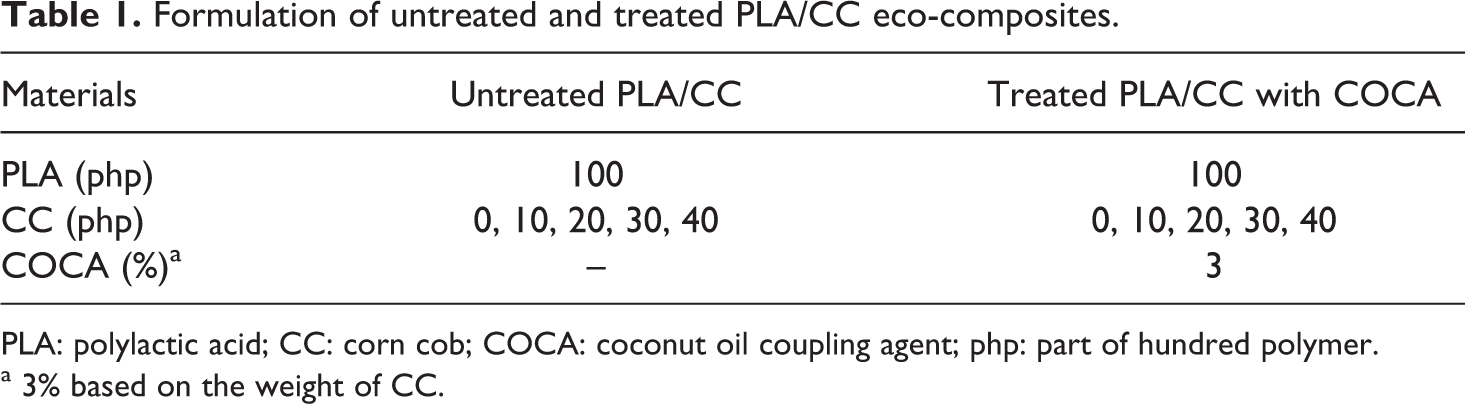
PLA: polylactic acid; CC: corn cob; COCA: coconut oil coupling agent; php: part of hundred polymer.
a 3% based on the weight of CC.
Tensile testing
Tensile testing was carried out according to ASTM D638 using Instron machine model 5569 (USA). The crosshead speed of testing was 15 mm/min, and the tests were performed at 25 ± 3°C. Tensile strength, elongation at break and modulus of elasticity values correspond to the average of five samples.
Differential scanning calorimetry (DSC) analysis
The DSC analysis was carried out using TA Instrument DSC Q10 (USA). The sample was placed in close aluminum pan with a sample weight of 7 ± 2 mg. The specimen was heated from 30°C to 200°C with a heating rate of 5°C/min under nitrogen atmosphere. The nitrogen gas flow rate was 50 ml/min. The degree of crystallinity of eco-composites (X
c) can be evaluated from DSC data using the following equation
Where ΔH f was the heat fusion of the PLA eco-composites, and ΔH f 0 was the heat fusion for 100% crystalline PLA (ΔH 100 = 93.7 J/g).
Morphology analysis
The tensile fracture surfaces of the untreated and treated PLA/CC eco-composites were examined with scanning electron microscope (SEM) model JEOL JSM-6460 LA (Japan). The fracture surfaces of the samples were sputter coated with a thin layer of gold and analyzed at 5 keV.
Result and discussion
Tensile properties
Figure 3 shows the tensile strength of untreated and treated PLA/CC eco-composites. The tensile properties of untreated and treated PLA/CC eco-composites were summarized in Table 2. The tensile strength of untreated PLA/CC eco-composites decreased with the increase in the CC content. Similar trend was reported in our previous study.1 –3 This was attributed to poor interfacial bonding between hydrophilic CC and hydrophobic PLA matrix. The poor dispersion of hydrophilic CC was due to the agglomeration in hydrophobic PLA matrix. That agglomeration became the stress concentration point to initiate stress cracking under tensile stress. Nevertheless, treated PLA/CC eco-composites with COCA showed higher tensile strength compared to untreated PLA/CC eco-composites. The presence of COCA as coupling agent in PLA/CC eco-composites as the long alkyl chain from lauric acid bonded on the surface of CC via amine group and it is providing organophilic properties to CC. As result, COCA improved the dispersion and interfacial bonding between CC and PLA matrix. The chemical reaction of COCA and CC is illustrated in Figure 4.
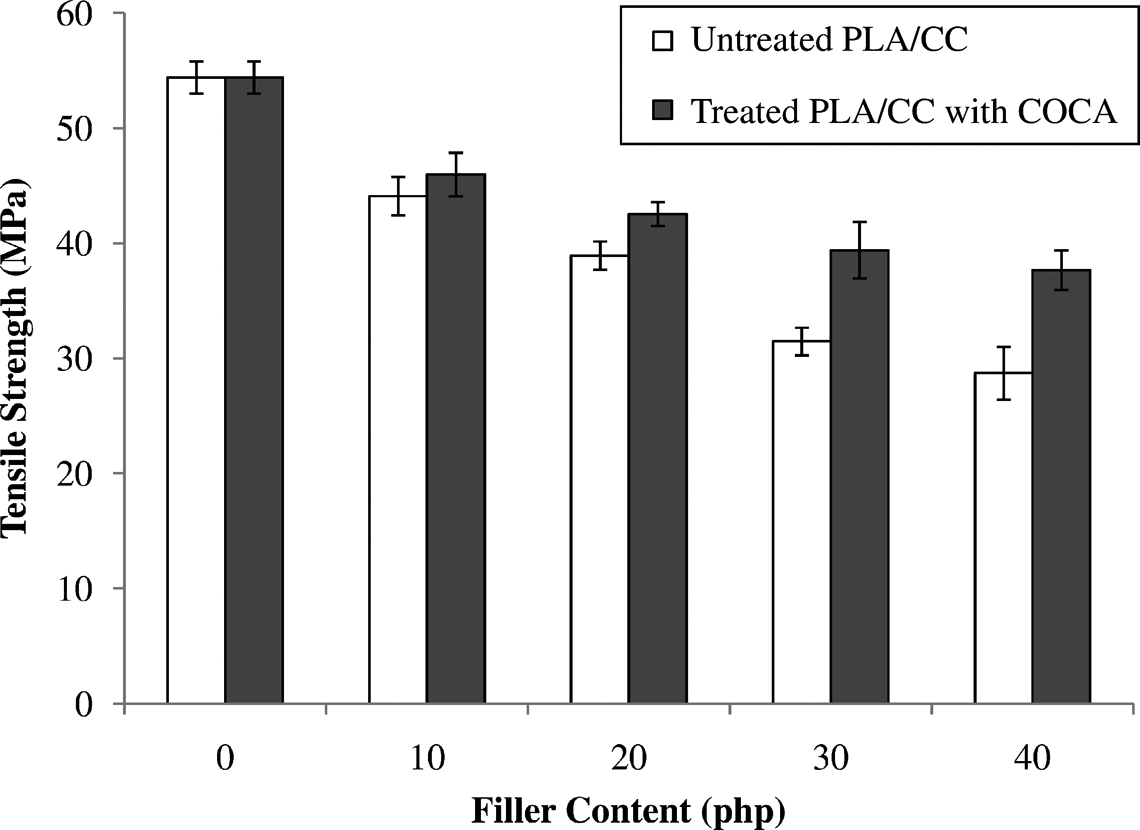
The effect of CC content on tensile strength of untreated and treated PLA/CC eco-composites. PLA: polylactic acid; CC: corn cob.
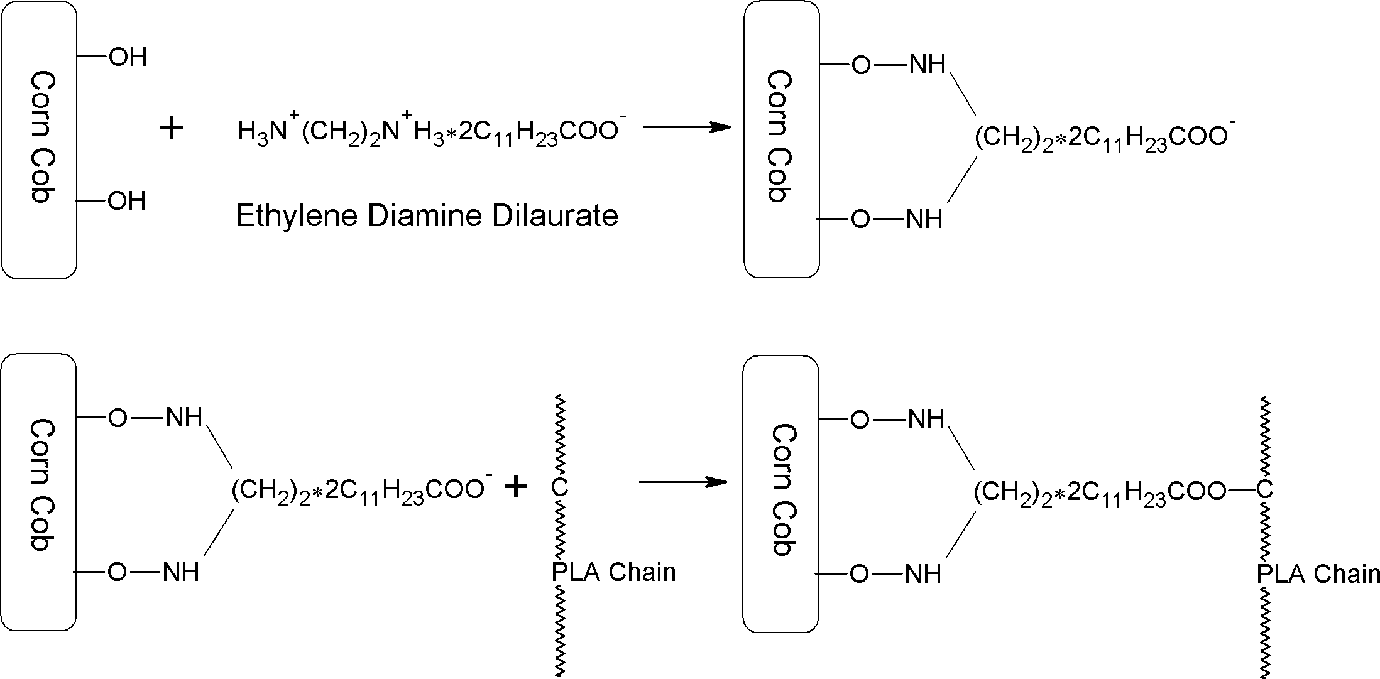
Schematic reaction of COCA with corn cob and PLA. COCA: coconut oil coupling agent; PLA: polylactic acid; CC: corn cob.
Tensile properties of untreated and treated PLA/CC eco-composites.
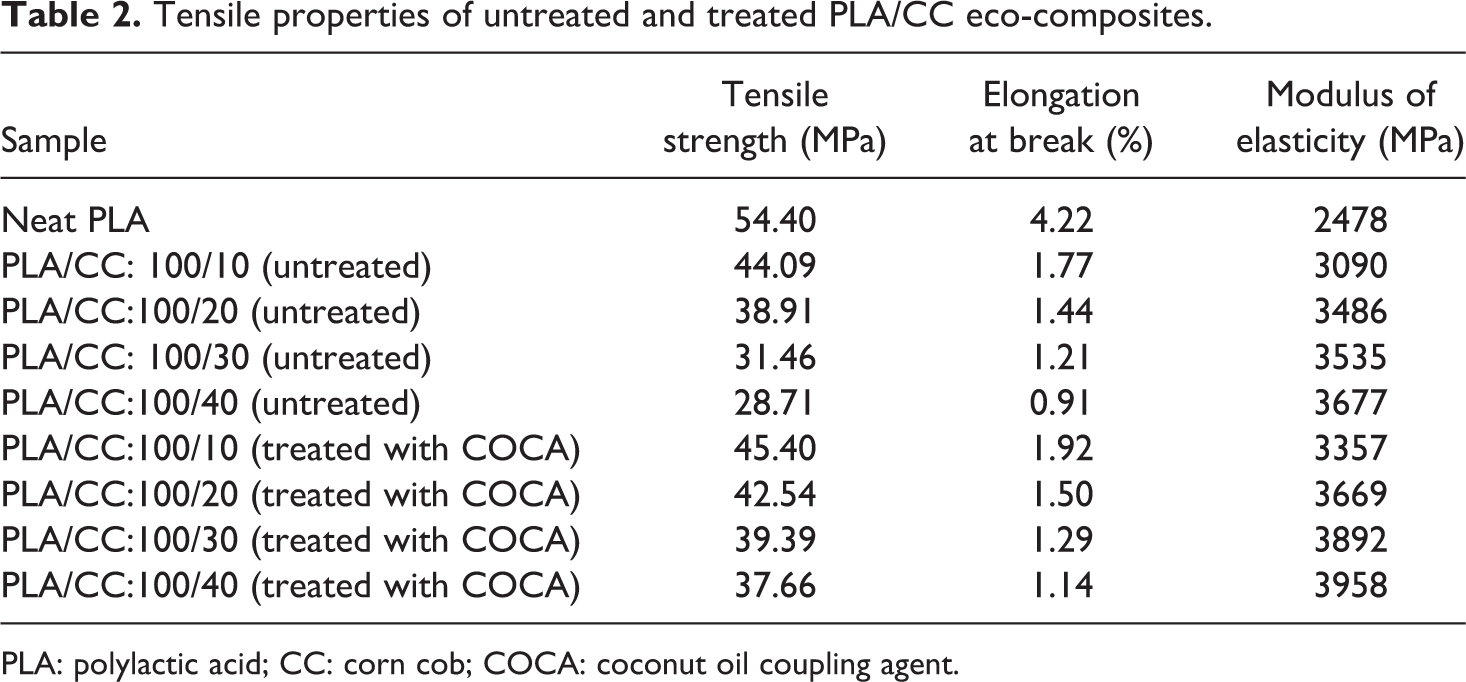
PLA: polylactic acid; CC: corn cob; COCA: coconut oil coupling agent.
The elongation at break of untreated and treated PLA/CC eco-composites decreased with the increase in the CC content (Figure 5). This is due to the addition of CC, reducing the plasticity of the PLA matrix. Moreover, the agglomeration in untreated PLA/CC eco-composites acts as the stress concentration point because of the failure of the untreated PLA/CC eco-composites at lower elongation. Similar phenomena were also reported by other researchers. 16 –18 However, the incorporation of COCA slightly increased the elongation at break of PLA/CC biocomposites. The presence of COCA reduced the agglomeration by improving the dispersion of CC, therefore elongation at break of treated PLA/CC eco-composites also increased. According to Jandas et al., the elongation at break of PLA/banana fiber increased with different kinds of silane coupling agent treatment. 9
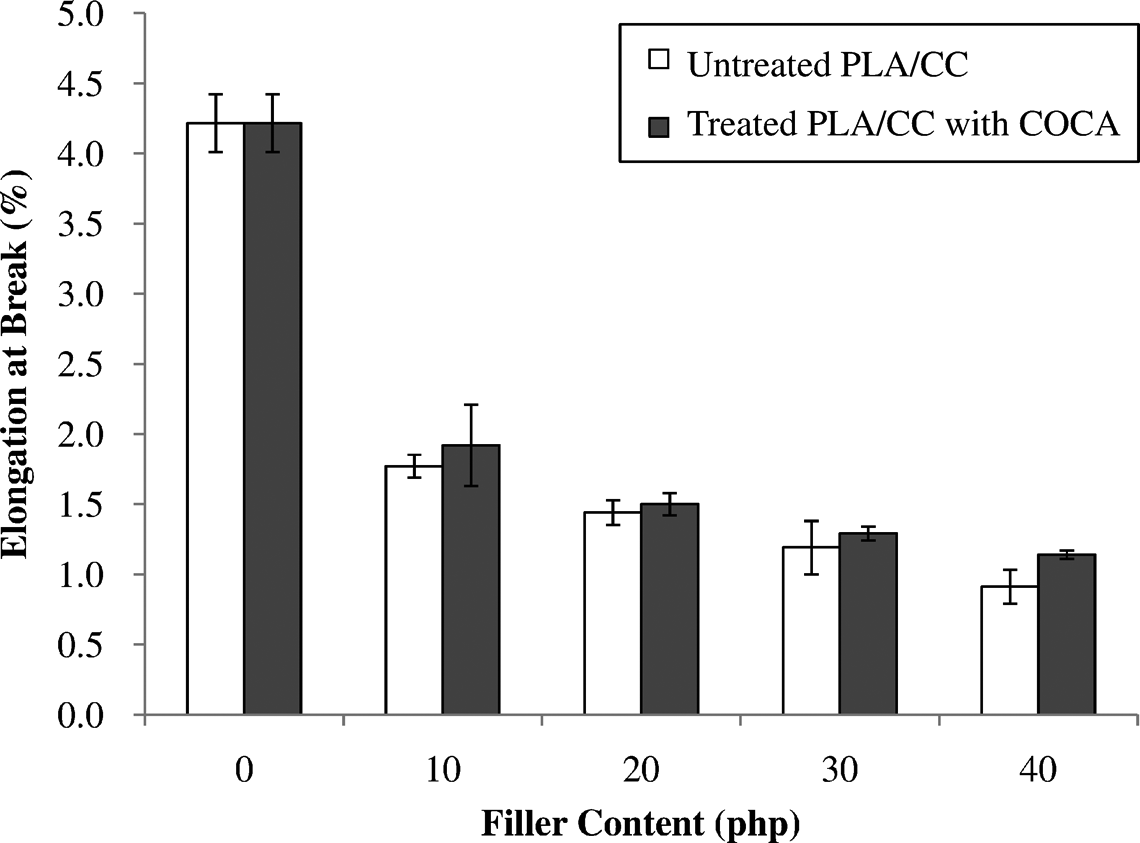
The effect of CC content on elongation at break of untreated and treated PLA/CC eco-composites. PLA: polylactic acid; CC: corn cob.
Figure 6 illustrates the modulus of elasticity of both PLA/CC eco-composites increased with the increase in CC content. The addition of CC reduced the chain mobility of the PLA matrix, thus increasing the stiffness of PLA/CC eco-composites. The modulus of elasticity of PLA/CC eco-composites was increased with COCA treatment. At similar content, the COCA-treated PLA/CC eco-composites had higher modulus of elasticity compared to untreated PLA/CC eco-composites. The COCA enhanced the filler–matrix interaction, which reduced the chain mobility. This result was supported by other researches. 14,15
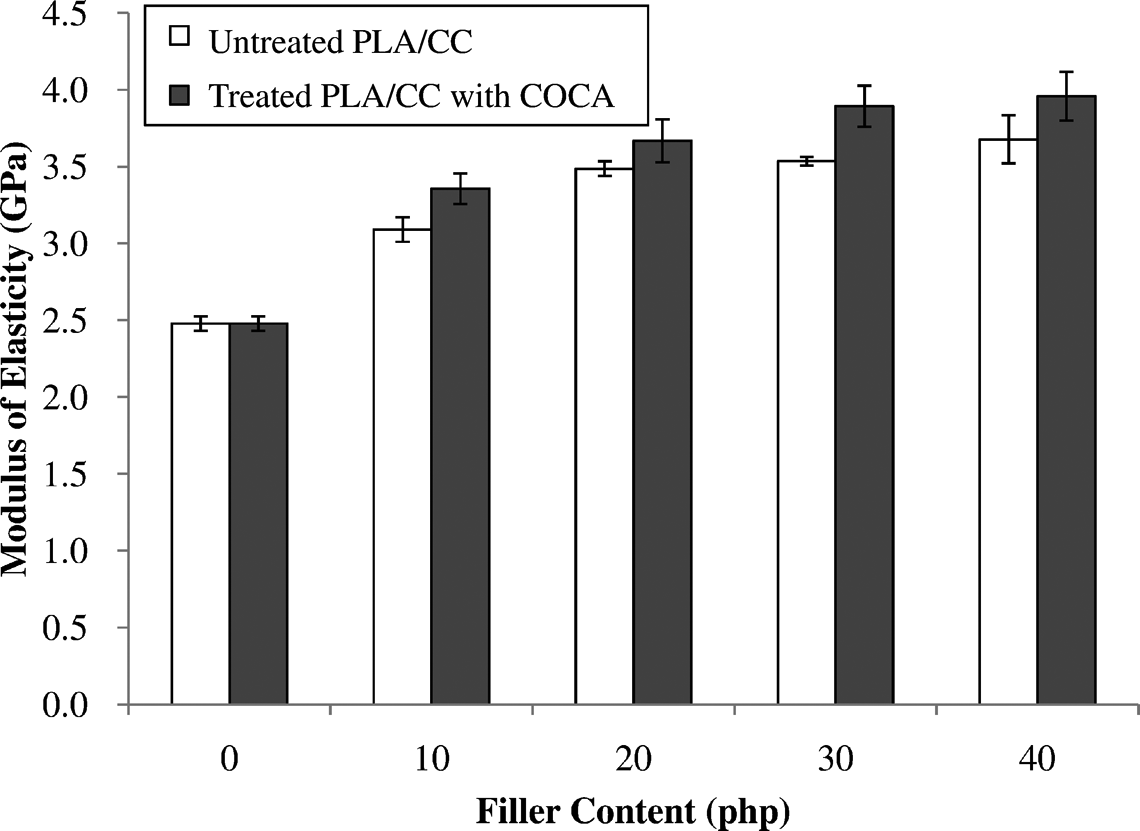
The effect of CC content on modulus of elasticity of untreated and treated PLA/CC eco-composites. PLA: polylactic acid; CC: corn cob.
Morphology study
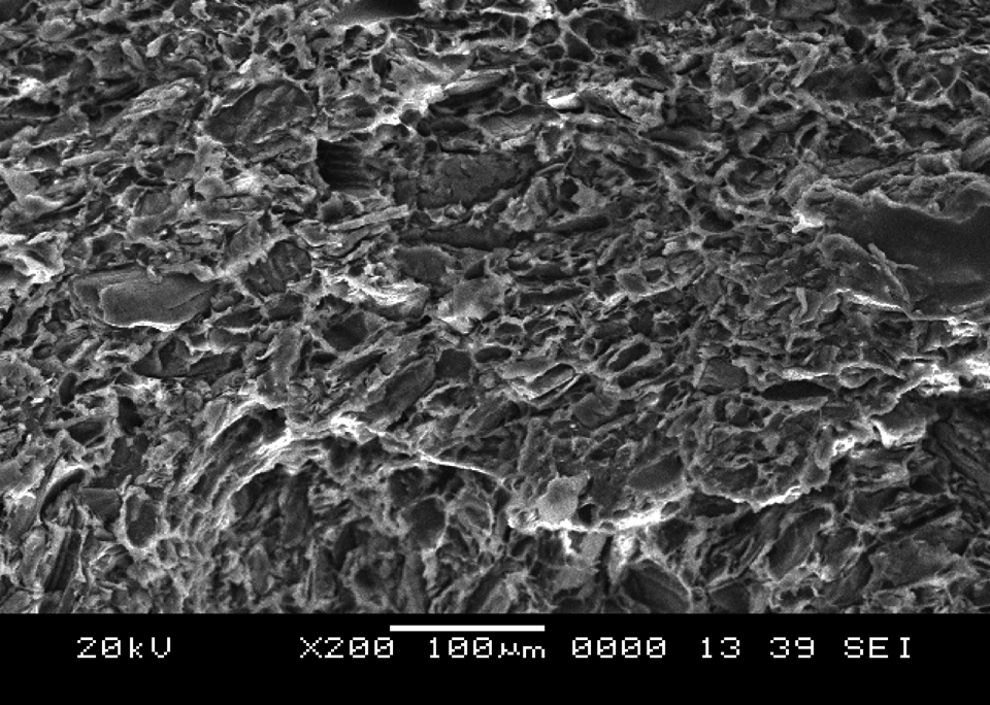
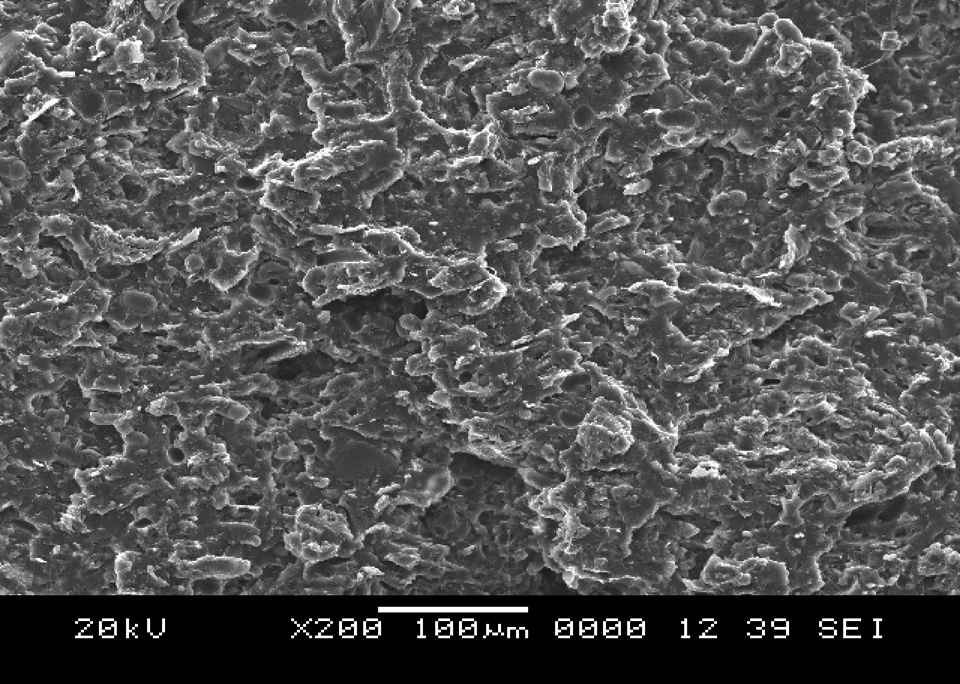
The SEM micrograph of tensile fracture surface of untreated and treated PLA/CC eco-composites with 20 and 40 php filler contents are shown in Figures 7 and 8, respectively. Figures 7 and 8 showed the rough fracture surface due to detachment of CC particles. Poor dispersion of CC in untreated PLA/CC eco-composites and agglomerations were found at higher CC content (Figure 8). The discontinuity between CC particle and PLA matrix due to poor interfacial interaction was also observed in untreated PLA/CC eco-composites. The agglomerations and the discontinuity areas were proven to decrease the tensile properties of untreated PLA/CC eco-composites. The COCA-treated PLA/CC eco-composites showed better dispersion of CC, and most of the CC particles were embedded in PLA matrix as shown in Figures 9 and 10. This attributed that the presence of COCA enhanced the dispersion and filler–matrix interaction, which improved the tensile properties of PLA/CC eco-composites.
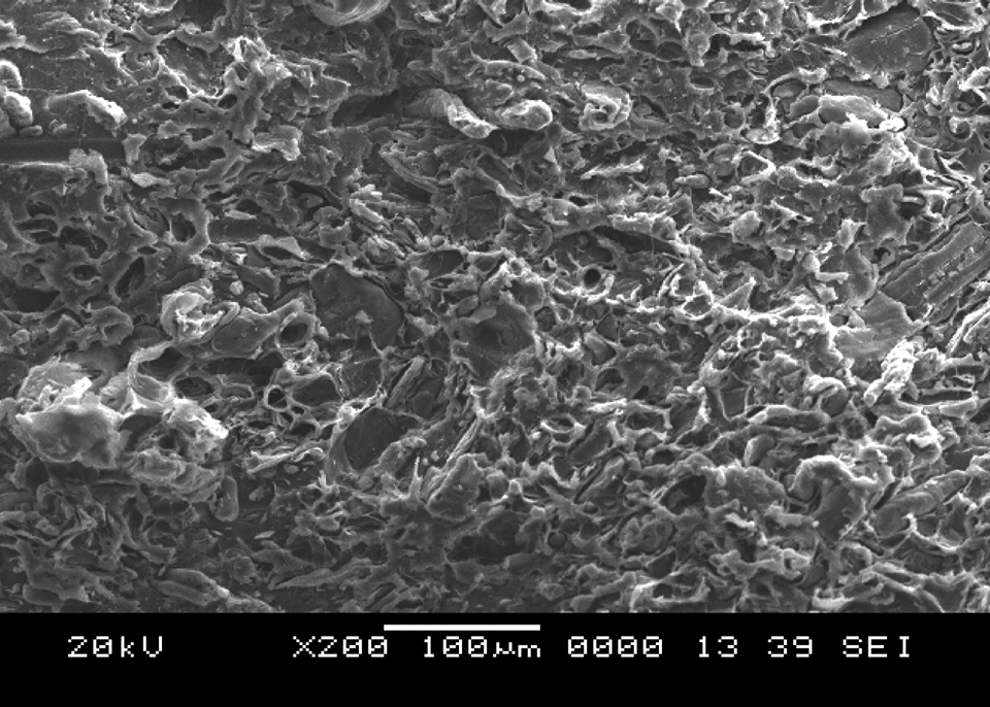
SEM micrograph of untreated PLA/CC at 20 php CC content. SEM: scanning electron microscopy; CC: corn cob.
SEM micrograph of untreated PLA/CC at 40 php CC content. SEM: scanning electron microscopy; CC: corn cob.
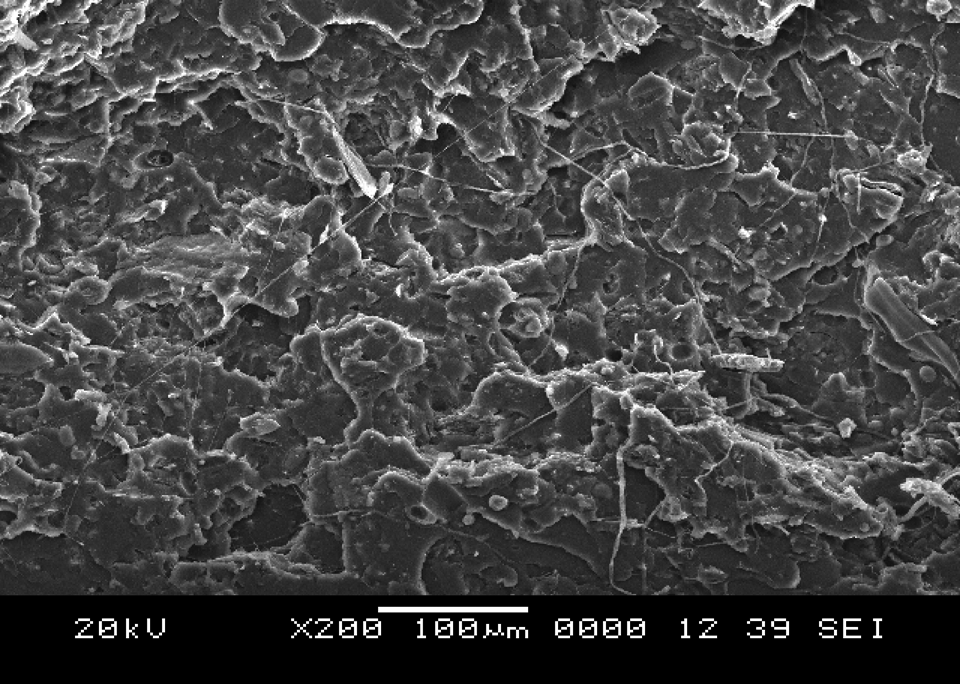
SEM micrograph of treated PLA/CC at 20 php CC content. SEM: scanning electron microscopy; CC: corn cob.
SEM micrograph of treated PLA/CC at 40 php CC content. PLA: polylactic acid; CC: corn cob.
DSC analysis
Figure 11 shows the DSC curves of untreated and treated PLA/CC eco-composites. The DSC data of both eco-composites is summarized in Table 3. The glass transition temperature (T g) of neat PLA is around 57.7°C and the T c peak were not observed. The T g of PLA/CC eco-composites increased with increasing CC content. The addition of CC hindered the PLA chain mobility, resulting in increased T g. The T c peak was found in PLA/CC eco-composites because of the nucleating effect of CC. Similar observation was also found in PLA/coconut shell powder eco-composites as reported by Salmah et al. 3 At a filler content of 40 php, the nucleating effect of CC increased because the crystallization process occurs at lower temperature of around 98.5°C. The PLC/CC eco-composites exhibit higher Tm compared to neat PLA as the addition of CC restricted the melt flow ability of PLA matrix during the melting process. The crystallinity of PLA/CC eco-composites reduced with increasing the CC content. The decrease in crystallinity might be due to the CC that hindered the migration and diffusion of PLA chain on the surface of nucleus in the eco-composites. This statement was agreed by other researchers. 16 –18 The T g of PLA/CC eco-composites increased with COCA treatment as the chain mobility is further reduced by enhanced interfacial bonding. The treated PLA/CC eco-composites show higher crystallinity compared to untreated PLA/CC eco-composites. This was because COCA treatment can improve crystallization process by enhancing the filler–matrix interaction. Nevertheless, the T c and T m did not change significantly with the COCA treatment (Table 3).
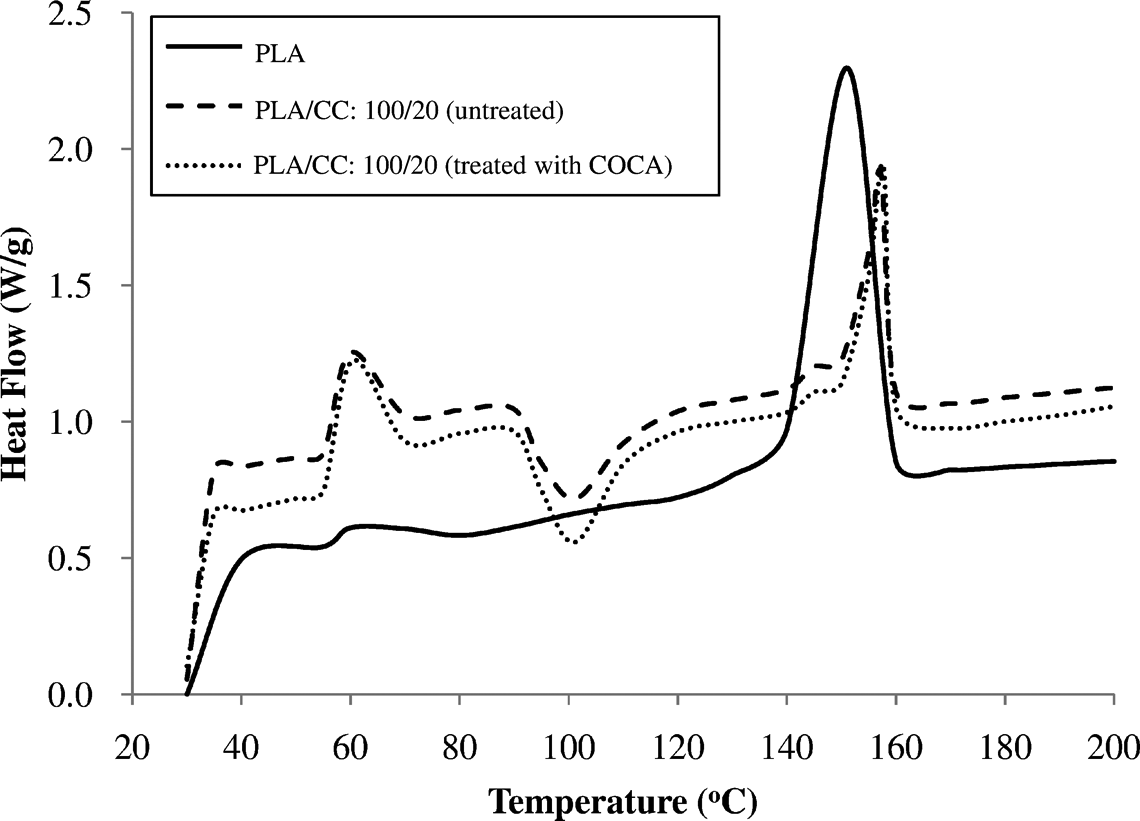
DSC curves of untreated and treated PLA/CC eco-composites at 20 php of CC content. DSC: differential scanning calorimetry; PLA: polylactic acid; CC: corn cob.
DSC data of untreated and treated PLA/CC eco-composites.
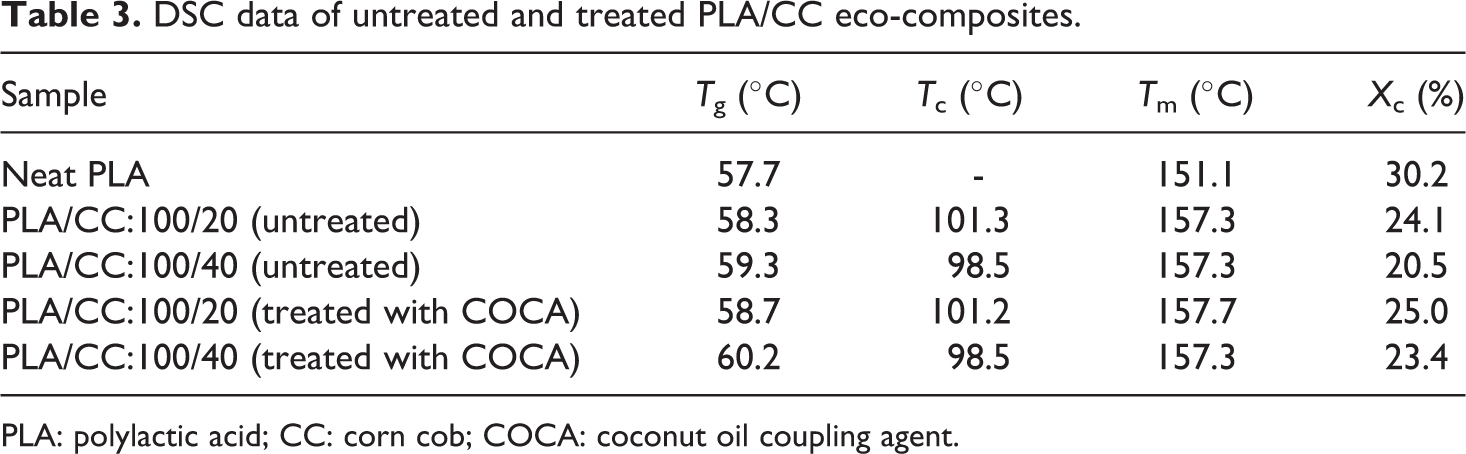
PLA: polylactic acid; CC: corn cob; COCA: coconut oil coupling agent.
Conclusion
The increase in CC content significantly decreased the tensile strength and elongation at break of PLA/CC eco-composites. However, the modulus of elasticity of PLA/CC eco-composites increased with increase in CC content. The addition of CC had increased the T g and T m PLA/CC eco-composites but reduced the crystallinity of PLA/CC eco-composites. The presence of T c peak in PLA/CC eco-composites was assigned to the nucleating effect of CC. Treatment with COCA improved the tensile properties of PLA/CC eco-composites. The T g and crystallinity of PLA/CC eco-composites increased with the addition of COCA. The presence of COCA improved the tensile and thermal properties by enhancing the filler–matrix interaction, which was proven by SEM micrograph.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.