
Abstract
Polypropylene (PP)/recycled acrylonitrile butadiene rubber (NBRr)/rice husk powder (RHP) composites were fabricated with silane and acetic anhydride (Ac) treatment agent. The in situ formed RHP-filled PP/NBRr composites were prepared by melt mixing technique. The mechanical properties of both the treatment methods were investigated with Instron mechanical analysis and Fourier transform infrared. The results indicated that Ac treatment was found to exhibit better mechanical properties of RHP-filled PP/NBRr composites treated with silane. This was due to good compatibility and stronger interaction between anhydride moieties with PP/NBRr.
Keywords
Introduction
In recent years, the incorporation of lignocellulosic materials as reinforcing agents or as fillers in polymer composites has received an increased attention. The addition of fillers has a high impact upon economics for thermoplastics, while a general improvement in certain properties is also achieved. Lignocellulosic materials exhibit a number of attractive features including low density, low requirements on processing equipment, less abrasion during processing, abundance and certainly biodegradability. 1 –4 The main advantage of lignocellulosic materials upon mineral fillers is their environmental friendliness. In general, polymer waste is disposed in large landfills causing serious problems in the environment, while biodegradable materials are envisaged to be an excellent alternative to tackle this problem by reducing the waste volume. Considerable amount of studies has been carried out on utilizing natural fillers such as sago, sisal, short silk fibre, oil palm empty fruit bunch, rice husk ash, jute fibre, rubber wood powder, jute, hemp, sisal, cotton stalk, kenaf, sugarcane banana fibres and other cellulosic fibres as reinforcement materials in various waste polymeric materials. 4,5 Consequently, it has not been surprising that the use of lignocellulosic materials in the production of composites has gained significant importance in various manufacturing fields and industries. 5 –8
The major disadvantage encountered during the incorporation of natural lignocellulosic materials into polymers is the lack of good interfacial adhesion between the two components, which results in poor properties of the resulting material. 9 The polar hydroxyl groups on the surface of the lignocellulosic materials have difficulty in forming a well-bonded interface with a non-polar matrix, as the hydrogen bonds tend to prevent the wetting of the filler surfaces. Besides, the incorporation of lignocellulosic materials in a synthetic polymer is often associated with agglomeration as a result of insufficient dispersion, caused by the tendency of the fillers to form hydrogen bonds with each other. This incompatibility leads to poor mechanical properties and high water absorption, especially when the matrix is hydrophilic.
Thus, in order to develop composites with good properties, it is necessary to improve the interface between the matrix and the lignocellulosic material. There are various methods for promoting interfacial adhesion in systems where lignocellulosic materials are used as fillers, such as esterification, 10 –18 silane treatment, 19,20 graft co-polymerization, 21 use of compatibilizers, 22 plasma treatment 23 and treatment with other chemicals. 24 These methods are usually based on the use of reagents that contain functional groups that are capable of bonding to the hydroxyl groups of the lignocellulosic material, while maintaining good compatibility with the matrix. Interfacial compatibilization improves the stress transfer between the two components and leads to the improvement of mechanical and physical properties of the produced composites. Esterification by means of acetylation and silane treatment is the common chemical modification procedure that has been studied the most. 10 –20 However, so far no work has been reported on mechanical comparison of rice husk powder (RHP) acetylation using acetic anhydride (Ac) and silane treatment using γ-aminopropyltrimethoxysilane (γ-APS) for the purpose of manufacturing RHP-filled polypropylene (PP)/recycled acrylonitrile butadiene rubber (NBRr) composites.
The aim of the present work is to evaluate and compare the mechanical properties of RHP filler PP/NBRr composite utilizing Ac and γ-APS treatment agents in polymer waste such as NBRr and PP. Processing stabilization torque, mechanical properties, Fourier transform infrared (FTIR) and morphological properties of both the composites were investigated and compared.
Experimental
Materials
The materials used for the preparation of RHP-filled PP/NBRr composites are shown in Table 1. The rice husk powder (RHP) were ground in a table-type pulverizing machine (Rong Tsong Precision Technology Co., Product id: RT-34,Taichung City, Taiwan) with speed of 2850 r min−1, sieved at 300–500 μm in particle size and dried at 110°C for 24 h in a vacuum oven to produce RHP of homogeneous fractions.
Materials specification and description.
MFI: melt flow index.
Ac treatment
The RHP fibre were dipped in glacial acetic acid for 30 min. The acid was drained and the fibres were dipped in 50% Ac solution and stirred for 1 h, with filler to solution ratio at 1:25. A few drops of concentrated sulphuric acid were also added as catalyst. The RHP fibre is finally washed in distilled water for few times and then dried in the vacuum oven at 80°C for 24 h.
Silane treatment (γ-APS)
The γ
Processing and sample preparation
PP was mixed with NBRr and RHP at various loading (0, 10, 15, 20 and 30 phr). RHP was dried at 110°C for 24 h in a vacuum oven prior to mixing. A constant PP and NBRr was used at 70 phr and 30 phr, respectively. Table 2 shows the formulation of PP/NBRr/RHP composites.
Formulation for PP/NBRr/RHP composites.
PP: polypropylene; NBRr: recycled acrylonitrile butadiene rubber; RHP: rice husk powder; γ-APS: aminopropyltrimethoxysilane; Ac: acetic anhydride.
The composites were prepared by melt mixing using a Haake Rheomix Polydrive R 600/610 mixer (International/Germany, Dieselstr. 4, 76227 Karlsruhe) at 180°C with the rotor speed of 50 r min−1. PP was soaked in Ac and γ-APS for the RHP-treated composite to allow possible in situ grafting of PP and anhydride/carbon chain of γ-APS by heat during mixing. However, for control sample, PP was first charged directly into the mixer and melted for 4 min, NBRr was added at the 4th minute, and the RHP was added at 6th minute. The mixture was allowed to further mix for another 3 min to obtain the stabilization torque. The total mixing time was 9 min for all samples. The recycled NBRr powder was dried for 24 h at 80°C under vacuum prior to melt mixing in an internal mixer. The compounded samples were compression moulded in a Go-Tech compression moulding machine (Testing Machines Inc, Taichung, Taiwan). For test sample fabrication, the composites were pre-heated for 7 min at 180°C, compressed at 1000 psi for 2 min and then cooled for 2 min into 1 mm thickness sheets. Moulded samples were then cut into dumbbell shapes with a Wallace die cutter S6/1/6 (Instruments Inc., England). A according to ASTM D638.
Tensile test
The tensile properties were measured using an Instron 3366 machine (Instron Worldwide Headquarters, Massachusetts, USA) with a cross head speed of 5 mm min−1 at 25 ± 3°C, according to ASTM D638. Tensile strength, tensile modulus and elongation at break (E B) of the each sample were obtained from the average of five specimens with their corresponding SDs.
FTIR spectroscopic analysis
FTIR spectroscopic analysis of the composites was carried out using Perkin Elmer Spectrometer 2000 FTIR (California, USA). Scanned range was predetermined at 400–4000 cm−1. All the samples including control, γ-APS and Ac-treated RHP filler were characterized individually by FTIR to confirm the chemical reaction between RHP filler and PP/NBRr matrices.
Fractography studies
The failure mode of the fractured tensile specimens was examined using field emission scanning electron microscope (Zeiss Supra 36VP-24-58). Scanning electron micrographs were taken at various magnifications. Prior to the scanning electron microscopic observation, the fractured ends of the specimens were mounted on aluminium stubs and were sputter coated with a thin layer of gold to avoid electrical charging during examinations.
Results and discussion
Torque development
Comparisons were made in Figure 1 between torque–time curves of untreated RHP with γ-APS-treated RHP and Ac-treated RHP-filled PP/NBRr composites at 15 phr of RHP. The peak A for γ-APS-treated RHP-filled PP/NBRr composite is lower than the peak B for Ac-treated RHP-filled PP/NBRr composite due to lubricant action of γ-APS. However, all curves become completely homogenous and stabilized at the end of 6 min mixing time.
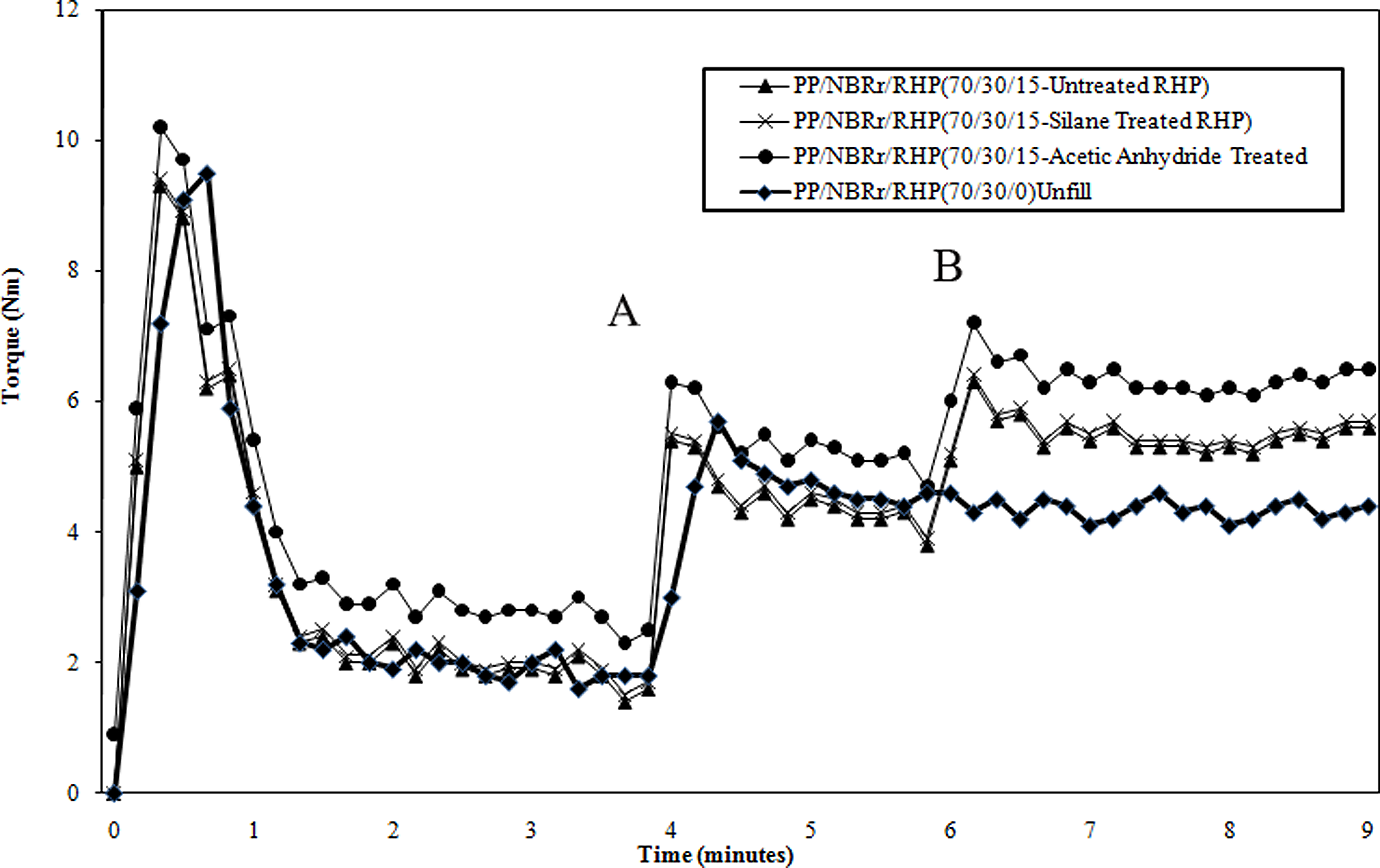
Effect of Ac and γ-APS treatment on the torque–time curves of the RHP-filled PP/NBRr composites. PP: polypropylene; NBRr: recycled acrylonitrile butadiene rubber; RHP: rice husk powder; γ-APS: aminopropyltrimethoxysilane.
The stabilization torque of both γ-APS-treated RHP and Ac-treated RHP-filled PP/NBRr composites increased with increasing filler content, with Ac showing higher torque than γ-APS (Figure 1). The results explained that both Ac and γ-APS provided high viscosity to the composites due to the interaction between functional group of the compatibilizer and coupling agent with RHP or PP/NBRr matrix. Meanwhile, higher stabilization torque of the Ac treated with RHP might be due to better interaction between RHP and PP/NBRr matrix, thus increasing the total viscosity of the composites (Figure 2).
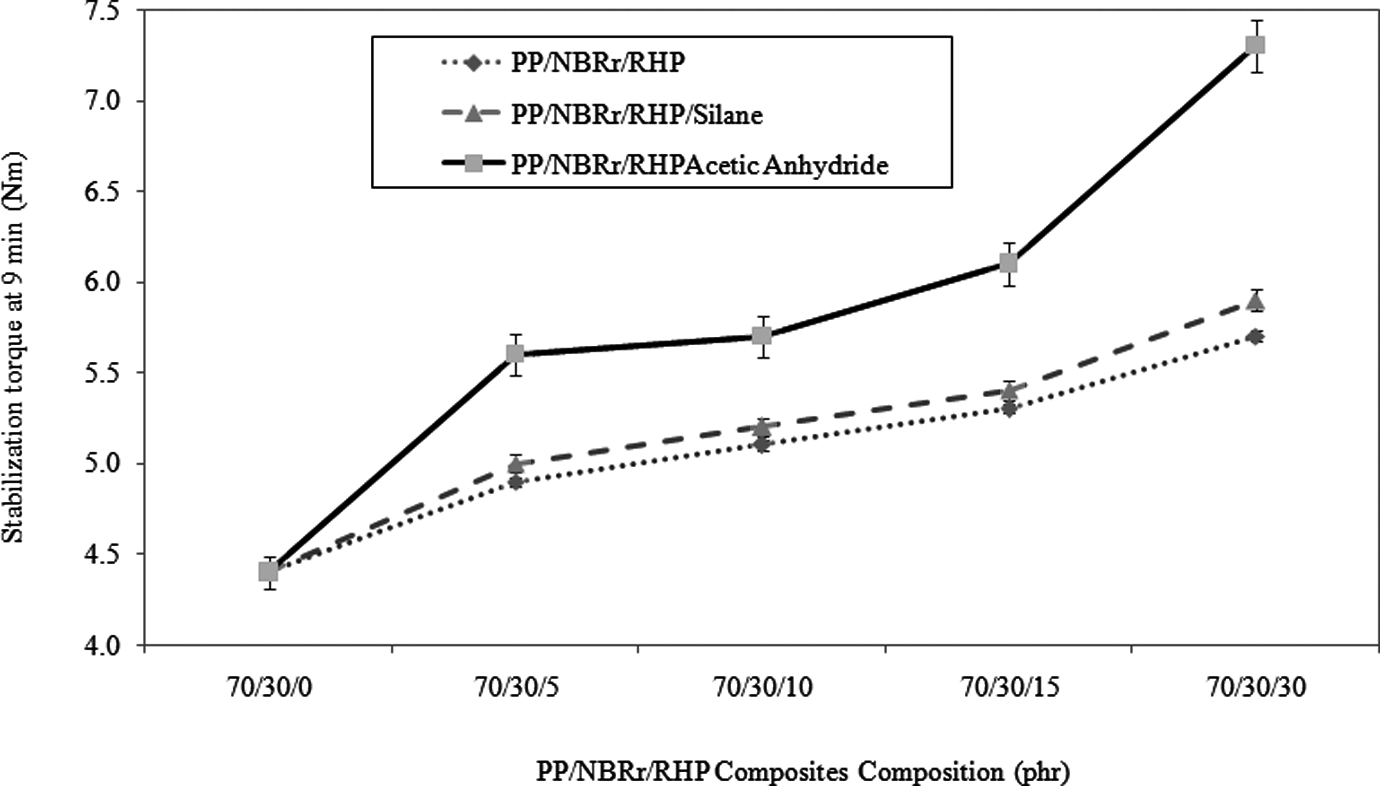
Effect of Ac and γ-APS on the stabilization torque of RHP-filled PP/NBRr composites. PP: polypropylene; NBRr: recycled acrylonitrile butadiene rubber; RHP: rice husk powder; γ-APS: aminopropyltrimethoxysilane.
Tensile properties
Figures 3 to 5 show the tensile properties of RHP-filled PP/NBRr composites as a function of filler content together with Ac and γ-APS contribution. The tensile properties can be translated to a degree of reinforcement provided by the filler to the composites. 2,3 Tensile strength of control sample (PP/NBRr/RHP) is shown in Figure 3. It can be seen that the tensile strength continuously decreased with increasing RHP filler content. The decrease in the tensile strength may be due to poor dispersion of the filler in the matrix, increase in the interfacial defects or debonding between the filler and the matrix 4 –8 and filler moisture uptake.
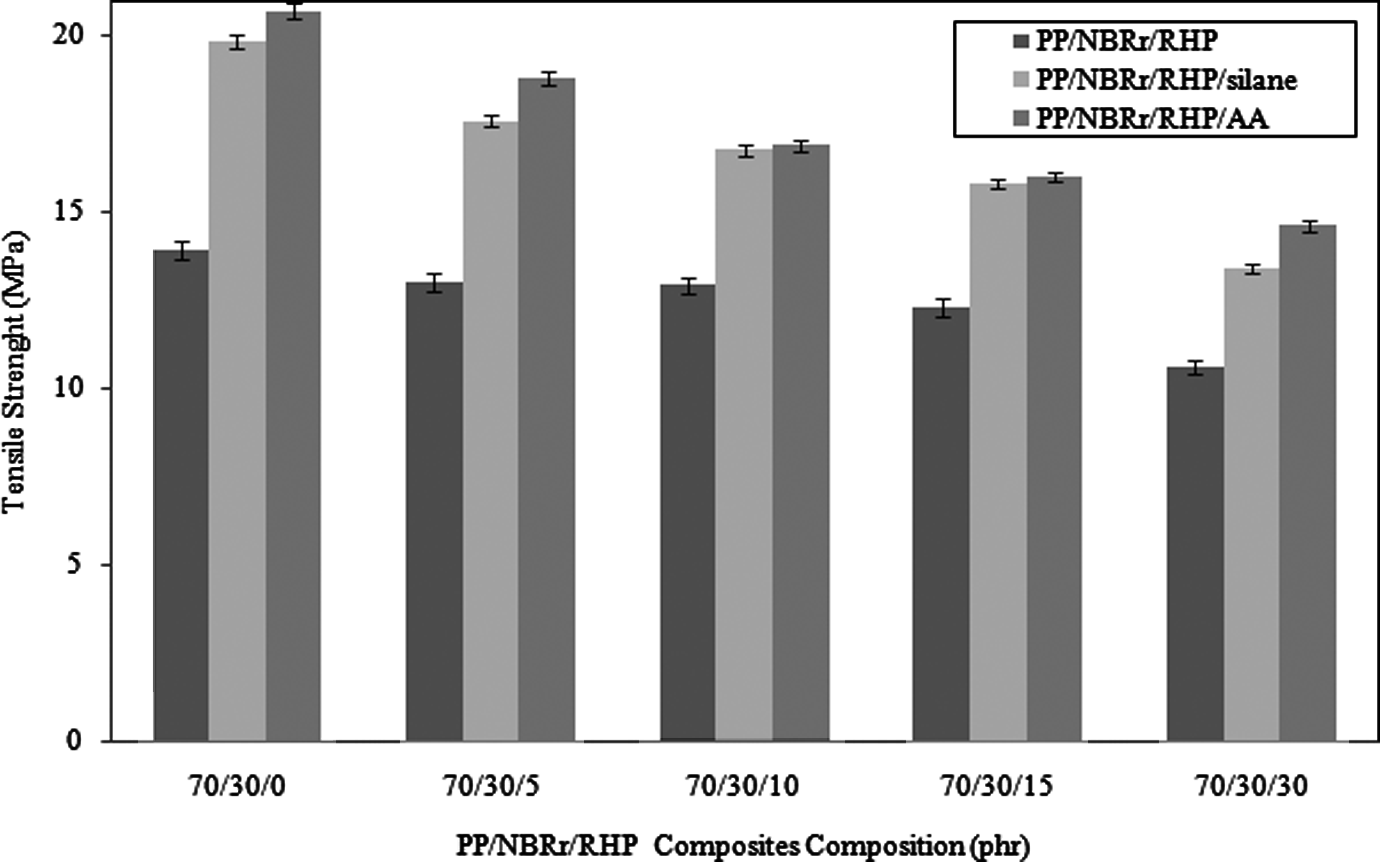
Effect of Ac, γ-APS and filler content on tensile strength of RHP-filled PP/NBRr composites. PP: polypropylene; NBRr: recycled acrylonitrile butadiene rubber; RHP: rice husk powder; γ-APS: aminopropyltrimethoxysilane.
Since the RHP is highly hydrophilic in nature, its strong inter-filler hydrogen bonding allows them to cling together, thus resisting dispersion of the filler, leading to weak interfacial bonding with consequent problems such as poor stress transfer, small void spaces, debonding in the resulting composites and picked up moisture during storage, processing and testing. 8
In order to reduce the surface hydrophilicity, the filler surface is treated with Ac and γ-APS. At a similar content, the tensile strength for both the treated PP/NBRr/RHP composites increased and also showed higher strength than control composites with 42–50% improvement in Ac and 25–35% in γ-APS. At similar filler loading, incorporation of Ac into RHP-filled composites has the highest tensile strength. This improvement was due to the interaction through chemical bonds between anhydride moiety of the Ac and the hydroxyl groups in the filler, which would form covalent bonds and ester linkages, thus improving fibre–matrix bonding.
The general mechanism of reaction between filler’s surface with functional group of the treatment agent is shown in Figure 4. Since the filler–matrix bonding is improved, the PP long chains become compatible with the NBRr. The presence of anhydride groups lowered the surface tension of the filler and increases its wettability with the PP/NBRr matrix. Furthermore, the sufficient numbers of anhydride moiety allow better diffusion into the matrix polymer, which indicates easier entanglement with the polymer matrix. Without anhydride, the only adhesion mechanism is inter-diffusion. With the strengthening of interfacial interaction between RHP and PP/NBRr matrix by anhydride, the resultant efficient stress transfer from the PP/NBRr matrix to the fibre leads to enhance in tensile strength.
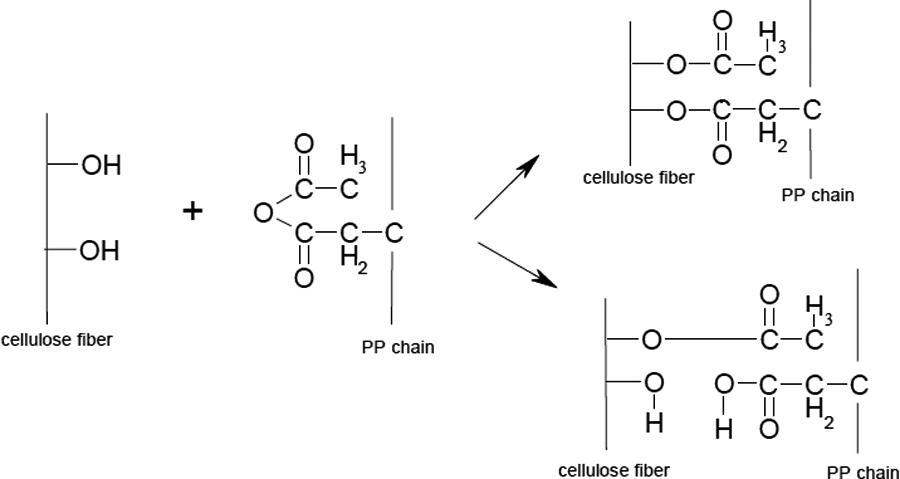
General mechanism of the reaction between fibre’s surface with functional group of the treatment agent (Ac).
Compared with untreated PP/NBRr/RHP composites, application of γ-APS did resulted in some increment in the tensile strength for all filler content but decreased with increasing RHP filler content (Figure 3). The result indicates that the use of γ-APS as coupling agent was proven to be effective in enhancing dispersion, adhesion and compatibility of systems consisting of hydrophilic filler and hydrophobic matrix through modification of polymer–filler interface. 24 Figure 5 illustrates the reaction mechanism that occurs in three steps. First, the alkoxy group in the coupling agent undergoes a hydrolysis process. Water for the hydrolysis may come from the surface humidity of the filler (in the case of the silane treatment). Next, the group reacts with the hydroxyl of the filler surface by hydrogen bond formation. Then, Si–O cross links are formed between the filler surface and the adjacent functional groups in a condensation reaction with the elimination of water.
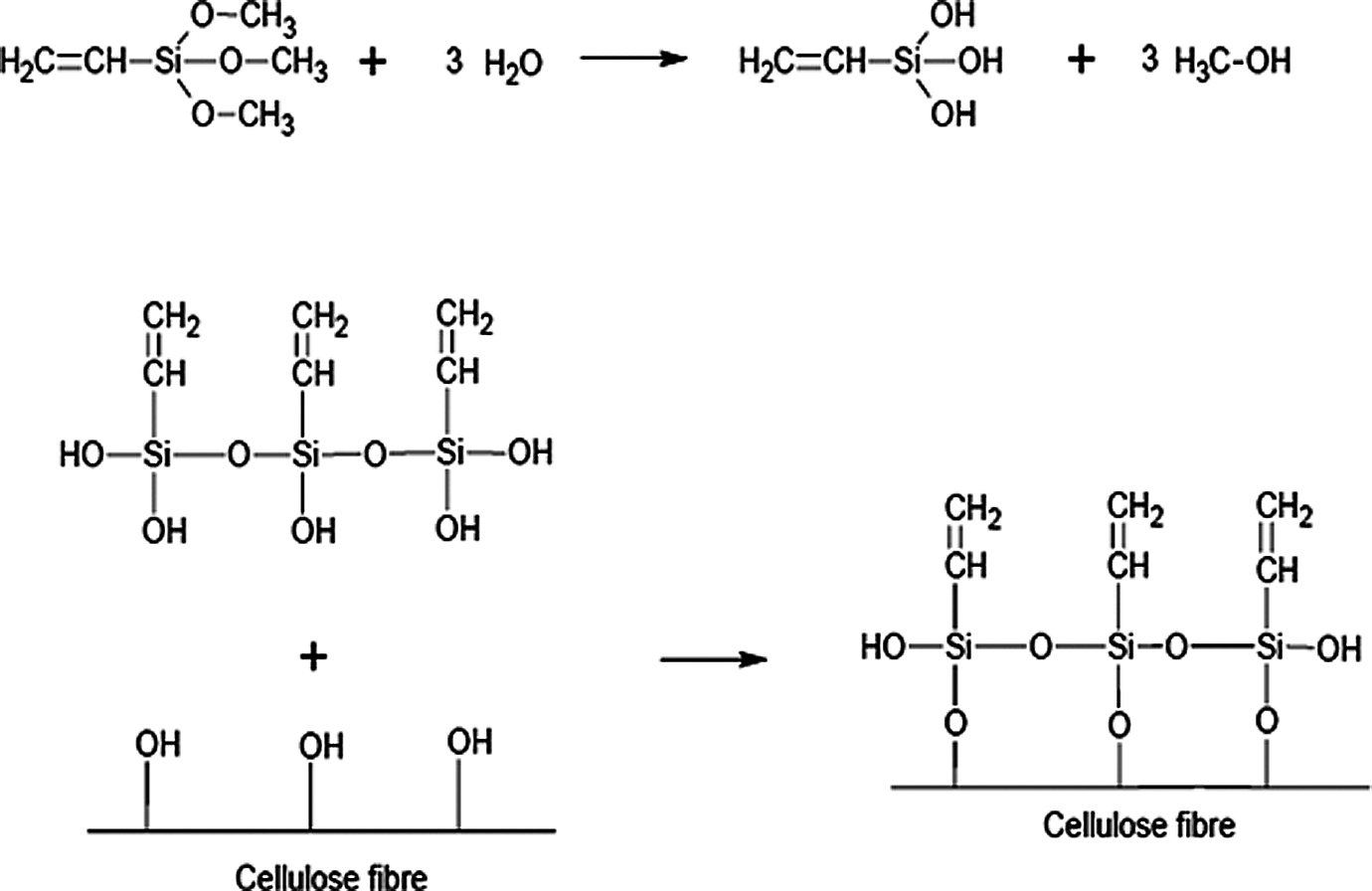
General bond mechanism of silane coupling agent to fibre’s surface.
E B of untreated composite and Ac-/γ-APS-treated RHP-filled PP/NBRr composites is shown in Figure 4. E B is maximum for untreated composites up to 5 phr of filler content, but then decreased steadily at higher filler content. The presence of γ-APS and Ac further decreased even though at the lowest filler content. For both the cases, once the composites become harder and stiffer, the E B is certainly lowered. The improved adhesion in the presence of bonding agent restricts the mobility of polymer segments, which finally results in a reduction in elongation. 18 Similar behaviour has also been reported by many researchers. 19 –23 They found that the decrease in E B at lower filler content may be due to low E B of the filler and this restricts the polymer molecules flowing past between each other. Incorporation of Ac yield composites with the E B of compatibilized composites lower than that of γ-APS-treated composites and untreated composites. The lower E B of the compatibilized composites was associated with its higher stiffness as well as dramatic increase in Young’s modulus due to the rigidity of the composites. The increase in stiffness upon addition of Ac made the composites more brittle (Figure 6).
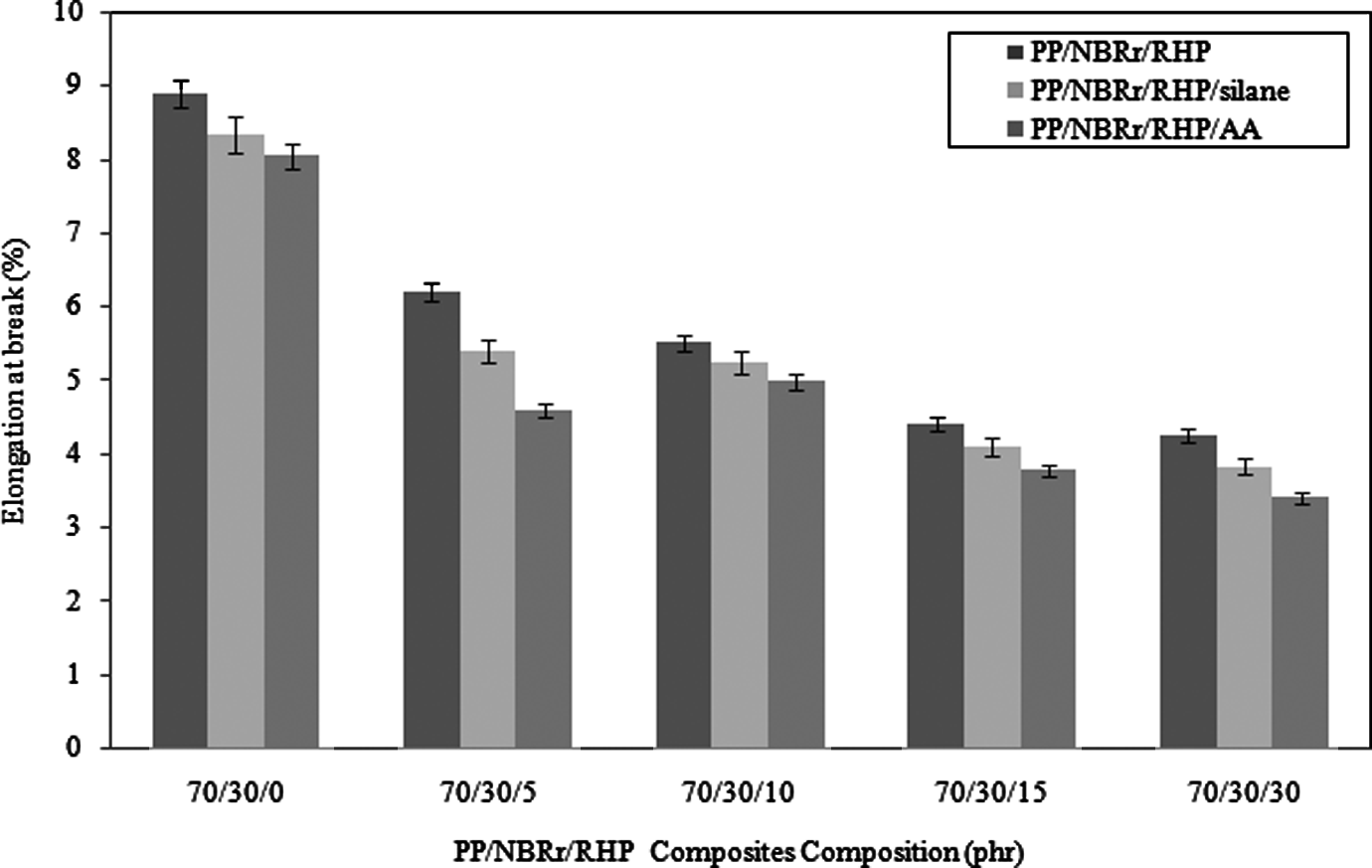
Effect of Ac and γ-APS filler content on E B of RHP-filled PP/NBRr composites. PP: polypropylene; NBRr: recycled acrylonitrile butadiene rubber; RHP: rice husk powder; γ-APS: aminopropyltrimethoxysilane; E B: elongation at break.
In both cases, untreated composite and Ac-treated/γ-APS-treated RHP-filled PP/NBRr composites (Figure 7), increasing filler content resulted in enhanced Young’s modulus since it represents the stiffness of the composites. The enhanced modulus is easily understood because filler in fibrous form may carry more tensile load with increasing filler content. Besides, filler is much stiffer than polymer matrix and as a result, it adds stiffness to the composites. For overall trend, a better modulus of about 20–33% was observed at all filler content when Ac was added when compared with their counter parts. First, this improvement could be related to better adhesion between the fibre and the matrix by chemical interactions. Better adhesion yields more restriction to deformation capacity of the matrix in the elastic zone and increasing modulus. According to Zhang et al., 25 the addition of anhydride groups even at low levels (1–2%) increases the nucleation capacity of fillers for PP and alters the crystal morphology of PP around the fillers. Consequently, surface crystallization dominates over bulk crystallization and a transcrystalline can be formed around the fillers. From that it can be seen that the effects of crystallites have much higher modulus compared with the amorphous regions and resulted in increase in the modulus.
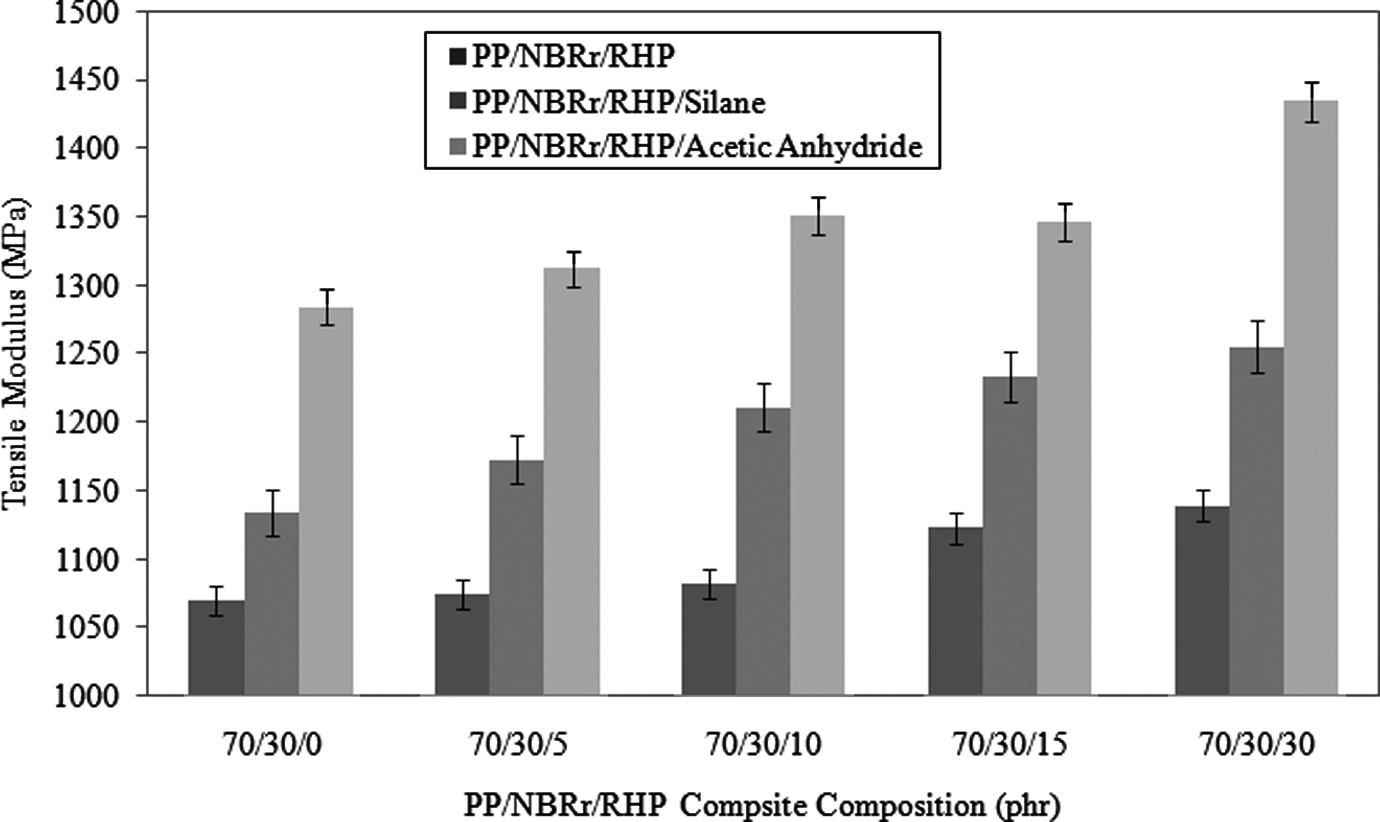
Effect of Ac and γ-APS treatment on Young’s modulus of RHP-filled PP/NBRr composites. PP: polypropylene; NBRr: recycled acrylonitrile butadiene rubber; RHP: rice husk powder; γ-APS: aminopropyltrimethoxysilane.
Result from FTIR analysis can confirm that the improvement in tensile results was due to the irreversible chemical bonding of the silane onto the cellulose surface through surface modification with Ac and γ-APS with the PP/NBRr matrices. Figure 8 presents FTIR spectra corresponding to the RHP-filled PP/NBRr composites before and after incorporation of Ac and γ-APS. All spectra show different bands at around 3200–3500, 1740 and 1635 cm−1, which are associated with the stretching vibrations of the OH, C=O and C=C groups, respectively. Rice husk is mostly composed of cellulose, hemicellulose, lignins and some pectins. The C–OH of the cellulose backbone (C–O secondary and C–O primary alcohols) corresponded to the 1056 and 1030 cm−1 peaks, respectively.
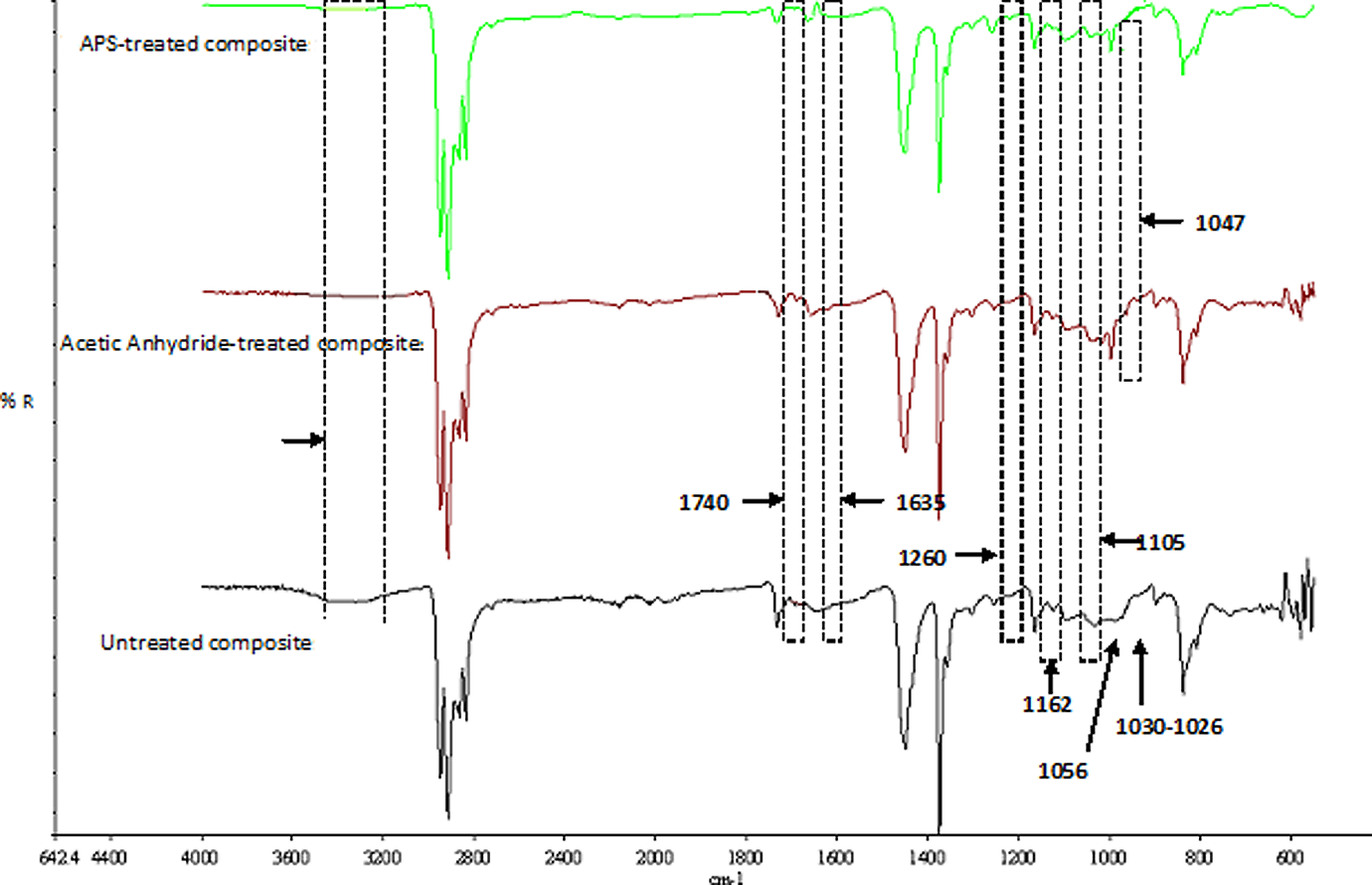
FTIR spectra corresponding to the RHP-filled PP/NBRr composites with or without Ac and γ-APS. PP: polypropylene; NBRr: recycled acrylonitrile butadiene rubber; RHP: rice husk powder; γ-APS: aminopropyltrimethoxysilane; FTIR: Fourier transform infrared.
As for Ac, an increase in the band at 1260 cm−1 corresponding to the ester (CO–O) group formation and a vibration band at 1740 cm−1 corresponding to the carbonyl groups (C=O) related to the ester functions for Ac-treated RHP is observed. Similar finding was observed by Bessadok et al. 26 on Alfa fibres modified by chemical treatments with Ac.
As for γ-APS, the broad intense bands around 1162 and 1105 cm−1 were assigned to the stretching of the –Si–O–cellulose and –Si–O–Si– bonds, respectively. The large band around 1047 cm−1, present in the spectrum of the untreated composite, was attributed to –Si–OH groups. This band disappeared after the surface modification and was replaced by a wide band around 1020 cm−1, which is a characteristic of –Si–O–Si– moiety. 27
Morphological properties
Scanning electron microscopy was used to examine the fracture surface of the composites after tensile testing of the samples. In Figures 9 to 11, the fractured surfaces of untreated RHP, Ac-treated RHP and γ-APS-treated RHP-filled PP/NBRr composites are shown, respectively. Observations indicate poor adhesion between filler and matrix for all samples especially at higher filler content. In Figures 10(b) and (c) and 11(b) and (c), it is also possible to observe same patterns from RHP fillers, which were so weakly bonded to the matrix because of higher filler content. They have been detached from the matrix during fracture, which shows decrease in the strength of the composites. If the micrographs of the Ac-treated RHP with γ-APS-treated RHP at same filler content were compared, it can be seen that there are more ductile composites morphology with less filler detachment sites for the Ac-treated composites indicating better adhesion between filler and matrix compared with the γ-APS-treated composites. It is also possible to observe a crack running through the filler for the compatibilized composites.
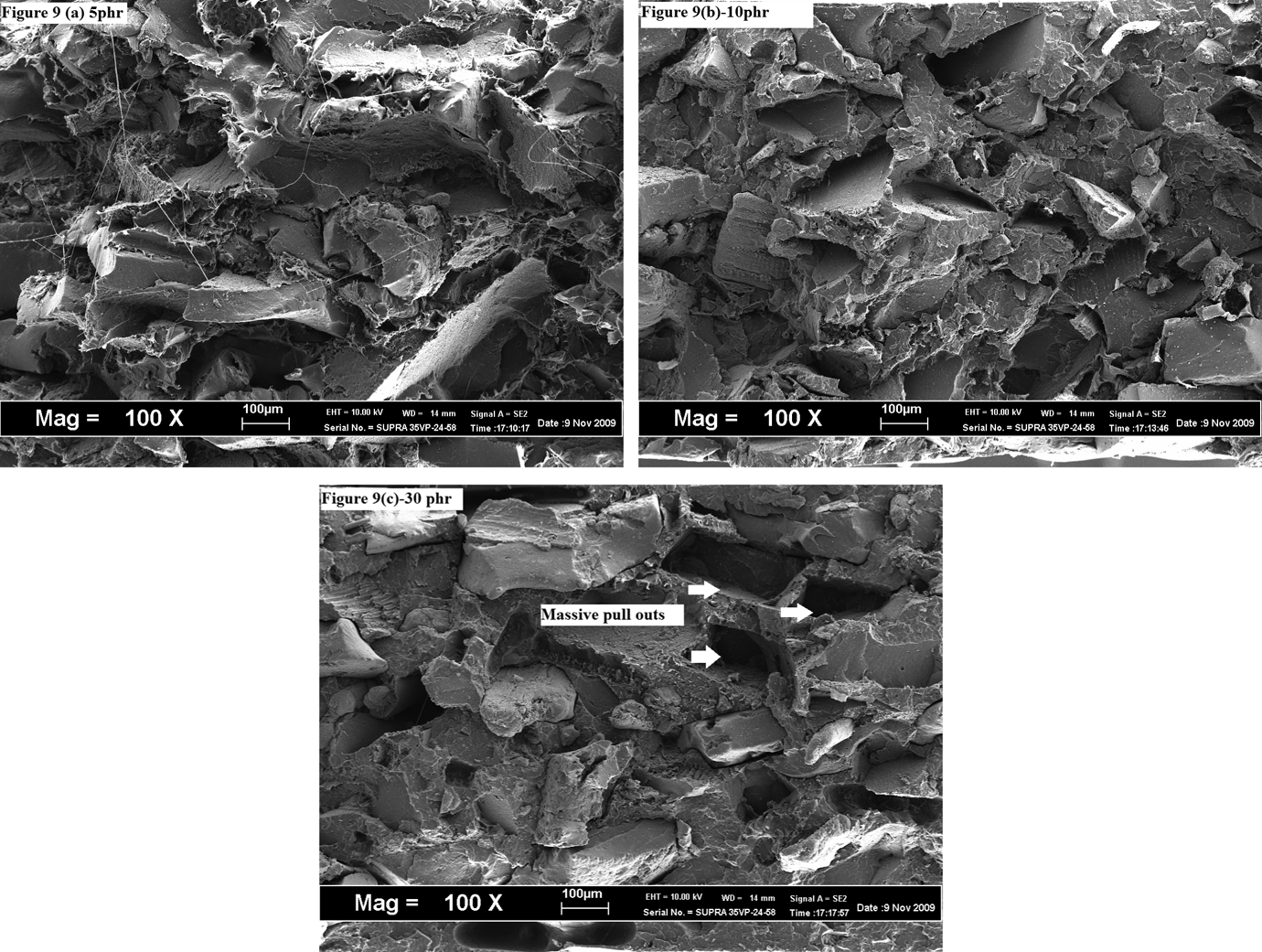
(a) Micrograph of tensile fracture surfaces of control untreated RHP-filled PP/NBRr composites at a magnification of ×100 and at different filler contents (5 phr). (b) Micrograph of tensile fracture surfaces of control untreated RHP-filled PP/NBRr composites at a magnification of ×100 and at different filler contents (15 phr). (c) Micrograph of tensile fracture surfaces of control untreated RHP-filled PP/NBRr composites at a magnification of ×100 and at different filler contents (30 phr). PP: polypropylene; NBRr: recycled acrylonitrile butadiene rubber; RHP: rice husk powder.
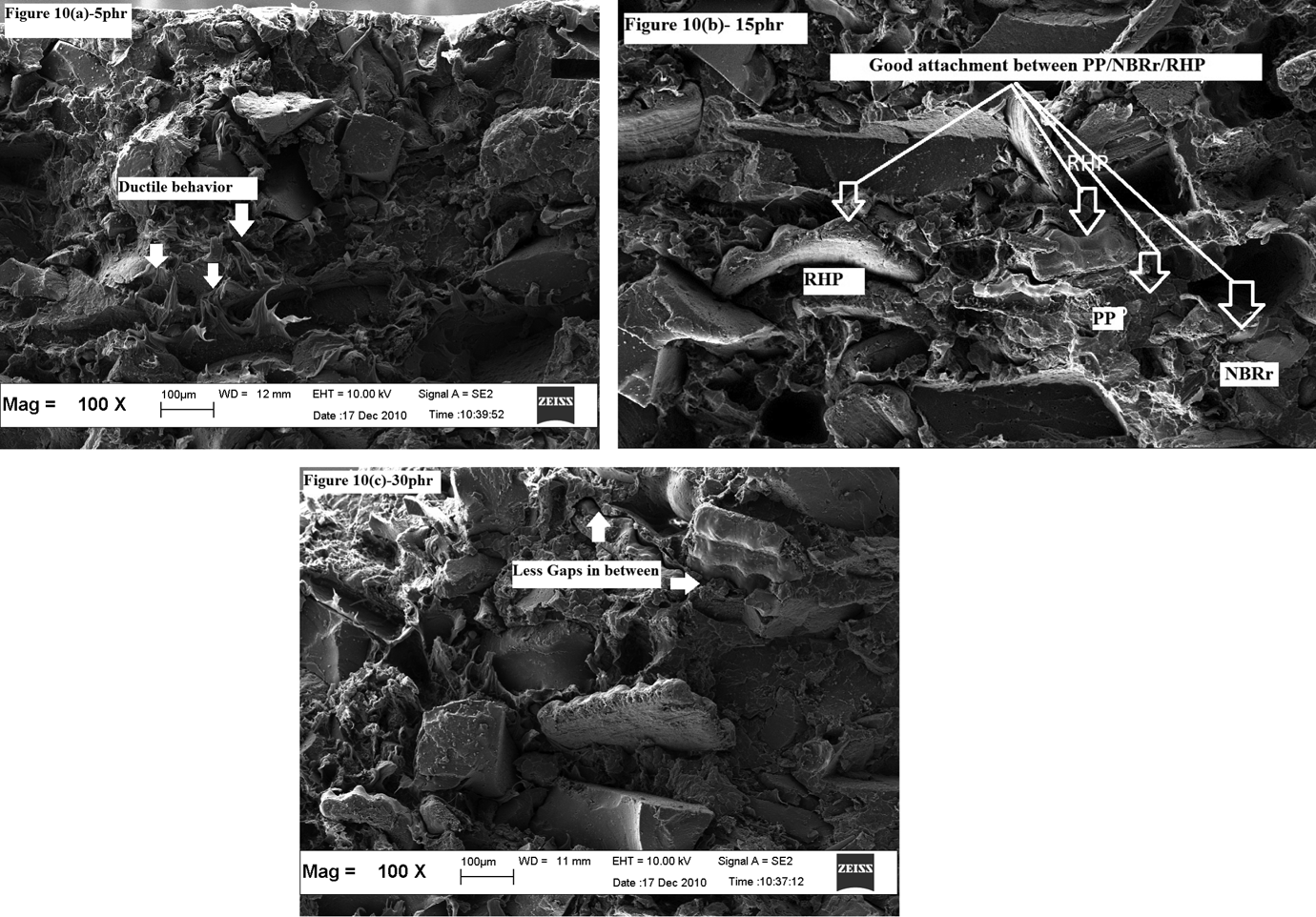
(a) Micrograph of tensile fracture surfaces of Ac-treated RHP-filled PP/NBRr composites at a magnification of ×100 and at different filler contents (5 phr). (b) Micrograph of tensile fracture surfaces of Ac-treated RHP-filled PP/NBRr composites at a magnification of ×100 and at different filler contents (15 phr). (c) Micrograph of tensile fracture surfaces of Ac-treated RHP-filled PP/NBRr composites at a magnification of ×100 and at different filler contents (30 phr). PP: polypropylene; NBRr: recycled acrylonitrile butadiene rubber; RHP: rice husk powder.
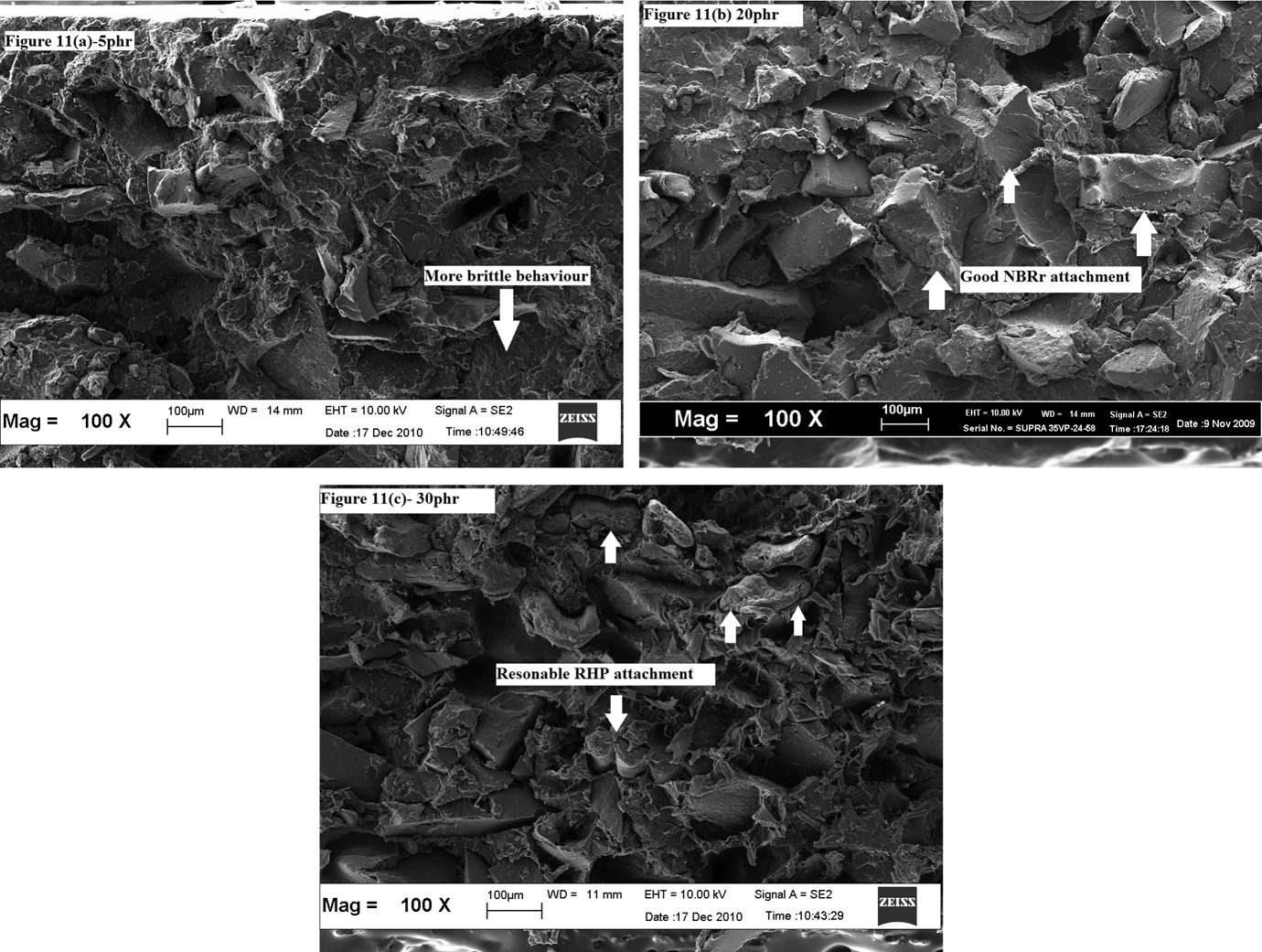
(a) Micrograph of tensile fracture surfaces of γ-APS-treated RHP-filled PP/NBRr composites at a magnification of ×100 and at different filler contents (5 phr). (b) Micrograph of tensile fracture surfaces of γ-APS-treated RHP-filled PP/NBRr composites at a magnification of ×100 and at different filler contents (15 phr). (c) Micrograph of tensile fracture surfaces of γ-APS-treated RHP-filled PP/NBRr composites at a magnification of ×100 and at different filler contents (30 phr). PP: polypropylene; NBRr: recycled acrylonitrile butadiene rubber; RHP: rice husk powder; γ-APS: aminopropyltrimethoxysilane.
Conclusion
The following conclusions can be drawn based on the results presented in this work. The processing torque and tensile modulus increased with increasing RHP filler content for all composites, which were attributed to the brittle nature of RHP filler. Both RHP-treated composites exhibit higher processing stabilization torque, tensile strength, tensile modulus and E
B compared with control (untreated RHP) composites due to enhance interfacial bonding between RHP filler and PP/NBRr matrices. Ac treatment in comparison with silane (γ-APS) treatment was found to exhibit better mechanical properties for RHP-filled PP/NBRr composites. This may be due to the enhanced adhesion between RHP filler and PP/NBRr matrix as shown in the scanning electron micrographs.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.