
Abstract
Self-reinforced composite (SRC) has gained significant interest due to its lightweight and good recyclability. In the present work, SRCs were prepared from woven polypropylene tapes. The woven tapes were further stitched by lock stitch and its effects on flexural and impact properties of the composites were studied. Flexural and impact results show that stitching parameters such as stitches per inch, sewing yarn count and the direction of stitching have a significant effect on the improvement of mechanical properties compared with the control sample (unstitched sample) without stitching. The morphological studies were carried out using optical microscopy and failure mechanism was analysed.
Introduction
Self-reinforced composites (SRCs) comprising reinforcement and matrix materials made of same polymer is gaining significant interest among various end users due to an increase in the demand for lightweight, high strength and good recyclable products. 1 The major advantages of SRC are due to its good recyclability and density factor. The SRC can be remelted and reprocessed to produce new components or products at the end of the product life. Furthermore, it can also offer saving on finished composites in terms of weight reduction. SRCs are broadly prepared by hot compaction, polymer having two different melting profiles and film stacking, and the detailed discussion on the subject is available in the literature. 2 However, the major disadvantage of SRC is that it cannot be used for high temperature application and due to narrow processing window in terms of temperature. Commercial products namely Curv® and Pure® are now available in market, which are overcoming above limitation. It can be inferred from the studies on mechanical properties of SRC that mode of failure of specimen is due to delamination between the layers of reinforcements apart from fibre fracture and matrix cracking. 3,4
In order to delay the interfacial debonding in SRC, good consolidation and adhesion between the layers are essential, without which fibrillation will occur upon the application of mechanical load. 5 Stitching has been used as an effective tool for suppressing the delamination in various thermoset composites as they lack strength in through-thickness direction. Stitching generally reduces the propagation of the delamination crack thereby improving strength in through-thickness direction. However, stitching process involves the processing of a needle and a thread through the lamination, and it can result in the damage of reinforcement that can affect in-plane tensile, flexural and impact strength. 6 –12 Hence, the optimisation stitching of parameters namely stitches per inch (SPI), sewing yarn count and stitch direction becomes absolutely essential for realising improved mechanical properties. For example, an increase in sewing yarn count leads to increase in yarn diameter and it can damage the in-plane fibres in the reinforcements. It has also been reported in the literature that with the increase in SPI, the delamination area decreases and impact properties were found to be improved. 13 Most of the studies on stitched reinforced composites pertain to thermoset and thermoplastic composites with different reinforcement and matrices. 6 –16 However, to the best of our knowledge, no work has been carried out on studying the effect of stitching parameters on mechanical properties of SRCs. In the present work of SPI, sewing yarn count and stitch direction were varied and their effect on flexural and impact properties were studied. The failure of specimens was also analysed using optical microscope.
Experimental
The details on the materials used and the methods followed in the present study are explained below.
Materials
Polypropylene (PP) yarn (160 Tex) available in cheese form was procured commercially and used as received. The yarn was wound in a beam for weaving process and the plain woven tape was prepared. The end per inch and picks per inch of the fabric were 52 and 28, respectively. The width, thickness and weight/square meter of the fabric were 22 mm, 0.90 mm and 400 GSM.
Stitching
The woven PP tape was stitched using lock stitch by two different sewing threads of count 90 Tex and 160 Tex. The SPI were varied from 6 to 14. The stitch directions in the reinforcements were also altered as shown in Figure 1.
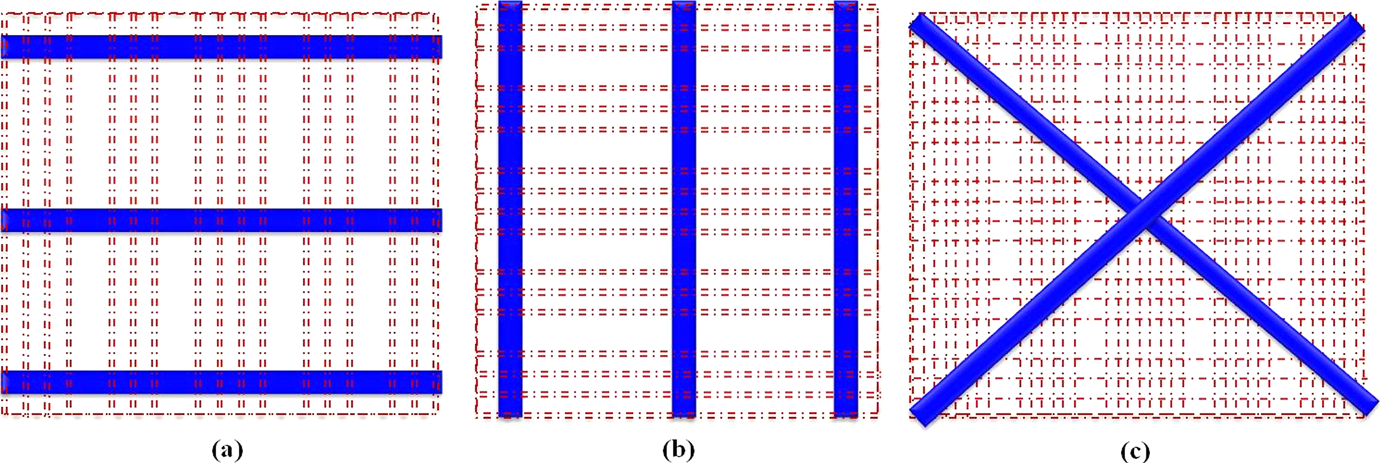
Schematic representation of stitching carried out on reinforcements in (a) 0°, (b) 90° and (c) +45°/−45° directions.
Sample preparation
A metallic mould of size 200 mm × 25 mm with a depth of 10 mm was prepared. Five layers of woven PP fabric both unstitched (control) and stitched reinforcements were placed inside the mould and closed tightly. At most care was taken to avoid any folds or creases in the fabrics.
Compression moulding processing
The mould along with the samples was placed in the compression moulding machine. Based on the preliminary trials, consolidation temperature was maintained at 195°C and other conditions such as pressure and time of consolidation were fixed at 100 kg/cm2 and 60 min, respectively. The mould was removed from the compression moulding machine and specimens was left in the mould for 15 min before opening to have better consolidation. The consolidated samples were having a thickness of 2 mm.
Flexural testing
Three-point bending tests on SRC were carried out in Instron tester 3369 (USA) with stitch directions in the composites as given in Figure 1. The flexural modulus and the flexural strength of the composites were determined from the load versus deflection curve, and all the flexural values obtained for the flexural modulus (gigapascals) and flexural strength (megapascals (MPa)) were calculated by the following formula

where σ
f is final stress in the outer fibres at midpoint, MPa (pound force per square inches (lbf/in
2
)); P is load at a given point on the load–deflection curve, Newton (lbf), L is support span, mm (inches), b is width of specimen tested, mm (inches) and d is depth of specimen tested, mm (inches).

where E B is modulus of elasticity in bending B, L is support span, b is width of specimen tested, d is depth of the specimen tested and m is slope of the tangent to the initial straight-line portion of the load–deflection curve.
Impact testing
The impact testing of the specimens was carried out by pendulum-based impact tester and the impact strength of the specimen was reported in kilojoules per square meter.
Results and discussion
Flexural properties
The flexural modulus and the flexural strength values of SRC prepared with varying stitch parameters namely SPI, sewing yarn count and stitch direction are presented in Figure 2. The numbers of stitches present in unit length has significant effect on flexural properties of the composites. Both the flexural modulus and the strength decrease drastically with increase in SPI. The decrease in flexural properties is explained schematically in Figures 3 and 4, respectively, for two stitch directions, 0° and 90°. It can be seen from the figure that at 0° direction, grouping of threads occur along warp direction, whereas in 90° direction, the grouping occurs along weft direction. In case of +45°/−45° direction, grouping occurs along both warp and weft direction. During the consolidation of the composites by hot compaction, nodes are formed at the stitch points. These nodes act as holding points and resist the flexural load. With increase in SPI, the number of nodes increases resulting in lower flexural properties of composites. Similar effect was also observed at 90° and +45°/−45° directions with increase in SPI. The results are in line with the research attempts got on the thermoset composites with glass/polyester laminate, graphite/epoxy and Kevlar/epoxy combinations. It has been reported in the previous attempts that the type of stitch and the stitch density play a vital role in determining the flexural properties of the composites. The stitch holes created due to stitching can be the sites of stress concentration leading to a reduction in flexural strength. It has been observed that the failure occurred along the stitch line in stitched composites, whereas it was wide spread in unstitched composites. 17
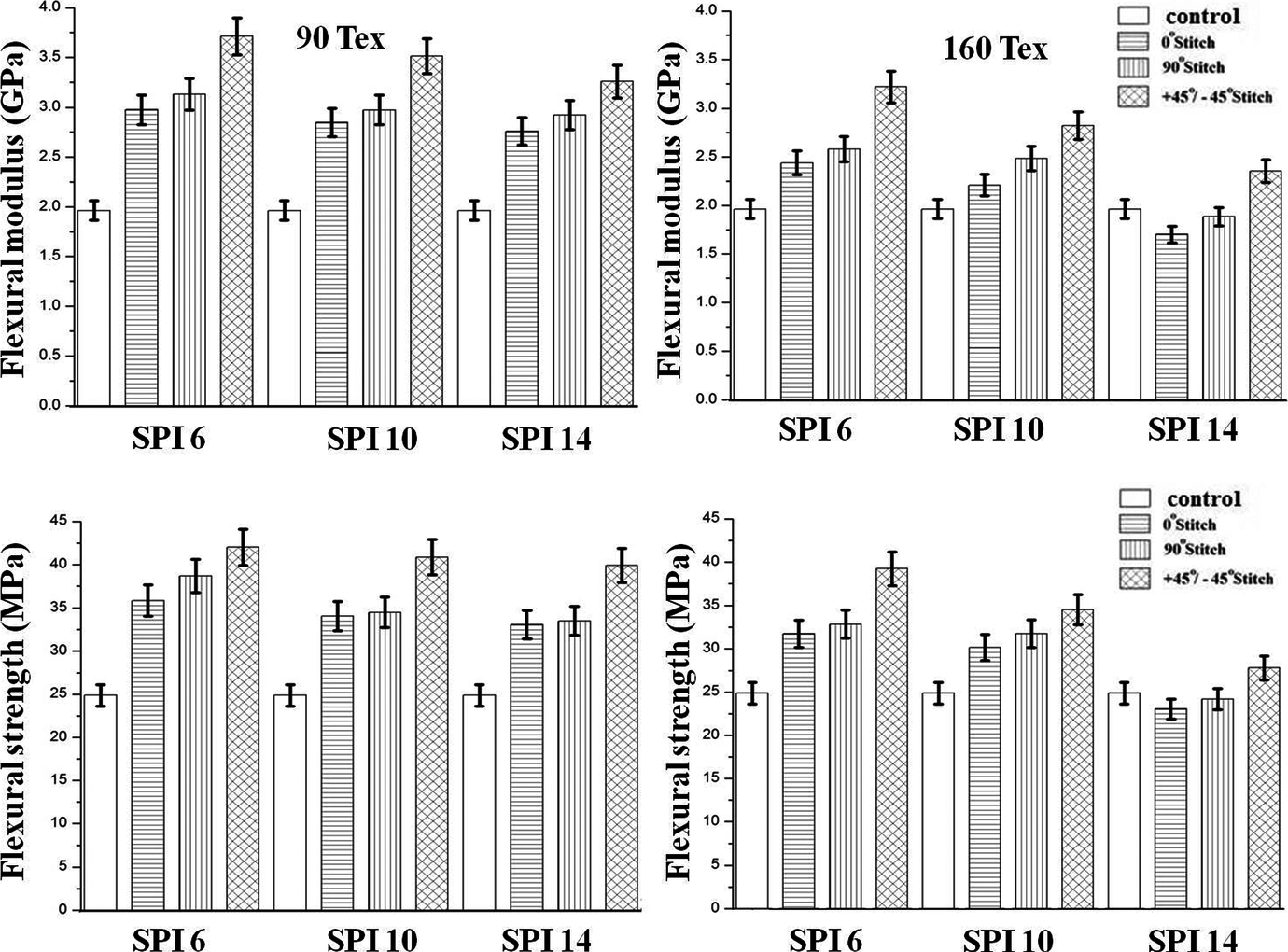
Flexural results of self-reinforced composite specimens.
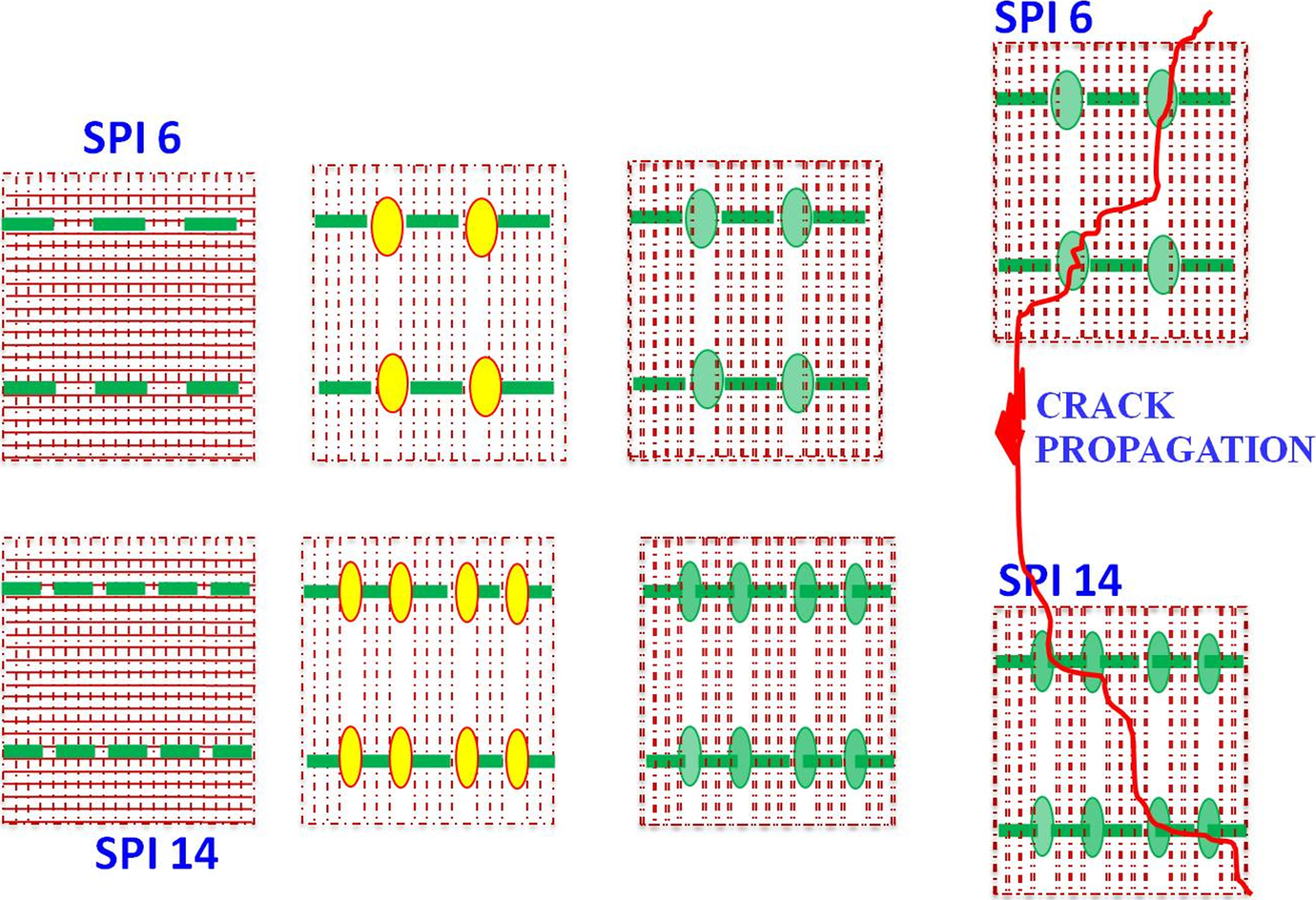
Schematic representation of failure mechanism of self-reinforced composites in 0° direction.
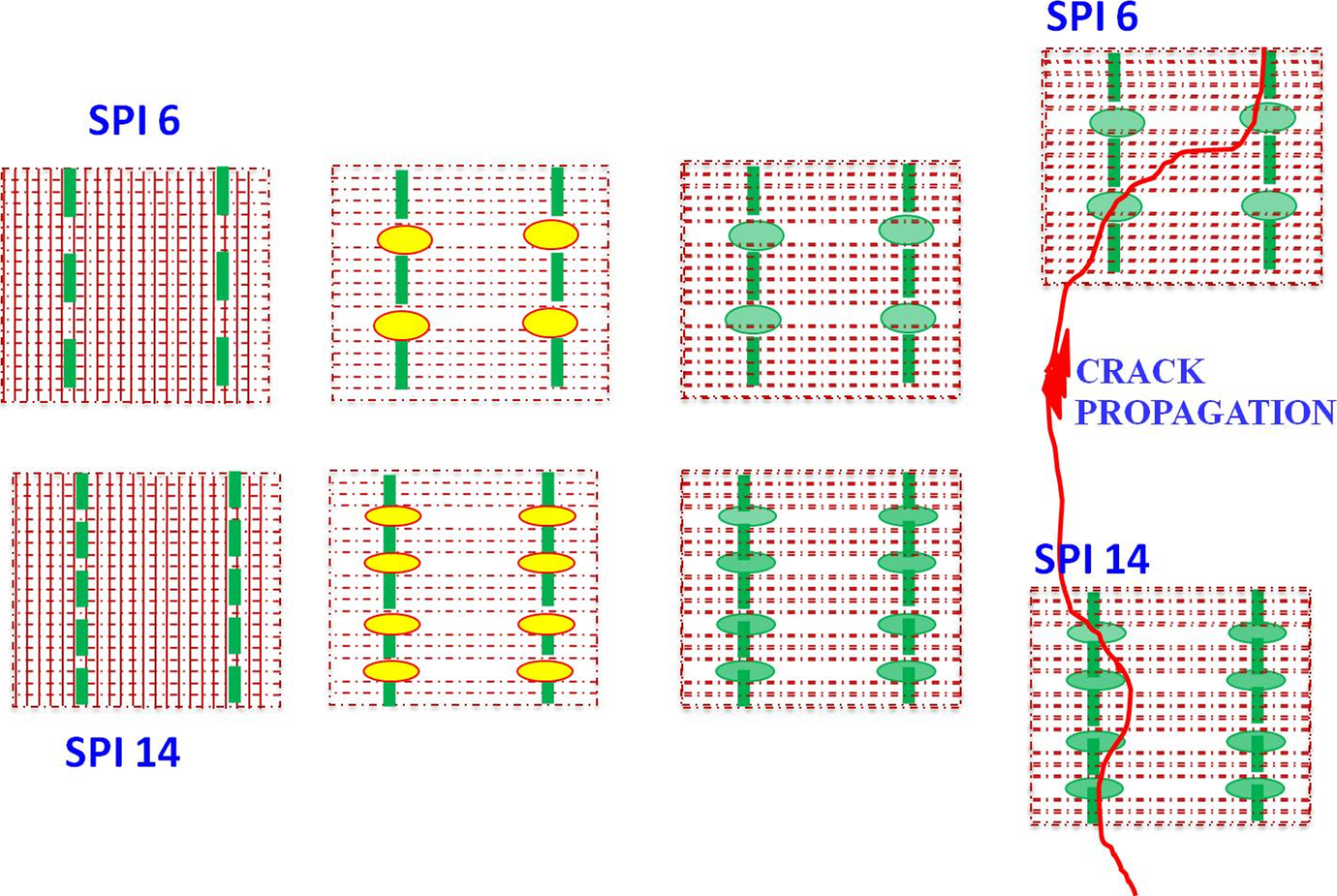
Schematic representation of failure mechanism of self-reinforced composites in 90° direction.
The optical microscopic images for failure under flexural load are given in Figure 5. It can be seen that with an increase in the SPI, the crack formation is immediately compared with other SPI and the crack propagate slowly along the depth at higher SPI leading to lower flexural properties.
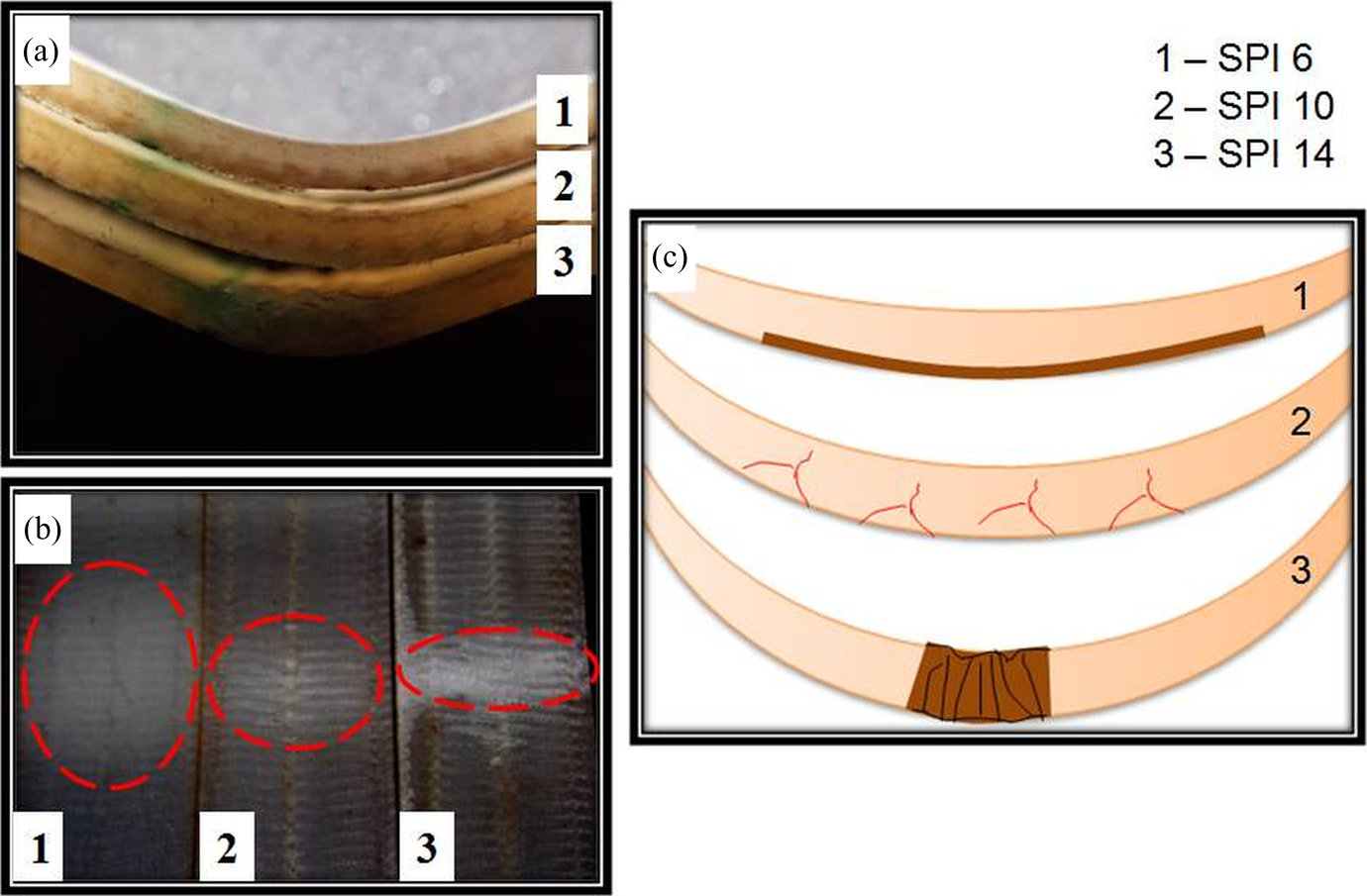
Optical microscopic images of crack propagation of SRCs in 90° direction with increase in SPI. SRCs: self-reinforced composites; SPI: stitches per inch.
The sewing threads used for stitching the reinforcements were of PP with count of 90 Tex and 160 Tex. The 90 Tex sewing yarn is finer when compared with that of 160 Tex, and its effect on flexural properties of the composites is presented in Figure 2. It can be seen from the figures that flexural properties are superior for 90 Tex compared with 160 Tex sewing yarn thread. This may be due to better binding of threads in case of 90 Tex yarn. The optical microscopic images taken before and after unravelling of stitch nodes from the composites for 0° stitch direction are given in Figure 6. Before unravelling of stitches, it can be seen that binding is better in finer yarn compared with coarser yarn and it was further confirmed by unravelling the stitch nodes that showed good binding for the finer yarn.
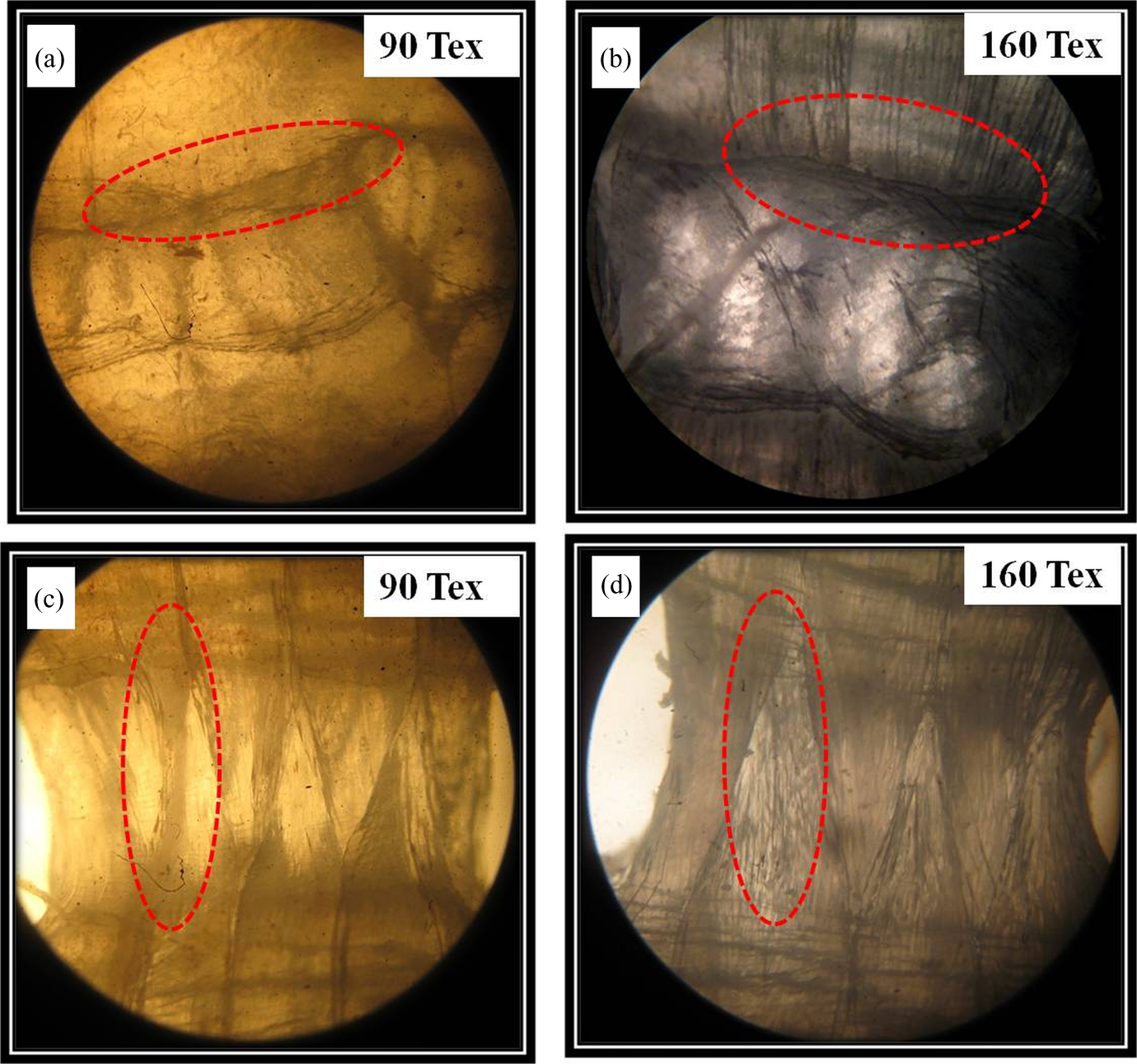
Optical microscopic images of self-reinforced composites for specimens in 0° direction. (a) Before unravelling of stitches (90 Tex), (b) before unravelling of stitches (160 Tex), (c) after unravelling of stitches (90 Tex) and (d) after unravelling of stitches (160 Tex).
Three different stitch directions namely 0°, 90° and +45°/−45° as discussed earlier were studied, and its effect on the flexural properties is presented in Figure 2. It can be seen from the figure that +45°/−45° direction offer better flexural properties compared with other stitch direction and it is attributed to grouping of both warp and weft threads. The optical images of grouping of threads along warp and weft direction are given in Figure 7, and it can be seen from the figure that in case of +45°/−45° direction, grouping occurred along both warp and weft direction.
Schematic representation and optical microscopic images showing holding of warp and weft yarn in composites.
Impact properties
The impact studies involve acting of sudden forces in composite specimens in short duration. The impact test results for various variables taken for the study is given in Figure 8. From the figure, it can be seen that the count of sewing thread used and the stitch direction have a significant effect on impact properties.
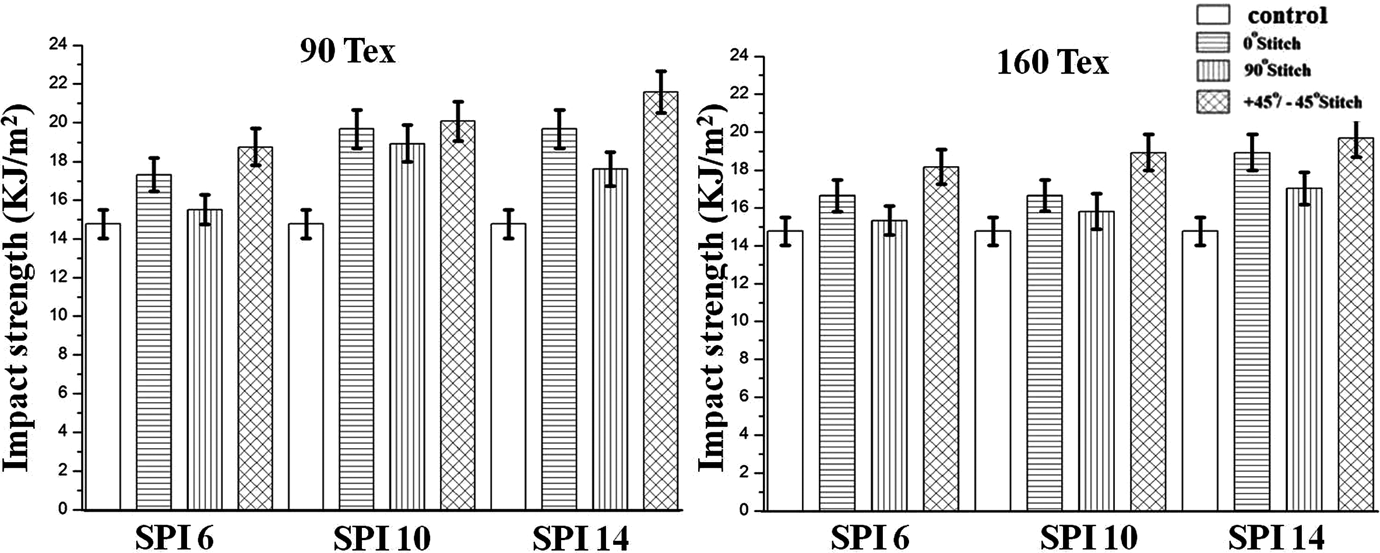
Impact results of self-reinforced composite specimens.
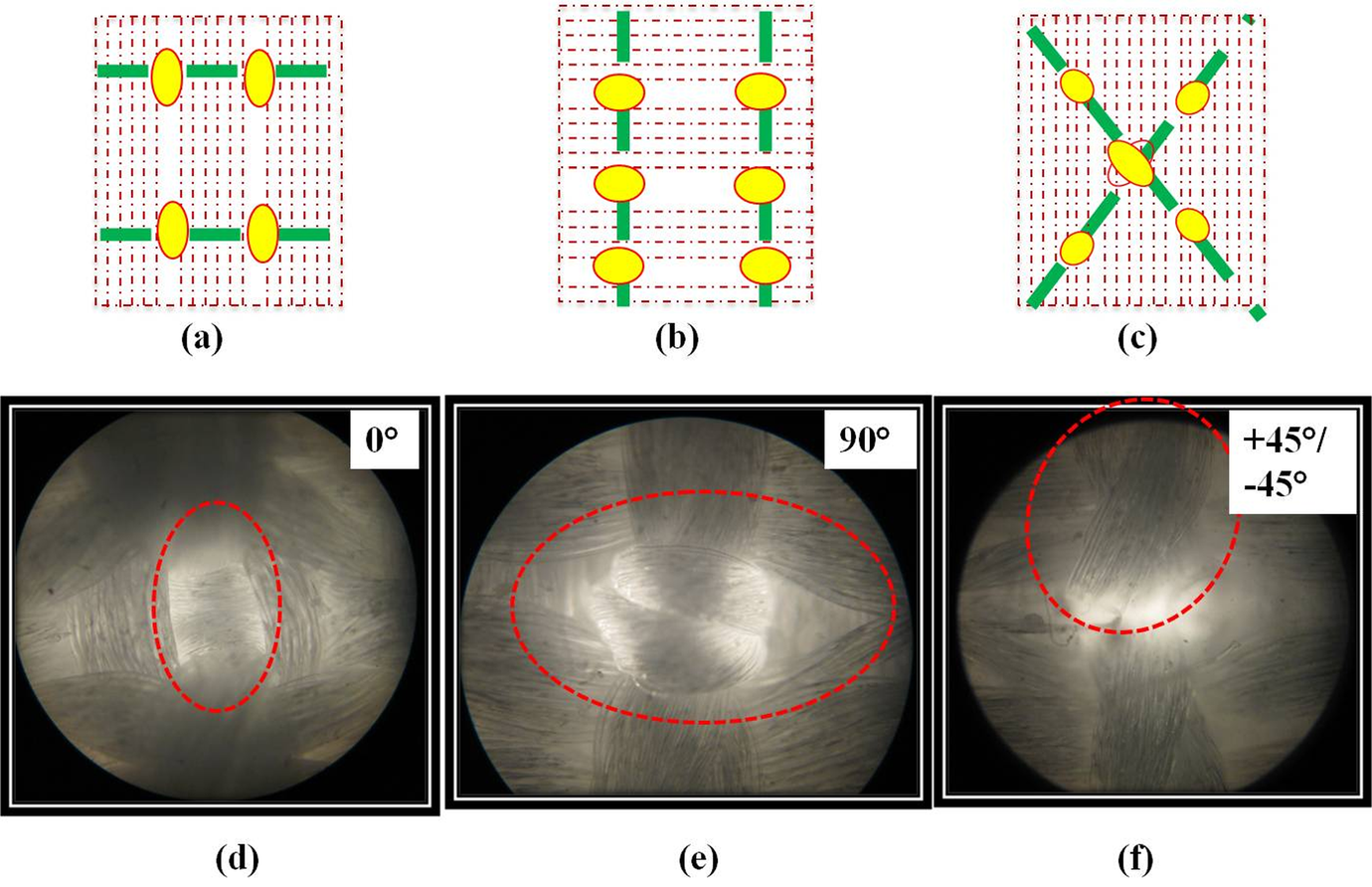
In case of varying stitch direction, +45°/−45° direction offer superior impact resistance compared with other stitch directions. The optical microscopic images of composite specimens subjected to impact forces are given in Figure 9. It can be seen from the figure that at 0° stitch direction, resistance is offered by the stitches present in horizontal direction, and due to impact forces, cracks are formed in the composites and the crack propagation is restricted by the stitches present in the horizontal direction. But in case of 90° direction, resistance is generally offered by the stitches present in vertical direction, and the cracks propagate easily along the stitch line due to poor resistance to impact forces compared with 0° stitch direction. However, it can be seen from the figure that at +45°/−45° direction, crack propagation is arrested, thereby offering superior impact properties.
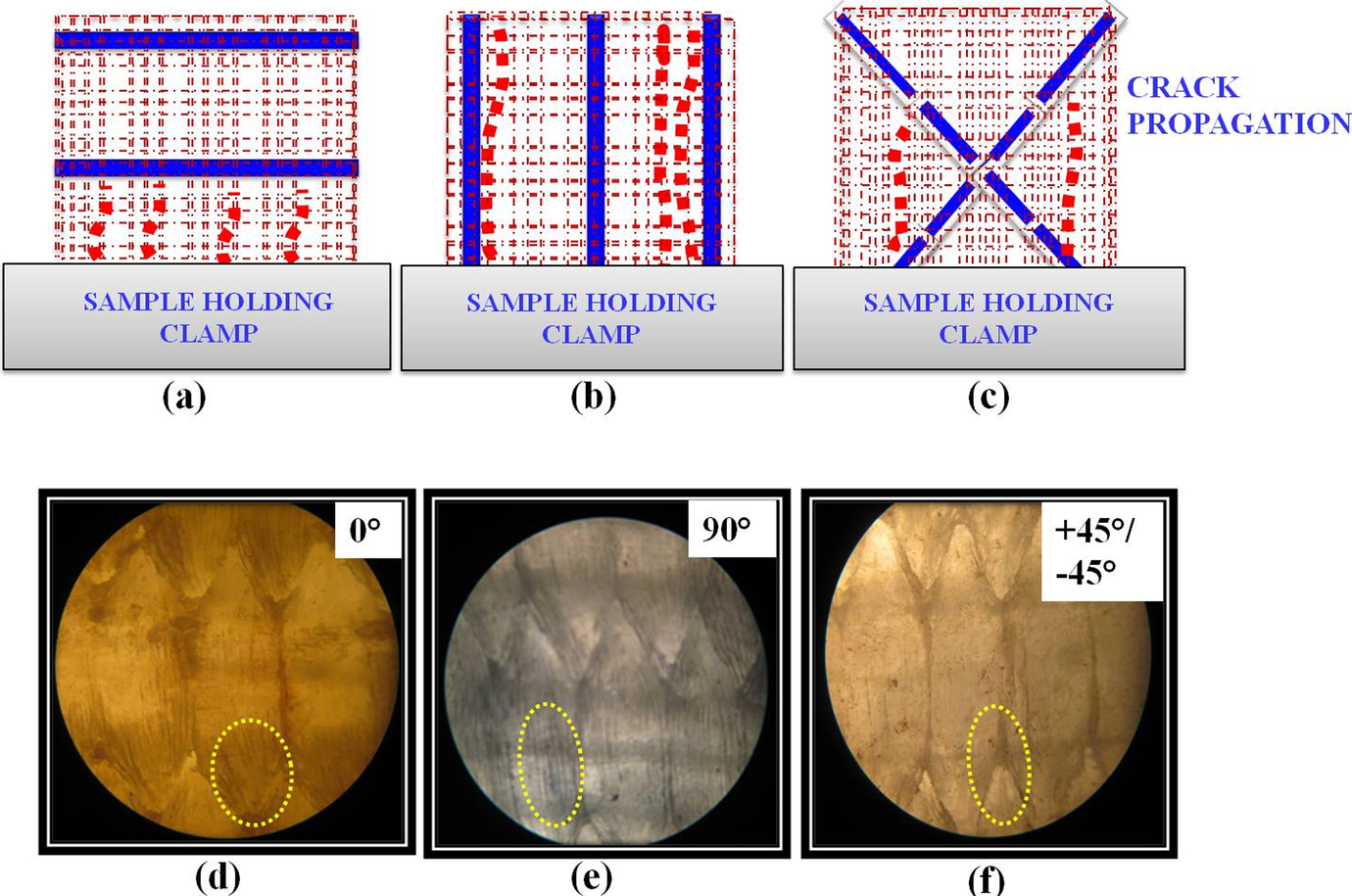
Schematic sketch and the corresponding optical microscopic images of specimens subjected to impact forces.
The count of the yarn used for stitching also plays a significant role in determining the impact properties of the composites. It is evident from Figure 8 that superior impact performance was achieved when 90 Tex sewing yarn was used. This may be attributed due to better melting of the stitch points when finer yarn is used. Similar trend was obtained in flexural testing of the composite specimens.
The SPI did not have a significant effect due to shorter response time of specimens to the impact forces.
Conclusions
The effect of stitching parameters namely SPI, stitch direction and sewing yarn count on flexural and impact properties of composite specimens were investigated. The results show that flexural properties were greatly influenced by SPI, sewing yarn count and stitch direction. Superior flexural properties were achieved for +45°/−45° direction specimens stitched with finer count. It was observed that the increase in SPI leads to decrease in flexural properties. The impact studies on the composite specimens revealed that +45°/−45° direction offered superior properties with finer sewing yarn stitched composites. It should also be noted that both the flexural and impact properties improved drastically with stitching indicating that the presence of through-thickness yarns prevent debonding. The study has given insight on the methods to improve delamination resistance of SRC and work has to be further carried out to study the effect of sewing parameters on other mechanical properties.
Footnotes
Funding
This work was financially supported by Life Science Research Board (LSRB) DLS/81/48222/LSRB-165/BDB/2008.