
Abstract
Biopolymers and their composites are one of the best alternatives for replacing petroleum-based plastic commodities. The main drawback of biopolymer is its high cost that restricts its applications; however, biopolymers filled with natural fibers are able to reduce cost but suffer lower impact strength and fracture toughness. Nanoclay which has a very high aspect ratio shows a significant effect on mechanical and thermal properties. This article concentrates on hybridization of nanoclay and natural fibers. Mechanical properties show that with the addition of nanoclay, impact strength increases more than 50%; however, other mechanical properties are also increased, which are proved by fractography analysis. Thermal analysis shows that hybrid biocomposite exhibits higher storage modulus, decomposition temperature and higher percentage of crystallinity. Fourier-transform infrared (FT-IR) analysis confirms formation of new bond between nanoclay and polymer matrix which is the main reason for improving thermal and mechanical properties of the hybrid biocomposite.
Keywords
Introduction
The word “hybrid” is originated from Greek and Latin and can be found in numerous scientific fields. In the case of polymer composites, hybrid composites are systems in which one kind of reinforcing material is incorporated in a mixture of different matrices (blends), 1 or two or more reinforcing and filling materials are presented in a single matrix 2,3 or a combination of both the approaches. Different researchers concentrated on hybrid polymer composite, among them Ray and Rout 4 reported on the effect of hybridization of glass fiber in thermoset biocomposites, and Bakar et al. 5 investigated on the tensile and impact behavior of oil palm fiber-glass–reinforced epoxy resin. All of them found significant improvement due to hybridization. Similarly, Burgue 6 studied the cellular biocomposite cores fabricated from industrial hemp or flax fibers with unsaturated polyester which was hybridized with woven jute, chopped glass, and unidirectional carbon fabrics. Mishra et al. 7 studied the moisture uptake characteristics of hybrid polymer systems, whereas Reis et al. 8 reported on the flexural behavior of hybrid laminated composites (LCs) with a hemp fiber/polypropylene core and two glass fibers/polypropylene surface layers at each side of the specimen. Morye and Wool 9 focused on the mechanical properties of glass/flax hybrid composites based on a novel-modified soybean oil matrix material. Panthapulakkal and Sain 10 investigated the mechanical, water absorption, and thermal properties of injection-molded short hemp fiber/glass fiber–reinforced polypropylene hybrid composites, and Wambua et al. 11 concentrated on the ballistic properties of flax, hemp and jute fabric-steel hybrid polypropylene composites processed by hot compression molding. All the researchers tried to find out the suitable hybrid system for the desired properties. However, no one tried with the combination of filler (nanoclay) and natural short fibers. According to authors’ knowledge, only Amin and Badri 12 investigated the mechanical and thermal properties of hybrid biocomposites (HBs) from oil palm empty fruit bunch (EFB) fibers and kaolinite in polyurethane; however, no article reported montmorillonite nanoclay (MMT) and short kenaf fiber (KF) HB in polylactic acid (PLA) matrix.
PLA-kenaf-nanoclay (PKN) HB consists of two reinforcements – kenaf and nanoclay in a single matrix PLA. PKN HB is a combination of two systems – PLA-kenaf biocomposite and PLA-nanoclay nanocomposite. Both were studied extensively. 13 –15 Kenaf-reinforced PLA biocomposite shows high stiffness, tensile strength, strength-to-weight ratio, better thermal stability, high glass transition temperature, and so on; however, this composite also faces some demerits such as, low impact strength, low fracture toughness, high water absorption and moisture content as well as less flame retardancy, and so on. 16,17
Similarly, in PLA-nanoclay system there are also some merits and demerits. This system also shows better mechanical properties, but the increments of properties are not as high as kenaf composite. However, nanoclay has significant effect to increase the impact properties, higher flame retardency and thermal properties. 18 The main problem of this system is to exfoliate the nanoclay particles and higher cost.
According to the definition of hybrid composite, the combination of PLA-kenaf and PLA-nanoclay systems will show much better properties than the individual system. According to the authors’ knowledge, no one has ever tried to manufacture hybrid composite using PLA, kenaf and nanoclay. For this, there are no literature reviews based on PKN HB in open Web site. This study focused to improve the thermomechanical properties of injection-molded PLA and PLA-based biocomposite by hybridizing the reinforcement where micro-sized KF was hybridized with nanoclay. Different mechanical, thermal and morphological tests were carried out to find out the improvement in properties and the possible reasons behind this.
Experimental
Materials
In this research, amorphous 3051D graded PLA was used, which is produced by NatureWorks®, China. Its specific gravity 0.998 g/cm3, its melting temperature and glass transition temperature were recorded as 152.3°C and 57°C–61°C, respectively.
Kenaf short fiber, supplied by Kenaf Natural Fibre Industries Sdn. Bhd., Kelantan, Malaysia, is used in this research. The density of this KF is about 1.13 g/cm3. Its diameter and length were in the range of 150–250 µm and 1–3 mm, respectively.
Montmorillonite (MMT) Nanoclay: The MMT that used in this research was supplied by Nanomers® I.31PS, which acted as filler and is manufactured by Nanocor, Inc., from St. Louis, USA. It comes in powder form, with a mean mesh size of 15–25 µm. It is an onium ion–modified montmorillonite designed for maximum compatibility and dispersion in a polyolefin matrix. In addition to the typical onium treatment, Nanomer I.31PS contains a silane-coupling agent to promote higher tensile properties. It contains 0.5–5 wt% aminopropyltriethoxysilane and 15–35 wt% octadecylamine. Its density is about 1.01 g/cm3.
Preparation and processing
The composition of the fabricated composite is presented in Table 1. Prior fabrication of specimen PLA, KF and MMT were dehumidified in a dry oven at 110°C for period of 1 hour. Then PLA, KF and MMT were manually mixed followed by compounding in a twin-screw corotating extruder, where the temperature set at 180°C to 190°C and rotated at 100 rpm. After compounding, the composites were pelletized and injection moulded using BATTENFELD HM 600/850. The temperature was 185°C to 210°C for all the four zones in injection-molding machine.
Composition and denotation of hybrid biocomposites.
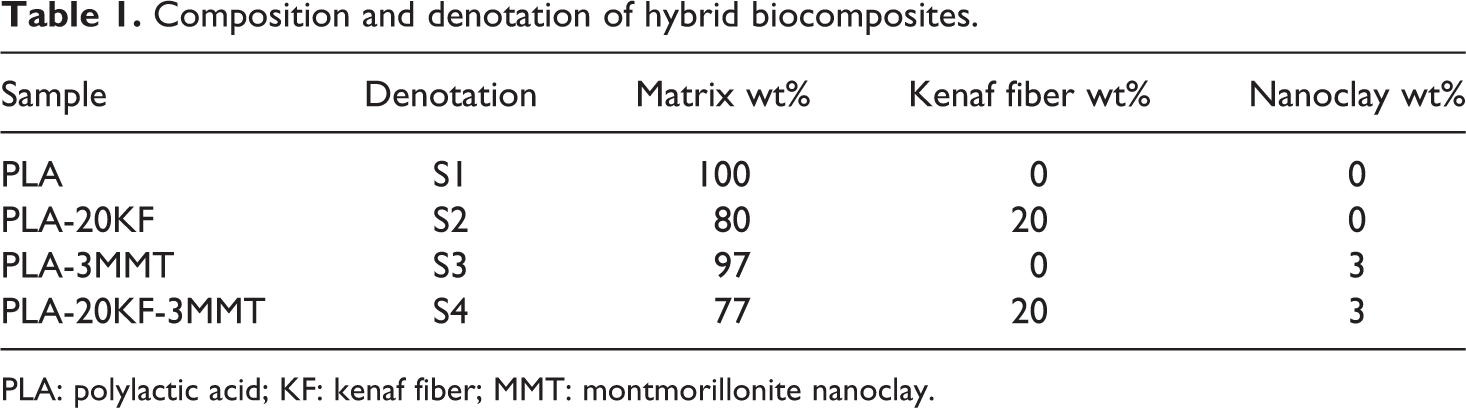
PLA: polylactic acid; KF: kenaf fiber; MMT: montmorillonite nanoclay.
Mechanical characterizations
Tensile test was carried out using LLOYD (AMETEC) universal testing machine. The crosshead speed was 50 mm/min. Flexural test was also performed on the same universal testing machine according to ASTM D790. The load cell was 10 kN and the span length was 100 mm. Impact test was then conducted using Dynisco Polymer Test, Simatic OP7 machine according to ASTM D6110. The main purpose of impact test is to analyse the impact strength and the fracture toughness of the fabricated composite. For impact test, the maximum applied energy was 7.5 J. To measure the density of the fabricated composite according to ASTM D792, the densometer machine provided by Rillins Sains, Malaysia, was used. This machine uses Archimedis principle to measure density.
Thermal characterization
Differential scanning calorimetry (DSC) analysis was carried out using Perkin Elmer Instrument. The temperature range was 30°C to 200°C, with a heating rate of 10°C/min. To know the thermal stability of the nanocomposite, thermogravimetry analysis (TGA) was conducted using Perkin Elmer Instrument. The samples were heated from 30°C to 1,000°C, with a heating rate of 10°C/min. Dynamic mechanical analysis (DMA) was carried out using Perkin Elmer DMA at temperature range −80°C to 100°C, with a heating rate 5°C /min and frequency of 1 Hz.
Morphological characterization
Bond formation was analysed by Fourier-transform infrared (FT-IR) spectroscopy using Perkin Elmer, Spectrum-100 machine.
FEI QUANTA 200 scanning electron microscope (SEM) (The Netherlands) was used to observe the fracture surface of tensile fracture specimen.
Transmission electron microscope (TEM) was used to observe the dispersion of nanoclay in the PLA matrix. CM 12 PHILIPS transmission electron microscope (TEM) (The Netherlands) with different magnification analysis was used to assess nano- to micro-scale dispersion.
Results and discussion
Mechanical characterization
The tensile strength of HB is demonstrated in Figure 1. It is observed that with the addition of KF (S2), the tensile strength is decreased from 34.4 MPa to 26.3 MPa. Anuar et al. 13 worked on tensile and flexural properties of injection-moulded PLA-KF biocomposite and found decrement in tensile strength of fiber loading after a certain volume fraction of KF in PLA matrix. PLA/MMT (S3) system shows 39.8 MPa of tensile strength, which is 13.5 MPa higher than S2 and 5.4 MPa higher than virgin PLA (S1). Better tensile strength of S3 than S2 is due to reinforcement size and geometry. MMT which is in nanometer size has a very high aspect ratio ranging from 100 to 200; however, KF aspect ratio varied from 2 to 6 which is 50 to 100 times lower than MMT. These nanosized MMT are able of penetrating through polymer chain and interlock between two chains and hence hinder the movement of chain and exhibit better tensile strength. Another important factor that affect the tensile strength is the distribution of reinforcements. Bordes et al. 19 stated that the distributions of nanoclays are more homogeneous than the micro-fibers through melt blending or extrusion process, and higher homogenity of nanofillers shows higher percentage of polymer chain interlocking and entanglement which leads to higher tensile strength. Therefore, it is expected that PLA/KF/MMT (S4) system will show higher tensile strength than S2 and S3. Figure 1 presents 24% higher tensile strength of S4 than S2 and 12% lower than S3. The same factors and reasons that are discussed are also responsible for higher tensile strength of S4 than S2 and lower tensile strength of S4 than S3. It should be noted that the tensile strength of S4 and virgin PLA (S1) are 34.4 MPa and 34.6 MPa, respectively, which may lead to questions regarding the significance of reinforcement in PLA. There are several reasons for the addition of reinforcements, among them, the vital reason is the improvement in properties. Though the tensile strength is not significantly increased, the tensile modulus increased significantly as shown in Figure 2. Another reason is to reduce the cost, which also supports the significance of reinforcement addition. S4 will be at least 20% cheaper than S1 due to the easy avaibility and low cost of KF.
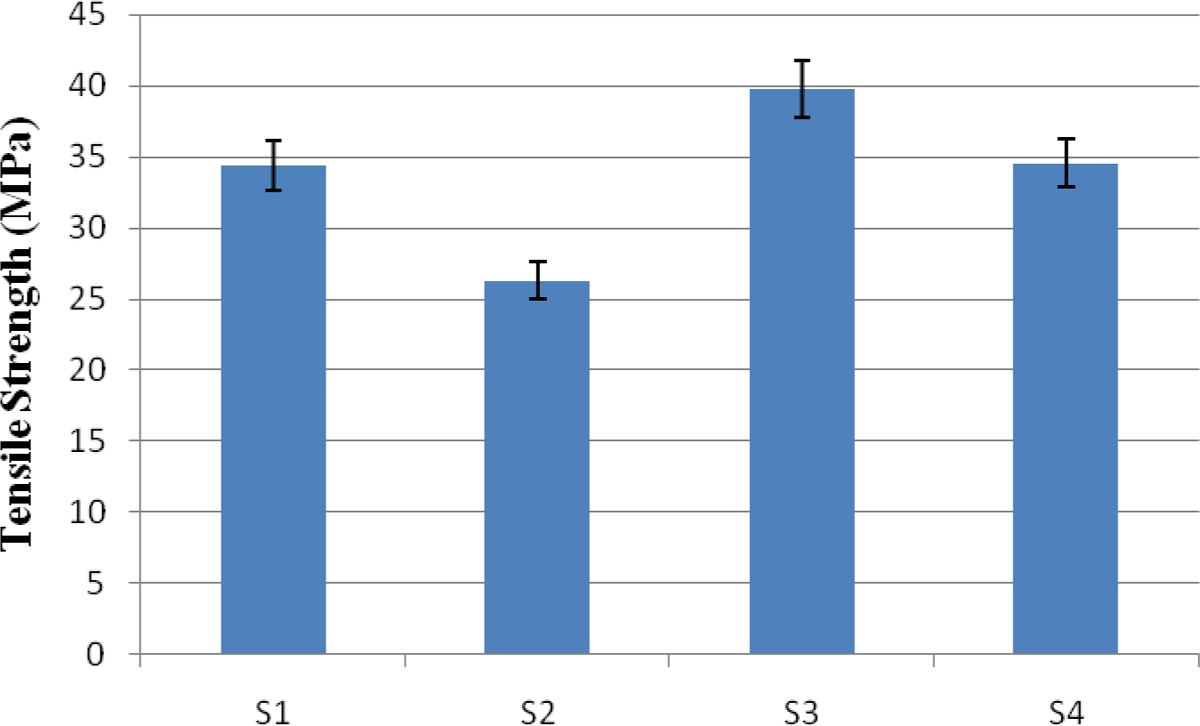
Tensile strength of hybrid biocomposite.
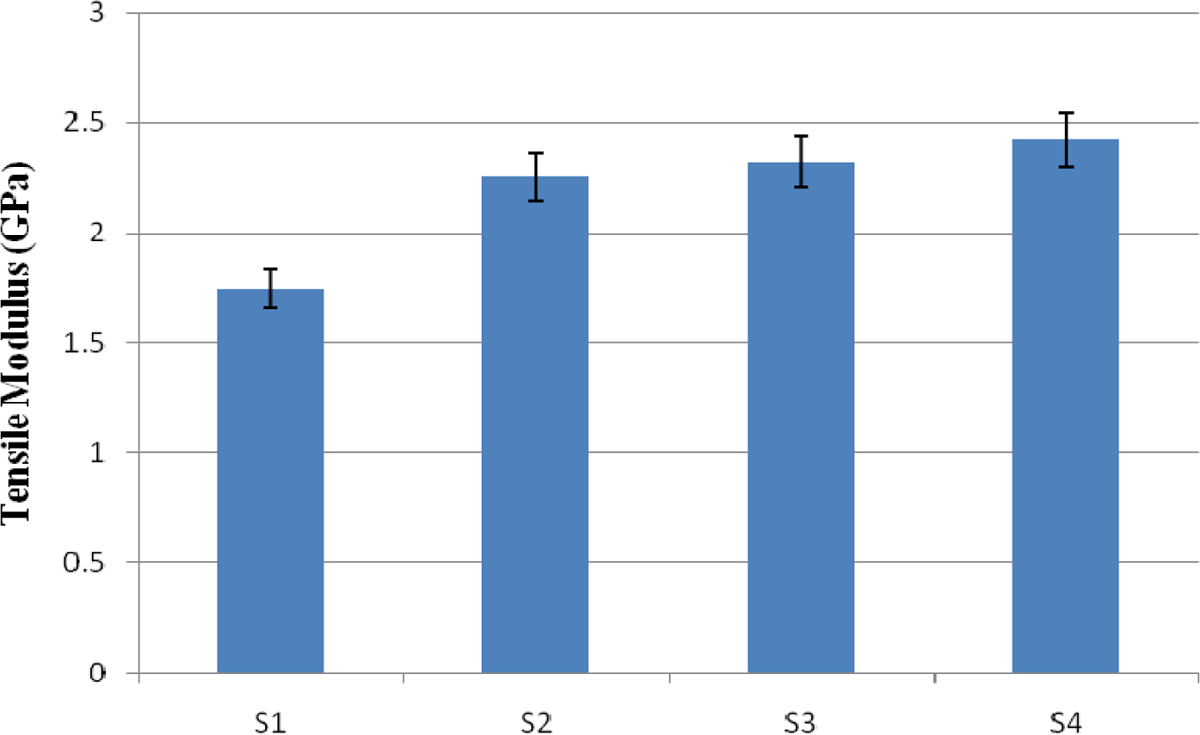
Tensile modulus of hybrid biocomposite.
Fractography analysis is an orthodox method to find the ductile and brittle fracture that also helps to identify the tensile property. Figure 3 shows the scanning electron micrograph (SEM) of S2, S3 and S4. Figure 3(d) shows higher numbers of holes than Figure 3(b), which possibly indicates higher number of fiber pull out resulting higher tensile strength. Figure 3(a) and (c) are the micrographs of S1 and S3 and in between them Figure 3(c) possibly shows brittle fracture due to the presence of dimple and absence of matrix movement marks. Moreover, S3 contains nanosized MMT, and the dispersion of the MMT plays significant role on its properties, but it is impossible to see them under SEM at 200× magnification. Again, S1 shows marks of polymer chain movement, and there is no significant amount of dimple, which helps to conclude the ductile fracture of S1 compared to others. In terms of tensile properties ductile fracture indicates lower tensile modulus and vice versa. Thus, from this statement it can be said that S3 will show higher tensile modulus than S1, which invigorates the tensile results.
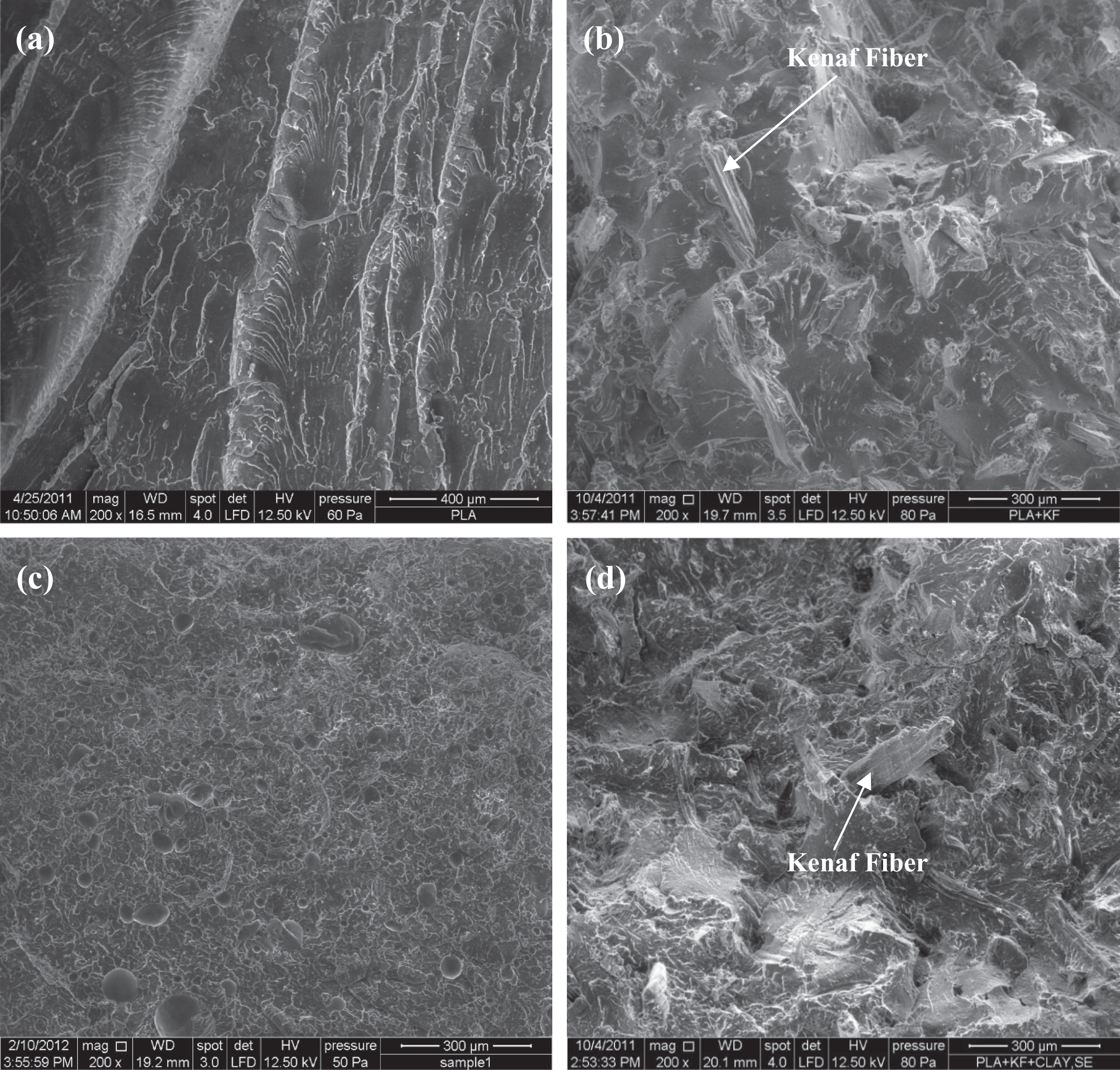
Scanning electron microscope (SEM) micrographs of (a) S1, (b) S2, (c) S3 and (d) S4 at 200× magnification.
Dispersion of nanoclay throughout the matrix plays a pivotal role in the improvement in tensile modulus and other properties. Figure 4 shows transmission electron micrograph (TEM) of HB. There is no TEM micrograph for S1 and S2, which are unfilled PLA- and KF-reinforced PLA, respectively, due to absence of nanoclay. TEM micrographs show that the dispersion of nanoclay in S3 is much better than that in S4. In S4 the nanoclays are almost agglomerated, and in most of the cases they are not acting as nanofillers that help to improve the tensile strength of S4. This is because nanoclays are highly reactive due to their high surface energy. During fabrication of hybrid composite, most of the nanoclays adhered to KFs (due to their uneven geometry) rather than to PLA matrix which reflected as poor dispersion in TEM micrograph. On the other hand in S3, the nanoclays are almost intercalated and partially exfoliated, which resembles higher tensile strength. 20 Lee and his coresearchers 20 stated that agglomerated nanoparticles act as micro-fiber, and these agglomerated nanoparticles rarely prevent polymer chain movement and failed to increase the tensile strength. From the above discussion, it can be said that agglomerated nanoparticles show minor effect in tensile strength, but they show significant effect on tensile modulus.
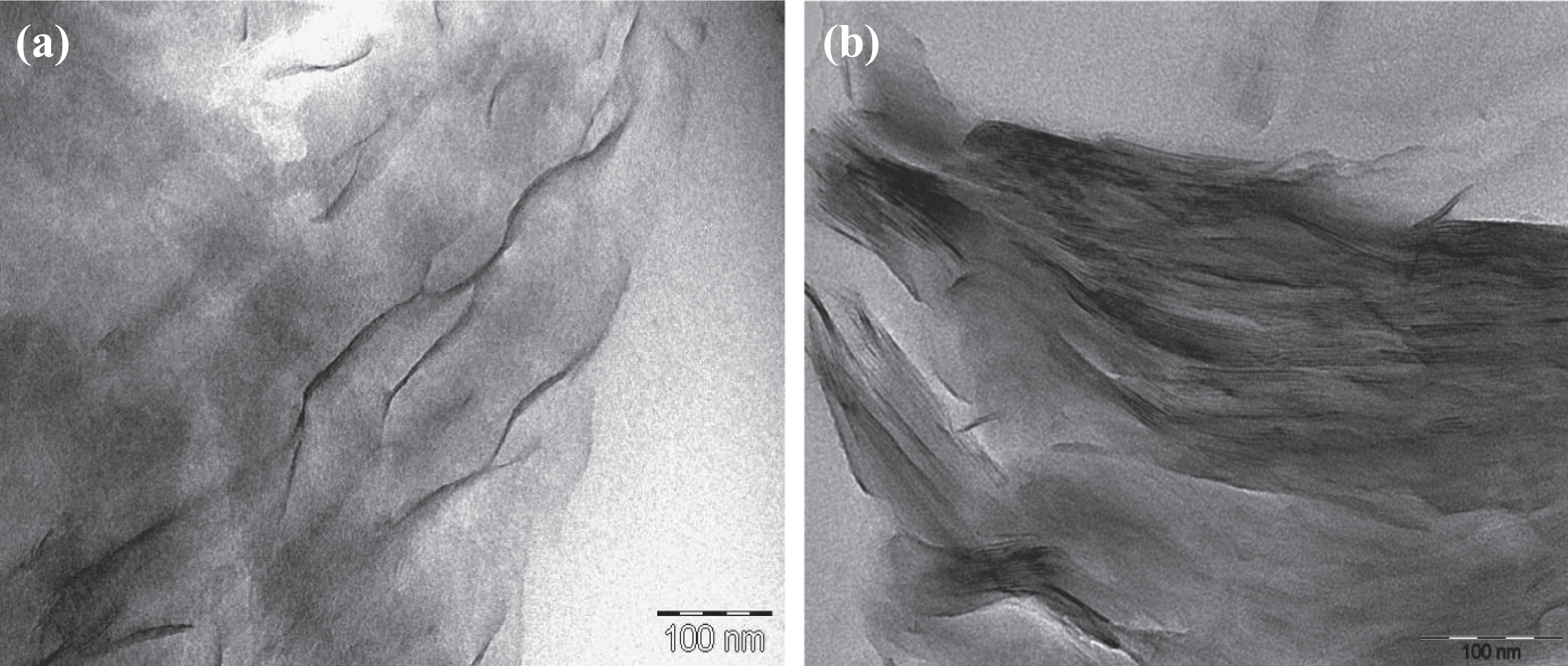
Transmission electron microscope (TEM) micrograph of (a) S3 and (b) S4 at 175,000× magnification.
Figure 5 shows impact strength of HBs, where S2 (PLA-KF) has a value of 10.8 kJ/m2 which is the minimum value among them. The impact strength of S3 is 55.5 kJ/m2 which is of 30% higher virgin than PLA. Bordes et al. 19 investigated the mechanical behavior of nanobiocomposite and concluded that the impact behavior of biopolymers increase significantly with the addition of nanoclay. They also concluded that the impact behavior is strongly influenced by nanoparticle dispersion, particle aspect ratio, and the adhesion between matrix and reinforcement. Their findings also support this result where S3 shows higher impact value due to better dispersion and higher aspect ratio of nanoclay, which is also intensified by TEM micrograph. From Figure 5 also highlights that S4 shows the highest impact strength value of 66.1 kJ/m2. Now it is the question is although S4 contains KF, why does it show higher impact strength? There was a comprehensive literature survey done to find out the answer of that question but failed to find any acceptable reason. It is predicted that the variation in size between KF and nanoclay and their interaction in PLA matrix may play a significant role in the improvement in impact property. From the impact results, it is clear that the nanoclay has a significant effect in the improvement in impact properties.
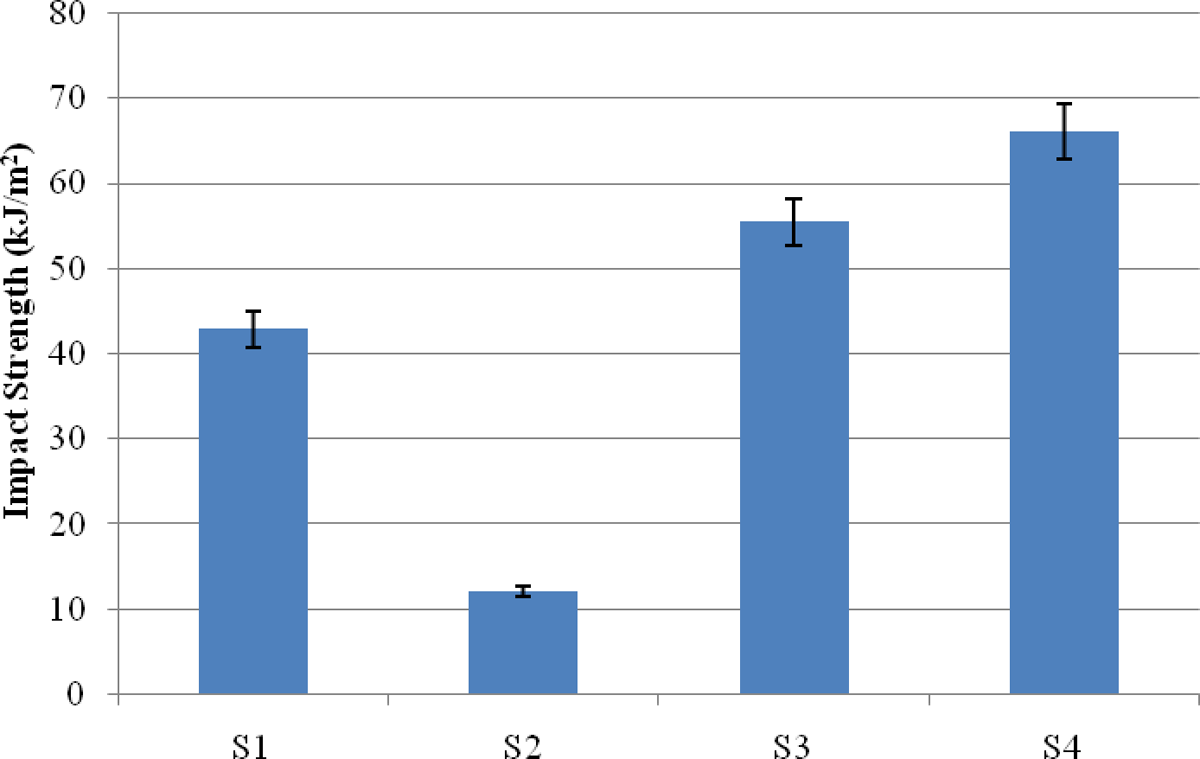
Impact strength of hybrid biocomposite.
Flexural strength of HB is slightly increased with reinforcement as shown in Figure 6. Similar to the tensile strength, flexural strength also reduces about 0.7% than that of virgin PLA, with the addition of KF. PLA reinforced with 3 wt% MMT (S3) shows 44.6 MPa flexural strength. Similar reasons that helped to improve the tensile properties of S3 are also applicable here, which are impediments to polymer chain due to the entanglement and higher aspect ratio of nanoclay. Bernard et al. 21 demonstrated similar trend of flexural strength in PLA-based biocomposite. PLA reinforced with 20 wt% KF and 3 wt% MMT (S4) shows the maximum flexural strength of 46.2 MPa, which is 3.6% higher than S3, though it supposed to be lower than S3. Cicala and his coresearchers 22 investigated the flexural behavior of glass/natural hybrid composite and found improvement in flexural strength after hybridization. However, no research work has been done on nanoclay natural fiber HB. The reason behind the increment of flexural strength of S4 is still unknown. Further investigation is necessary to know the interaction and behavior of micro-sized KF and nanosized MMT.
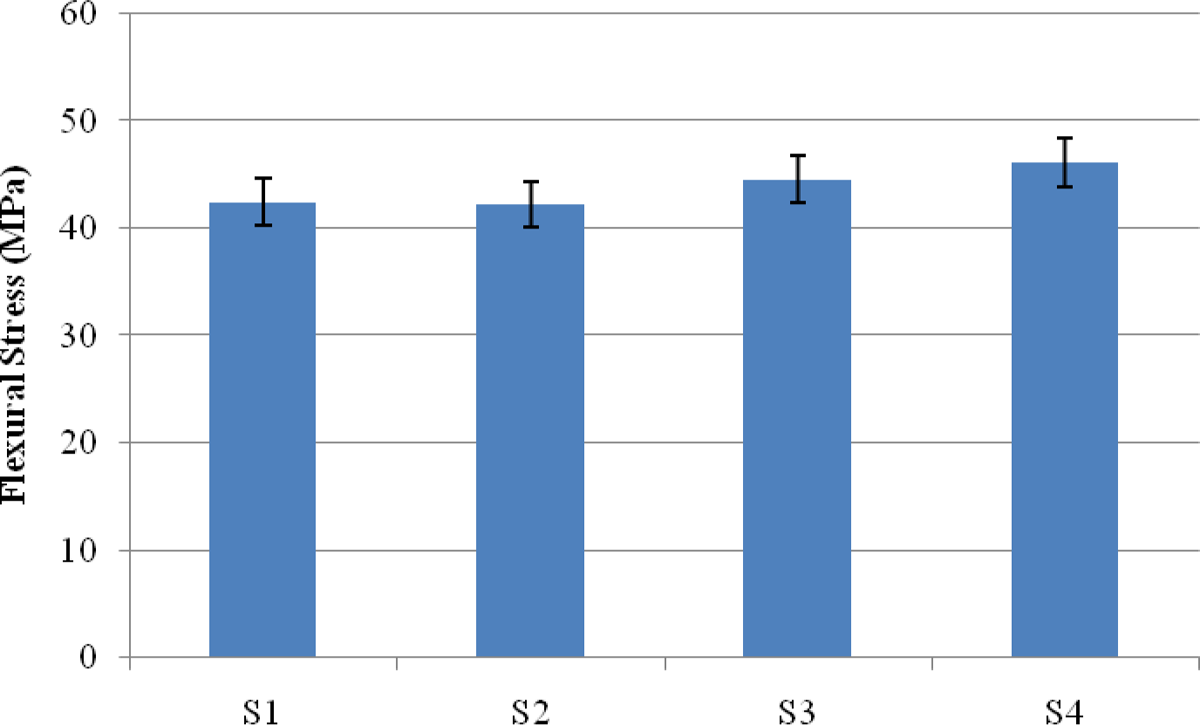
Flexural strength of hybrid biocomposite.
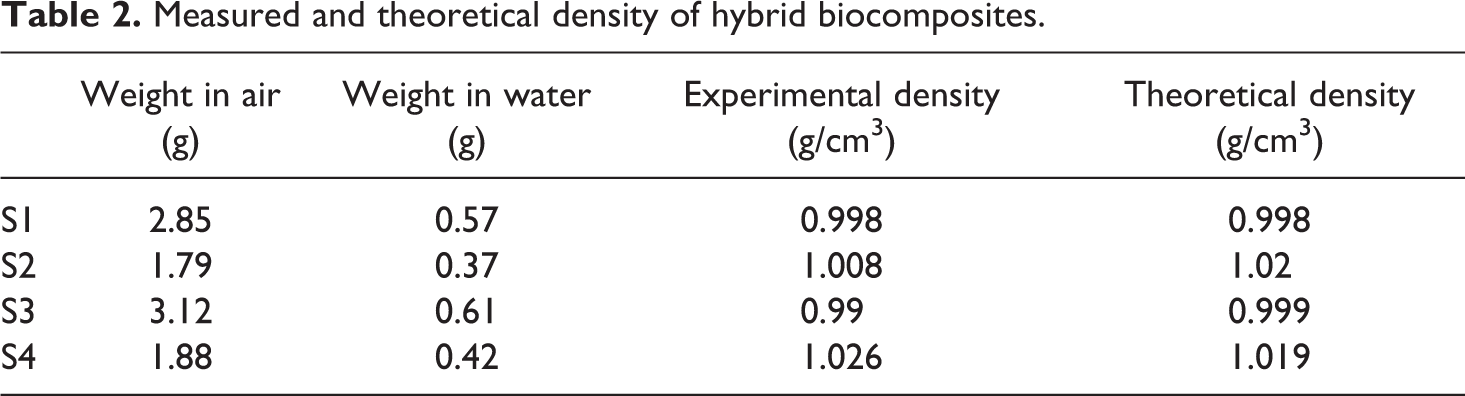
Table 2 shows the experimental density and theoretical density of the HB. In general, none of the experimental densities has a similar value compared with theoretical densities. However, it is noted that the experimental density of S3, which is 0.999, is closer to the calculated density where the percentage of filler content is 3 wt%. From the density analysis, it could be concluded that composites which contain higher percentage of reinforcement have a tendency to deviate from the theoretical results. This could be due to the formation of voids or nonhomogeneous blending during fabrication process. From Table 2 it can also be seen that low reinforcement size, specifically higher aspect ratio of the reinforcement, has a better tendency of homogeneous mixing. From the mechanical properties of composites, it could be concluded that S3 and S4 show better results compared to the rests of the composite system. However, it is noted that the intention of the HB fabrication was to achieve better properties and lower cost. Considering the cost and mechanical properties, S4 is the best among the four. Moreover, mechanical properties alone are not sufficient for the selection of polymer composite for certain applications. Thermal properties are equally important to mechanical properties.
Measured and theoretical density of hybrid biocomposites.
Thermal characterization
Figure 7 shows the DSC diagram for HBs, where all the samples experienced exothermic and endothermic phase transformation. First endothermic peak exhibited at 55°C to 65°C represents the glass transition temperature (Tg ) followed by crystallization temperature (Tc ) in the range of 105°C to 120°C and finally melting temperature (Tm ) between 150°C to 160°C. The heat of fusion can also be determined from the DSC curve. Thermal properties that are obtained from this DSC analysis including glass transition temperature, crystallization temperature, melting temperature, crystallization enthalpy (ΔHc ) and fusion enthalpy (ΔHm ) are listed in Table 3. Both Tg and Tc indicate the workable temperature of a particular polymer or composite; however, Tm indicates the maximum temperature range. The difference of Tc and Tm gives valuable information known as degree of supercooling (Tm − Tc ). Higher value of supercooling allows higher number of nucleation sites that help in achieving higher percentage of crystallinity. 23 Table 3 shows heat of fusion and crystallization of fabricated composite obtained from DSC analysis. According to Kim, 23 S4 should exhibit highest percentage of crystallinity (%X). From the DSC curve, S1 shows highest percentage of crystallinity, which is 12.03%, followed by S3, S4 and S2. Liu et al. 24 showed that reinforcement size has a significant effect on the percentage of crystallinity. Higher the reinforcement size, lower the percentage of crystallinity. From the crystallinity result, it can be understood that with the addition of KF, the %X is decreased due to the large size of KF. With the addition of MMT, the %X also decreased slightly due to the agglomeration of MMT. If MMT can be dispersed homogeneously, the %X will definitely increase. S4 shows 4.7% crystallinity due to the combination of micro-size KF and nanosize MMT where only few percentage of MMT well dispersed and hence shows moderate percentage crystallinity.
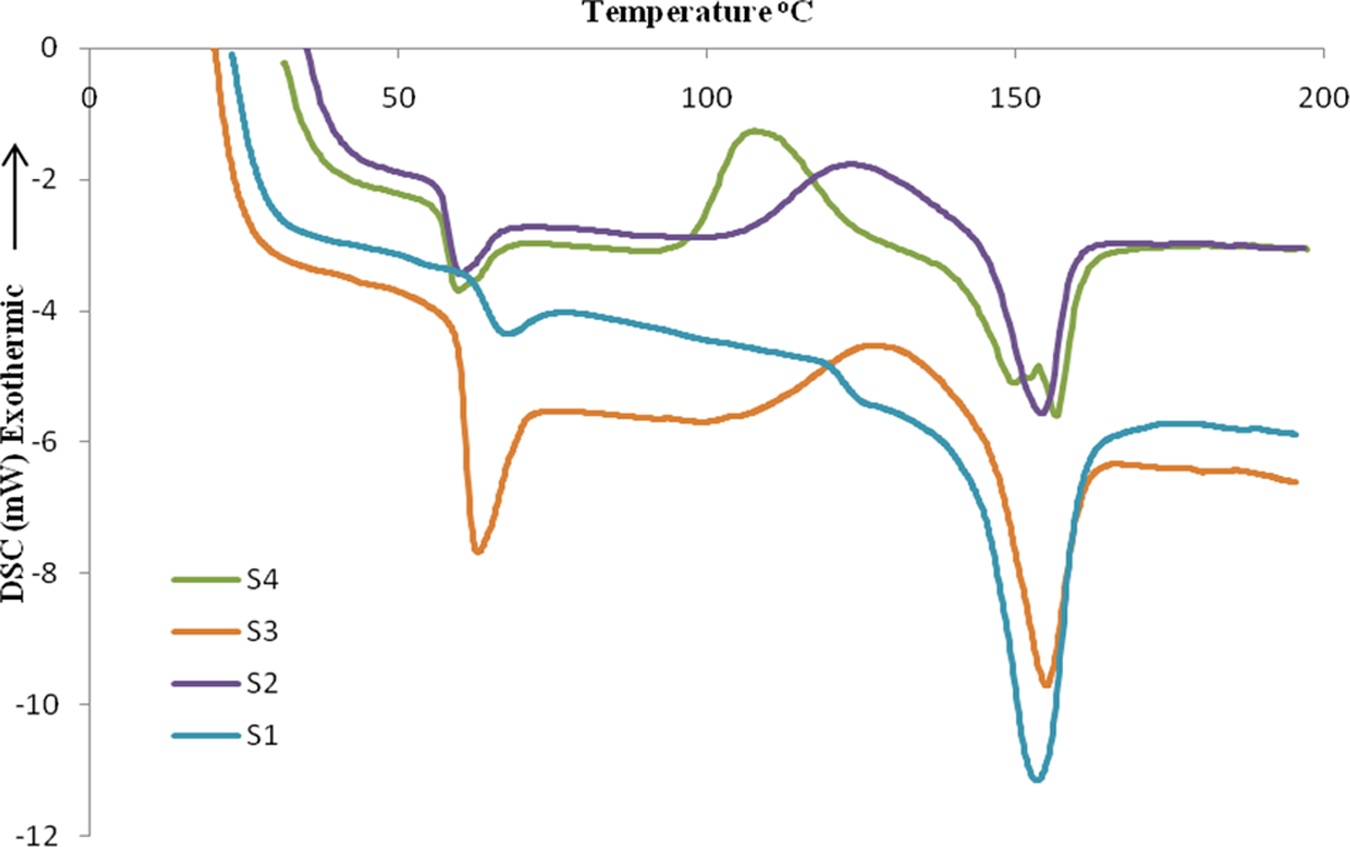
Differential scanning calorimetry (DSC) curves for hybrid biocomposite.
Thermal properties of hybrid biocomposites obtained from differential scanning calorimetry (DSC) analysis.
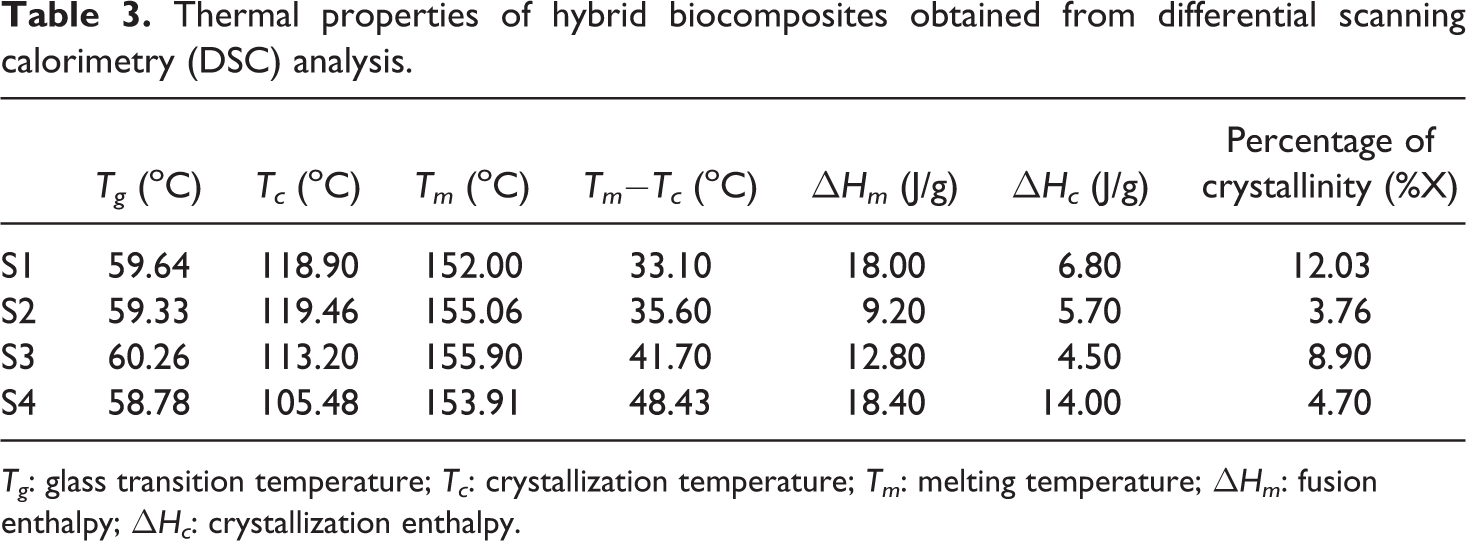
Tg : glass transition temperature; Tc : crystallization temperature; Tm : melting temperature; ΔHm : fusion enthalpy; ΔHc : crystallization enthalpy.
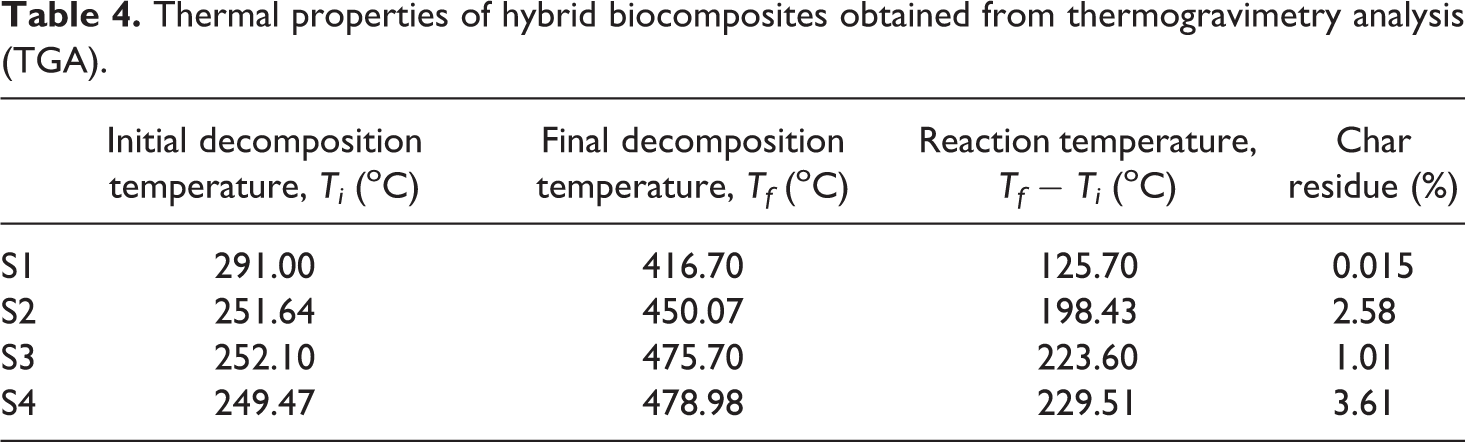
Figure 8 shows the TG curves of single-stage decomposition of HBs, and Table 4 tabulated the TG properties obtained from TG curves. From Table 4, it can be understood that with the addition of reinforcement, the initial decomposition temperature (Ti ) decreased by about 40°C; however, the final decomposition temperature (Tf ) increased by about 60°C. There was no significant effect of reinforcement properties, specifically fiber size and composition. However, the reaction temperature increased from 70°C to 100°C with reinforcement. The increment in reaction temperature is the evidence of specific flame retardancy which is also a beneficial property for the composite. Decrease in initial decomposition temperature has also a significant importance though it reduces the thermal stability. Liholt and Lawther 25 stated that the lower the initial decomposition temperature, faster the degradability. Another important property observed from the TG curves is the percentage of char residue obtained. In Table 4, the percentage of char residue increased with the content of reinforcement. A maximum 3.61% of residue is obtained for S4 and a minimum of 0.015% is obtained for S1. The residues obtained for S2 and S3 is 2.58% and 1.01%, respectively. It should be noted that S3 which is 97 wt% PLA and 3 wt% MMT produce 1.01% residue, which means among 3% MMT 1% exhibited as residue which is about 33% of MMT. This is because MMT mainly consist of silica whose melting point is more than 3,500°C, which does not decompose at 180°C to 200°C and exhibits as residue. On the other hand, S2 (80% PLA + 20% KF) exhibits 2.58% residue which is approximately 12% of its reinforcement (KF), and S3 demonstrates a higher specific flame retardancy than S2. From the above evidence, it can be inferred that S4 shows better specific flame retardancy than S1 and S2.
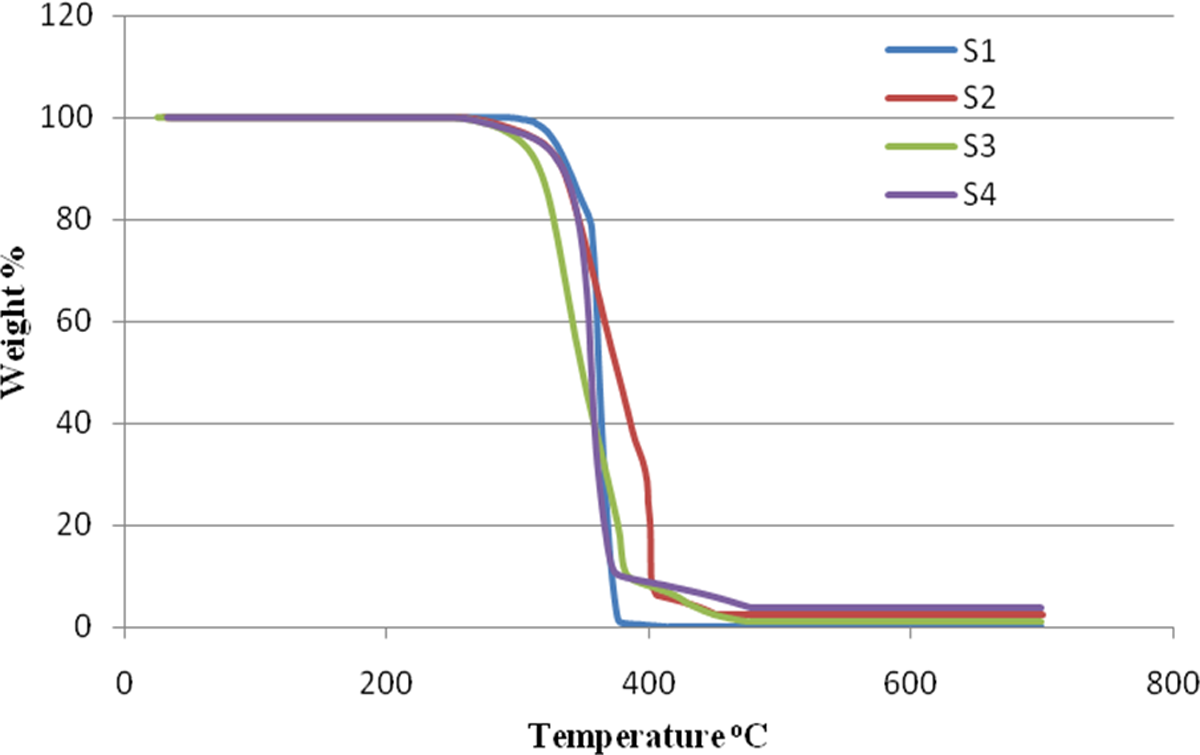
Thermogravimetry (TG) curve for hybrid biocomposite.
Thermal properties of hybrid biocomposites obtained from thermogravimetry analysis (TGA).
The temperature dependence of the storage modulus (E′) for HB is demonstrated in Figure 9. A gradual declined in E′ with increasing temperature from −60°C to 70°C is observed. It can be understood that the storage modulus (E′) increased with the amount of reinforcement. S4 which contains 23% reinforcement (20 wt% KF and 3 wt% MMT) shows maximum storage modulus of 6.8 GPa; however, S1 which contains virgin PLA shows minimum value storage modulus of 4.3 GPa. The storage modulus of S2 and S3, containting 20 wt% and 3 wt% reinforcement, is 6.1 and 4.9 GPa, respectively. It should be noted that S4 with a flexural modulus of 6.3 GPa showed approximately the same modulus (6.8 GPa) in DMA, which is an extraordinary behavior of materials, 26 indicating flexural stability at elevated temperature. On the other hand, S1, S2 and S3 show a significant deviation from flexural results that indicate better stability of S4 than others. Figure 9 also demonstrates β-transition temperature (Tβ ) and Tg . The Tβ for all four samples is about −45°C (a small peak) and Tg is about 60°C (sharp decrease in E′). Therefore, the operating temperature of all four samples ranges from −45°C to 60°C, which is a unique property that can be obtained from DMA. Menard 27 stated that the ratio of Tβ and Tg indicates the impact properties of polymers, and polymers with a ratio of 3 or less are considered to have high impact strength. For S4, the ratio is 1.35 (60/45), which indicates better impact property.
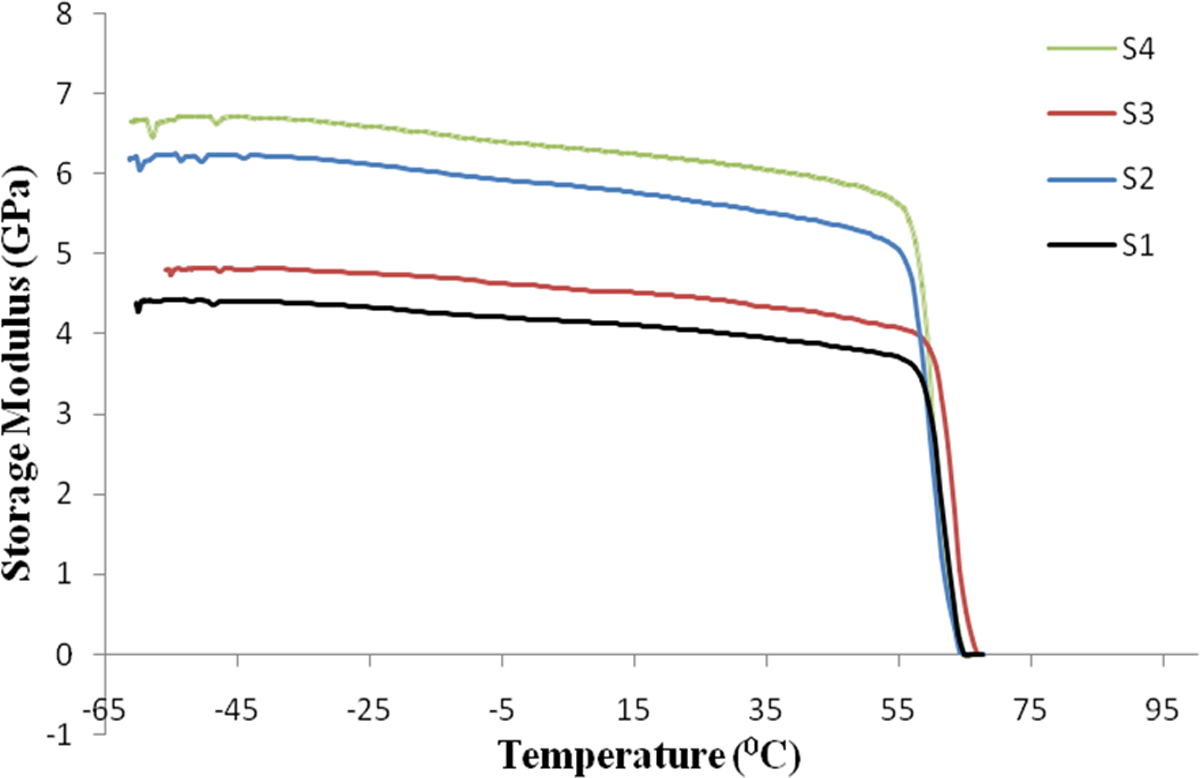
Storage modulus of hybrid biocomposite.
Loss modulus (E′′) which evolved from viscous response of a material is shown in Figure 10. The values (E′′) remained constant from −60°C to 55°C; however, with addition of reinforcement, the loss modulus increased to 0.25 GPa. S1 with unreinforced PLA has a loss modulus value of 0.16 GPa, which is the lowest, followed by S3 and S2 which are 0.19 GPa and 0.24 GPa, respectively. The increment in loss modulus is due to the higher energy absorption by fibers and fillers. It should be noted that the increment in loss modulus is much lower than the increment in storage modulus for all samples. Among them, S4 with a storage modulus value of 2.5 GPa in and a loss modulus value of 0.09 GPa indicate overall improvement in its properties. In a nutshell, the damping (ratio of loss modulus to storage modulus) is low, indicating low energy dissipation.
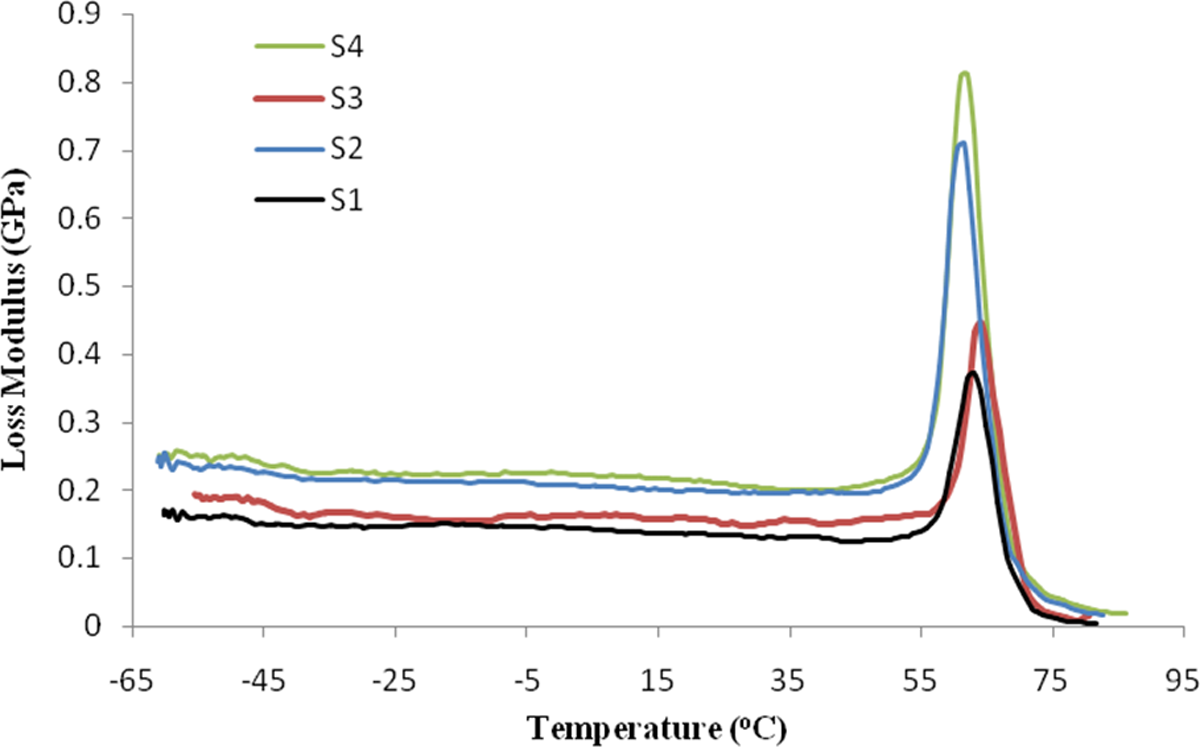
Loss modulus of hybrid biocomposite.
From mechanical analysis of HBs, it was concluded that S3 and S4 shows better results in terms of the tensile strength, impact strength and flexural strength than the remaining two composites. Fractography analysis and TEM micrographs facilitated the selection process. However, S4 is more convenient than S3 due to addition of KF which makes it lower cost. Thermal property of S4 helps it to become the best among the four. Higher storage modulus, moderate loss modulus, optimum glass transition temperature and Tβ , better percentage of crystallinity, higher reaction temperature, moderate char residue, lower initial decomposition temperature and finally closer theoretical density make it unique among the four single extruded composite materials. So it can be concluded that MMT significantly improves the properties of PLA, but it will not be commercially viable due to its high cost. KF is very cheap, easily available and also significantly improves PLA properties but suffers lower impact strength and thermal properties. The combination of MMT and KF with PLA demonstrates the optimum mechanical and thermal properties among S1, S2 and S3 but the strong and clear reason behind the best properties of S4 is yet to be indentified. Is the dispersion of nanoclay the only factor for the improvement? Is there any other reason that plays a vital role in the improvement of properties? To know the answers, FT-IR analysis was done to find the formation of any bonds.
Percentage of transmission (%T) pattern for HB obtained from FT-IR spectroscopy is shown in Figure 11. FT-IR spectrum shows different peaks at different frequencies, wherein each peak at a particular frequency indicate a particular bond or functional group which vibrate, rotate or bend by absorbing energy. A strong intensity peak exhibited at 1,079 cm−1, shown in Figure 11, is an indication of C-O bond with stretching vibration present in PLA. Similarly, the peak at 1,747 cm−1 is for C=O bond with stretching vibration and 1,453 cm−1 is for C-H bond with bending vibration. For all the four compositions, the spectrum is almost similar; however, with the addition of MMT a new peak was exhibited which is shown by the indicator circle in FT-IR spectrum. In S1, the %T is higher at the particular frequency of ∼800 cm−1, which indicates absence of bond to absorb the energy (IR). Similar FT-IR curve is obtained at 800 cm−1 where there is no absorption of energy. In S3, S4, S5 and S6 containing MMT, the percentage of transmission is lower, which indicates absorption of energy by a particular bond and that energy is used to vibrate atomic bonding in that particular frequency (indicating by circle). In S3 and S4, the absorption energy is higher than that in the remaining two, indicating the presence of strong bond that is preventing IR transmission by absorbing energy.
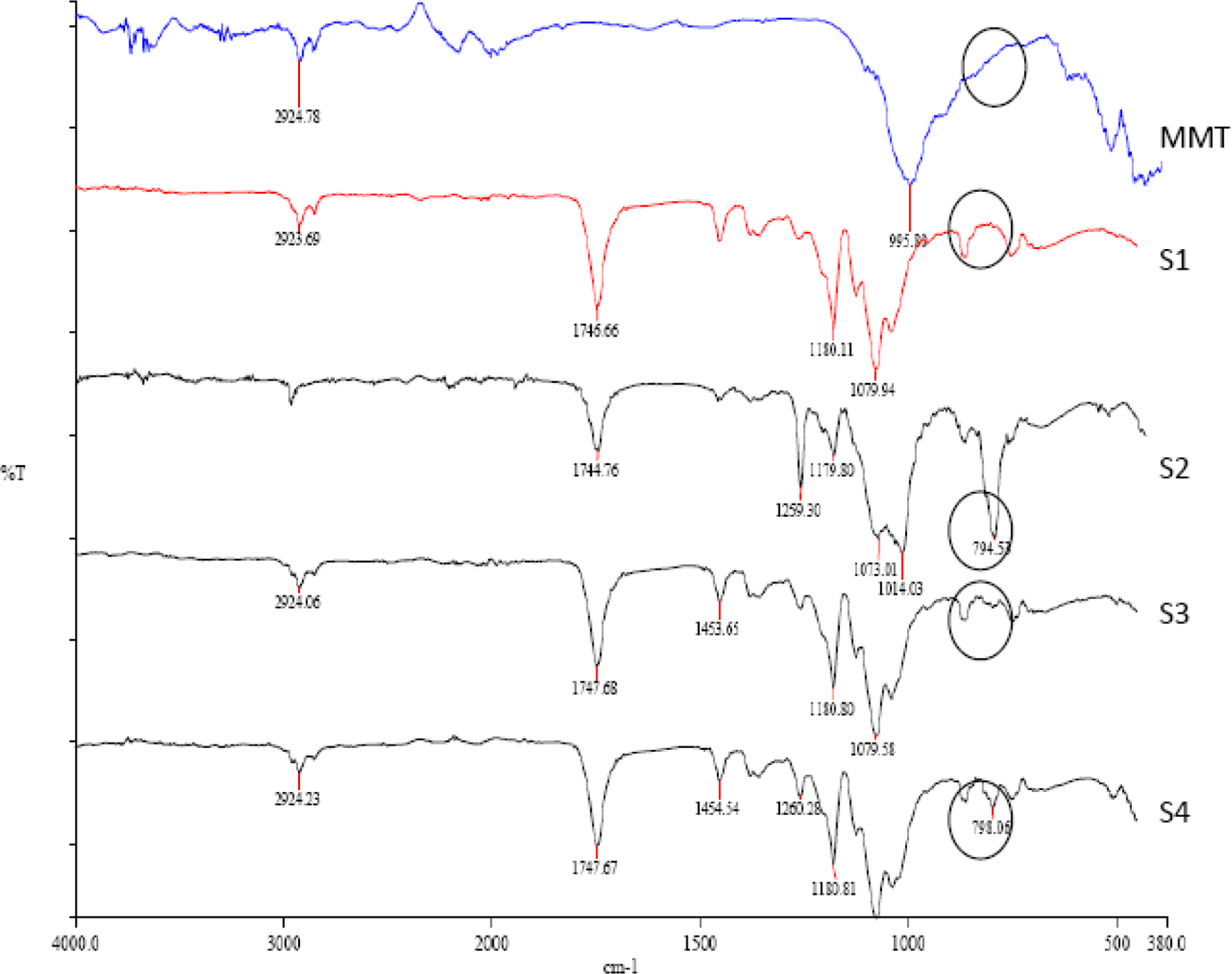
Fourier-transform infrared (FT-IR) spectrum of pure montmorillonite nanoclay (MMT) and hybrid biocomposite.
By referring to Figure 11, it is found that the wavelength of this new bond is about 798 cm−1 which falls under alkene (=C-H, 675–1,000 cm−1) functional group with strong bending type vibration. It is predicted that this bond formed with MMT that contains OH group and H2O and PLA having OH functional group and reactive C-C bond where one arm of carbon (C) atom is free and ready to form a bond due to polymerization. Possible mechanism for bond formation is therefore proposed in Figure 12 where one arm of carbon (C) atom from PLA formed a bond with hydrogen (H) from MMT, which is also in a metastable condition due to formation of dipole with oxygen (O). Thus, it can be hypothesized that this new bond is responsible for better thermal properties as well as mechanical properties described throughout the article.
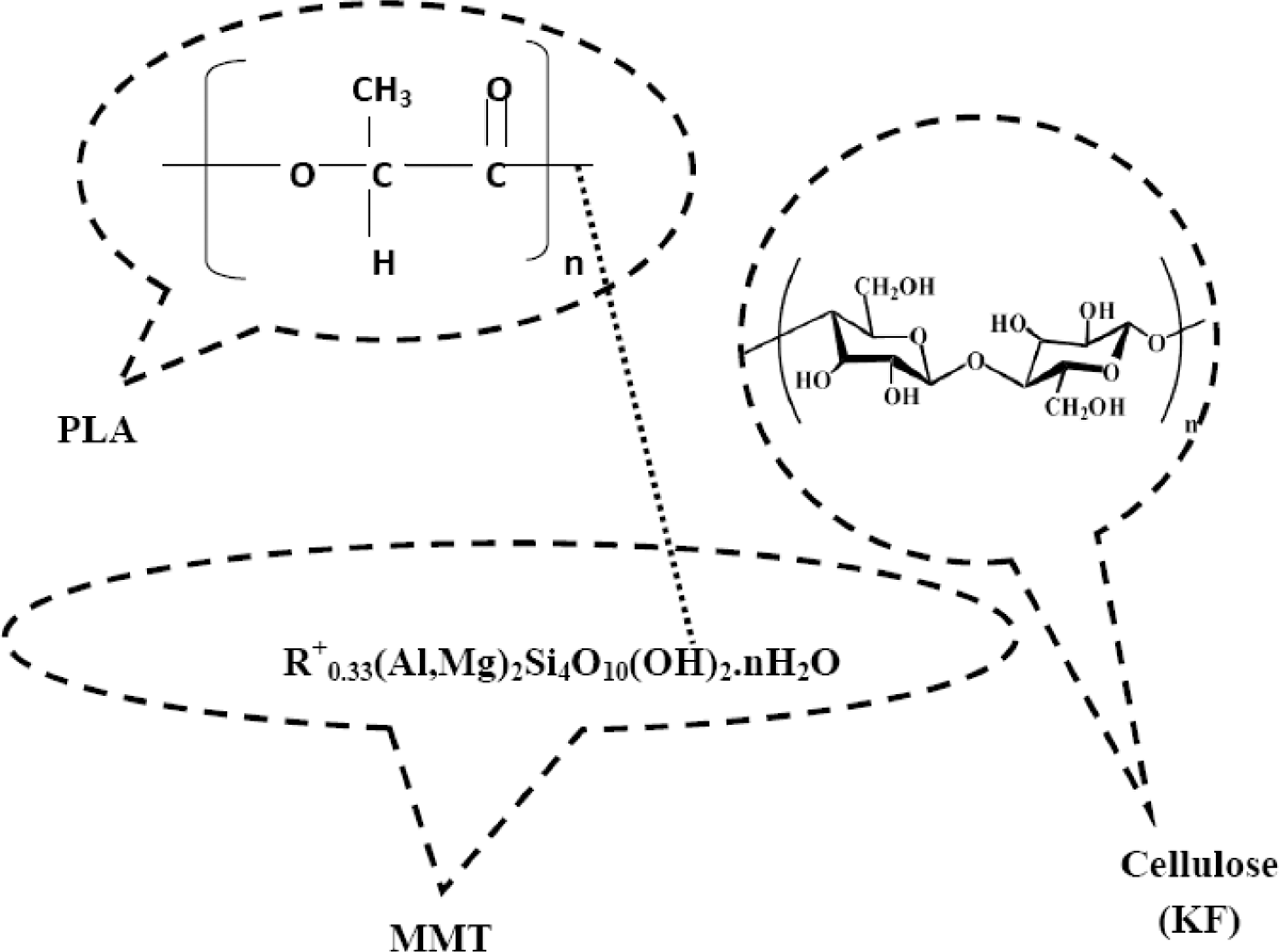
Possible mechanism for bond formation.
Conclusion
PLA-KF-MMT HB is a new material with enhanced mechanical, thermal and morphological properties as compared to other natural fiber biocomposites. MMT shows significant effect in improving the mechanical properties specifically the impact properties which is the main drawback of PLA and its composites. PLA filled with MMT shows more than 50% higher impact strength than unfilled PLA and PLA-KF biocomposites. Thermal properties, like storage modulus and decomposition temperature, significantly improved with the addition of MMT and KF. With addition of MMT, the decomposition and melting temperature (Tm ) increased from 198°C to 225°C and from 152°C to 155°C, respectively. Storage modulus (E′) was also increased by about 1 Gpa with the addition of MMT. Both FT-IR and XRD results showed that there is a possibility for the formation of new bonds between PLA and MMT, and the percentage of crystallinity for S4 is much more intense and higher than the remaining composites, which may eventually affect all the properties.
Footnotes
Funding
The authors wish to thank International Islamic University Malaysia (IIUM) for assistance and supportive grant (EDW A11-148-0939) and eScience Fund (03-01-08-SF0087) for assistance in making this study success.