
Abstract
In this study, composites were produced using alkali-treated kenaf fibre and recycled polypropylene to improve the interfacial bonding between them. Maleic anhydride grafted polypropylene was used at a ratio of 1:10 to the fibre as a coupling agent. Blends are mixed together by means of a twin screw extruder and test specimens for mechanical testing were prepared through injection moulding machine. Fibre density, tensile property, elemental analysis, structural and morphological changes due to treatment was observed and their effects on the properties of the formulated composites were analyzed. Characterization of the composites was done by the tensile, flexural, impact and melt flow index tests. Thermogravimetric analysis and differential scanning calorimetry analysis were carried out to evaluate the thermal properties of the composites. Experiment showed that best tensile strength (TS) was found at 40% loading of fibre and alkali treatment of fibre enhanced the TS by 57%. Activation energies were calculated through Broido’s equation. It was also found that recycled polypropylene degrades at one stage, while composites degrade at two stages. Incorporating fibres decrease the activation energies of the composites but both coupling agent and treatment of fibres in that case enhance activation energies by 11 kJ mol−1 and 29 kJ mol−1, respectively, in the second stage. Field emission scanning electron microscope of the fractured surface showed that treatment of fibre improves the interfacial bonding between fibres and matrix. Density and water uptake of the composites were also studied in this study.
Introduction
A number of natural plant-based lignocellulosic fibres such as sisal, coconut (coir), flax, hemp, banana, bamboo, sugarcane (baggase), wood fibre (kraft), jute, ramie, kenaf, oil palm empty fruit bunch and so on have received considerable attention for research as an environmental-friendly alternative to inorganic fibres in engineering composites 1 –12 and still new fibres are being added in this arena. Cellulose is the crucial constituent in the natural plant fibre for the reinforcement, and its content varies from plant to plant and according to the region of harvesting. Thus, the choice of selection depends on the types of fibres comprising different amount of cellulose percentages and no matter whether it is producing from seed, bast, fruit, skin, leaf, stalk and so on. In addition, innovation of new source of materials, cost reduction, easily availability, less harmful compared with synthetic fibres (glass, carbon, aramid, etc.) are also involved largely as the considerations of selection of natural fibres by the researchers. From the engineering point of view, the density of the fibre is very less compared with inorganic fibre, which increases the specific property of the fibre and makes the composite light weighted. 13 On the other hand, utilization of limited resources of pure plastic can be minimized if natural fibres are used in the composites as filler materials. Moreover, fibre-reinforced composite materials offer a combination of strength and modulus that are either comparable with or better than many pure materials. 14 Although natural fibres have a number of ecological advantages over synthetic fibres, they also possess disadvantages such as they are easily degradable by UV radiation, flammable, absorb moisture due to hydrophilic nature and incompatible with the nonpolar polymer matrix that is completely hydrophobic.
Natural plant-based fibres are hydrophilic, which contain polarized hydroxyl groups and thus demonstrate less compatibility with nonpolar polymer matrices. Moreover, hydrogen bonds can be formed between the hydrophilic fibres, resulting in the agglomeration of the fibres into bundles, which may cause the uneven distribution and poor dispersion in the polymer matrix. 15 Poor adhesion between fibre and matrix as an outcome of the issues mentioned above, which ultimately reduce the tendency of sharing the stress from matrix to fibre and weaken the composites. Actually, the stress transfer from matrix to fibres mostly depends on the interactions between fibres and fibre–matrix. Fibre surface modification through various chemical, 4,5,9,10 enzymatic treatments 16 and using various compatibilizers such as silane 17 and maleic anhydride grafted polypropylene (MAPP) 18 has been quite effectively utilized to improve the adhesion between fibre and matrix as well as interfacial bonding as a consequence of improved mechanical and thermal property. Thermogravimetric analysis (TGA) is a method that is used to study the thermal decomposition of a polymer related to the adhesion behaviour of molecules.
Considering the thermal stability of composite materials, which is temperature dependent, the activation energy (the minimum energy required to start a chemical reaction) analysis has been an interesting method to study their degradation mechanism and can provide useful information of fibre adhesion with polymer matrix. 19
Alkali treatment improves the fibre–matrix adhesion due to the removal of impurities from the fibre surface and increases the surface roughness. Due to that, the amount of cellulose exposed on the fibre surface may results in better mechanical interlocking.
20
The following general reaction may take place between natural fibre and NaOH:

Coupling agent such as MAPP interacts between the anhydride groups of maleated coupling agents and the hydroxyl groups of natural fibres, which can overcome the incompatibility problem and increases the mechanical properties of composites. 21 A possible chemical reaction between natural fibre and MAPP is illustrated in Figure 1 22 :
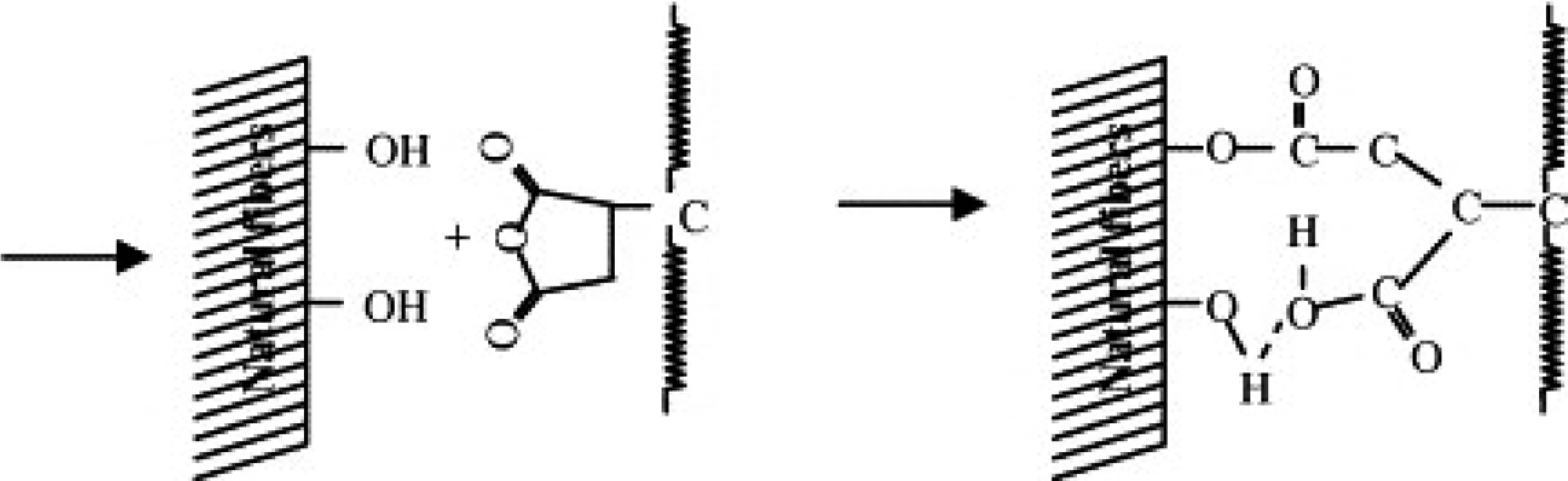
Chemical reaction mechanism of natural fibre and MAPP. MAPP: maleic anhydride grafted polypropylene.
However, in this article, optimization of fibre loading and treatment of fibre are assessed in terms of mechanical, thermal, structural and morphological properties of the composites. Effect of coupling agent and water uptake by the composites are also discussed in this study.
Experimental
Materials
Kenaf fibre was supplied from Kampung Merchong, an agro-based company in Pahang, Malaysia. Recycled polypropylene (PP) was recycled from car bumper and vehicle battery case, and commercially available as PP black copo, which was supplied by Efficient Growth Sdn Bhd (Selangor, Malaysia). The physical, mechanical and thermal properties of recycled polypropylene (RPP) are presented in Table 1. The coupling agent MAPP, commercially named as Polybond 3200 was supplied by MTBE (M) Sdn Bhd (Pahang, Malaysia). The physical properties of MAPP are shown in Table 2.
Physical, mechanical and thermal properties of supplied recycled polypropylene.
DSC: differential scanning calorimetry; MFI: melt flow index.
Physical properties of MAPP (Polybond 3200).
MAPP: maleic anhydride grafted polypropylene; MFI: melt flow index.
Treatment of fibre
Solution prepared by various concentrations of NaOH such as 3, 5 and 7% were used to treat kenaf fibres at different duration of soaking time such as 2, 4 and 6 h. About 120 g of fibres were soaked in 2 l of NaOH solution for each case. After that fibres were washed by tap water until pH reached to 7. Then, the fibres were air dried.
Formulation of composites
Air-dried kenaf fibre was crushed into small size (2–5 mm) by a plastic crusher. Crushed fibre was dried at 80°C in an oven until the moisture content reached below 5%. Untreated fibre was compounded into RPP without coupling agent by means of a Prism Eurolab 16 twin-screw extruder having barrel temperatures range 170–190°C from the feeding zone to the die zone, respectively. Screw speed was maintained at 100 r min−1 through the mixing process. Fibre contents in the composites were considered as 10, 20, 30, 40 and 50% by weight. The compounded samples were prepared into test specimens by injection moulder using NESSEI injection moulding machine model-PNX60. Based on the tensile result (see tensile test), optimization were done to find out the best loading percentages. With the best loading percentage of fibre, extrusion was carried out with coupling agent at a ratio of 1:10 as coupling agent to fibre. After that, the same process was carried out with the various types of treated fibres followed by injection moulding to produce test specimens for tensile, flexural and impact testing.
Density measurement
A gas pycnometer (MICROMERITICS, model-ACCUPYC II 1340) was used to determine the density of the fibre and composite using helium gas at 25 ± 2°C. Approximately 2–3 g of each sample was measured by a digital weighing balance and five replicates of density measurement were performed for each material.
Fourier transformation infrared (FTIR) spectrophotometry
Functional group analyses of fibres were analyzed with the help of Fourier Transform of Infrared Spectrophotometer (Model THERMO) using standard KBr pellet technique. Approximately 2 g of solid sample and the standard KBr were put in the container and analysed using KBr as background and then sample using OMNIC software. Each spectrum was recorded with 40 scans in frequency range from 4000 to 400 cm−1 with resolution 4 cm−1.
Melt flow index (MFI) measurement
MFI of each material was determined according to ASTM D1238 (230°C per 2.16 kg) using Dynisco melt flow indexer (LMI 4000 series). Melting and cut time were fixed at 120 and 90 s, respectively. Approximately 5–8 g of each sample was taken for the test and an average of three runs was taken for each material.
Tensile test
The tensile testing of kenaf fibre was carried out by a tensile tester, model DIA-STRON LTD/U.K (FDAS 765). Only single strain fibre was taken for the measurement. Then crimping was done by means of crimper. For dimensional analysis, fibre was sorted out. After that, sample was put at Laser Scan Micrometer (LSM 500; Mitutoyo) to analyse the fibre dimension. Before loading the sample, tensile tester were benched at top and the maximum force was set at 500 N. Sample was loaded at crimp holder and waited for few minutes until the fibre break and the test result was compiled.
Tensile tests for composites were carried out using a Universal Tensile Machine (SHIMADZU, Capacity 20 kN) with a load cell of 5 kN. Tests were performed as specified in ASTM D 638 - Type I: Test method for tensile properties of plastic. The gauge length was 65 mm and the cross-head speed of testing was 10 mm min−1. A total of 8 specimens were tested for each batch. Tensile strength (TS) and tensile modulus (TM) were taken for the analysis.
Flexural test
Flexural or three points bending test was carried out using SHIMADZU (model-AG-1) Universal Testing Machine (static load cell of 1 kN) according to ASTM D790-97 standard. The support and cross-head speed were fixed at 50 mm and 5 mm min−1, respectively. Tests were carried out at 25 ± 2°C. A total of 8 specimens were tested and at least five replicates were presented as an average of tested specimen.
Impact test
Charpy impact test was carried out according to ASTM D256-06 using Impact pendulum tester (model-ZWICK/ROELL) at 90° swing angle with a 1 J hammer. The specimens were notched with Devonport notch cutting apparatus. The depth of the notch was fixed at 2.5 mm with angle of 45°. The test was carried out at 25 ± 2°C and eight specimens were tested and at least five replicates were presented as an average of tested specimen.
Thermogravimetric analysis
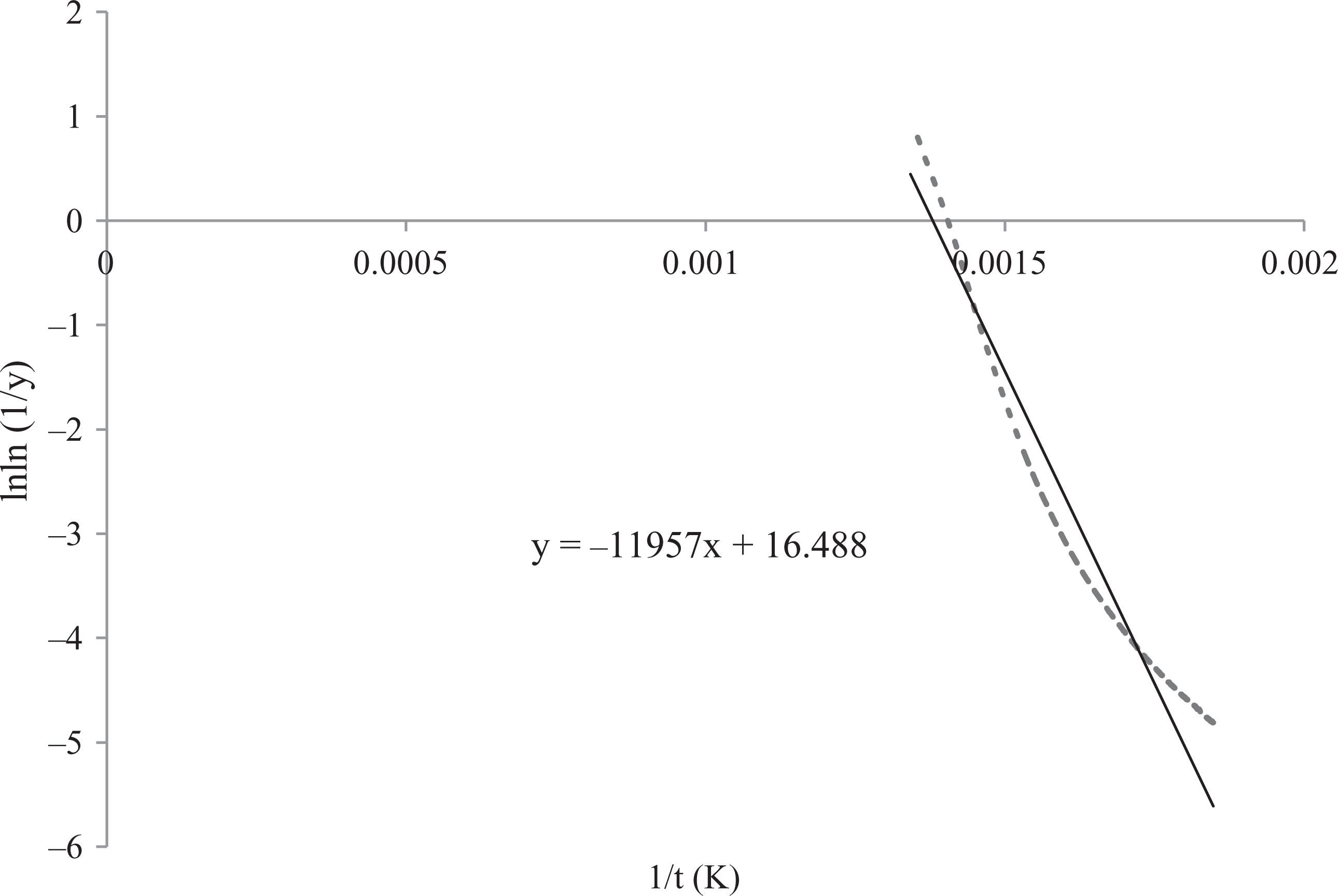
For TGA, TA instrument, Q-500, was used with nitrogen atmosphere. The temperature range used was 25–600°C with heating rate 20°C min−1. Approximately 5 mg of sample was considered and platinum pan was used. The nitrogen gas flow rate was 40 ml min−1 to avoid unwanted oxidation. Kinetic parameters for the thermal degradation were determined from the TGA graphs using the following equation (equation (1)), given by Broido
23
:
Where, y is fraction of nonvolatilized material not yet decomposed, T max is the temperature of maximum reaction rate, β is heating rate (°C min−1), Z is frequency factor, E a is activation energy (kJ mol−1), and R is gas constant (8.314 J mol−1 K−1).
The values of y have been taken from the TGA data and the values of
Differential scanning calorimetry (DSC) analysis
TA instrument, Q-1000, was used for DSC analysis with heating rate 20°C min−1. A heat/cool/heat method was applied using aluminium pan with temperature range 25–250°C. Approximately 3–4 g of sample was taken for this test. The percentage of crystallinity (χ
dsc) was obtained using the following equation
24
:
Where ΔH is the heat of fusion of sample, ΔH m represents the heat of fusion for 100% crystalline PP and W is the mass fraction of the matrix.
Scanning electron microscopy (SEM)
The surface morphologies of fibres were monitored by a SEM (model-ZEISS, EVO 50) and that of composites were examined by field emission scanning electron microscopy (FE-SEM; model-JEOL, JSM-7800F). For this purpose, samples were placed onto a metal based holder with the help of double sided sticky carbon tape. Prior to observations, samples were coated with gold for fibres and platinum for composites by means of a vacuum sputter-coater for ease of conduction.
Elemental analysis
Elemental analysis of kenaf fibre was carried out by energy dispersive X-ray (EDX) and with the help of SEM machine (ZEISS-EVO 50). All the elements are analyzed at 30 µm of magnification with three numbers of iterations. Results are obtained as weight percentage and atomic percentage of the element and are compiled.
Water uptake analysis
Tensile test specimens of the composites were immersed in distilled water at room temperature to study the moisture absorption. Samples were taken out from water periodically and measured the weight increased due to water absorption. This process was continued for 150 days. The water uptake (%) at time t was calculated from the following equation (equation (3)):
Where Wi is the initial weight before immersing the sample and Wf is the final weight of the sample after taking out the sample from the water.
Results and discussion
SEM and elemental analysis
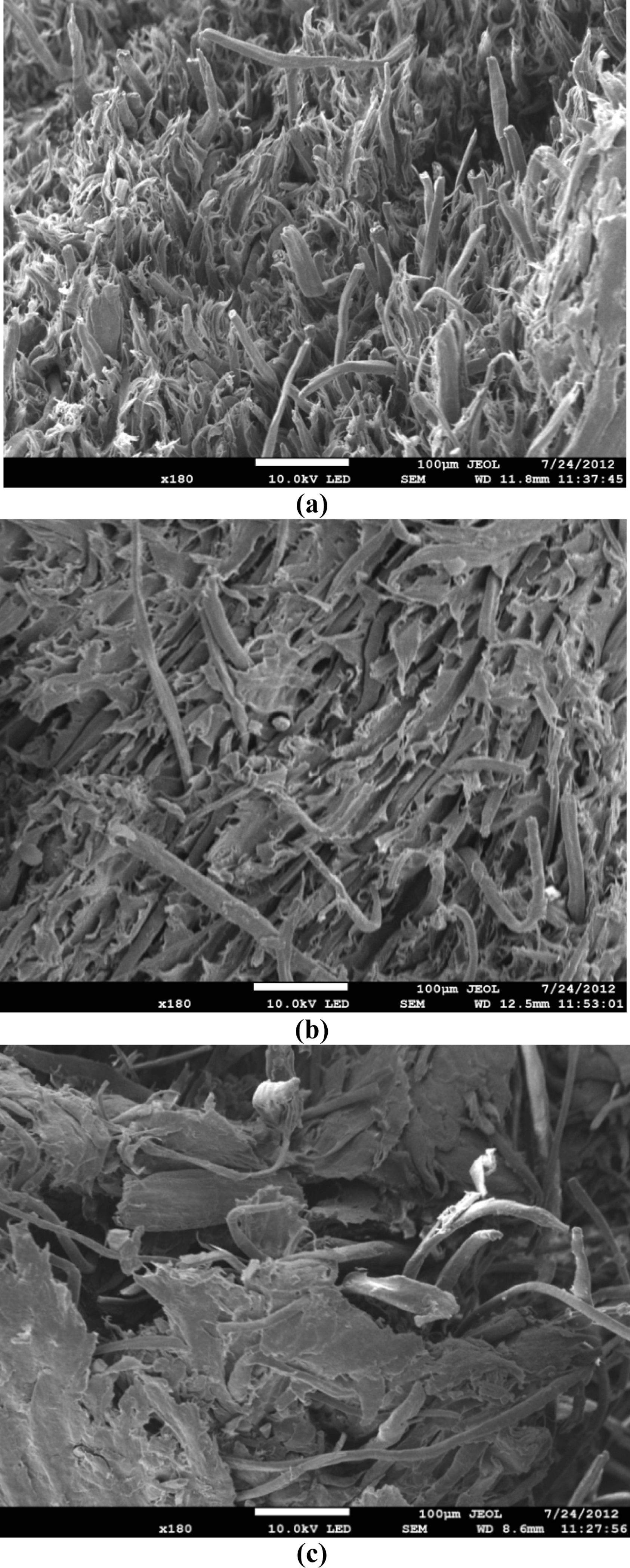
Figure 2 shows the SEM of untreated and treated kenaf fibre. Untreated fibre (Figure 2(a)) shows a very thick and compact surface, where cellulose fibres are packed tightly by lignin and pectin; however, treated (5%NaOH for 2, 4 and 6 h of soaking time duration) fibre (Figure 2(b) to (d)) has become thin and narrow with rough surface. Alkali treatment helps to remove the natural and artificial impurities from the fibre surface, thus improves the fibre–matrix adhesion by rearranging the units in the cellulose macromolecule and led to better fibre–matrix interface, fibre wetting characteristics and bonding. 25 ,26 On the other hand, due to treatment, the amount of cellulose exposed on the fibre surface resulting in better mechanical interlocking. 27
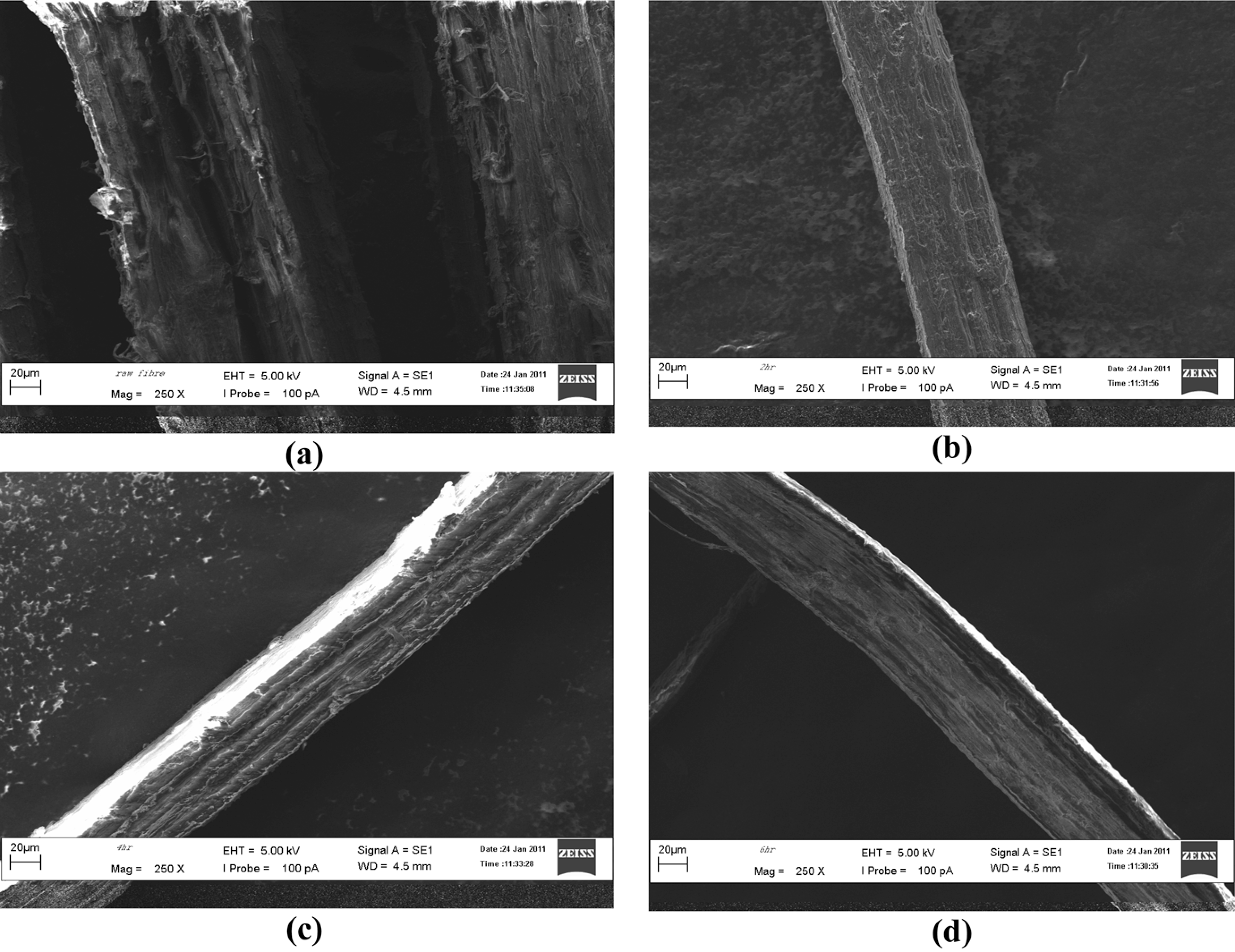
SEM of untreated (a) and treated 5%NaOH/2 h (b), 5%NaOH/4 h (c), 5%NaOH/6 h (d) fibre. NaOH: sodium hydroxide; SEM: scanning electron microscopy.
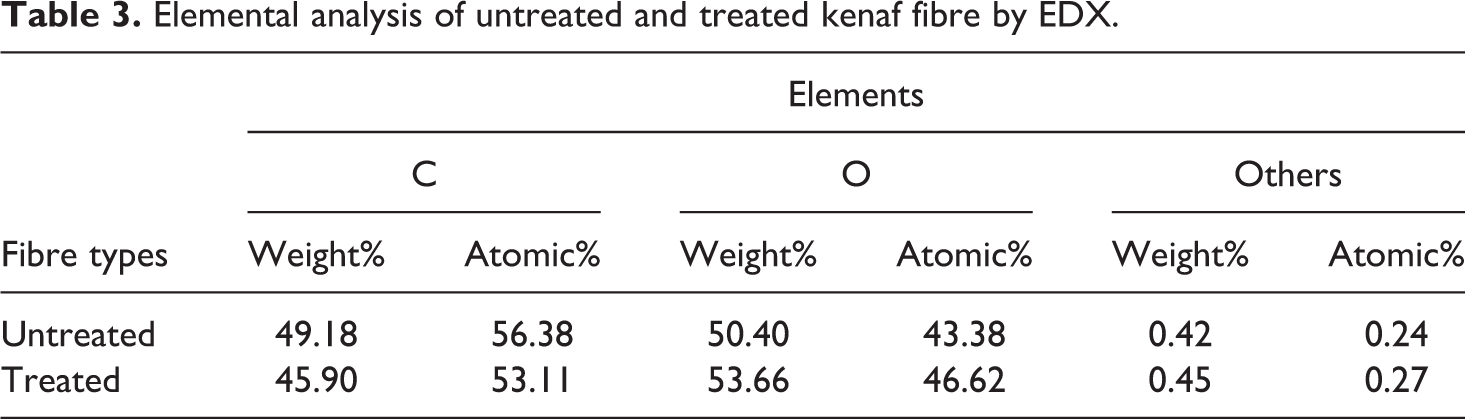
Elemental analysis of untreated and treated kenaf fibres are presented in Table 3. In general point of view it was obvious that the elemental percentages of C and O in both weight and atomic basis has been changed in treated fibre due to the alkali treatment compared with untreated fibre.
Elemental analysis of untreated and treated kenaf fibre by EDX.
FTIR of fibre
Structural changes due to alkali treatment were examined by FTIR analysis (Figure 3). It was observed that treatment of fibre may be able to remove lignin and hemicelluloses and others surface impurities partially or in some cases totally. The broad band at 3407 cm−1 is the characteristic band for –OH stretching for untreated fibres. 28 For alkali treatment, it was found that a peak of band 3410 cm−1 has shifted to band 3450 cm−1. This is may be due to the reduction in hydrogen bonding in cellulosic hydroxyl groups, thereby increasing –OH concentration. As a result more reactive –OH group was exposed to react with the coupling agent, which subsequently decreased the hydrophilic nature of fibre. The band 1737 cm−1 corresponds to the C=O stretching in the acetyl groups of hemicelluloses of the untreated fibres. 29 A band 1740 cm−1 has found almost disappeared for the case of treated fibre. Thus, it indicates probably that, most of hemicelluloses were removed due to alkali treatment. The absorbance bands at 1450 cm−1 and 1350 cm−1 assigned to –CH3 asymmetric and C–H symmetric deformations of lignin are also weakened due to treatment indicating lignin removal.
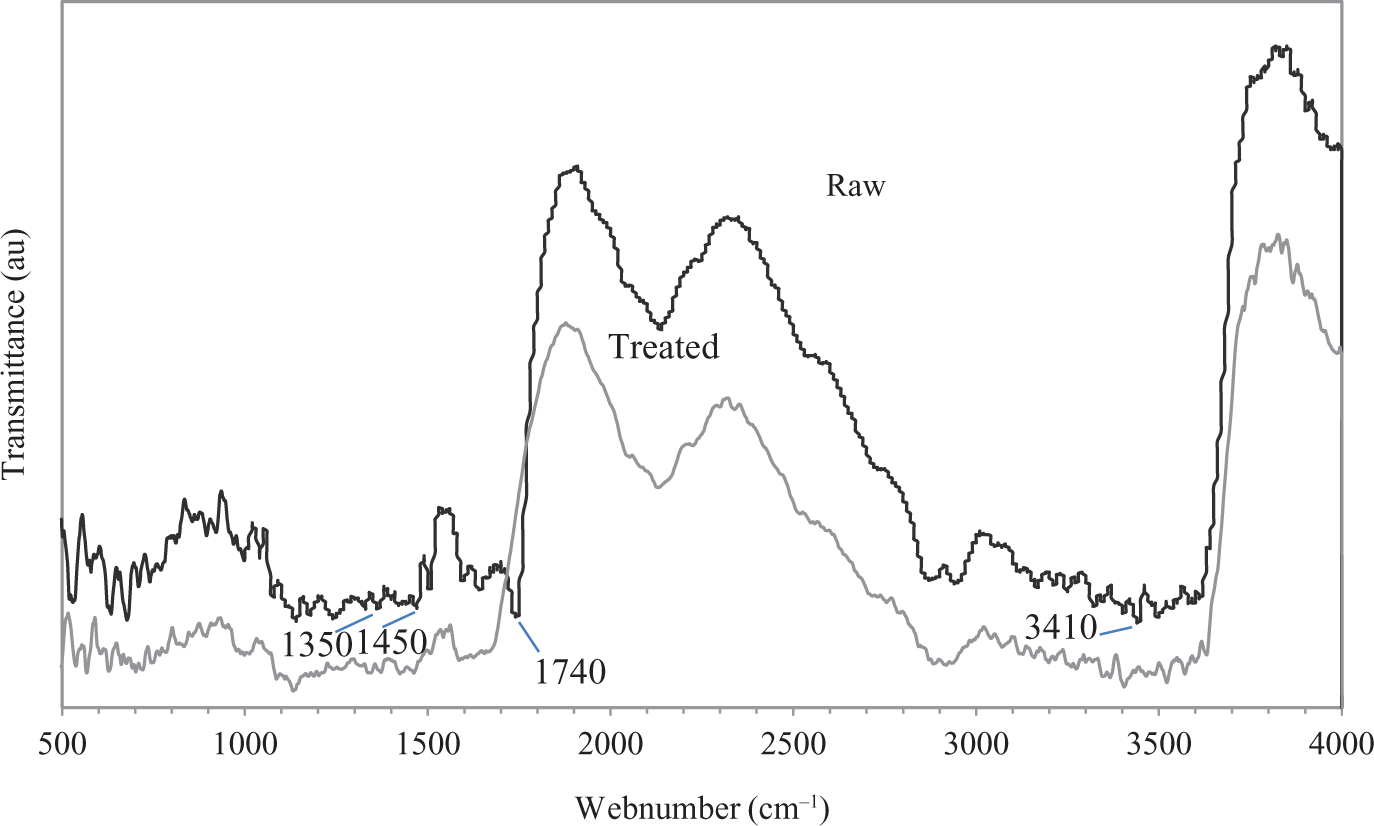
FTIR spectra of untreated and treated fibre. FTIR: Fourier transformation infrared spectroscopy.
Tensile properties of fibre
TS, TM and elongation at break percentages of untreated and treated fibres are presented in Table 4. Untreated fibres showed 154 MPa of TS and 989 MPa of TM with 1% of elongation at break, while treated (5% NaOH concentration, 4 h soaking time) fibre showed 172 MPa of TS and 1220 MPa of TM with only 0.87% of elongation at break. Thus, alkali treatment of fibre increases both TS and TM with a lower elongation at break than the untreated fibre (Table 4). Increase in tensile strength of treated fibres is thought to occur due to the improvement of cellulose chain packing order. Moreover, alkali treatment of natural fibres causes a reduction in the spiral angle of cellulose microfibrils, which in turn allowed for the rearrangement of the cellulose chains and consequently improves tensile strength. 30,31
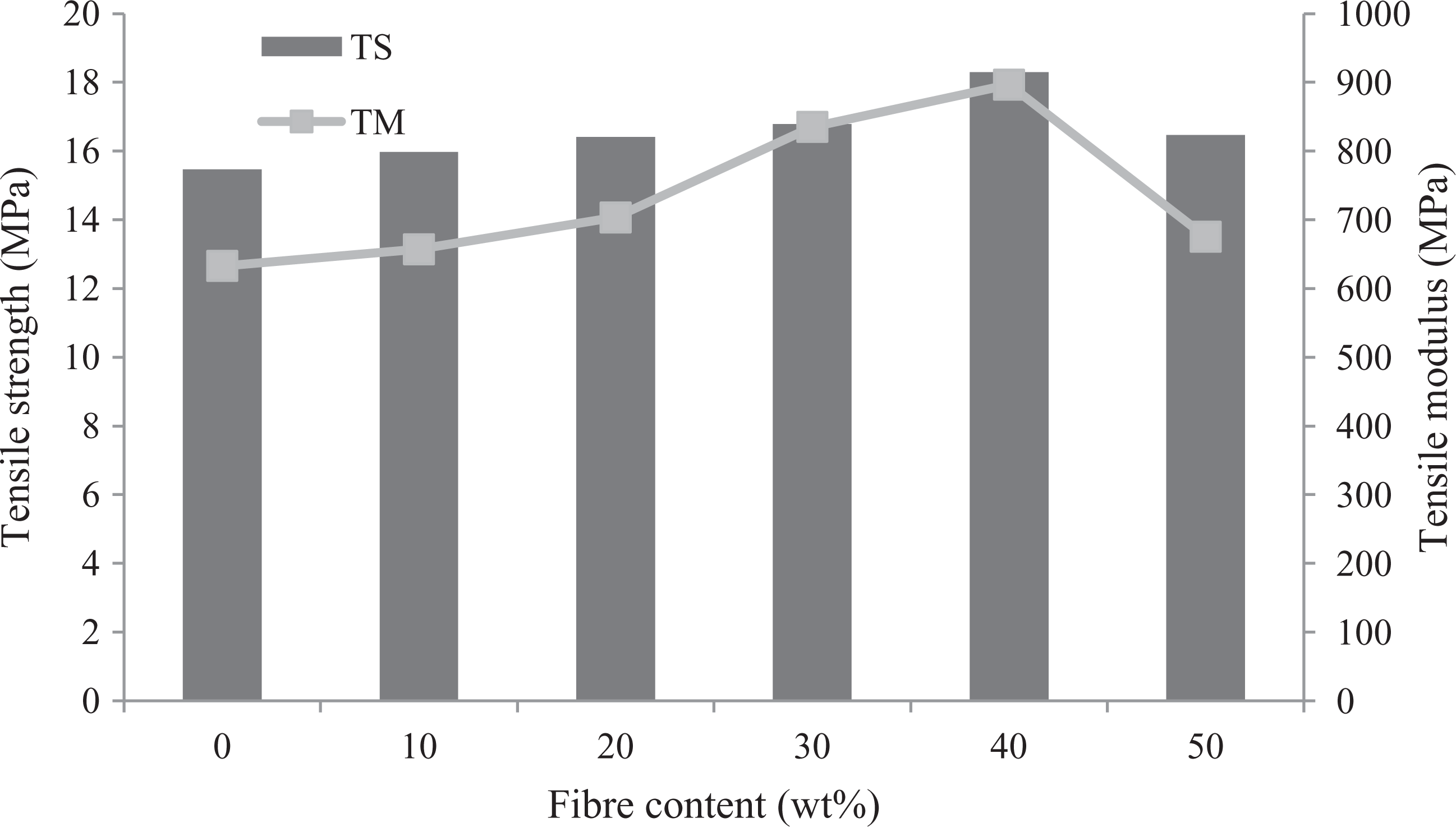
TS and TM of composites based on untreated fibre without coupling agent. TM: tensile modulus; TS: tensile strength.
Tensile property and density of fibre before and after treatment.
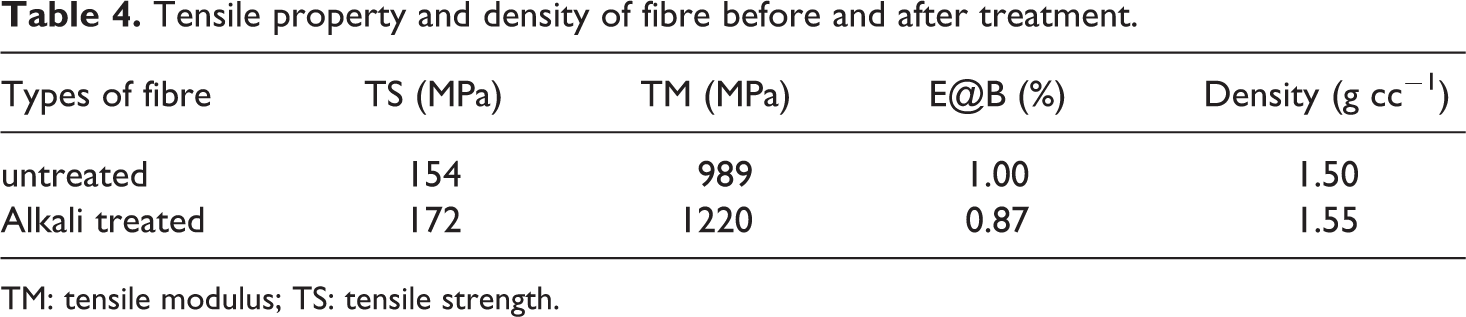
TM: tensile modulus; TS: tensile strength.
Tensile properties of composites
Experiment showed that TS increased with fibre loading up to 40%. The maximum TS achieved at 40% is 18.29 MPa, which is 18% higher than RPP (15.46 MPa). At 50% fibre loading, it decreased because more fibres agglomerate together with an uneven distribution. Composites with coupling agent at 40% fibre loading showed a TS of 25.17 MPa (Figure 5), which is 37% higher. At 2 h socking time duration, the best TS were found at 5% NaOH solution. After that, at 5% NaOH solution, the best result was obtained at 4 h of soaking duration. Thus, NaOH treatment increased the TS of the composites and the best result obtained at 5% NaOH solution with 4 h socking time duration. Alkali treatment may lead to the fibre surface to expose more –OH group to make chemical bonds with the coupling agent. The TS (27.91 MPa) found at 5% NaOH solution with 4 h socking time duration is almost 52% greater than that of raw fibre-based composites without coupling agent. Furthermore, composites based on the fibre treated with 5% NaOH concentration and 4 h of soaking time duration demonstrated a TS value of 28.77 MPa, which is 57% higher than that of raw fibre-based composites without coupling agent (Figures 6 and 7). Regarding tensile modulus (Figures 6 and 7), same trend of results was observed for the composites based on raw fibre with and without coupling agent and treated fibre-based composites with coupling agent. TM at 40% fibre loading for the case of raw fibre-based composites without coupling agent showed a value of 896 MPa, while with coupling agent it was 1034 MPa (5% NaOH solution and 2 h of socking time) and 1045 MPa (5% NaOH solution and 4 h of socking time). At 40% fibre loading without treatment and without coupling agent showed agglomeration and poor dispersion of fibre probably the reason of showing lower TS and TM than that of treated fibre-based composite with coupling agent (see Figure 8).
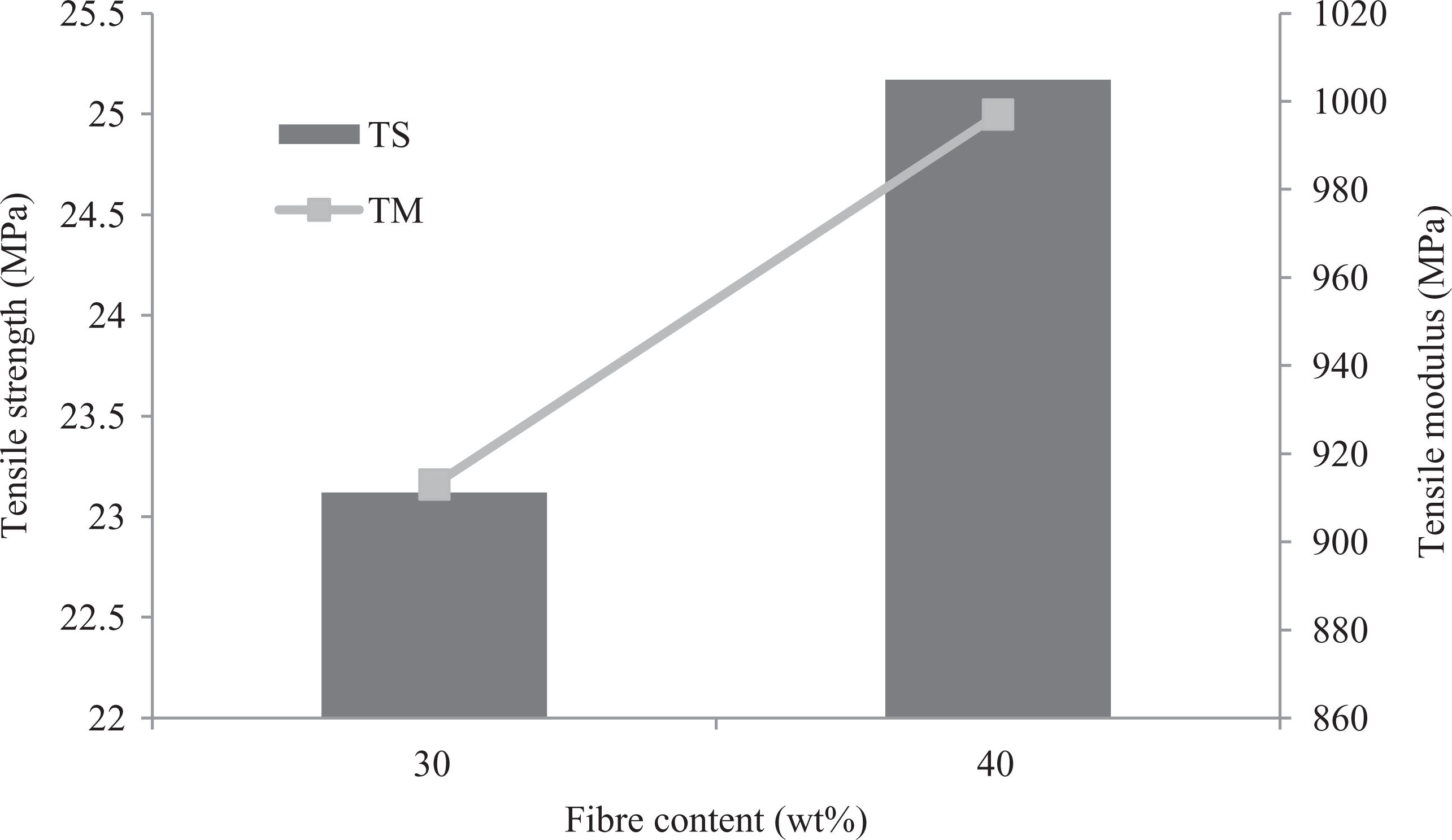
TS and TM of composites based on untreated fibre with coupling agent. TM: tensile modulus; TS: tensile strength.
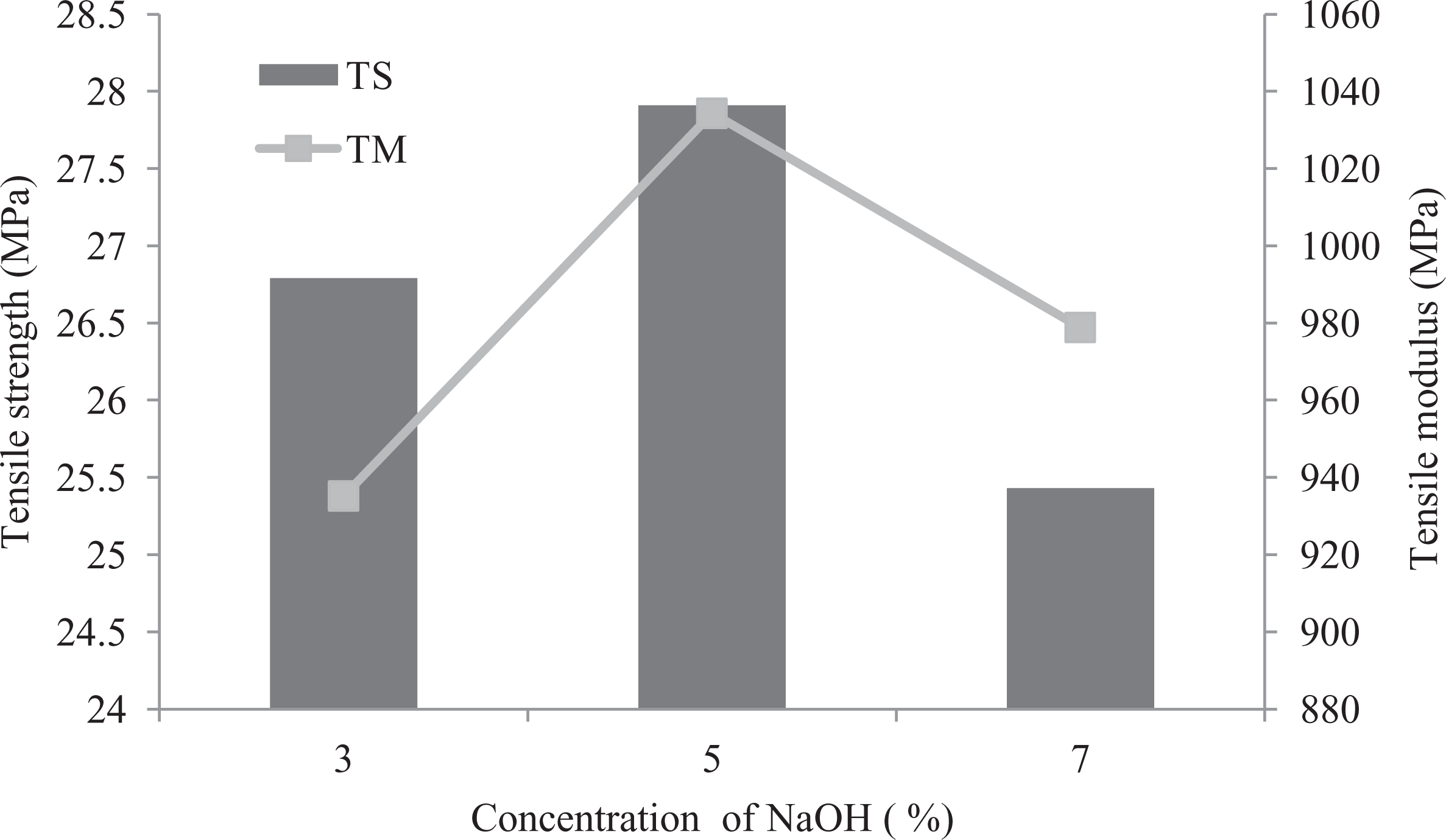
TS and TM of composites with alkali-treated fibre (2 h of soaking time duration) at 40% fibre loading with coupling agent (at various concentration of NaOH). NaOH: sodium hydroxide; TM: tensile modulus; TS: tensile strength.
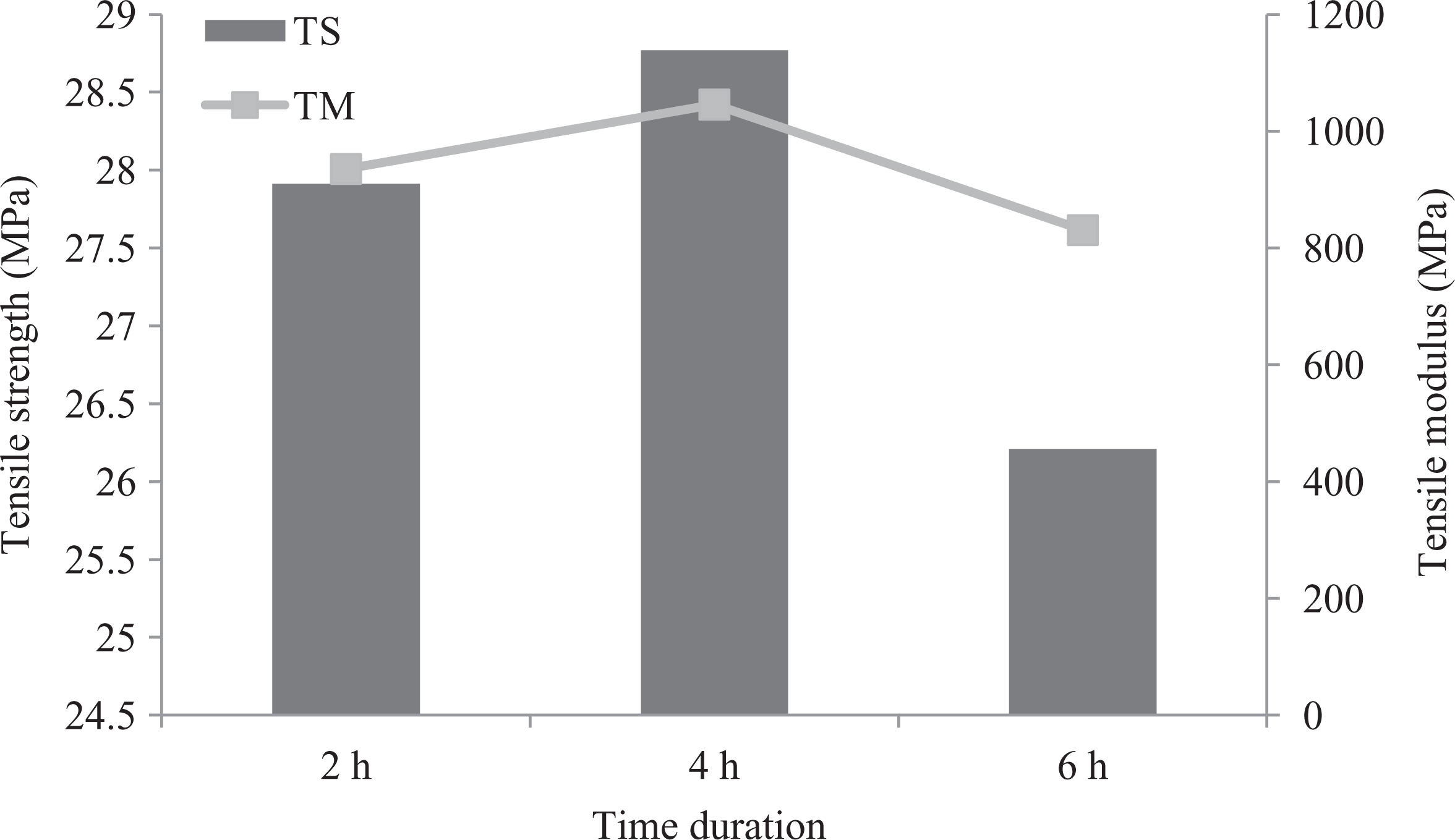
TS and TM of composites with alkali-treated fibre (5% NaOH concentration) at 40% fibre loading with coupling agent (at various soaking time duration). NaOH: sodium hydroxide; TM: tensile modulus; TS: tensile strength.
FE-SEM of fractured surface of untreated/uncoupled (a), untreated/coupled (b) and treated/coupled (c) composites at 40% fibre loading. FE-SEM: field emission scanning electron microscopy.
Elongation percentages at the breaking point during tensile tests are showed in Figure 9. It was found that fibre loading decreased the value in a descending way (12.43–9.49%), which is extended more by the incorporation of coupling agent. Increased fibre loading in the polymer matrix resulted in composites becoming stiffer and harder. This will reduce the composite’s resilience and toughness and lead to lower elongation at break, but fibre treatment in that case increased the elongation at break. Therefore, ductility of the composites goes down with fibre loading, which got deteriorate by the use of coupling agent but fibre treatment improved it.
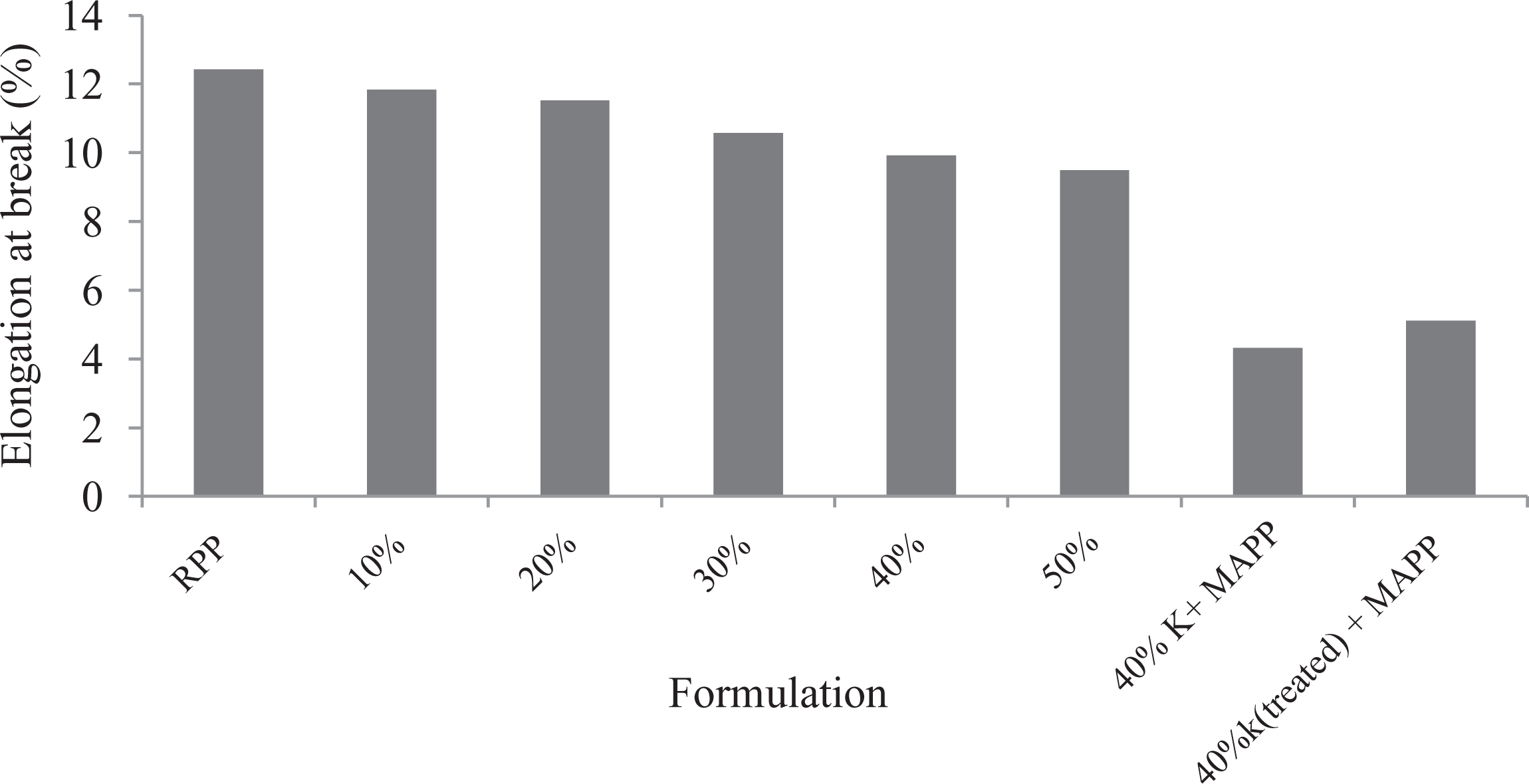
Elongation at break (%) of RPP, untreated/uncoupled (10, 20, 30, 40 and 50%), untreated/coupled (MAPP) and treated (5% NaOH concentration, 4 h)/coupled composites at 40% fibre loading. MAPP: maleic anhydride grafted polypropylene; NaOH: sodium hydroxide; RPP: recycled polypropylene.
Flexural test analysis
Figure 10 shows the flexural strength (FS) and flexural modulus (FM) of kenaf/RPP composites. It was observed that fibre loading (40%) increased FS from 13.98 to 27.72 MPa and FM from 133 to 409 MPa, respectively. Furthermore, FS and FM increased from 27.72 to 32.09 MPa and from 409 to 759 MPa, respectively, in presence of coupling agent for the case of untreated fibre. Composites with alkali-treated fibre (5% NaOH concentration, 4 h soaking time duration) in the presence of coupling agent showed FS 33.31 MPa and FM 911 MPa. Such changes represent FS and FM increases of approximately 20% and 122%, respectively, compared with those of composites based on untreated fibre without coupling agent. Incorporation of fibres usually increases the stiffness of the composites but treatment of fibre increases this stiffness due to the partial removal of noncellulosic compound, 32 which was also demonstrated by the FTIR analysis. However, the presence of coupling agent enhances the stiffness largely due to better interfacial bonding between fibre and matrix.
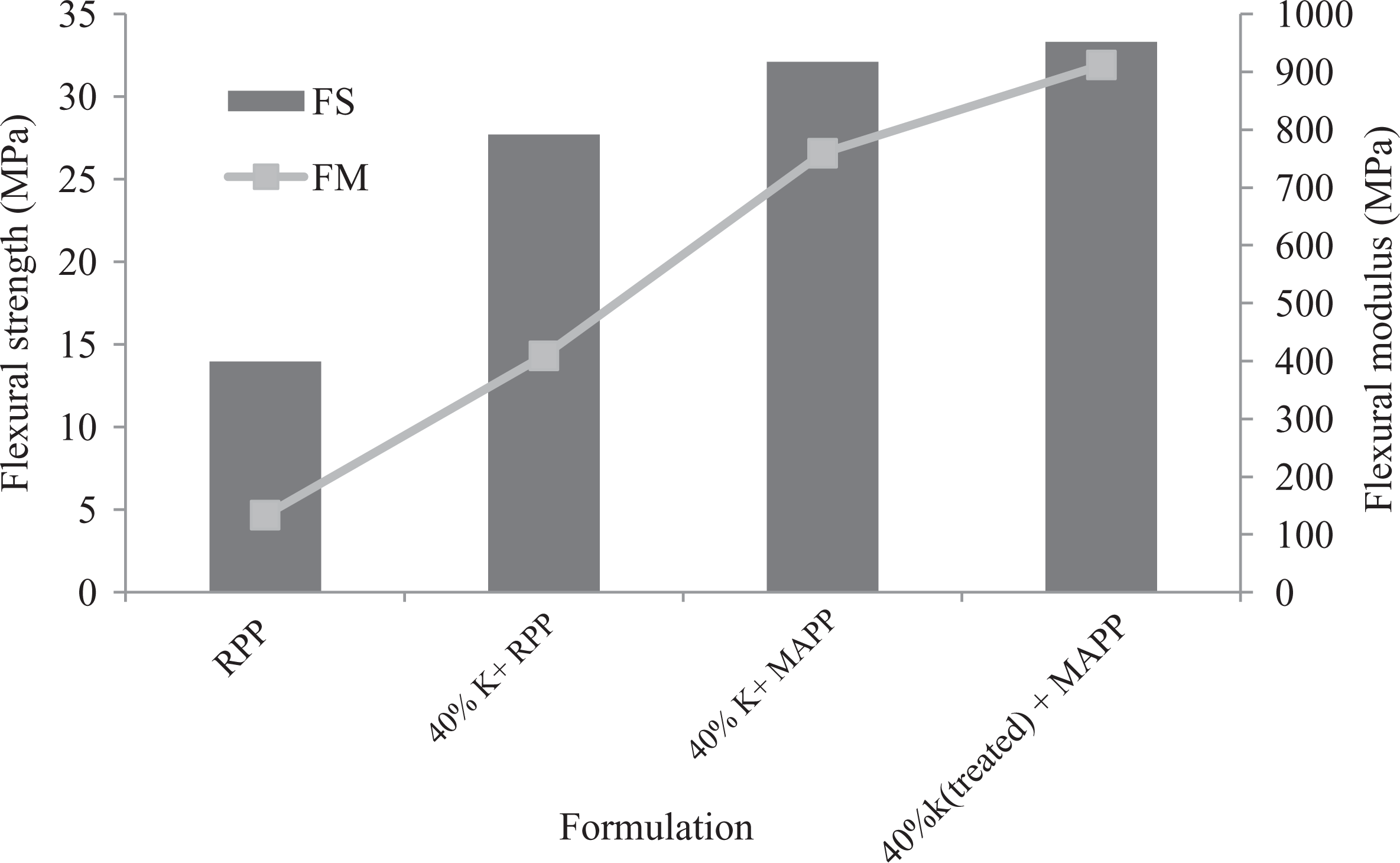
FS and FM of RPP and composites based on untreated/uncoupled (40%k + RPP), untreated/coupled (MAPP) and treated/coupled (treated) at 40% fibre loading.
Melt flow index
The MFI of supplied RPP was around 5 g/10 min but it was found to be decreased with fibre loading for RPP/kenaf composites even with coupling agent (Table 5). The MFI of RPP/kenaf at 40% fibre loading was 0.4 and 0.3 g/10 min without and with coupling agent, respectively. Alkali-treated kenaf fibre–reinforced RPP composites showed a MFI of 0.16 g/10 min. Therefore, it reveals that the more fibre in the composites, the more viscous the melt, which indicates difficult processability. Furthermore, introducing coupling agent and treatment of fibre has showed more negative effect on MFI of the composites, which indicates better interfacial bonding and adhesion between fibre and matrix.
Density, MFI and Charpy impact strength of the composites.
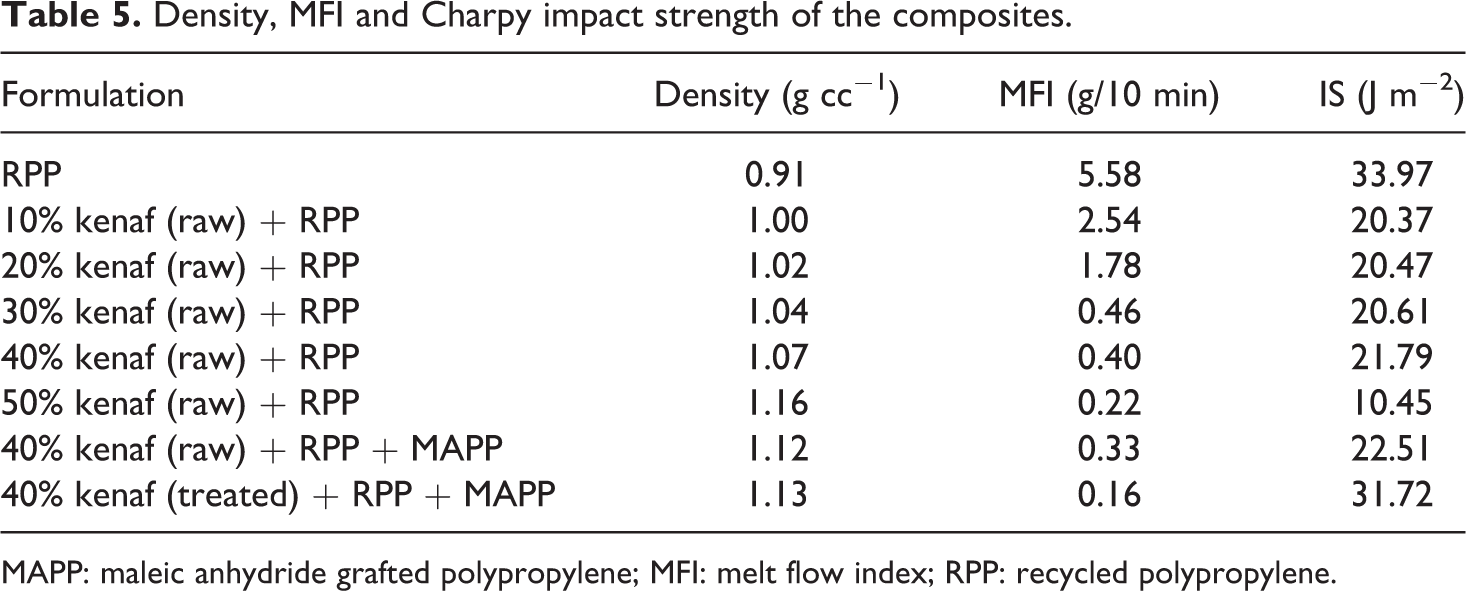
MAPP: maleic anhydride grafted polypropylene; MFI: melt flow index; RPP: recycled polypropylene.
Density
The density of the untreated fibre was found to be 1.50 g cc−1, whereas treated fibre (5% NaOH concentration, 4 h) showed a density of 1.55 g cc−1 (Table 4). This means that treatment of fibre may be able to remove the surface impurities, which decrease the surface volume of the fibre and increase fibre density (Figure 2). On the other hand, it was observed that the density of the composites increased as more fibre was added (Table 5). This is may be due to the higher density of fibre than the polymer matrix. Katsoulotos et al. also reported same observation for the case of linear low-density polyethylene-cellulosic fibre composites. 33 The supplied RPP showed a density of 0.91 g cc−1 and composites at 50% fibre loading was found 1.16 g cc−1. At 40% fibre loading (alkali treated), composites showed a density of 1.13 g cc−1 with coupling agent, while without treatment and coupling agent, it was found to be 1.07 g cc−1. The increased density of treated kenaf composites indicated better interfacial adhesion between fibre and recycled PP matrix compared with that of untreated fibre-reinforced composites.
Impact test analysis
Charpy impact test data are presented in Table 5. It was found that incorporation of fibre lower the impact strength (IS). However, the value of IS was found to be higher for treated fibre composites and the composites with coupling agent. The increased crystallinity (Table 7) of the alkali-treated fibre composites in presence of coupling agent compared with untreated fibre composites could be a reason leading to increased impact strength.
Thermal properties of composites.
MAPP: maleic anhydride grafted polypropylene; MFI: melt flow index; RPP: recycled polypropylene.
DSC analysis of composites.
DSC: differential scanning calorimetry; MAPP: maleic anhydride grafted polypropylene; RPP: recycled polypropylene.
Surface morphology
Figure 8 shows the FE-SEM of the fractured surfaces of the composites. FE-SEM examination of fractured surfaces of the untreated fibre-based composites without coupling agent revealed poor interfacial bonding. Micrographs indicated fibre pull-out, debonding and delimitation. At high fibre loading, fibre-to-fibre contact is greater and dispersion problems are evident. Due to the wide difference in polarity between the lignocellulosic fibres and the matrix, the fibres tend to agglomerate into bundles and become unevenly distributed throughout the matrix. 15 In the Figure 8(a), fibre pull-out is apparent and the presence of voids as shown may create stress concentration points, which in turn reduce the strength of the samples, while untreated fibre-based composite with coupling agent shows relatively less pull-out of the fibre (Figure 8(b)).
On the other hand, there was an evidence of good interfacial adhesion between the fibre surface and the matrix (Figure 8(c)) for the case of using treated fibre with coupling agent. It can also be seen that the surface of composite materials with 40% filler percentage with coupling agent is relatively smooth in some portion of the surface compared with other composites without coupling agent.
DTA
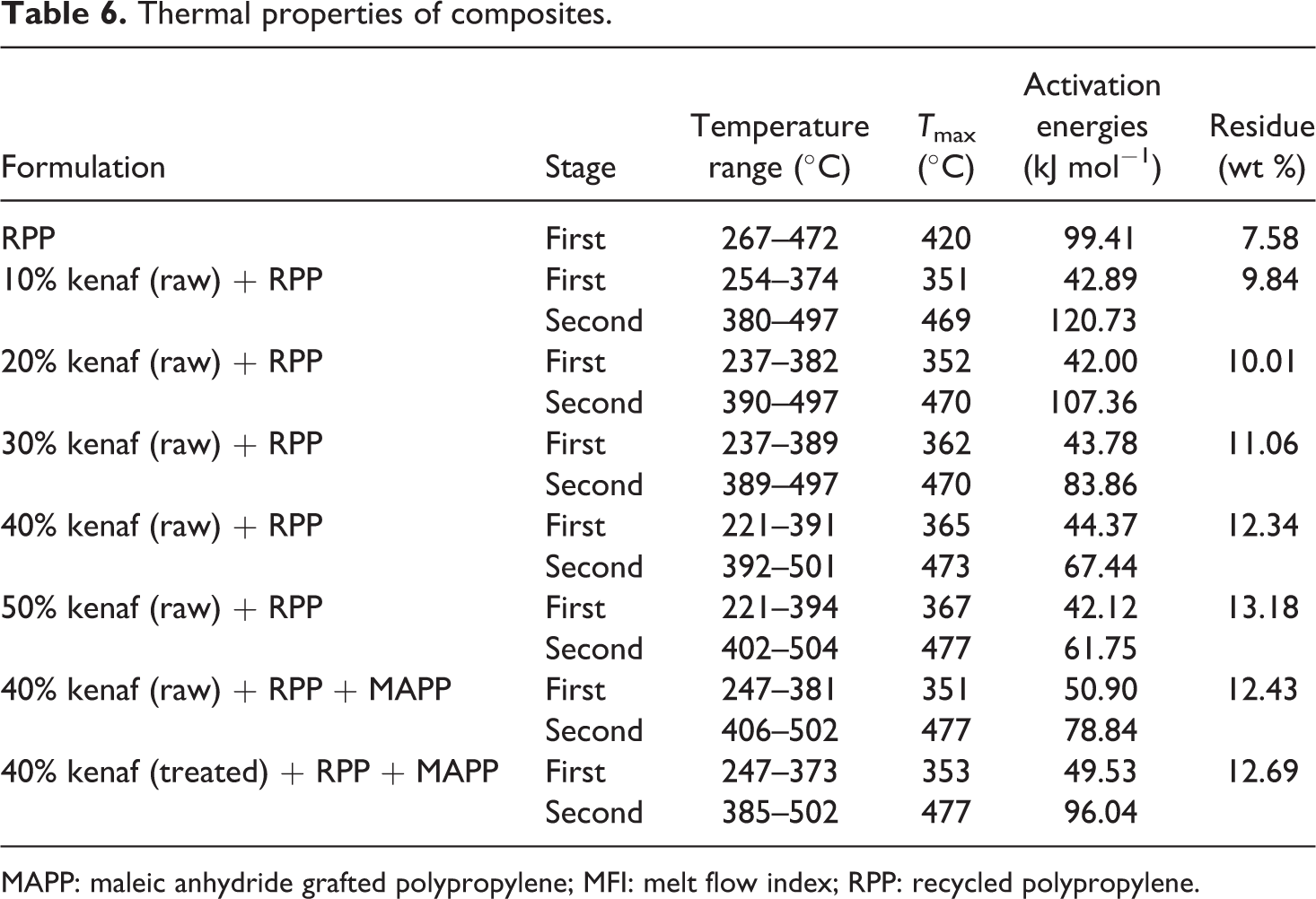
Differential thermal analysis (DTA) curves have been drawn with the help of TGA data. The trends of the DTA curve were almost same for all composites except the residue increases with fibre loading (Figures 11 and 12). Using MAPP did not show any significant improvement of thermal stability. The thermal properties of the RPP composites with raw and treated fibre with coupling agent are shown in Table 6. It can be seen that using fibre makes the composites degrade at two stages, while RPP degrades at only one stage. The residues are also increasing with the fibre loading. The activation energies of the composites were calculated with the help of
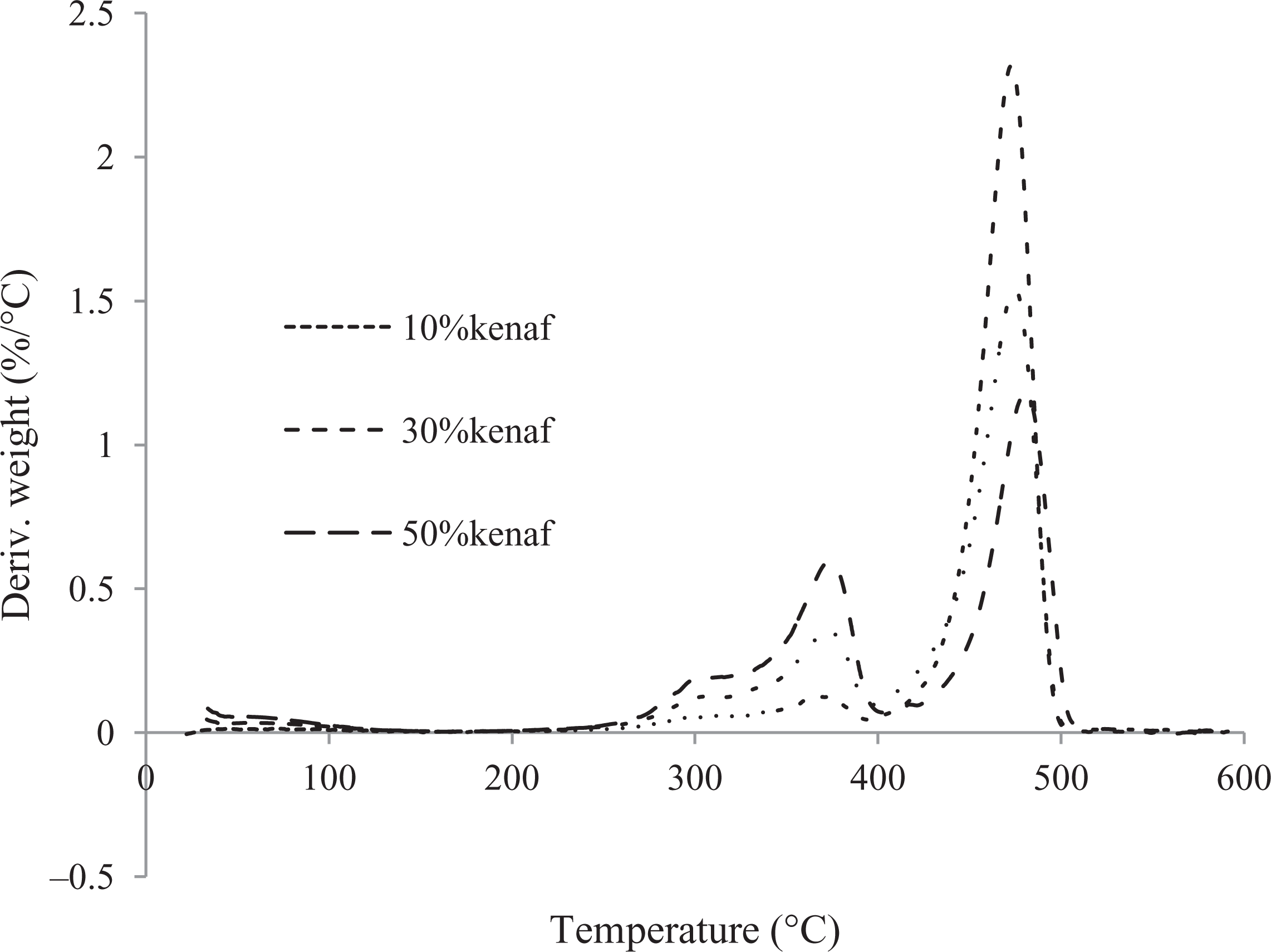
DTA curves of composites with untreated fibre.
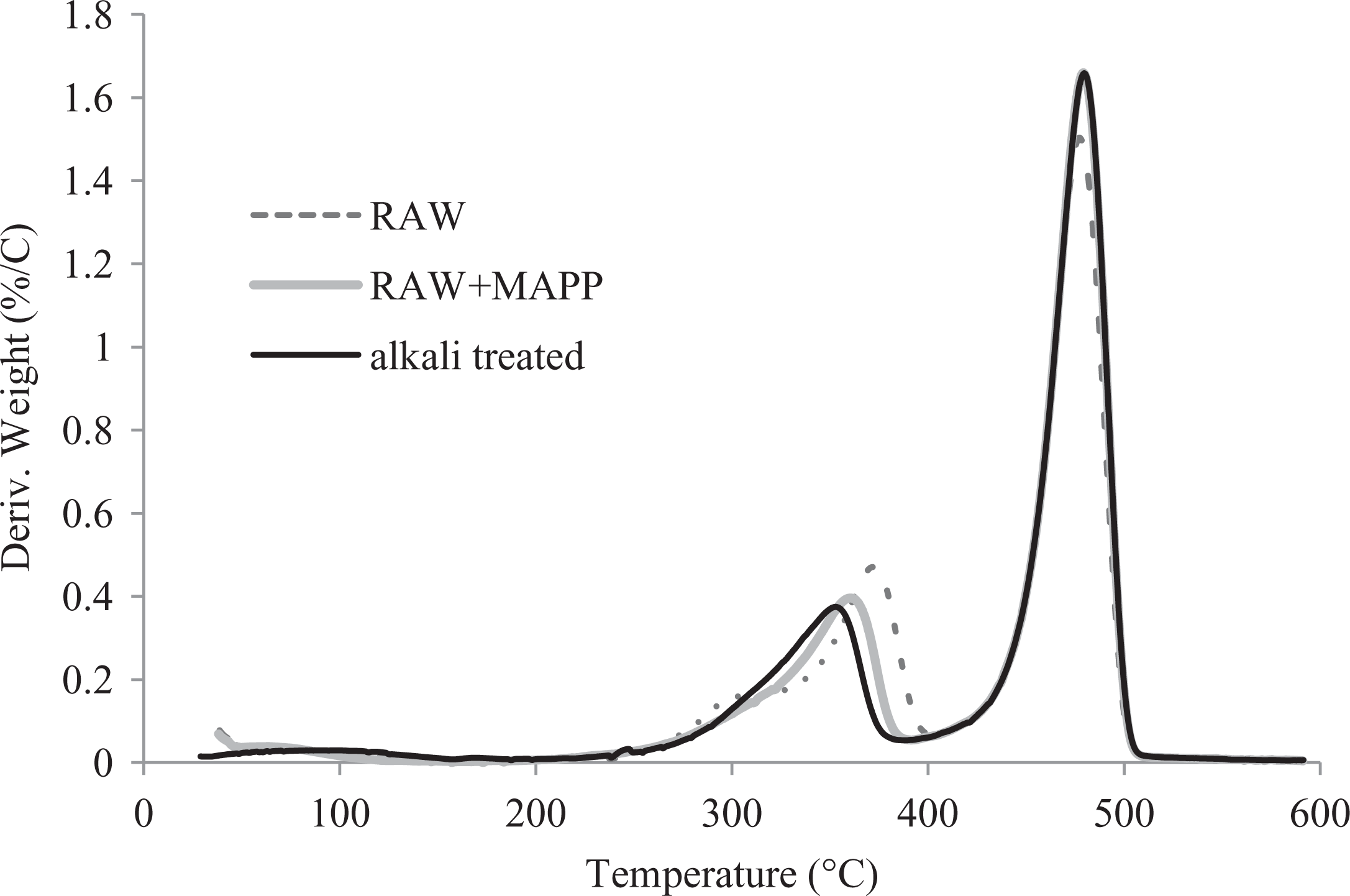
DTA curves of composites with untreated and treated fibre (with coupling agent) at 40% fibre loading.
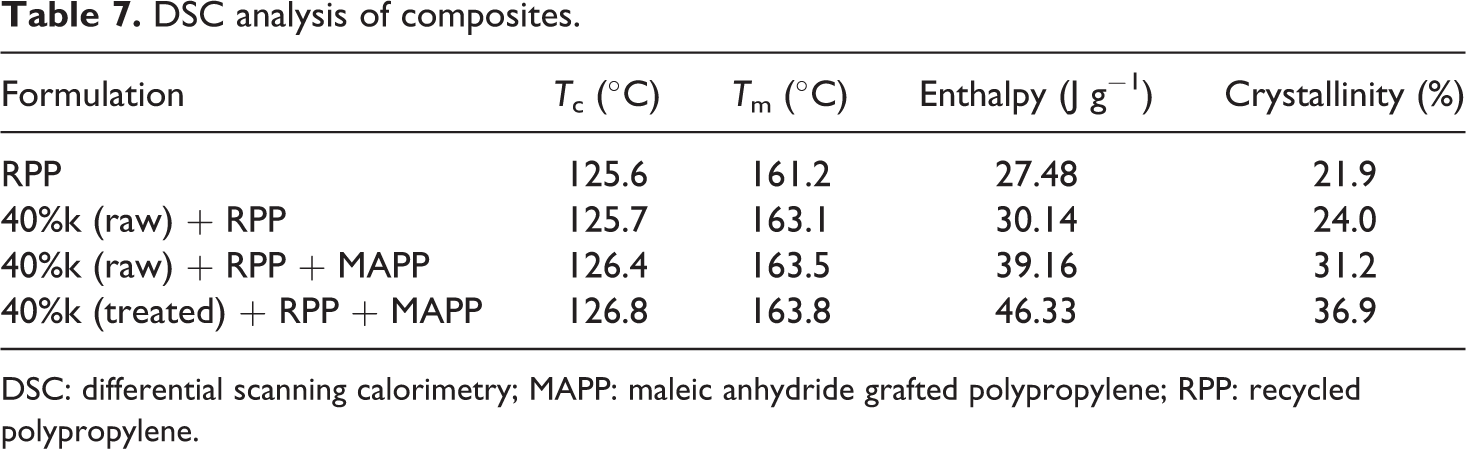
DSC analysis
The DSC thermograms of the samples are presented in Figure 14. The two endothermic peaks for RPP observed at ∼125°C and ∼164°C correspond to its crystallization and melting temperatures (T c and T m), respectively. It was found that the peak position of T c and T m has been shifted slightly. The percentage of crystallinity of the matrix was calculated considering the enthalpy of 209 J g−1 for 100% crystalline PP. 34 The observed values of T c and T m as well as enthalpy and crystallinity percentage are inserted in Table 7. Most probably due to waste-based materials, RPP has a very low percentage of crystallinity (21.9%). Using coupling agent and treatment of fibre, the crystallinity of matrix increase from 24.0 to 31.2% and from 31.2 to 36.9%, respectively. Qin et al. reported that addition of rice straw fibre modified by poly(butyl acrylate) in the poly lactic acid improved the composites crystallinity from 10.7 to 16.6%. 35 Incorporated fibre may act as nucleating agent, which ultimately increases the crystallinity of the composites. Crystallinity increases more due to treated fibre in the presence of coupling agent and strong interaction between fibre and matrix provides transcrystallinity effect. 36
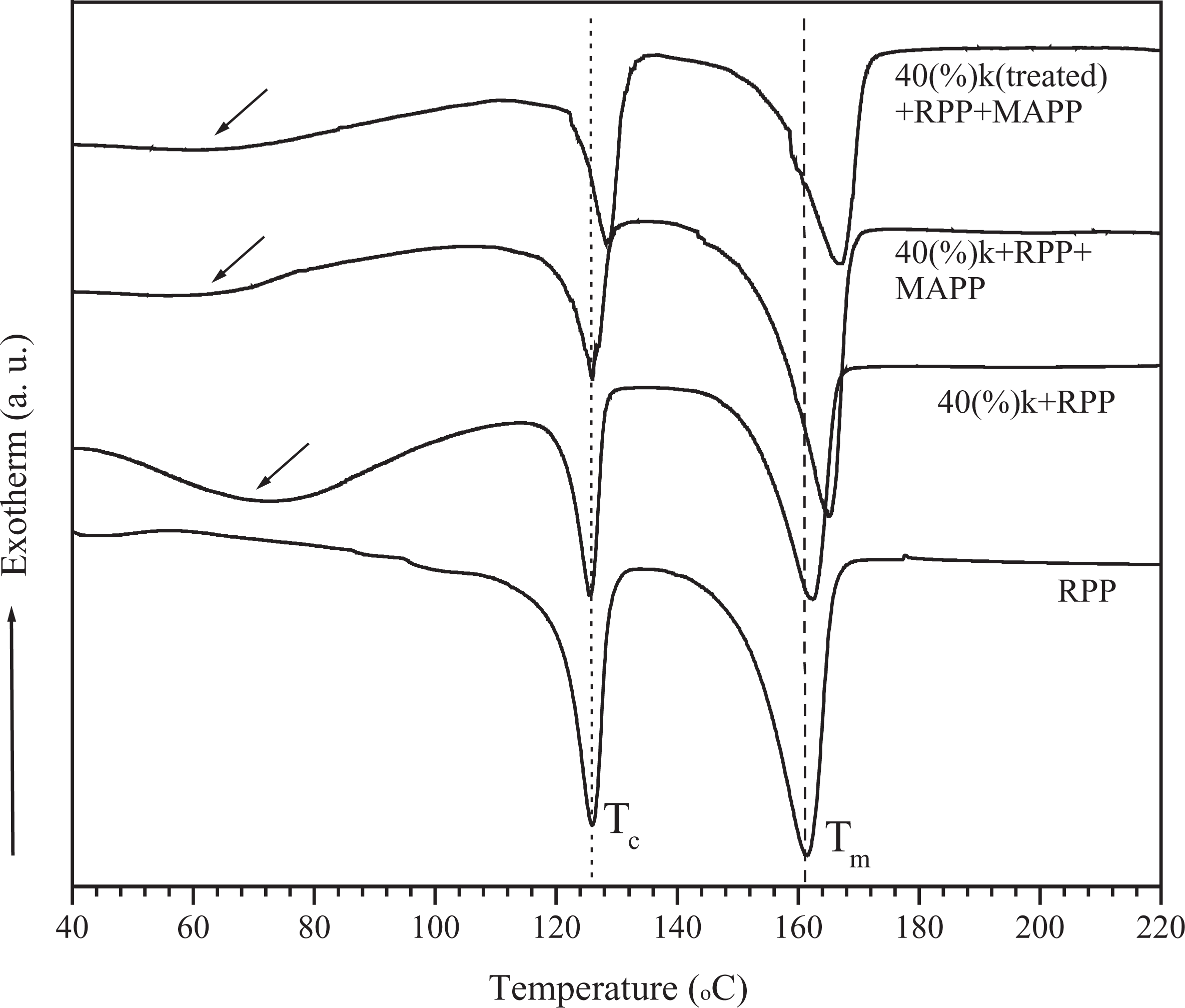
DSC thermograms of RPP and various composites. DSC: differential scanning calorimetry; RPP: recycled polypropylene.
Water uptake analysis
Figure 15 shows the moisture content of the composites. It was noted that after 68 days of soaking period, composites reached a saturation point; furthermore, almost a flat trend was obtained for all the composites. Composites with treated fibre in the presence of coupling agent absorb less water compared with that of untreated/uncoupled and composites without a coupling agent. Due to hydrophilic nature, incorporated fibres absorb water by physical absorption and transmit by adhesive property of water to the others; hence, the case of uncoupled/untreated composites has got a delayed saturation point of absorption. Initially, water uptake was linear until equilibrium state was achieved. Moreover, RPP only showed very small amount of water absorption. RPP is hydrophobic, so that, water uptake of the composites was entirely due to the presence of natural fibres, being the contribution of the hydrophobic thermoplastic matrix negligible, which is in agreement with other works. 37,38
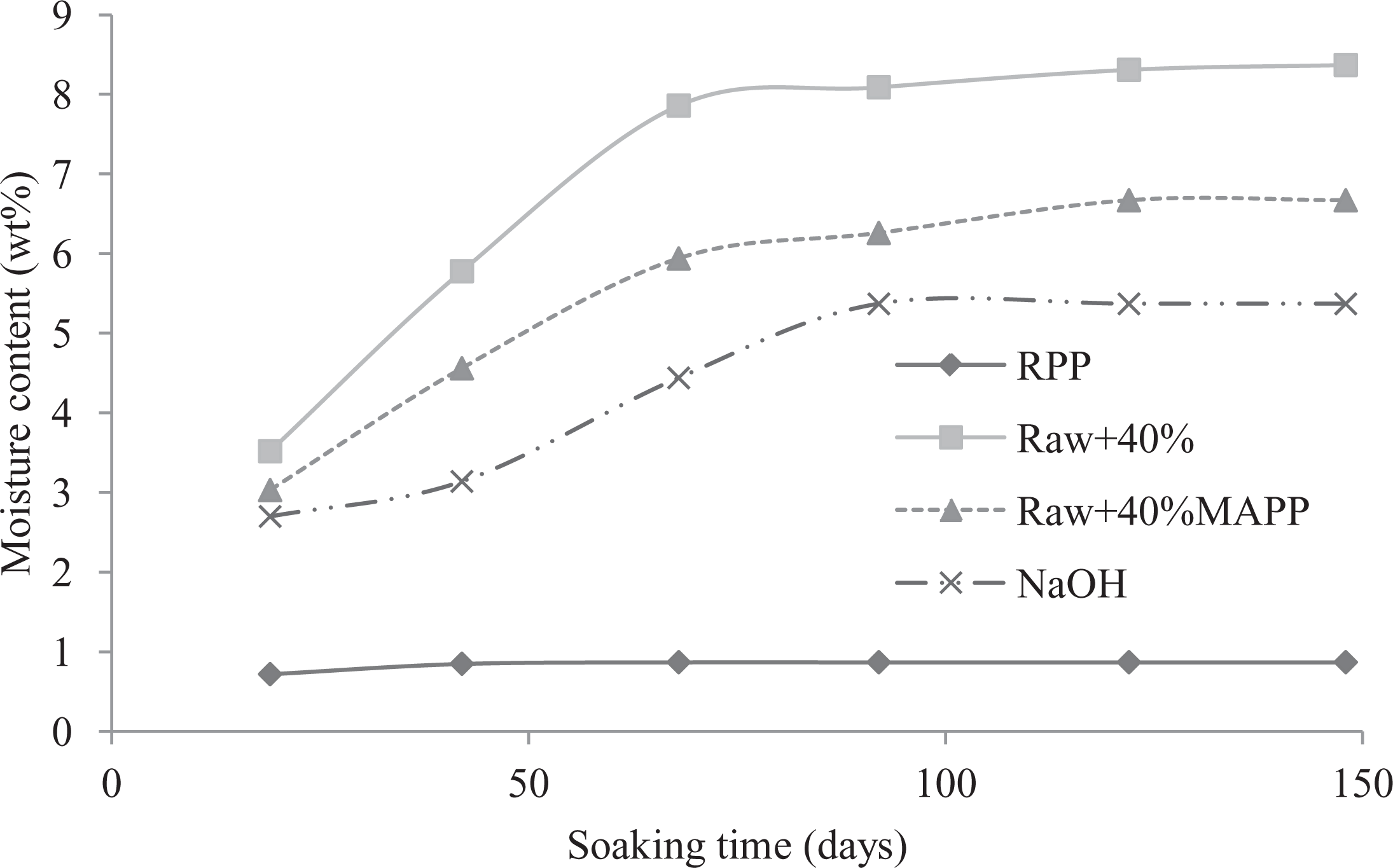
Moisture content of the RPP and composites (at 40% fibre loading) at various soaking time duration. RPP: recycled polypropylene.
Decrease in TS due to water uptake is shown in Figure 16. Tensile test was performed for RPP, untreated, untreated/coupled and treated (5% NaOH concentration, 4 h of soaking time duration) coupled formulation-based composites at 40% fibre loading. Test result showed that for the case of untreated/uncoupled composite, TS deteriorates by 13%, while for untreated/coupled and treated/coupled by 12% and 8%, respectively.
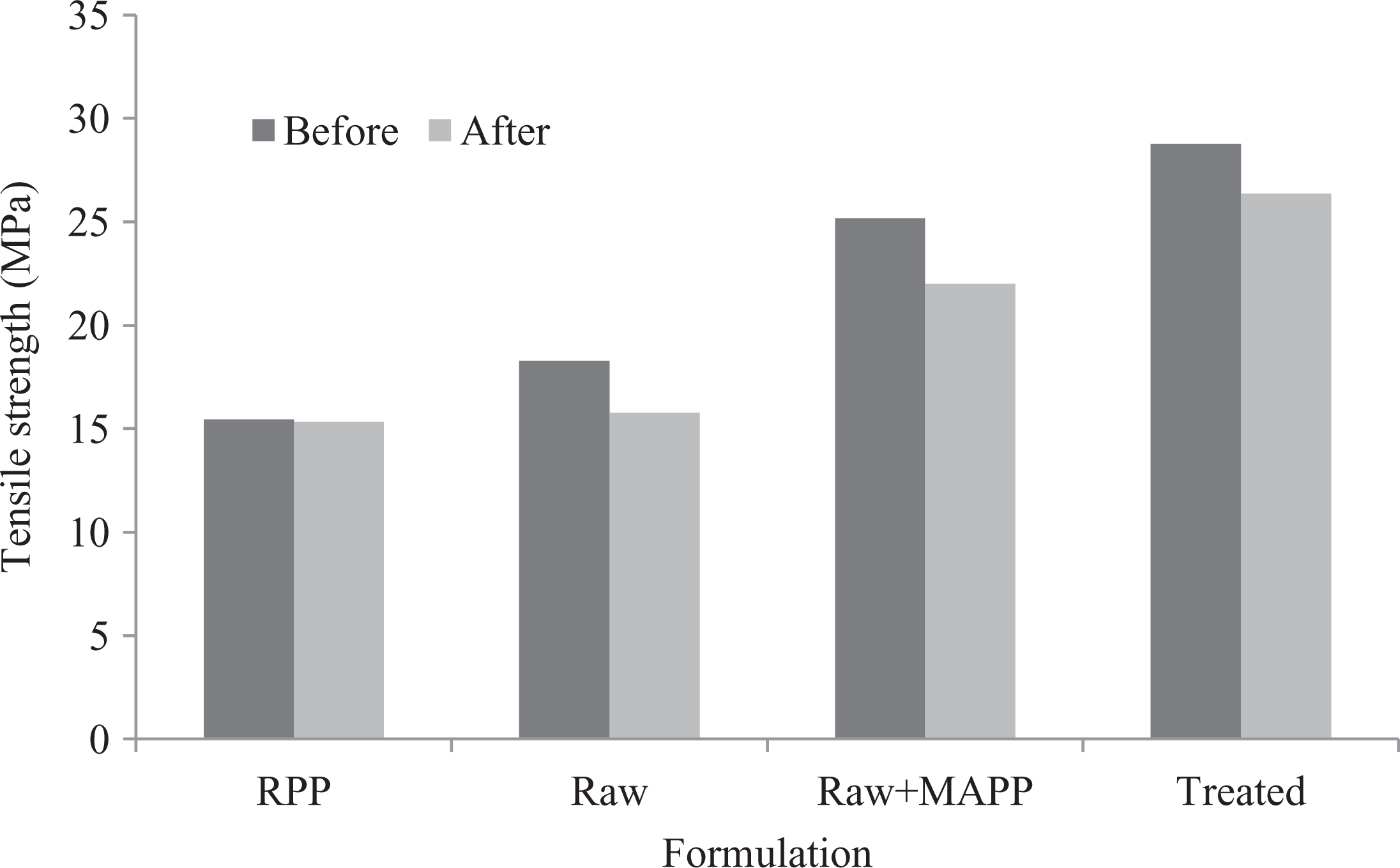
TS of the composites (at 40% fibre loading) before and after water uptake. TS: tensile strength.
Conclusions
Alkali treatment of fibre was carried out to improve the mechanical and thermal properties of kenaf fibre-reinforced recycled PP composites. Among the treatment conditions, the highest result was obtained at 5% of NaOH concentration for 4 h of soaking time. Significant improvement was found regarding TS (28.77 MPa) and TM (1045 MPa) of composites based on treated fibre with coupling agent. It was also found that TS and TM increase with fibre loading up to 40%. The strong adhesion was found in case of composites with treated fibre and coupling agent shown by FE-SEM. Treatment of fibre improved the crystallinity (68%) of the matrix. Using treated fibres enhanced the thermal stability as well as activation energy (first stage: 49.53 kJ mol−1 and second stage: 96.04 kJ mol−1) of the composites in the presence of coupling agent. MFI showed negative trend with the incorporation of fibre, addition of coupling agent and fibre treatment. Water uptake for the case of treated fibre-based composites has reached to its saturation point quickly, while others has shown a slow increasing trend with high amount of moisture absorption. Deterioration in TS due to water uptake was maximum (13%) for the case of untreated/uncoupled composites. The observed data are found to be almost same as for the case of pure polymeric composite; hence the produced composites can be used for the traditional application.
Footnotes
Funding
Universiti Malaysia Pahang is highly acknowledged for providing fund for this project through PRGS 100339.