
Abstract
In this study, the effect of organomodified montmorillonite (OMMT) on the acoustic properties and clay dispersion of polypropylene (PP)/wood flour (WF) composites was investigated. To meet this objective, the blend composites were prepared through the melt mixing of PP/WF at 50% weight ratios, with various amounts of OMMT (0, 3, and 6 per hundred compounds (phc)) in hake internal mixer then the samples made by injection molding. The amount of coupling agent was fixed at 2 phc for all formulations. The acoustic properties such as speed of sound propagation, time of sound propagation, and sound energy absorbance were evaluated. Results indicated that the time of sound propagation and sound energy absorbance of composites increased with increase in OMMT. However, the speed of sound propagation decreased with the increase in OMMT loading. Also, the biggest improvement of the tensile modulus can be achieved for the nanoclay loading at 3 phc. X-Ray diffraction patterns and transmission electron microscopy revealed that the nanocomposites formed were intercalated. Also, morphological findings showed that samples containing 3 phc of OMMT had higher order of intercalation.
Keywords
Introduction
The increasing use of wood is causing erosion of forest resources, which is detrimental to the future outlook of the global environment. It is imperative for the well-being of the human race that this trend should be stopped by increased emphasis on reforestation efforts and by developing acceptable wood replacement alternatives. Although reconstituted wood products (pressboard, chipboard, etc.) have been made with thermosetting resins for many years, only in the last two decades has a serious attempt been made to incorporate cellulose fibers into thermoplastic resins in order to produce wood–plastic composites (WPCs). 1,2
WPCs are defined as composite materials containing wood (in various forms) and thermoplastic materials. These materials are a relatively new family of composite materials, in which a natural fiber and/or filler (such as wood flour (WF)/fiber, kenaf fiber, hemp, sisal, etc.) is mixed with a thermoplastic such as polyethylene (PE), polypropylene (PP), poly(vinyl chloride), and so on. Compared with the traditional synthetic fillers, natural fibers present lower density, less abrasiveness, and lower cost and they are renewable and biodegradable. WPCs are becoming more and more commonplace by the development of new production techniques and processing equipment. Around 100 companies involved in WPC manufacturing have been identified worldwide. 3,4
WPCs are used in the construction of walls in offices, educational establishments or laboratories; therefore, acoustic performance as well as mechanical properties in designing is very important. The acoustic design involves elastic wave propagation and interaction of sound waves with the structures of WPCs panel, which is an important subject that arises from practical application. 5 Grewe et al. 6 investigated on the acoustic properties of particle/polymer composites for ultrasonic transducer backing applications. They found that with an increase in filler particle size or a decrease in volume fraction of filler, there is an increase in composite attenuation. Also, they reported that various types of fillers, the polymer matrix, and the interface between filler and polymer matrix had effect on acoustic properties of composite. 6 Zhao et al. 7 reported that sound insulation property of wood/used tire rubber composite panel (WRCP) is better than that of commercial compound wooden floorboard and wood-based particleboard. In addition, they found that the acoustic insulation of WRCP is significantly affected by the amount of rubber crumbs and adhesive used in the composite. 7 Ramezani et al. noted that the transmission loss curve at low frequencies in composite board specimens enhanced with decreasing fiber proportion. 5
The impressive enhancement of material properties achieved with the inclusion of submicron-size fillers in plastics and elastomers has stimulated active research. Polymer nanocomposites form an emerging class of mineral-filled plastics that contain relatively small amounts (usually 5–10%) of nanometer-sized inorganic particles. While still an embryonic segment of the industry, nanocomposites comprising either manacles or nanocarbon fillers are expected to be a major growth segment for the plastics industry. 8 –10 Nanocomposite technology with layered silicate nanoclays as in situ reinforcement has been intensively investigated in recent years. 11 –14 Montmorillonite (MMT) is the most commonly used layered silicate because of its natural occurrence and beneficial properties (high cationic exchange capacity (CEC), high surface area, and large aspect ratio). 8,9 Essential improvements of physical and mechanical properties including tensile modulus and strength, flexural modulus and strength, thermal stability, fire resistance, and barrier resistance have been observed for various thermoplastic and thermoset nanocomposites at low silicate content. 11 –14 Using nanoclay filler in WPC composite has been reported in many literatures. 15 –21 Many efforts have been made in the formation of wood–polymer nanocomposite to improve such properties so as to meet specific end-use requirements.
Lei et al. noted that the crystallization temperature, crystallization rate, crystallinity level, thermal conductivity, and gas permeability of the high density polyethylene (HDPE)/pine composites nanocomposites decreased with an increase in the nanosilicate volume fraction. 15 Hetzer and Kee reported that the addition of nanoclay to the wood–polymer composites systems increased their thermal degradation and Young’s modulus. 19 Kord et al. 20 investigated on the properties of PP/WF/organomodified MMT (OMMT) nanocomposites. They found that the flexural strength and modulus as well as tensile strength and modulus increased by the addition of 3 per hundred compounds (phc) of OMMT, but decreased with 6 phc OMMT addition. However, impact strength, water absorption, and thickness swelling of the composites decreased with increasing nanoclay loading. 20
Although there are lots of works concerning the physical, mechanical, thermal, and flammability properties of WPC, there are no reports on the acoustic property in wood–plastic nanocomposite. So, the objective of this work was to investigate the influence of OMMT loading level on acoustic properties of PP/WF composites.
Experimental
Materials
The polymer matrix used in this study was PP with a melt flow index (MFI) of 18 g/10 min and a density of 0.92 g/cm3 (supplied by Arak Petrochemical Co., Arak, Iran). WF, which was used as the reinforcing material, was supplied from Cellulose Aria Co (Tehran, Iran); the average size of WF particles was about 425 μm. Maleic anhydride-grafted PE provided by Solvay (Belgium) with trade name of Priex 20070 (MFI = 64 g/10 min, grafted maleic anhydride 1 wt%) was used as the coupling agent. MMT modified with a quaternary ammonium salt (methyl ammonium chloride) of bis-2-hydroxyethyl tallow as an organic modifier, having a CEC of 90 mEq/100 g clay, a density of 1.98 g/cc, and a d-spacing of d 001 = 18.5 Å was obtained from Southern Clay Products Co. (Texas, USA) with the trade name Cloisite 30B.
Method
Composite preparation
Before preparation of samples, WF was dried in an oven at 65 ± 2°C for 24 h. Composite profiles consisting of PP and WF at 50% weight ratios, with various amounts of OMMT (0, 3, and 6 per hundred compounds (phc)) were produced. The amount of coupling agent was fixed at 2 phc for all formulations. The mixing was carried out by a hake internal mixer (HBI System 90, USA) at 180°C and 60 r/min. First the PP was fed to mixing chamber and after melting of PP, coupling agent and MMT was added. At the 5th minute, the WF fed and the total mixing time was 13 min. The compounded materials were then ground using a pilot scale grinder (WIESER, WGLS 200/200 Model). The resulted granules were dried at 105°C for 4 h. Test specimens were injection molded into ASTM standard using an injection molder at a molding temperature of 185°C and injection pressure of 3 MPa (Eman machine, Iran). Finally, specimens were conditioned at a temperature of 23°C and relative humidity of 50% for at least 40 h according to ASTM D 618 prior to testing.
Measurements
The ultrasonic measurement system included two ultrasonic probes (one transmitter and one receiver) and a portable ultrasonic meter (Sylvatest) as shown in Figure 1. Both transmitter and receiver probes were secured on the test bed through the anchor blocks. The receiver probe was movable through the sliding anchor block. To attain a consistent coupling between the probes and samples, a constant pressure was applied to the sample and probes through a regulated air system. The ultrasonic transmission time was measured to an accuracy of ±1 μs. For each WPC sample, ultrasonic transmission data were obtained at two orthogonal directions across the grain. In each direction, five ultrasonic transmission measurements were performed consecutively. An average transmission time value was displayed and recorded. Ultrasonic velocities were then calculated from recorded transmission time and the dimension of the samples.
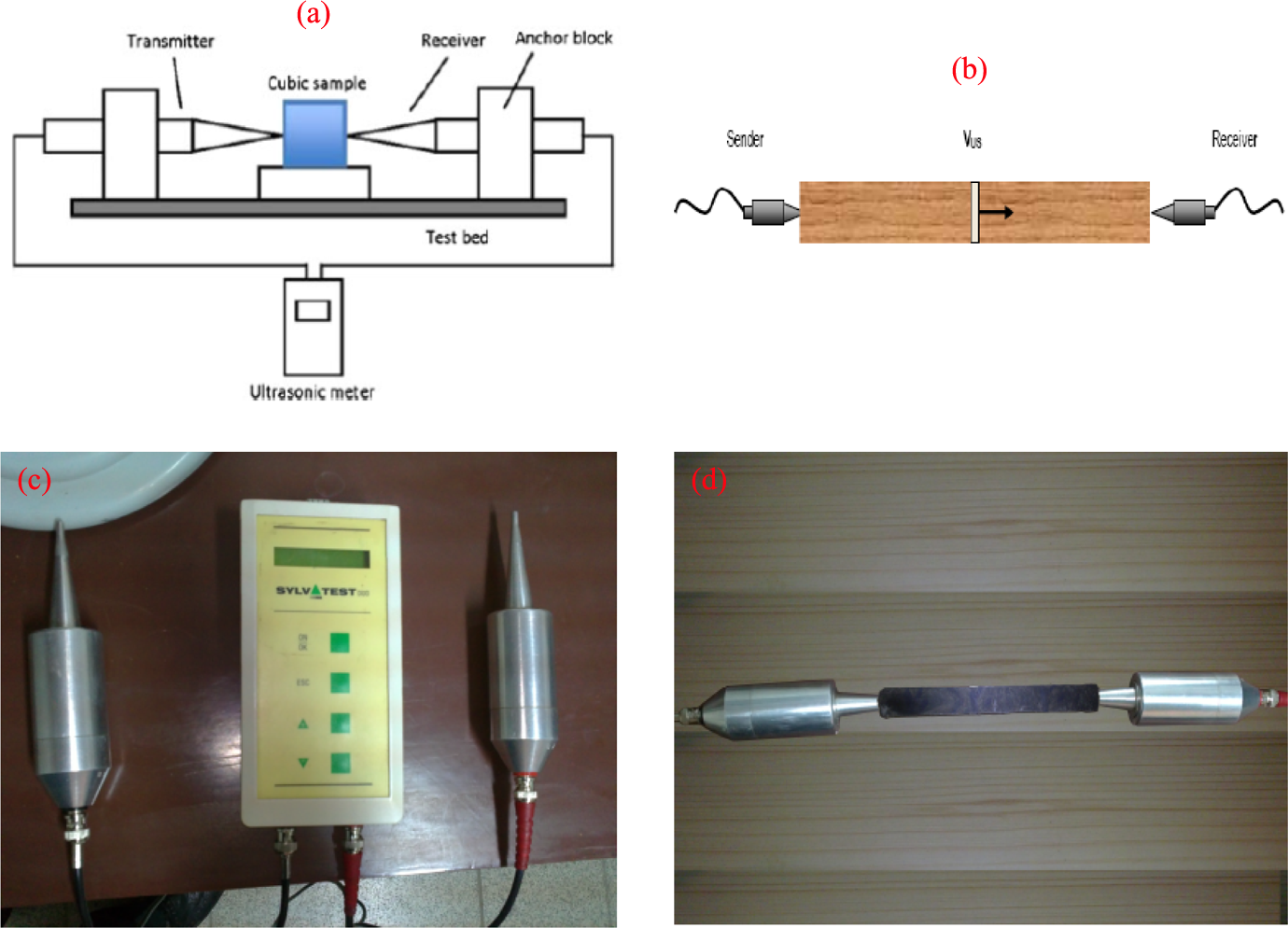
(a, b) Schematic setup of ultrasonic transmission measurement; (c) Sylvatest instrument; and (d) in situ measurement of ultrasonic velocity of wood plastic composite.
The tensile modulus of the composites was measured according to ASTM D 638 using an Instron machine (Model 1186, England); the tests were performed at crosshead speeds of 2 mm/min.
Wide angle x-ray diffraction (XRD) analysis was carried out with a Seifert-3003 PTS (Germany) with CuKα radiation (λ = 1.54 nm, 50 kV, 50 mA) at room temperature; the scanning rate was 1°/min. The morphology structure of the nanocomposites was investigated by a Philips (Model EM 208, Netherlands) transmission electron microscope (TEM) with an acceleration voltage of 100 kV. The ultrathin slides were obtained with a Leica Ultracut UCT device (Germany).
The statistical analysis was conducted using SPSS programming (Version 13) method in conjunction with the analysis of variance techniques. Duncan multiply range test was used to test the statistical significance at α = 0.05 level.
Result and discussion
Statistical analysis indicated that OMMT had a significant influence on the acoustic properties of PP/WF composites.
The effect of OMMT content on the speed of sound propagation of PP/WF composites is in Figure 2. As can be seen, the speed of sound propagation decreased with increase in OMMT loading. It seems that the barrier properties of nanoclay inhibit the sound permeation in the polymer matrix. The mechanism to increase the barrier properties of materials from nanoclay is based on the increase in the tortuous length of the diffusion path through a polymer matrix. Because nanoclay has much greater specific surface area than micron-sized clay particles, higher barrier resistance will be expected for nanoclay–polymer composite than micronclay–polymer complex. 22,23 This also suggests that the barrier properties of the polymer/clay nanocomposite will strongly depend on the degree of the dispersion of the nanoclay in the polymer matrix or obviously on the exfoliation degree of nanoclay layers. Therefore, the change in the barrier properties of the composite reflects indirectly the dispersion state of the nanoclay in polymer matrix, if other conditions are maintained the same. 24 The nanoparticles can also reduce the melt flow of the polymer, and the change in melt viscosity and barrier formation results in reduced sound speed. 22
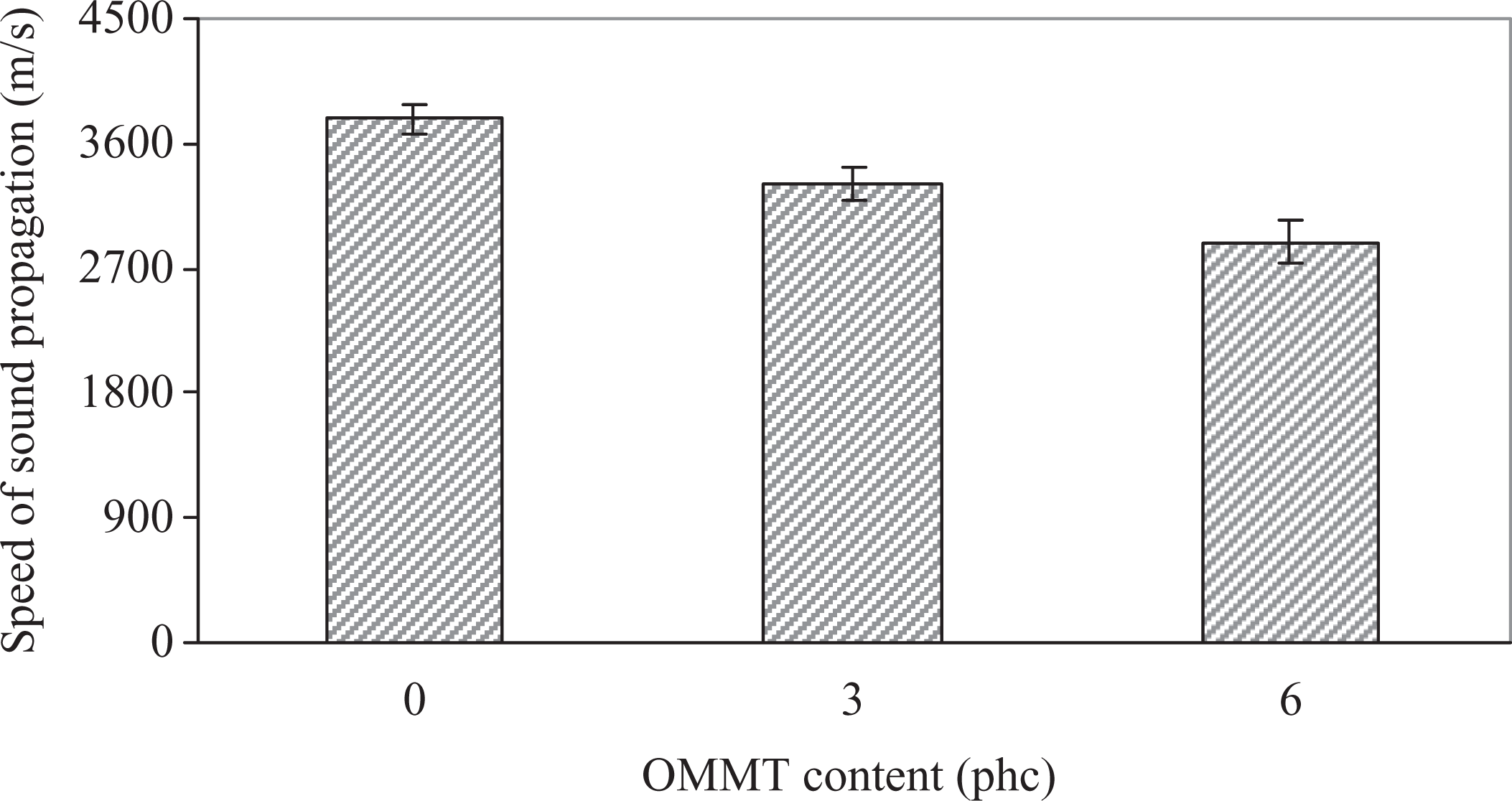
Effect of OMMT loading on the speed of sound propagation of PP/WF nanocomposites. PP: polypropylene; WF: wood flour; OMMT: organomodified montmorillonite.
Figure 3 shows the effect of OMMT content on the time of sound propagation of PP/WF composites. As can be seen, the time of sound propagation increased as the nanoclay increased. This is because as greater content of nanoclay were used, more tortuous length of the diffusion path through a polymer matrix was subsequently generated increasing the time of sound speed. 22 –24 In other words, with increasing OMMT loading the agglomeration of clay happened in composite which caused the accessibility of time propagation to decrease (this phenomenon called a zigzag effect).
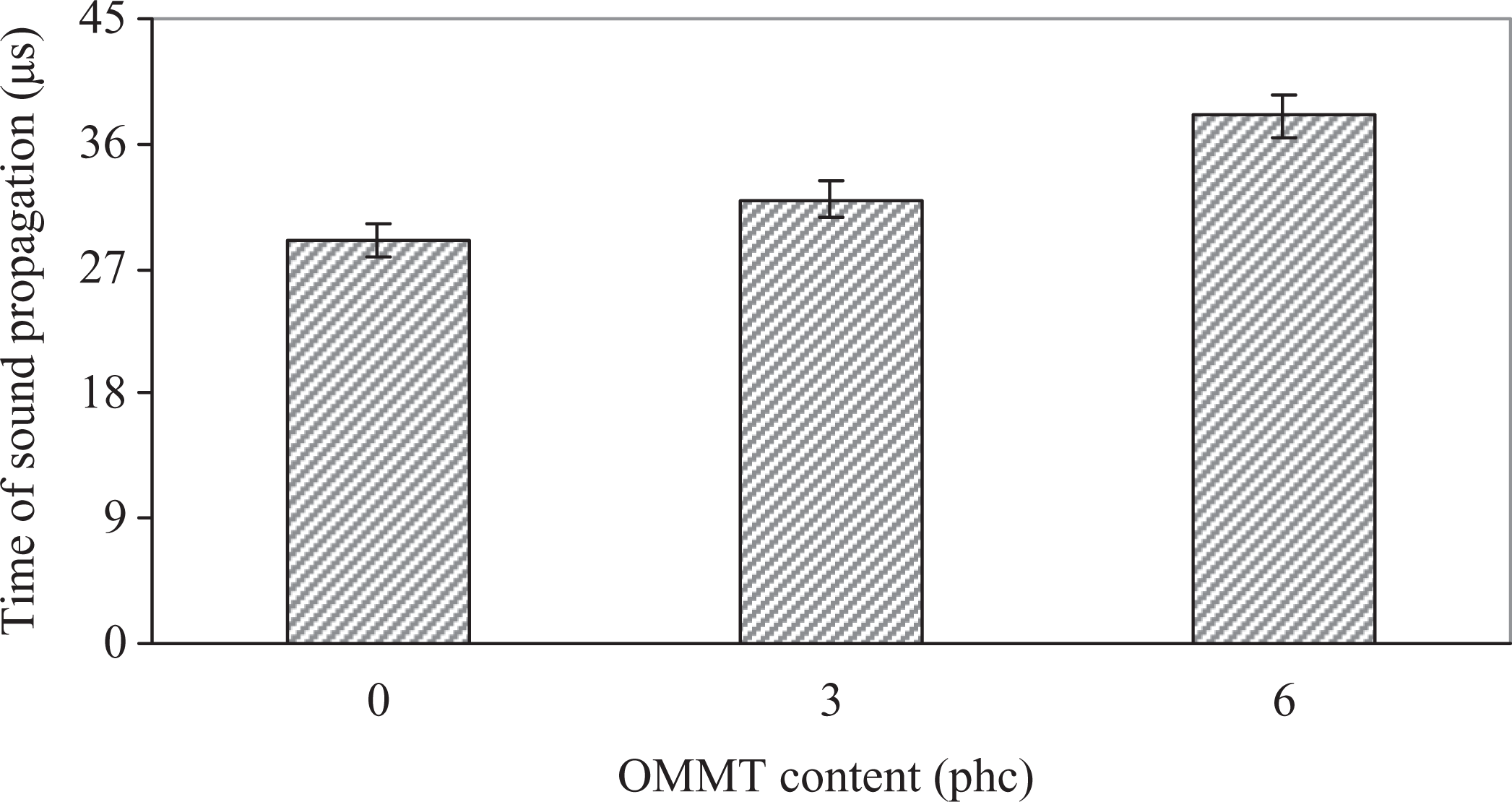
Effect of OMMT loading on the time of sound propagation of PP/WF nanocomposites. PP: polypropylene; WF: wood flour; OMMT: organomodified montmorillonite.
The effect of OMMT content on the sound energy absorbance of PP/WF composites is shown in Figure 4. As can be seen, the speed of sound energy absorbance increased with increase in OMMT loading. Variations in sound energy absorbance of the composites are similar to variations in time of sound propagation. The increase in the sound energy absorbance in the studied composites can be attributed to the same reasons as discussed concerning time of sound propagation.
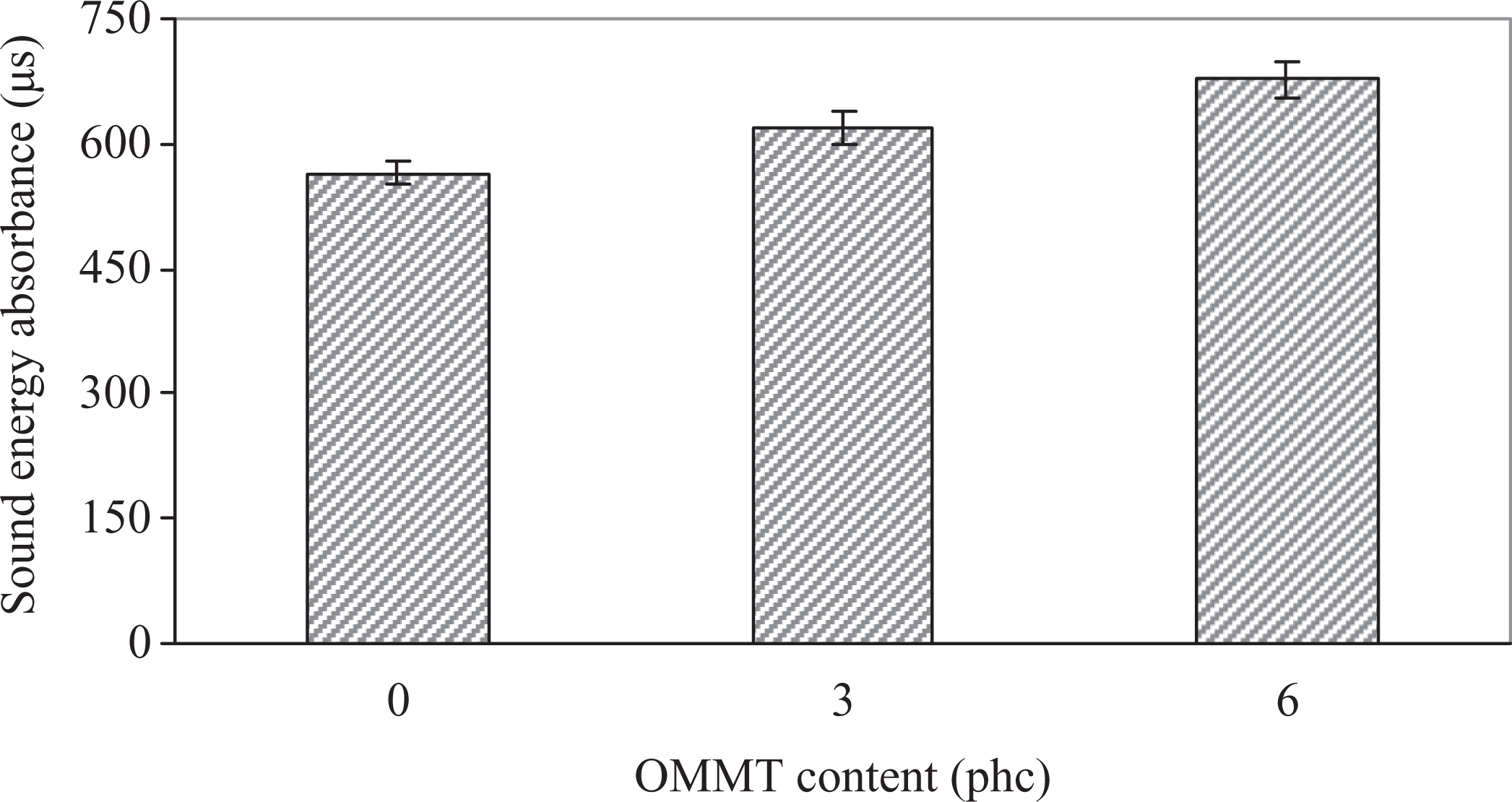
Effect of OMMT loading on the sound energy absorbance of PP/WF nanocomposites. PP: polypropylene; WF: wood flour; OMMT: organomodified montmorillonite.
Tensile modulus was evaluated to confirm the effect of OMMT content on the acoustic properties of PPE/WF composites (Figure 5). As can be seen, the tensile modulus increases with increase in OMMT up to 3 phc and then decreases. It is well known that the nanoclay particles with very high aspect ratio can improve the flexural modulus of the PP. The increment in the modulus depends on the morphology of nanocomposites. 11 –21,25 –29 Reinforcing efficiency of the nanofiller is balanced by two opposite phenomena. The negative affect is attributed to migration of nanoparticles into the interface of wood–plastic that caused decreased performance. At 6 phc of nanoclay, agglomeration of nanoparticles could decrease the reinforcement of clay. Dispersion of nanoclay as positive effect could enhance the modulus; therefore, it can be concluded in 3 phc of nanoclay content in hybrid composite, the former phenomenon has dominated and the tensile modulus increases.
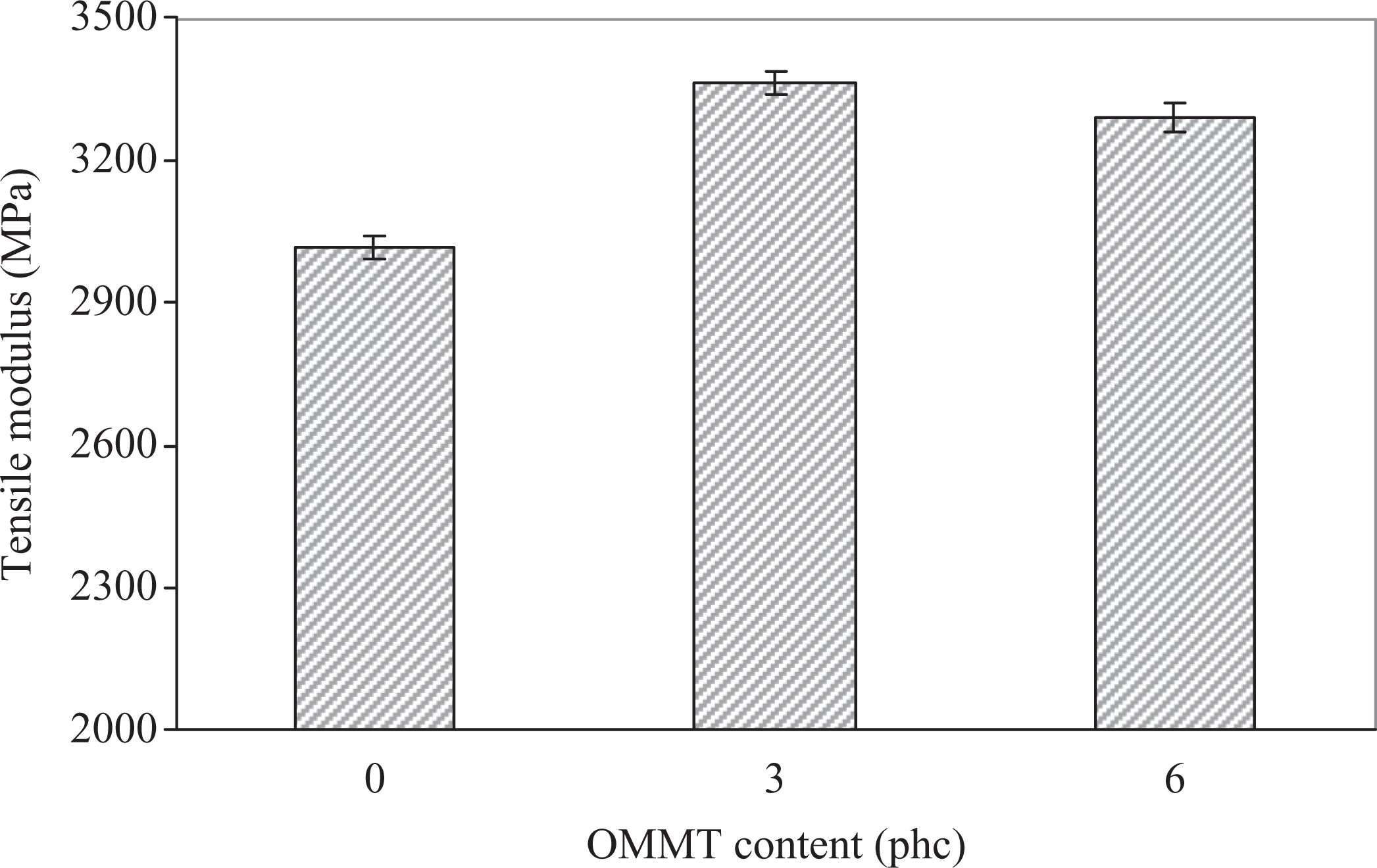
Effect of OMMT loading on the tensile modulus of PP/WF nanocomposites. PP: polypropylene; WF: wood flour; OMMT: organomodified montmorillonite.
Dispersion behavior
It is useful to start by describing the morphology of the nanocomposite. Characterization of morphological state of composite was accomplished using XRD and TEM.
The x-ray scattering intensities for composites with different levels of OMMT are demonstrated in Figure 6, where the quantity 2θ (equal to 4.76°) is related to neat clay with a basal spacing of 18.5 nm. In the sample with 3 phc concentration of OMMT, the peak was shifted to a lower angle (2θ = 4.48°, d-spacing = 19.70 nm), which implies the formation of the intercalation morphology. The 001 peak of 6 phc OMMT appeared at 2θ = 4.54°, with a d-spacing of 19.44 nm. These data show that the order of intercalation is higher for 3 phc of nanocaly than the 6 phc of nanoclay concentration.
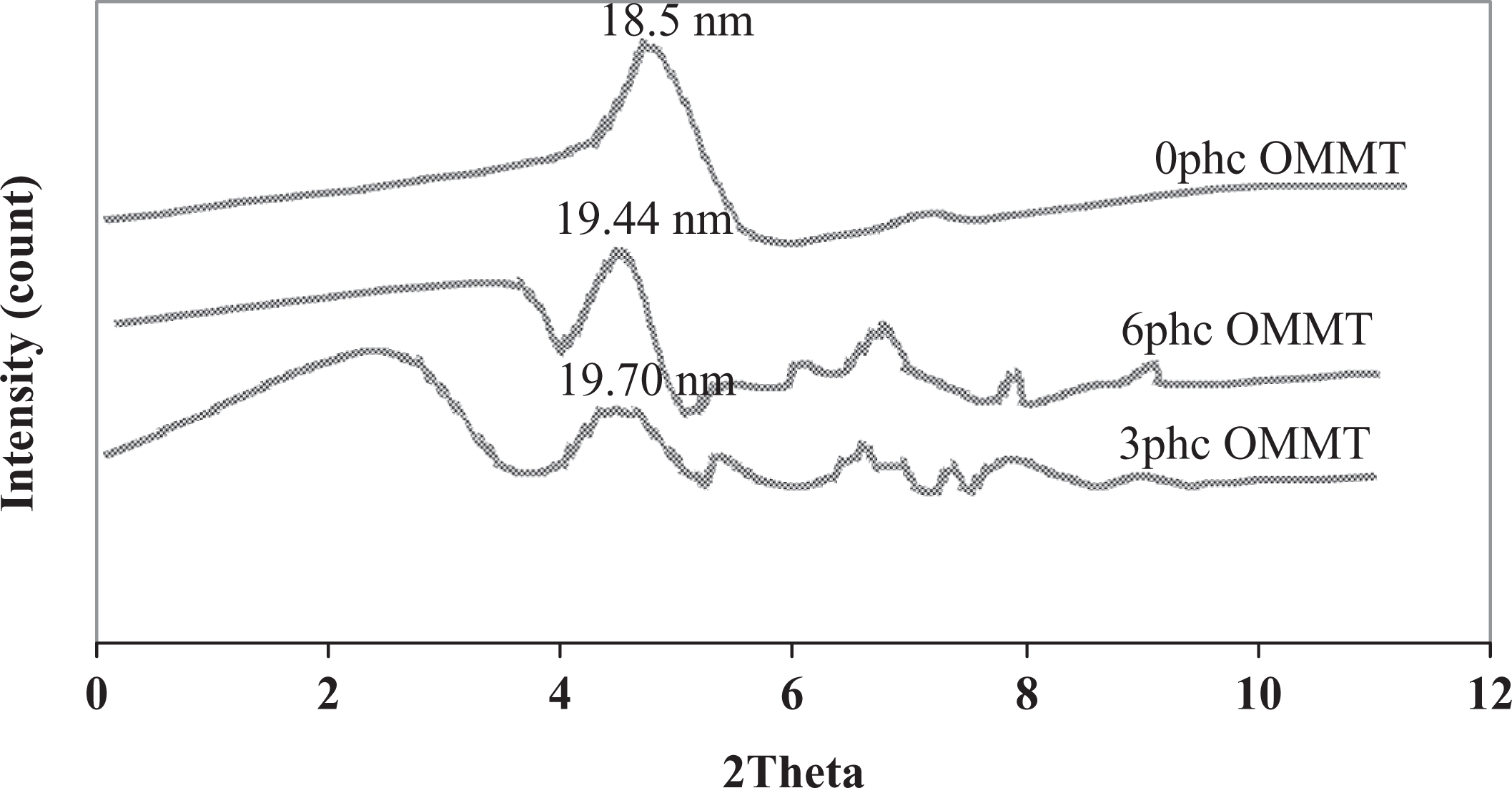
XRD patterns of composites with different levels of OMMT. XRD: X-ray diffraction; OMMT: organomodified montmorillonite
Figure 7 shows the dispersion state of OMMT in the composites, as it was made evident by TEM. The dark line represents the intersection of the silicate layers, while the white background corresponds to PP matrix. When the loading level of OMMT into the PP/WF composite was as low as 3 phc (Figure 7(a)), nanoclay exhibited better dispersion of the clay layers within the polymer matrix than at 6 phc of nanoclay content (Figure 7(b)). Increasing the level of nanoclay to 6 phc, the size of dispersed nanoclay became larger or even aggregated in part (as confirmed by decreased d-spacing from XRD in Figure 6).
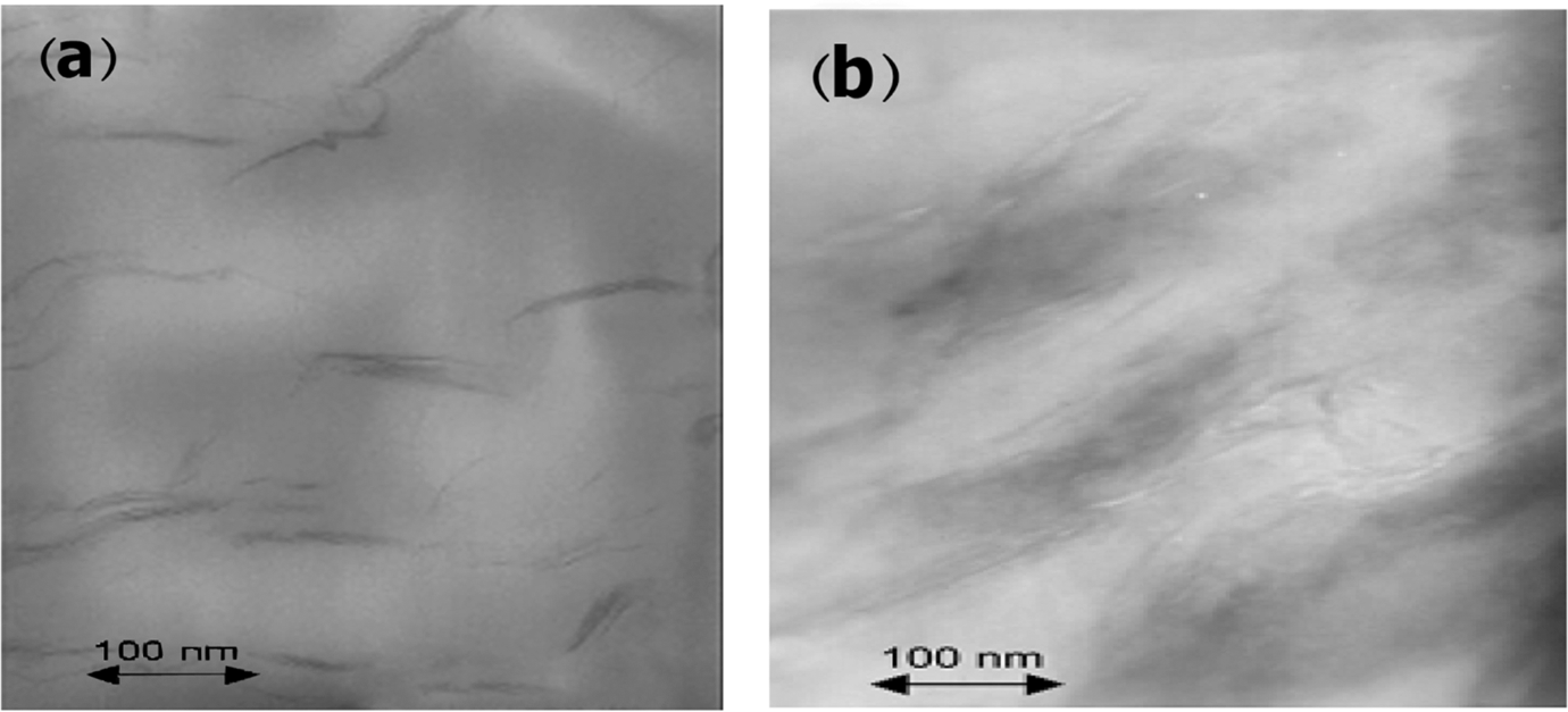
TEM micrographs of PP/WF/OMMT nanocomposites: (a) 3 phc OMMT (b) 6 phc OMMT. PP: polypropylene; WF: wood flour; OMMT: organomodified montmorillonite; phc: per hundred compounds.
Conclusions
The following conclusions could be drawn from the results of the present study:
The time of sound propagation and sound energy absorbance of composites increased with increase in OMMT. However, the speed of sound propagation decreased with the increase in OMMT loading.
The tensile modulus of composites increased with OMMT at 3 phc, but was lower at 6 phc.
Morphological findings of nanocomposites by XRD patterns (XRD) and TEM showed that samples containing 3 phc of OMMT had higher order of intercalation than those at 6 phc.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.