
Abstract
This research explores the effects of chemical foaming agent and nanoclay on the long-term water absorption and cell morphology of wood–plastic nanocomposites. To meet this objective, the nanoclay, high-density polyethylene, and coupling agent were compounded and then granulated and were mixed with wood flour and blowing agent in a twin-screw extruder. Consequently, foaming process was completed in injection stage. The amount of wood flour was fixed at 50 wt% for all the samples. For nanoclay and chemical blowing agent, different levels of 0, 2 and 4 per hundred resins (phr) and 0, 0.5, 1 and 1.5 phr were considered, respectively. The long-term water absorptions of samples were evaluated by immersing them in water for several weeks, and water diffusion coefficients were also calculated by evaluating the water absorption isotherms. Results indicated that the water absorption, cell size, and average cell density of composites increased with increase in chemical foaming agent loadings. However, by the addition of nanoclay to wood–plastic composite foams, the water absorption and cell size decreased and their cell density increased. Scanning electron microscopy confirmed that the chemical foaming agent and nanoclay contents had significant influence on density reduction in foamed composites. X-Ray diffraction patterns revealed that the nanocomposites formed were intercalated. The mechanism of water absorption of the foamed wood–plastic nanocomposites under study followed the kinetics of a Fickian diffusion process.
Introduction
Wood–plastic composites (WPCs) are defined as composite materials containing wood (in various forms) and thermoplastic materials. These materials are a relatively new family of composite materials, in which a natural fiber and/or filler (such as wood flour/fiber, kenaf fiber, hemp, sisal, etc.) is mixed with a thermoplastic such as polyethylene (PE), polypropylene (PP), poly (vinyl chloride), and so on. Compared with the traditional synthetic fillers, natural fibers present lower density, less abrasiveness, and lower cost, and they are renewable and biodegradable. WPCs are becoming more and more commonplace by the development of new production techniques and processing equipment 1 . Wood fiber reinforced polymer composites represent a relatively small but rapidly growing material class, extensively applied in interior building applications and in the automotive industry. Around 100 companies involved in WPC manufacturing have been identified worldwide 2 .
Traditionally, however, WPCs have exhibited low impact strength, low ductility, low nailing-ability/screwing-ability, and high density compared with natural wood; in turn, they have demonstrated a limited utility across various applications. Another drawback of WPCs is their higher density compared with unfilled thermoplastics and natural woods. Because of these shortcomings, the use of these composites is limited. Nonetheless, if WPCs can be foamed effectively, the utility of these materials can be greatly enhanced because the ductility, impact strength, and weight can all be improved by having a fine-cell structure in the composites. 3,4 In this context, researchers have pursued the fine-celled foaming of WPCs using either chemical blowing agents (CBAs) or physical blowing agents (PBAs; such as CO2 and N2). Both the processes have not only proven to alleviate these drawbacks but have also helped to reduce significantly the material weight and the cost of WPCs, thereby enhancing their suitability for a wider range of applications. 4 Since the properties of foams are known to improve with decreasing cell size and increasing uniformity, it is highly desirable to focus research efforts on developing foams with morphologies that possess a reduced cell size and narrower cell-size distribution. When a CBA is used for foaming, a higher processing temperature is needed to decompose the blowing agent, which results in the release of a greater amount of volatile gases from wood fibers. Ultimately, it is difficult to obtain a fine-celled structure from the WPC extrusion process using CBAs. In contrast, PBA-based processing has no decomposition temperature requirements; a lower processing temperature, well below the critical processing temperature, can thus be applied to suppress the generation of volatile agents, and a better cell morphology is typically achieved. 5
Faruk et al. 6 reported that the foaming of wood fiber reinforced composites can improve their ability to withstand repeated nailing and screwing operations compared with unfoamed products of the same composites. In addition, the foaming of WPC results in material weight and cost reduction, better surface quality, and sharper contours and corners than unfoamed profiles. 6 Matuana and Faruk 7 studied the effect of gas saturation conditions on the expansion ratio of microcellular poly(lactic acid)/wood flour composites. They found that foaming conditions associated with such a high expansion ratio involved a lower gas saturation pressure up to 2.76 MPa, which corresponds to a critical gas concentration of approximately 9.4%. Beyond this critical value, foam expansion decreased significantly. Also, they reported that the addition of wood flour into the PLA matrix significantly affected the expansion ratio of polylactic acid (PLA)/wood flour composite foams. 7 Hemmasi et al. 8 investigated the cell morphology and physicomechanical properties of high-density PE (HDPE)/ethylene vinyl acetate (EVA)/rice hull hybrid foamed composites. They found that with the addition of blowing agent and EVA content, the mechanical properties and density of foamed composites decreased. 8
On the other hand, nanoscience and nanotechnology have opened up a completely new way to develop polymer composites. 9 Nanotechnology is a very promising field for improving the properties of polymer composites using nanosized fillers. Nanocomposite technology with layered silicate clays as in situ reinforcement has been intensively investigated. Essential improvements of physical and mechanical properties, thermal stability, flame resistance, and barrier resistance have been observed for various thermoplastic and thermoset nanocomposites at low silicate content. 9 –11 Nanoclays are the most commonly used layered silicate because of their natural occurrences and beneficial properties (high cationic exchange capacity [CEC], high surface area, and large aspect ratio). Using nanoclay filler in WPC composite has been reported in the literature. 12 –19
Recently, nanoclay particles have also been used in polymeric wood–plastic foams. 4 Guo et al. 20 investigated the effects of nanoparticles on cell morphology and foam expansion in the extrusion foaming of metallocene PE/wood fiber nanocomposites with a CBA. They found that the addition of clay generally reduces the cell size, increases the cell density, and facilitates foam expansion. Furthermore, the foam material with added clay shows good char formation when it is burned. 20 Fu and Naguib 21 reported that the nanoclays in HDPE, with proper clay contents, have a role to improve the mechanical properties. In addition, in case of both the nanocomposites and nanocomposite foams, the mechanical properties are improved mostly at 0.5 wt% clay loadings. 21 Lee 4 investigated the foaming behaviors of thermoplastic-based wood flour/nanoclay composites using N2 as the blowing agent in an extrusion process. He found that the cell nucleation and growth behaviors of wood flour/polyolefin/clay composite foams were elucidated, while varying the temperature, pressure, wood flour content, clay content, and dispersion degrees. 4
This research explores the effects of chemical foaming agent and nanoclay on the long-term water absorption and cell morphology of HDPE/wood flour/organoclay hybrid nanocomposites.
Experimental
Materials
The polymer matrix used in this study was HDPE with a melt flow index of 23 g/10 min, and a density of 0.965 g/cm3 (supplied by Maroon Petrochemical Industries, Iran). Wood flour that was used as the reinforcing material was supplied from Cellulose Aria Co. (Iran); the average size of wood flour particles was about 425 µm. Maleic anhydride (MA) grafted PE (PE-g-MA) was provided by Kimia Javid Co. (Iran; grafted MA was 1 wt%). It was used as a coupling agent. Montmorillonite modified with a dimethyl-dehydrogenated tallow and quaternary ammonium with a CEC of 125 meq/100 g clay, density of 1.66 g/cc, and a d-spacing of d001 = 31.5 nm were obtained from Southern clay Products Co. (Texas, USA), with trade name Cloisite 15A. Azodicarbonamide (Yang Chang Co.), the exothermic CBA, was used to foam WPCs. Its decomposition temperature was 200–210°C. Zinc oxide (Ajax Chemical Co., Netherlands) was used as a catalyst (kicker) to decrease the decomposition temperature of blowing agent to 170°C (30 wt%). The main produced gas was nitrogen and its yield was 300 g/cm3.
Method
Composite preparation
Before preparation of samples, wood flour was completely dried in an oven at (65 ± 2°C) for 24 h. Nanocomposite profiles, which consisting of HDPE, wood flour, foaming agent, nanoclay, and coupling agent, were weighed and bagged according to formulations given in Table 1. The nanoclay, HDPE, and PE-g-MA were granulated by a counter-rotating intermeshing twin-screw extruder (Model EX1, 2002, Brabender Plastic Corder Co., Germany) having a barrel temperature profile ranging from 160 to 180°C (the feeding zone to the die zone) at a screw speed of 60 r/min. Consequently, the resulting granules were mixed with wood flour and modified blowing agent in a counter-rotating intermeshing twin-screw extruder (Model T20, 1990, Dr.Collin GmbH, Germany) with its barrel temperature ranging from 140 to 160°C at six zones, from feeding zone to the die zone, at a screw speed of 110 r/min. This temperature was below the decomposition temperature of the chemical foaming agent. The resulting materials were ground and then formed into experimental specimens, using an injection molding device (Model EM80, Aslanian Co., Iran). Finally, specimens were conditioned at a temperature of 23°C and relative humidity of 50% for at least 40 h, according to ASTM D618-99 prior to testing.
The compositions of the studied formulations.
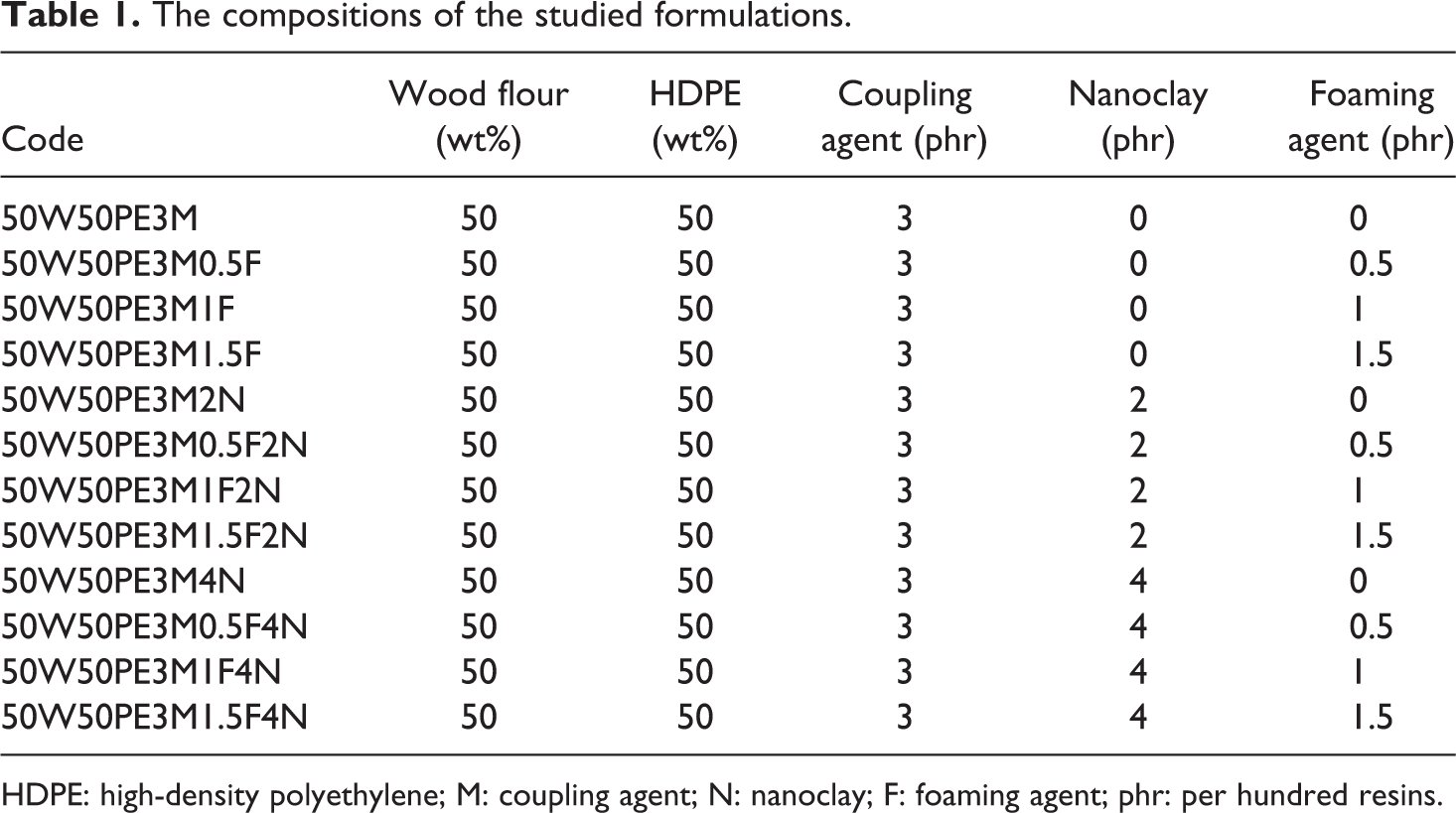
HDPE: high-density polyethylene; M: coupling agent; N: nanoclay; F: foaming agent; phr: per hundred resins.
Measurements
Physical testing
Water absorption tests were carried out according to ASTM D 7031. Specimens with a dimension of 20 × 20 × 20 mm were cut for the water uptake measurement. Four replicates were used for each sample code. To ensure the same moisture content for the specimens before each test, all the specimens were oven-dried at 102 ± 3°C for 24 h. The weight and thickness of dried specimens was measured to a precision of 0.001 mm. The specimens were then placed in distilled water and kept at room temperature. For each measurement, specimens were removed from the water and the surface water was wiped off using blotting paper. Weight and thicknesses of the specimens were measured at different time intervals during the long-time immersion. The measurements were terminated after the equilibrium thicknesses of the specimens were reached. The values of the water absorption in percentage were calculated using equation (1)

The specimens’ density was measured by a buoyancy method using a density determination kit supplied by Denver Instruments. The Archimedean principle was applied for determining the specific gravity of the samples. The relative foam density is defined as the ratio of the foamed specimens’ density to the unfoamed samples’ density, while the volume expansion ratio is the ratio of the unformed sample density to the foam density.
Morphological characterization
Foam morphology, cell size, and average cell density were characterized using scanning electron microscopy (SEM, Model LEO 440i, Oxford, UK) at 20 kV accelerating voltage. The composite fracture surfaces for examination were obtained after 2 min immersion in liquid nitrogen, and the fracture surface was sputter-coated with gold.
The number of cells in a cross field and their size (which was characterized by linear dimension) was determined with the aid of image analysis using software (Image-Pro Plus, USA), based on SEM micrographs. The smallest dimension was measured as cell diameter and the mean values were considered as cell size. The number of cell per unit volume of foam (N
c) is a function of cell size and density of the plastic foam and is given by equation (2)
22

Wide angle x-ray diffraction (XRD) analysis was carried out with a Seifert-3003 PTS (Germany) with CuKα radiation (λ = 1.54 nm, 50 kV, and 50 mA) at room temperature. The scanning rate was 1° per minute.
Statistical analysis
The statistical analysis was conducted using SPSS programming (Version 16) method in conjunction with the analysis of variance techniques. Duncan’s multiple range test was used to test the statistical significance at α = 0.05 level.
Result and discussion
A water absorption curve is illustrated in Figure 1, where the percentage of water absorption is plotted against time for all the samples. As it is clearly seen, generally, water absorption increased with immersion time, reaching a certain value at saturation point, beyond which no more water was absorbed and the composites water content remained constant. Time to reach the saturation point was not the same for all the formulations. Both 50W50PE3M4N and 50W50PE3M1.5F samples showed minimum (12.30%) and maximum (15.97%) water absorptions, respectively.
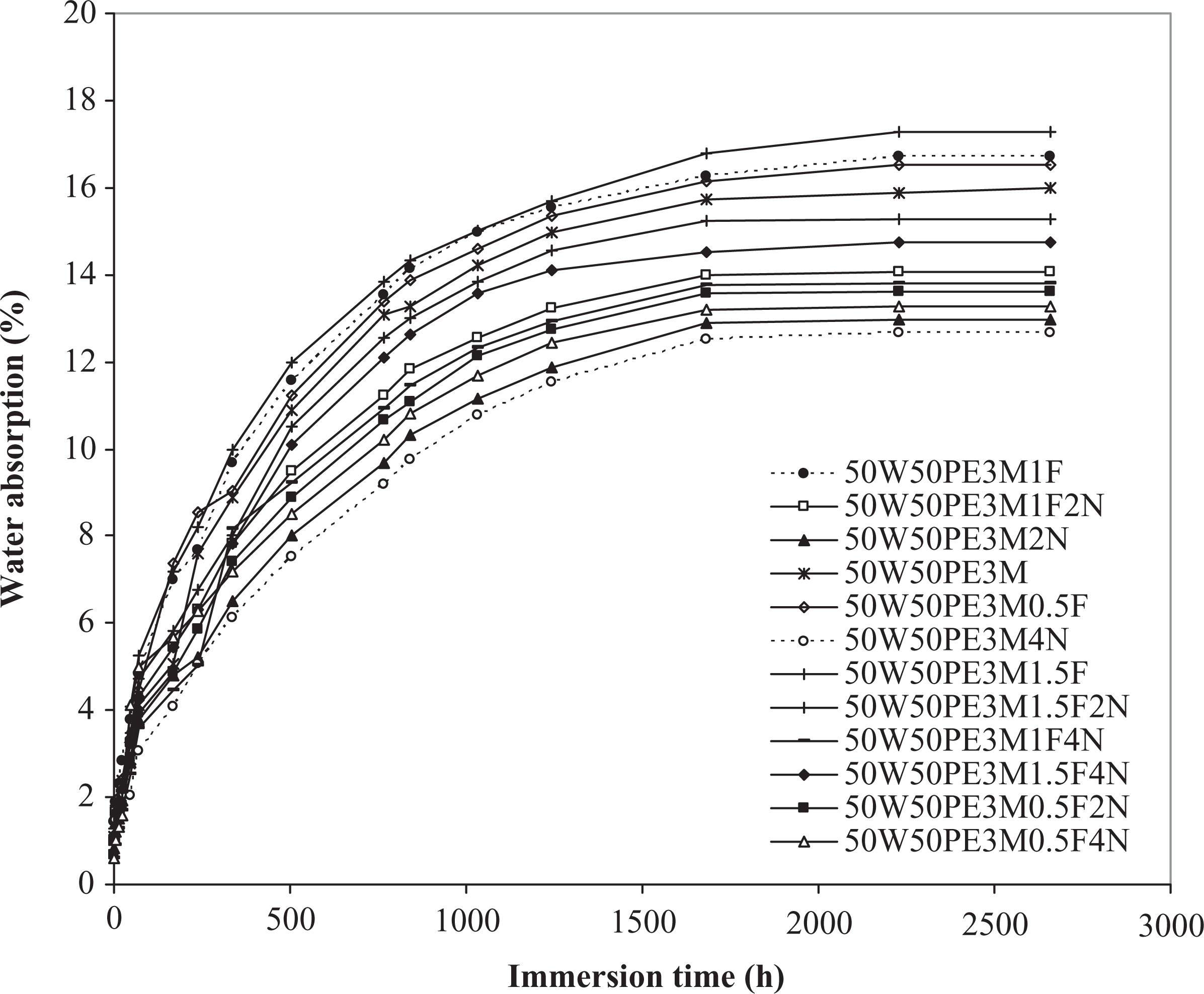
Effects of chemical foaming agent and nanoclay on water absorption of wood–plastic nanocomposites.
The hydrophilic nature of wood flour causes the water absorption in manufactured WPCs (the plastics have negligible water absorption). Figure 1 shows that the water absorption of composites increased with increase in chemical foaming agent loadings. Water absorption is affected by cell density and cell size. In fact, the void content was increased by the addition of chemical foaming agent; consequently, more voids will speed the penetration of water into the depth of the foamed composites. Also, more voids help much more hydroxyl groups containing wood flour to contact water molecules by hydrogen bonds.
Figure 1 also shows that the water absorption decreased with increase in nanoclay loading. It seems that the barrier properties of nanoclay fillers inhibit the water permeation in the polymer matrix. Two mechanisms have been reported to account for this phenomenon. The first is based on the hydrophilic nature of the clay surface that tends to immobilize some of the moisture 23 ; second, surfactant-covered clay platelets form a tortuous path for water transport. 24,25 This barrier property hinders water from going into the inner part of the nanocomposite. It seems that both the aforesaid mechanisms could be more efficient when the morphology is exfoliated. In other words, in the exfoliated morphology, there is more available surface of organoclay (with hydrophobic nature) and surfactant (tortuous path), so the moisture transport and the accessibility of water absorption decrease. The reason for less water uptake could be the existence of nanoclay as a nucleating agent. 17 Due to such nucleation, the crystallinity of the hybrid composite can be improved by the presence of the nanofiller as a nucleating agent. As the crystalline regions are impermeable, the water absorption is less in the composites.
In general, there are three known mechanisms for water transport in polymer composites, which are Fickian diffusion, relaxation controlled, and non-Fickian or anomalous. The dominant mechanism depends on factors such as chemical structure of the polymer, dimensions and morphology of the wood flour, and polymer-filler interfacial adhesion. These cases can be distinguished theoretically by the shape of the sorption curve represented by the following equation
26

The coefficients (n and k) are calculated from slope and intercept of the log plot of
An example of the fitting of the experimental data for different levels of chemical foaming agent and nanoclay is given in Figures 2 and 3, respectively.
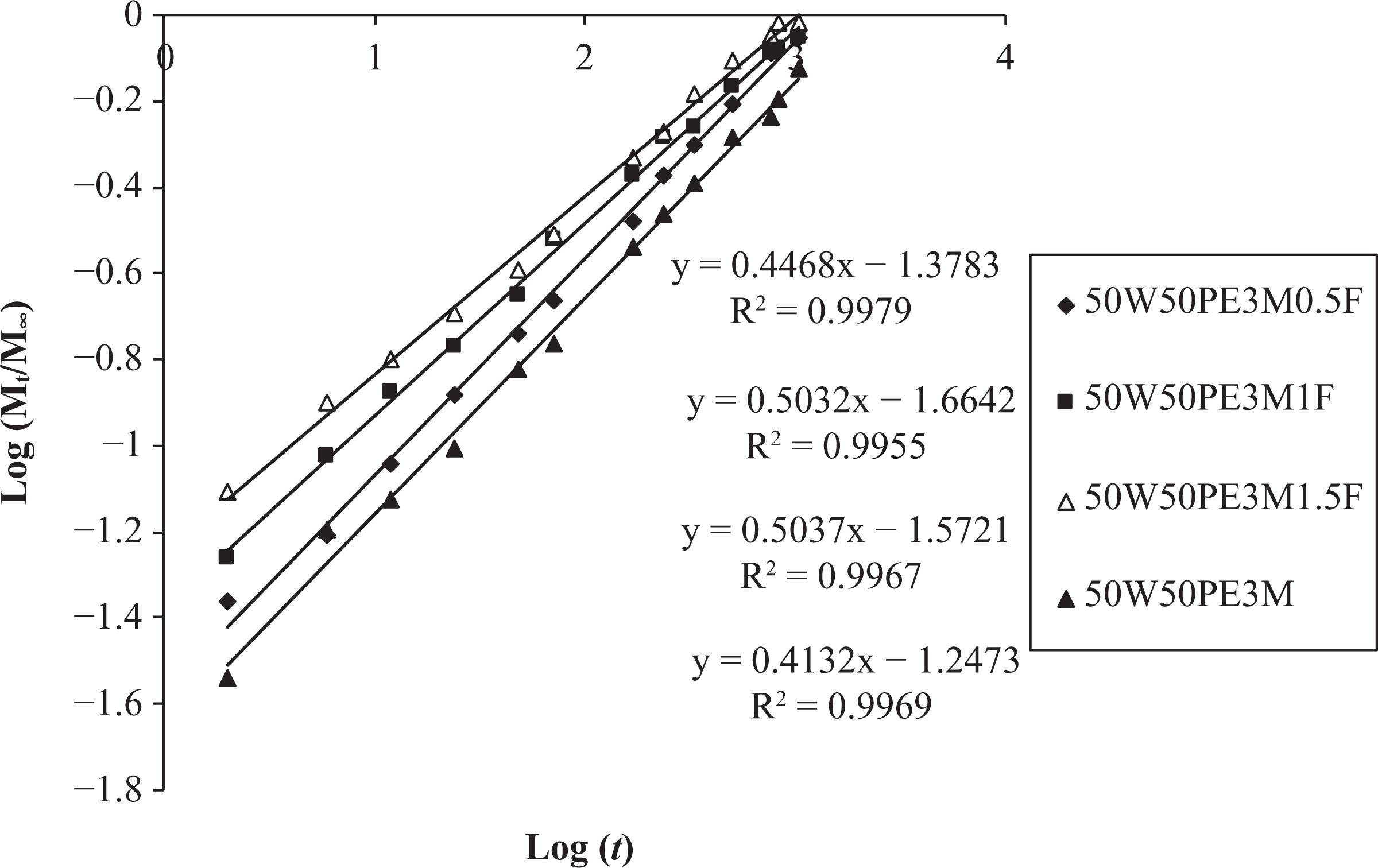
Diffusion case fitting for wood–plastic nanocomposites at different levels of chemical foaming agent.
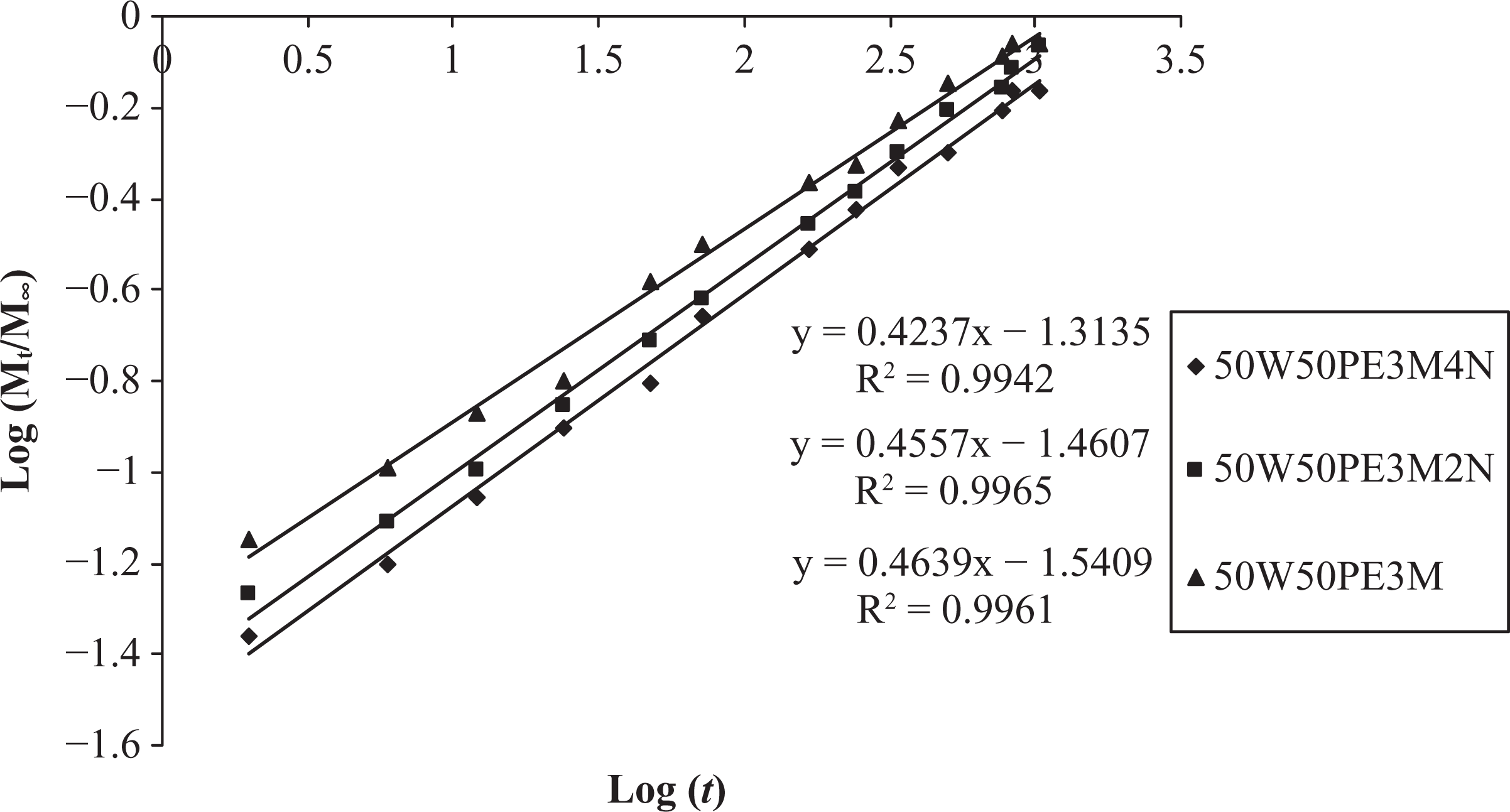
Diffusion case fitting for wood–plastic nanocomposites at different levels of nanoclay.
The values of k and n resulting from the fittings of all the formulations are shown in Table 2. The n values are similar for all the formulations and close to n = 0.5. Therefore, it can be concluded that the water and moisture absorption of all formulations approach the Fickian diffusion case.
Diffusion case selection parameter for all formulations.
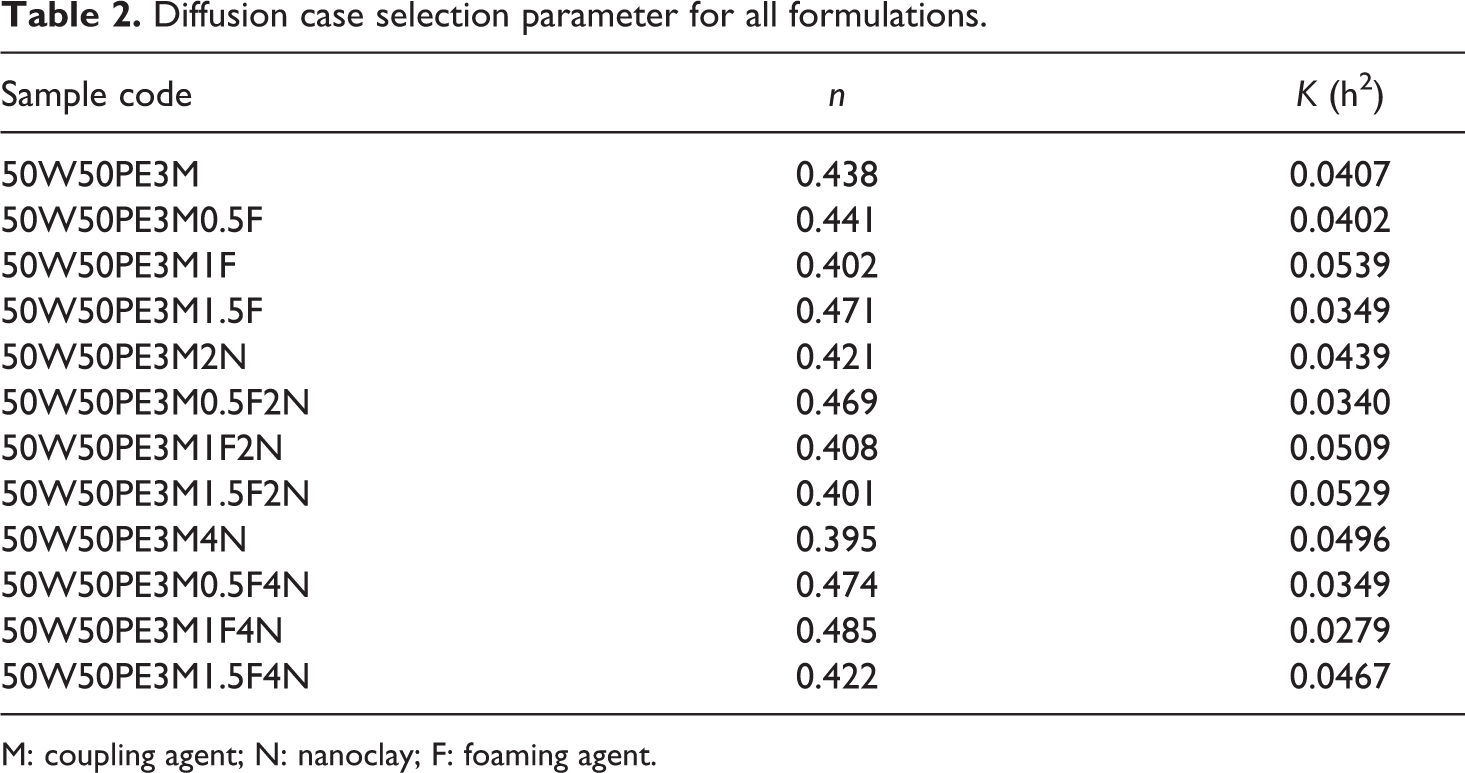
M: coupling agent; N: nanoclay; F: foaming agent.
The diffusion coefficient is the most important parameter of the Fick’s model and shows the ability of water molecules to penetrate inside the composite structures. At the early stages and small times (typically Mt
/M∞
≤ 0.5), the diffusion process is presented as follows
26

The data were plotted as Mt /M∞ against t 1/2 (Figures 4 and 5), and the diffusion coefficients were obtained from the slopes of the linear part of the plots using the least-squares method.
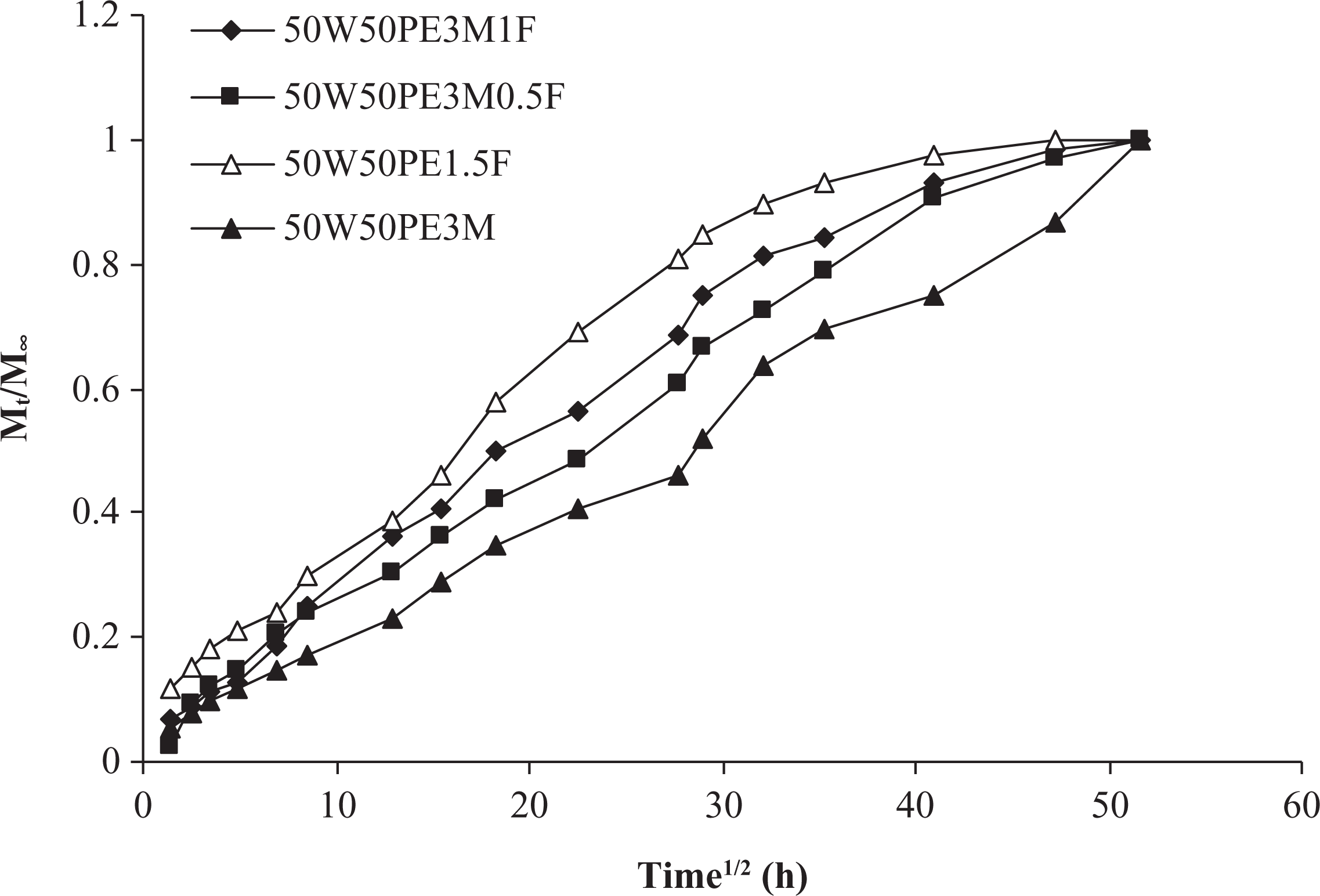
Water uptake ratio (M t/M ∞) versus time1/2 for wood–plastic nanocomposites at different levels of chemical foaming agent.
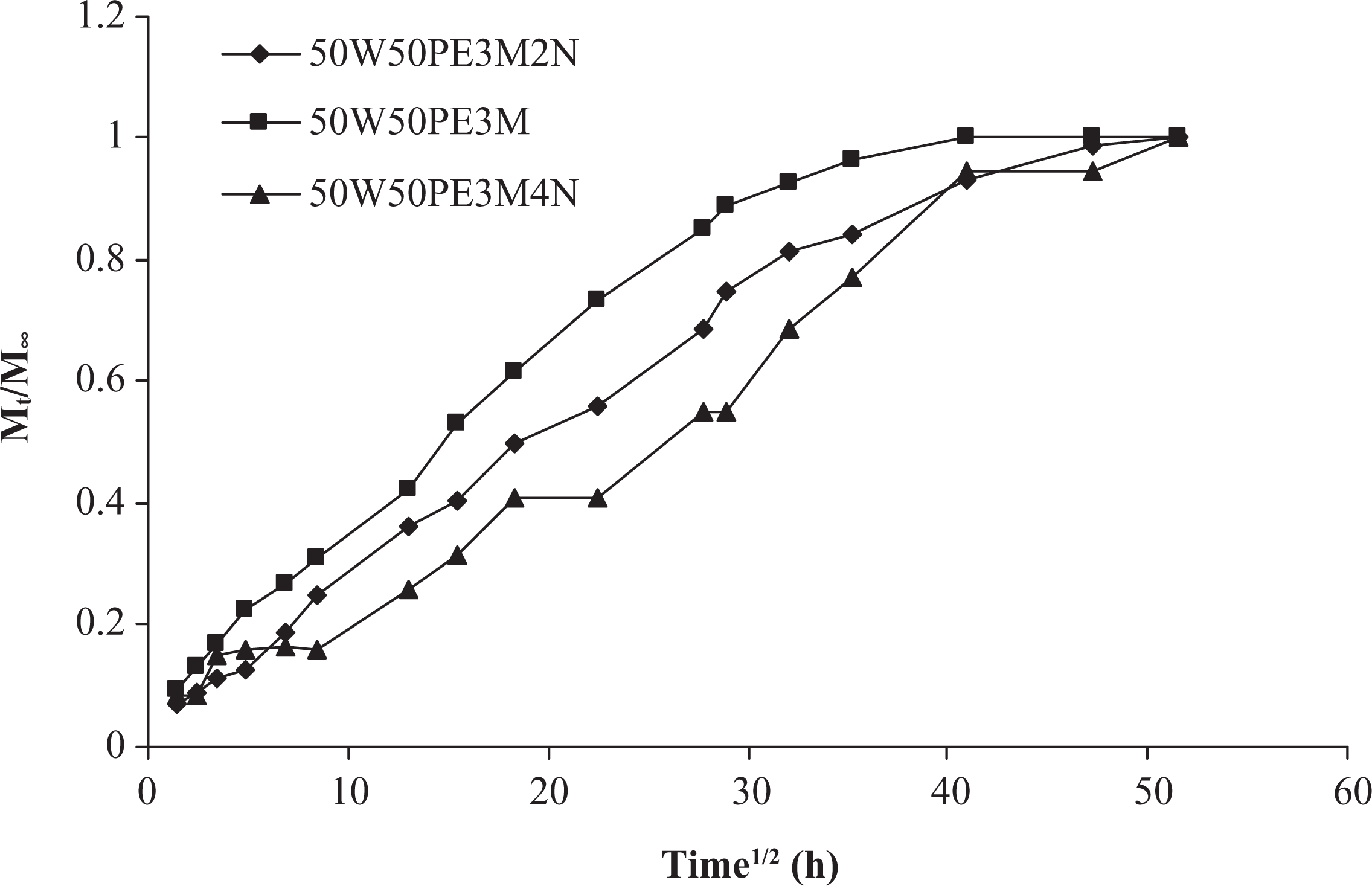
Water uptake ratio (M t/M ∞) versus time1/2 for wood–plastic nanocomposites at different levels of nanoclay.
Table 3 shows the water diffusion coefficients for all the formulations. The results show that the water diffusion coefficients decreased with the incorporation of coupling agent into PP composite. Both 50W50PE3M4N and 50W50PE3M1.5F composites exhibited the lowest and highest diffusion coefficients.
Maximum water absorption and water diffusion coefficients for all the formulations.
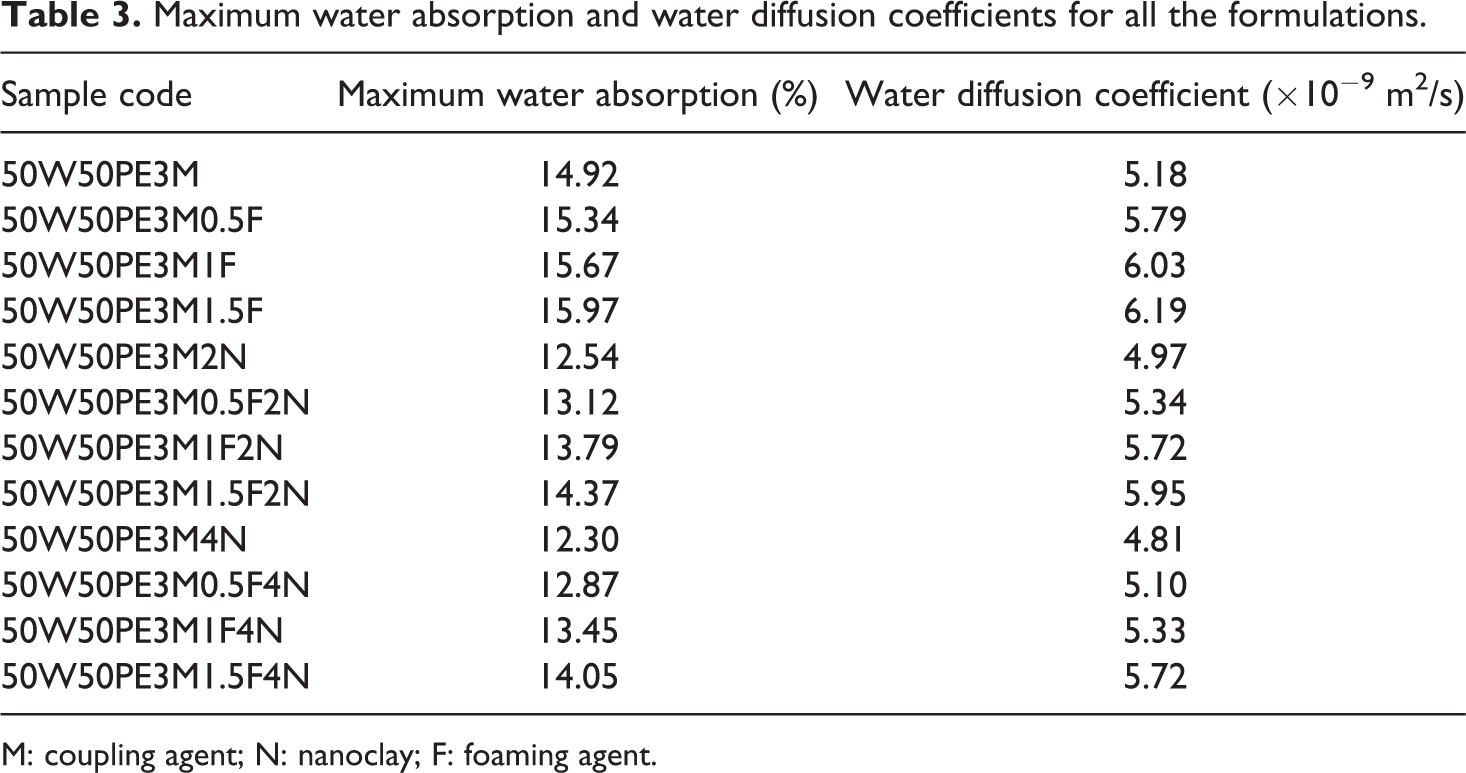
M: coupling agent; N: nanoclay; F: foaming agent.
The influence of chemical foaming agent and nanoclay on the cell size and average cell density of HDPE/wood flour composites is shown in Table 4. The cell size and average cell density increased with increase in chemical foaming agent concentration. This is expectable because more foaming agent concentration means more production of gas (mainly nitrogen) in a compound as a result of thermal decomposition of the azodicarbonamide. Consequently, the cell number per unit volume of foam and cell size was increased. 3 –8,21,27 –32
Cell size and cell density of wood–plastic nanocomposites.
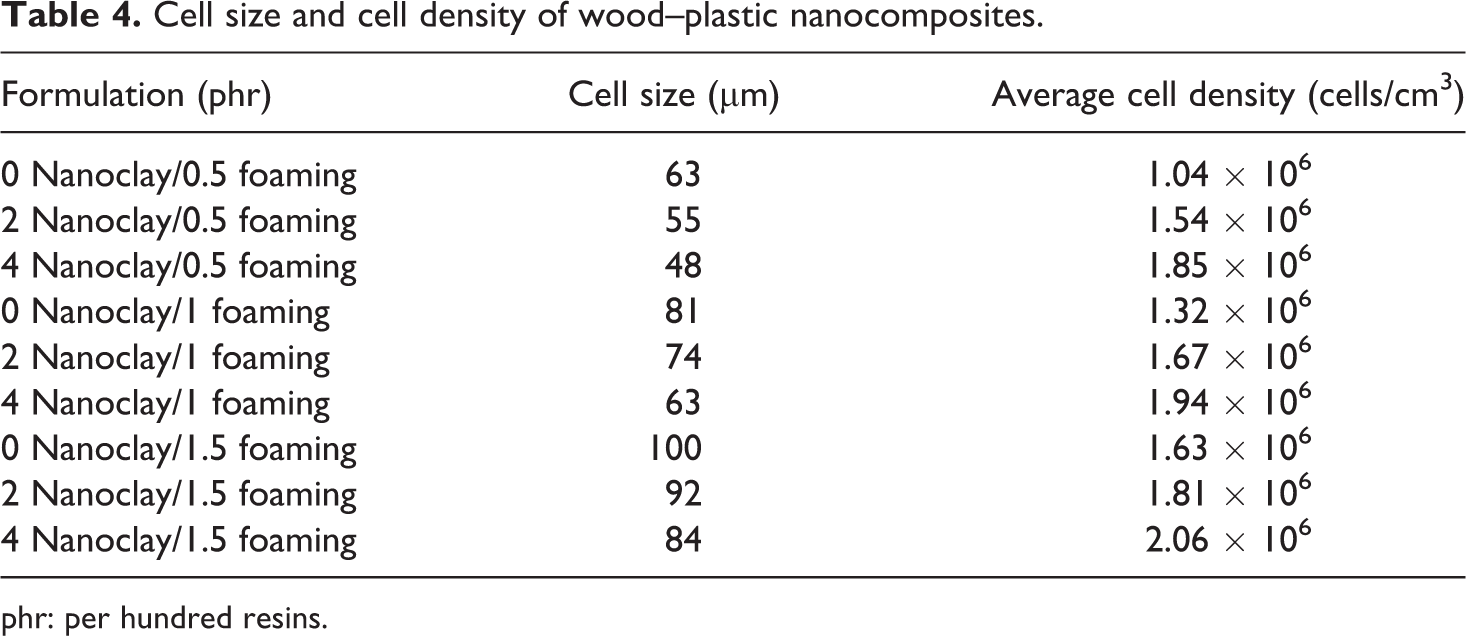
phr: per hundred resins.
According to Table 4, the foam type that was achieved in this study had a fine-celled, nonmicrocellular structure. This was probably due to the imperfect dispersion of nanoclay in polymer matrix, so that there was a lack of sufficient nucleation centers and may be because of insufficient bubble growth due to rapid curing in injection molding process. 4,20,33
In light of previous research, it can be hypothesized that the introduction of a small amount of well-dispersed nanoclay into WPCs may yield much better microcellular structures in foaming with a polymer and thereby produce high-performance WPC foams with superior properties. 4,20,33 The results showed that by the incorporation of nanoclay into the compound, the cell size decreased. This is attributable to the extremely fine dimensions and high aspect ratio of nanoclay that help create more foaming nucleation centers in the polymer and at the HDPE/wood flour interface. This led to cell density improvement; consequently, the melt viscosity of the matrix increases with an increase in clay content, generating higher resistance to cell growth in the foaming processes. Also, the large surface area of clay nanoparticles with their extremely fine dimensions (high aspect ratios) as well as the intimate contact that occurs between the particles and the polymer matrix may greatly alter both cell nucleation and growth behaviors. 4 The bubble growth was partially eliminated when growing bubbles are surrounded by silicate plates, which resulted in cell size reduction.
In foaming WPCs, the highest nucleation efficiency can be achieved if nucleants are finely dispersed at the polymer/wood matrix interface. 3,4,7,20,27 –32 Also, it has been reported that by increasing nanoclay loading, the potential nucleation will be improved but efficiency of this nucleation may be affected by nanoclay dispersion. In this study, it seems that potential nucleant densities of nanoclay were much higher than the measured cell densities, which implies an imperfect dispersion of nanoclay in the polymer matrix.
SEM micrographs show the cell size and morphology of some treatments, which were affected by chemical foaming agent and nanoclay concentration (Figure 6).
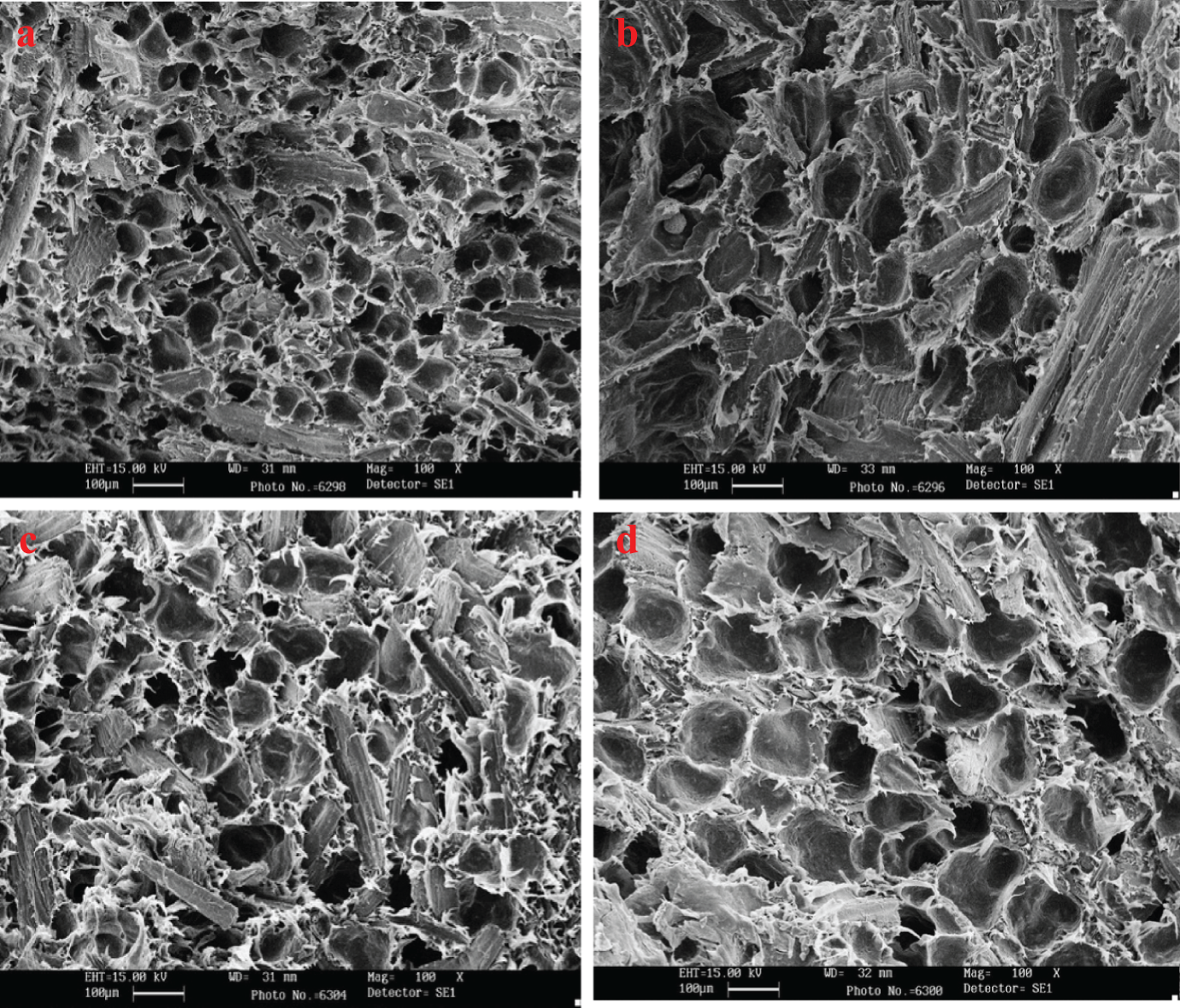
Scanning electron microscopy micrograph of composite foams: (a) 0 phr nanoclay/0.5 phr foaming agent, (b) 4 phr nanoclay/0.5 phr foaming agent, (c) 2 phr nanoclay/1.5 phr foaming agent, and (d) 4 phr nanoclay/1.5 phr foaming agent.
Figure 7 shows the effect of chemical foaming agent and nanoclay concentration on the density of HDPE/wood flour composites. As can be seen, the chemical foaming agent reduced the density of foamed composites; this factor tends to increase by nanoclay loading, significantly. It is well established that the presence of chemical foaming agent increases the cell density of samples by the more gas production in the compound, which consequently results in the density reduction. In other words, by the addition of nanoclay to HDPE/wood flour composite foams, cell density was increased (Table 3). This is because of more bubble nucleation by nanoparticles, which caused the increase in cells and the decrease in composite density. 4,20,33
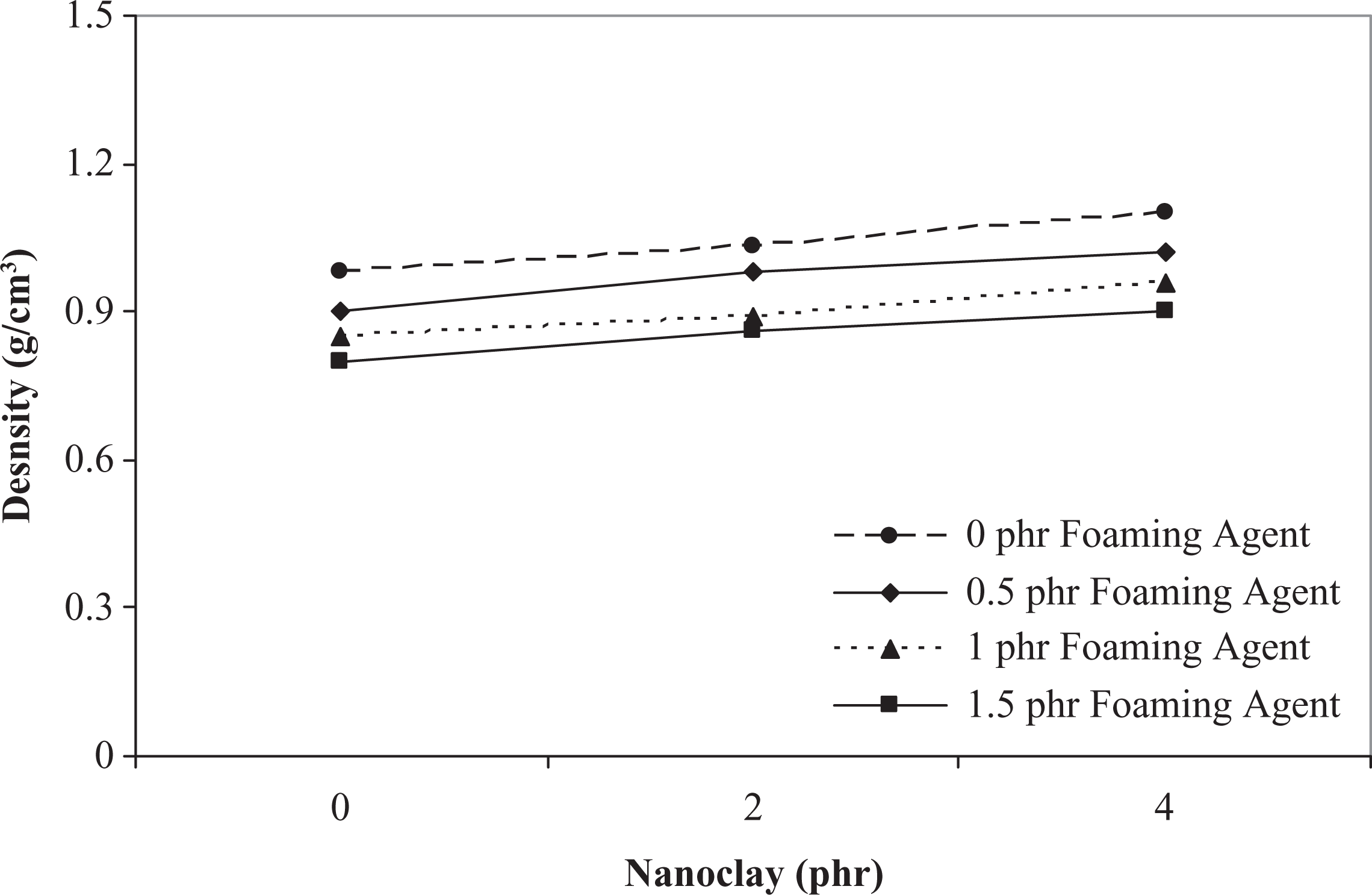
Effects of chemical foaming agent and nanoclay on density of wood–plastic nanocomposites.
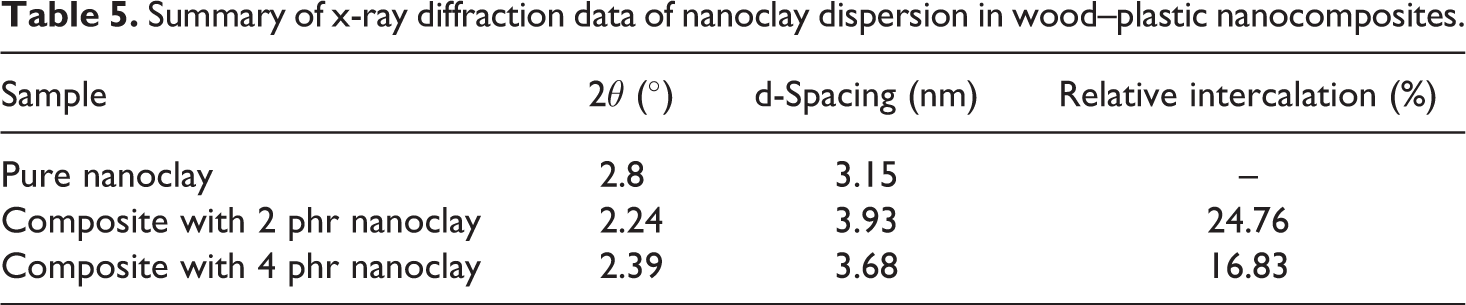
Characterization of the morphological state of the HDPE/wood flour nanocomposites was accomplished using XRD. To verify a homogeneous dispersion of nanoparticles (so-called intercalation and exfoliation) in a polymer matrix, the interlayer spacing in nanolayered silicates (Bragg’s law) and the relative intercalation (RI) of the polymer in nanoclay were quantified using the following equations


The d-spacing and RI of the clay in the nanocomposites calculated from equations (5) and (6) are listed in Table 5. This table shows that the order of intercalation and RI of samples increased with increase in nanoclay content up to 2 per hundred resins (phr) and then decreased. The peaks appearing at 2.8° correspond to powdered nanoclay with d 001 = 3.15 nm. In the sample with the addition of 2 phr nanoclay, the peak was shifted to a lower angle (2θ = 2.24°, d 001 = 3.93 nm), which implies the formation of the intercalation morphology. The peak of 4 phr nanoclay appeared at 2θ = 2.39°, with a d-spacing of 3.68 nm. These data show that the order of intercalation was higher for 2 phr nanoclay. Also, the clay was not exfoliated, since the peak still obviously existed. In other words, formation of the intercalated morphology and better dispersion was shown in 2 phr of nanoclay, because the peak of that was shifted to a lower angle. Also, XRD patterns revealed that the nanocomposites formed were intercalated.
Summary of x-ray diffraction data of nanoclay dispersion in wood–plastic nanocomposites.
Conclusions
The following conclusions could be drawn from the results of the present study.
Water absorption of the composites increased with immersion time, reaching a certain value at saturation point, beyond which the water content of composites remained constant.
By increasing the content of chemical foaming agent, the tensile modulus was increased. However, the water absorption of composites increased with the increase in chemical foaming agent loadings. The minimum water uptake values were observed in composites made of 4 phr of nanoclay without foaming agent.
The cell size and average cell density of the samples increased with the increase in chemical foaming agent content. However, by the addition of nanoclay to PE/wood flour composite foams, cell size was decreased and their cell density increased.
The chemical foaming agent and nanoclay had significant opposite effects on the density of foamed composites; it seems that the lowest density can be achieved by using 2 phr of nanoclay and 0.5 phr of foaming agent.
XRD patterns revealed that the nanocomposites formed were intercalated. Also, morphological findings showed that the samples containing 4 phr of nanoclay had higher order of intercalation and better dispersion.
The mechanism of water absorption of the foamed wood–plastic nanocomposites under study followed the kinetics of a Fickian diffusion process.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.