
Abstract
The scope of the present article is to study the effect of reinforcing filler loading and coupling agent treatment on long-term water uptake of wood plastic composites. Polypropylene and wood flour were compounded into hake internal mixer and the test specimens were prepared by injection molding. Three different contents of wood flour as 40%, 50% and 60% were considered, and the concentration was varied from 0 to 4% for coupling agent. The long-term water absorptions of samples were evaluated by immersing them in water at room temperature for several weeks, and water diffusion coefficients were also calculated by evaluating the water absorption isotherms. The results showed that the water absorption in the samples increased with immersion time, reaching a certain value at saturation point and the composites water content remained constant. Also, the water absorption of the composites increased with increasing wood flour loading. The coupling agents had a positive effect on the water absorption of these composites. Water absorption of all formulations approached the Fickian diffusion case.
Introduction
In recent years, wood-derived fillers have made significant contributions to the thermoplastic industry, which has led to the emergence of wood plastic composites (WPCs) in the construction industry. Products such as decking, fencing, siding, window framing, and roof tiles are being introduced in the market. The uses of WPCs are also increasing in construction, transportation, industrial, and consumer industries. Growing interest of renewable resource–based products is due to the social and environmental concern. Natural fibers have several advantages, such as being inexpensive, being renewable, being of lower density, undergoing little damage during processing, and their disposal causing only minor ecological impact. Commodity thermoplastics such as polyethylene, polypropylene (PP), poly-vinyl chloride (PVC), and polystyrene are more commonly used in the manufacture of plastic/wood fiber composites.1–6
Natural fibers have some disadvantages, such as lower processing temperature and incompatibility between the hydrophilic fibers and hydrophobic polymers. The incompatibility results in a poor interfacial adhesion between hydrophilic wood and the hydrophobic plastic matrix, which results in poor adhesion and therefore in poor ability to transfer stress from the matrix to the fiber reducing mechanical strengths and ductility. This problem can be alleviated by the use of compatibilizing agents. These compatibilizing agents become chemically linked with the hydrophilic lignocellulosic filler on one side, while facilitating the wetting of the hydrophobic polymer chain on the other side. 7–11
Due to the uncertainties regarding the stability of WPCs in exterior conditions, their use is mostly limited to nonstructural exterior applications. Thus, their exposure to atmosphere or contact with aqueous media, has made it necessary to evaluate the water uptake characteristics of natural fiber thermoplastic composites. Because of the hygroscopic nature of natural fibers, water uptake of composites containing these fibers as fillers and/or reinforcement influences the performance and mechanical properties and can be a limiting parameter as far as the final application of the composite is concerned. 12 Lignocellulosic fillers are hygroscopic and hydrophilic materials that can absorb moisture from their surroundings. Lignocellulosic fillers are also subject to dimensional changes when their moisture content fluctuates below the fiber saturation point. 13
Poor resistance of the fibers to water absorption can have undesirable effects on the mechanical properties and dimensional stability and in the long term, embitterment linked to the degradation of the macromolecular skeleton by hydrolysis. 12 ,13 Therefore, it is important to study in detail about the water absorption behavior in order to estimate not only the consequences that the water absorbed may have, but also how this water uptake can be minimized. The aim of this study was to investigate the effect of reinforcing filler loading and coupling agent treatment on long-term water uptake of composites based on polypropylene–wood flour (WF).
Experimental
Materials
Polypropylene, V30S (melt flow index [MFI] = 18 g/10 min, density = 0.92 g/cm3) was supplied by Arak Petrochemical Co. (Iran). Beech WF was from Cellulose Aria Co. (Iran). The particle size of WF was 100 meshes. Maleic anhydride grafted polypropylene (PP-g-MA) provided by Solvay Co. (Belgium) with the trade name of Priex 20070 (MFI = 64 g/10 min, grafted maleic anhydride 0.1 wt%) was used as the coupling agent.
Method
Sample preparation
Before preparation of samples, WF was dried in an oven at 65 ± 2°C for 24 hours. Then PP, WF, and coupling were weighed and bagged according to the formulations given in Table 1. The mixing was carried out by a hake internal mixer (HBI System 90, USA). First, the PP was fed to the mixing chamber; after it was melted, the coupling agent was added. At the fifth minute, WF was added and the total mixing time was 13 min. The compounded materials were then ground using a pilot scale grinder (WIESER, WGLS 200/200 Model, Germany). The resulted granules were dried at 105°C for 4 hours. Test specimens were prepared by injection molding (Eman machine, Iran), in which its barrel temperature ranging from 170 to 180°C at three zones with 10 MPa pressure at 20 sec. The specimens were stored under controlled conditions (50% relative humidity and 23°C) for at least 40 hours prior to testing.
Composition of the studied formulations.
Measurements
Water absorption tests were carried out according to American Society for Testing and Materials (ASTM) D7031 specification. Specimens with a dimension of 20 × 20 × 20 mm were cut for water uptake measurements. Five replicates were used for each sample code. To ensure the same moisture content for the specimens before each test, all the specimens were oven dried at 102 ± 3°C. The weight and thickness of the dried specimens were measured to a precision of 0.001 g and 0.001 mm, respectively. The specimens were then placed in distilled water and kept at room temperature. For each measurement, the specimens were removed from the water and the surface water was wiped off using blotting paper. Weight and thicknesses of the specimens were measured at different time intervals during the long-time immersion. The measurements were terminated after the equilibrium thicknesses of the specimens were reached. The values of the water absorption in percentage were calculated using the following equation:

where WA(t) is the water absorption at time t, W o is the oven-dried weight, and W(t) is the weight of specimen at a given immersion time t.
Results and discussion
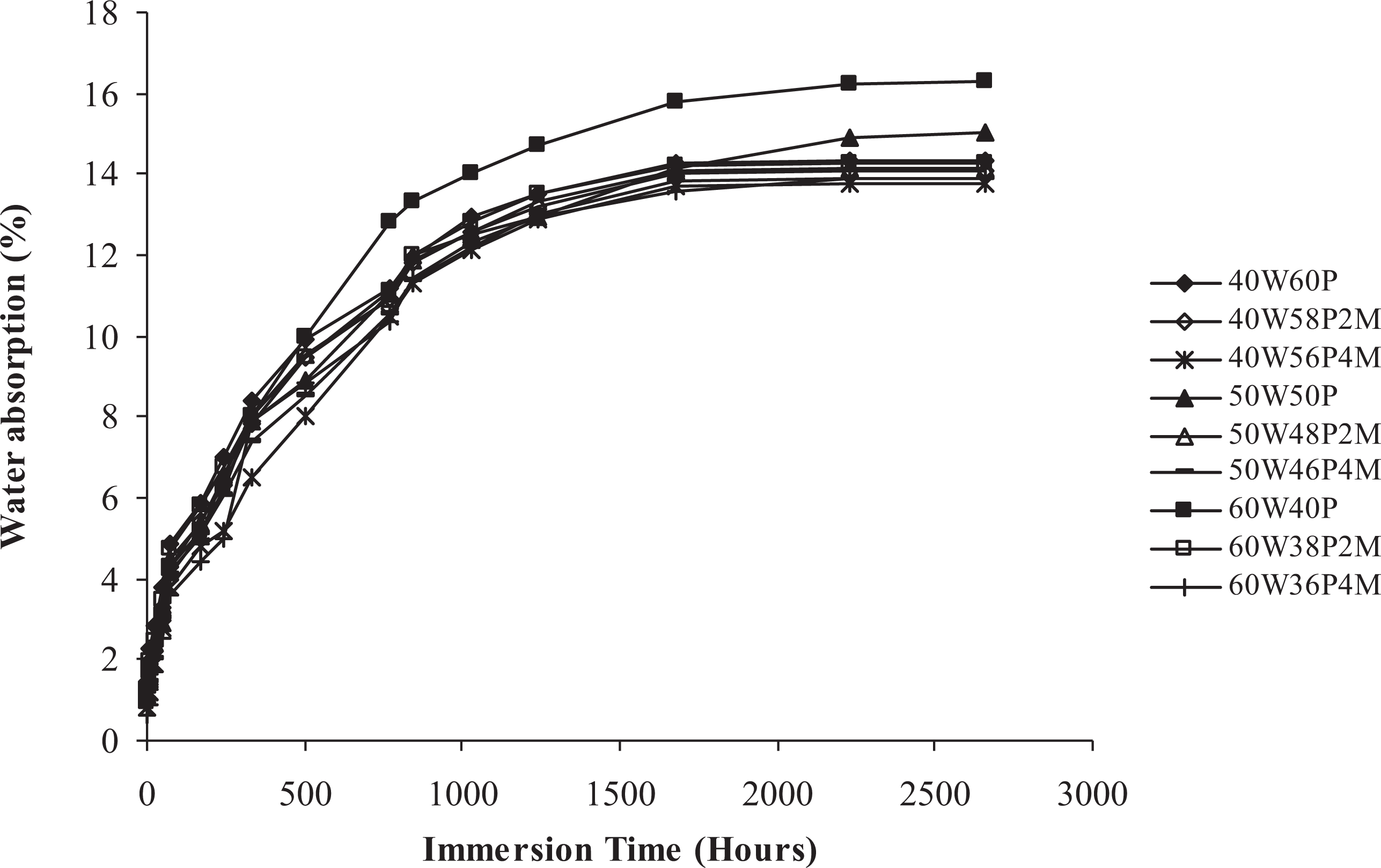
Water absorption curve is illustrated in Figure 1, where the percentage of water absorption is plotted against time for all samples. As it is clearly seen, generally water absorption increases with immersion time, reaching a certain value at saturation point where no more water was absorbed and the composites water content remained constant. Time to reach the saturation point was not the same for all formulations. The 40W56P4M and 60W40P samples showed minimum (13.75%) and maximum (16.29%) water absorptions, respectively.
Water absorption of the samples.
The hydrophilic nature of WF causes the water absorption in WPCs manufactured (the plastics have negligible water absorption). Figure 1 shows that the water absorption of composites increased with increase in WF loadings. It is well established that the water absorption in natural fiber thermoplastic composites is mainly due to the presence of hydrogen bonding sites in the natural fibers. Cellulose and hemicelluloses are mostly responsible for the high water absorption of natural fibers, since they contain numerous accessible hydroxyl groups. The absorption of water by nonpolar polymers, which contain fillers, depends on the nature of the fibers. For cellulose fibers, which are hydrophilic, an increase in water sorption can be expected. Because PP is hydrophobic and the WF is hydrophilic, the absorption of water depends solely on the fibers alone. As the WF loading increased, the cellulose content also increased, which in turn resulted in the absorption of more water. 12 ,13
Figure 1 also shows that the water absorption decreases by adding coupling agent. This means that it is the interfacial region that influences the water uptake of the composite. Because uncompatibilized WF composite is known for its weak fiber/matrix adhesion, the interface is enhanced in the presence of the coupling agent. Generally, it is necessary to use compatibilizers or coupling agents in order to improve the polymer/fiber bonding and in turn to enhance water resistance. The coupling agent chemically bonds with the OH groups in the WF and limits the water absorption of the composites. As a result, it is important to use coupling agents to improve the quality of adhesion between plastics and fibers, to reduce the gaps in interfacial region, and to block the hydrophilic groups. 7 –11 According to a review of the literature, the incompatibility between phases results in a poor interfacial adhesion between hydrophilic wood and the hydrophobic polymer matrix, which results in poor adhesion and therefore in poor ability to transfer stress from the matrix to the fiber reducing the composite properties. So, the use of coupling agents improves the quality of adhesion between polymer and WF to reduce the gaps in interfacial region and to block the hydrophilic groups.
In general, there are three known mechanisms for water transport in polymer composites which are Fickian diffusion, relaxation controlled, and non-Fickian or anomalous. The dominant mechanism depends on factors such as chemical structure of the polymer, dimensions and morphology of the WF, and polymer–filler interfacial adhesion. The analysis of diffusion mechanism and kinetics was performed based on the Fick’s theory and fitting the experimental values to Equation (2). These cases can be distinguished theoretically by the shape of the sorption curve represented by the following equation 14 :

where Mt is the water absorption at time t; M ∞ is the water absorption at the saturation point, and k and n are constants. The amount of n is different for the cases: in Fickian diffusion n = 0.5, relaxation n > 0.5, and anomalous transport 0.5 < n < 1.
The coefficients (n and k) are calculated from slope and intercept of the log plot of
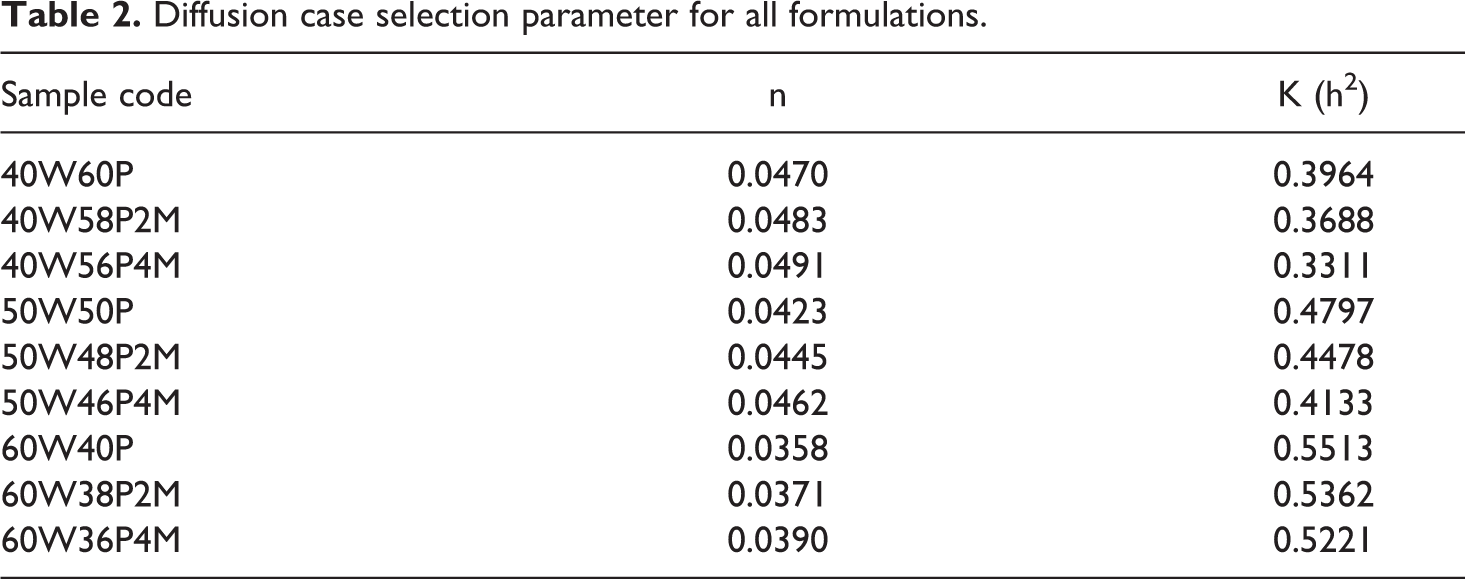
An example of the fitting of the experimental data for different levels of WF and coupling agent is given in Figures 2 and 3, respectively, and the values of k and n resulting from the fitting of all formulations are shown in Table 2. The n values are similar for all formulations and close to n = 0.5. Therefore, it can be concluded that the water and moisture absorption of all formulations approach the Fickian diffusion case.
Diffusion case selection parameter for all formulations.
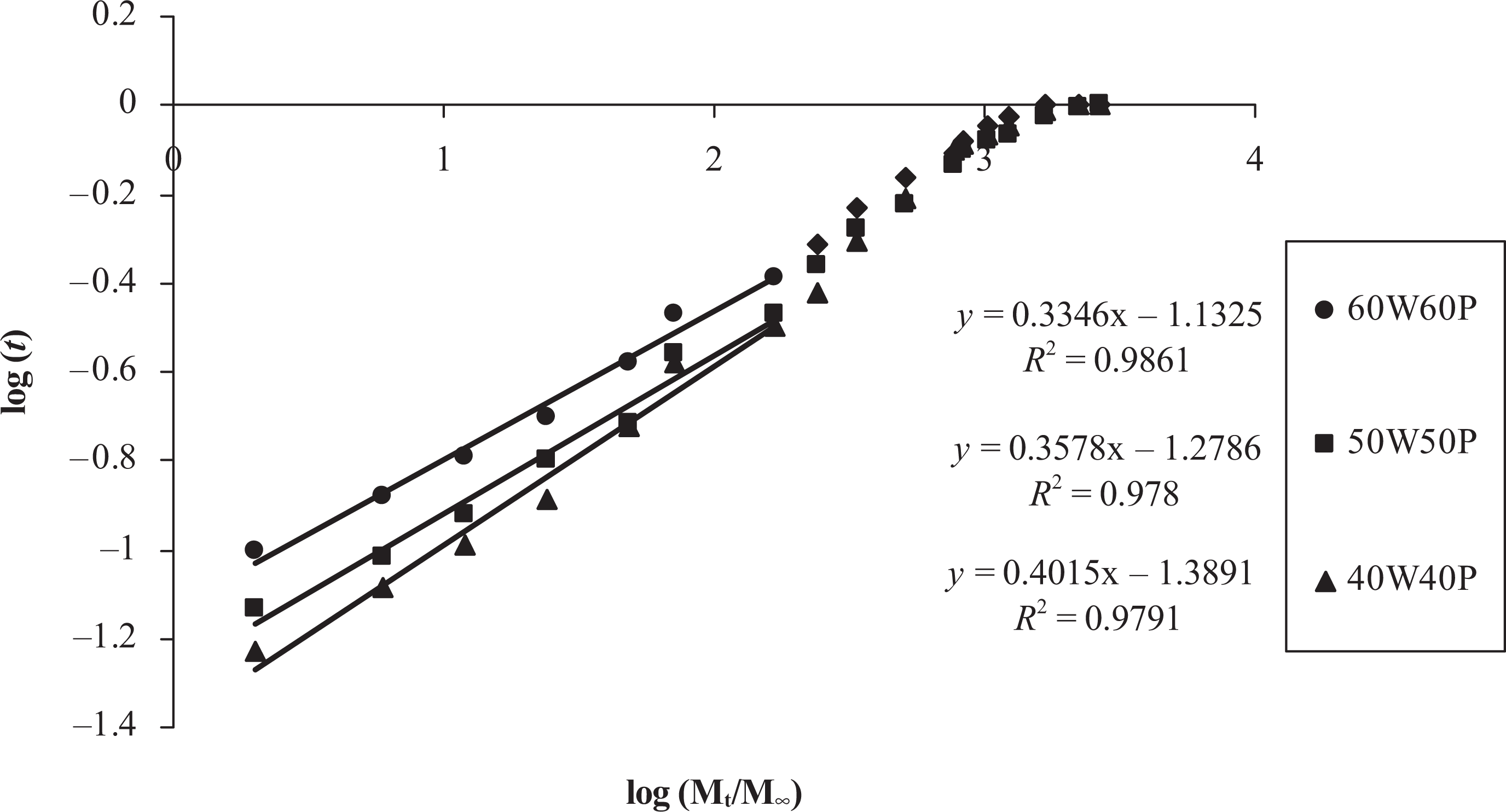
Diffusion case fitting for polypropylene (PP) composites at different levels of wood flour.
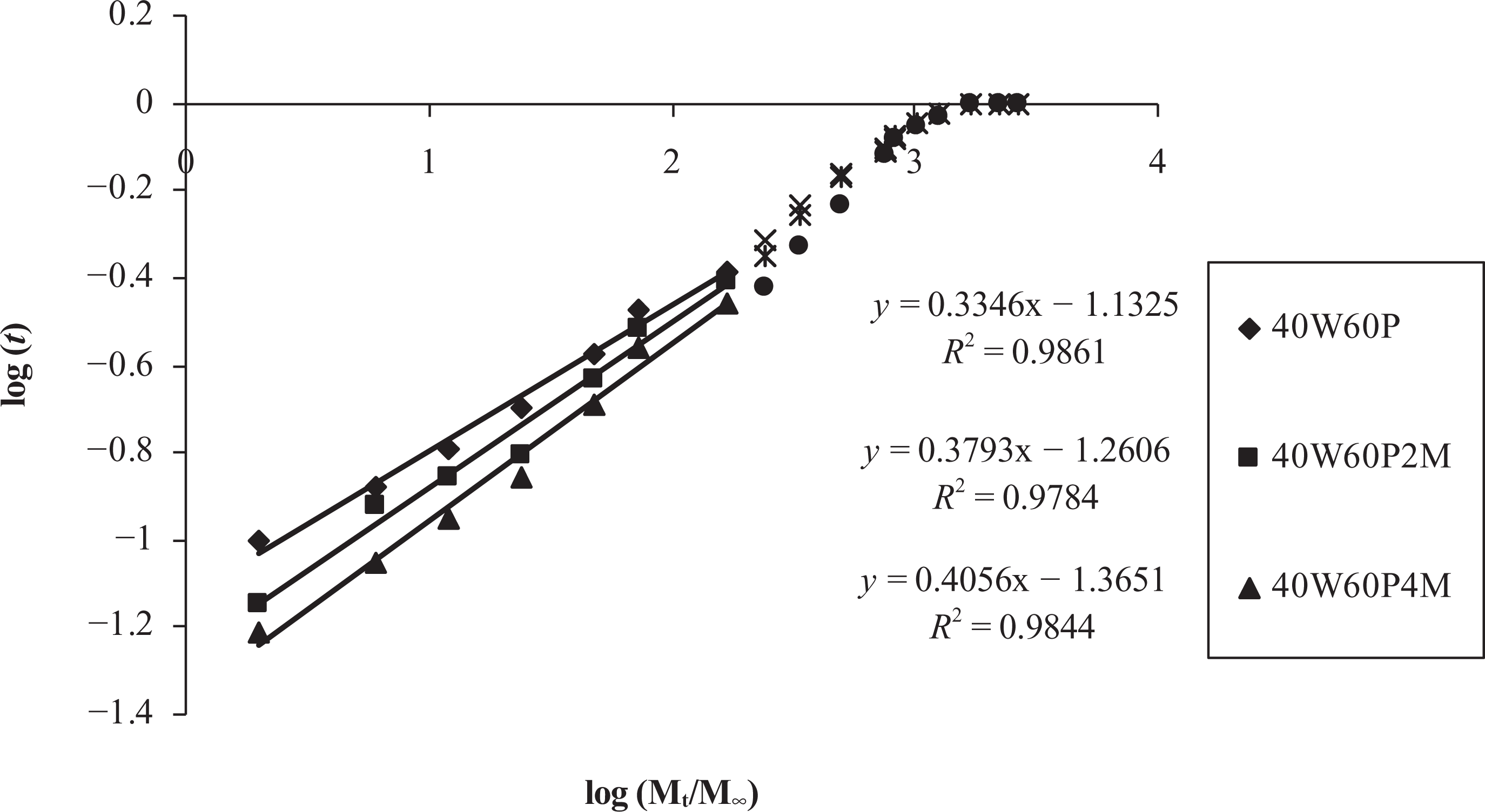
Diffusion case fitting for polypropylene (PP) composites at different levels of coupling agent.
The diffusion coefficient is the most important parameter of the Fick’s model and shows the ability of water molecules to penetrate the composite structures. At early stages and small times (typically Mt /M ∞ ≤ 0.5), the diffusion process is presented as follows:

where L is the thickness of the specimen and D is the diffusion coefficient.
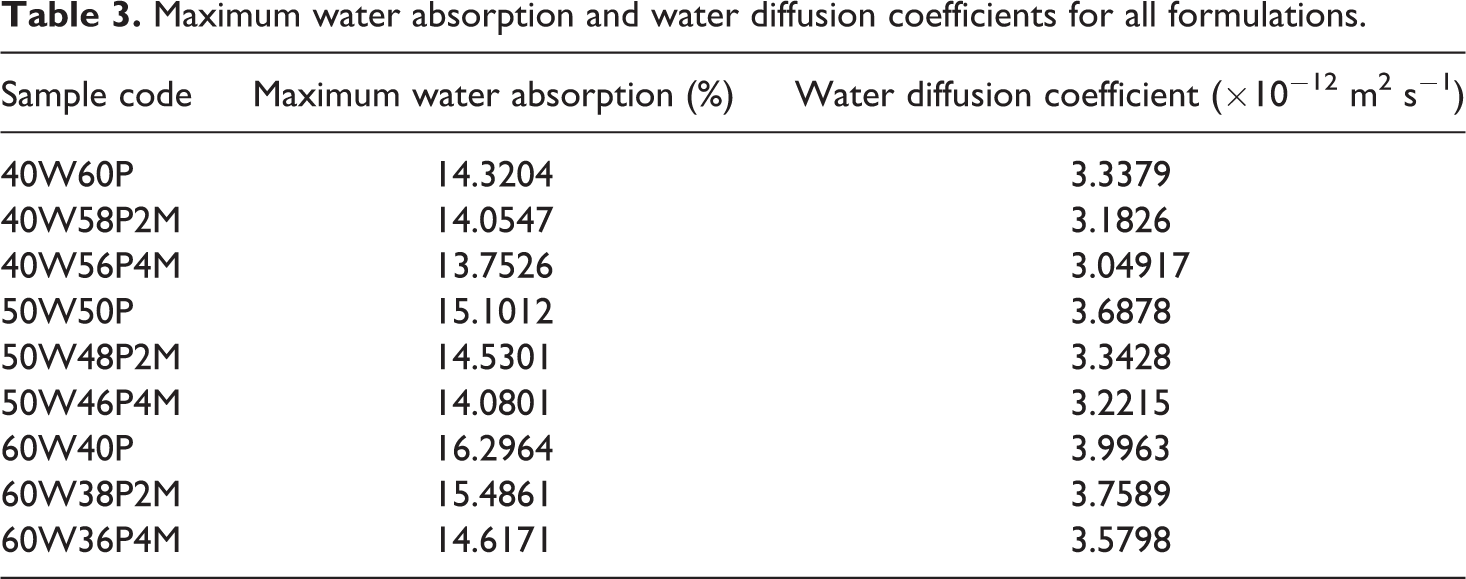
The data were plotted as Mt /M ∞ against t 1/2 (Figure 4), and the diffusion coefficients were obtained from the slopes of the linear part of the plots using the less squares method. Table 3 shows the water diffusion coefficients for all formulations. The results show the water diffusion coefficients decrease with the incorporation of coupling agent into PP composite. The 40W56P4M composite exhibited the lowest diffusion coefficients.
Maximum water absorption and water diffusion coefficients for all formulations.
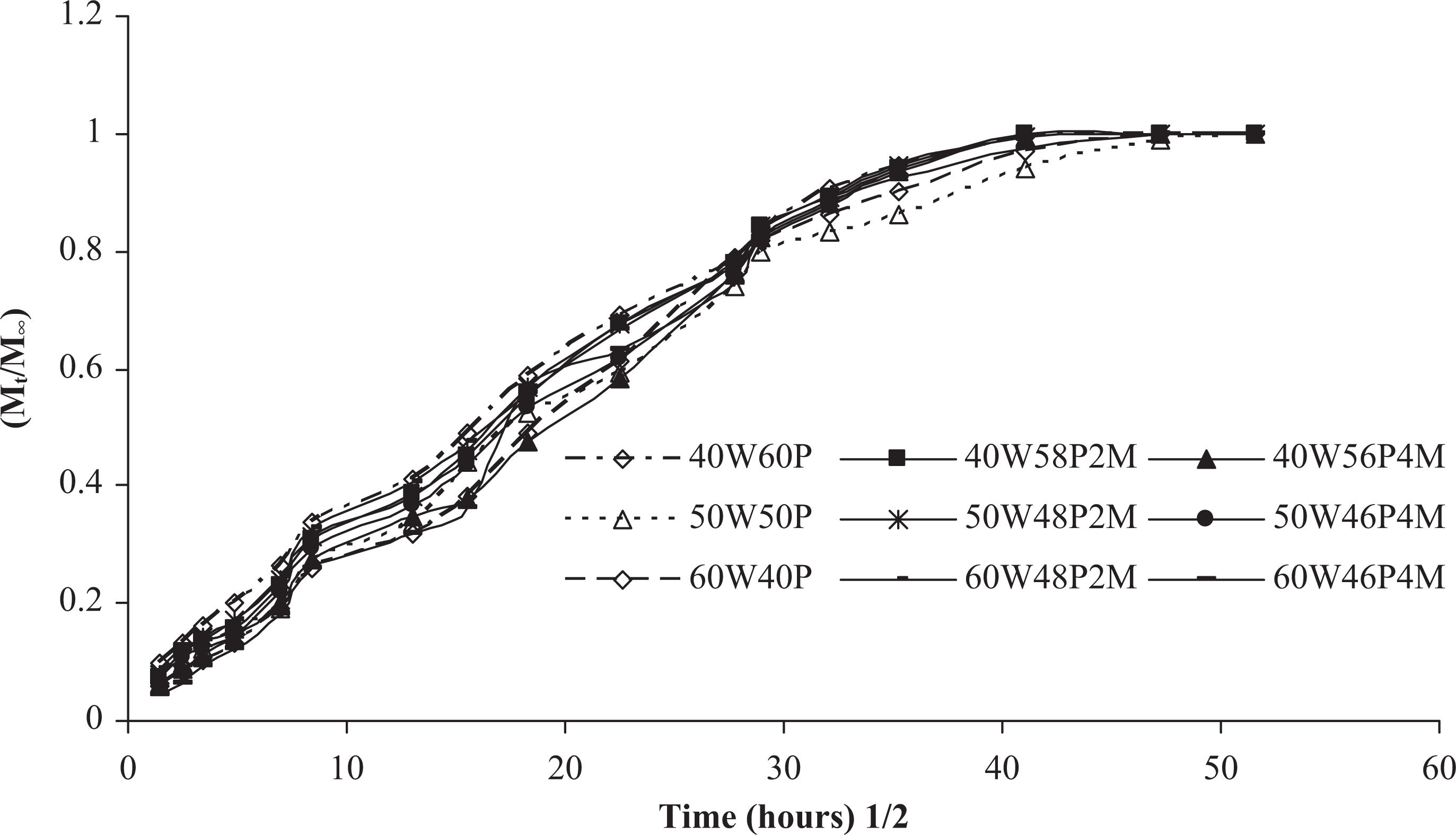
Water uptake ratio (Mt /M ∞) versus t 1/2 for all formulations. Mt : water absorption at time t, M ∞: water absorption at the saturation point.
Tensile modulus of composites was evaluated to confirm the positive effect of WF and coupling agent (Figure 5). As can be seen, the tensile modulus of composites increased with increase in WF loading. It is well established that the presence of the fillers had reduced the ductility of the composites and increased their stiffness. This is true for WPCs in which fillers added to a polymer restrain the movement of its chains, thereby increasing its modulus. 15 ,16 Figure 5 also shows that the modulus of composites increased with increase in coupling agent. It is well established that presence of coupling agent enhances the interface adhesion between WF and PP matrix and brings better encapsulation of wood particles by the plastic. 7 –11
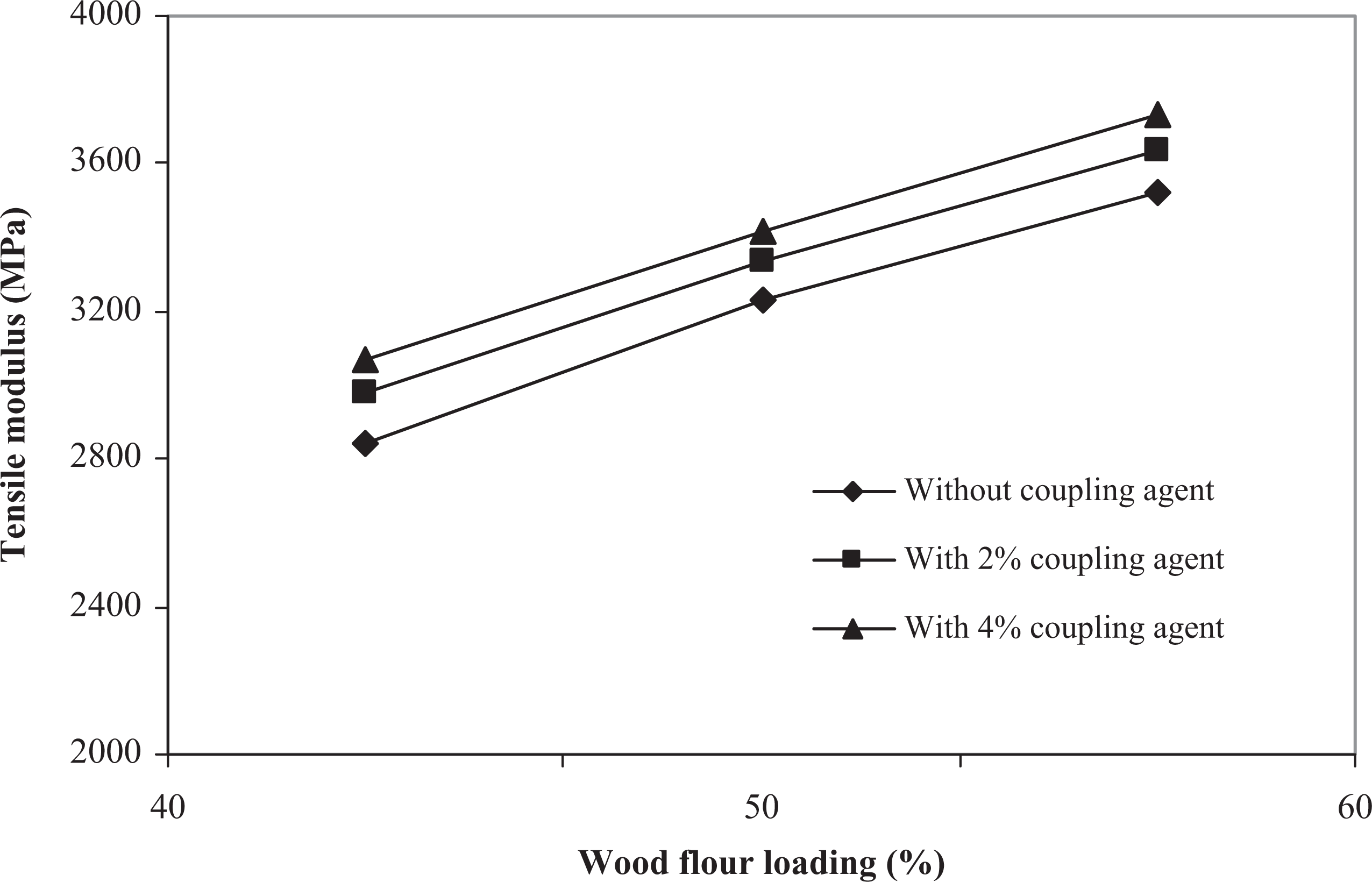
Effect of wood flour and coupling agent content on the tensile modulus of the composites.
Scanning electron microscopy (SEM) micrographs show the fracture surfaces of the composites at different loadings of coupling agent (Figure 6). In the case of the composites without the coupling agent, only few WF particles are seen at the fracture surfaces, with the main component being matrix polymer, and some cavities are seen where the WF has been pulled out. The presence of these cavities means that the interfacial bonding between the WF and the matrix polymer is poor and weak. In the case of the composite made with the coupling agent, the interfacial bonding between the WF and the matrix polymer is strong, and the fracture occurred not at the interface but at the WF itself.
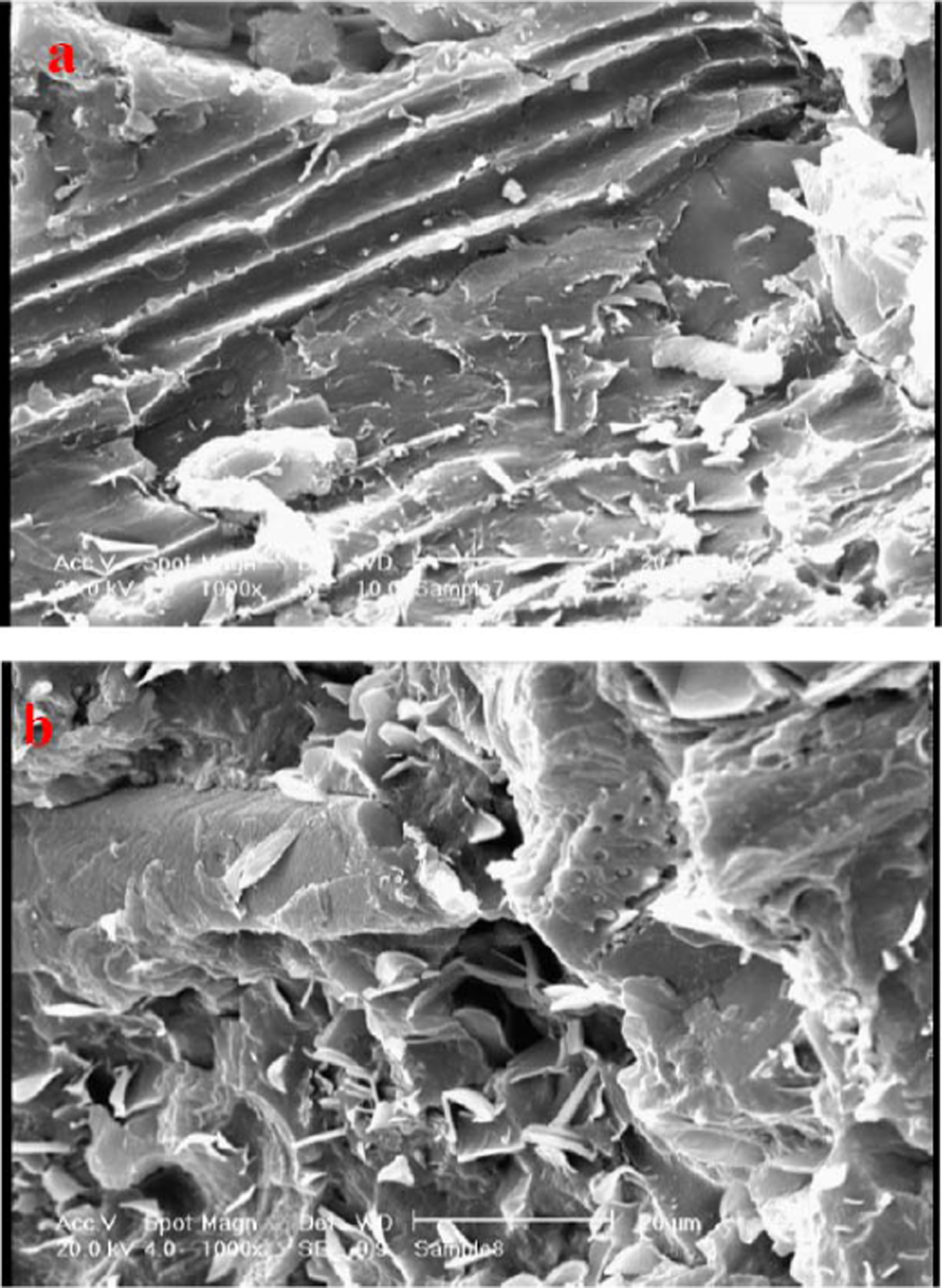
Scanning electron microscopy (SEM) micrograph of the fracture surfaces in polypropylene/wood flour composite (a) without coupling agent and (b) with 2% coupling agent.
Conclusion
The following conclusions could be drawn from the results of the present study:
The water absorption of the composites based on PP–WF increased slightly as the filler loading.
The coupling agents had a positive effect on the water absorption of these biocomposites, making them suitable for use in damp places, such as the interior of bathrooms, wood decks, food packaging, and so on.
The water absorption in the samples increased with immersion time, reaching a certain value at saturation point and the water content of the composites remained constant.
Water absorption of all formulations was proved to follow the kinetics of a Fickian diffusion process.
The maximum tensile modulus may be related to 60% WF and 4% coupling agent.
The SEM revealed the positive effect of coupling agent on interfacial bonding between natural fiber and polymer matrix.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.