
Abstract
The mechanical properties of the coir fibers were evaluated in this study. Tensile strength (TS), Young’s modulus (YM) and elongation at break (Eb%) of virgin coir fibers were found to be 152 MPa, 5.3 GPa and 36%, respectively. Coir fibers were treated with ultraviolet (UV) radiation and were found to improve the mechanical properties significantly. Coir fiber-reinforced ethylene glycol dimethacrylate (EGDMA)-based composite was prepared and characterized. The surface of the coir fibers was modified with monomer EGDMA under UV radiation. Soaking time, monomer (EGDMA) concentration and radiation intensities were optimized over mechanical properties. The highest values of TS, YM, Eb and polymer loading (PL) were found for 50% EGDMA at 125th pass of UV radiation for 7 min soaking time. Pretreatment with UV radiation on the coir fiber was found to be more effective for the increment of its mechanical properties. The surface of the fiber was also mercerized (alkali treatment) using aqueous NaOH solutions (5–50%) at varied time and temperature. It was found that TS of the mercerized composites increased with the increase in NaOH solutions (up to 10%) and then decreased. The composites made using mercerized fibers treated with EGDMA showed further increase in TS. Pretreatment with mercerization + UV treatment of coir fiber showed significant improvement in the mechanical properties of the coir fiber-based composites.
Introduction
Coir fiber is one of the most common well-known natural fibers on earth. Coir fiber is extracted from the husk of coconut fruit. The husk consists of coir fiber and a croky tissue called pith. Pith finds large-scale use in horticulture as a growing medium. The fiber is extracted by hand and then hand spun to form the golden coir yarn. It contains 36–43% of cellulose and allied substance containing 41–45% of hemicellulose, 0.15–0.25% of lignin and 3–4% of pectin. The cell length is about 0.8 mm, spiral angle 41–45° having tensile strength (TS) of 131–175 MPa, elongation at break (Eb) of 15–40% and Young’s modulus (YM) of 4–6 GPa. 1–7 Digital images of coir fibers are given in Figure 1. Coir fiber is nowadays being utilized as reinforcement in polymer composites. The efficiency of coir as a reinforcement can be improved by enhancing the interfacial adhesion between coir and the polymer matrix. This can be achieved either by modifying the surface topology of coir by a suitable pretreatment or by selecting the proper components of the bonding system. Surface modifications of natural fibers like jute 8,9 and sisal fiber 10 have improved the mechanical properties of the resulting composites as reported by us recently.
Digital images of coir fibers.
Graft copolymerization is a novel technique for the development and improvement of cellulose and cellulosic material. Various treatments have been used to improve the properties of the natural fibers. 11–13 Radiation is a very convenient method for graft initiation. Much research work has been carried out on chemical-induced grafting onto cellulose, much less is reported on radiation and photo-induced grafting. Various workers 10,11,14 –16 have made attempts to modify coir for potential use in polymer composites. However, research in this area of polymer science and technology is in its infancy, and hence much skilful experimental technique and efforts are needed to achieve a full commercial benefit. The present work is an attempt to modify coir fiber using cheap chemical reagents and simple techniques for its use as good reinforcement in developing lightweight, low-cost materials.
The aim of the present investigation was to fabricate coir fiber-reinforced 2-ethylene glycol dimethacrylate (EGDMA)-based composites. The mechanical properties (TS, YM and Eb) of coir fibers were evaluated. Then coir fibers were treated with ultraviolet (UV) radiation at different intensities to investigate the effect of UV treatment on the mechanical properties of coir fibers. Alkali treatment (mercerization) of fibers was carried out to improve the adhesion of fiber (coir) matrix (EGDMA). The mercerization conditions were optimized. The monomer EGDMA was grafted with mercerized coir fibers by UV radiation. Mechanical properties, polymer loading (PL) and water uptake of the composites were investigated.
Experimental
Materials
Coir (Cocos nucifera) fibers were collected from the local market of Bangladesh. Monomer, EGDMA was procured from Fluka Chemica (Switzerland). Photoinitiator, Irgacure-500 procured from E. Merck, Germany, was added to the formulating solutions to initiate the photopolymerization of chemically unsaturated system. Irgacure-500 is a mixture of 1-hydroxycyclohexyl phenyl ketone and benzophenone (Figure 2).
Structure of benzophenone and 1-hydroxy cyclohexylphenyl ketone.
UV irradiation of virgin coir fiber
Coir fiber was cut in lengths of 15 cm. The samples were dipped in acetone followed by water to remove foreign materials and dried in an oven to remove the moisture and stored in a desiccator. Virgin coir fibers were irradiated under UV radiation of different intensities (represented by number of passes) to investigate its effect on tensile properties such as TS factor (T f), elongation factor (E f) and YM factor (M f).
Preparation of composites
Different formulations were prepared using monomer EGDMA (3–70%) and 2% photoinitiator (Irgacure-500) in methanol (MeOH) by continuous stirring for 1 h to remove bubble from the formulated solutions. The dried virgin coir fibers were soaked in the formulated solutions for different periods of time (3–20 min). The samples containing monomers were directly irradiated under UV light (model IST Technik, Germany) at 254–313 nm wavelength of radiation and 2 kW power at 50 Å current. The UV radiation source contains a conveyor belt, which moves around the mercury lamp and after moving once to the lamp it was considered one pass and the conveyor speed is 4 m/min. The irradiated samples were kept for 20–25 h for completion of polymerization reactions.
PL was measured by the formula

Water uptake
Water uptake for different swelling time was measured by the formula: W g = [(W a − W 0)/W 0] × 100, where W g is the percentage of water uptake and W a and W 0 are the weight of the samples before and after water treatment.
Mercerization procedure
Coir fibers having identical length (15 cm) were washed and dried. These fibers were mercerized in different alkali solutions for different periods of time (3–20 min) at different temperatures (0–100°C). Mercerization solutions were prepared using 5–50% of NaOH in water. Different mechanical tests (TS and Eb) of the mercerized fibers were measured. To view the effect of mercerization on PL and other mechanical properties, the mercerized fibers were grafted with monomer EGDMA at optimized condition. The mechanical properties and PL were determined in the same way as were done in the previous section.
Results and discussion
Effect of UV radiation on the tensile properties
The TS, YM and Eb (%) of virgin coir fibers were found to be 152 MPa, 5.3 GPa and 36%, respectively. Similar values were reported by other researchers. 2,5 Virgin coir fibers were irradiated under UV radiation of different intensities. The tensile properties are represented by TS factor (T f), E f and YM factor (M f). The results are depicted in Figure 3 against the number of passes of UV radiation. It was observed that the UV radiation had significant influence on the properties of coir fiber. The T f (1.25) and E f (1.49) values were increased until 125th pass of UV radiation, while the highest M f (1.21) was observed after the 100 passes of radiation. After achievement of the highest values, the tensile properties were found to decrease with the increase of UV radiation dose. The increase of tensile properties with increasing radiation dose could be due to the inter-cross-linking between neighboring cellulose molecules occurred during UV radiation. The decrease at higher radiation dose could be related to the photo-degradation. As a result, decreased in strength was observed due to the breakage of bonds in cellulose constituent. Photocuring improved the mechanical properties of coir fibers significantly and reported elsewhere. 11
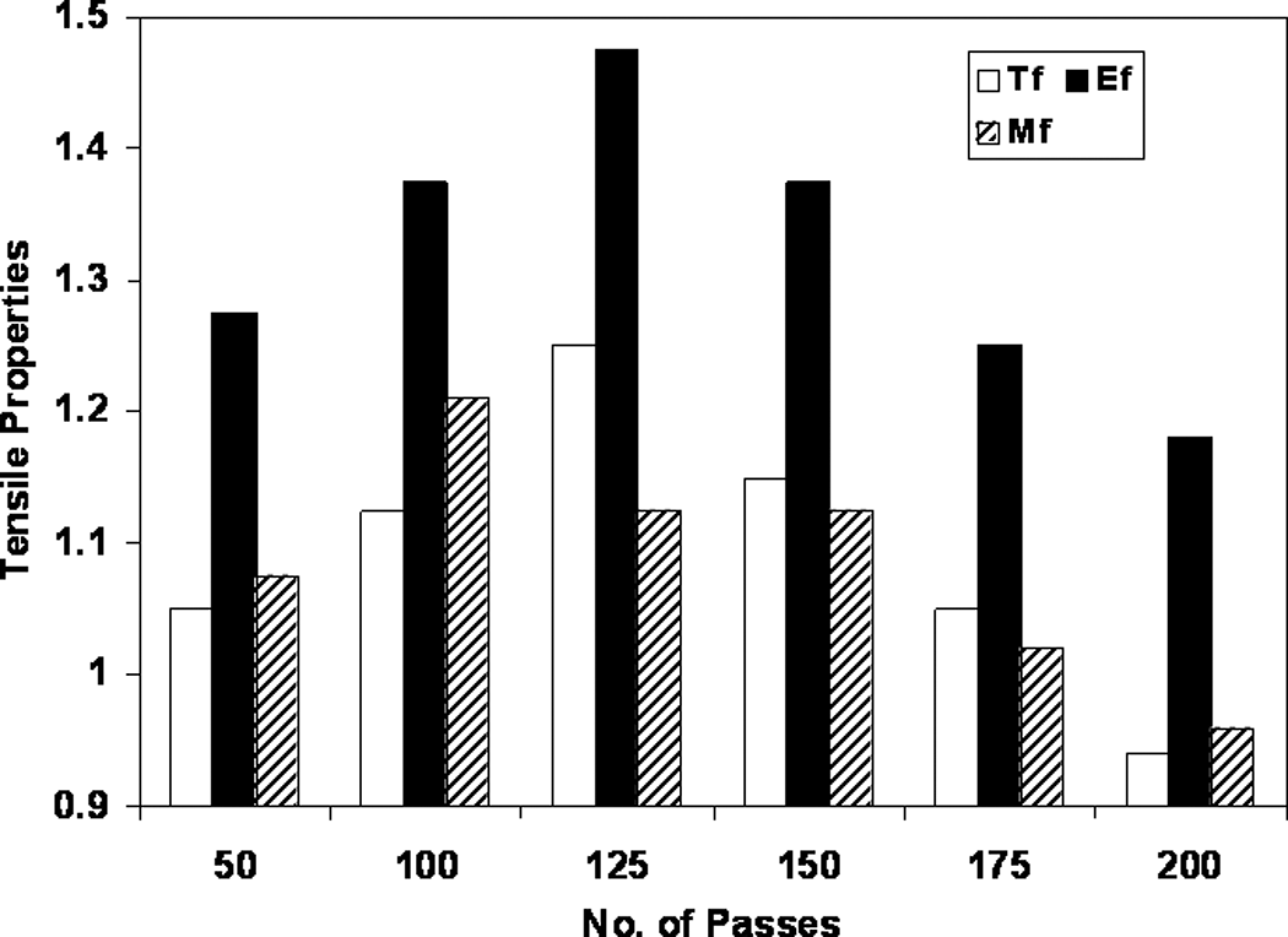
Effect of radiation on tensile properties of the virgin coir fiber against the number of ultraviolet (UV) pass.
Physico-mechanical properties of coir fiber-reinforced EGDMA-based composites
Optimization of monomer concentration and radiation doses
The physico-mechanical properties of coir fibers were improved by UV radiation through graft copolymerization using monomer EGDMA. The fibers were soaked in different concentrations of monomer for 7 min and irradiated under UV radiation of different intensities. The effects of variation of monomer concentration and radiation doses on PL and tensile properties were studied. The PL values of the coir fibers were calculated as the weight gain (%) after they were cured under UV radiation. The PL values of EGDMA-treated fibers at different radiation intensities are given in Figure 4 as a function of monomer concentration. The values were relatively low at low monomer concentration and it increased with increasing monomer concentration up to 50% in methanol. But in 70% EGDMA, the PL values decreased. A similar phenomenon of PL was also observed for UV radiation intensities as well. The PL values increased with increasing UV doses up to a certain value and after the attaining the maximum value, it decreased again with increasing radiation doses. The highest PL (20%) was observed for the coir fibers treated with 50% EGDMA in methanol and cured for 125 passes of UV radiation. At low monomer concentration, the amount of PL was low because at lower monomer concentration the vinyl monomer promoted rapid propagation reaction with the help of photoinitiator leading to a network polymer structure through graft copolymerization reaction via their double bond. 17 As the EGDMA concentration increases, the amount of residual unsaturation also increases which results in faster rate of formation of three-dimensional network structures causing restricted mobility. After attaining the maximum PL value, the reduction in values at higher monomer concentration might be caused by two factors. At higher EGDMA concentration, radical–radical recombination processes may dominate and create more homopolymers rather than monomer + cellulose formation. Another reason could be the swelling of cellulose backbone with MeOH was insufficient due to low amount of solvent. As a result, due to low solvent the monomer molecules were incapable of penetrating the cellulose molecules, which might cause a smaller number of reacting sites at the cellulose backbone and thus continue to reduce the active sites as MeOH amount reduced at higher EGDMA concentration. The cross-linking rate especially during the early stages of radiation was proportional to the monomer concentration. The monomer increased the radical–radical reaction termination and hence decreased the extent of scission reaction and oxidation. 18 Khan et al. 19 reported similar type of phenomenon when coir fibers were treated with monomer (1,6-hexanediol diacrylate) using γ-radiation.
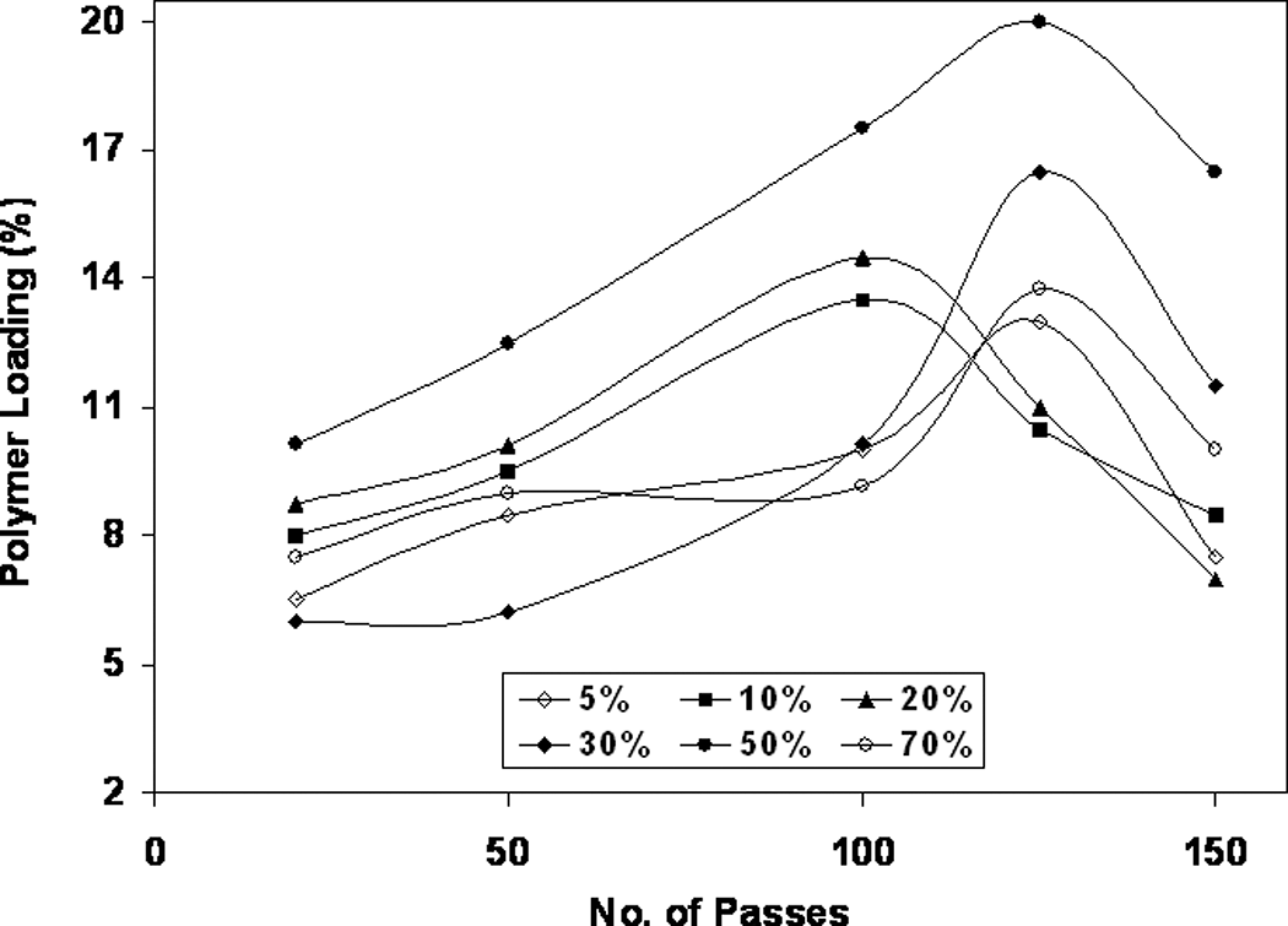
Polymer loading (PL%) of ethylene glycol dimethacrylate (EGDMA)-treated coir fibers of different ultraviolet (UV) radiation doses as a function of monomer concentration.
The tensile properties represented by TS factor (T f) and E f at different UV intensities are graphically presented in Figures 5 and 6 as a function of monomer concentration. The T f is the ratio of the values of TS between grafted and un-grafted virgin fibers. Similarly, the E f represented the ratio of the values of E b between grafted and un-grafted virgin fibers. It was observed that both T f and E f increased with increasing doses of UV radiation and concentration of monomer. After the attaining the highest values at a definite radiation doses, it started to decrease. This decrease in T f and E f at higher radiation dose could be caused due to the degradation of polymer at higher UV doses. 19 It was also observed that similar phenomenon to that of PL happens in TS and Eb. The decrease in tensile properties at higher monomer concentration can be explained by the same reason as described in ‘polymer loading’ section. The highest T f (1.62) was obtained from the sample treated with 50% EGDMA and at 125th pass of UV radiation followed by the sample grafted with 30% monomer and at the similar doses of UV. The lowest T f (1.1) close to that of virgin fiber is given by the coir fiber treated with 5% monomer and at 100 passes of radiation. The enhancement of elongation up to the breaking point of coir fiber samples was expressed as E f and is depicted in Figure 6 against the doses of UV radiation with respect to different concentrations of EGDMA. As usually, the highest E f (1.68) is observed for the sample treated with 50% monomer and after 125 passes of UV radiation and the lowest by the sample treated with 5% monomeric solution. From the above discussion, we have found that 50% EGDMA in methanol gave the highest PL and better tensile properties after 125 passes of UV radiation. So the optimum monomer concentration for grafting of coir fiber is 50% EGDMA and 125 passes of UV radiation. It is reported 10,11,19 that surface modification of natural fibers using monomers improved the mechanical properties significantly than their control counterparts.
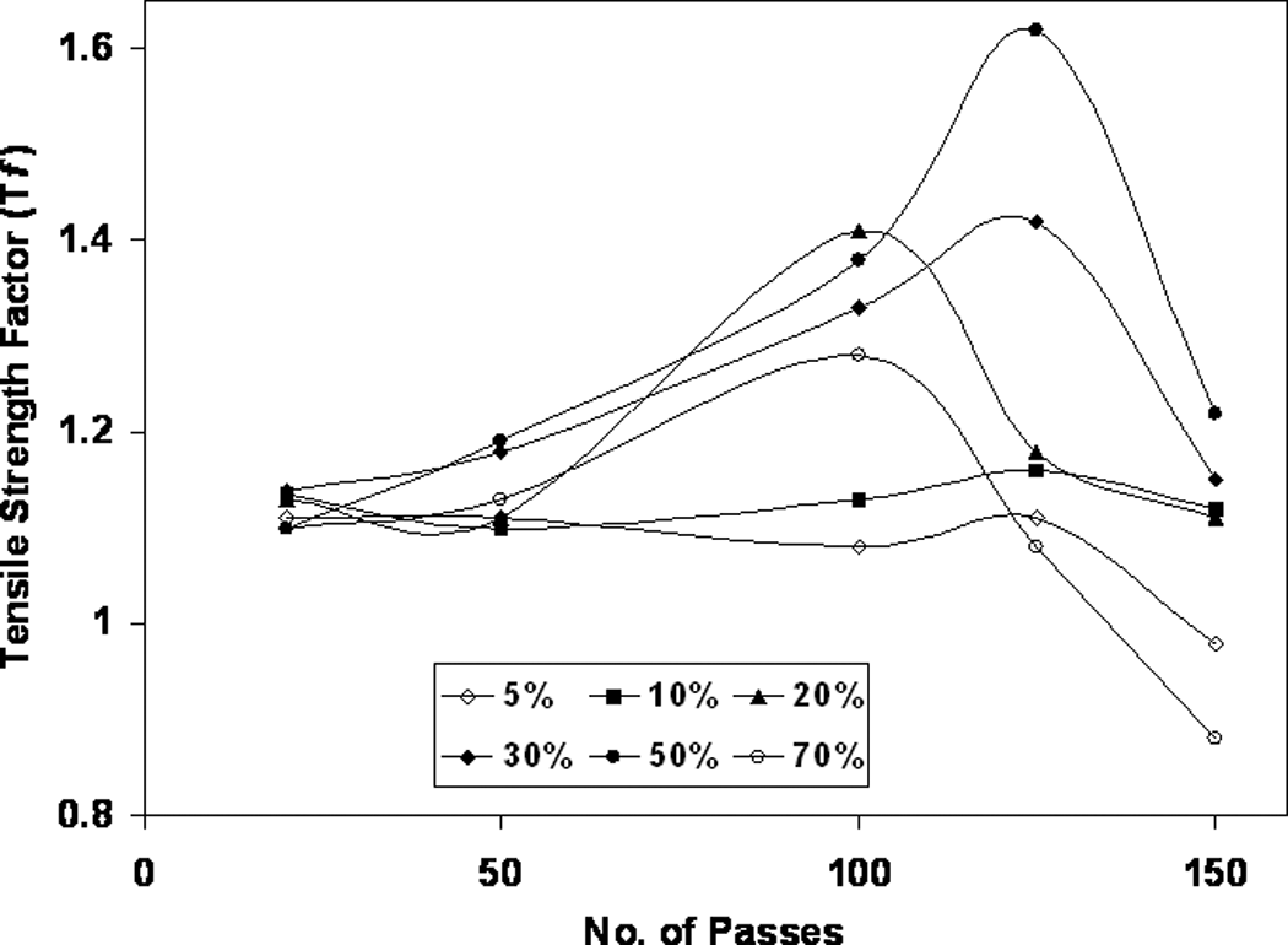
Tensile strength factor (T f) of ethylene glycol dimethacrylate (EGDMA)-treated coir fibers at different ultraviolet (UV) radiation doses as a function of monomer concentration.
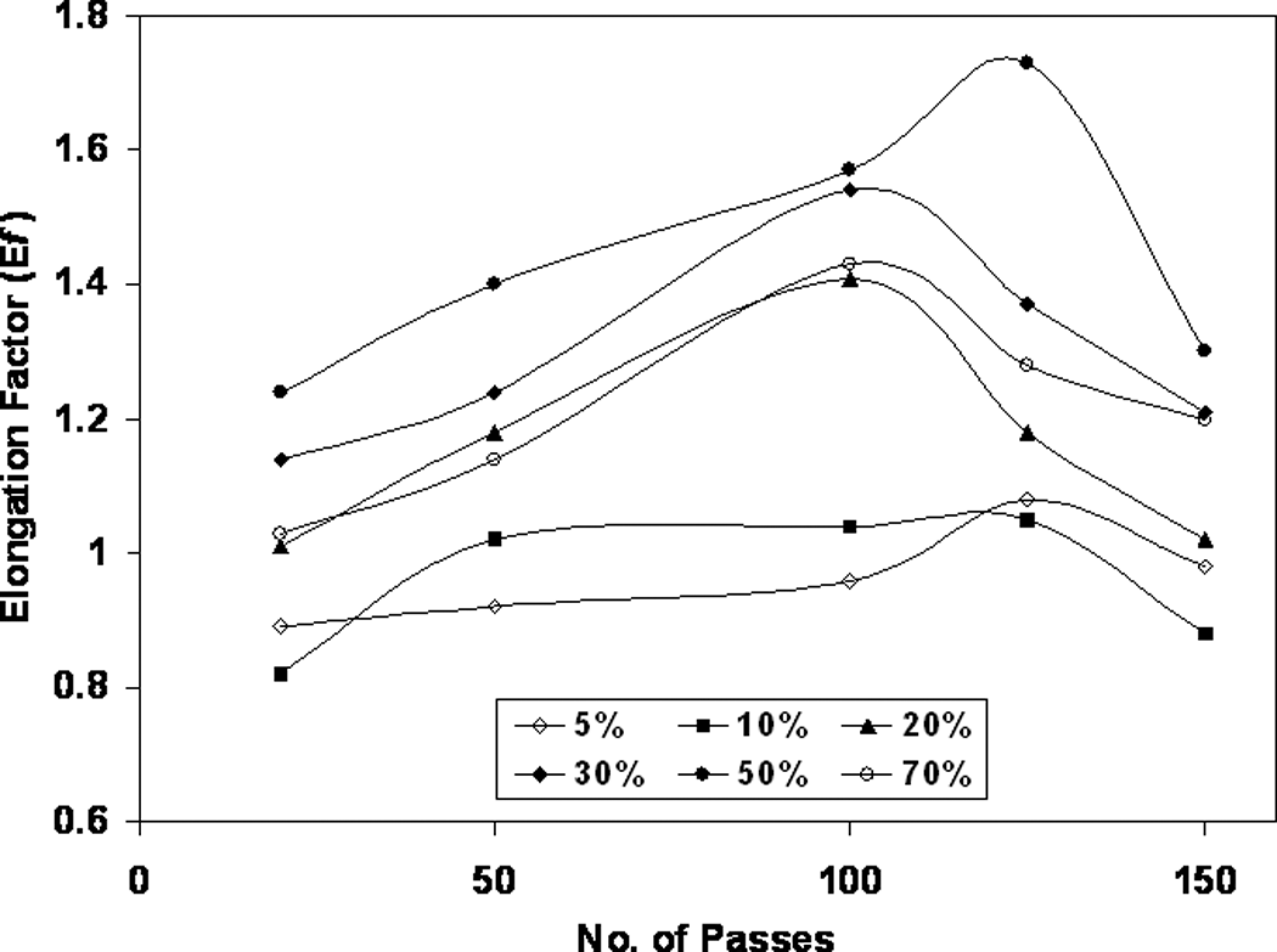
Elongation factor (E f) of ethylene glycol dimethacrylate (EGDMA)-treated coir fibers at different ultraviolet (UV) radiation doses as a function of monomer concentration.
Optimization of soaking time in EGDMA formulation
In order to optimize the soaking time, the coir fibers are soaked for different periods of time (3–20 min) in 50% EGDMA formulations and finally irradiated under the same UV light for 125 passes. The soaking time was optimized from PL and values of tensile properties. The results of PL, TS factor and E f for the coir samples at different soaking time are shown in Figure 7. We observed that the highest PL and tensile properties are obtained for the sample soaked in monomer solution for 7 min followed by 10 min for PL and 5 min for tensile properties.
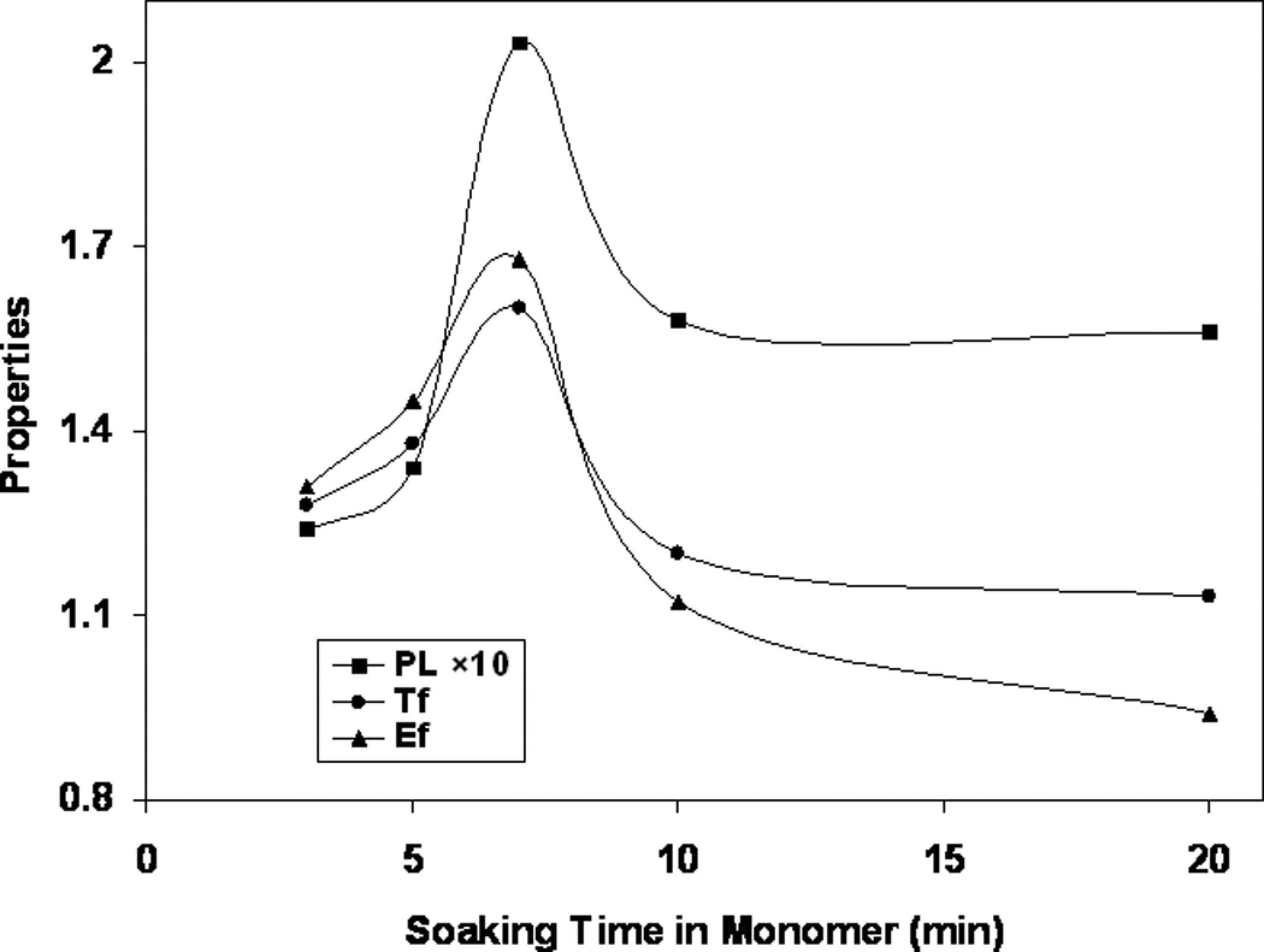
Polymer loading and tensile properties of coir fiber treated with optimized grafting conditions against different soaking time in monomer solution.
Effect of UV pretreatment on the properties of grafted fibers
The coir fibers pretreated at 125 pass of UV radiation were soaked in EGDMA solution for 7 min and irradiated under the same UV lamp of different intensities. The PL and tensile properties were measured and compared with the fibers that were not pretreated by UV before grafting (Figure 8). It was observed that the higher PL value was found in those pretreated with UV than that of unirradiated fiber. The highest PL is 33% which is about 66% higher than that of nonirradiated (20%). The enhancement in tensile properties was not significant like PL and the highest TS factor and E f (T f = 1.77, E f = 1.76) were recorded after 125 passes which indicate little increase compared with PL value.
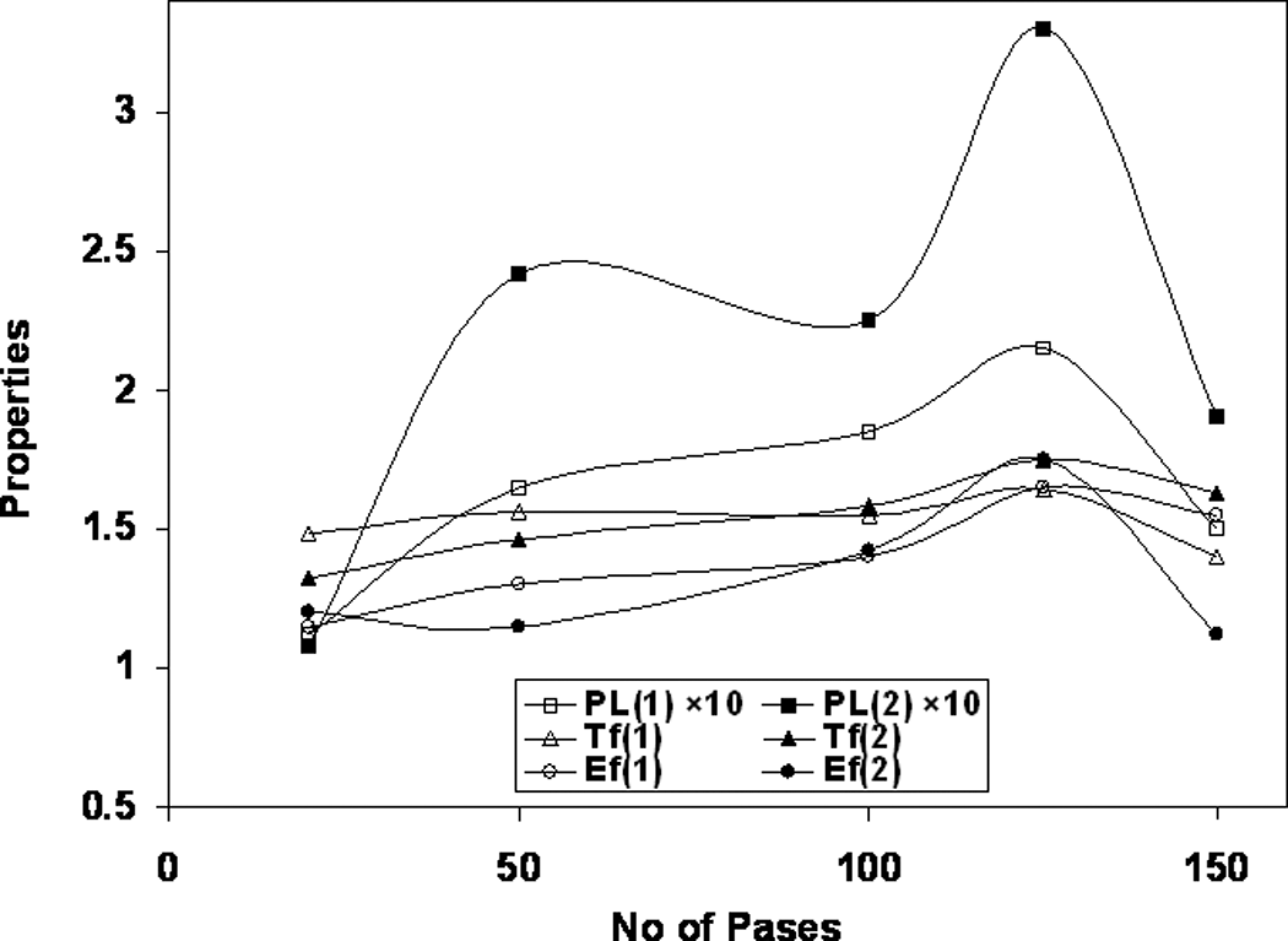
Comparison of polymer loading (PL) and tensile properties of ultraviolet (UV) pretreated grafted fibers with those of nonpretreated grafted fibers.
Effect of alkali treatment
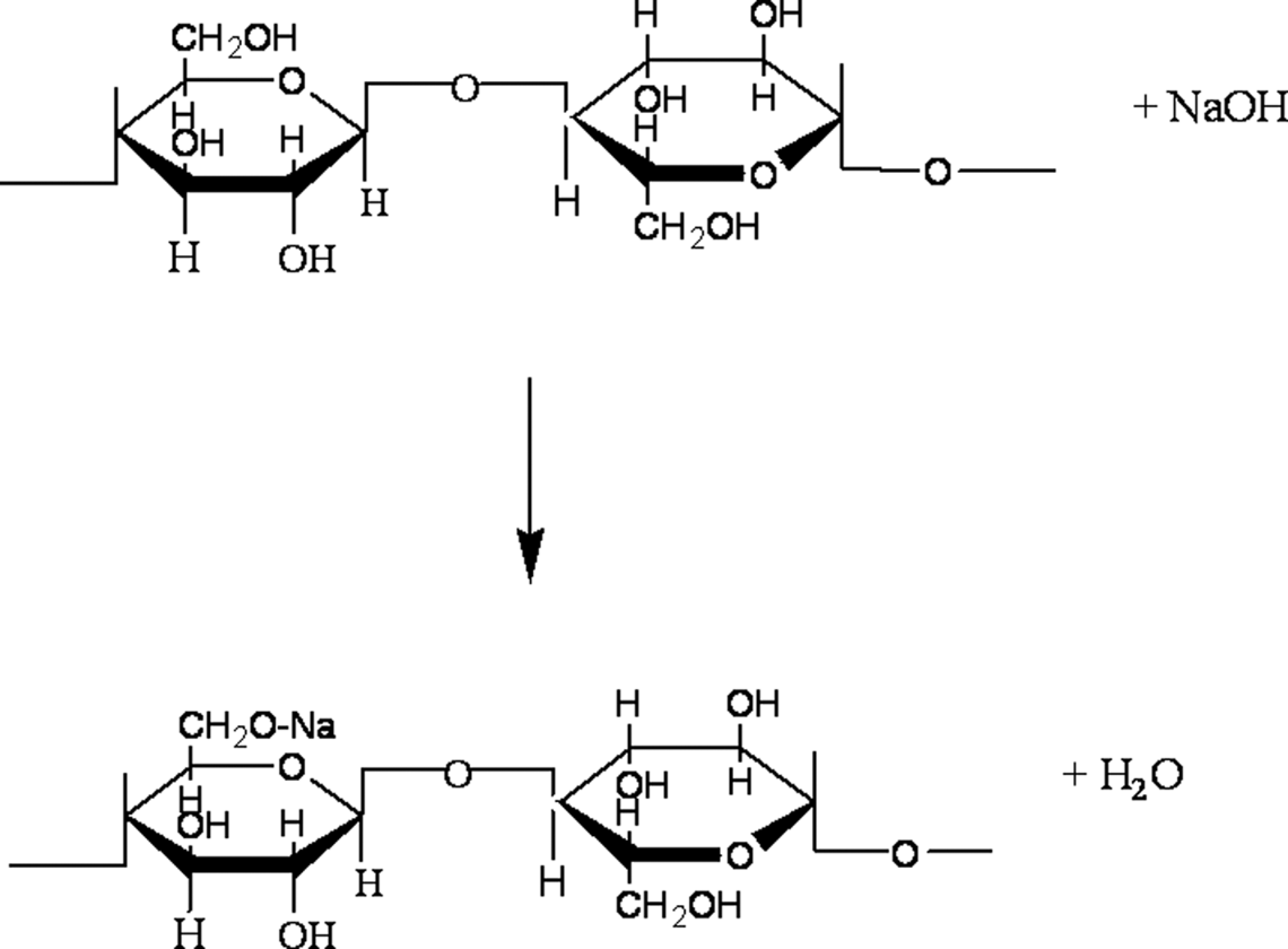
Alkali treatment of cellulosic fibers, also called mercerization, is the usual method to produce high-quality fibers. Alkali treatment improves the fiber–matrix adhesion due to the removal of natural and artificial impurities. Moreover, alkali treatment reduces the fiber diameter, thereby increasing the aspect ratio. Therefore, the development of a rough surface topography and enhancement in aspect ratio offers better fiber–matrix interface adhesion and an increase in mechanical properties. Alkali treatment increases surface roughness resulting in better mechanical interlocking between fiber and matrix. It also increases the amount of exposed cellulose on the fiber surface. This increases the number of possible reaction sites and allows better wetting. The probable reaction mechanism due to alkali treatment is shown in Figure 9. Consequently, mercerization or more general alkali treatment had a lasting effect on the mechanical behavior of coir fibers, especially on fiber strength and stiffness. Several other studies were conducted on alkali treatment. 18,20 They reported that mercerization led to an increase in the amount of amorphous cellulose (cellulose-II) at the expense of crystalline cellulose (cellulose-I) and the removal of hydrogen bonding in the network structure.
Proposed reaction of cellulose molecule with alkali by the production of water molecule.
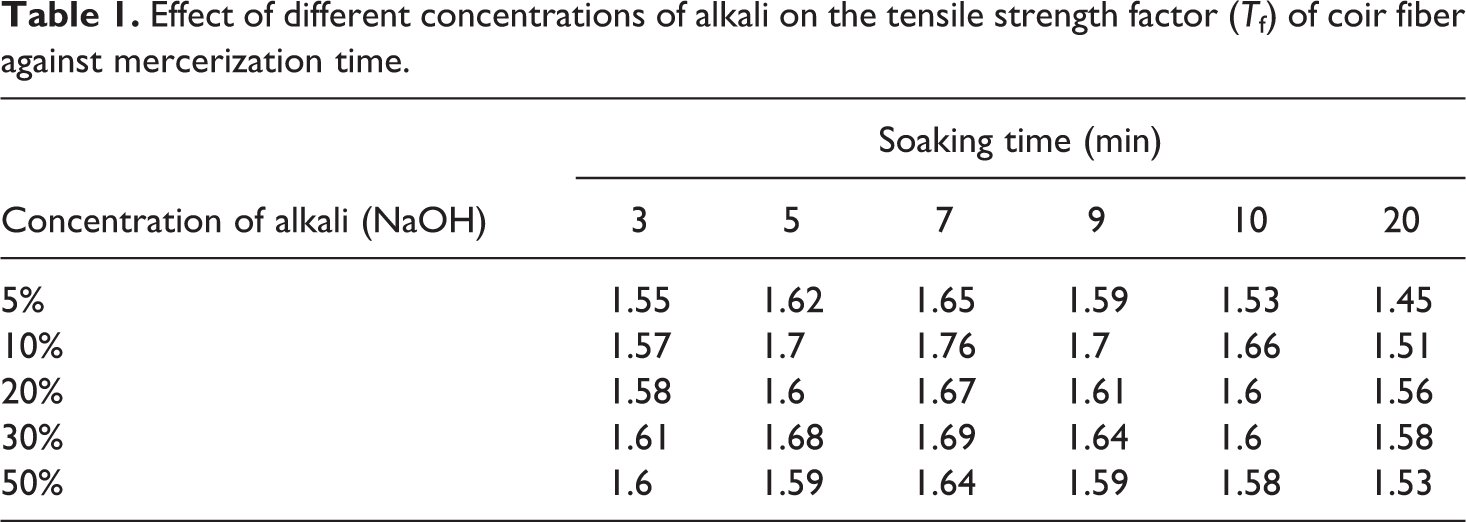
Optimization of mercerization conditions. The TS of the mercerized coir fiber was studied. It was found that the TS of virgin coir fibers was found to be 152 MPa. The virgin fibers were treated with different concentrations of alkali (5–50%) for different periods of time (3–20 min), and the results are shown in Table 1. The highest TS values were observed in the treatment with 10% NaOH solution. For 3, 5, 7, 9, 10 and 20 min of soaking (in 10% NaOH), the TS values reached 235.6, 258.4, 267.5, 258.4, 252.3 and 229.5 MPa, respectively. So, it indicated that the highest TS (267.5 MPa) value was found for 7 min of treatment in 10% NaOH. In Table 1, the TS values are converted into T f factors. The highest T f (1.76) was obtained at 10% NaOH and 7 min soaking.
Effect of different concentrations of alkali on the tensile strength factor (T f) of coir fiber against mercerization time.
Then the coir fibers were mercerized for 7 min and varied NaOH concentrations (5–50%) at 25°C then irradiated under UV light of different intensities. The mechanical properties (T f, E f) of the fibers treated at the above conditions were measured and graphically presented in Figures 10 and 11. It was observed that the highest T f (1.89) at 10% alkali concentration and 125 passes of UV radiation, which is 16.6% greater than that of alkali untreated grafted fibers (1.62). Lowest E f (1.11) was observed at 50% alkali concentration and 150 UV passes. Elongation decreases smoothly from the alkali-treated fiber. The appreciable lowering of elongation of the alkali-treated fiber may be due to the partial brittleness acquired by the fiber after alkali treatment. Percentage shrinkage of coir fibers was measured before it was treated with EGDMA solution. It was observed that fiber shrinkage was higher at low temperature. But as the temperature increased the shrinkage become insignificant. The highest shrinkage (6%) was observed for the sample treated with 20% alkali at 0°C. At higher alkali concentration, shrinkage of the fiber was decreased. The weight loss due to alkali treatment increased with increasing temperature up to a certain value and then decreased after attaining maximum value. The highest weight loss (13%) was obtained at 25°C and 20% alkali solution.
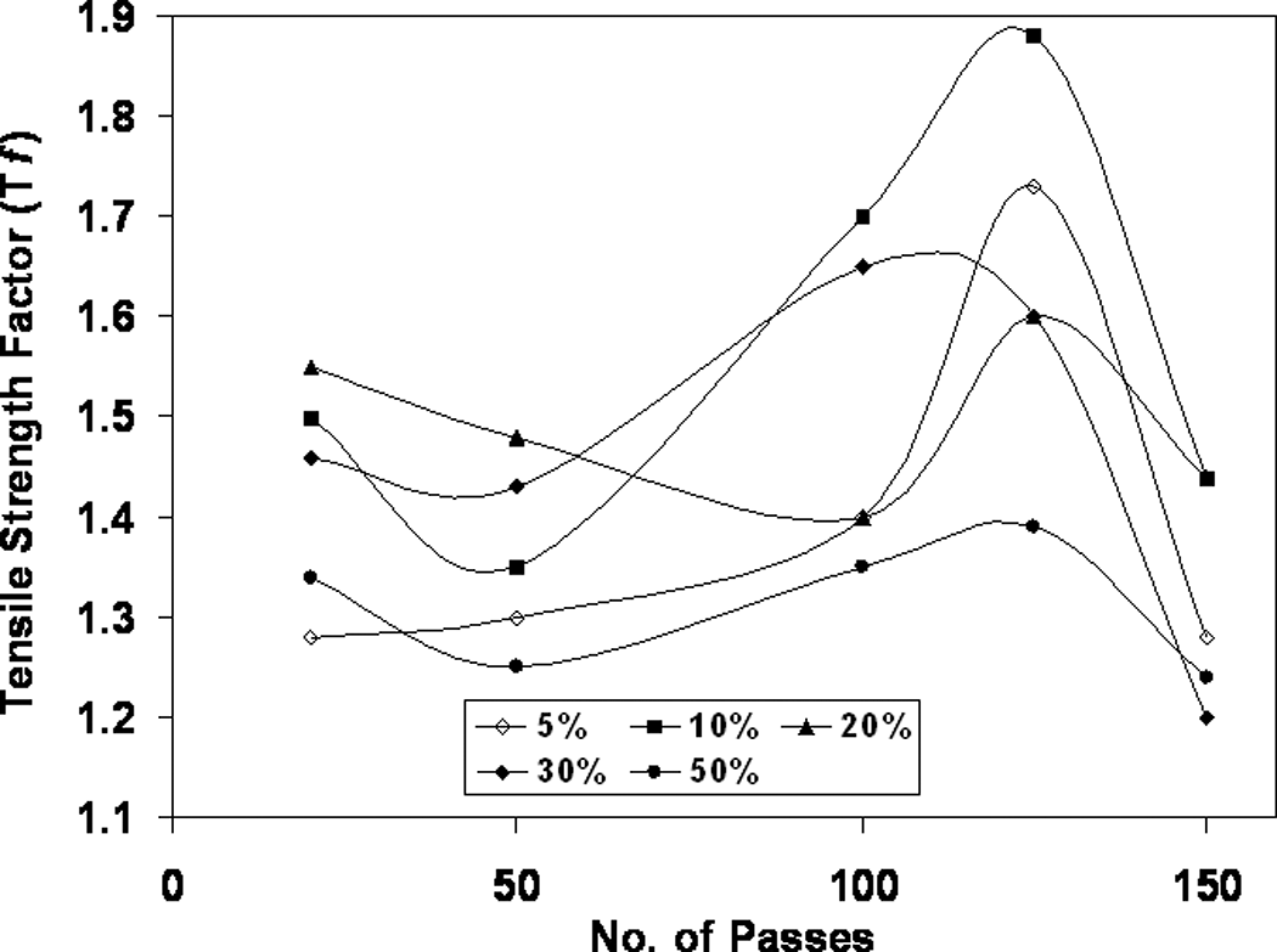
Tensile factor of mercerized coir fibers against different ultraviolet (UV) radiation doses as a function of alkali concentration.
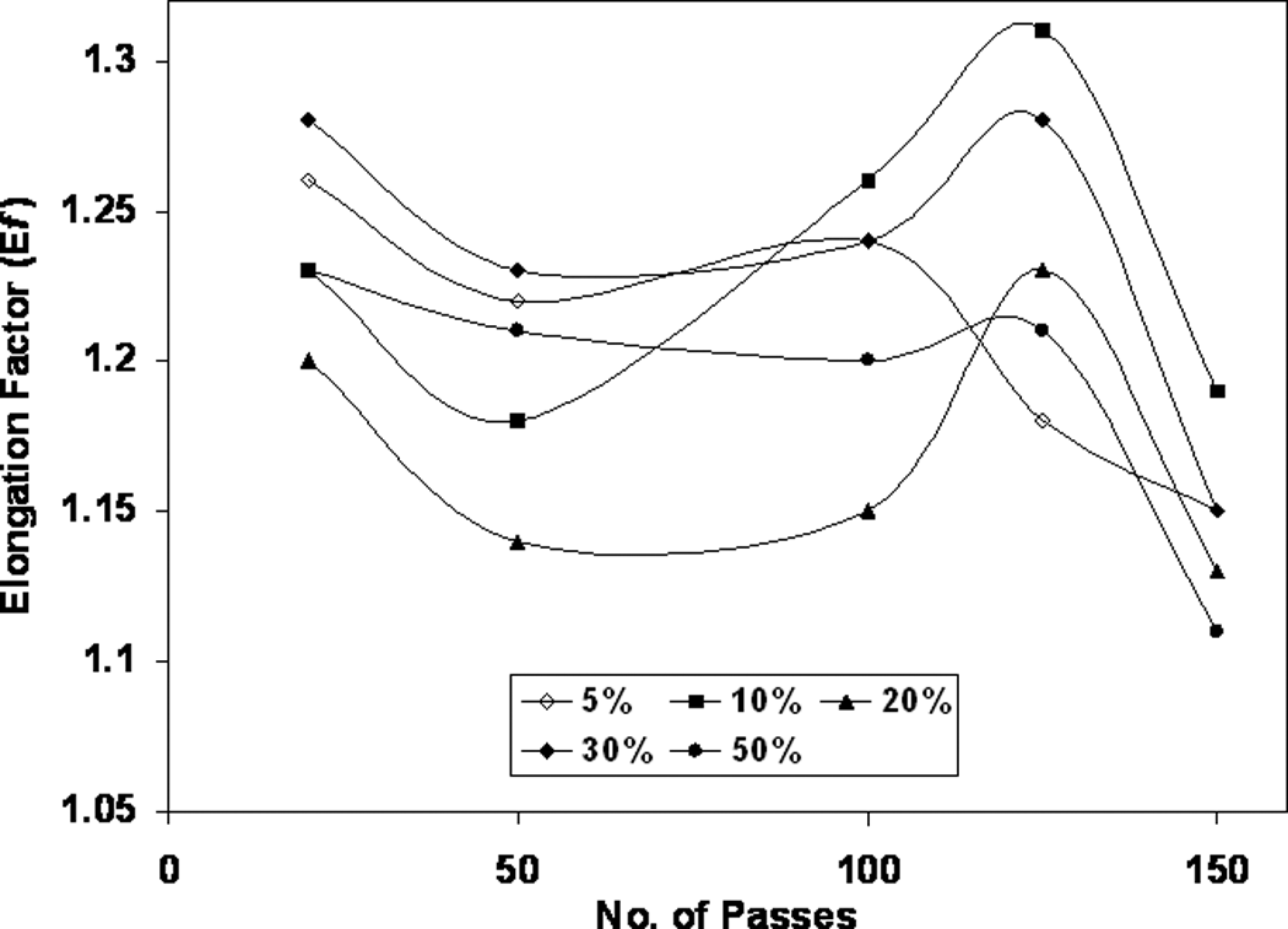
Elongation factor of mercerized coir fibers against different ultraviolet (UV) radiation doses as a function of alkali concentration.
Effect of mercerization on photocuring of EGDMA
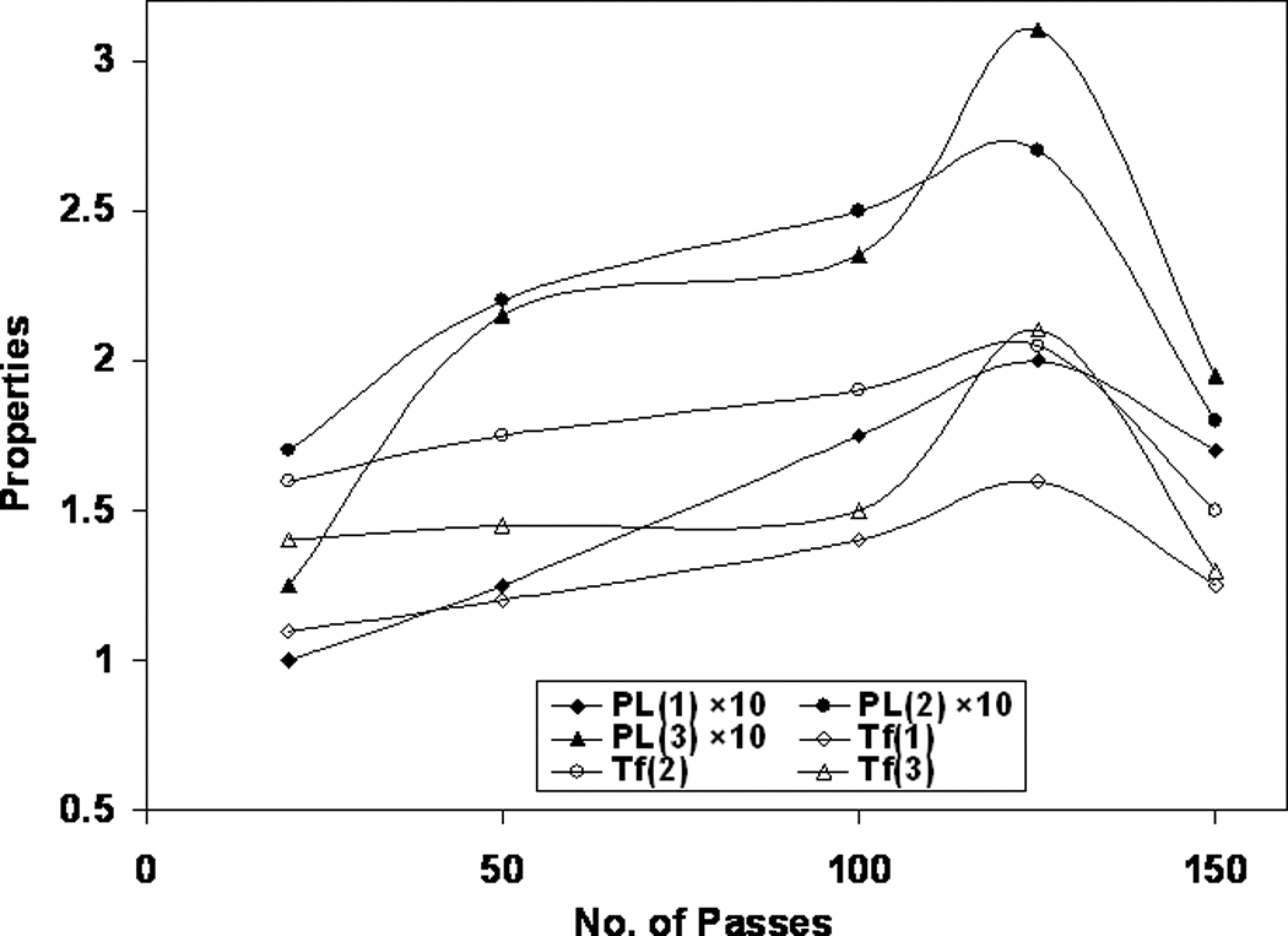
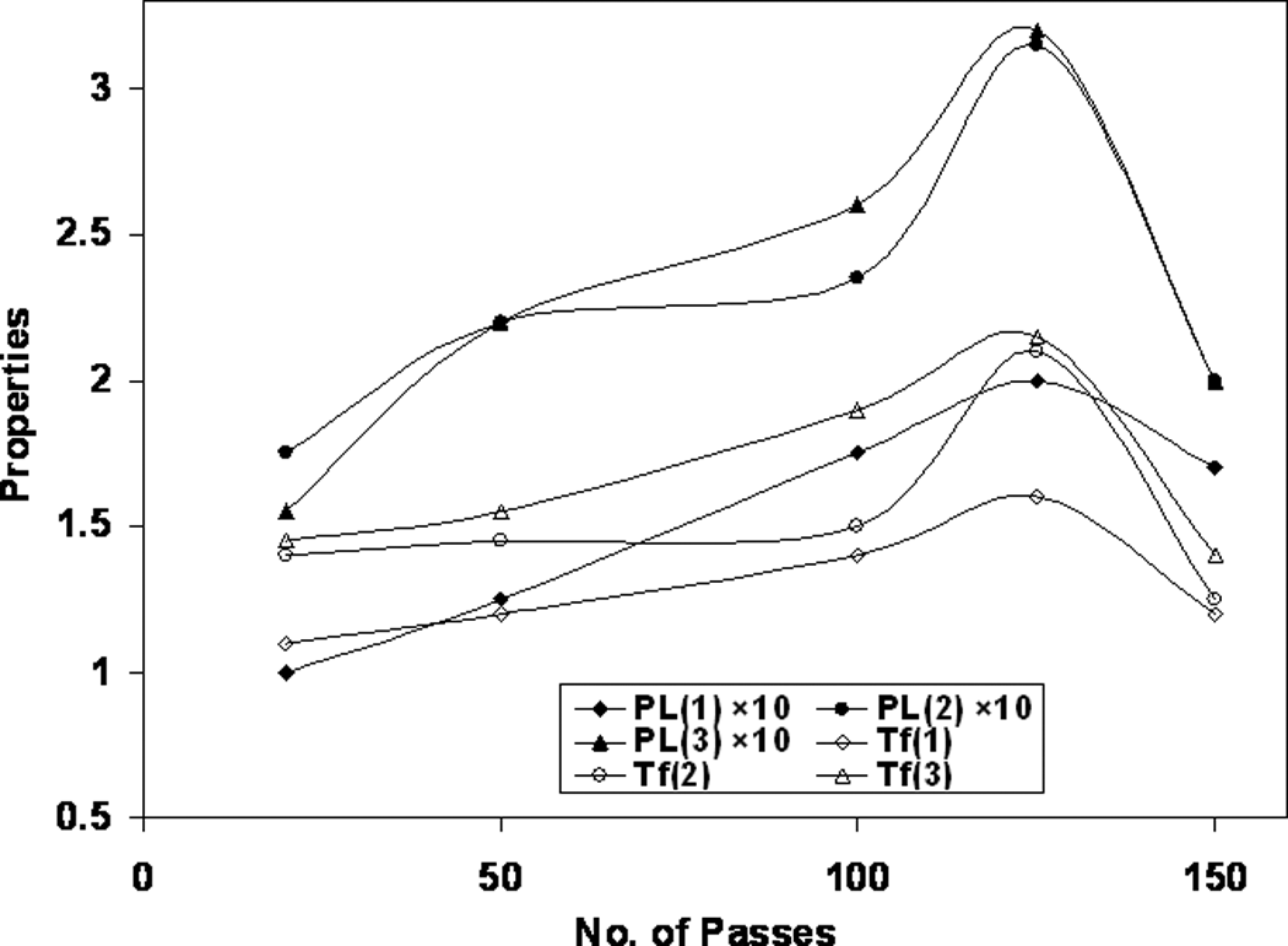
The virgin samples were washed with acetone and dried at 105°C. These samples were first mercerized by alkali (10%) and then photocured with EGDMA (3–70%). The photocured samples were kept for 20–24 h for completion of reaction. The tensile properties such as T f and PL were measured and are shown in Table 2. The highest PL (27.3%) and T f (2.08%) were obtained at 50% EGDMA by 125 passes of UV radiation. The PL was 37% greater and T f is 28% greater than those of simply photocured fiber (PL = 20%, T f = 1.62). The increase in TS in case of 10% alkali-treated fiber may be due to the greater fiber–matrix bonding; alkali treatment cleans surface debris and develops microporosity with many pits and holes on the fiber surface. These pits result in greater mechanical interlocking of the matrix on the fiber surfaces and make the adhesion stronger. Besides physical bonding, due to the improved microporosity of the fiber, dipolar interactions between fiber–matrix also increase due to alkali treatment. It is believed that polarity of cellulosic structure increases as a result of alkali treatment. Elongation follows the same trend as the alkali-treated fiber that is decreases after alkali treatment. This is attributed to fact that the fiber acquired partial brittleness after alkali treatment.
Effect of monomer EGDMA concentration on the properties of coir fiber against radiation intensities.
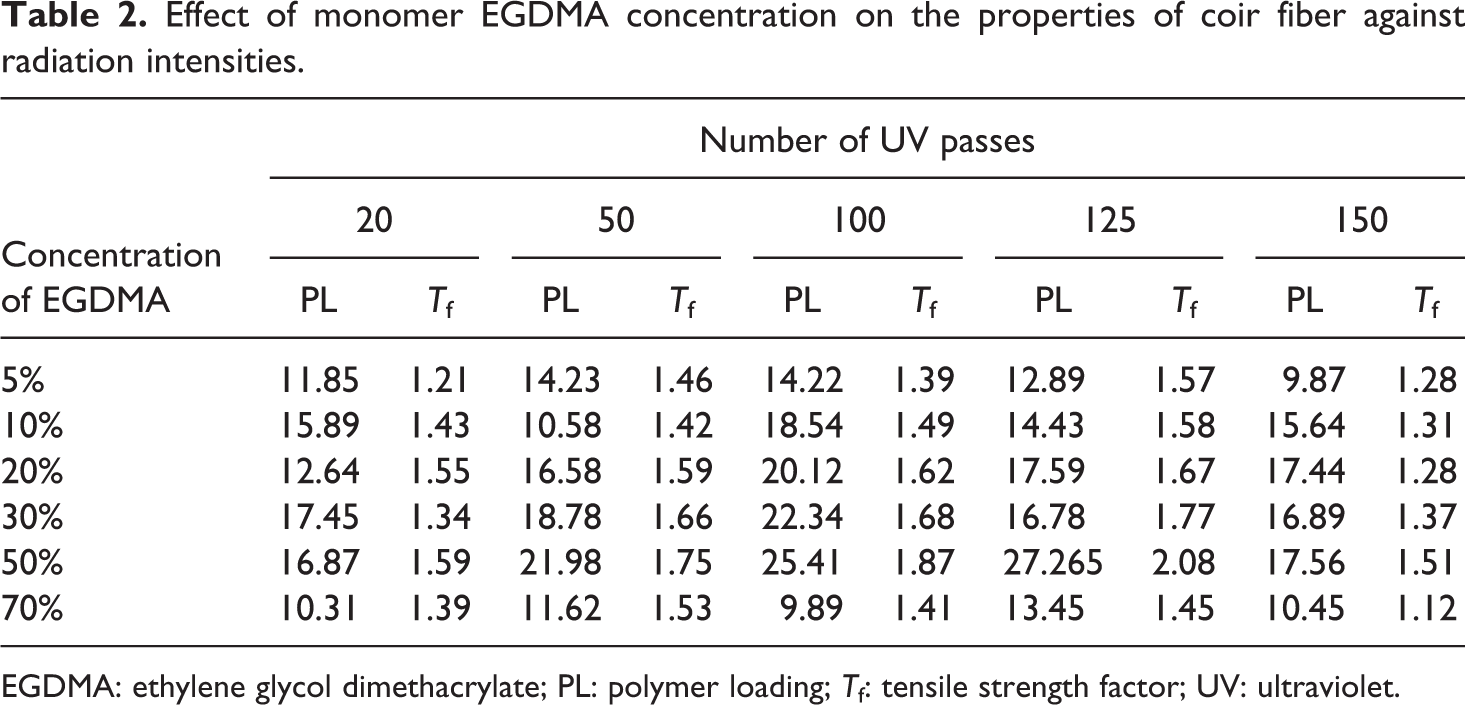
EGDMA: ethylene glycol dimethacrylate; PL: polymer loading; T f: tensile strength factor; UV: ultraviolet.
Effect of alkali along with UV + EGDMA. The coir fibers treated with 10% alkali were thoroughly washed and dried. After drying, the fiber was grafted with 50% EGDMA solution and cured under UV radiation of different intensities. The results of PL and TS represented as T f at these conditions were compared with simply photocured and alkali + EGDMA-treated fiber. This is presented in Figure 12. The results clearly indicate that alkali + UV + EGDMA-treated fiber had increased PL and TS. Alkali + UV + EGDMA treatment increased 56% PL and 30% T f greater than those of photocured fibers and 15% PL and 1% T f higher than those of alkali + EGDMA-treated fiber.
Comparison of polymer loading (PL) and tensile properties of alkali + UV-treated grafted coir fiber with those without alkali-treated grafted fiber and alkali + UV + EGDMA-treated fiber. EGDMA: ethylene glycol dimethacrylate; UV: ultraviolet.
Effect of UV pretreatment along with alkali + EGDMA. Coir fibers were first washed and dried. These fibers were pretreated by 125 passes of UV radiation and then mercerized with 10% alkali solution at a temperature of 25°C and soaked in 50% EGDMA for 7 min. The PL and T f were measured at these conditions and compared with those of EGDMA-grafted and alkali + UV + EGDMA-treated fiber (Figure 13). It was found that the pretreatment of UV + alkali on EGDMA-grafted fibers showed increased PL (33.7%) and T f (2.2). The PL value increased to 68% from the untreated alkali grafted fibers. On the other hand, the PL value was 8% higher than those of alkali + UV + EGDMA-treated fibers. The highest T f (2.16) is 33% greater than that of EGDMA-grafted fibers (1.62) and 5% for alkali + UV + EGDMA-treated fibers (2.1).
Comparison of polymer loading (PL) and tensile properties of UV + alkali pretreated grafted fiber with those of alkali untreated grafted coir fiber and alkali + UV + EGDMA-treated coir fiber. EGDMA: ethylene glycol dimethacrylate; UV: ultraviolet.
Water uptake. Water uptake of EGDMA grafted and UV pretreated followed by grafting with EGDMA at optimized conditions and untreated coir samples were monitored at 25°C in a static water bath. The results are shown in Figure 14 against soaking time (min) in water. All the samples attained maximum water uptake within the initial 10 min and then soaking of water stops for treated sample while the untreated sample still continues to soak water slowly. The untreated samples showed the highest water uptake of 66% and the grafted sample yielded 20–23% of water uptake. The reduced water uptake by the treated samples is due to the fact that the monomer and additive reacts with the OH− group of cellulose through graft copolymerization reaction and hence reduces the hydrophilic nature of the coir fiber and also polymer fills the void space of the treated fiber. By replacing some of the hydroxyl groups on the cell wall polymers with bonded chemical groups, the hygroscopicity of the lignocellulosic material is reduced. Researchers found that natural fibers treated with monomers followed by radiation grafting significantly reduced their hydrophilic nature. 13,14,19
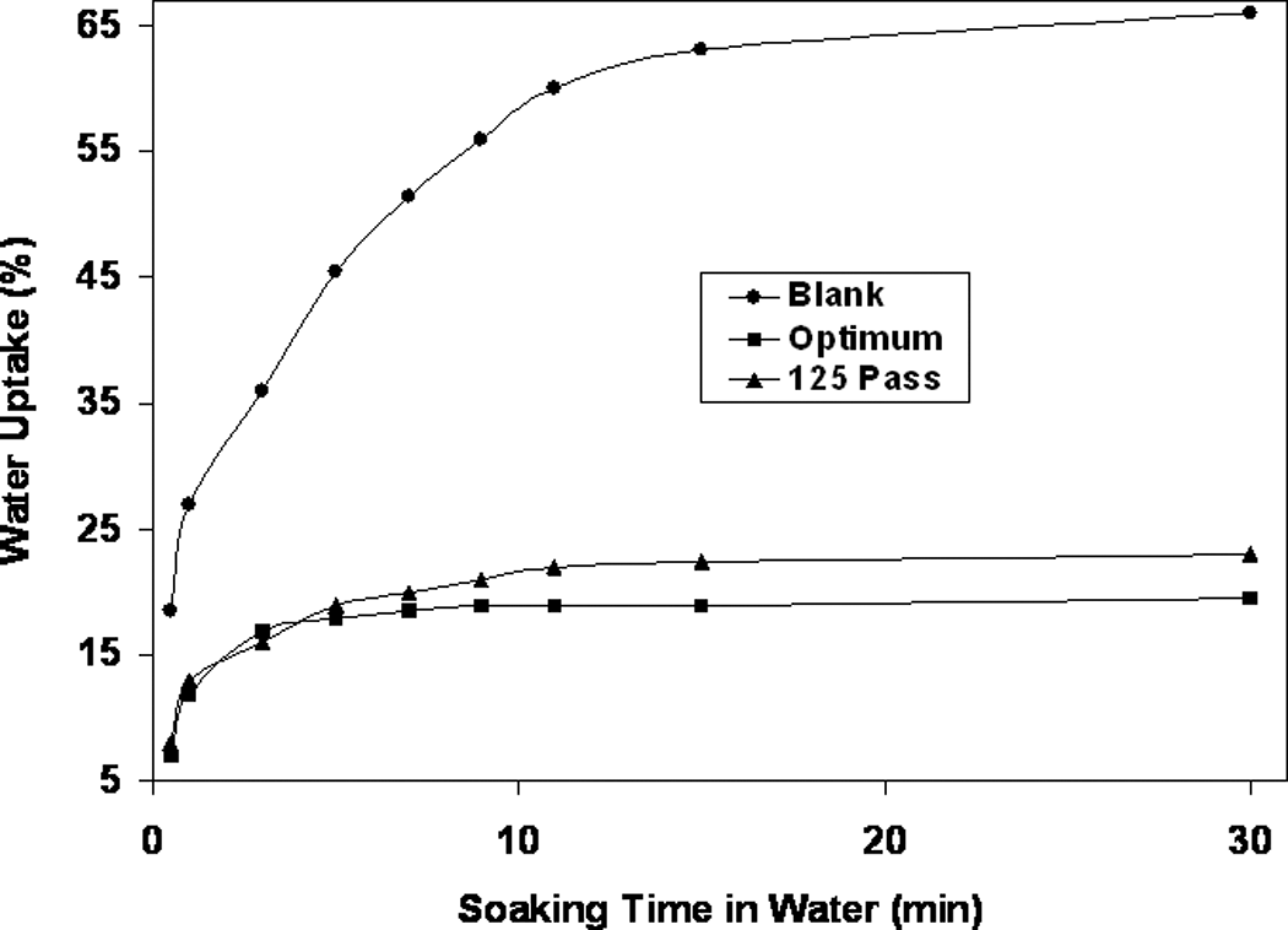
Water uptake (%) of treated and untreated coir fibers against soaking time in water at 25°C.
Conclusion
Coir fiber-reinforced monomer (EGDMA)-grafted composites were prepared and characterized. The physico-mechanical properties of coir fiber were improved by the treatment of UV radiation. The prepared composites retained their inherent biodegradable behavior. Surface pretreatment with UV radiation and mercerization increased the mechanical properties of coir fibers. The highest mechanical properties were found for the coir fibers that were treated with both UV radiation and mercerization. In conclusion, the treatment of coir fiber-based composites using EGDMA monomer followed by UV radiation resulted in significantly higher mechanical properties and lower water uptake but retained their inherent biodegradable nature.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.