
Abstract
The use of renewable reinforcements in natural rubber (NR) composites is gaining attention as a sustainable alternative to petroleum-derived fillers. This study evaluates the reinforcing efficiency of untreated bristle coir fibers in NR composites fabricated through two-roll milling and hot-press vulcanization. The effects of fiber length (5, 10, and 15 mm) and fiber loading (10–30 wt.%) on mechanical performance and fracture morphology were systematically investigated. While tensile strength decreased moderately with increasing fiber content due to limited interfacial adhesion, significant improvements were observed in tear strength (up to 63%), Shore A hardness (up to 76%), and abrasion resistance (5.2% reduction in wear loss). Scanning electron microscopy revealed fiber bridging, pull-out, and mechanical interlocking as the dominant reinforcement mechanisms. Among the studied configurations, composites containing 10 mm fibers at 20 wt.% exhibited the most balanced performance. The results demonstrate that untreated bristle coir fibers can effectively enhance durability-related properties of NR without chemical modification, making them suitable for eco-friendly, medium-load, and wear-resistant rubber applications.
Keywords
Introduction
Natural rubber (NR) is among the most widely utilized elastomers in engineering and industrial applications such as tires, seals, hoses, vibration isolators, and damping components due to its outstanding elasticity, high resilience, and superior fatigue resistance. Compared with synthetic elastomers, NR exhibits exceptional energy dissipation and durability under cyclic deformation, making it particularly suitable for vibration isolation and dynamic loading conditions where long-term performance is prioritized over ultimate tensile strength. 1 These intrinsic characteristics, combined with renewability and biodegradability, make NR an attractive matrix material for sustainable composite systems. Nevertheless, unfilled NR suffers from inadequate wear resistance, tear strength, and stiffness, which limits its direct use in demanding engineering applications and necessitates the incorporation of reinforcing fillers.
Traditionally, carbon black and silica have been extensively employed as reinforcing fillers in NR composites to enhance mechanical strength, abrasion resistance, and durability.2,3 Carbon black, in particular, reinforces NR through filler–polymer interactions and the formation of filler networks that significantly improve modulus and fatigue life. 2 Despite their effectiveness, both carbon black and silica originate from non-renewable petrochemical resources and involve energy-intensive manufacturing and compounding processes, leading to a considerable environmental footprint. 4 Furthermore, prolonged occupational exposure to fine carbon black and silica particulates during processing has been linked to respiratory inflammation and other health risks, raising serious environmental and safety concerns. 5 The escalating cost, limited availability of high-quality carbon black, and growing regulatory pressure to reduce carbon emissions have collectively driven the search for sustainable and eco-friendly alternatives. 6
In response, researchers have explored several bio-based or recycled fillers to partially or fully replace carbon black in rubber compounding. Recovered carbon black, biochar, starch, lignin, and various agricultural residues have been tested to reduce dependence on petrochemical sources.7,8 While these fillers improve sustainability, they often compromise mechanical performance or processability due to poor dispersion and weak interfacial bonding with the rubber matrix.9,10 Surface modification, chemical compatibilization, or hybridization with carbon black can improve their performance but adds complexity and cost, limiting large-scale adoption. Among natural reinforcements, lignocellulosic fibers such as jute, 11 sisal, 12 banana, 13 hemp, 14 flax, 15 and coir 16 have shown promise because of their low density, renewability, and availability in tropical regions. Coir fibers, derived from coconut husk, are particularly advantageous owing to their high lignin content (40%–45%), moderate cellulose content, and resilience in humid conditions, which make them suitable for durable elastomeric products. Although natural fibers offer clear environmental advantages, durability remains a critical concern due to moisture sensitivity, interfacial degradation, and long-term mechanical stability.6,8,13 Recent studies have highlighted that the durability of natural fiber composites strongly depends on fiber morphology, matrix elasticity, and reinforcement mechanisms rather than chemical bonding alone.11,12,14,15 In elastomeric matrices such as NR, mechanical interlocking and fiber bridging can play a dominant role in enhancing tear resistance and wear behavior, even in the absence of surface treatment.11,12
Comprehensive reviews on lignocellulosic fiber-reinforced composites have highlighted their growing relevance across automotive, construction, and vibration control applications, driven by increasing emphasis on green materials and circular economy principles.17,18 Hybrid fiber architectures that integrate lignocellulosic fabrics with synthetic fiber reinforcements or bio-derived particulate fillers have shown to produce synergistic improvements in mechanical integrity, wear resistance, and tribological performance through enhanced load sharing and optimized reinforcement architecture, while retaining the sustainability advantages inherent to natural fiber systems.1,19 –21 Recent advances in sustainable composite research further underscore the growing interest in eco-friendly NR systems reinforced with natural fibers, bio-fillers, and spent or waste-derived materials. 22 Moreover, a recent work has explored the incorporation of spent materials into NR composites, highlighting ongoing efforts to develop next-generation sustainable elastomeric materials for engineering applications. 23
Although natural rubber composites reinforced with coir fibers have been reported in earlier studies, most investigations focus on chemically treated fibers or provide limited insight into the role of fiber geometry and fracture mechanisms. In this work, untreated bristle coir fibers, characterized by relatively high lignin content and surface roughness, are used to examine reinforcement behavior governed primarily by mechanical interactions rather than chemical adhesion. The study systematically evaluates the combined effects of fiber length (5, 10, and 15 mm) and fiber loading (10–30 wt.%), enabling identification of an optimal reinforcement window relevant to durability-driven applications. Unlike prior reports, the discussion emphasizes a mechanical-morphological correlation, linking tensile, tear, hardness, and abrasion responses with SEM-based fracture features such as fiber pull-out and bridging. The results demonstrate that significant improvements in tear resistance, surface hardness, and wear behavior can be achieved despite only a modest reduction in tensile strength. These findings indicate that mechanically dominated reinforcement mechanisms can be effective in elastomeric systems without fiber surface modification. Accordingly, the present work contributes incremental but meaningful insight into the design of sustainable, low-processing natural rubber composites for wear-resistant and medium-load applications.
Experimental methods
The methodology followed in this study is structured to systematically evaluate the effect of bristle coir fiber length and weight fraction on the mechanical and morphological properties of natural rubber (NR) composites. The procedure includes material preparation, fiber treatment and classification, composite fabrication, curing behavior analysis, and standardized mechanical and morphological testing.
Fiber preparation
The coir fibers underwent a preparation process before reinforcement. Long bristle fibers were cut into uniform lengths of 5, 10, and 15 mm, chosen based on literature suggesting enhanced mechanical interlocking and stress transfer within this range.24,25 After cutting, fibers were manually sorted to remove fines and visibly damaged filaments. The length variation was within ±1 mm of the nominal value. Each length batch was dried under sunlight for 48 h and further oven-dried at 60°C for 6 h to remove residual moisture. Moisture content after oven drying (60°C, 6 h) was maintained below 3 wt.% as verified gravimetrically.
After drying, 150 g of each fiber length were stored in desiccators to prevent moisture absorption. To assess the intrinsic reinforcing capacity of untreated bristle coir fibers, no chemical surface modification (e.g. alkali, silane) was performed.
Composite fabrication
The composite sheets were prepared using a two-roll open mixing mill with 1.5 mm nip gap and controlled rotational speed of 20 rpm. The compounding of natural rubber composites was carried out in accordance with ASTM D3182 standards using a laboratory two-roll mixing mill (Premier Rubber Machinery, Coimbatore, India). The matrix material used in this study was natural rubber of grade RSS-4, procured from a certified latex supplier in Kerala, India. RSS-4 natural rubber was chosen for its superior resilience, tensile strength, and fatigue resistance, making it an ideal base elastomer for composite fabrication. Initially, RSS-4 grade natural rubber sheets were masticated on the pre-heated rolls for approximately 4–5 min to enhance plasticity and facilitate uniform mixing. Subsequently, the vulcanization ingredients - zinc oxide (ZnO, analytical grade, Chemignition Laboratory, India), used as an activator, stearic acid (⩾98% purity, Loba Chemie Pvt. Ltd., India) acted as a co-activator, tetramethylthiuram disulfide (TMTD, accelerator grade, NOCIL Limited, India) functioned as an accelerator, N-cyclohexyl-2-benzothiazole sulfenamide (CBS, accelerator grade, NOCIL Limited, India) served as a delayed-action accelerator providing controlled curing behavior, and insoluble sulfur (rubber grade, OCCL, India) was employed as the vulcanizing agent to establish cross-link networks within the rubber matrix, were added sequentially and thoroughly blended into the rubber matrix to ensure homogeneous distribution of the curing agents. The reinforcing phase comprised bristle coir fibers extracted from mature coconut husks obtained from a local processing unit in Kerala, India, and prepared through water retting, mechanical separation, and controlled drying prior to composite fabrication. These fibers possess higher lignin content and rigidity than white coir, contributing to improved stiffness in the composite. Bristle coir fibers of predetermined lengths were incorporated into the matrix at three different weight fractions, namely 10%, 20%, and 30% of the rubber weight. The composite mixture was repeatedly passed through the rolls to promote uniform fiber dispersion and eliminate any fiber agglomerates. Fiber dispersion was ensured by incremental addition during mixing and repeated cutting-folding cycles on the two-roll mill. Visual inspection and post-fracture SEM confirmed acceptable dispersion up to 20 wt.%, while minor agglomeration was observed at 30 wt.% loading. After mixing, the compounded material was sheeted out to a uniform thickness of 3 ± 0.2 mm using the two-roll mill and conditioned at ambient temperature (27 ± 2°C) for 24 h prior to curing. This procedure ensured consistent material homogeneity and reproducibility in accordance with standard practices for natural rubber composite preparation. All materials were of laboratory grade, and procured from Samira chemicals, Kottayam, Kerala.
Figure 1 presents a schematic representation of the composite preparation and characterization process, detailing the sequential steps from raw material mixing to testing and analysis. The composite sheets were vulcanized using a rectangular stainless-steel compression mold with cavity dimensions of 150 mm × 150 mm × 3 mm, designed as per ASTM D3182 standards for rubber processing. Molding was carried out in a hydraulic press at 150 ± 2°C for 15 ± 1 min under a pressure of 10 MPa, ensuring uniform crosslinking throughout the sheet. After curing, the vulcanized sheets were cooled to room temperature under pressure to prevent shrinkage or warpage before specimen preparation in accordance with ASTM D3183.

Schematic representation of the fabrication of bristle coir fiber reinforced natural rubber composites: preparation process involving mastication, additive incorporation, and fiber blending.
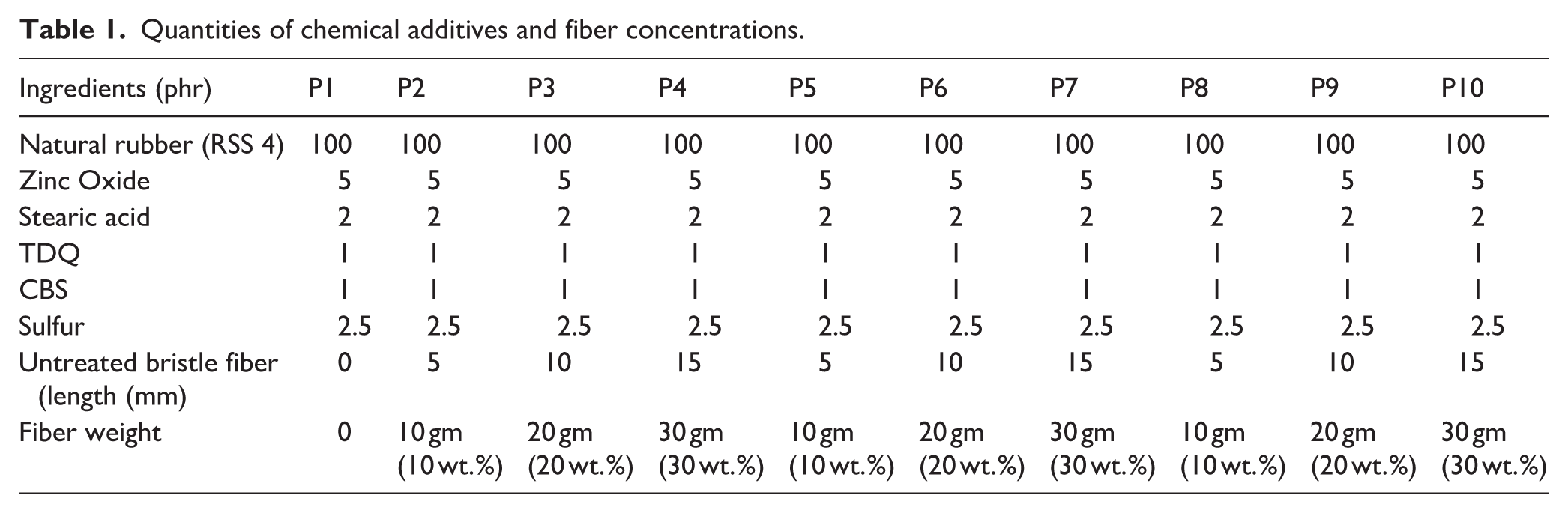
Ten different formulations of natural rubber composites were prepared, coded as P1–P10, to represent variations in fiber content and processing conditions. The control sample (P1) consisted of neat natural rubber with standard vulcanizing ingredients but no fiber reinforcement. Formulations P2–P4, P5–P7, and P8–P10 contained bristle coir fiber loadings of 10%, 20%, and 30% by weight of fiber, respectively, each group differing slightly in compounding or curing parameters to optimize dispersion and interfacial bonding. The detailed composition of each formulation is presented in Table 1. Figure 2 represents paste like form of natural rubber bristle composite and the sheet mold prepared.
Quantities of chemical additives and fiber concentrations.
(a) Paste like form of natural rubber bristle composite and (b) photograph of sheet mold.
Mechanical testing procedures
The material testing procedures were carried out in accordance with standard ASTM protocols to evaluate the mechanical and physical properties of the vulcanized natural rubber-bristle coir fiber composites. Tensile strength, elongation at break, and modulus were measured using a universal testing machine (UTM, Shimadzu AGS-X, Japan) following ASTM D412, with dumbbell-shaped specimens. Tear strength was determined as per ASTM D624, using angle-shaped specimens to assess crack propagation resistance, while hardness was measured using a Shore A durometer (Type A, Mitutoyo Corporation, Japan) in accordance with ASTM D2240. Circular disks (40 mm diameter, 6 mm thickness) sample geometry was prepared and indentations were measured after 15 s under 1 N load. Abrasion resistance was evaluated using a DIN abrasion tester (DIN-N, U-CAN Dynatex Inc., Taiwan) according to ASTM D5963, providing data on wear loss and durability. Cylindrical samples (16 mm diameter, 8 mm height) were prepared and the specimen was rotated against an abrasive surface under 1 N load and the mass loss was recorded. The obtained results were analyzed to understand the influence of fiber loading on the mechanical performance and to correlate these findings with morphological observations. All mechanical tests were conducted on five specimens per formulation (n = 5). Results are reported as mean ± standard deviation. Error bars in figures represent standard deviation. The scanning electron microscope (SEM) analysis was performed using a Tescan VEGA3 (Brno s.r.o., Czech Republic) system operated under high vacuum. Fractured surfaces of tensile test samples were sputter-coated with a thin layer of gold and imaged at varying magnifications (500× to 5000×). SEM analysis focused on evaluating fiber dispersion, interfacial bonding, and failure morphology, including fiber pull-out and void formation. Morphological evidence was correlated with mechanical performance to identify dominant failure mechanisms and interfacial characteristics.
Characterization methods
Curing behavior
Curing characteristics of the composite formulations were evaluated using a rotor-less rheometer (ELASTOGRAPH VARIO, Goettfert Instruments, Kolkata) operated at 150°C, in accordance with ASTM D5289-21. The torque and phase angle were recorded as a function of time to determine scorch time, optimum cure time, and maximum torque. These parameters are critical for controlling the vulcanization cycle and ensuring consistent mechanical behavior. 26 Each sample’s cure time was established based on the torque versus time curve, with the optimum cure time (T90) selected for pressing.
Molding and vulcanization
The compounded sheets were molded using a hydraulic hot press at 150°C and 200 kg/cm2 pressure. The pre-determined cure time for each formulation was used to prevent over-curing or under-curing. The vulcanized sheets were cooled to ambient temperature for 24 h before further processing.
Specimens for mechanical testing were cut using standard molds into different geometries according to ASTM guidelines. Dumbbell-shaped samples (Figure 3), were prepared for tensile testing, crescent-shaped samples for tear testing, circular buttons for hardness, and cylindrical plugs for abrasion resistance.

Dumbbell and crescent shaped samples for testing.
Results and discussions
Curing behavior analysis
The curing characteristics of all natural rubber and bristle coir fiber–reinforced composite formulations (P1–P10) were evaluated using a moving die rheometer at a constant temperature of 150°C in accordance with ASTM D5289-21. For each formulation, rheometric measurements were performed to determine scorch time (Ts2), optimum cure time (T90), and maximum torque (Mh), ensuring consistent and reproducible vulcanization behavior across the composite series. Although fiber length and loading influenced the absolute torque values due to restricted chain mobility, the overall curing profiles of all formulations exhibited similar trends, with no abnormal scorch behavior or premature crosslinking observed.
To maintain clarity and avoid redundancy, a representative rheograph corresponding to sample P5 (10 mm fiber, 10 wt.%) is presented in Figure 4, as this formulation exhibited intermediate fiber length and loading and reflects the typical curing response of the composite system. The remaining formulations showed comparable cure curve shapes and cure times, with only minor variations in torque magnitude attributable to fiber content. Based on the rheometric analysis, the optimum cure time (T90) for each formulation was selected and used consistently during compression molding to prevent under- or over-curing.

Cure time characteristic of sample P5.
All composite sheets were vulcanized under identical processing conditions using a hydraulic hot press at 150 ± 2°C, 10 MPa pressure, and for a duration corresponding to the formulation-specific optimum cure time (T90) obtained from rheometry. Following vulcanization, the molded sheets were cooled to room temperature under pressure and conditioned for 24 h prior to specimen preparation. This standardized curing protocol ensured uniform crosslinking density and allowed meaningful comparison of mechanical and morphological properties across all composite formulations.
Mechanical properties
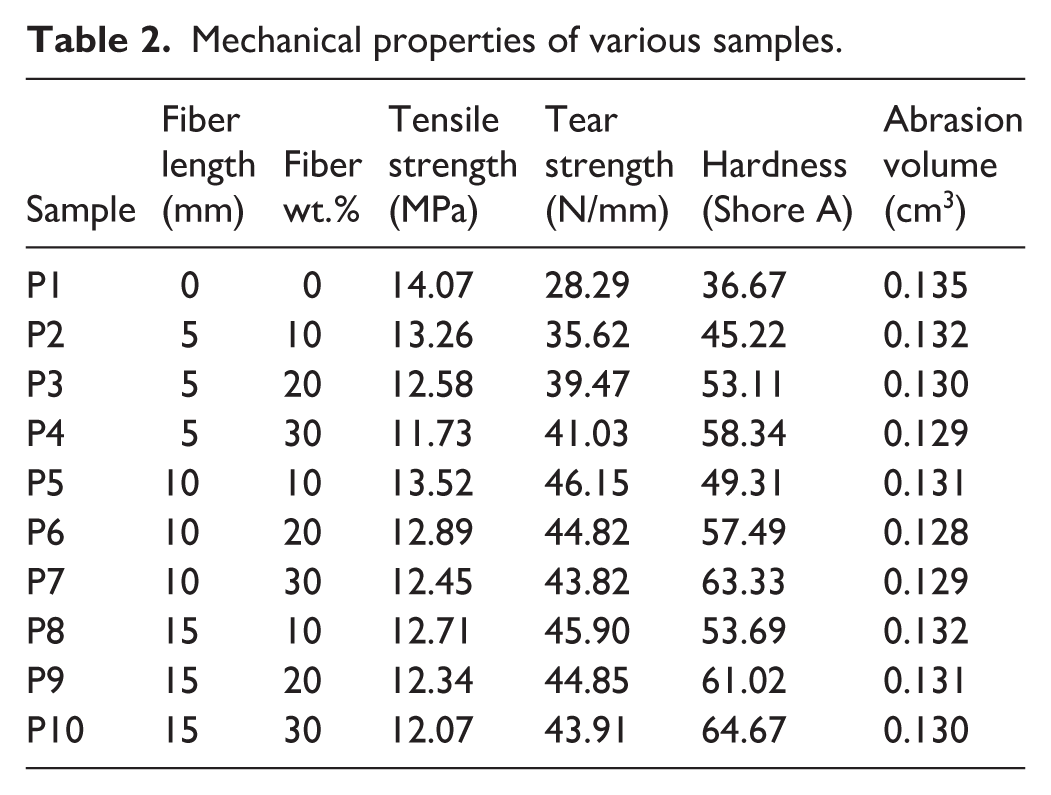
The mechanical properties of bristle coir fiber reinforced natural rubber (NR) composites were evaluated by conducting tensile, tear, hardness, and abrasion tests. These results are reported in Table 2, with respect to varying fiber lengths (5, 10, and 15 mm) and weight percentages (10%, 20%, 30%). Morphological analysis using scanning electron microscopy (SEM) is also presented to interpret interfacial bonding and failure mechanisms. Comparative discussions are made with similar research studies to contextualize the findings.
Mechanical properties of various samples.
A comparative overview of the tensile strength, tear strength, Shore A hardness, and abrasion volume loss of bristle coir fiber-reinforced natural rubber composites as a function of fiber length and weight fraction is shown in Figure 5. The figure clearly illustrates the contrasting trends in mechanical response, wherein tensile strength shows a gradual decline with increasing fiber content, while tear strength and hardness exhibit substantial improvement, particularly for composites reinforced with 10 mm fibers at moderate loadings. A reduction in abrasion volume loss is also observed with fiber incorporation, indicating enhanced wear resistance. These trends collectively highlight the trade-off between strength and durability-related properties and emphasize the effectiveness of mechanically dominated reinforcement mechanisms in untreated bristle coir–NR composites.

Comparative analysis of mechanical properties of the composite.
Tensile properties: Impact of fiber length and weight fraction
The tensile performance of the natural rubber (NR) composites decreased with increasing bristle coir fiber content, a trend consistent across all fiber lengths (5, 10, and 15 mm). The reference NR sample (P1), with no fiber inclusion, exhibited the highest tensile strength at 14.07 MPa. Incorporating 10% of 5 mm fibers (P2) resulted in a modest drop to 13.26 MPa, while further increasing the fiber loading to 30% (P4) reduced it to 11.73 MPa – a total reduction of approximately 16.6%.
This degradation in tensile strength is primarily attributed to the lack of chemical bonding at the fiber-matrix interface, which impedes efficient stress transfer. The untreated bristle coir fibers possess a hydrophilic surface, whereas the NR matrix is hydrophobic, resulting in interfacial incompatibility and poor load-sharing efficiency. 27 Similar findings have been reported by Bharathi et al. 28 in NR composites reinforced with sisal and banana fibers, where untreated fibers introduced interfacial discontinuities and stress concentration zones.
Despite the drop in strength, the use of longer fibers at moderate weight fractions yielded better tensile retention. The 10 mm fiber at 10% loading (P5) achieved 13.52 MPa, indicating that the increased aspect ratio likely facilitated better mechanical interlocking, partially compensating for poor adhesion. These results align with the work of Velusamy et al., 29 who found that fibers in the 10–12 mm range promote optimal stress transfer through mechanical interlocking. The reduction in tensile strength with increasing fiber loading is primarily associated with stress concentration at the fiber–matrix interface and fiber pull-out during loading. Unlike thermoplastic matrices, NR deforms elastically around rigid fibers, which limits stress transfer efficiency when chemical bonding is absent. SEM fractography confirms that tensile failure is governed by interfacial debonding rather than fiber rupture, explaining the modest but consistent strength reduction.
Tear strength: Crack resistance and fiber bridging
In contrast to tensile strength, tear resistance improved substantially with fiber incorporation, particularly at 10 mm length. The control sample (P1) recorded a tear strength of 28.29 N/mm, while sample P5 (10 mm fiber, 10%) showed a peak value of 46.15 N/mm, reflecting a 63% improvement.
The enhancement in tear strength is largely due to the fiber bridging mechanism. During crack propagation, embedded fibers resist tearing by distributing the applied stress over a larger area, thereby impeding crack growth. This phenomenon has been previously observed in natural fiber reinforced rubbers, including sisal/coir and jute systems.30,31 Longer fibers (10–15 mm) provide greater bridging potential than shorter ones (5 mm), due to increased surface area and mechanical interlocking with the rubber matrix.
Interestingly, beyond 10%–20% fiber loading, tear strength exhibited a slight reduction. This can be attributed to fiber agglomeration and poor dispersion, which introduce weak spots in the matrix. For instance, P7 (10 mm/30%) had a lower tear strength (43.82 N/mm) compared to P5 (10 mm/10%).
Hardness: Effect of fiber rigidity and packing density
The hardness of the NR composites increased steadily with both fiber length and content. Pure NR (P1) recorded a Shore A hardness of 36.67, whereas the composite with 15 mm fibers at 30% loading (P10) reached a maximum of 64.67, marking a 76% increase. This increase is attributed to the intrinsic stiffness of bristle coir, which has a high lignin content, and to the densification effect caused by fiber packing within the rubber matrix. 32
Longer fibers contribute more effectively to surface rigidity due to their higher aspect ratio and alignment within the matrix, making them more resistant to localized indentation. Moreover, as fiber loading increases, the composite becomes less flexible and more dimensionally stable, especially in the near-surface region where Shore A hardness is measured.
However, the trade-off is a reduction in elasticity, which must be carefully considered in applications requiring flexibility. Nevertheless, such increases in hardness are desirable in semi-rigid rubber products like floor tiles, footwear soles, and impact pads. Nevertheless, composites with 10 mm fibers at 10%–20% loading offered a favorable balance between hardness and compliance.
Abrasion resistance: Role of fiber barriers in surface wear
The incorporation of bristle coir fibers led to measurable improvements in abrasion resistance. The abrasion volume of unreinforced NR (P1) was 0.135 cm3, while sample P6 (10 mm/20%) showed the lowest wear loss of 0.128 cm3, corresponding to a 5.2% reduction.
This improvement is attributed to the formation of physical barriers by the embedded fibers, which prevent rapid removal of the rubber matrix during sliding contact. The rigid nature of bristle coir and its ability to anchor within the matrix contributes to the overall load-bearing capacity and wear resistance. This effect has also been observed in natural rubber composites reinforced with rice husk and wood flour. 33
However, at very high loadings (e.g. P10: 15 mm/30%), the benefits plateaued or slightly reversed, possibly due to increased surface roughness and localized stress risers introduced by poor fiber dispersion. This highlights the importance of limiting fiber content to avoid compromising wear uniformity. The substantial increase in hardness is attributed to restricted chain mobility caused by rigid fiber inclusion and increased effective cross-link density near the fiber–matrix interface. Similarly, improved abrasion resistance arises from fiber-induced barrier effects that inhibit progressive matrix removal. These mechanisms are consistent with previous observations in untreated coir-and lignin-rich fiber composites reported in recent Polymer Composites studies. The optimum sample details are shown in Table 3.
Summary comparison table to highlight optimal values across all mechanical properties.

Morphological analysis (SEM)
Scanning electron microscopy (SEM) analysis of the fractured surfaces of selected samples after tensile testing revealed several key microstructural features influencing the composite performance. The SEM micrographs displayed noticeable fiber pull-out and interfacial gaps, indicating limited adhesion between the untreated bristle coir fibers and the natural rubber (NR) matrix, a phenomenon consistent with previous findings reported by Geethamma et al. 34 The absence of chemical bonding between the hydrophilic fibers and the hydrophobic rubber matrix resulted in partial fiber debonding under tensile stress. However, the rough surface morphology of the coir fibers facilitated a degree of mechanical interlocking and fiber bridging, particularly in samples reinforced with 10–15 mm fibers, contributing to the observed enhancement in tear resistance. Additionally, minor voids were detected in composites with higher fiber loadings (30%), which likely acted as stress concentrators, promoting localized failure initiation and reducing tensile strength. These morphological observations collectively support the mechanical test results, demonstrating that while untreated fibers offer physical reinforcement through interlocking, interfacial compatibility remains a limiting factor for tensile performance.
SEM analysis was performed at 500× to 5000× magnifications on at least five fracture locations per sample and were used together with mechanical test statistics to correlate morphology with macroscopic behavior. Figures 6 and 7 illustrate representative SEM micrographs of fractured tensile specimens. SEM images shows clear evidence of fiber pull-out, interfacial gaps, and fiber bridging across crack planes. These morphological features are consistent with the substantial increase in tear resistance (from 28.29 to 46.15 N/mm) and the rise in Shore A hardness reported in Table 2. Because tensile strength decreased only modestly while tear and hardness improved markedly, the data indicate that load is transferred by frictional/physical engagement (mechanical interlocking and bridging) rather than by strong chemical adhesion. Thus, SEM and mechanical testing together provide converging evidence for mechanical interlocking in the untreated bristle-coir/NR composites.

SEM image of fiber composite surface.

SEM images of the fiber-matrix interface and pull-out regions.
Although fractography SEM analysis of fractured specimens would provide direct evidence of failure mechanisms, such images were not available in the present study. The proposed mechanisms are therefore inferred from mechanical behavior, processing observations, available SEM morphology, and consistency with previously reported natural fiber-rubber composite studies. Future work will include detailed fractographic investigations to further substantiate these mechanisms.
Mechanistic interpretation and literature validation
The mechanical response of untreated bristle coir fiber-reinforced natural rubber (NR) composites is governed by the interplay between fiber morphology, matrix elasticity, and fiber-matrix interfacial interactions. Unlike thermoplastic matrices, elastomeric systems such as NR rely predominantly on mechanical interlocking, frictional resistance, and fiber bridging rather than chemical bonding for effective reinforcement. This distinction is critical for interpreting the observed trends in tensile strength, tear resistance, hardness, and abrasion behavior.
The moderate reduction in tensile strength with increasing fiber content can be attributed to stress concentration effects arising from interfacial discontinuities between the hydrophilic coir fibers and the hydrophobic NR matrix. SEM fractography confirms fiber pull-out and interfacial debonding as dominant failure modes, indicating limited stress transfer efficiency under uniaxial tensile loading. Similar behavior has been reported in untreated coir-reinforced elastomeric composites, where tensile strength is compromised due to insufficient interfacial adhesion despite improved toughness-related properties. In particular, studies on coir fiber–reinforced rubber systems 34 reported that untreated coir fibers tend to reduce tensile strength marginally while enhancing resistance to crack propagation, owing to their coarse surface texture and high lignin content.
In contrast, tear strength exhibited a substantial improvement, especially for composites reinforced with 10 mm fibers at moderate loadings. This enhancement is primarily associated with fiber bridging and crack deflection mechanisms, where fibers span across advancing cracks and dissipate energy through frictional pull-out rather than brittle fracture. This observation is consistent with findings reported in Sathish et al., 35 where coir fiber length was identified as a critical parameter governing tear resistance and fracture toughness in elastomer matrices. The authors demonstrated that intermediate fiber lengths promote effective crack arrest, while excessive fiber loading leads to agglomeration-induced stress localization - trends that closely align with the present results.
The progressive increase in Shore A hardness with fiber content is attributed to the intrinsic stiffness of bristle coir fibers and the restriction of polymer chain mobility in the vicinity of the fiber - matrix interface. The high lignin content of bristle coir contributes to enhanced rigidity and load-bearing capability under localized indentation. Comparable increases in hardness were reported in Bharath et al., 36 where untreated coir fibers increased composite stiffness by acting as rigid inclusions within a compliant rubber matrix. Importantly, the present study demonstrates that such stiffness enhancement can be achieved without chemical treatment, reinforcing the argument that mechanical reinforcement alone can be sufficient for durability-oriented applications.
Improved abrasion resistance further supports the effectiveness of untreated bristle coir fibers in NR composites. The embedded fibers function as physical barriers that resist surface material removal during sliding contact, thereby reducing wear loss. This mechanism has been previously observed in coir-based rubber composites, where fiber anchoring and matrix shielding were identified as key contributors to enhanced wear performance. However, at higher fiber loadings (30 wt.%), marginal deterioration in abrasion behavior is observed, likely due to fiber agglomeration and surface roughness effects, consistent with prior coir–rubber studies.
In epoxy-based coir fiber composites, improvements in tensile and flexural properties are commonly attributed to enhanced chemical bonding resulting from alkaline treatment and nanoclay-assisted stress transfer. 37 Similarly, water resistance and retention of mechanical properties in treated coir–epoxy systems have been linked to reduced fiber hydrophilicity and nanoparticle-induced barrier effects. 38 In contrast, the present natural rubber composites exhibit performance enhancement despite the absence of fiber surface treatment or nanofillers. The observed increase in tear resistance and abrasion performance is primarily governed by fiber bridging, pull-out energy dissipation, and mechanical interlocking, as confirmed by SEM analysis. This highlights a fundamentally different reinforcement mechanism, specific to elastomeric matrices, where controlled interfacial debonding can be beneficial for toughness-related properties.
Overall, the agreement between the present experimental findings and previously reported coir fiber-reinforced rubber systems confirms that mechanically driven reinforcement mechanisms - rather than chemical adhesion-govern performance enhancement in untreated coir-NR composites. The results validate that optimized fiber length and loading can effectively balance durability-related properties, even in the absence of surface modification, thereby supporting the sustainability-driven design philosophy of the present work.
Possible applications of the composite with comparative study
The mechanical characteristics of bristle coir fiber–reinforced natural rubber (NR) composites indicate clear potential for use in medium-load, wear-resistant, and eco-sensitive applications. The combination of high tear strength, increased surface hardness, improved abrasion resistance, and adequate flexibility makes these composites suitable replacements for synthetic rubber composites in specific sectors.
Target applications
Based on the measured mechanical performance, untreated bristle coir fiber-reinforced natural rubber composites demonstrate potential suitability for non-structural and durability-driven applications, where resistance to tearing, surface wear, and moderate stiffness are more critical than maximum tensile strength. The composites exhibit enhanced tear resistance, increased Shore A hardness, and improved abrasion behavior, while maintaining sufficient elasticity characteristic of natural rubber systems. Accordingly, these materials may be considered for light- to medium-load applications such as footwear soles and insoles, floor mats, anti-slip pads, and protective rubber coverings, where improved wear resistance and surface durability are required. The observed increase in hardness and tear strength also suggests potential use in vibration pads, gaskets, and sealing components operating under moderate mechanical stress, provided that flexibility requirements are not severe. In automotive or industrial contexts, the composites may be suitable for interior or auxiliary rubber components that are not subjected to high structural loads or prolonged tensile stress. It is emphasized that the present study does not aim to replace high-performance carbon black–filled rubber systems used in critical load-bearing applications. Rather, the findings indicate that untreated bristle coir fiber–reinforced natural rubber composites can serve as environmentally favorable alternatives in applications where sustainability, cost reduction, and wear resistance are prioritized over peak tensile performance. Further long-term durability and environmental aging studies would be required before extending their use to more demanding service conditions.
Comparative study with other materials
To assess competitiveness, the performance of this composite is compared against conventional NR, carbon black–filled rubber, and other natural fiber-reinforced NR systems.
Carbon Black–NR composite versus Bristle Coir–NR composite
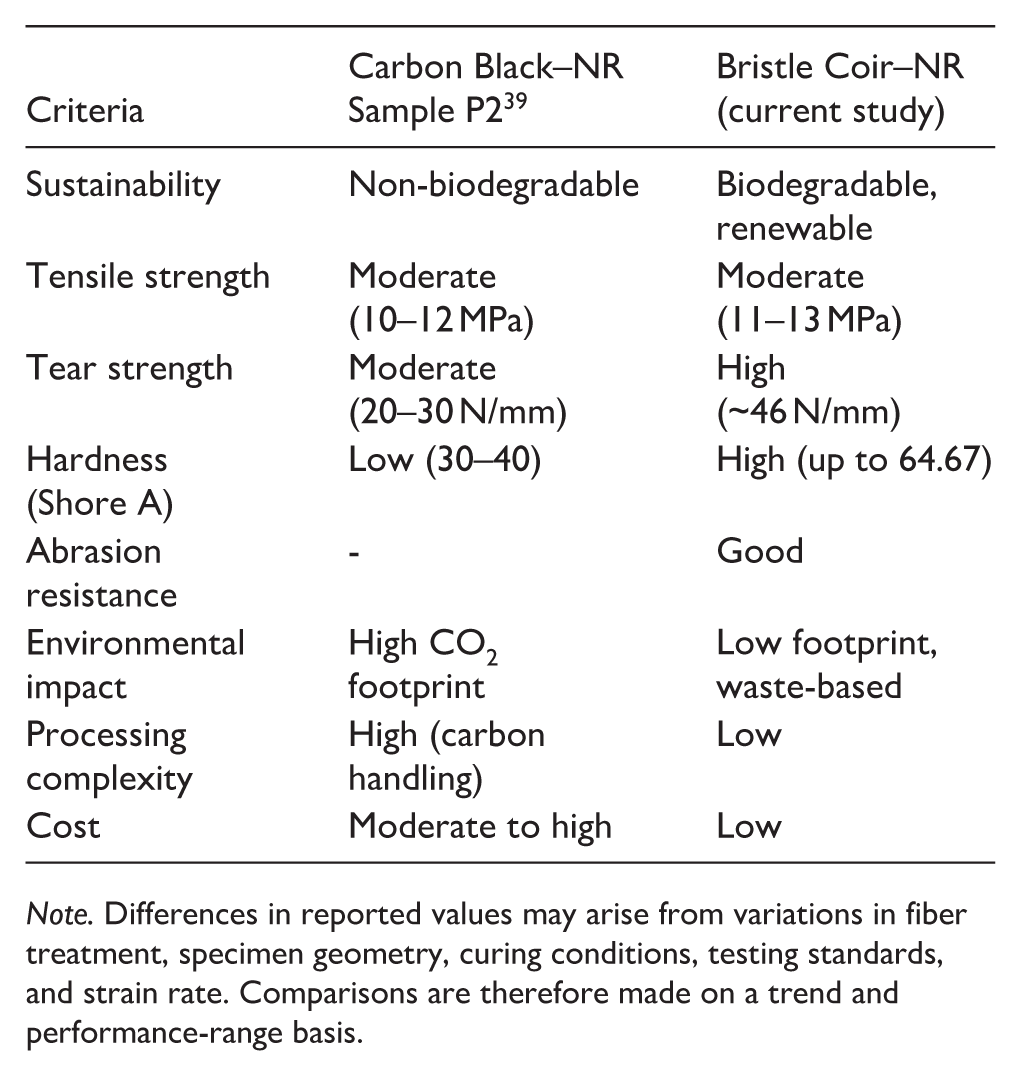
Note. Differences in reported values may arise from variations in fiber treatment, specimen geometry, curing conditions, testing standards, and strain rate. Comparisons are therefore made on a trend and performance-range basis.
Although carbon black offers moderate tensile and tear characteristics, it lacks sustainability and increases environmental burden. The coir-NR composite provides an eco-friendly, low-cost alternative suitable for non-critical load-bearing products.
Other natural fiber–NR composites versus Bristle Coir–NR composite

The novelty of this study lies in achieving comparable or superior performance to treated fiber systems using untreated bristle coir, demonstrating that mechanical reinforcement is achievable without surface modification, simplifying manufacturing and minimizing chemical usage.
Comparison between the present sample and other similar composites
A comparative evaluation of fiber-reinforced rubber composites (Table 4) demonstrates that the untreated bristle coir–NR composite from this study offers competitive tensile and tear strength relative to other natural fiber systems. While Sansevieria cylindrica fiber composites showed the moderate tear strength (34.99 kN/m) and highest hardness (76.85 Shore A), 43 the bristle coir composite achieved a superior balance between tensile strength (13.52 MPa) and tear strength (46.15 kN/m) with moderate hardness (64.67 Shore A). Compared to more common fibers like jute, 43 the present composite exhibits higher tensile strength and better tear performance, all without the need for fiber chemical treatment. Furthermore, although bagasse ash silica (BASi) fillers provided higher tensile values, 44 their integration typically requires more elaborate processing. The results suggest that untreated bristle coir is a viable, eco-friendly reinforcement for wear-resistant rubber applications.
Comparison of mechanical properties of the present bristle coir fiber–reinforced natural rubber composites with selected literature reports. Values are shown in standardized units; testing conditions and specimen geometries may vary between studies.

Note. Differences in reported values may arise from variations in fiber treatment, specimen geometry, curing conditions, testing standards, and strain rate. Comparisons are therefore made on a trend and performance-range basis.
Conclusion
This study demonstrates that untreated bristle coir fiber, an abundant and biodegradable agro-waste, can effectively enhance the mechanical performance of natural rubber composites without chemical treatment. While a slight drop in tensile strength was observed with increasing fiber content, significant improvements were achieved in tear resistance (up to 63%), surface hardness (up to 76%), and abrasion resistance (5.2% gain). The optimal configuration – 10 mm fibers at 20 wt.% – offered the best overall balance: high tear strength, superior hardness, and minimal wear loss, with only a modest reduction in tensile properties. SEM analysis confirmed that mechanical interlocking, despite limited chemical bonding, was sufficient to improve key functional properties. Based on the observed mechanical response, untreated bristle coir-NR composites are particularly suitable for non-structural and semi-structural applications where durability, wear resistance, and sustainability are prioritized over maximum tensile strength. Potential applications include footwear soles, floor mats, vibration pads, automotive interior components, and protective rubber linings. The elimination of fiber chemical treatment further enhances the industrial feasibility and environmental compatibility of the proposed composites. This work highlights the potential of natural reinforcement systems where performance, sustainability, and simplicity align, without the need for chemical processing.
Footnotes
Author contributions
Conceptualization, Methodology, Investigation, and Validation: Ajith Kuriakose Mani, Aju Zachariah Mani, Manoj Balakrishnan, Cherian Paul, Rittin Abraham Kurien, Sathiyalingam Kannaiyan, Song-Jeng Huang. Resources, Writing - Original Draft Preparation: Ajith Kuriakose Mani. Review and Editing: Aju Zachariah Mani, Manoj Balakrihnan, Cherian Paul, Rittin Abraham Kurien, Sathiyalingam Kannaiyan, Song-Jeng Huang Supervision: Ajith Kuriakose Mani, Aju Zachariah Mani, Manoj Balakrishnan. All authors have read and agreed to the published version of this manuscript.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
ORCID iDs
Data availability statement
All data are available in the manuscript.