
Abstract
This work addressed questions regarding the fate of wood pulp fibers in the composite manufacturing process, for instance whether the processing induced fiber damages, and the improved interfacial adhesion accelerated this function. A number of wood fibers were blended with various maleic anhydride-grafted polymers fully and partially to study their morphological changes. The fractured fibers were separated from wood composites with aromatic hydrocarbons and analyzed using Fiber quality analyses, Scanning electron microscope, Fourier transform infrared analysis and X-ray photoelectron spectroscopy to validate the degree of fiber fractures and the esterification reaction. The fiber damages were related to the maleic anhydride grafting degree, molecular weight and molecular structures of maleated polymers.
Introduction
Wood fibers have drawn much attention due to its biodegradation and sustainability, 1,2 which offer wood composites biodegadablity. 3 Most of the problem encountered with wood composites is the inherent incompatibility between hydrophilic fibers and hydrophobic polyolefins. Chemical coupling plays an important role in improving interfacial adhesions. 4–6 Maleic anhydride-grafted polymer reacts with lignocellulosic materials through an esterification reaction between the maleic anhydride groups of maleated polyolefin and the hydroxyl groups on fiber surface. 7 However, researchers frequently observed the improvement of mechanical properties 6,8 , but neglected the changes in fiber particles. The blending process admittedly generated a strong shearing and driving force, especially when wood fiber and coupling agent were introduced. 9
X-ray photoelectron spectroscopy (XPS) was used to assess the surface reactions of wood fibers. 7,10,11 Fourier transform infrared analysis (FTIR) was also used to determine the chemical structures of wood composites. 7,10,11 Although the coupling mechanisms of wood composites had been reported, 11,12 there are no records to point to the actual existence of wood fibers in real composite materials, especially for the changes in fibers in the rolling mill process. As a result of maleic anhydride-grafted polymers providing the best enhancement to the composite with similar molecules, 4,13 maleic anhydride-grafted polyethylene and polypropylene (MAPE and MAPP, respectively) were used in the preparation of polyethylene (PE) and polypropylene (PP)-based composites, respectively.
In this study, wood fibers were grafted entirely or partially with different maleated polymers that behaved as binders during the wood composite compounding. Grafted fibers were then isolated from actual wood composites using xylene. The approaches of FTIR and XPS were adapted to study the surface reaction efficiencies and chemical coupling mechanisms among wood composites. Simultaneously, fiber quality analysis (FQA) and scanning electron microscope (SEM) disclosed the interactions on fiber damages during the process.
Experimental
Materials
Two MAPEs (G2010 and G2608) and three MAPPs (G3003, G3015 and G3216) were used to carry out the coupling reactivity of wood fibers and fiber fractures. These maleated polymers were supplied by Eastman Chemical Company (Kingsport, Tennessee, USA). Their typical physical properties were listed in Table 1. Polypropylene homopolymer (Marlex® HGZ-1200 PP, Phillips Sumika Polypropylene Company, The Woodlands, Texas, USA) was used as a matrix to illustrate the amount of G3003 on fiber–matrix interactions. The melt mass–flow rate of PP was 115 g/10 min with a specific density of 0.907 g/cm3.
Typical characteristics of maleated polymers.
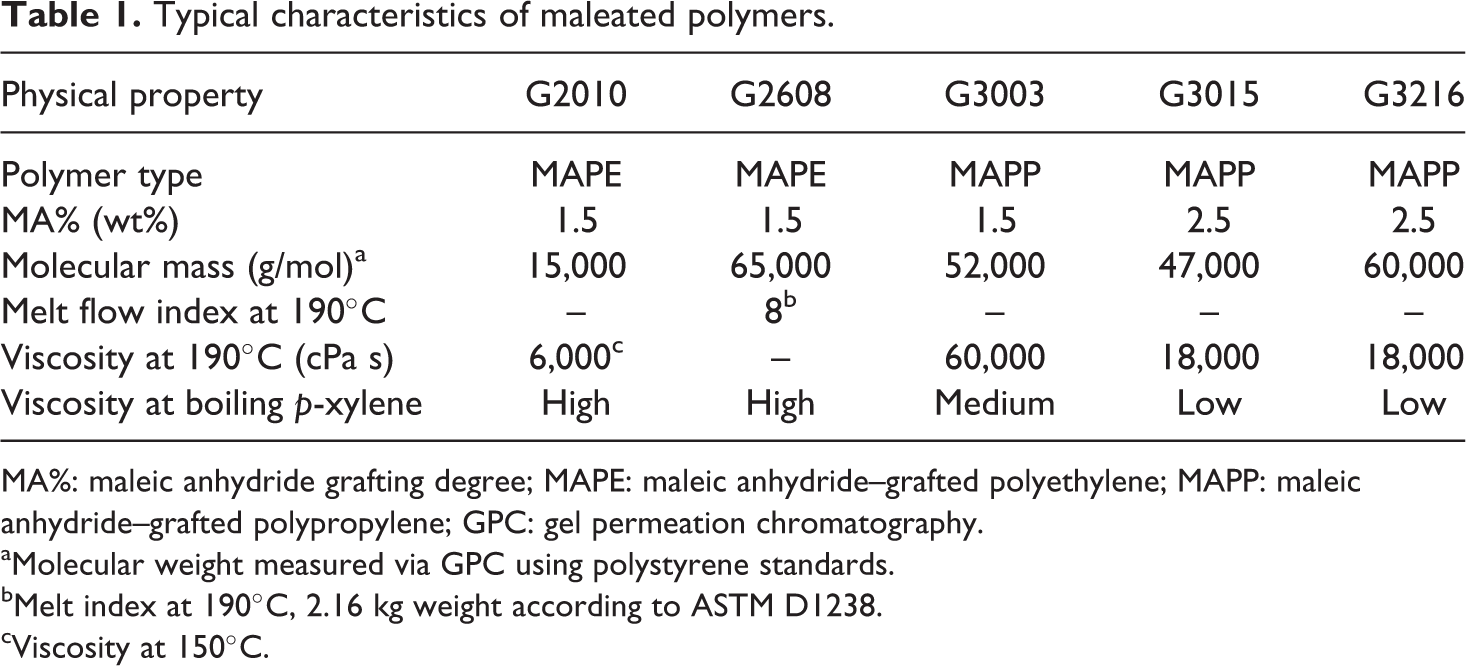
MA%: maleic anhydride grafting degree; MAPE: maleic anhydride–grafted polyethylene; MAPP: maleic anhydride–grafted polypropylene; GPC: gel permeation chromatography.
aMolecular weight measured via GPC using polystyrene standards.
bMelt index at 190°C, 2.16 kg weight according to ASTM D1238.
cViscosity at 150°C.
Industrial chemithermomechanical pulp (CTMP) of yellow birch (Betula alleghaniensis) was used in this study. This pulp fiber was air-dried and sorted at our laboratory to obtain fine particles, which passed through a 20-mesh screen but retained on an 80-mesh screen. p-Xylene (Fisher Science, Canada, 99.9%, ACS grade) and acetone (Fisher Science, Canada, ACS grade) were used for fiber separation and Soxhlet extraction.
Preparation of wood composites
Two MAPEs (G2010 and G2608) and two MAPPs (G3015 and 3216) were compounded with 10–60 wt% CTMP birch fiber to obtain entirely grafted fibers. The melting MAPEs had higher viscosity than the melting MAPPs. All of them had an increasing viscosity following the increase in fiber content. The entirely grafted fibers were used to underline the maleic anhydride grafting degree (MA%), molecular weight (Mw) and molecules of maleated polymers on fiber damages and fiber–matrix interactions under variable fiber content. In addition, PP was blended with 30 wt% fiber in the presence of 0, 1, 2, 3, 5, 8 and 10 wt% G3003 to obtain partially grafted fibers, which revealed the amount of MAPP on fiber damages and fiber–matrix interactions. All the composites were melting compounded by a two-roll mill. The compounding of MAPE and MAPP composites were processed at 170°C and 190°C, respectively. The total compounding time of each sample was 32 min. The detailed compounding procedure was reported in our pervious articles. 6,8 Finally, thin composite slices were stored in a conditioned room (50% relative humidity and 23°C) until fiber separation and extraction.
Preparation of grafted wood fibers
The composite slices were solubilized in boiling p-xylene, and then crude grafted fibers were isolated from the viscous solution by means of a very small aperture wire mesh. Afterward, all crude fibers and native fiber were extracted with p-xylene for 48 h under reflux followed by washing with acetone. The resulting extracted fibers were coded in Table 2.
Descriptions of grafted wood fiber.
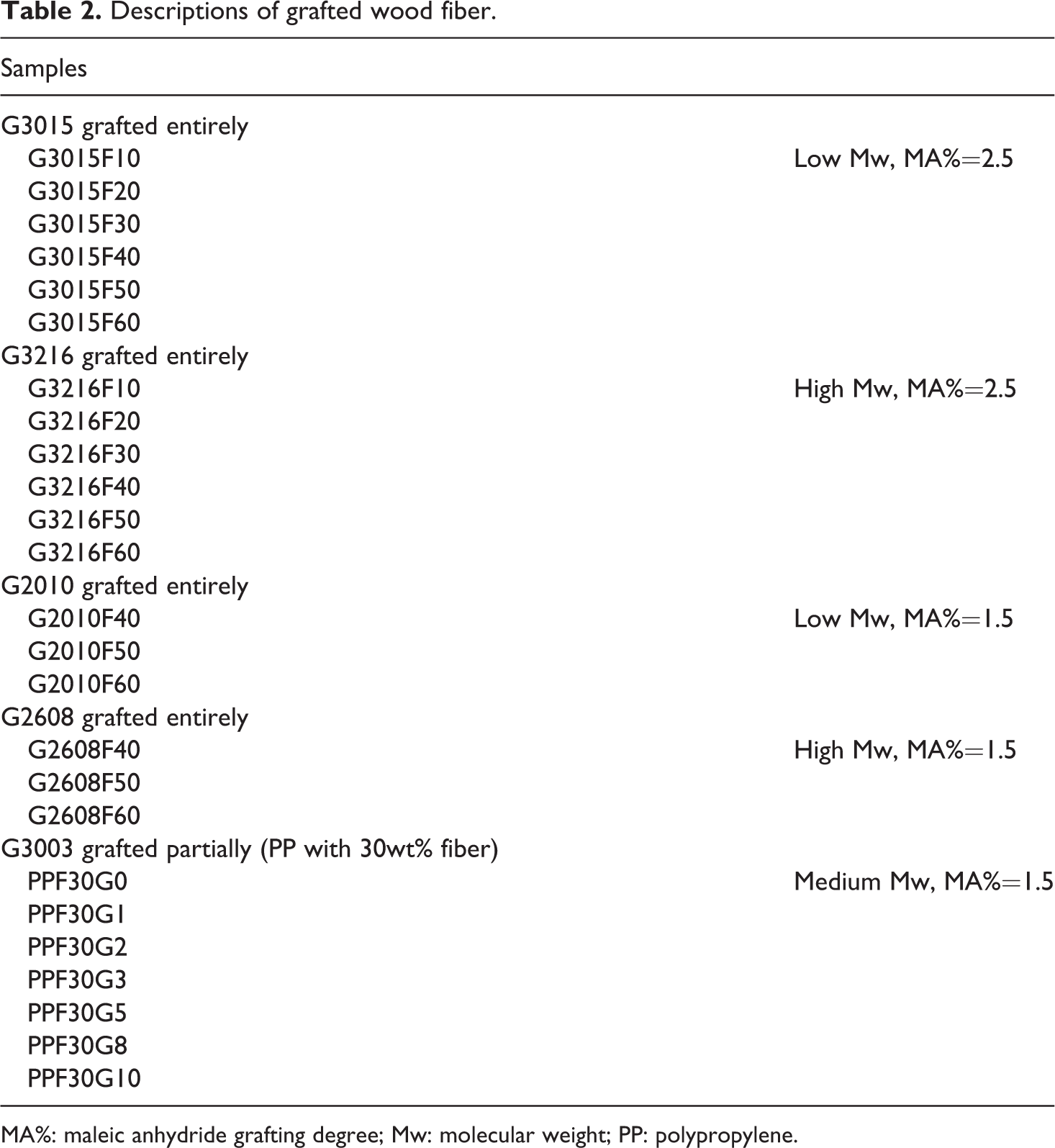
MA%: maleic anhydride grafting degree; Mw: molecular weight; PP: polypropylene.
Characterization measurements
X-ray photoelectron spectroscopy
Chemical analyses of oven dried fibers were performed by XPS (Kratos Axis Ultra, HIS 165) at three locations using a monochromatic X-ray source and a dual Al-Kα anode (15 mA and 1486.7 eV) at 225 W. The measured area at each point was 1 × 2 mm2. Data acquisition and processing were performed with a SUN Sparc Station IPX computer by the Lignocellulosic Material Research Centre. Two spectra in the fixed analyzer mode were recorded for each sample.
Survey spectra (0–1300 eV) were recorded to estimate compositions. Pass energy of 160 eV was employed with 1 sweep. The dwell time was 100 ms. The acquisition time was 130 s. The step was 1000 meV.
High-resolution spectra (within 20 eV) were pursued to determine the chemical bonds of carbon atoms on a surface in considerable details. Pass energy of 40 eV was employed with 3 sweeps. The dwell time was 332 ms. The acquisition time was 182 s. The step was 100 meV. The electron augers of oxygen, nitrogen and carbon were set at 1250 eV, 1110 eV and 980 eV, respectively. The binding energy references of C 1s, N 1s and O 1s were positioned at 283.0 eV, 398.0 eV and 531.0 eV. The chemical shifts of carbons (C ls) in pulp fibers were deconvoluted into four components depending on the number of oxygen atoms bonded to carbon. 14,15
Fourier transform infrared analysis
Sample preparation
Oven dried fiber fraction of 0.5 mg was grinded with 100 mg of dry KBr. KBr pellet was then prepared in a standard device with 10 MPa pressure for 5 min under 700 mm Hg vacuum. The thickness of the pellet was 200 µm.
Infrared (IR) spectra were obtained against pure KBr on a Perkin-Elmer spectrophotometer (System 2000 FTIR) at a resolution of 4 cm−1 with a co-addition of 60 scans. All the data analyses were performed with Spectrum v3.02 software from Perkin-Elmer. For the entirely grafted fibers, the formation of ester linkages cannot be negated by the amount of fiber used. All IR spectra were normalized at 895–898 cm−1 band (glucose ring stretching vibration). The carbonyl index was determined as the ratio of the average intensity of the 1740 cm−1 carbonyl peak in their IR spectra to the 2900 cm−1 band, corresponding to C–H alkane stretching vibrations of methylene or ethylene groups. Therefore, carbonyl index was used to define the surface esterifications during the compounding process.
Fiber quality analyses
Fiber qualities were analyzed by the Fiber quality analyzer (LDA02090 HiRes, OpTest equipment Inc., Hawkesburg, Canada) according to ISO 16065 and TAPPI T271. The fiber qualities were always log normally distributed. A total of 5000 fibers were executed to compute an arithmetic mean of fiber length, width as well as their curl and kink index. Each sample was tested trice.
Scanning electron microscopy
Sample stub with wood fibers was surface metalized by a Polaron sputter coater (Model SC7620) with evaporated gold and then the morphology was examined using a SEM (JSM 5500, JEOL, Japan) at an acceleration voltage of 15 kV.
Results and discussions
Surface and interface characterizations of entirely grafted fibers
IR results were used to identify the chemical reactions on fiber surface after compounding with maleated polymers. All grafted fibers had feathers similar to native fiber, with the exception of the peak intensities of some specific bands. The 1740-cm−1 band was associated with ester carbonyl groups through esterification reactions. 5,7,12,16,17 Maleic anhydride groups were potentially consuming up all the exposed –OH groups on fiber surface during the compounding process. Maleated polymers showed a different reactivity between MAPEs and MAPPs by a carbonyl index, which was illustrated in Figure 1. MAPPs used in this study had higher MA% (2.5%) than MAPEs (1.5%). As a result, MAPPs provided more reactive sites to bond wood fibers by exhibiting higher carbonyl index. However, MAPEs had a superior reactivity than MAPPs when their carbonyl index was normalized at the same MA% level (1.5%). The normalized values were represented by gray bars in Figure 1. Meanwhile, it was also found that both high-Mw MAPE (G2608) and MAPP (G3216) were contributed with high esterification contents compared with low Mw MAPE (G2010) and MAPP (G3015), respectively.
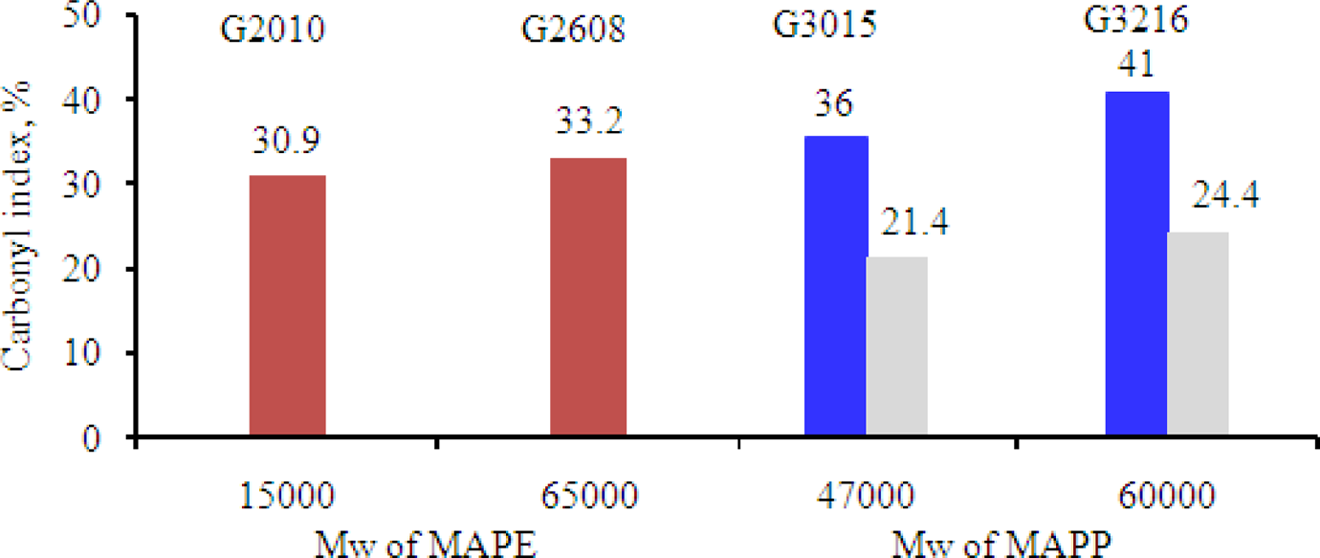
Effect of Mw and MA% on carbonyl index of entirely grafted fibers (the gray bars represtented the normalized values). MA%: maleic anhydride grafting degree; Mw: molecular weight.
Survey spectra of the grafted fibers were executed to determine the chemical structures on fiber surface. The main elements, such as oxygen and carbon, were detected as well as a very small amount of nitrogen in native fibers by the fusion with proteins is shown in Figure 2(a). Such structures in pulp fibers are mostly proteins. 18 Most of the nitrogen-containing proteins were lipophilic extractives because they were able to be extracted by p-xylene as illustrated in Figure 2(b). Although a trace amount of nitrogen was still detected in extracted fiber (Table 3), these hydrophilic residual extractives continued to eliminate completely with xylene extraction followed by a high-temperature process, for instance a compounding process (Figure 2(c) and (d)). The background shapes of XPS survey spectra were very close, which implied that all tested fibers had similar chemical structures. However, the different baseline intensities demonstrated that the entirely grafted fibers were at different structural concentrations. The low baseline at 7 × 103 a.u. demonstrated that the entirely grafted fiber surfaces were roughened by etching after extraction compared with native fiber as shown in Figure 2.
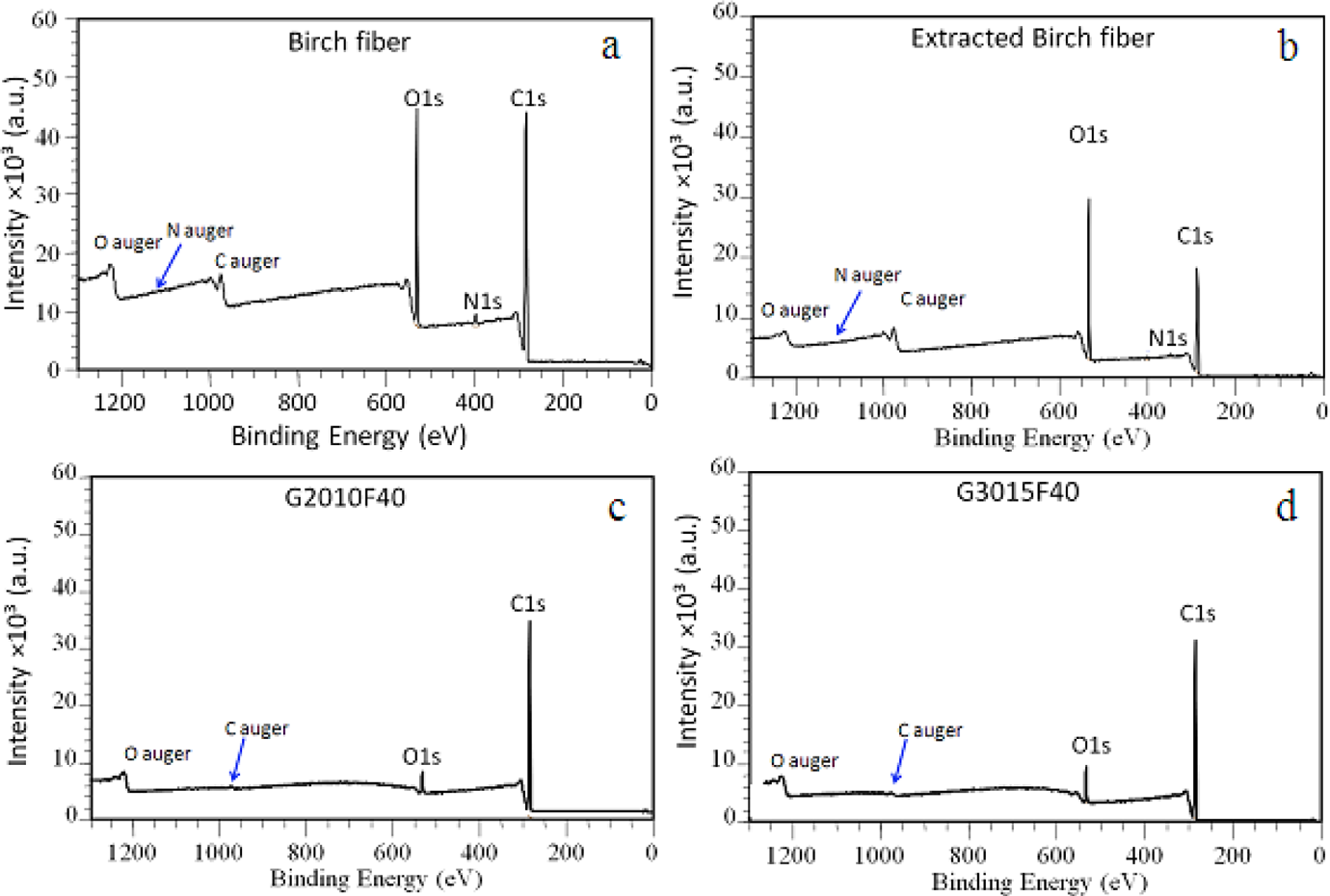
Survey spectra of native and entirely grafted fibers.
Average values of the elemental surface composition and the O/C ratio.
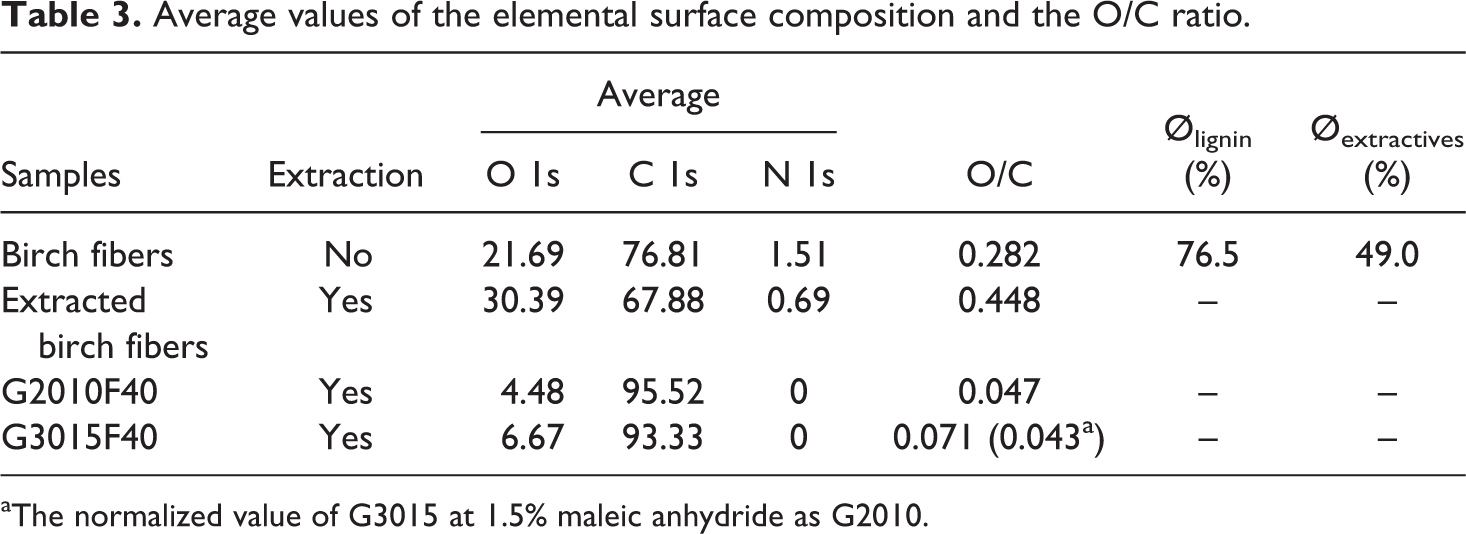
aThe normalized value of G3015 at 1.5% maleic anhydride as G2010.
Extraction increased the detectable amount of oxygen by the exposure of oxygen on fiber surfaces, exhibiting an increased O/C ratio as shown in Figure 3 and Table 3. However, the intensity of oxygen on fiber surface was drastically decreased by undergoing esterification reactions, which was shown in Figure 3 and also valued in Table 3. Nonetheless, MAPP entirely grafted fiber (G3015F40) displayed higher O 1s concentration compared with MAPE-grafted fiber (G2010F40) due to its higher MA% (Figure 3).
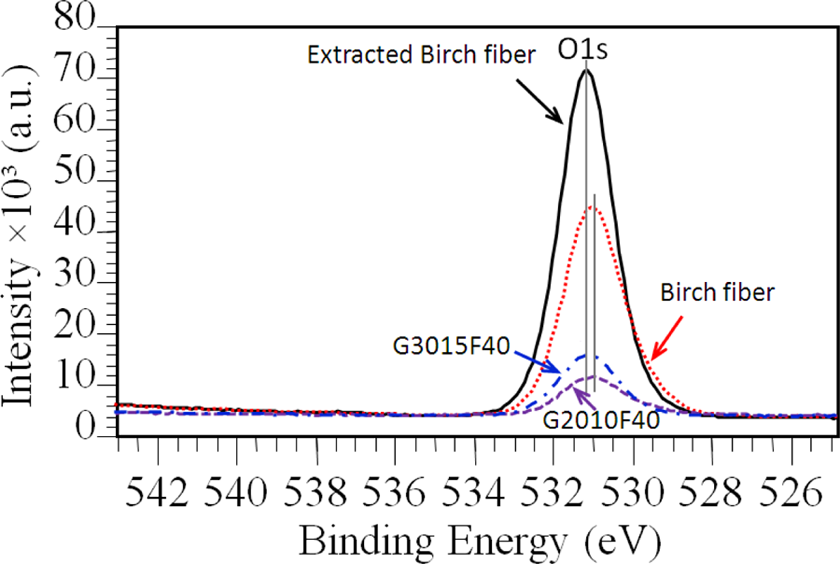
High-resolution spectra of O1 s as a function of treatment.
Unlike the oxygen band, the C 1s had different band shapes due to the changes in the proportions of deconvoluted carbons in different grafted fibers (Figure 4). The extracted fibers showed an increase in O/C ratio from 0.282 to 0.448 due to the removal of the extractives and the exposure of oxygen on fiber surface. 19 –24 As a result, the extracted fibers had higher oxidized carbon proportions compared with the native fibers as shown in Figure 4. Although wood fibers were fractured and unavoidably thermally oxidized 25,26 during the compounding process, both the decrease in fiber size and the thermal degradation contributed to the increased O/C ratio. 27 –29 However, the O/C ratios of grafted fibers decreased from 0.448 of extracted fibers down to 0.047 and 0.071 of G2010F40 and G3015F40, respectively, as indicated in Figure 4. Obviously, the decreased O/C ratio of the grafted fibers was definitely due to the result of the unoxidized carbon-enriched maleated polymer grafting on fiber surface. Naturally, the grafted fibers displayed a strong sharp carbon peak at low binding energy position due to high proportions of unoxidized carbons. Furthermore, MAPE (G2010) was found to have superior reactivity than MAPP (G3015) after normalizing their O/C ratios, which were listed in the parentheses in Table 3. This finding was well in agreement with the IR result of carbonyl index.
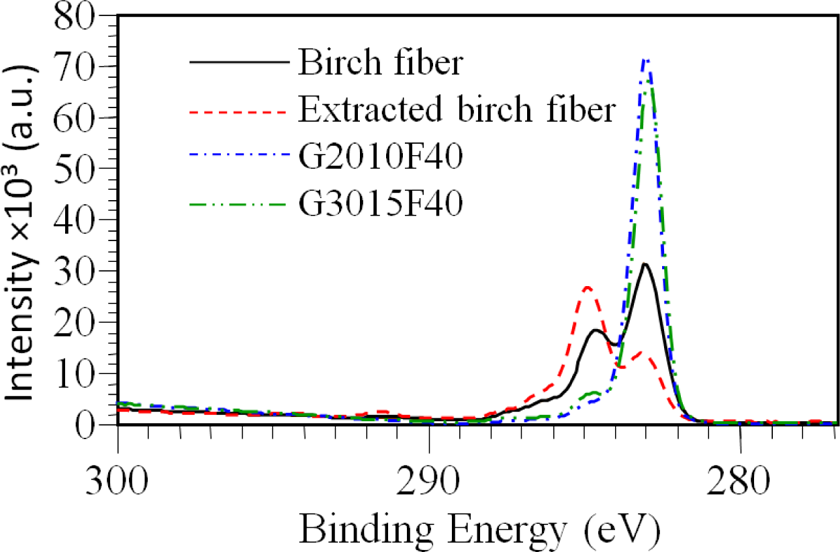
High-resolution C1 s peaks spectra.
The chemical compositions of the fiber surface indeed differed dramatically from their bulk materials especially in wood composites manufacturing. It was known that unbleached mechanical pulp fiber contained lignin and extractives. Although the amount of the phenolic hydroxyl groups in lignin was small, it had higher reactivity than the hydroxyl groups in celluloses.
22
Moreover, the extractives had influences on fiber wettability
30
and even on the mechanical and physical properties.
31
Therefore, the hydrophobic surface lignin and extractive material concentrations on fiber surface were calculated by equations (1) and (2) from the O/C ratios determined by XPS.


The high surface lignin concentration (76.5%) prompted that CTMP fiber surface was rich in lignin. 33 As a result of the immigration of extractives to the fiber surface in the CTMP process, 34 the concentration of surface extractives was up to 49%. It was reported that the extractives in bast fibers can help lubricate the internal workings of the manufacturing process. 35 Since the migration of extractives to fiber surface was favored at high temperature, 36 the wettability of polyolefins might be improved due to their similar hydrophobicity. 37 Besides, lignin and some extractives in wood fibers acted as antioxidants through resonance stabilization of free radicals. 38,39 Therefore, high surface coverage by lignin and extractives had the wood composites manufacturing process go smoothly while protecting wood fibers from serious thermal oxidation. As a result of the presence of residual extractives in CTMP fibers, wood composites should have a low wettability, 40 leading to low moisture and stable dimensions. 41,42 It provided a guide for the choice of natural fibers in wood composites manufacturing with respect to the composite performance.
Fiber damages during compounding process
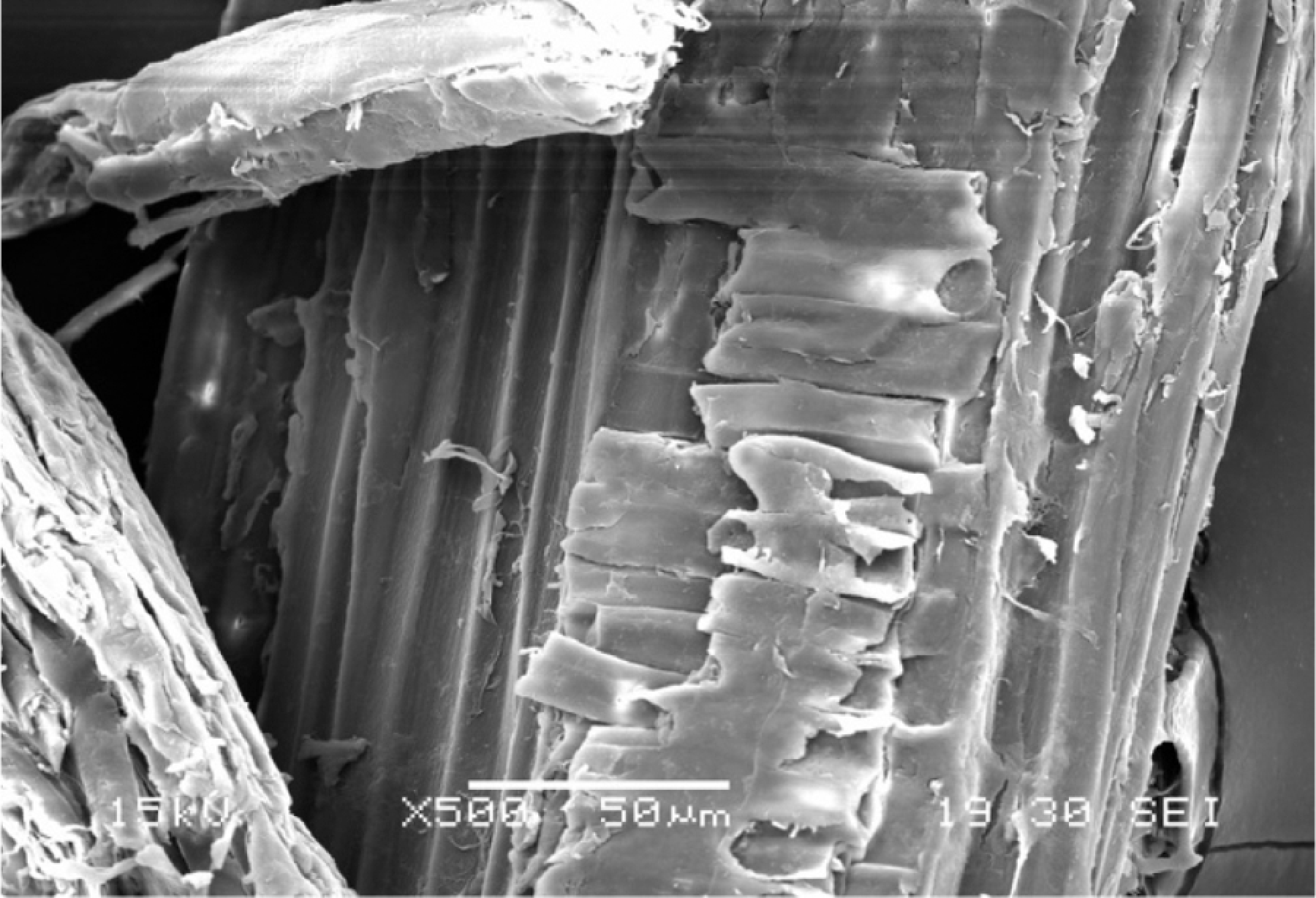
The applied stress had a dramatic role in fracturing the fiber length through the interactions between the supporting fibers to the melt matrix. The native fibers had smooth surfaces without fibrils (Figure 5(a)) and trim cross-sections (Figure 5(b)). The fibers were oriented and cut during compounding process as shown in Figure 6, and their fracture degree depended on the kind of maleated polymers were used. It was reported that the torque was increased along with an increase in the fiber content. 9 Fiber fracturing was pronounced by FQA results, which was computed from its log normal histogram.
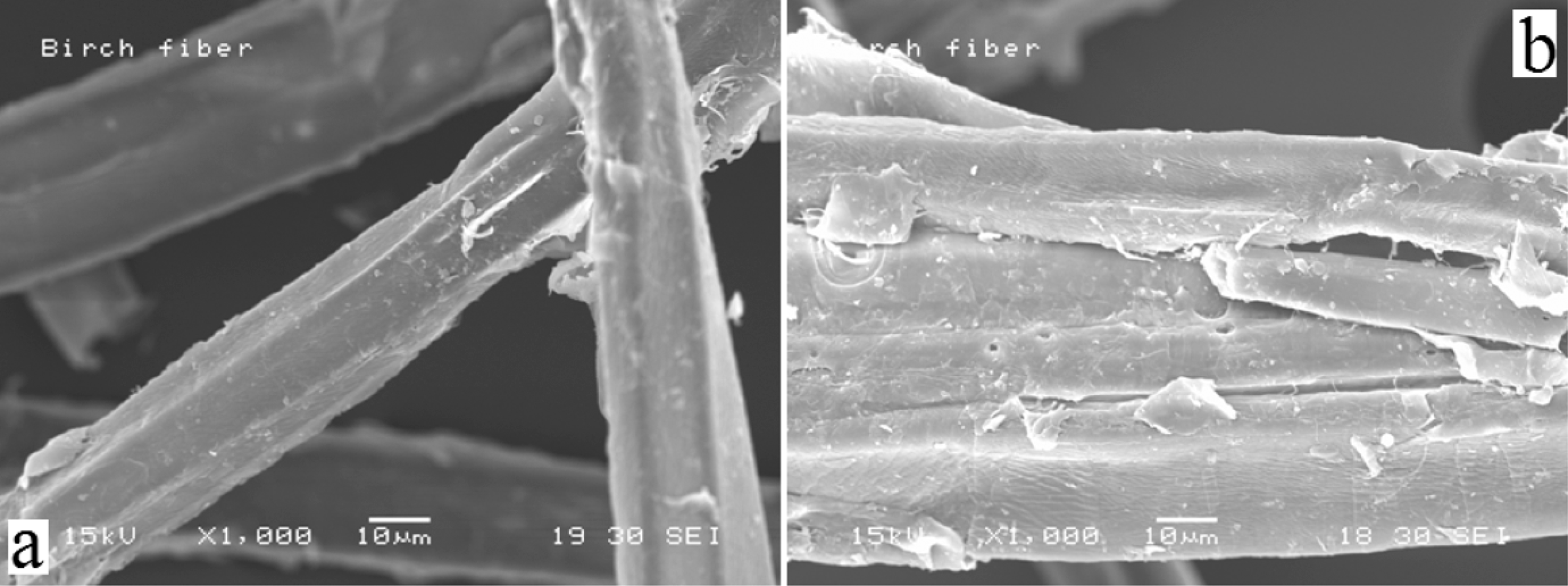
Fiber pictures of native fiber (×1000).
Orientation of isolated but unextracted grafted fiber (×500).
Entirely grafted fibers with MAPP or MAPE
Figure 7(a) illustrated that the compounding process caused the decrease in fiber length. For MAPP entirely grafted fibers, the fiber length decreased from 0.97 mm of native fibers to 0.19–0.29 mm following the increase in fiber volume up to 40 wt% by cutting and bruising under high viscosity condition. 43 As a result of using more fibers, the resulting fiber length was 0.36–0.53 mm because of the applied stress that was shared by large amount of fibers. However, MAPPs appeared to have different fracture mechanism to the MAPEs as observed from Figure 7. Due to the low reactivity between MAPPs and wood fibers, the interaction deteriorated fiber particles were dominated by their Mw. Moreover, Mw had no notable impacts on fiber length at low fiber-loading level, less than 40 wt%. Nonetheless, it made great contributions at high fiber-loading levels as shown in Figure 7, such as 50–60 wt%. It was found that the length of high-Mw MAPP-grafted fibers (G3216, 0.36–0.45 mm) was shorter than that of low-Mw MAPP-grafted fibers (G3015, 0.50–0.53 mm) at high fiber loading. Since MAPPs had low viscosities, G3216 might provide stronger interactions by its high Mw compared with G3015. MAPE-grafted fibers not only had shorter fiber length than MAPP-grafted fibers, at the same fiber loading because of their superior reactivity and high molecular viscosity but also presented different mechanisms involved in fiber fracturing. Because both MAPEs have high viscosities, the interfacial adhesion played an important role in fiber fracturing. Low-Mw MAPE (G2010) appeared to have superior interfacial compatibility than high-Mw MAPE (G2608) because of its high ability to wet out, which initiated deep fractures around fibers (Figure 8(c) and (d)). As a result of MAPEs having superior fiber–matrix interactions than MAPPs, the lengths of MAPE entirely grafted fibers (0.19–0.23 mm) were shorter than those grafted with MAPPs (0.19–0.53 mm) at the same fiber levels as shown in Figure 7(a). These illustrations were corresponding to the SEM observations of Figure 8.
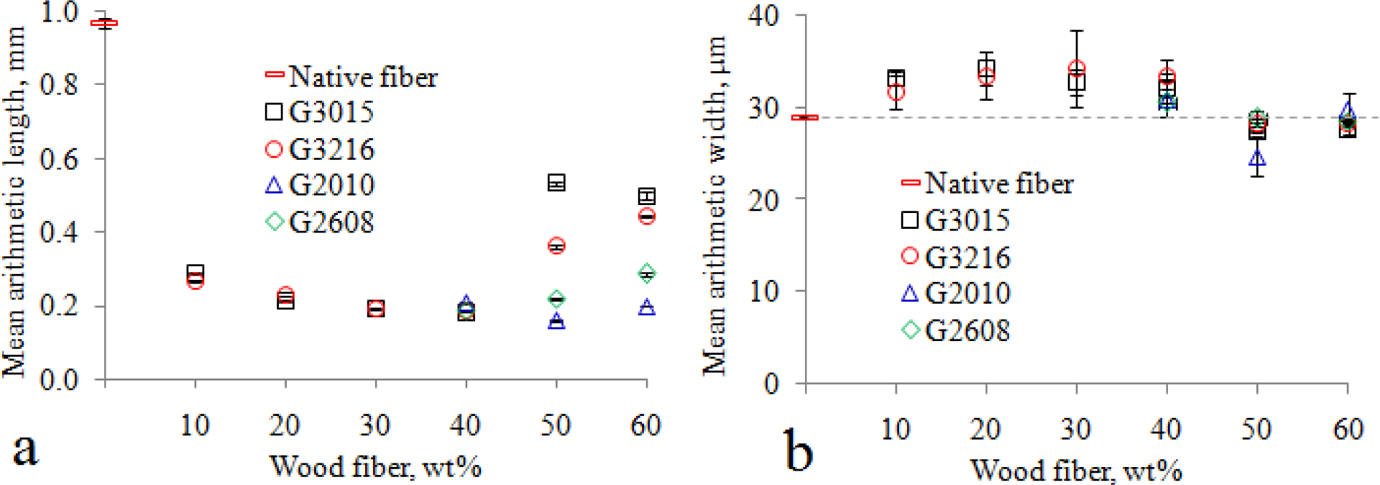
Dimensions of entirely grafted fibers.
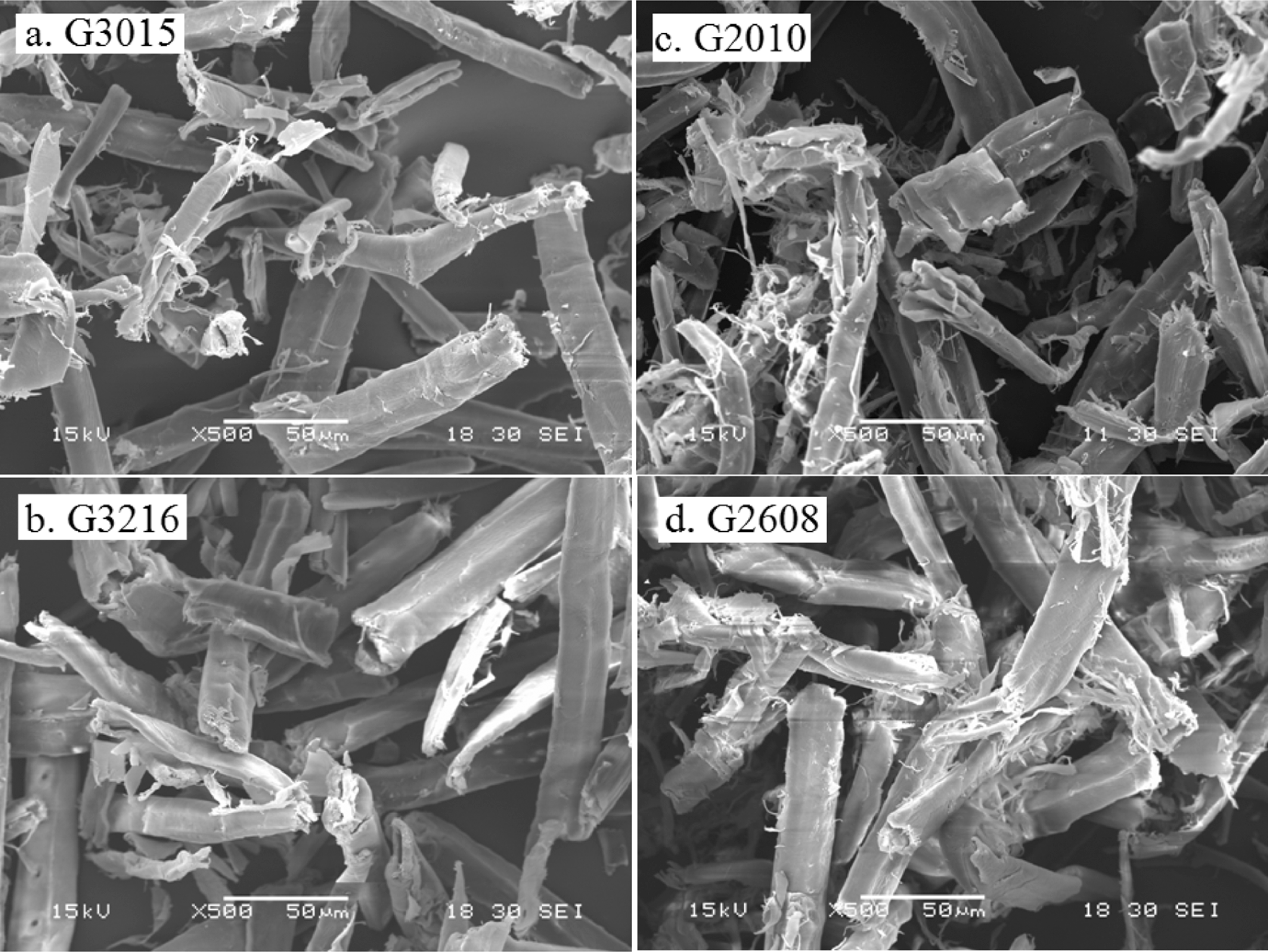
Maleated polymers entirely grafted fibers (×500).
However, the widths of all entirely grafted fibers seemed to decrease following the increase in fiber volume (Figure 7(b)). The reason perhaps was more fibers generated the dispersion effects of fiber particles. Besides, the widths of MAPP entirely grafted fibers increased a bit somewhat probably because of the attachments of molecules on fiber surfaces. Alternatively, the width of MAPP-grafted fibers was in the range of 27–34 µm, which can increase at a maximum by 5 µm thickness compared with 29 µm of native fibers. The Mw of maleated polymer made few contributions to fiber width, as illustrated in Figure 7(b). MAPEs led to serious fiber fracturing, peeling, pinwheeling and cracking (Figure 8) due to its superior adhesions. As a result, MAPE-grafted fibers decreased in width compared with MAPP-grafted fibers. In short, the fibers were damaged during compounding process in the rolling mill system as well as in extrusion process. 44
Maleic anhydride groups in maleated polymers, both MAPPs and MAPEs, can react with the –OH groups of wood fibers by ester linkages. 10,12,16,17,45,46 The strongly applied stress will fracture and crack wood fibers through the interactions and exhibited rough surface and fibrillated fiber ends. Unquestionably, more fiber ends helped form more bonds 47 to improve fiber–matrix compatibility. This finding was already validated by the FTIR and XPS results. Besides, fiber curls and kinks were also used to describe these morphological changes (Figure 9). In any case, both stronger interactions and reaction intensity had an impact on fiber characteristics. Clearly, MAPEs contributed to high fiber curl as well as more kinks than MAPPs as indicated in Figure 9. This finding was corresponding to the SEM observations of Figure 8, where MAPE-grafted fibers expressed complex fracture models, such as fibrillating, twisting and curling. Furthermore, high-Mw MAPP (G3216) led to higher curls and more kinks compared with G3015 (Figure 9), where Mw had more impact on interactions under moderate molecular viscosity condition. Conversely, low-Mw MAPE (G2010) is contributed to higher curl and kink when compared with G2608, where the ability to wet out had more impact on fiber fractures under high molecular viscosity condition. In short, MAPEs were assumed to have fundamentally different factors on the interfacial functions from those of MAPPs.
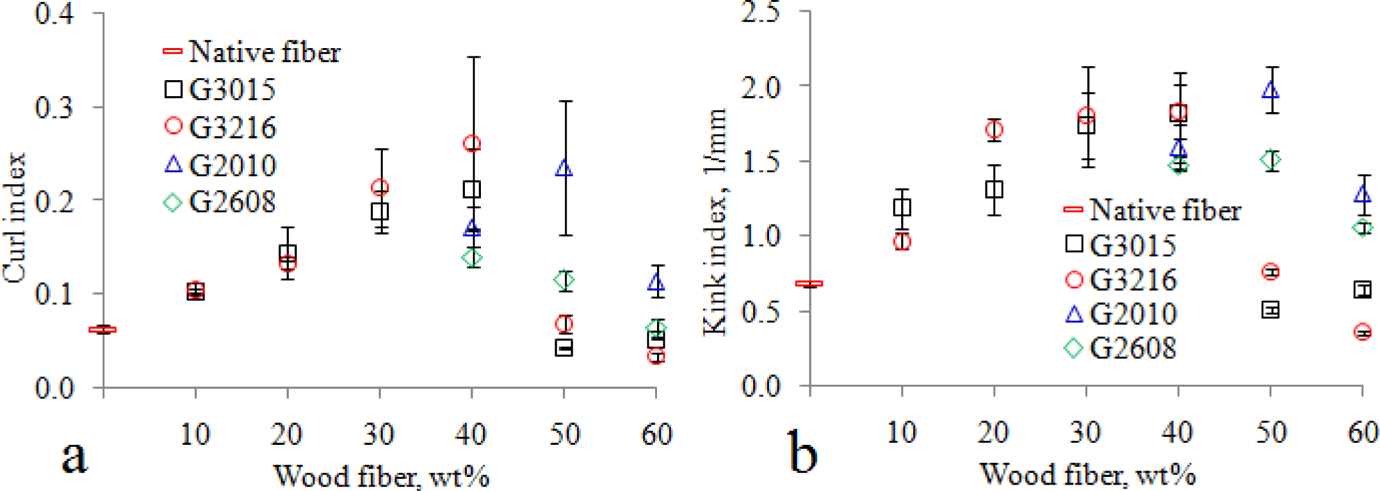
Characteristics of entirely grafted fibers.
Partially grafted fibers with MAPP
MAPP partially grafted fibers were underlined to investigate the effects of the amount of coupling agent on fiber surfaces morphologies. FQA was imposed to monitor the damages in fibers along with the increase in G3003 amount. The length and width of partially grafted fibers were computed in Figure 10. The incompatibility between the fibers and the matrix caused strong frictional forces without the presence of coupling agent. These frictional forces are undoubtedly involved in fiber cutting (Figure 11(a)). The introduction of coupling agent will not only relieve the fiber cutting, due to improved interfacial compatibility and enhanced wettability but also led to exhibit rough fiber surfaces, such as fibrillation (Figure 11(b) and (c)).
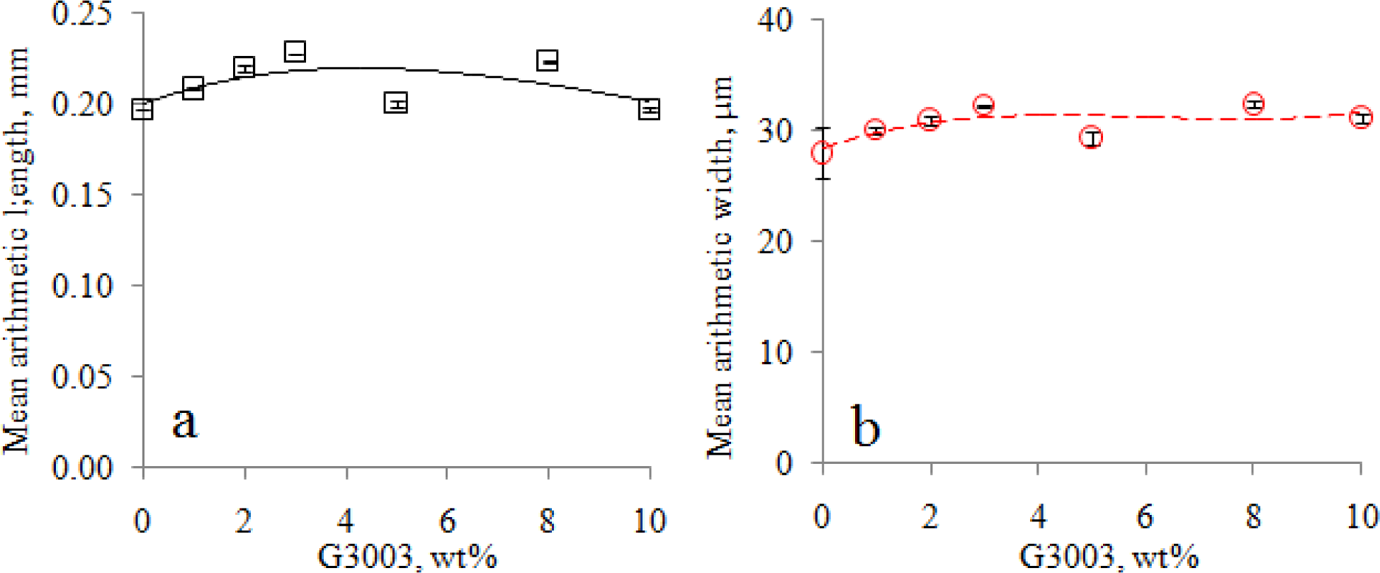
Dimensions of partially grafted fibers.
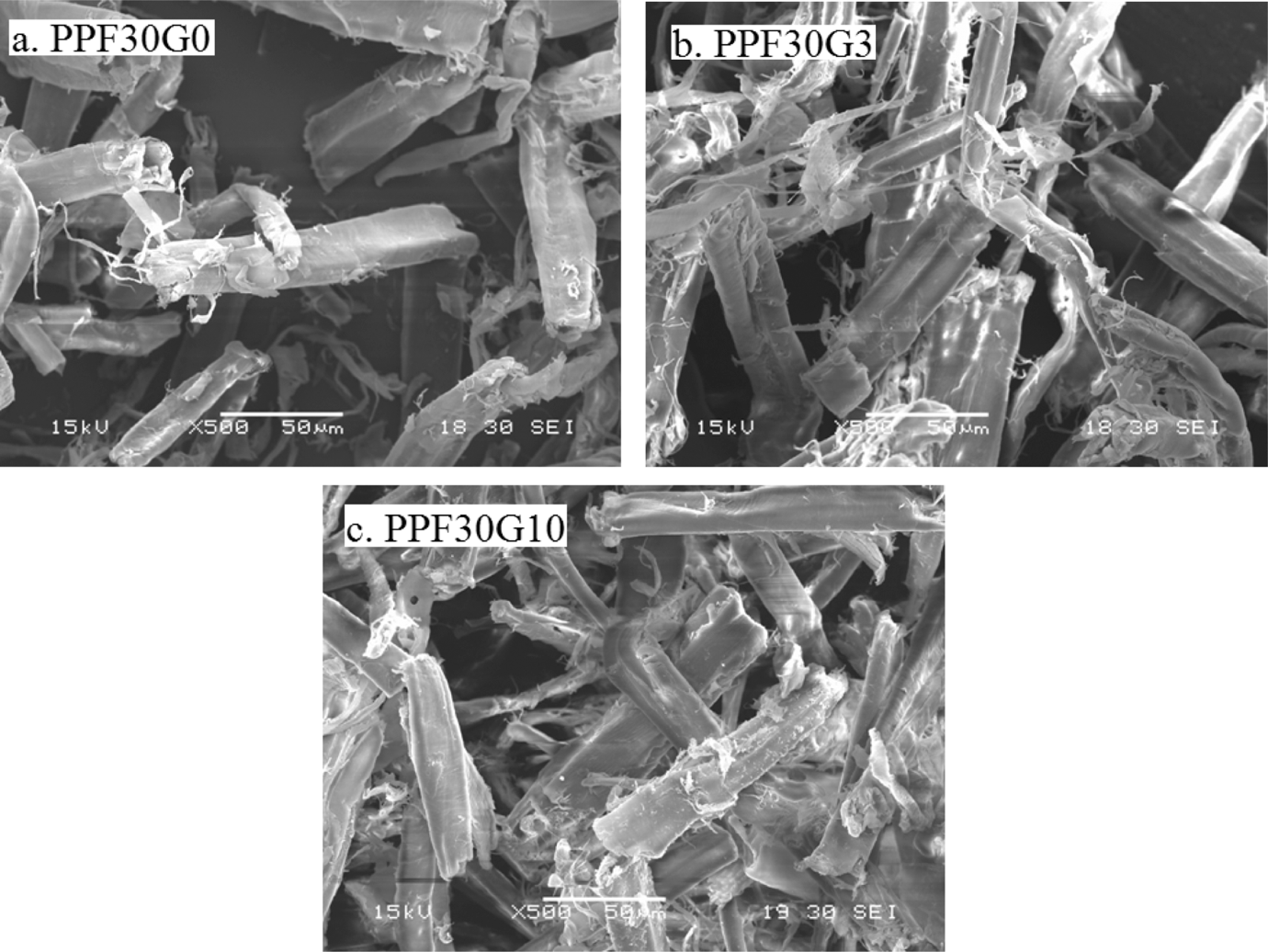
Morphologies of G3003 partially grafted fibers (×500).
Both fiber length and width increased when G3003 molecules were grafted and deposited on fiber surfaces by exhibiting improved compatibility. As a matter of fact, the fiber width was not attributed to the applied stress. However, there was a critical proportion of G3003 to achieve the thickest and longest grafted fibers, because the coupling agent not only improved interfacial adhesion but also prevented the employed fibers from fracturing. Alternatively, both fiber length and width were found to be maximum at 3 wt% with the presence of G3003 (0.228 mm for fiber length and 32.3 µm for fiber width) compared with that without the presence of G3003 (0.197 mm for fiber length and 28 µm for fiber width). As more G3003 was introduced, however, more G3003 molecules were apt to agglomerate on fiber surfaces because of their distinctive polarities 48 in hydrophobic matrix. This entanglement resulted in a thick layer on fiber surfaces before fiber isolation. Nevertheless, as a result of excess presence of G3003, the layer had the potential to be too thick to bear the applied shear stress along the axis of fibers. This entanglement will immediately thereafter convert the critical compatibility into slippages during compounding process. 6,8 As a result, the fiber length was tend to decrease slightly after fiber isolation as shown in Figure 10(a), but not to fiber width because the entangled polymer can be removed by extraction using p-xylene (Figure 10(b)). Alternatively, addition of a critical amount of G3003 not only achieved the optimized compatibility but also exhibited complex fiber fractures (Figure 11(b)). This contribution was expected to offer superior strength to wood composites. This inference was in line with our previous findings. 6,8 In this case, the width of grafted fibers was expected to increase by up to 4 µm compared with native fibers from the above-mentioned FQA analyses. The fiber fractures were accordingly dominated by the layer deposited on fiber surfaces other than the viscosity of the based matrix.
The compatibility was expressed in fiber curls and kinks in common sense. The incorporation of coupling agent increased the fiber curls and kinks to achieve optimal values, as shown in Figure 12. The reasons were same to the changes in fiber length and width. Superior interactions led to complex fracturing models, especially in fibrillation, curling and cracking (Figure 11(b)). The curls and kinks increased by increase in coupling agent content and fulfilled the highest values at its critical amount (3 wt%). When the amount of coupling agent was excess in the hydrophobic polymer system, the slippage formation will protect the fibers from serious curling and fibrillating but had less effect on break offs and ruptures as indicated in Figure 11(c). Accordingly, the improvement in compatibility was in conjunction with the fiber fracturing and finally expressed in enhanced performances.
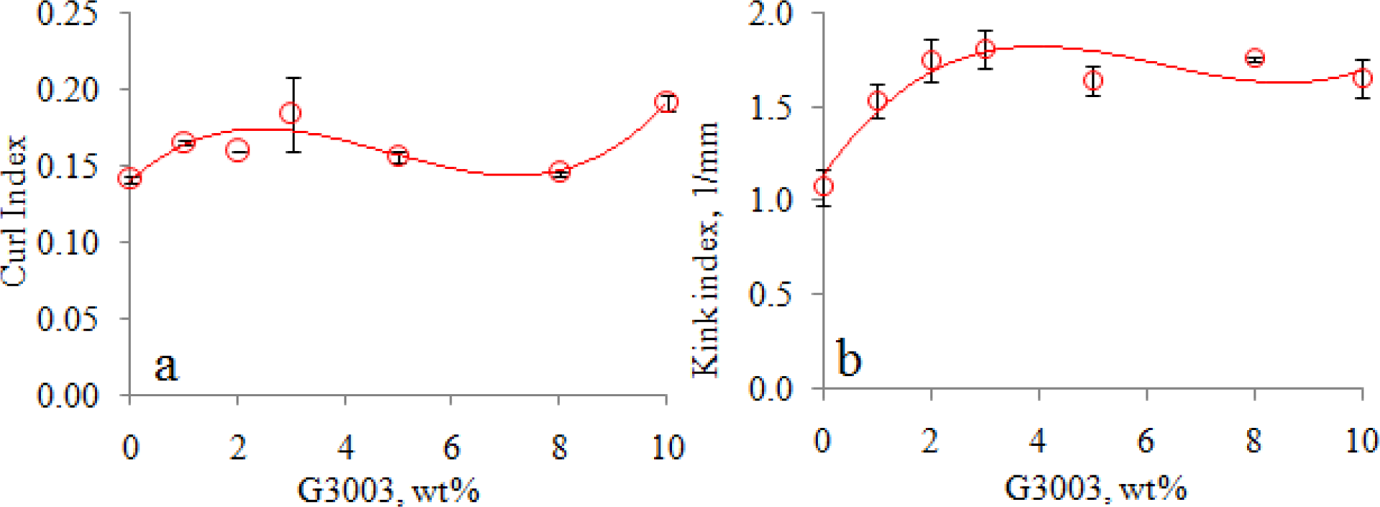
Characteristics of partially grafted fibers.
Conclusions
The interactions in a hot rolling mill process had significant impact on the fiber damages and the chemical reaction efficiency. Both IR and XPS results demonstrated that not only the esterification reaction happened on fiber surfaces but also MAPE had high reactivity and efficiency than MAPP. Besides, FQA analyses showed that the fibers blended that with MAPEs had worse fiber fracturing and complex fracture modeling compared with those with MAPPs as well as their SEM observations. Having same structure of molecules, high-Mw maleated polymers had superior reaction efficiency than their low-Mw polymers. However, the Mw of MAPE had opposite effects on fiber damaging compared with that of MAPP. Because MAPPs have well wet out abilities, high-Mw MAPP had severe fiber fractures because of its molecular viscosity. Conversely, the wettability of MAPEs played an important role in fiber fracturing due to their high viscosity. As a result, low-Mw MAPE had better ability to wet out, which led to superior interactions than high-Mw ones.
In addition, the amount of maleated polymer behaved as a coupling agent also had important impact on fiber fracturing and surface fibrillating. The critical amount, around 3 wt%, provided both optimized fiber length and width along with increased fibrillations, which was related with the improvement in strength. This finding from FQA results was well in agreement with their SEM observations.
CTMP fiber was found to be an appropriate sustainable material for wood composite manufacturing with respect to the composite performance because it was rich in surface lignin and extractives.
Footnotes
Acknowledgements
The authors thank Ms Agnès Lejeune for helping with the SEM and XPS measurements and Phillips Sumika Polypropylene Company for their material donation.
Funding
This research was supported by the Natural Sciences and Engineering Research Council of Canada (grant no. 4160105) and also by Auto21 project (no. C403-CGP).