
Abstract
The effect of chemical blowing agent on the cell morphology and long-term water absorption and thickness swelling of composites based on high-density polyethylene/rice husk flour were studied in this research. Composite materials containing high-density polyethylene, rice husk flour, chemical blowing agent and coupling agent were melt compounded using twin-screw extruder. Then, the samples were foamed via batch process using a compression molding machine. The results showed that the water absorption, thickness swelling, cell size and average cell density of composites increased by addition of chemical blowing agent. The mechanism of water absorption of the foamed wood plastic composites under study followed the kinetics of a Fickian diffusion process. Furthermore, adding the chemical blowing agent had effect on water diffusion coefficients and swelling rate parameter (K SR) of composites.
Keywords
Introduction
Reinforced foamed polymeric materials offer a unique combination of dimensional stability, rigidity and low-specific gravity. In addition, they exhibit excellent strength to weight ratios. Fine-celled foaming of wood fiber-reinforced plastic composites has enlarged the application of wood plastic composites (WPCs) by producing a number of benefits, such as reduced weight, lowered cost and improved impact strength. The expanding markets, however, call for high-performance WPCs with superior and unique properties (e.g. flame retardance) to meet individual application requirements. 1,2
Foamed WPC can be manufactured using either physical blowing agents (PBAs) or chemical blowing agents (CBAs). PBAs are compounds that liberate gases as a result of physical processes (evaporation and desorption) at elevated temperatures or reduced pressures. Because of the environmental benefits, carbon dioxide and nitrogen are nowadays becoming more and more in demand for use as physical foaming agents. PBAs that have been reported to be used in microcellular processing include water, argon, nitrogen and carbon dioxide. CBAs are substances that decompose at processing temperatures, thus liberating gases like CO2 and/or nitrogen. Solid organic and inorganic substances (such as azodicarbonamide and sodium bicarbonate) are used as CBAs. In general, CBAs are divided by their enthalpy of reaction into two groups including exothermic and endothermic foaming agents. The reaction that produces the gas can either absorb energy (endothermic) or release energy (exothermic). Nowadays, a combination of exothermic and endothermic CBAs is also used for foaming. 2 –4
The effect of CBAs on the processing and properties of WPCs has gained interest because properties such as insulation values, shrinkage and distortion and stiffness can be influenced positively. The main benefit of using CBAs is its simplicity, and the other advantage is its consistent process control and nucleating effects, which can solve the moisture problems and improvement of mechanical properties. 5
The need for materials having specific characteristics for specific purposes, at the same time being nontoxic and environmentally friendly, is increasing due to a lack of resources and increasing environmental pollution. Studies are ongoing to find the ways to use lignocellulosic materials in the place of synthetic materials as reinforcing fillers. Thus, research on the development of composites prepared using various recycled materials is being actively pursued. Among the possible alternatives, the development of composites using agricultural plants or agro-wastes including hemp, flax, jute, sisal, rice husk, bagasse, ramie and so on as reinforcing fillers and thermoplastic polymers as matrixes is currently the center of attention. 6,7
Polyolefins are the largest group of polymers which are used in WPCs industry. Among them, high-density polyethylene (HDPE) is an important thermoplastic due to their having a good combination of properties, such as toughness, stiffness, solvent resistance and electrical insulation at a low cost. Also, HDPE has been used in conventional composites for a long time and shows better mechanical properties with even low amounts of filler. 7
Water absorption and the consequent thickness swelling are the most important physical characteristics of WPCs exposed to environmental conditions and thus affecting their end-use applications. Water absorption can deteriorate both mechanical properties and dimensional stability in such composites. Therefore, hygroscopic characteristics have to be taken into account as limiting parameters in the design with regard to their final applications. 8
Although there are lots of work concerning the properties of WPC foams, 3 –5,9 –15 there are no enough information regarding the effects of foaming agent on the water absorption behavior or dimensional stability of natural fiber plastic composites. The present article is a comprehensive investigation on the effect of CBA on the cell morphology and long-term hygroscopic behavior of composites based on HDPE/rice husk flour (RF).
Materials and methods
Materials
The polymer matrix used in this study was HDPE with a melt flow index of 23 g/10 min and a density of 0.965 g/cm3 (supplied by Maroon Petrochemical Industries, Iran). RF used as the reinforcing filler was purchased from Cellulose Aria Co. (Iran); the average size of RF particles was about 425 μm. Maleic anhydride grafted polyethylene (PE-g-MA, Kimia Javid Co., Iran) was used as the coupling agent. The content of grafted maleic anhydride was 1 wt% which used in PP-g-MA. Azodicarbon amide (Yang Chang Co., China) was used as an exothermic blowing agent to foam WPCs. ZnO (Ajax Chemical Co., Netherland) was used as an activator to decrease the releasing temperature of AC. Its content was fixed at 1.5 phr of chemical foaming agent in each treatment.
Composite preparation
Before preparation of samples, RF was oven dried for 24 h at 65 ± 2°C. The composites were prepared according to the formulation as given in Table 1. The oven dried RF, HDPE and PE-g-MA were pre-mixed by a turbo mixer (Kim Engineering Machine Co., Korea) and then the mixture was blended by a twin-screw extruder (Brabender Plastic Corder Co., Germany) with variable temperature from 140 to 160°C at 60 r/min. The resultant mixture was added to the internal mixer following the fusion curve and then AC and ZnO were added after 2 min. Test samples were obtained by pressing into a mold. The mold was maintained at 180°C by means of a Toyo Seike Press and held for 15 min under a pressure of 25 MPa. After the high-pressure stage, the mold was cooled below 100°C by circulating water in the platens. After the cooling, pressure was released to the atmospheric pressure to induce a sudden thermodynamic instability in the polymer gas solution and the foams were formed. Finally, specimens were conditioned at 23°C and 50% relative humidity over 40 h according to American Society for Testing and Materials (ASTM) D618-99.
Compositions of the studied formulations.
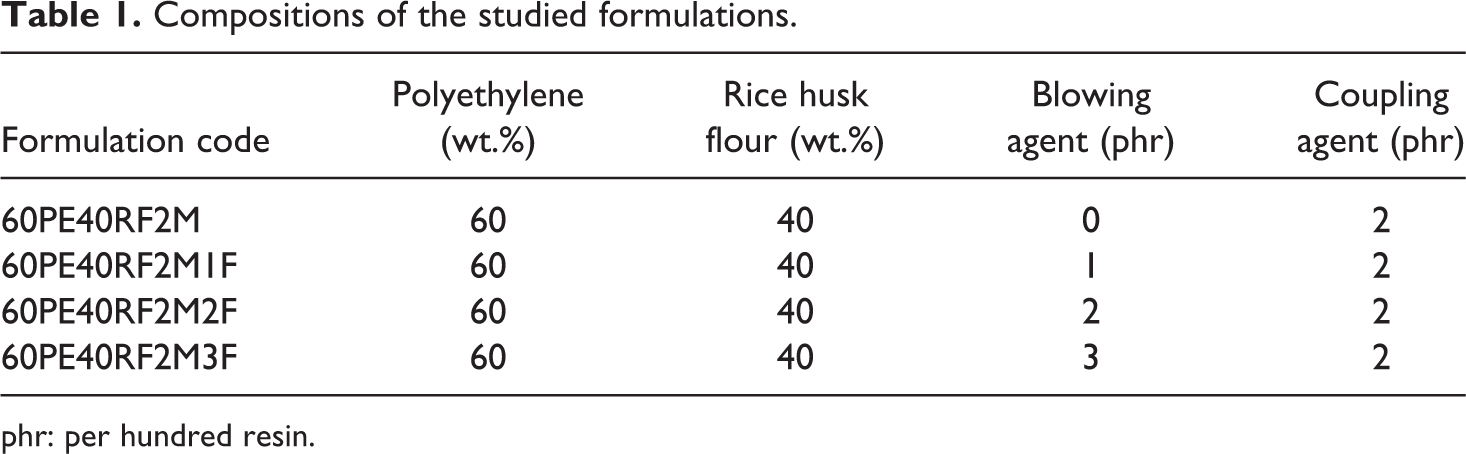
phr: per hundred resin.
Measurements
Water uptake tests were carried out according to ASTM D 7031 specification. Specimens with a dimension of 20 × 20 × 20 mm were cut for the water uptake measurement. Five replicates were used for each sample code. To ensure the same moisture content for the specimens before each test, all the specimens were oven dried at 102 ± 3°C. The weight and thickness of dried specimens was measured to a precision of 0.001 mm. The specimens were then placed in distilled water and kept at room temperature. For each measurement, specimens were removed from the water and the surface water was wiped off using blotting paper. Weight and thicknesses of the specimens were measured at different time intervals during the long-time immersion. The measurements were terminated after the equilibrium weight and thicknesses of the specimens were reached. The values of the water absorption in percentage were calculated using equation (1).

Also the values of the thickness swelling in percentage were calculated using equation (2):

The foam density was measured by a buoyancy method using a density determination kit supplied by Denver Instrument (USA). The Archimedean principle was applied for determining the specific gravity of the foams. The relative foam density is defined as the ratio of the foam density to the unfoamed sample density, while the volume expansion ratio is the ratio of the unformed sample density to the foam density.
Foam morphology was characterized using scanning electron microscopy (SEM, Model LEO 440i, Oxford) at 15 kV accelerating voltage. Samples were first frozen in liquid nitrogen and fractured to ensure that the microstructure remained clean and intact, and then coated with a gold layer to provide electrical conductivity.
Results and discussion
Long-term water absorption behavior
Water absorption curve is illustrated in Figure 1, where the percentage of water absorption is plotted against time for all samples. As it is clearly seen, generally water absorption increases with immersion time, reaching a certain value at saturation point where no more water was absorbed and the water content of the composites remained constant. Time to reach the saturation point was not the same for all formulations.
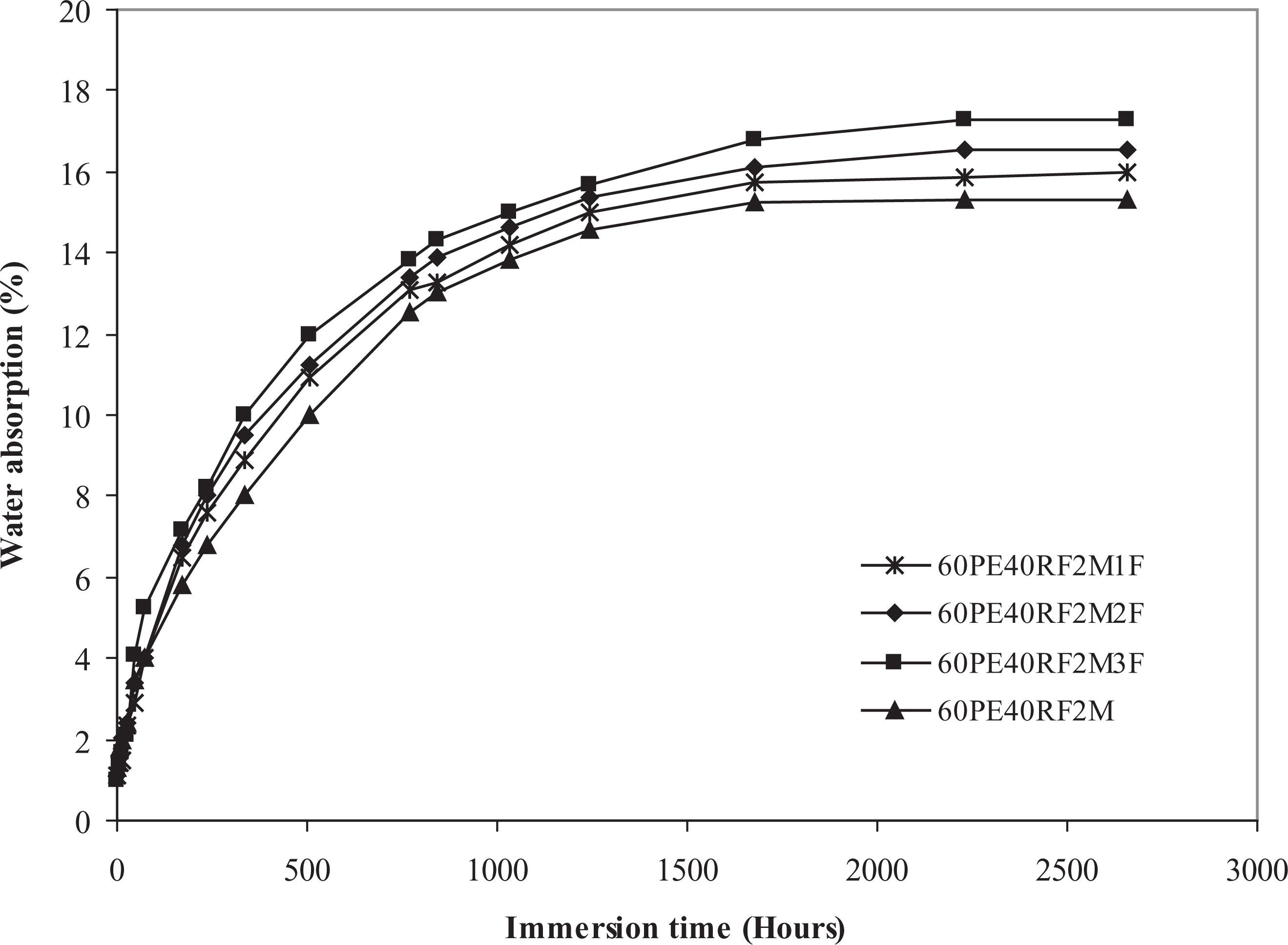
Effect of chemical blowing agent on the water absorption of high-density polyethylene (HDPE)/rice husk flour composites.
Generally, the hydrophilic nature of RF causes the water absorption in the studied composites because HDPE has hydrophobic nature and show negligible hygroscopic behavior. Because of constant filler content (40 wt.%) in all formulations, the different water absorption capacities among all manufactured composites can be attributed to the role of CBA. Figure 1 indicates that the water absorption of composites increased with the increase in chemical foaming agent loadings. Water absorption is affected by cell density and cell size. In fact, the void content was increased by the addition of chemical foaming agent; consequently more voids will speed the penetration of water into the depth of the foamed composites. It means the void content which increased by rise in foaming agent amounts; caused to hydroxyl groups will be accessibilities for contacting with water. Furthermore, the CBA with changes in the cell morphology and chemical structure increase the water absorption in HDPE/RF composites with the porous structure formation. Also, it seems that the void volume in the composite material system which was affected by CBA could have increased the capacity for accommodating more water molecules and thereby increased the hygroscopic behavior.
In general, there are three known mechanisms for water transport in polymer composites which are Fickian diffusion, relaxation controlled and non-Fickian or anomalous. The dominant mechanism depends on factors such as chemical structure of the polymer, dimensions and morphology of the wood flour and polymer–filler interfacial adhesion. These cases can be distinguished theoretically by the shape of the sorption curve represented by the following equation
16
:

The coefficients (n and k) are calculated from slope and intercept of the log plot of Mt /M ∞ versus time which can be drawn from experimental data.
An example of the fitting of the experimental data for different levels of chemical foaming agent is given in Figure 2.
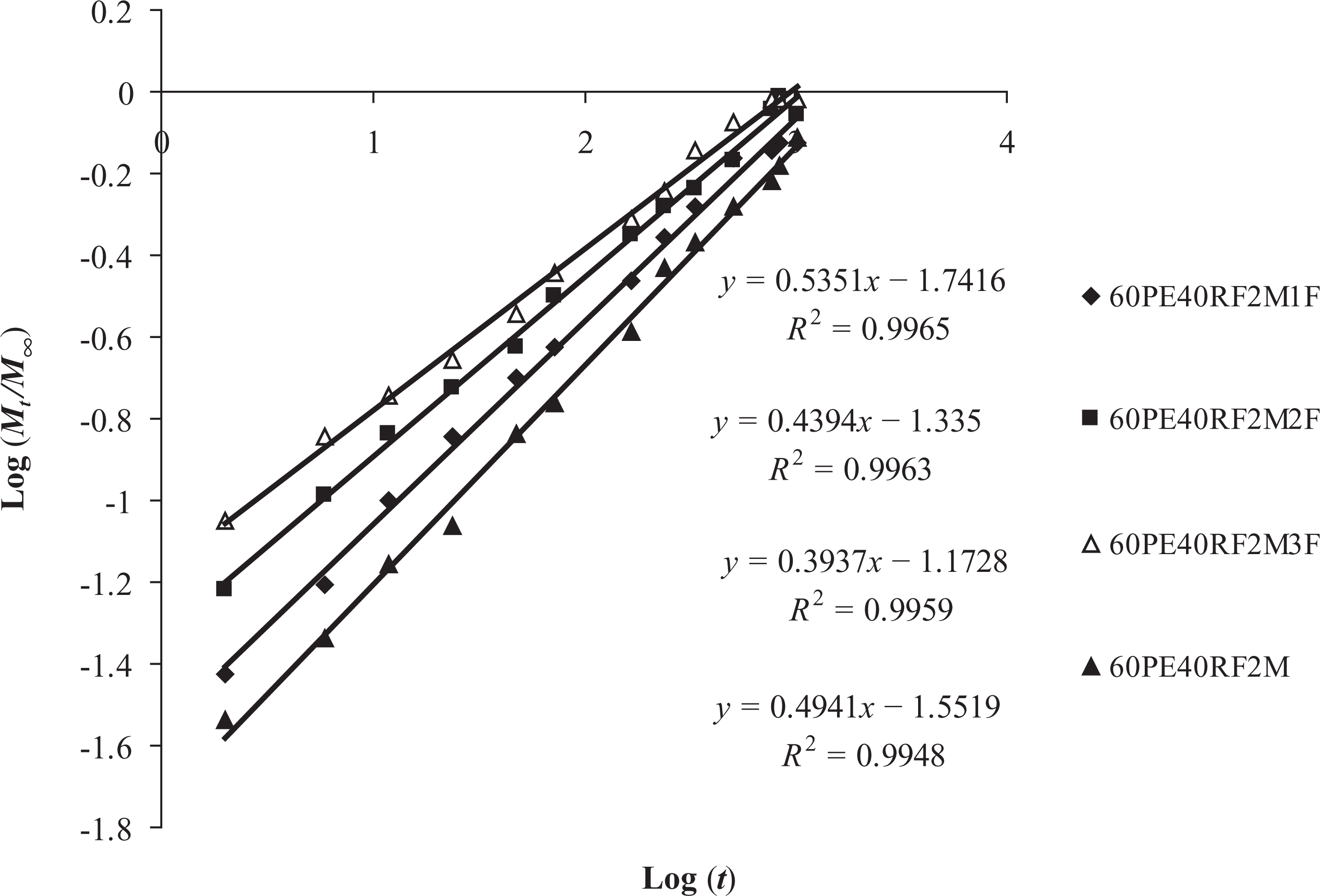
Diffusion case fitting for high-density polyethylene (HDPE)/rice husk flour composites at different levels of chemical blowing agent.
The values of k and n resulting from the fitting of all formulations are shown in Table 2. The n values are similar for all formulations and close to n = 0.5. Therefore, it can be concluded that the water and moisture absorption of all formulations approach the Fickian diffusion case. Also, Table 2 shows the water diffusion coefficients for all formulations. The results show a decrease in water diffusion coefficients with incorporation of coupling agent into polyethylene composite. According to a review of the literature, 6 –8,17–19 the use of coupling agent improves the HDPE/RF bonding and in turn to enhance water resistance. The coupling agent chemically bonds with the OH groups in the lignocellulosic filler and limits the water absorption of the composites. As a result, it is important to use coupling agents to improve the quality of adhesion between plastics and fibers, to reduce the gaps in interfacial region and to block the hydrophilic groups. The 60PE40RF2M and 60PE40RF2M3F composites exhibited the lowest and highest water absorption and diffusion coefficients, respectively.
Water diffusion, maximum water absorption, n and k coefficients for all formulations.
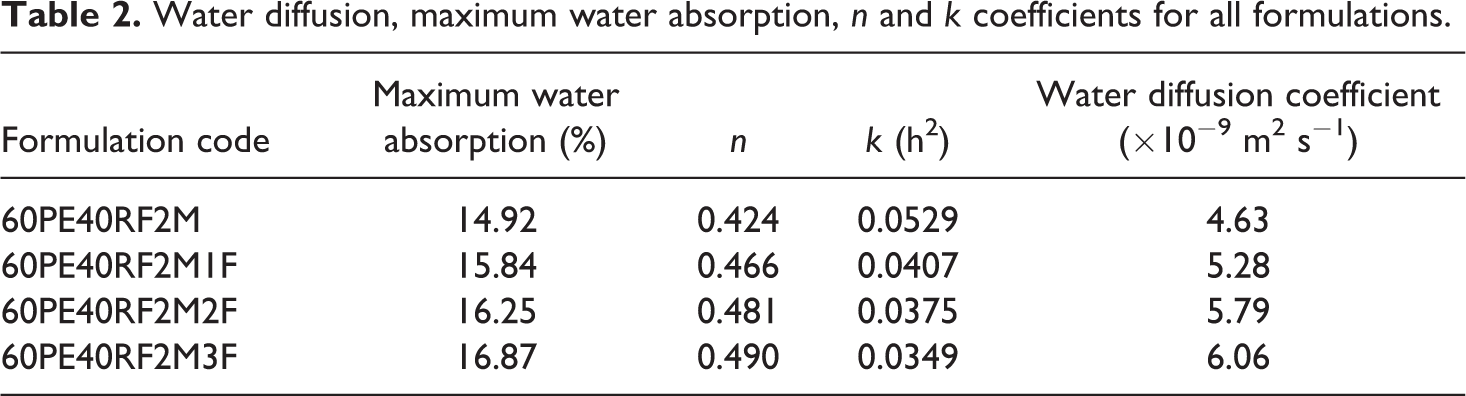
The diffusion coefficient is the most important parameter of the Fick’s model and shows the ability of water molecules to penetrate the composite structures. At early stages and short times (typically Mt
/M
∞ ≤ 0.5), the diffusion process is presented as follows
16
:

The data were plotted as Mt /M ∞ against t 1/2 (Figure 3), and the diffusion coefficients were obtained from the slopes of the linear part of the plots using the less-squares method.
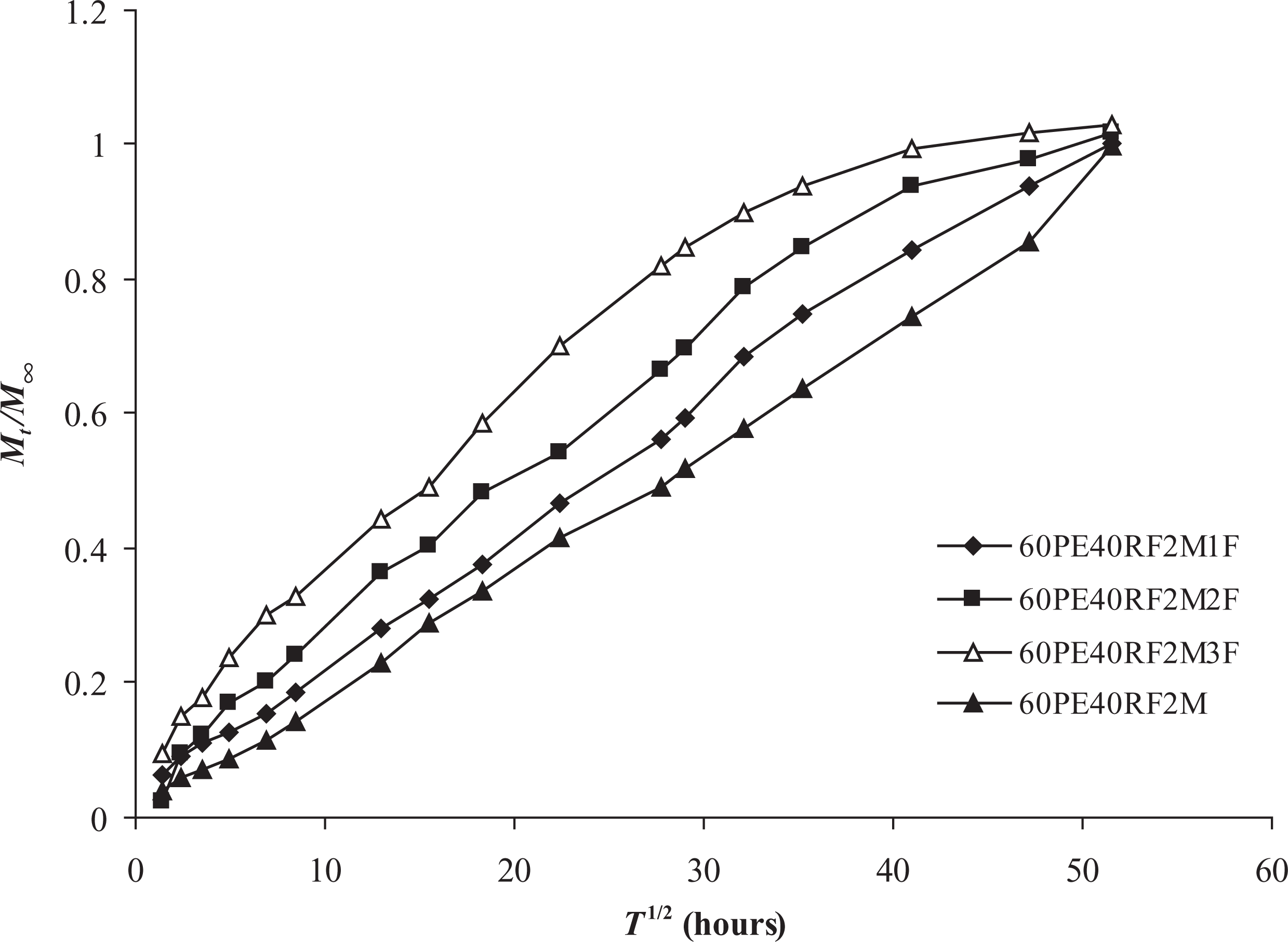
Water uptake ratio (Mt /M ∞) versus t 1/2 for high-density polyethylene (HDPE)/rice husk flour composites at different levels of chemical blowing agent.
Cell morphology
The effect of foaming agent on the cell size and average cell density of HDPE/RF composites are listed in Table 3. The cell size and average cell density increase with an increase in chemical foaming agent content. This is expectable because more foaming agent concentration means more production of N2 and CO in the compound that is production of thermal decomposition of the azodicarbonamide. Consequently, the number of nucleated cells per unit volume and cell growth was increased. 9 –15 When HDPE/RF composites are foamed with chemical foaming agent, the decomposition temperature of chemical foaming agent and processing temperatures dictate the processing conditions. To keep the processing temperatures low so as to suppress the volatiles generated from wood fibers during processing, the chemical foaming agent with lower decomposition temperatures are preferable.
Effect of chemical blowing agent on the cell size and cell density of HDPE/rice husk flour composite.
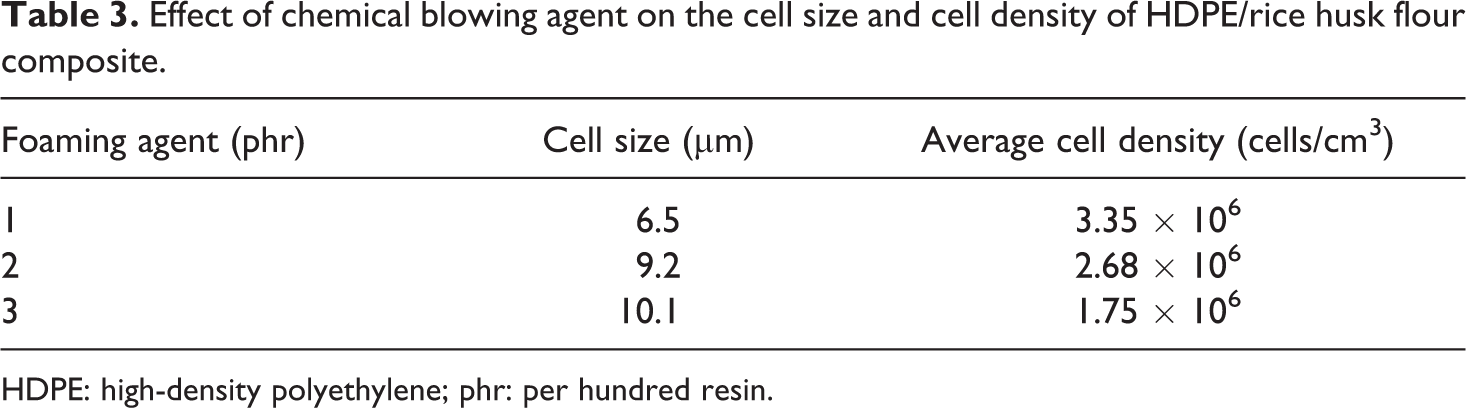
HDPE: high-density polyethylene; phr: per hundred resin.
SEM micrographs show the cell size and morphology of some treatments, which were affected by chemical foaming agent content (Figure 4).
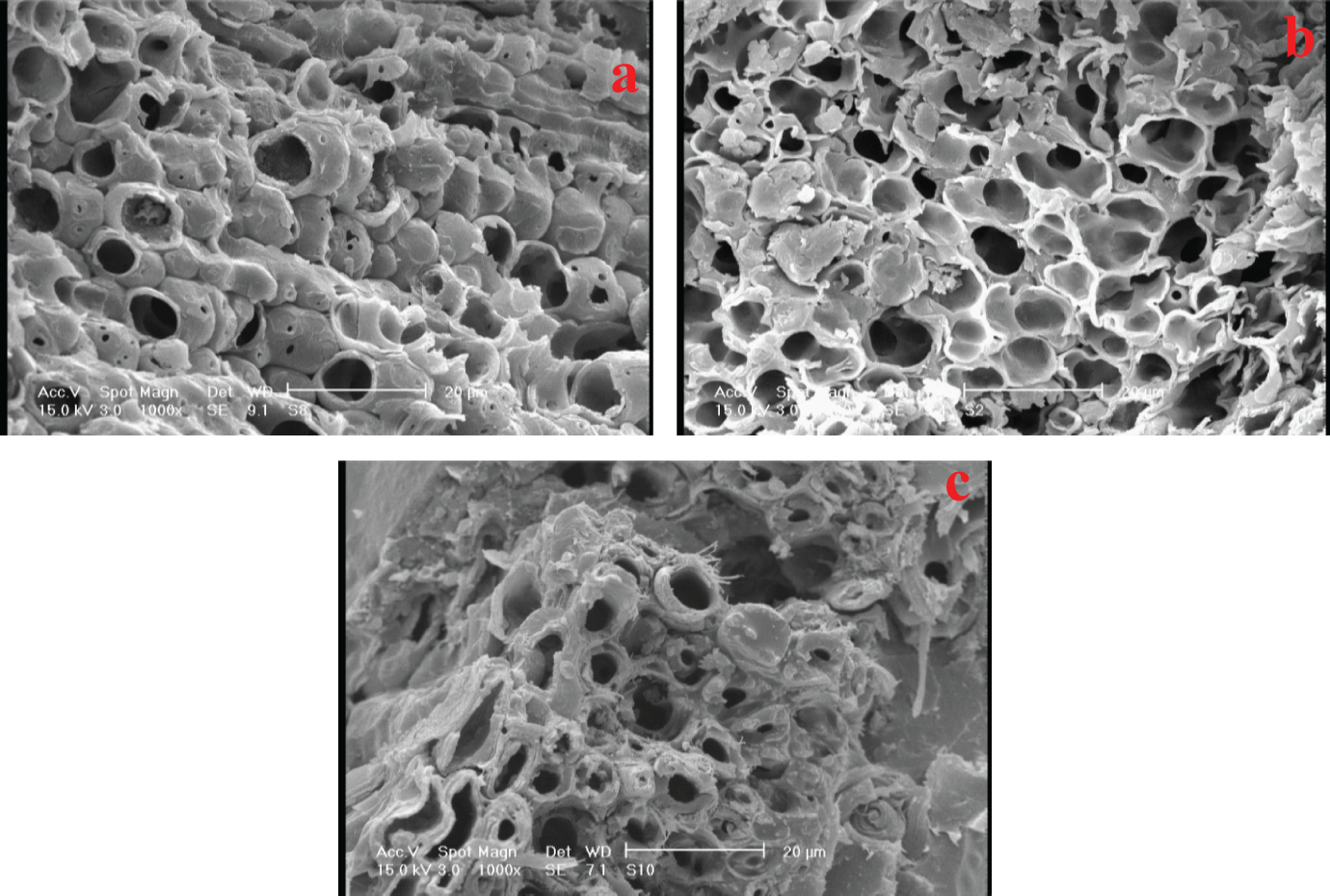
Scanning electron microscopy (SEM) micrograph of high-density polyethylene (HDPE)/rice husk flour composite foams: (a) 1 phr CFAs; (b) 2 phr CFAs; (c) 3 phr CFAs.
The effect of foaming agent on the density of HDPE/RF composites is shown in Figure 5. As can be seen, the chemical foaming agent had significant effect on the density reduction of foamed composites. This is because as greater content of chemical foaming agent were used; more gas was subsequently generated, reducing the foam density. In other words, the higher blowing agent concentrations shorten the growth time of the foam, thus restricting the gas from escaping through the foam surface, allowing the foam to expand more and consequently producing foam with a lower density.
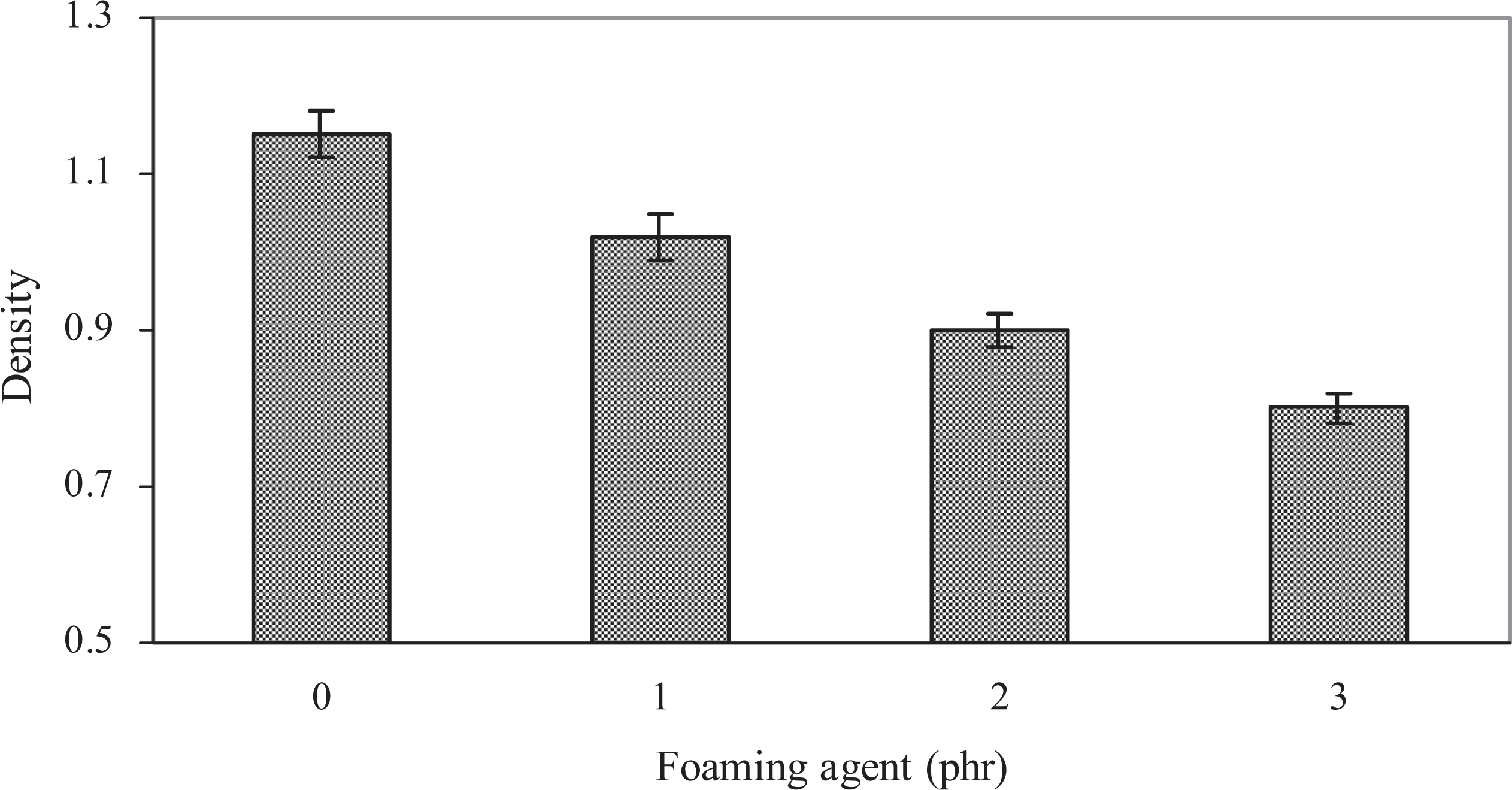
Effect of chemical blowing agent on the density of high-density polyethylene (HDPE)/rice husk flour composites.
Long-term thickness swelling behavior
A thickness swelling curve is illustrated in Figure 6, where the percentage of thickness swelling is plotted against time for all samples. As can be clearly seen in this figure, thickness swelling of composites increased with an increase in chemical foaming agent loadings. Variations in thickness swelling of the composites are similar to variations in water absorption. The increase in the thickness swelling in the studied composites can be attributed to the same reasons as discussed concerning water absorption. The 60PE40RF2M and 60PE40RF2M3F samples showed minimum (3.49%) and maximum (3.7%) thickness swelling, respectively.
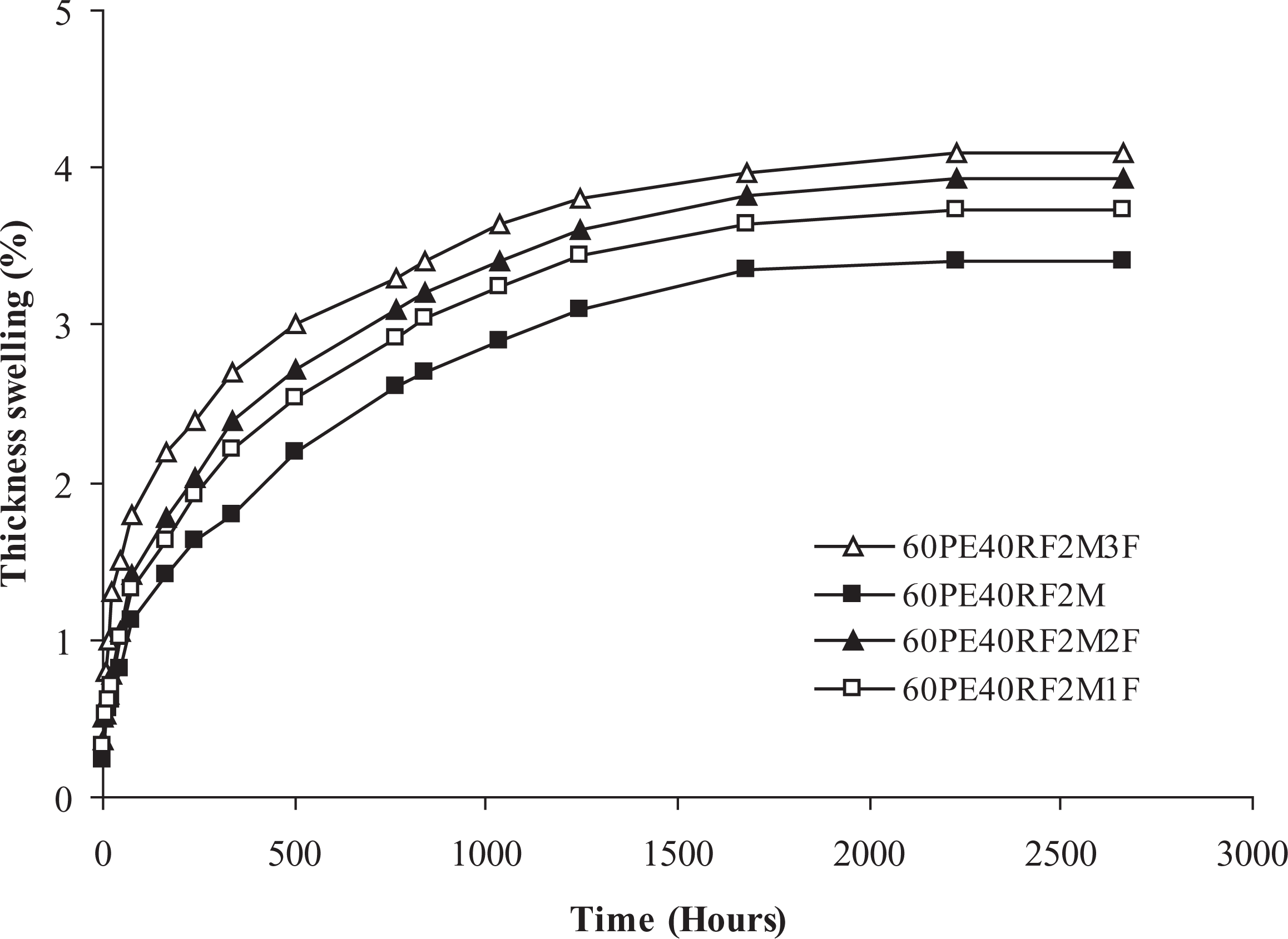
Effect of chemical blowing agent on the thickness swelling of high-density polyethylene (HDPE)/rice husk flour composites.
For more convenient comparisons, the thickness swelling rates of composites were quantified by the model described and developed by Shi and Gardner.
16
In this model, a swelling rate parameter K
SR, as determined using the test data, can be used to quantify the swelling rate. The swelling model is expressed in the following equation:

Nonlinear curve fitting was used to find the swelling rate parameter K
SR that provided the best fit between the equation and the data. This algorithm seeks the parameter values that minimize the sum of the squared differences between the observed and predicted values of the dependent variable, as seen in equation (6):

The swelling rate parameter K SR of composites is given in Table 4. It can be seen that the composites containing 3 phr CBA exhibited higher K SR than those without blowing agent. It is important to note that in the swelling model K SR was obtained considering the whole thickness process until it was equilibrated; that is it was dependent not only on the initial rate of swell but also on the equilibrium thickness swelling of the composites. 16 –20
Thickness swelling values and swelling rate parameters for all formulations.
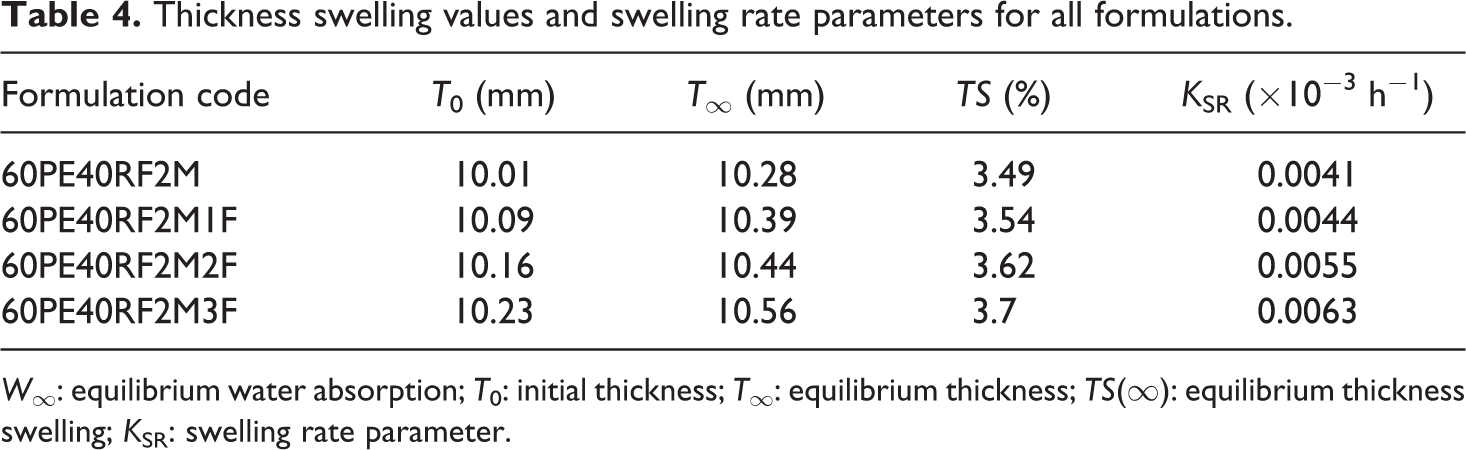
W ∞: equilibrium water absorption; T 0: initial thickness; T ∞: equilibrium thickness; TS(∞): equilibrium thickness swelling; K SR: swelling rate parameter.
Also the thickness swelling curve of composites was predicted by nonlinear curve fitting. It was found that the swelling model fits the experimental data well for all samples. For example, it can be seen from Figure 6 that the model provided better prediction for the initial portion of the thickness swelling process of composites containing different levels of CBA. This phenomenon can be related to lower inner de-bonding or damage that could have occurred at higher swelling rates (higher water uptake). This could eventually lead to changes in the thickness swelling process and induce some error in the swelling model prediction. A good linear relationship was fit between K SR and CBA contents in Figure 7; and when the CBA content increased, K SR increased linearly.
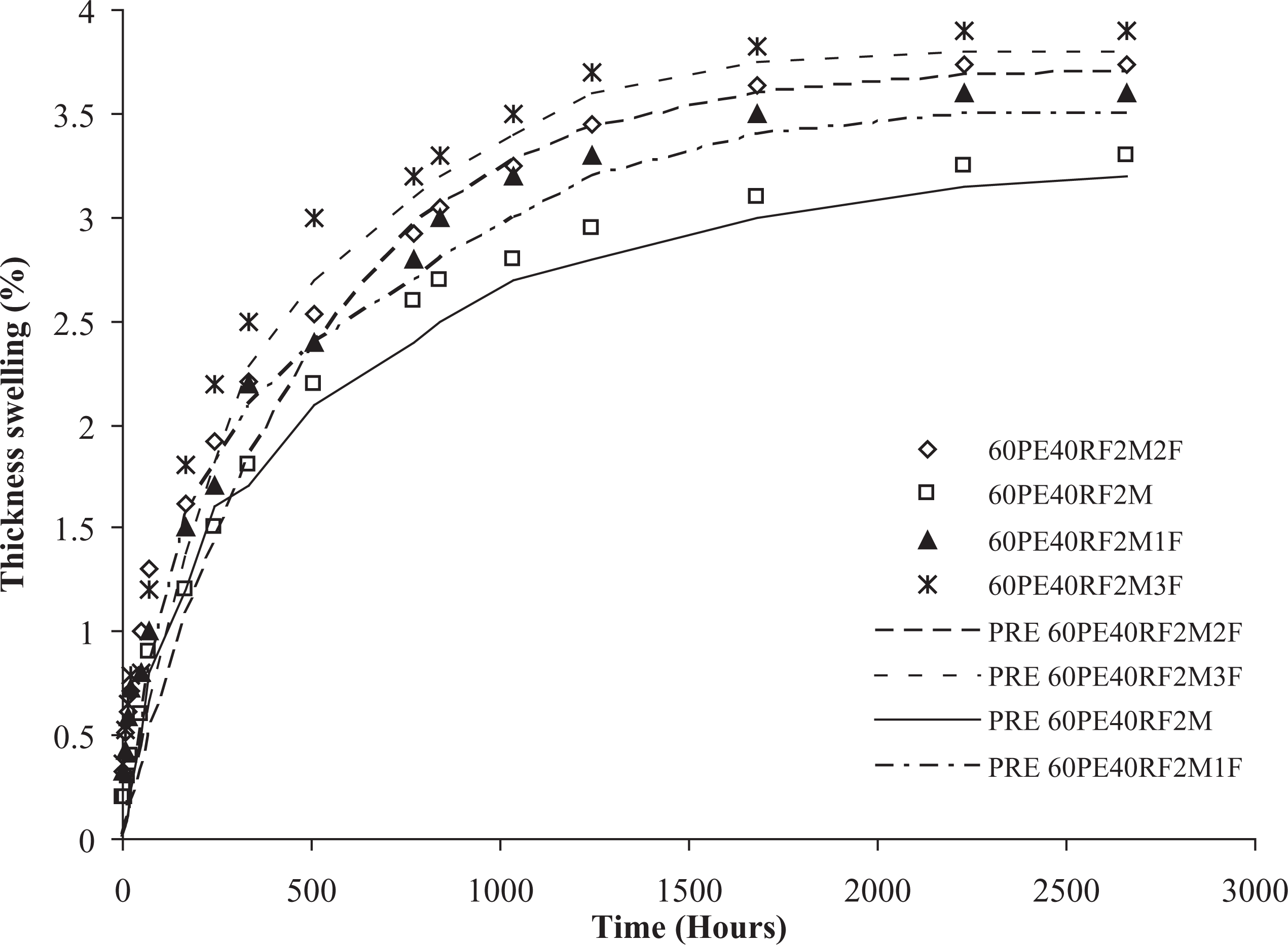
Experimental and prediction models for thickness swelling of high-density polyethylene (HDPE)/rice husk flour composites at different levels of chemical blowing agent.
Conclusions
The following conclusions could be drawn from the results of the present study:
The water absorption and thickness swelling of HDPE/RF composites increased by the addition of CBA.
The mechanism of water absorption of the foamed wood plastic composites under study followed the kinetics of a Fickian diffusion process.
The cell size and average cell density of samples increased with an increase in foaming agent loading.
Addition of CBA had an effect on water diffusion coefficients and swelling rate parameter (K SR) of composites.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.