
Abstract
Wood–plastic composites (WPCs) and natural fiber composites (NFCs) are increasingly used in decking applications, where exterior exposure can lead to photodegradation and fungal deterioration. Since the fire retardancy is another proficiency concern of these composites, bagasse/polypropylene composites were produced by incorporation of commercially available additives including flame retardants, ultraviolet (UV) stabilizer, antifungal agent and color masterbatches. The addition of the flame retardant which decomposed at high temperature could result in NFC with significant decrease in burning rate (up to 98%) compared to the composite without flame retardant. Simultaneous effects of antifungal agent and green masterbatch lead to complete suppression of the fungal growth and reproduction on composites exposed to either Lentinus edodes, Pleurotus eryngii strain or each of them accompanied by Trichoderma sp. fungus. Durability performance followed by discoloration, mechanical properties loss and surface chemistry variation depended on all additives used. The results indicated that darker color pigment improved color stability and caused much lower fading for UV-stabilized NFC in comparison to the nonstabilized unpigmented composite.
Introduction
Wood–plastic composites, known as WPCs, are a combination of wood and thermoset or thermoplastic polymers. Incorporation of wood into the polymers gives an opportunity to combine the best properties of the neat component in a single product. Compared to wood, WPCs are less susceptible to moisture sorption, more durable, easier to design and need less maintenance. While compared to plastic, the reinforced materials become stiffer, cheaper, and show a lower thermal deformation in the presence of lignocellulosic fibers. Moreover, in contrast to plastics, they offer an appearance rather similar to that of wood. 1 –3 WPCs are considered as an environmentally friendly material which is one of the most important features of these materials. Since they can be recycled and they can be also produced from waste lignocellulosic fibers and waste plastics, WPCs provide environmental protection. 4,5
Having numerous advantages, wood and natural fiber composites are the fastest growing plastics’ and building products’ market segment, with more than 25% annual growth since 1998. These materials can be used for many indoor and outdoor applications (panels for automotive industry, decking, furnishing, packaging, etc.). Decking represents 53% of the total uses of these composites, including windows, door framing and railings. Other outdoor applications such as roofing, fencing, sea walls, garden structures and patio furniture are the emerging usage parts of WPCs and natural fiber composites (NFCs). 6,7 In spite of increasing demand for these products, growth in their outdoor applications has resulted in a concern about long-term weatherability and durability. The exposure of them to natural environment can lead to sufficient moisture absorption for fungal growth which results in the alteration of their appearance and mechanical properties. 8,9
Plastics are generally resistant to fungal attack; however, a major concern about WPCs and NFCs is that the wooden ingredient remains susceptible to biological degradation. When WPCs were introduced, wood particles were thought to be entirely encapsulated and therefore, inaccessible to water and fungi. But, further investigations have revealed that wood encapsulation by plastic is incomplete. 10–12 Moreover, these composites are regarded as porous materials; not only because of the poor adhesion between wood and polymer which causes tiny gaps, but also the polymer itself can be porous when it is filled with lignocellulosic fiber and other additives at high temperatures. Although coupling agents like maleic anhydride-modified polymers are added to improve the adhesion of matrix and reinforcement agent, perfect wetting of wood particles by polymer is not possible. 13 The porosity and the defective encapsulation result in small channels, which can act as pathways, even to the core of the material, to provide sufficient moisture for fungal attack. Thus, in order to improve the decay resistance of these composites, better encapsulation of wood and the addition of antifungal additives seem to be essential. 1,14,15
Another major concern about the outdoor applications of WPCs and NFCs is ultraviolet (UV) durability. UV exposure can cause changes in the surface chemistry of the composite known as photodegradation. The process might be followed by discoloration, chalking and ultimately loss of mechanical integrity. It is stated that the alteration in mechanical properties after weathering can be due to a combination of changes, such as composite surface oxidation, matrix crystallinity changes and interfacial degradation caused by moisture absorption. 5,16 The photodegradation of wood is attributed to the degradation of its components namely cellulose, hemicelluloses, lignin and extractives. Breakdown of lignin into water-soluble products eventually leads to the formation of chromophoric functional groups such as carboxylic acids, quinines and hydroperoxy radicals. Researchers have shown that this process is the main reason of discoloration, called yellowing in wood. 8,17 During polymer degradation, chain scission occurs via Norrish type I and II reactions which results in the formation of carbonyl groups and the elimination of vinyl groups. These reactions reduce chain entanglement, thereby allowing shorter molecules to crystallize. However, it is reported that the incorporation of additives such as pigments, UV absorbers, antioxidant and light stabilizers can reduce the rate of color fading. 17,18
Fire behavior is another key point about applications of WPCs and NFCs. Safety issues demand fire-resistant materials. Polyolefins, common polymers employed in these composites, burn and drip in case of fire, leading to a very risky scenario. Thus, fire-retardant agents must be used in order to promote the fire performance of composites reinforced by lignocellulosic fibers. 12,19
Although the improvement in different properties of lignocellulosic fiber composites, such as flame retardancy, photodegradation and biological properties, by incorporation of various additives have been studied by several groups; however, the simultaneous effects of them have been rarely investigated. The aim of this study is to develop an economically competitive NFC with better fire retardancy, durability and biological properties for outdoor applications. Therefore, in order to achieve these goals, bagasse/polypropylene composites have been produced by a counterrotating twin screw extruder and the effects of some additives including pigments, flame retardants, UV absorber and antifungal agent on the mentioned properties have been studied simultaneously.
Materials and methods
Materials and experimental design
The thermoplastic used in this study was extrusion grade polypropylene ((PP) Jam Petrochemical Co., Iran, X30S). Wood fiber was prepared from bagasse after the extraction of cane juice and was kindly supplied by Dabel Co., Iran (500 μm in size). NFC formulations consisted of PP; bagasse fiber; maleic anhydride grafted PP as coupling agent ((PPMA) Orevac CA 100, Arkema Co., France); polyethylene wax as external lubricant (Licowax PE 520, Clariant Co., Germany); zinc borate as antifungal agent (Storflam ZB 2335, Joseph story Co., UK); UV absorber (Tinuvin P, Ciba Co., Switzerland); magnesium hydroxide (MH) as the first type of the flame retardant (Apymag, Nabaltec Co., Germany); alumina trihydrate (ATH) as the second type of the flame retardant (Apyral 40 CD, Nabaltec Co., Germany); green masterbatch as the first type of pigment (Horna green PP-45240, Ciba specialty chemical masterbatch Ltd, Saudi Arabia); brown masterbatch as the second type of pigment (Horna brown PE-690, Ciba specialty chemical masterbatch Ltd, Saudi Arabia). In order to investigate the effects of four different material parameters (UV absorber content, antifungal agent loading, flame retardant and pigment types) on the considered properties, Taguchi method of experimental design (L8 array) was applied. Eight formulations for bagasse/PP composites were designed which are summarized in Table 1. It is noteworthy that one additional baggase/PP composite (including 65 wt% bagasse, 18.5 wt% PP, 3.5 wt% PPMA and 3 wt% PE wax; named as pure NFC) without any other additives was prepared as the reference sample. The amount of zinc borate and UV absorber changed (two mentioned levels in Table 1) in the prepared composites but for the other additives, the loading was constant. The content of flame retardant was 10 Phr (10 parts per hundred parts of resin plus additives). The PP content equals to 100 wt% minus the sum of the mentioned additives contents in each formulation except for flame retardants.
The formulations of the prepared NFCs.
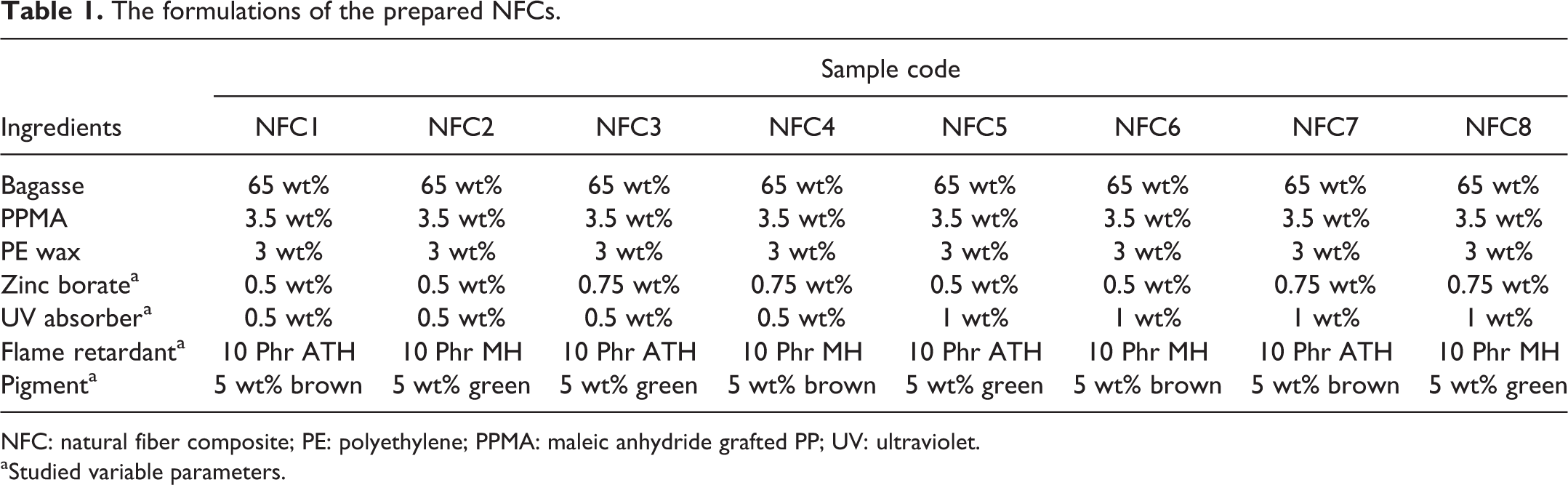
NFC: natural fiber composite; PE: polyethylene; PPMA: maleic anhydride grafted PP; UV: ultraviolet.
aStudied variable parameters.
All the materials were used as received except for bagasse fiber. To obtain the optimum properties, the types and the contents of compatibilizer and external lubricant and the amount of bagasse were chosen according to the results of previous work of the group. 20 The loadings of other additives were chosen from the use range proposed by their manufacturers after performing some screen runs (data not shown here).
NFC production
The bagasse fiber was dried in an oven at 80°C for 24 h in order to eliminate the physically absorbed moisture. Then, it was mixed with external lubricant in a Cinncinati Milacron high-speed mixer at 80°C for 20 min, in order to ensure the wetting of bagasse fiber by PE wax which acts as processing aid in the melt blending process. The remaining components of the formulations were added and mixed for another 20 min. The obtained dry mixtures were processed in a counterrotating twin screw extruder (Coolin, D = 3.5 cm, L/D = 15) at the temperature profile of 150–170°C and a screw speed of 80 r/min. All the materials were pelletized after extrusion by a roll mill. The specimens for analysis were prepared using an injection molding machine at 160°C.
Characterization techniques
Impact test
Impact tests were carried out following American Society for Testing and Materials (ASTM) D 256 (Izod, 30 kgf cm) using a Ueshima machine (Seisakusho Ltd, Japan). At least eight specimens were used. The data given is the arithmetic mean of the test values together with the typical standard deviation.
Flammability
Flame retardancy measurement was performed following the standard ASTM D 635. The flame was applied for 30 s and the time to burn 75 mm length specimens was determined. At least five replicates were used to estimate the burning rate of each prepared NFC sample.
Accelerated bioassay
This test known as block-soil test was carried out according to ASTM D 1413 except that the specimens were replaced by the 20 × 13 × 7.7 mm3 samples. Small wood feeder strips for the fungi were placed on the soil in the chamber where the soil moisture content was adjusted to about 50% by adding distilled water. Two different fungi and their simultaneous exposure with another kind of fungus, Lentinus edodes, Pleurotus eryngii and Trichoderma sp., were used to evaluate the biological properties of the bagasse/PP composites. Samples were incubated for 14 weeks at 25 ± 1°C. After the exposure period, samples were removed and the growth and reproduction of fungi were investigated by Leica optical microscope working in reflection mode. Four replicates were applied for each formulation.
Accelerated weathering and surface analysis
Specimens were placed in an accelerated weathering chamber and tested for up to 500 h at 55 ± 1°C following the standard ASTM D 4459. The chamber was equipped with UV lamps (20 W at 350 nm). After UV exposure period, the impact strength of the specimens was evaluated to estimate the mechanical loss of NFCs. Also, color measurement and Fourier transform infrared spectroscopy (FTIR) analysis were conducted on three exposed formulations. At least three specimens for each formulation were tested. The optical properties of the NFCs were evaluated at three different locations using a Gretag Macbeth Color-eye 7000A spectrophotometer. The overall change in color was calculated according to ASTM D 2244 as illustrated in the following equation:

▵L*, ▵a* and ▵b* are the differences between the final and the initial values. An increase in the L* values means the sample is lightening or fading (i.e. a positive ▵L* for lightening and negative ▵L* for darkening). The a* coordinate represents the red–green coordinate while the b* coordinate represents the yellow–blue direction.
For chemical analysis of the exposed sample’s surfaces, the FTIR spectra were obtained using a Bomem (Hartmann & Braun, Canada) spectrometer to provide knowledge of functional groups present at the surface of the samples. Each sample record consisted of 20 scans in transmittance units between 4000 and 400 cm−1.
Results and discussion
Flammability
In order to improve fire resistance of the bagasse/PP composites, two different kinds of widely used flame retardants (ATH and MH) were applied. After the addition of flame retardant, samples preserved their integrity during combustion and the flame spread much more slowly than on the reference specimen. This effect was more significant for NFCs containing MH as the flame retardant (NFC2, NFC4, NFC6 and NFC8) which extinguished before complete burning of 75 mm length of specimens. By passing a short period of time after the flame had gone out, these specimens extinguished. So, these composites just caught fire and burnt to the 75-mm mark when the flame was directly falling on them. This indicated that the NFCs containing MH were auto-extinguishing which had been one of the prospective aims of this study. However, for better comparison the burned length divided by the time to extinguish has been reported as the burning rate (Table 2). As it can be seen in Table 2, the fire resistance of NFCs containing MH as flame retardant has been improved much more than that of NFCs including ATH additive.
Burning rate of the bagasse/PP composites.
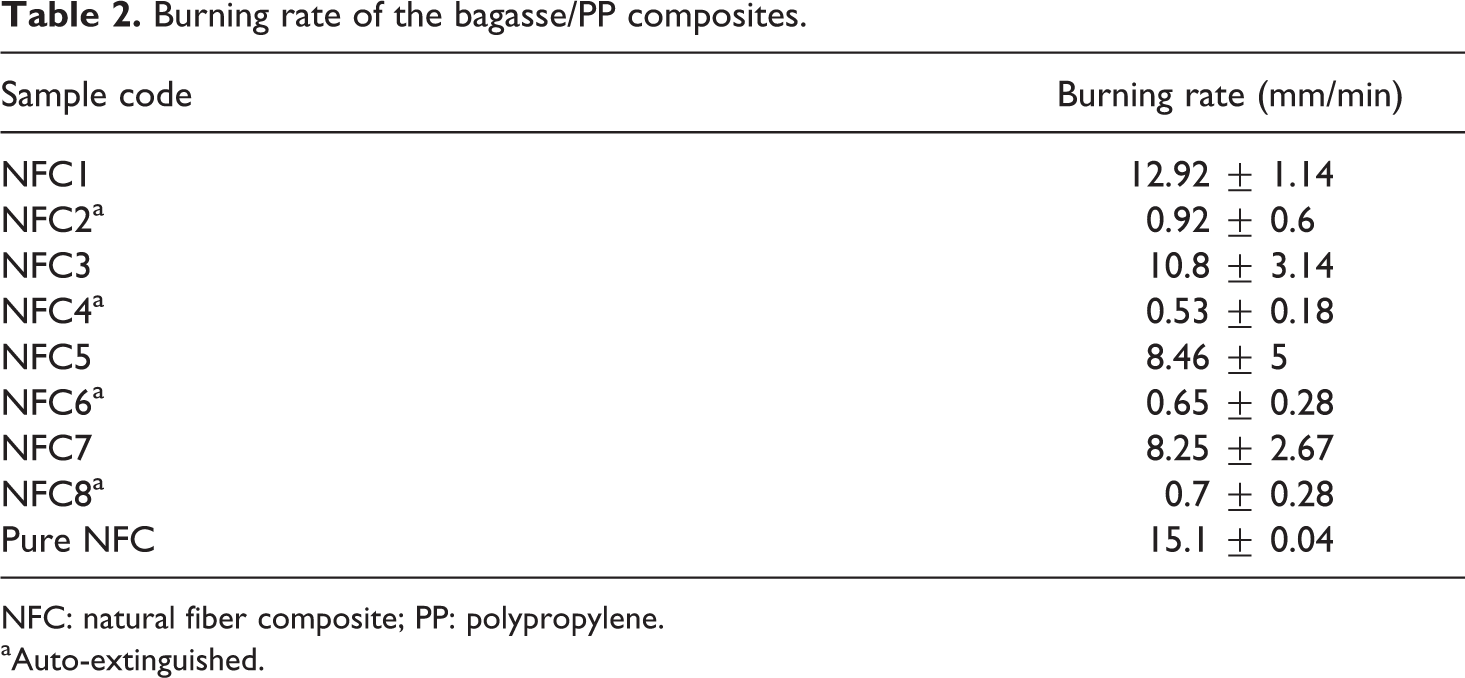
NFC: natural fiber composite; PP: polypropylene.
aAuto-extinguished.
During the combustion of composites, flame retardant can remove thermal energy from the substrate by functioning as a heat sink or by participating in char formation to form a barrier against heat and mass transfer. This additive can also provide flame retardancy by conduction, evaporation, or mass dilution or by participating in endothermic chemical reactions. 17 The largest volume flame retardant, ATH, functions in condensed phase, not as a char protective-layer former but as a heat sink and a source of a noncombustible gas (H2O) for fuel dilution. ATH starts to decompose above 205°C and loses 34.6% of its mass as water vapor. On the other hand, MH decomposes at a higher temperature (340°C) with a 31% mass loss. ATH and MH also decompose endothermically and remove heat from the condensed phase which decreases the rate of polymer decomposition. The enthalpy of decomposition for ATH is −280 Cal/mole while that for the MH is −328 Cal/mole. In addition to larger decomposition enthalpy of MH in comparison with ATH, another advantage of MH is its better action in char formation. 21 Furthermore, it is noteworthy that the main reason of being more efficient than ATH is the higher decomposition temperature of MH. As mentioned, the NFCs were produced at temperatures below 180°C; but at high bagasse loadings like the one in this study (65 wt%), the melt temperature might be much more than the processing temperature. At higher temperatures due to shear viscous heat, ATH might have decomposed partially during melt blending process, while this could not have happened with MH whose its decomposition temperature is 340°C.
One of the other additives that can affect the fire resistance of the prepared NFCs is zinc borate. Zinc borate has some efficacy in retarding flame spread on wood surfaces, especially in the presence of antimony trioxide and/or ATH. 14 Although the highest fire retardancy was obtained in NFCs containing 0.75 wt% zinc borate (NFC4 for samples containing MH and NFC7 for those including ATH), the results of fire test and their experimental design analysis have shown that the effect of this additive on flame resistance is not very significant. This might be due to its low amount in the formulations (0.5 and 0.75 wt%). Moreover, the analysis has shown that the influences of UV stabilizer loading and masterbatch type (two other variable parameters) on the burning rate of NFCs are negligible. The best flame retardancy was achieved in NFC4 (containing MH and 0.75 wt% zinc borate) which was auto-extinguishing and its burning rate diminished by two orders of magnitude compared to the pure NFC.
Accelerated bioassay
As mentioned, wood fiber encapsulation by polymeric matrix is not complete and this makes NFCs susceptible to biological deterioration. Thus, biodegradability modification of NFCs is another concern for longer service life. One of the modification methods to provide sufficient protection against wood destroying microorganisms is the incorporation of antifungal agents in the formulation. Borates like zinc borate as wood preservatives have several advantages such as imparting flame retardancy, being environmentally friendly, having a low mammalian toxicity and low volatility. 1,14
However, two modes of activity against fungi can be differentiated. In case of static activity against fungi, only the reproduction of the fungi is inhibited, that is the cells are not killed, but only suppressed in growth. This mode of action was evaluated here. In contrast, fungicidal activity kills the fungi, that is significantly reduces the number of microorganisms in a short time. 21
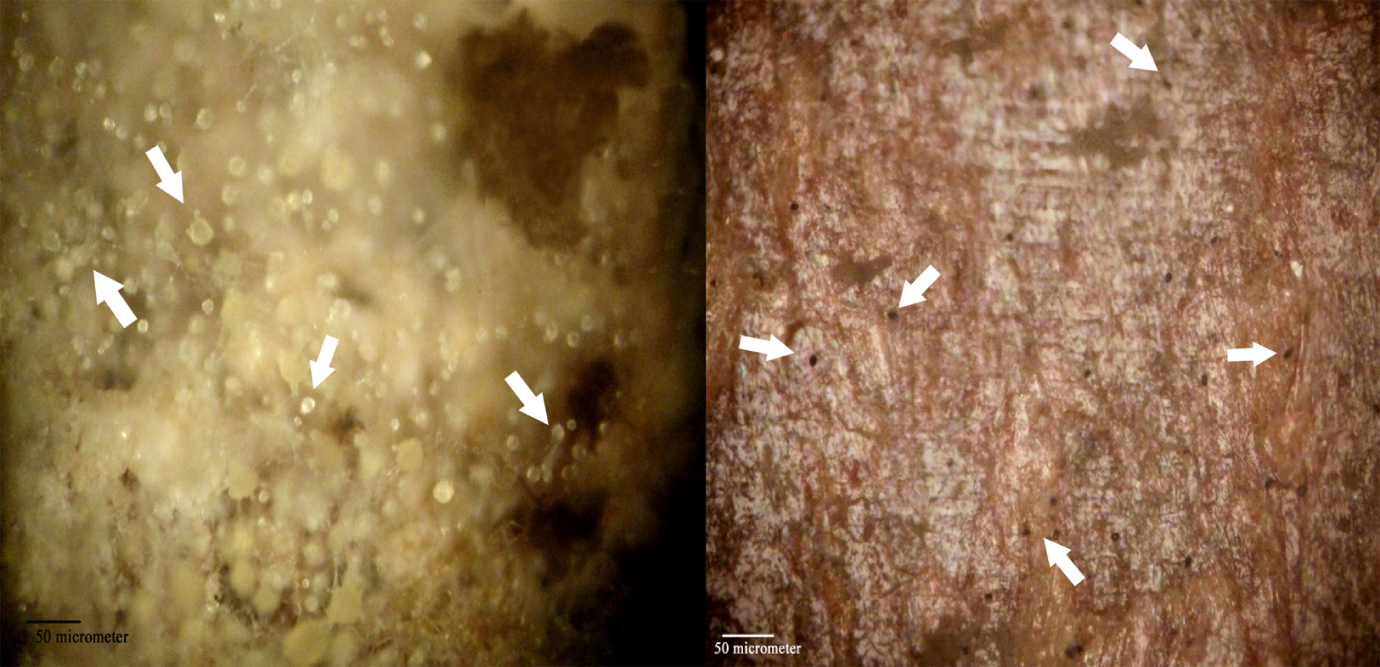
The exposed NFC specimens were examined by optical microscopy to evaluate the growth and reproduction of fungi. Table 3 shows the results of accelerated bioassay. As shown in Table 3, after the exposure time, the pure NFC exhibited no resistance against fungal growth and their reproduction which can be observed in Figure 1. In spite of the addition of 0.5 wt% zinc borate, some of the prepared samples such as NFC1 and NFC6 did not show any improvement in the fungal growth suppression in comparison to pure NFC. It might be due to the high contents of the incorporated additives (especially the flame retardants) which cause a serious impediment to the wood fiber encapsulation. As a result, the bagasse component in these composites reaches moisture levels suitable for fungal growth and reproduction. Lomelí-Ramírez et al. 1 remarked that incomplete polymer covering of wood particles plays a crucial rule in moisture absorption followed by fungal attack.
Fungal growth and reproduction on the surface of pure natural fiber composite (NFC) after 14 weeks of accelerated exposure; the fungi are shown by arrows.
Results of the bagasse/PP composites exposure to fungal attack ((+) signifies the growth and reproduction of fungi on the surface and (−) indicates the inverse result).
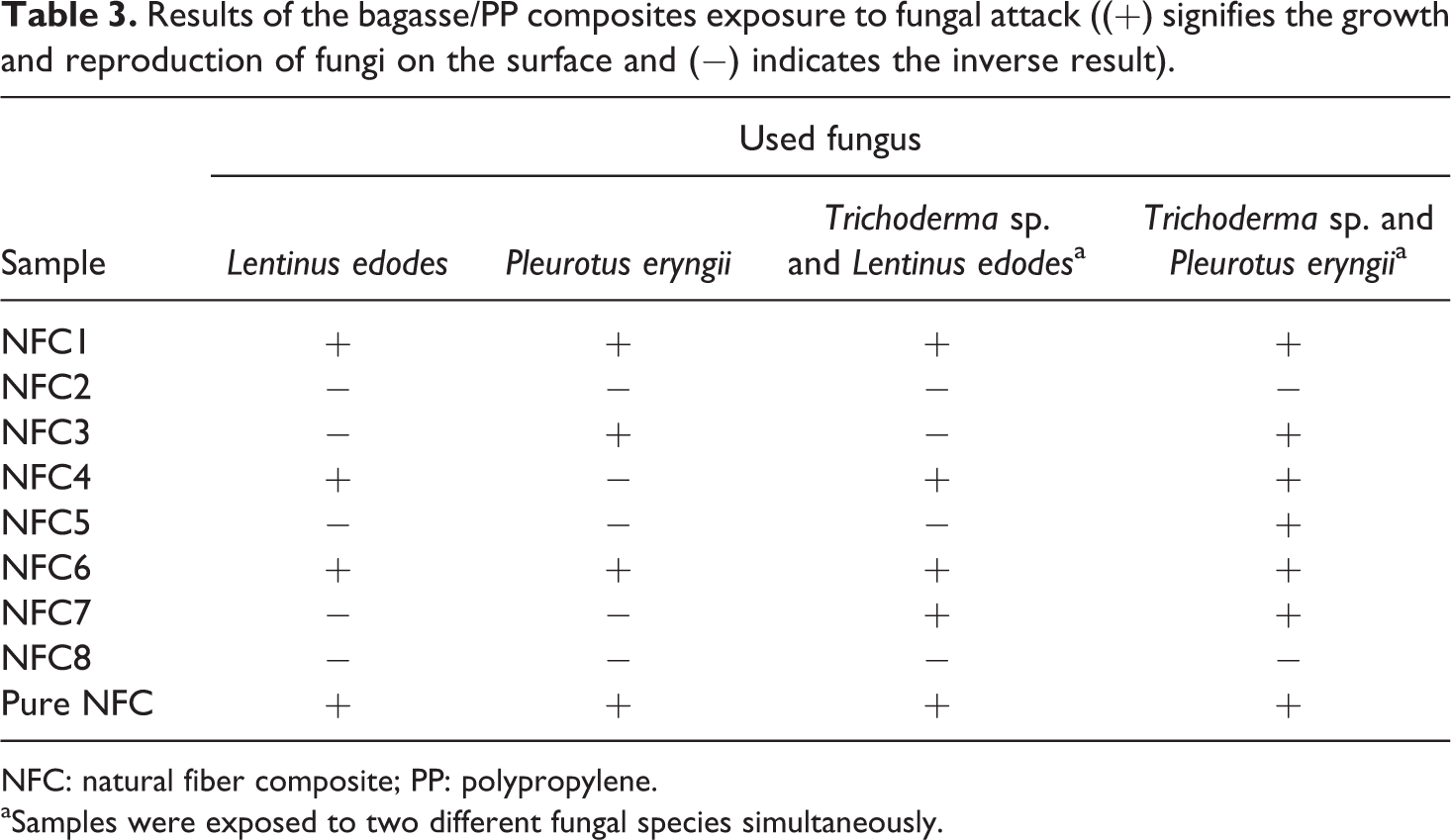
NFC: natural fiber composite; PP: polypropylene.
aSamples were exposed to two different fungal species simultaneously.
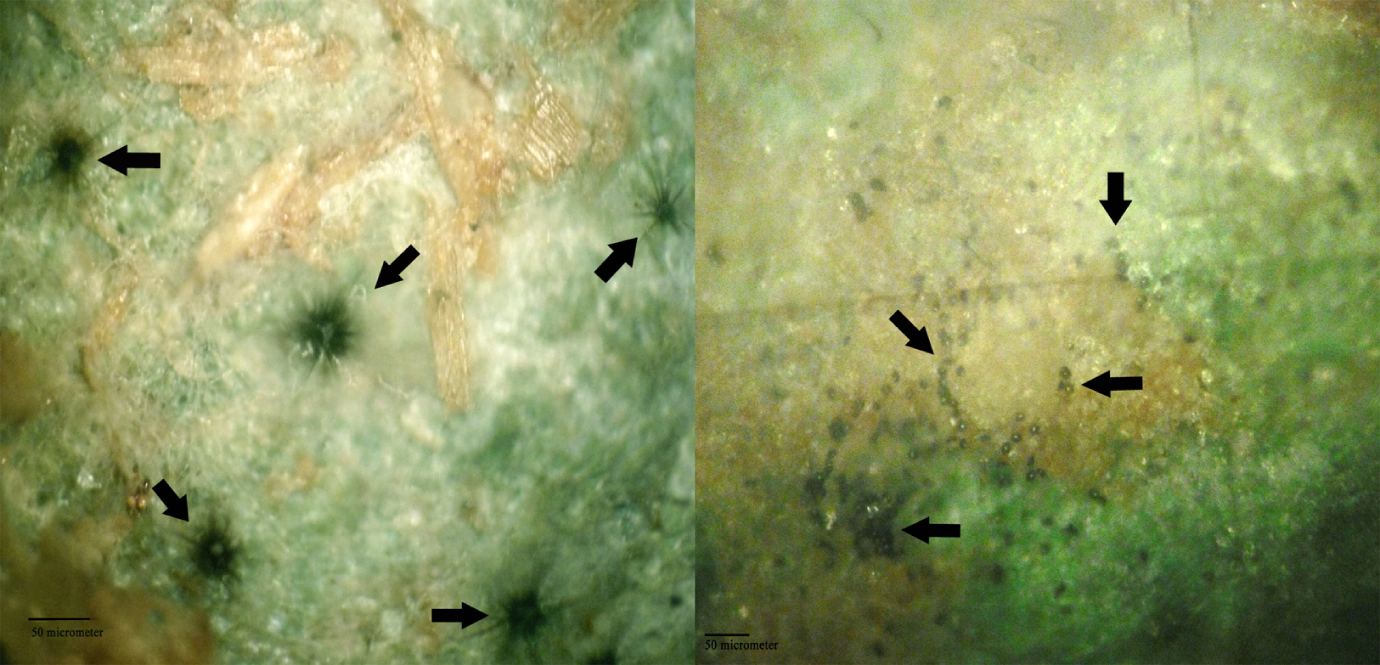
It is evident that increasing the level of zinc borate to 0.75 wt% elevated the fungistatic activity of the prepared NFCs which can be distinguished by comparison of the accelerated biological test results of NFC7 and NFC4 with NFC1 and NFC6, respectively. Figure 2 shows the better fungal growth resistance of NFCs containing a higher amount of zinc borate. It is noteworthy that the negligible effect of UV stabilizer loading on fungal attack resistance has been shown by experimental design analysis. Remarkable resistance to fungal growth for NFCs treated by borates has been reported by several groups.14,22
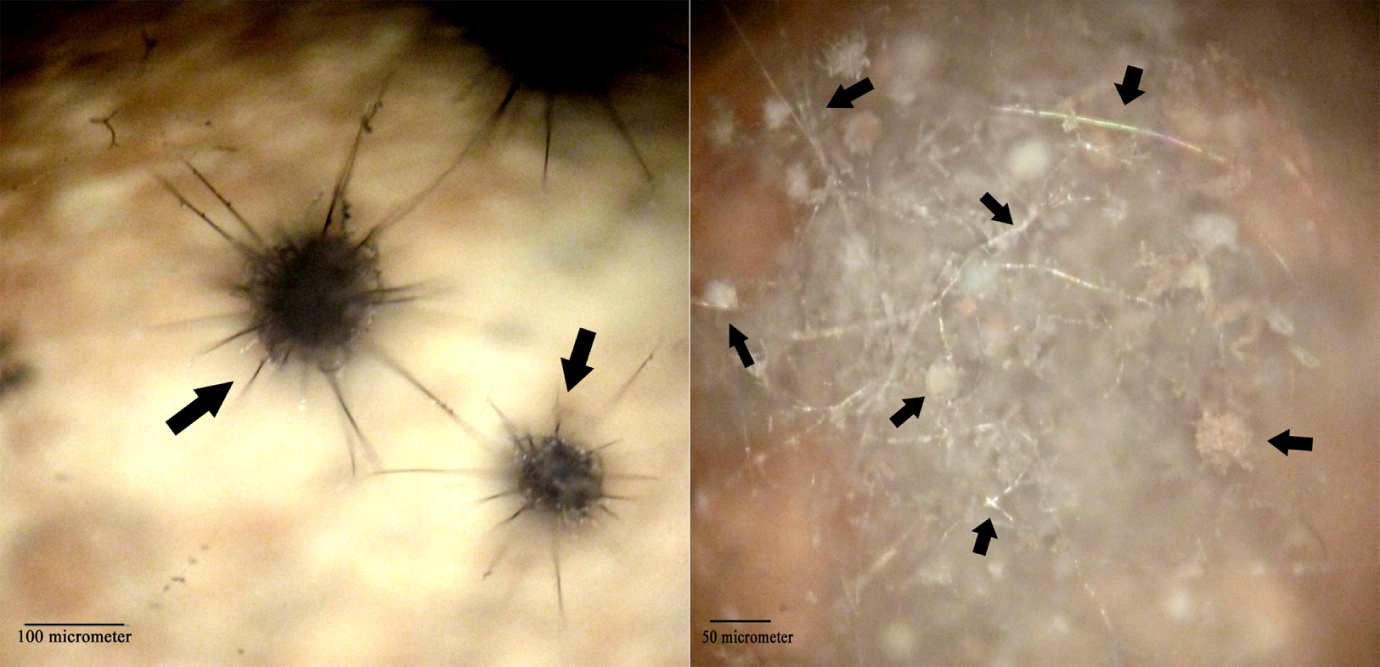
Higher resistance to the fungal growth and reproduction on the surface of natural fiber composite 7 (NFC7) specimen (the right one, containing 0.75 wt% zinc borate) in comparison with the one for NFC1 specimen (the left one, containing 0.5 wt% zinc borate); the fungi are shown by arrows.
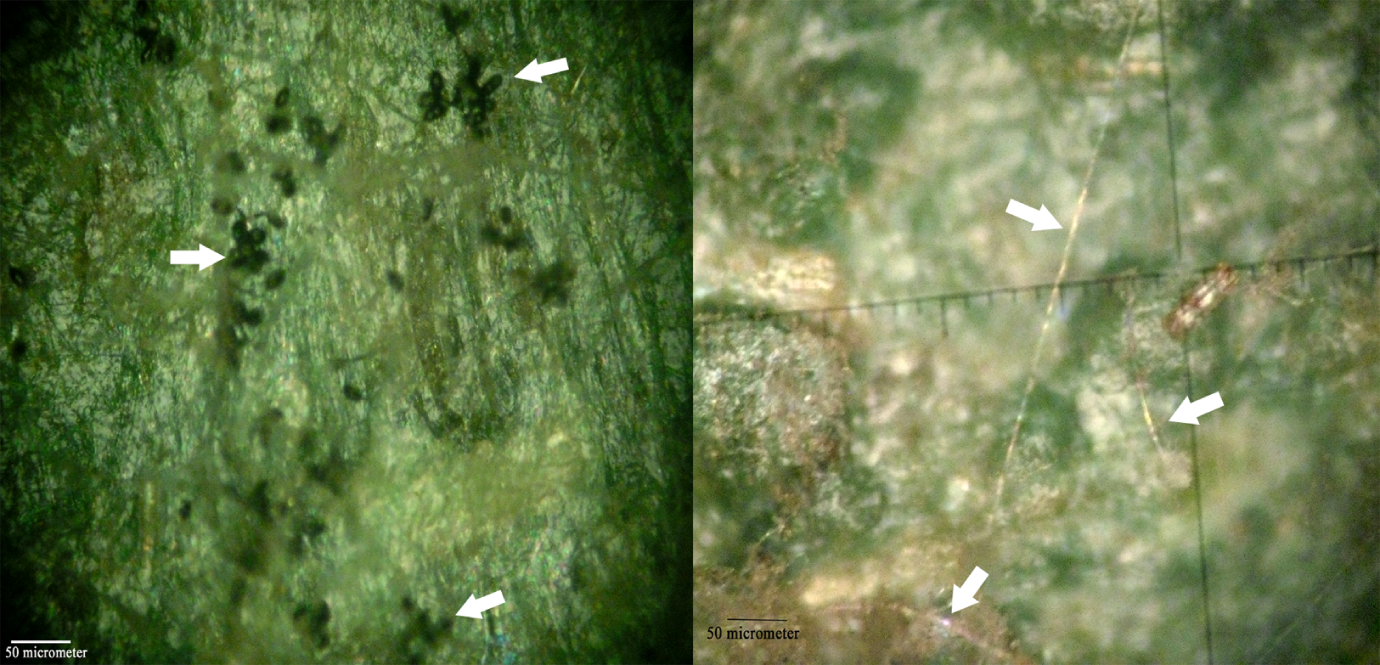
Experimental design analysis of this bioassay has revealed that fire retardant and pigment type has a drastic influence on the fungal growth suppression of NFCs. By comparison with NFCs including MH, the bagasse/PP composites consisting of ATH showed less resistance to the fungal growth and reproduction. The obtained results of NFC5 and NFC3 in this test (when compared with NFC2 and NFC8, respectively) illustrated this fact which also can be discerned in Figure 3. As maintained before, ATH might have decomposed in melt blending process and released water vapor which may increase the porosity of the composite through foam production. This porosity provided small channels for moisture absorption and consequently made the composite more vulnerable to fungal attack. 15
Higher resistance to the fungal growth and reproduction on the surface of natural fiber composite 2 (NFC2) specimen (the right one, containing magnesium hydroxide (MH)) in comparison with the one for NFC5 specimen (the left one, containing alumina trihydrate (ATH)); the fungi are shown by arrows.
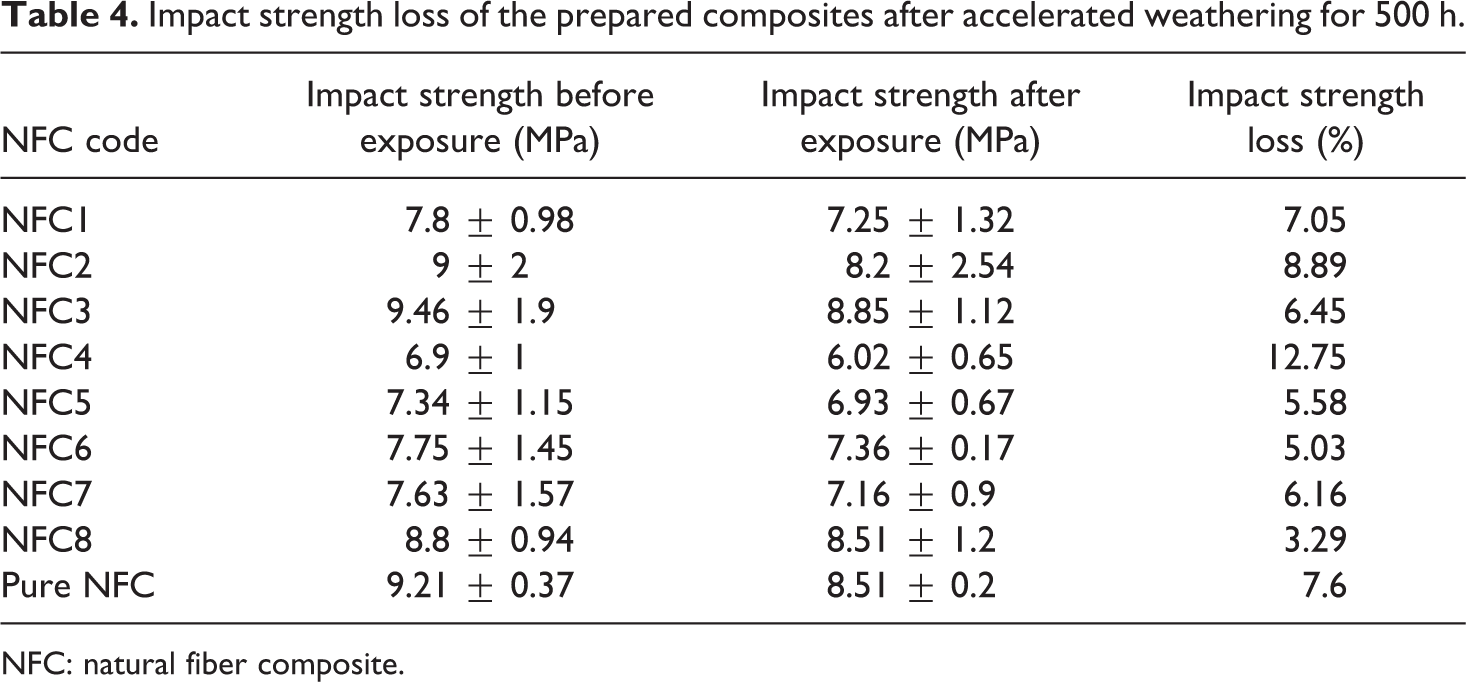
Another appealing point about the obtained results is the ideal fungistatic activity of green bagasse/PP composites. As can be found in Table 3 and Figure 4, after 14 weeks of exposure period, the growth and reproduction of all fungus species used in this study were prohibited on the surface of green composites containing MH (NFC2 and NFC8). Furthermore, one of the fungi (Pleurotus eryngii on NFC3 samples) or two strains (Trichoderma sp. and Pleurotus eryngii on NFC5 samples) possessed sufficient potential to grow and reproduce at the same time on the surface of the green NFCs containing ATH. While the used green masterbatch consisted of pigment white 6 (TiO2), pigment yellow 62 (monoazo calcium salt), pigment green 7 (halogenated phthalocyanine copper complex), pigment black 7 (carbon black) and PP (as matrix), another used masterbatch, the brown one, contained pigment red 29 (aluminosilicate with sodium ion and ionic sulfur groups) and polyethylene (as matrix). Halogenated complexes, chemicals based on Cu ions, and TiO2 are often used to produce antimicrobial agents. 21 In addition to containing these chemicals, which might have caused fungistatic or fungicidal activities, the green masterbatch had the same matrix as the prepared NFCs. In contrast to the brown masterbatch with partially miscible PE matrix, having the same matrix can result in more uniform compounds and also better aforementioned wood fiber encapsulation in the green bagasse/PP composites. Consequently, combination of these effects caused the green NFC specimens to be significantly resistant to accelerated fungal decay in a way that fungal growth and reproduction were completely inhibited.
Suppression of fungal growth and their reproduction on the surface of natural fiber composite 8 (NFC8) for all used strains; the fungi are shown by arrows.
While the effects of masterbatch and flame-retardant types on improving biodeterioration of NFCs were noticeable, the influence of UV absorber loading (another variable parameter) on this property was negligible. This can be found by comparison of obtained experimental design graphs. The first two parameters could give zinc borate a hand with better fungistatic or fungicidal activities by providing better wood fiber encapsulation or introducing some ingredients which might cause antifungal activities. Hence, the combination of their influences made the green composites with MH as flame retardant and zinc borate addition significantly resistant to the fungal attack.
Accelerated weathering
As mentioned before, while exposing to natural and accelerated weathering, WPCs and NFCs experience a color change and/or loss of mechanical properties. All the accelerated weathered composites showed color change within the exposure period. To evaluate the mechanical loss of the exposed samples, impact strength of the obtained bagasse/PP composites before and after exposure time was measured which is represented in Table 4 accompanied by its variations.
Impact strength loss of the prepared composites after accelerated weathering for 500 h.
NFC: natural fiber composite.
It can be observed that impact strength of the prepared composites decreased after accelerating weathering. It seems that increasing the amount of UV absorber (0.5 and 0.75 wt%) in specimens NFC4 to NFC8 diminished the impact strength loss which is less than the one of the pure NFC. While, the first four composites (NFC1 to NFC4) containing 0.5 wt% UV absorber did not show any improvement in their impact strength loss. The analysis of the weathering results using Taguchi method indicated that the incorporation of additives, zinc borate, ATH and especially MH, could recede the mechanical loss probably due to the decomposition of ingredients and consequently participating in the polymer chain degradation which is also found by other groups. 2,5
Variations in mechanical properties after UV exposure are stated to be due to a combination of phenomena including PP chain scission resulting in matrix crystallinity changes, composite surface oxidation and interfacial degradation. Chain scission reduces the density of chain entanglements in the amorphous phase, thereby allowing shorter molecules to crystallize and to increase the brittleness of composite. On the other hand, the formation of the carbonyl groups in PP backbones, caused by UV degradation, makes it more compatible with wood fiber surface which can compensate for the former effect. Some researchers 4,23 reported that mechanical properties of NFC remained constant and even slightly increased at long exposure times. It might be a result of these two competing phenomena that the impact strength reduction of the prepared NFCs was not very significant and remained within the experimental error of the test. Another possible cause for this slight reduction is that the UV degradation of the composites is not deep enough to reduce the strength of the used specimens after the exposure time. Hence, for better interpretation of UV degradation of NFCs, FTIR analysis and color measurement were performed on three composite surfaces (pure NFC, NFC6 and NFC8) to investigate the chemical and color changes after weathering.
Table 5 shows the ▵a*, ▵b*, ▵L* and ▵E* of three mentioned composites after accelerated weathering. As can be found, the addition of UV absorber and pigment to the neat composite improved its weatherability since discoloration (estimated by ▵E*) diminished up to around 75% for the brown composite. The mechanism of action of a UV absorber, like the one used as UV stabilizer here, is simply the absorbance of light. So, it has no influence on scavenging free radicals and preventing the formation of chromophores created by the degradation of lignin. Another noticeable point is that the more darkly pigmented NFC (brown one) showed less color change. Kiguchi et al. 5 reported that discoloration of NFCs caused by accelerated weathering improved by the addition of darker pigments to the composite. But for NFCs studied here, the difference in discoloration reduction may also be due to the difference in the zinc borate dose.
Average values of color variation after accelerated UV exposure.
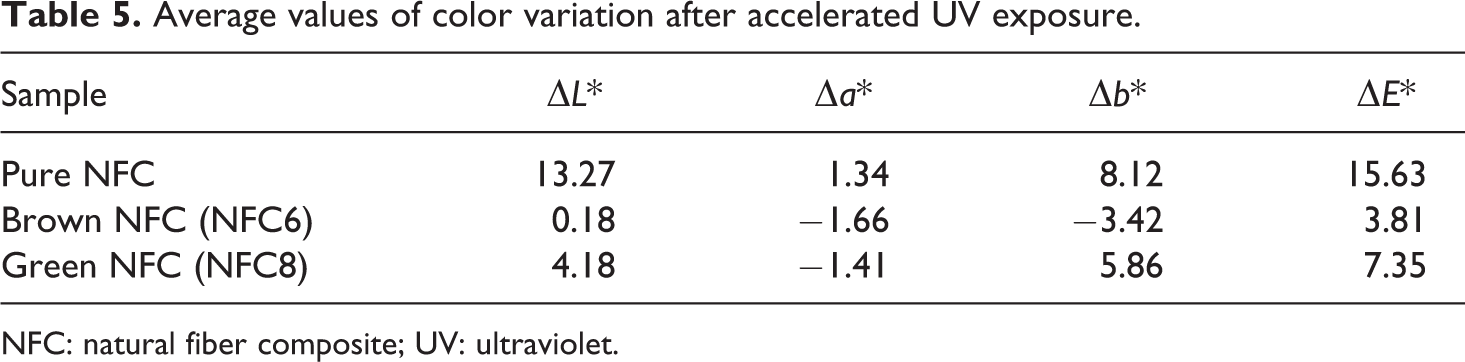
NFC: natural fiber composite; UV: ultraviolet.
The increase in the ▵L* value may be attributed in part to the chain scission of PP and its migration to the sample surface and in another part to the photobleaching of lignin. The possibility was stated that lignin in the composites generated radicals during photoirradiation which attacked the PP chains. 14 As can be observed in Table 5, when compared to pure NFC, ▵L* improved 68.5% for green NFC and 98.65% for brown NFC, indicating the efficient performance of the used UV stabilizer, pigments and antifungal agent. The other important point of these results is the ▵b* variations. The ▵b* value represents the yellowing of the sample occurred due to the oxidation of lignin which lead to the formation of paraquinone chromophoric structures. These structures have a characteristic yellow color. 8 Although the green composite showed smaller positive ▵b* value, the brown specimen exhibited the negative one. This negative ▵b* indicates less yellow tone probably as a result of the reduction of the paraquinone to hydroquinone groups in the lignin photodegradation process. 8,17
The photooxidation of PP causes the formation of carbonyl groups (mainly ketones, esters and acids) and the reduction of vinyl groups via Norrish type I and II reactions which are easily detectable by FTIR spectroscopy, respectively, in 1800–1680 and 1650–1630 cm−1 domains. The photodegradation can be monitored by comparing the carbonyl peak area (here having the maximum approximately 1738 cm−1) and the area of the 1630 cm−1 peak (i.e. the vinyl band of PP) to the area of the peak at 1375 or 1158 cm−1, which are related to carbohydrates and are not significantly affected by degradation. 7,17 The areas of these two characteristic peaks were normalized for both spectra of each specimen, before and after weathering, and their differences were calculated. Table 6 shows these normalized value variations for the aforementioned composites.
Variations in the normalized carbonyl and vinyl groups peak areas at 1738 and 1630 cm− 1 after accelerated exposure time.
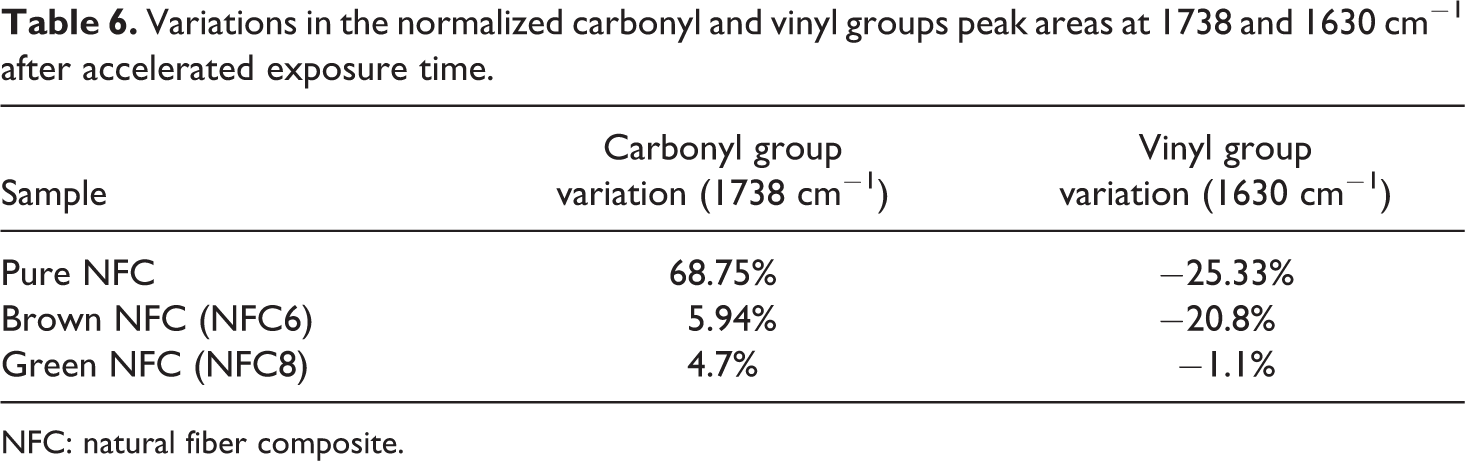
NFC: natural fiber composite.
The results of FTIR analysis confirm the discoloration measurement data, indicating that the incorporation of additives into the bagasse/PP composites could suppress the photodegradation process. Taking a closer look shows that the variation in carbonyl and vinyl group peaks of the green NFC are less significant in comparison to the brown sample. This verifies better stability of green sample against PP degradation. This fact confirms the results of impact strength test in which the mechanical loss of the green composites were less than that of the brown composites (NFC8 compared to NFC6).
Even though the effects of some studied parameters on the flammability and biodeterioration of NFCs were insignificant, it was found that all variable parameters could influence the photodegradation of NFCs in combination with UV absorber. Experimental design analysis of results indicated that the incorporation of these additives could affect the weatherability of NFCs by participating in polymer chain degradation. Among them, the effects of masterbatch type were much more noticeable. The less discoloration of darker NFCs after UV exposure was observed for all examined specimens.
Conclusion
Using a counter-rotating twin screw extruder, NFCs based on PP and bagasse fiber were prepared by the addition of commercially available additives. The investigation of the fire behavior of the prepared NFCs showed that MH as flame retardant acted more efficiently than ATH due to its higher decomposition enthalpy and temperature. It was observed that composites containing MH extinguished before complete burning of the length of specimens and also, the incorporated zinc borate as antifungal decay agent had efficacy in retarding flame spread rate.
Accelerated bioassay using either test fungi revealed the fact that high loading of additives could provide some impediments against wood fiber encapsulation. Consequently, it can lead to sufficient moisture absorption which is required for fungal attack. The incorporation of ATH as flame retardant worsened the accelerated biodegradation probably as a result of its decomposition in melt blending process and providing more porosity in the specimens. However, green pigment could give a hand to zinc borate with better fungistatic or fungicidal activities. Therefore, the combination of their influences has made the green composites with MH as flame retardant and zinc borate addition significantly resistant to the fungal attack.
Discoloration of NFCs caused by accelerating weathering was moderated by incorporation of the additives which was more noticeable for darker color samples. Variation in mechanical properties after UV exposure could be a result of two competing phenomena: on one hand the matrix chain scission followed by composite brittleness increase and on the other hand the enhancement of the fiber–matrix compatibility by carbonyl group formation in the matrix chains. It was observed that the impact strength loss of the NFCs was not significant after 500 h of accelerated weathering.
Footnotes
Acknowledgements
The authors wish to thank the Ministry of Industries and Mining of I.R. Iran for the financial support (grant number 38608332381023) and the authors also wish to acknowledge Kalapolymer Aria, Dabel and Dezchoopex companies for supplying the raw materials and for helping in sample preparation. Furthermore, the authors want to express their gratitude to the group of zoology science at Shahid Beheshti University for the assistance in performing the accelerated bioassay.
Funding
This research received financial support from the Ministry of Industries and Mining of I.R. Iran (grant number 38608332381023).