
Abstract
Random polypropylene copolymer is blended with 2–10% nano-calcium carbonate (nCaCO3) with and without maleic anhydride-grafted ethylene–propylene rubber ([EPR] MA-g-EPR) using two different titanate- and silane-coupling agents. The nanocomposites were prepared with fatty acid (oleic and stearic acid) surface-treated and -untreated nCaCO3 and random polypropylene. Surface-treated nCaCO3 and EPR (MA-g-EPR) were used as a modifier in nanocomposites and characterized with the help of X-ray diffraction, scanning electron microscopy (SEM) and transmission electron microscopy (TEM) analyses. The physicochemical properties like density, melt flow index and heat distortion temperature were evaluated beside their mechanical properties (tensile, flexural and impact strength). It was found that the favorable surface development is taking place at the interface of coupling agent and surface-treated nCaCO3, and this linkage is responsible for tensile properties. The untreated nCaCO3 shows more reinforcement with matrix for the reason that there is no long alkyl group present at the interface. Beyond a certain limit, increased trends of nCaCO3 in composite do not show more reinforcing effect due to agglomeration of nCaCO3.
Introduction
In the last several years, the research and usage of polyolefin composites have improved dramatically due to the new application opportunities and the synthesis of novel polyolefins. Modification of properties in plastic composites depends on the nature of fillers as well as of the plastics. The degree of enhancement in the mechanical and physical properties of these composites depends on the judicious choice of filler origin, particle size and shape, the amount or fraction of filler, their surface characteristics, degree of dispersion and its surface treatment that promotes interaction between the polymer matrix and filler. 1 Generally, the addition of organic and inorganic fillers will have an embrittlement effect on polymers and decrease their impact energy. 2 Uniform dispersion of these nanometer filler particles offers a major specific surface area enhancement of the interfacial interactions with the matrix compared with conventional reinforcements of micrometer size and consequently improves the properties of the material. At the same time, nanomaterial-enhanced performances are correlated with homogeneous dispersion of nanoparticles and a strong interfacial adhesion between filler and polymer to reduce the interfacial tension between the matrix and the filler; fillers are often coated with the fatty acids. 3–6 In particular, the introduction of nano-calcium carbonate (nCaCO3) particles covered by a coupling agent and compatibilizer (maleic anhydride grafted ethylene–propylene rubber [MA-g-EPR]) may improve the poor impact strength of PP at a low temperature meanwhile, the nucleation rate and overall crystallization rate will be depressed, which may affect the mechanical properties and molding cycle time. 7 For this reason, nucleating agents are usually used to increase the crystallization rate. 8–10
Nanofillers are characterized by large specific surface area, and challenges are to disperse them without losing this property and to ensure good interfacial adhesion with the polymer matrix so that their unique properties are transferred to the composites. 11–13
Experimental
Materials
The materials used in this study were impact polypropylene copolymer (PP-CP) grade MI3530 supplied by Reliance polymer Ltd (India), compatibilizer (MA-g-EPR) OPTIM P-613 with melt flow index (MFI) 4.0 g/10 min at 190°C temperature and 2.16 kg weight according to ASTM D1238 supplied by Pluss polymers Pvt (India), coupling agents titanate grade EB-1019A supplied by Industrial products mfg. Co. (India) and silane (3-aminopropyl triethoxy silane, 98%) grade RM6592 supplied by Himedia (India). Surface modifiers, stearic acid and oleic acid of 98% purity were procured from Lomba Cheme Pvt Ltd (India) and Qualigen Pvt Ltd (India), respectively. nCaCO3 (grade-CC 301) of particle size 40 nm without surface modification was supplied by Yuncheng Chemical Industrial Co. Ltd (Taiwan).
nCaCO3 particle surface treatment
Physical treatment of nCaCO3 by stearic acid and oleic acid was performed by dry method. High-speed mixer having high shear rate was used to disperse the stearic acid and oleic acid consistently. The powdered form of nCaCO3 was mixed with stearic acid in a mixer for 1 h at a speed of 3500 r/min. Heat is generated due to melt friction and then acid (above 80°C) gave a uniform coating on nCaCO3. The same process was adopted for oleic acid coating on nCaCO3 nanoparticles.
Composite preparation
Prior to mixing the PP-CP, surface-treated and -untreated nCaCO3 were dried at 80°C for 12 h in a vacuum oven. The nanocomposites were prepared with the help of Haake Rheocord 90 corotating twin screw extruder at 170–210°C at a screw speed of 100 r/min using surface-treated and -untreated (2–10%) nCaCO3 and MA-g-EPR (5%) followed by mixing 1% silane/titanate. The standard size specimens were prepared by Texair-40 semi-automatic injection molding machine at 170–210°C, and the sheets were prepared by Nuchem semiautomatic compression molding machine.
Formulations
Batches are comprised 100% PP-CP, 1% coupling agent, 2–10% nCaCO3 and 5% MA-g-EPR given in Table 1. MA-g-EPR, untreated nCaCO3 (nCaCO3), PP-CP, titanate-coupling agent (T), silane-coupling agent (S); stearic acid surface treating agent (SA) and oleic acid surface treating agent (OA).
Formulation of nanocomposites.
PP-CP: polypropylene copolymer; MA-g-EPR: maleic anhydride grafted ethylene–propylene rubber; OA: oleic acid surface treating agent; SA: stearic acid surface treating agent; nCaCO3: nano-CaCO3.
Testing and characterization
Mechanical testing
The tensile and flexural properties of composites were determined using INSTRON 3382 Universal testing machine at room temperature. The tensile tests (ASTM D638) were performed at a crosshead speed of 50 mm/min. For flexural tests (ASTM D790), a three-point loading system was used, and the support span length was adjusted to 100 mm and the crosshead speed was 5 mm/min. According to ASTM D256, the notched izod impact strength was performed. The result reported were the average of five individual measurements.
Density
Theoretical density of the samples was calculated by the rule of mixtures, using the density of polypropylene as 0.90 g/cc. Experimental density of the developed nanocomposites was evaluated by the buoyancy in an immersing medium (propanol as a medium was used in this study) with known density. The weight and volume is measured in air and immersing medium, respectively, at room temperature

where a = weight of specimen in air, b = weight of specimen in water, w = weight of totally immersed sinker and partially immersed wire.
Heat distortion temperature
Heat distortion temperature (HDT) was studied according to ASTM D648 by Wallace, UK, HDT apparatus. Specimens used were rectangular bar shaped having dimensions 127.0 × 12.3 × 3.6 mm3 at 0.45 MPa load.
Melt flow index
MFI studies were conducted per ASTM D1238 by Rosand, UK, melt flow tester at 2.16 kg load and 230°C temperature.
Scanning electron microscopy
Microphase properties were analyzed from LEO-430, UK, scanning electron microscope (SEM). Prior to SEM analysis, specimens were gold coated for 2 min with the help of gold sputtering unit to avoid the charging effect and to enhance the emission of secondary electrons.
X-ray diffraction
X-ray diffraction (XRD) studies were performed using the help of Sietronics XRD Scan model with a diffraction angle 20°–60° and intensity in the range of 0–400 cps. The particle size distribution of nCaCO3 was measured with Scherrer’s formula.

Transmission electron microscopy
Transmission electron microscopy (TEM) was performed in order to obtain visual images displaying the extent of nCaCO3 dispersed in polymer matrix. TEM analyzer (Hitachi Philips CM 20 instrument, Canada) is operated at an accelerating voltage of 200 kV. The ultrathin sections (∼50 nm) were cut from the central part of the injection molded bars.
Results and discussion
Tensile properties
Tensile properties of nanocomposites show changes in the increase of treated and untreated nCaCO3 percentage as given in Table 2. It is depicted that with the increase in treated and untreated nCaCO3 (2–10%), there was a slight increase in the trends in tensile strength upto 10%, while these trends were upto 8% for tensile modulus due to coupling agent forming the reinforcement with good dispersed nCaCO3, 14–16 and in the presence of compatibilizer, reinforcement trends increased much more. In general, when a coupling agent is reactive, the yield stress and tensile strength increase the reinforcing effect, which is more prominent with titanate in both the studies in comparison with silane because titanate gives favorable chemical reaction with compatabilizer, while silane shows plasticization and reduces stiffness as shown in Figure 1. In the presence of the compatibilizer (MA-g-EPR) and coupling agents, a decrement has been observed in the tensile properties with surface-treated nCaCO3 due to the formation of long-chain linkage of stearic acid/oleic acid with the compatibilizer and plasticization effect that act as stress transfer medium and is higher with oleic acid due to the presence of double bond.
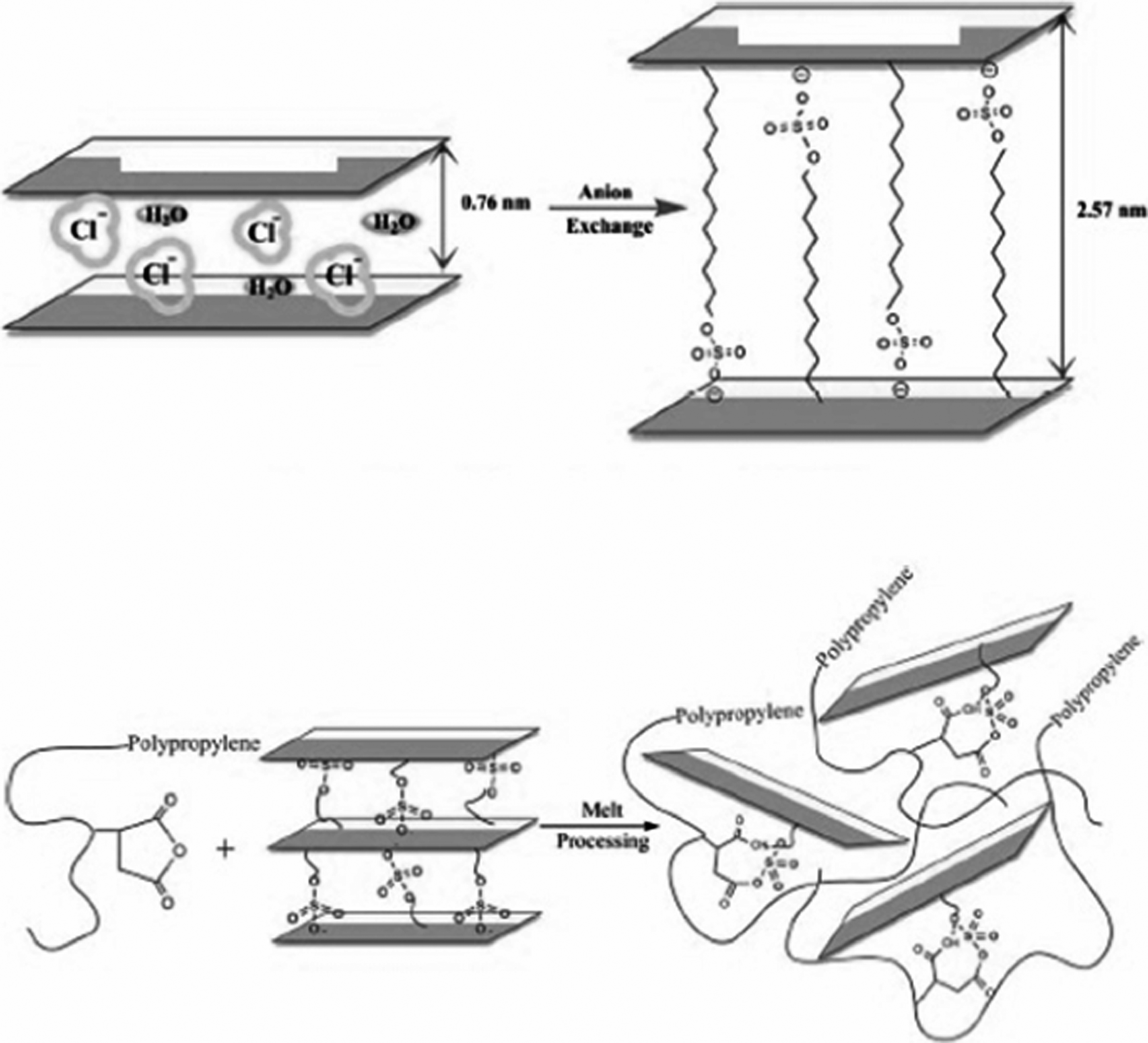
Possible interaction between PP and maleic anhydride grafted ethylene–propylene rubber.
Mechanical properties of PP-CaCO3 composites.a
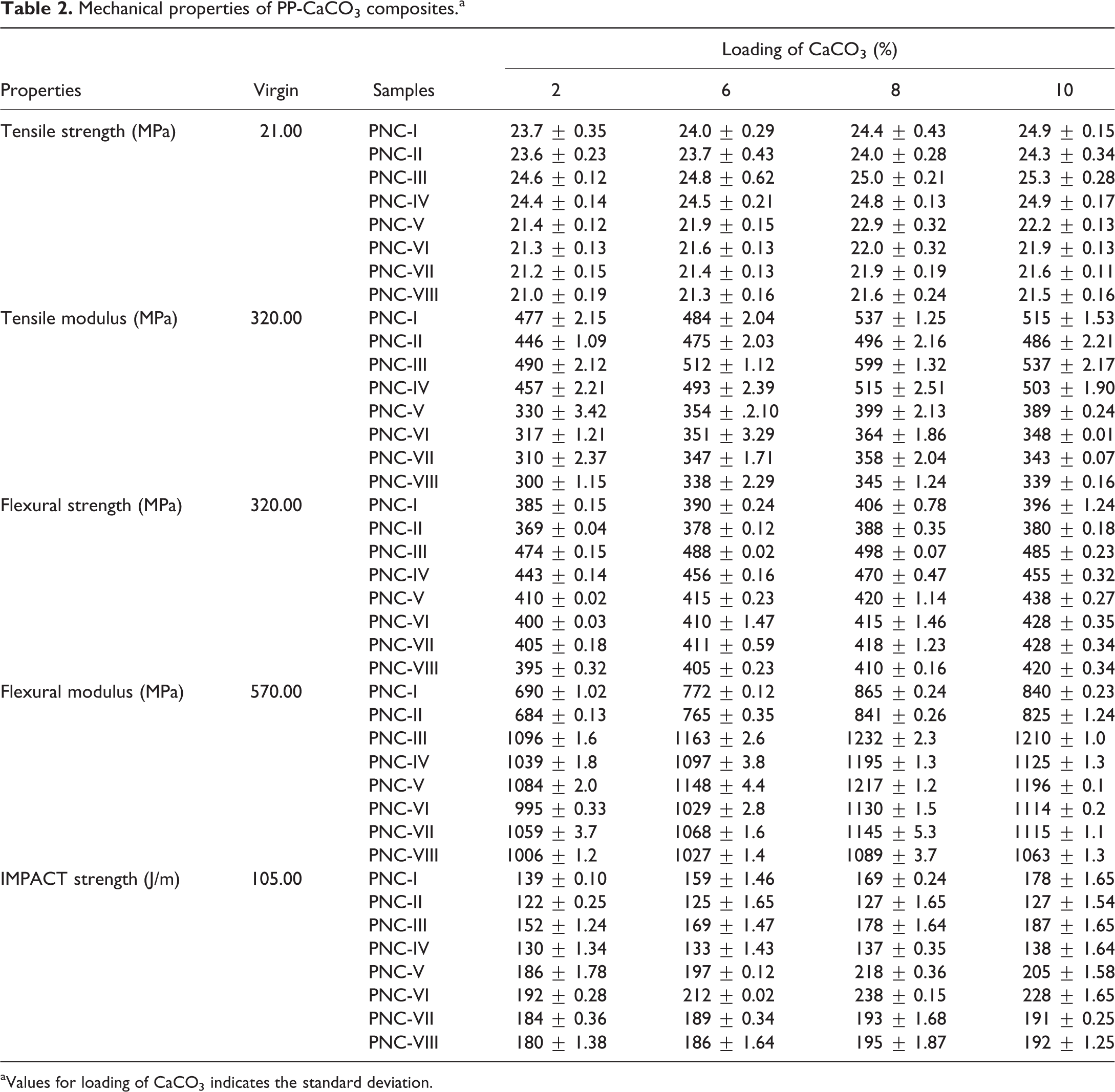
aValues for loading of CaCO3 indicates the standard deviation.
Flexural properties
The flexural strength of the surface-treated and -untreated CaCO3 nanocomposites increases with the increase in nCaCO3 as given in Table 2, with both the coupling agents increasing upto 8% in case of untreated nCaCO3; while a further increase in nCaCO3 leads to a decreased trend. Although in the surface-treated nCaCO3, this trend increases upto 10%, which is due to an increase in bonding between matrix and filler. Flexural modulus with surface-treated and -untreated nCaCO3 increases upto 8%, beyond which there was a decline due to the filler–filler interactions as shown in Table 2. On addition of compatibilizer, the improvement in both the properties was observed due to higher degree of reinforcement with the compatibilizer. The compatibilizer reduced interfacial tension and alters the molecular structure, thus giving more thermodynamic miscibility.
The flexural strength and modulus of nanocomposites with titanate increase more than that of silane-coupling agent because of the formation of favorable interaction between coupling agent, compatibilizer and surface-treated nCaCO3. The decrease in both the properties with oleic acid-treated nanocomposites is due to the unsaturation in backbone, which is responsible for the flexibility in the composites.
Impact strength
Impact strength of polypropylene nanocomposites with coupling agents, compatibilizer and surface-treated and -untreated nCaCO3 are given in Table 2 and depicted in Figure 2. On addition of nCaCO3 to polypropylene matrix, the impact strength increased compared with virgin matrix by increasing the stiffness of the composite materials.
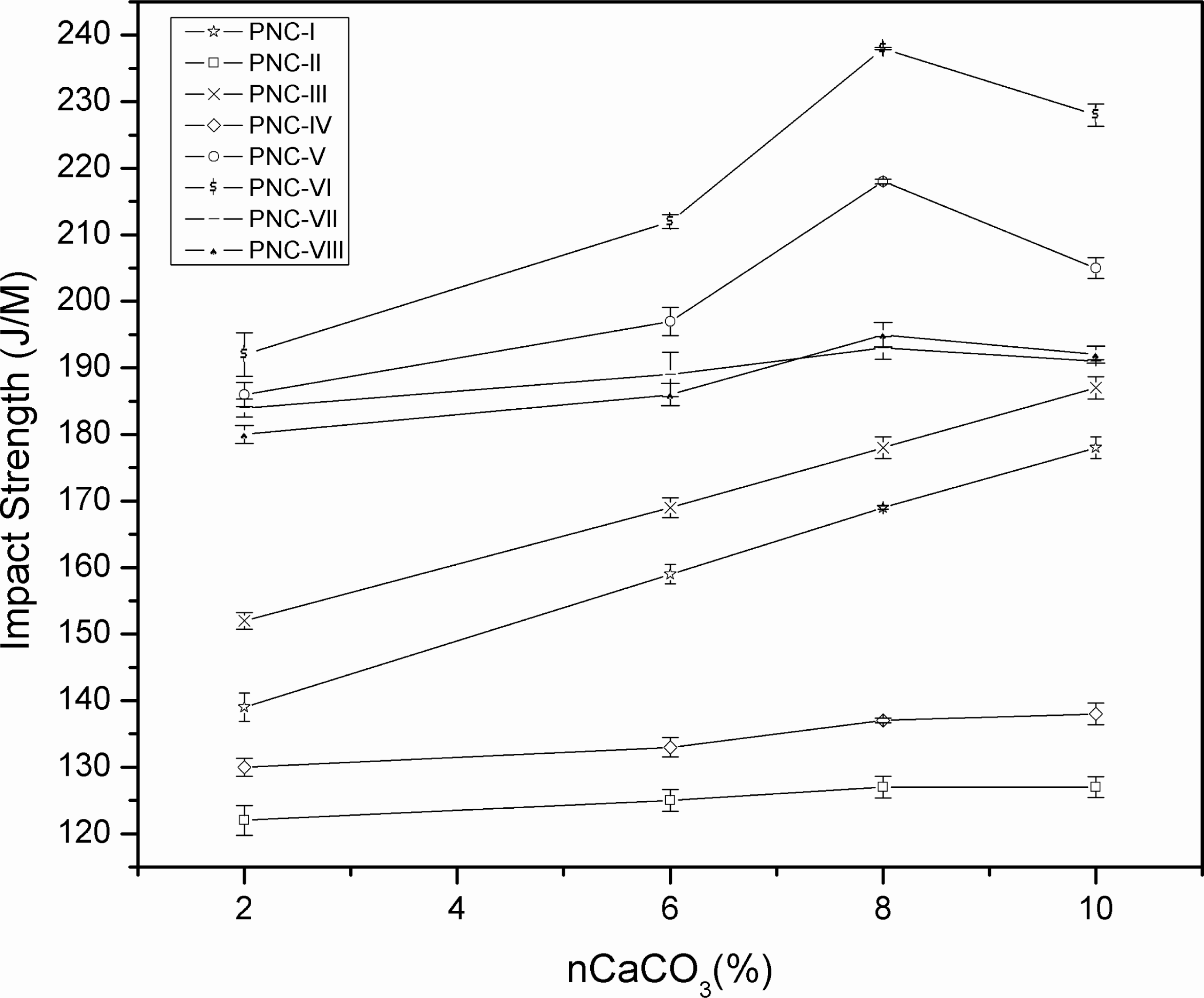
Impact strength versus loading of nano-CaCO3.
On further increase of nCaCO3 from 2-10% impact properties increased upto 10% although with treated nCaCO3 impact strength shows increasing trend upto 8% and above it reduce due to less coupling. Impact strength increases due to the formation of strong and tough material in the presence of coupling agent. Impact strength increases due to the formation of strong and tough material in the presence of coupling agent. Increase in nCaCO3, in the presence of compatibilizer, leads to increased impact strength; this is due to the bridging between the coupling agents, nCaCO3 and matrix, and works as stress transfer medium. With plasticization effect, in the presence of unsaturation, the oleic acid-treated nanocomposites shows more increment in the impact strength when compared with stearic acid-treated nanocomposites.
Density
Traditionally, polymeric materials have been filled with synthetic or natural inorganic compounds in order to improve their properties or simply to reduce the cost. On addition of surface-treated and -untreated nCaCO3 to matrix, slight change in density values was observed, as shown in Figure 3. The density value shows increasing trend with increasing nCaCO3 in each nanocomposites. With the use of untreated nCaCO3 in nanocomposites density is increased more than that use of treated nCaCO3, this behaviour exposed due to formation of favorable interface between matrix and treated nCaCO3 in presence of coupling agent and compatibilizer. The increase in the density of the virgin material is because of the agglomeration of untreated nCaCO3, which is acts as filler and does not give favourable interface reaction between matrix and nCaCO3.
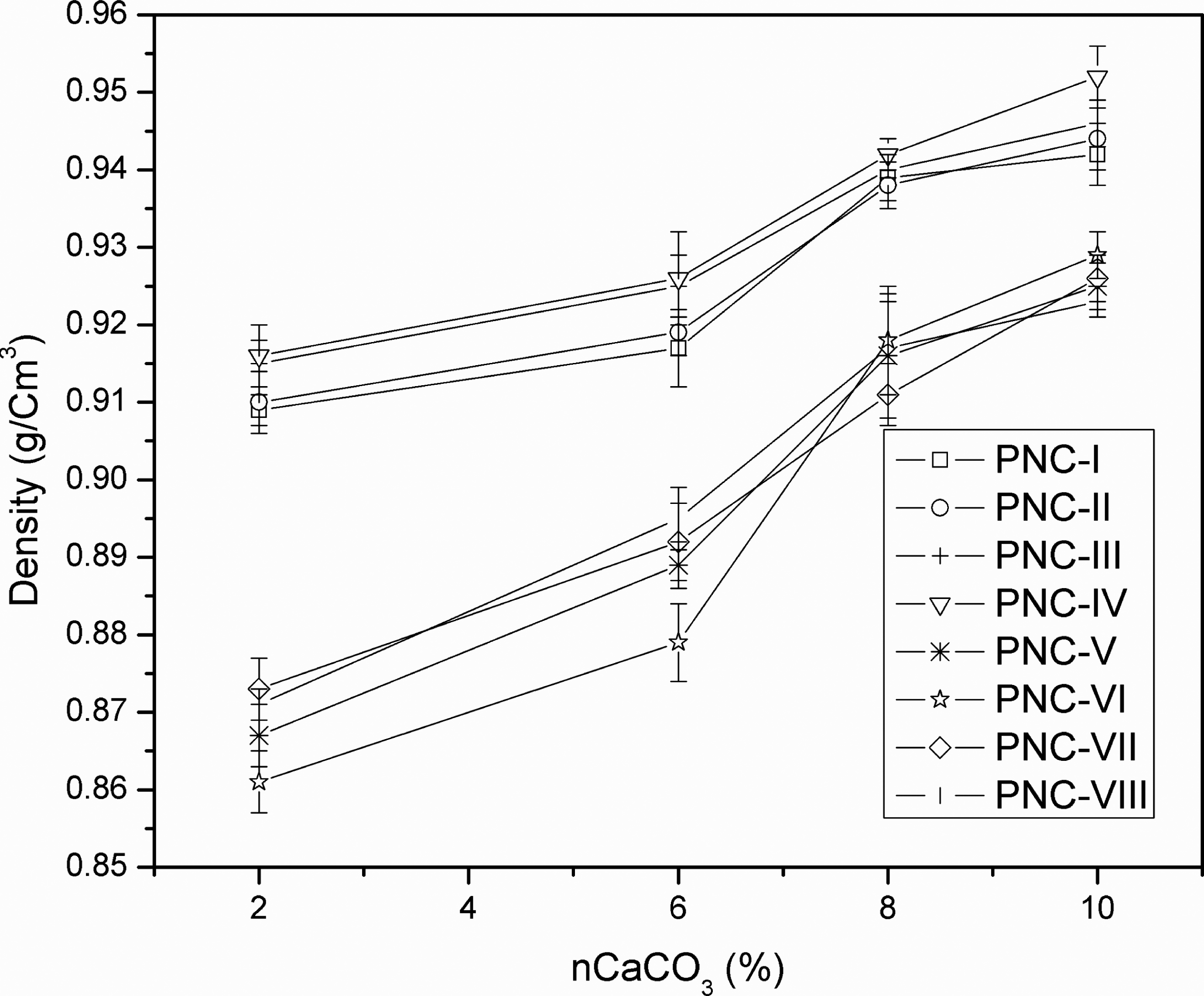
Density versus loading of nano-CaCO3.
The useful density decrement is obtained in the case of oleic acid-treated nCaCO3 in comparison with the stearic acid-treated nCaCO3 because of the plasticization effect and the presence of double bond in oleic acid, which gives more thermodynamic compatible reaction between coupling agent and compatibilizer.
Heat distortion temperature
HDT of nanocomposites with untreated and treated nCaCO3 loading can be seen in Figure 4. On addition of nCaCO3 in all nanocomposies, HDT values showed increased trend with the increase in nCaCO3 of upto 10%. The HDT values increase with increase in reinforcement. Compatibilizer and nCaCO3 surface treatments with fatty acids reduce heat distortion value due to the plasticizer effect. Surface-treated nCaCO3 shows high plasticization effect due to the fatty acid chain present in stearic and oleic acid, thus giving lowest values when compared with the others. The titanate is showing higher improvement when compared with the silane because silane gives favorable reaction of oxygen with the surface-treated nCaCO3 at the interface, which is responsible for lower HDT; as a result, it gives more plasticization effect when compared with titanate-coupling agent.
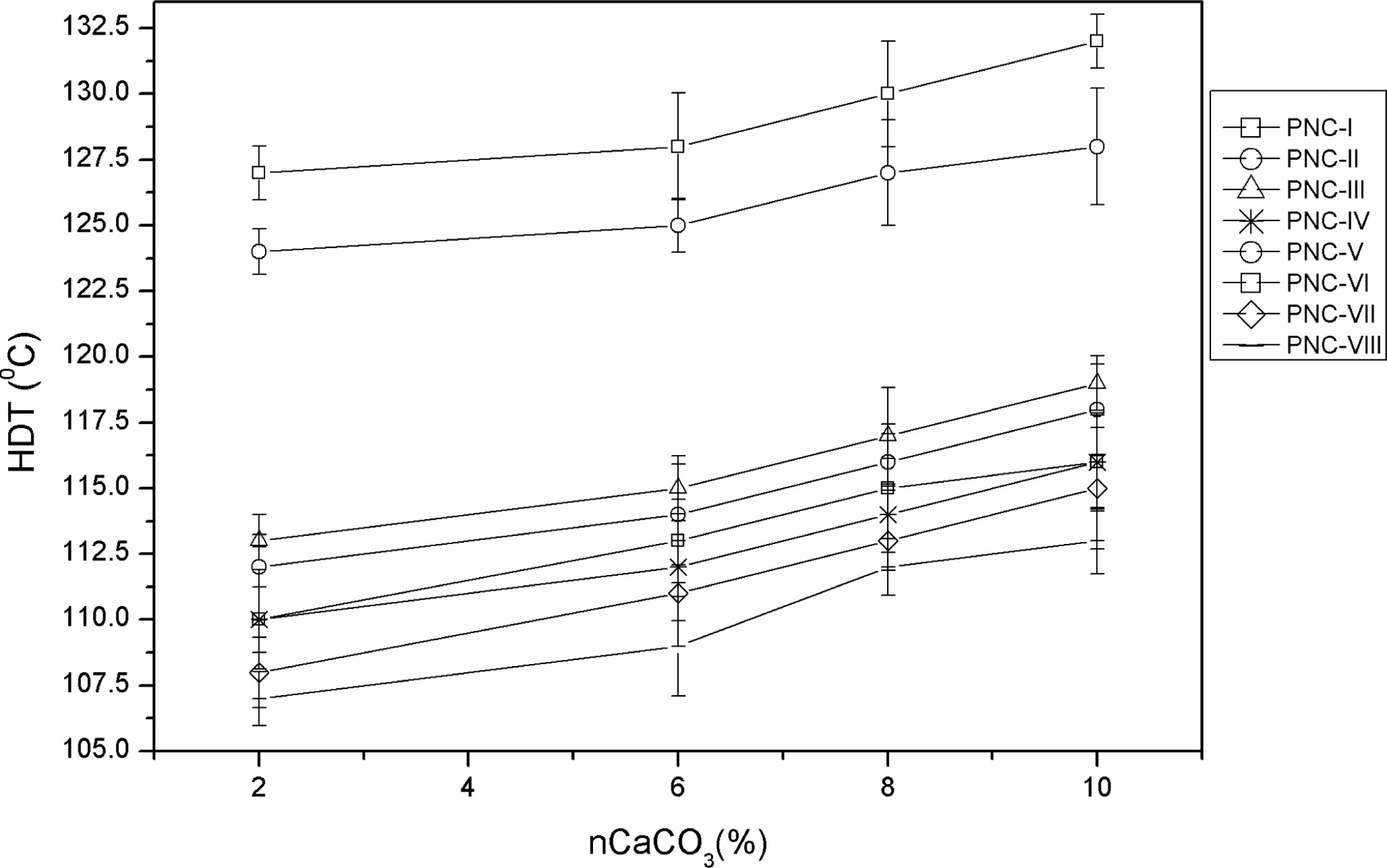
HDT versus loading of nano-CaCO3.
Melt flow index
MFI of nanocomposites changes with varying percentage of nCaCO3. MFI also depends on the nature of coupling agents. The surface-treated nCaCO3 nanocomposites have higher MFI than untreated nCaCO3 nanocomposite; and with the addition of compatibilizer, values are slightly decreased or constant when compared with untreated nanocomposites. Once again it proves that the reinforcement of the matrix with nCaCO3 is more in the presence of compatibilizer and coupling agent. These increments in MFI values with surface treatment are due to the long alkyl chain in stearic acid which works as the plasticizer. The increase is more prominent in the oleic acid-treated nCaCO3 because of the presence of long chain of oleic acid, with the double bond in its structure having more plasticization effect when compared with stearic acid-treated nCaCO3. Due to better coupling between matrix and filler, titanate increases the MFI values higher than that of silane.22 The results depicted in Figure 5 reveal that the flow rate increases upto 8% of the surface-treated nCaCO3 and upto 6% in case of untreated nCaCO3, but above this value the flow rate is reduced. The nCaCO3 does not disperse in adequate manner as the filler concentration increases. The MFI values are the outcomes of molecular level reinforcement and plasticization effect, which reflects in the form of molecular weight.
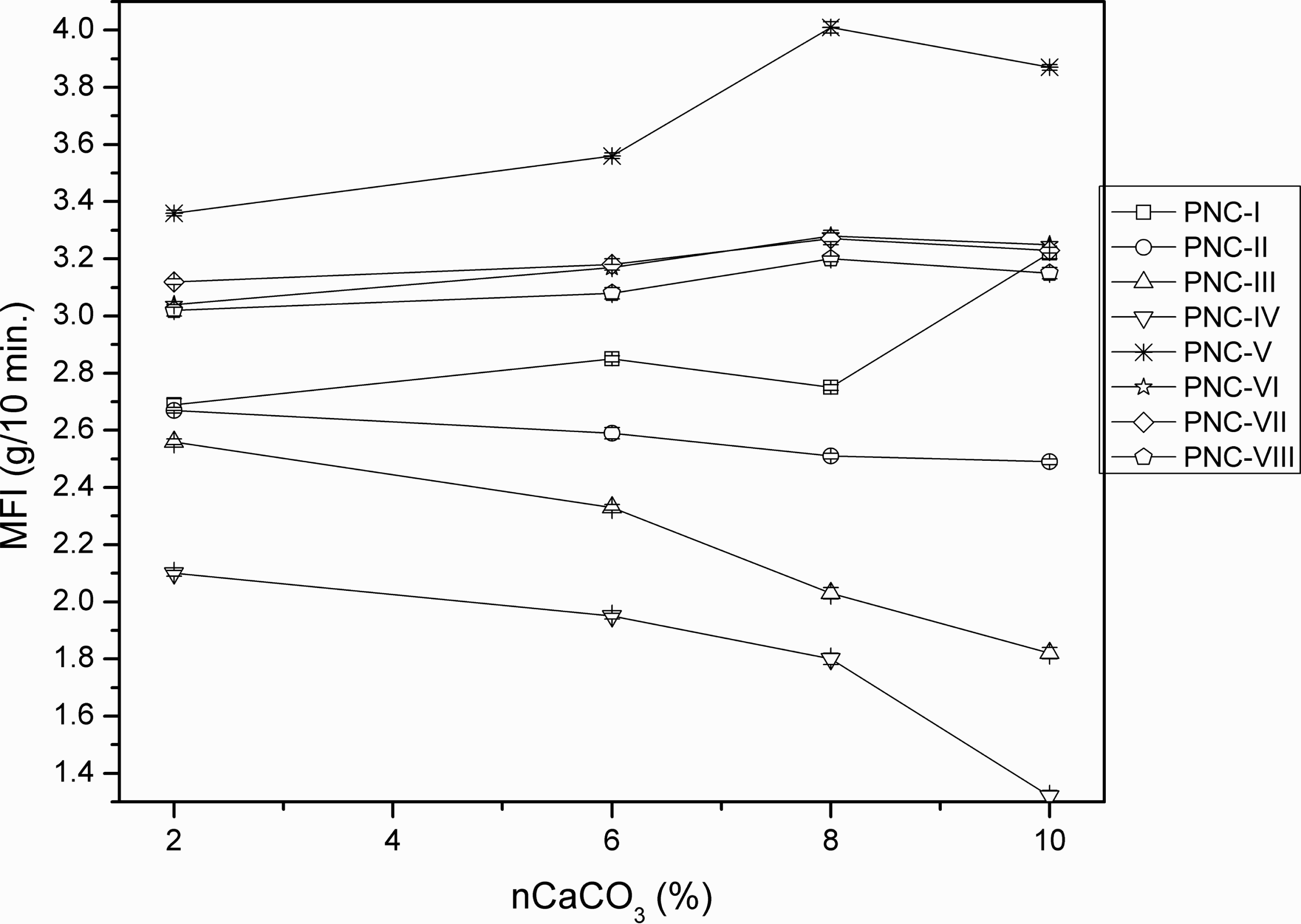
MFI versus loading of nano-CaCO3.
Scanning electron microscope
The possibility of forming mechanical bounding at the surfaces is mainly dependent on the surface of the filler, and the changes in the surface affect the interfacial adhesion. Matrix–filler interface plays an important role in nanocomposites properties.
SEM images of tensile fracture surfaces of nanocomposites at 8% nCaCO3 loading are shown in Figure 6. It can be concluded from these images that nCaCO3 particles are inclined to aggregate. Some holes and exposed particles are left after the filler particles are pulled out from the matrix when the stress is applied, indicating the weak interfacial adhesion between the filler and the matrix. However, pull-out phenomenon of filler particles is not observed in the presence of the compatibilizer. The failure occurred at the matrix of PP/CaCO3/MA-g-EPR nanocomposites because of a strong adhesion between the filler and matrix. In tensile test, the particles covered by a layer of matrix were pulled out together with the matrix.
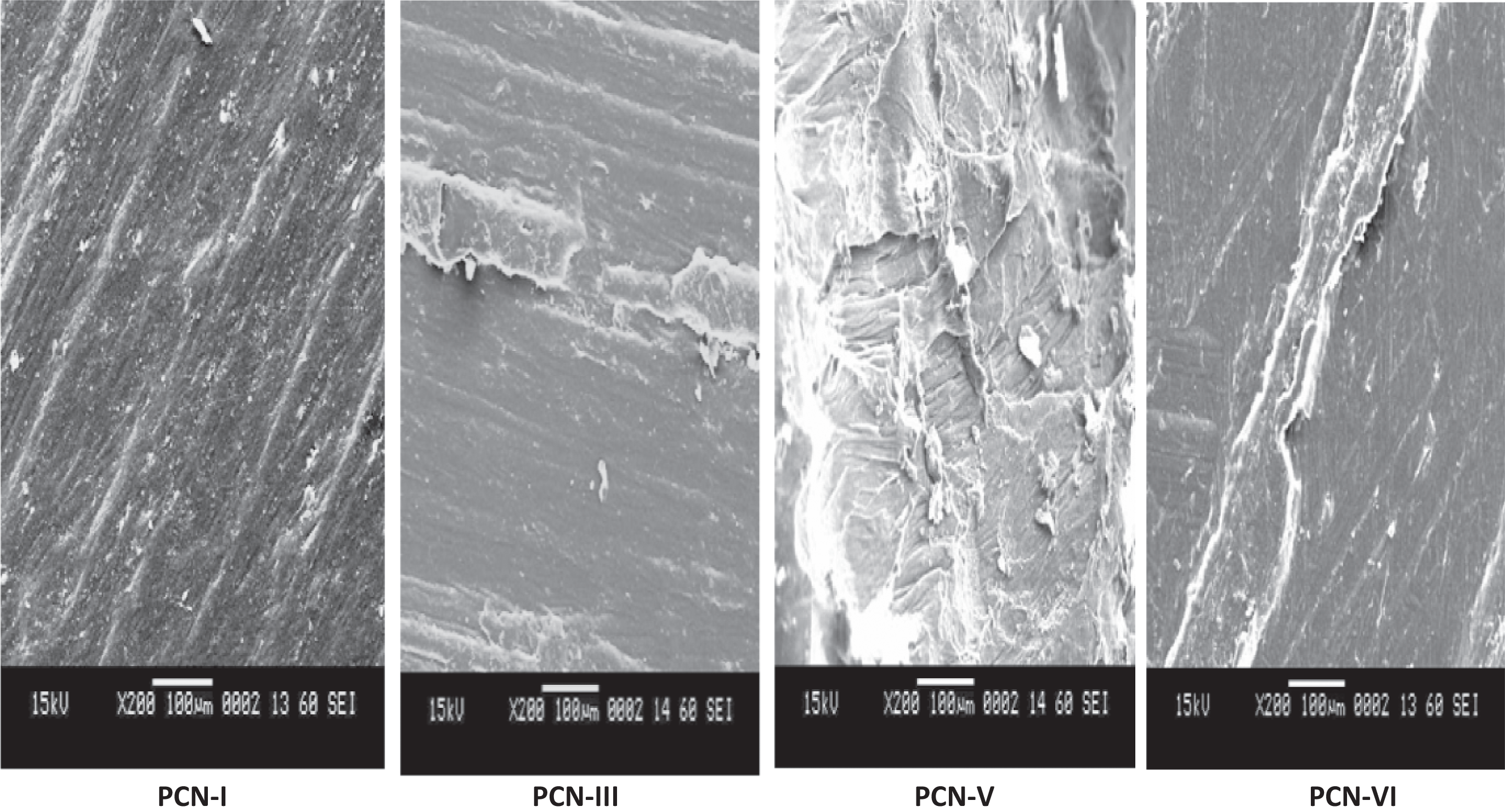
Images of fractured scanning electron microscope at ×200 magnifications.
Similar trend was observed in surface-modified CaCO3 nanocomposite. In the images of the surface-modified nanocomposites, an elastic movement was observed during stretching of sample in tensile test. The elastic behavior was shown by both the modified nanocomposites. Elastic stretchability shown by both modifiers were different, resembling their lubricating nature. Stearic acid-modified CaCO3 nanocomposite shows more stretchability then oleic acid.
XRD of untreated/treated nCaCO3
The XRD patterns of surface-treated and -untreated nCaCO3 are shown in Figure 7(a)-(c). XRD of surface-treated nCaCO3 shows increased interlayer spacing (d 001), which as a result increases the interlayer spacing between the galleries of nCaCO3. This indicates that after treatment, the nCaCO3 become hydrophobic in nature. This facilitated the matrix to enter the interlayer spacing, creating an intercalation or exfoliation structure of nanocomposites.
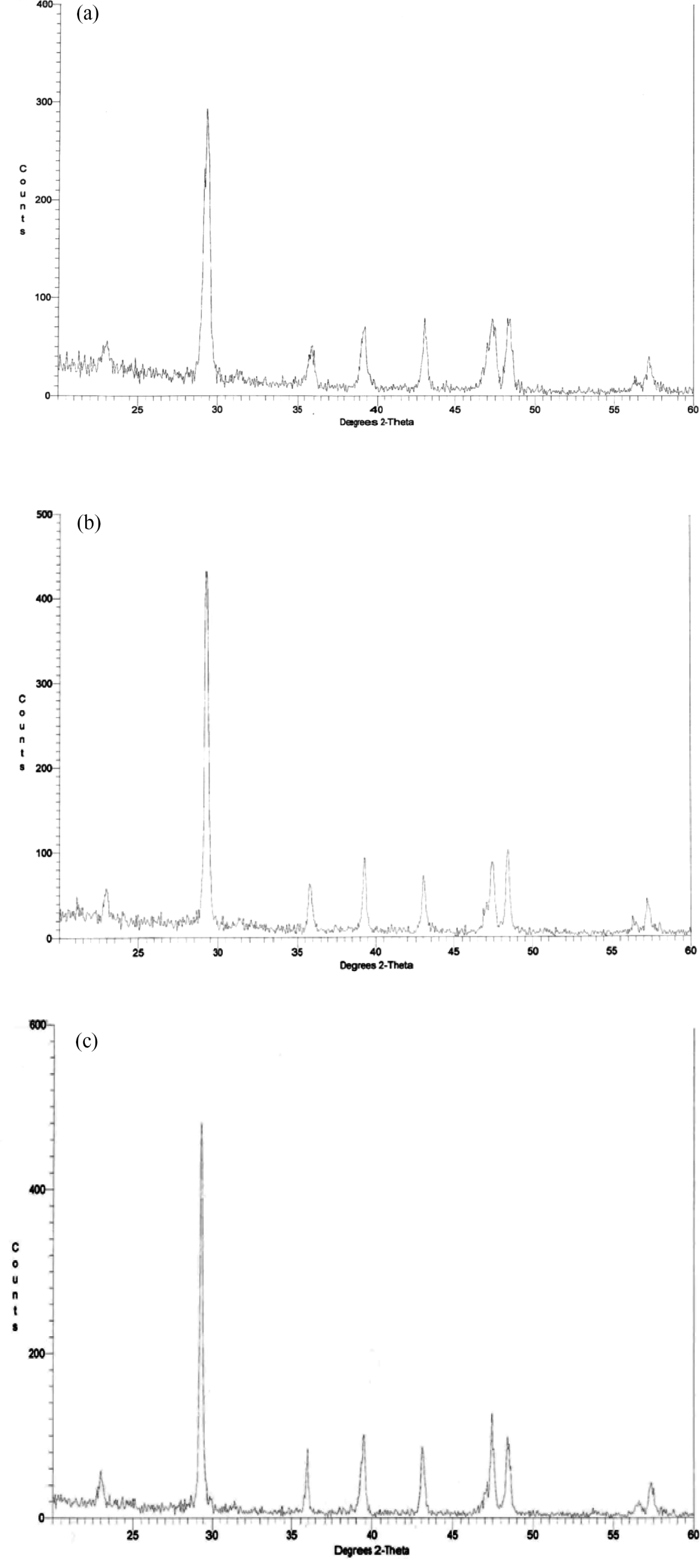
(a) Nano-CaCO3, (b) stearic acid-treated CaCO3 and (c) oleic acid-treated CaCO3.
TEM analysis
Higher magnification is required to assess the presence of tactoids, intercalated and/or exfoliated structure. Based on the mechanical and thermal results, morphological characterization of nanocomposites using titanate at 8% loading of nCaCO3 is carried out.
The high-magnification micrographs of treated and untreated nCaCO3 nanocomposites are shown in Figure 8 (a)-(c). The transmission electron microscopic images show that untreated nCaCO3 particles are aggregated in polymer matrix with irregular shape, which is attributed to its high surface energy. The nanocomposites exfoliated structure shows the addition of compatibilizer as a result of filler layers are separated in matrix. With treated nCaCO3 particles, very small agglomeration are found, because of the decrease of surface energy of nCaCO3 particles as a result uniform dispersion of particles in polymer matrix after treatment clearly visualizes in microscopic study.
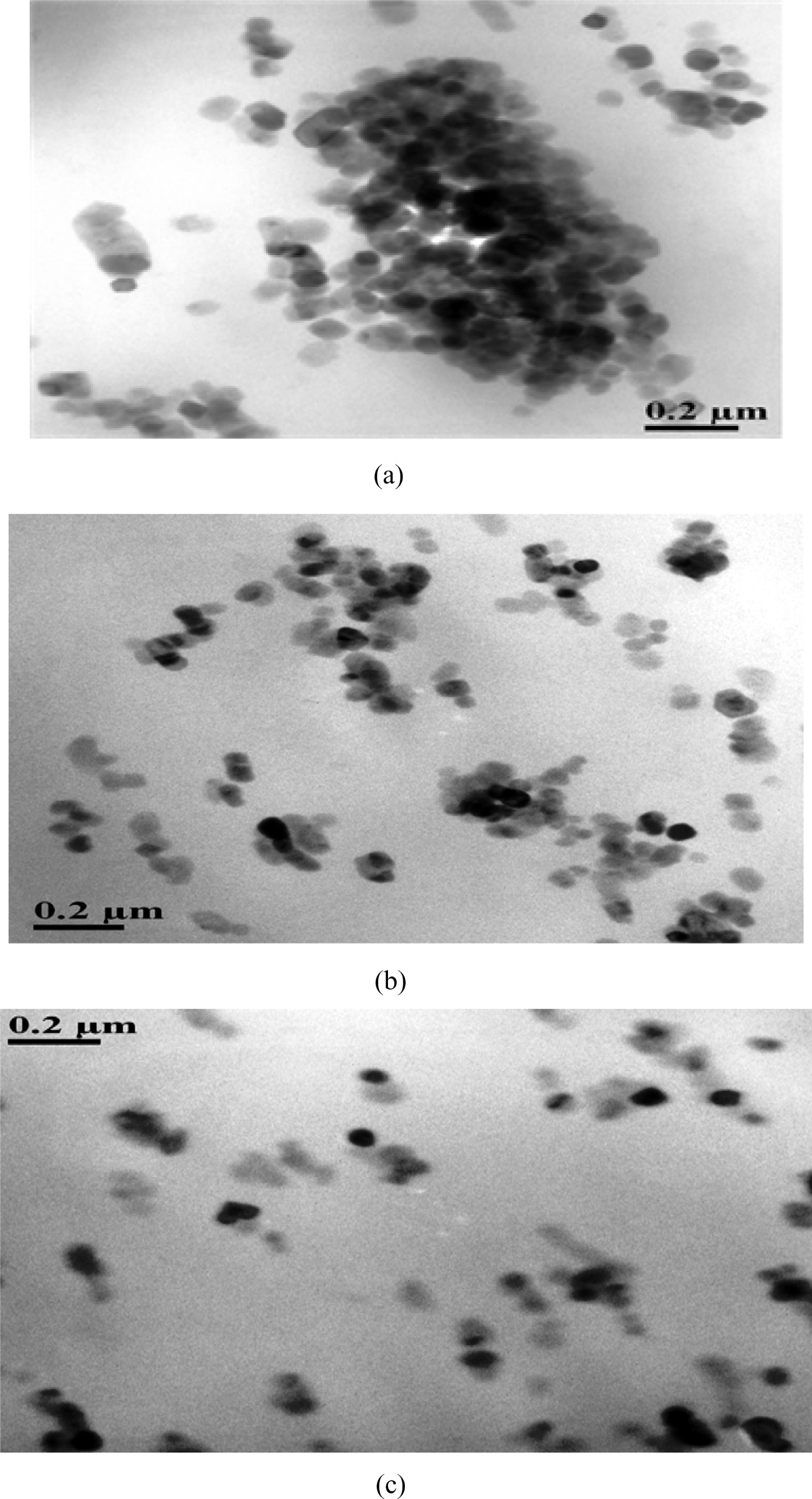
(a) TEM micrographs of PNC-I, (b) TEM micrographs of PNC-III and (c) TEM micrographs of PCN-V. TEM: transmission electron microscopy.
Conclusions
The surface-treated and -untreated nCaCO3 nanocomposites were prepared and characterized. The mechanical properties are changed, which depend on dispersion of nCaCO3. The use of compatibilizer and surface-treated nCaCO3 increased the dispersion of nCaCO3 in nanocomposites.
It was observed that the tensile strength of nanocomposites is maximum at 10% in case of untreated nCaCO3; while with surface treatment, it is highest at 8% nCaCO3. Tensile modulus is showing increased trend with nCaCO3 upto 8% and above that decline behavior was observed in all cases. Flexural strength increases with the use of surface-treated nCaCO3 upto 10%; but in all other cases, it increase upto 8% loading of nCaCO3, while the flexural modulus shows increased trend upto 8% loading of nCaCO3 in all cases. It has been investigated that the nanocomposites compatibilized with MA-g-EPR-containing titanate revealed higher value of mechanical properties when compared with silane coupling at the same filler loading. With the use of surface-treated nCaCO3 impact strength of nanocomposites increased, with stearic acid treatment besides titanate it shows more importance near about 50 and 45% at 10% loading of nCaCO3, although in case of oleic acid best results get at 8%. It is found that nanocomposites of surface-treated nCaCO3 have lower density when compare with nCaCO3 nanocomposites. HDT increases upto 10% loading of nCaCO3, but the highest values are found when the untreated nCaCO3, are used in nanocomposites. The coupling agents enhance the significant improvement in nanocomposites properties; titanate shows best properties compared with silane. It is found that nanocomposites of surface-treated nCaCO3 have lower density when compare with nCaCO3 nanocomposites. HDT increases upto 10% loading of nCaCO3, but the highest values are found when the untreated nCaCO3 are used in nanocomposites.
The coupling agents enhance the significant improvement in nanocomposites properties; titanate shows best properties compared with silane.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.