
Abstract
The present work was developed to utilize kapok husk (KH) as filler in recycled polypropylene (rPP) green composites. Stearic acid (SA) was used as surface modifier in rPP/KH composites. It was found that the modified KH with SA was reduced the stabilization torque of composites. The addition of KH in rPP decreased the tensile strength and elongation at break but increased tensile modulus of composites. The modified KH with SA improved the tensile strength, tensile modulus, crystallinity, and thermal stability of composites. The scanning electron microscopic micrograph provd that the interfacial interaction and adhesion was improved by SA modification.
Introduction
In recent years, green composites have garnered interest among researchers and industries due to today’s environmental issues and economic factor as well as the accumulation of agricultural waste and by-product. Many agricultural waste and by-product such as coconut shell, 1 –4 palm oil empty fruit bunch, 5 groundnut shell, 6 palm kernel shell, 7 pineapple leaf, 8 cocoa pod husk, 9,10 and corn cob 11 –13 have utilized as filler in composite materials. Kapok (Ceiba pentandra) tree is heavily cultivated in Malaysia country purposely to obtain the kapok cotton and seed. 14 In the kapok industry, kapok cotton is used to fill pillows and mattress as well as the kapok seeds are processed to obtain seed oil, which has similar properties to cotton seeds oil. 14,15 However, kapok husk (KH) became one of the by-products in kapok cotton industry. 14 During harvesting of kapok pod (as shown in Figure 1), the KH become waste after removing the kapok cotton and seeds. Commonly, the KH is readily abundant and do not have any economic value. Therefore, KH has a potential use as inexpensive filler in thermoplastic materials. The utilization of KH in thermoplastic can also reduce the waste of kapok industry.

Dried kapok pod.
Nowadays, various combinations of agricultural waste and thermoplastic material have been successfully made into commercial products. In Malaysia, a series eco-tableware was made from rice husk-filled thermoplastic eco-composites by Melsom Biodegradable Enterprise, Malaysia. 4 In our previous research, coconut shell powder or corn cob was incorporated with polylactic acid to produce eco-packaging product 3 and eco-tableware. 11 However, the incompatibility between natural filler and thermoplastic material was a major issue in processing of natural filler-filled thermoplastic composites. The interface incompatibility between hydrophilic nature of the natural filler and hydrophobic nature of thermoplastic was hardly to produce good properties of composites. Usually, unmodified natural filler has poor dispersion, wettability, and adhesion with thermoplastic material. In general, the good performance composites can be achieved by filler modification via alkaline treatment, 16 –18 esterification, 1,3,9,13,19 –21 silane treatment, 2,22,23 use of maleated polymer, 10,24 –27 and other chemical. 4,11 Besides, fatty acid and its derivative can be also used as green coupling agent in natural filler treatment as it acts asa coupling effect on the natural filler-based composites. Some studies claimed that the use of stearic acid (SA) as coupling agent was able to improve the properties of sisal fiber 28,29 or coconut coil- 30 reinforced composites.
In this research, the KH was combined with recycled polypropylene (rPP) to produce green composites. The SA was used to modify KH in order to promote the dispersion as well as enhance the properties of rPP/KH eco-composites. The effect of SA modification on tensile, thermal and morphology properties of rPP/KH composites have been investigated.
Methodology
Materials
The KH was obtained from Kapok Plantation, Perlis, Malaysia. The KH was dried in oven at 80°C for 24 h. Then, KH was crushed and ground into fine powder. The average particle size of KH was 28 µm, which is analyzed by Malvem Particle Size Analyzer Instrument (Malaysia). The density of KH was 1.148 g cm−3. The rPP was supplied by Toray Plastics Sdn. Bhd (Malaysia). The SA and ethanol were supplied by Sigma Aldrich (Penang, Malaysia).
Filler modification
The SA was dissolved in ethanol with amount of 3% (w/v). The KH powder was added in SA solution and stirred with mechanical stirrer for 1 h and soaked it for overnight. The modified KH was filtered and dried in oven at 80°C for 24 h.
Preparation of composites samples
The rPP/KH composites were prepared by using Brabender® Plastrograph (Germany) internal mixer with counterrotating mode at 180°C and 50 r min−1 of rotor speed. The rPP/KH composites were mixed according to formulation in Table 1. Firstly, the rPP was transferred into mixing chamber for 2 min until it fully melted. After that, KH was added to melted rPP and mixed for 6 min. The total mixing time was 8 min. All formulated rPP/KH composites were molded into sheet form with 1 mm thickness using compression molding model GT 7014A at 180°C. The compression sequences involved preheat compound for 4 min, compression under pressure at 9.81 MPa for 1 min, and cooling under same pressure for 5 min. The rPP/KH composites sheet was cut into tensile bar by using dumbbell cutter. Figure 2(a) and (b) shows the rPP/CPH composites in form of sheet and tensile bar. The dimension of the tensile bar was referring to ASTM D638 type IV. 31
rPP/KH composites in (a) sheet form and (b) tensile bar. rPP: recycled polypropylene; KH: kapok husk.
Formulation of unmodified and modified rPP/KH composites.
rPP: recycled polypropylene; KH: kapok husk.
Processing torque measurement
The processing torque was measured during the compounding of composites using Brabender Plastrograph internal mixer. The torque changes of compound with the time were recorded and torques versus time curves were plotted by computer. The torque values at the end of processing time were taken as stabilization torque.
Tensile testing
Tensile testing was performed using an Instron machine model 5566 (USA) according to ASTM D638 standard. 31 The test was carried out at 23 ± 2°C. A crosshead speed of 30 mm min−1 was used and the loading was 50 kN.
Morphology analysis
The tensile fracture surface of rPP/KH composites was analyzed using a scanning electron microscope (model JEOL JSM-6460 LA, Japan). The samples were coated with a thin layer of palladium for conductive purpose before analyzed.
FTIR spectroscopy
Fourier transform infrared (FTIR) analysis was conducted using FTIR spectroscopy, Perkin Elmer, Waltham, Massachusetts, USA, model Paragon 1000, which equipped with an attenuated total reflectance (ATF) device. FTIR was used to determine the functional chemical groups of unmodified and modified KH. The samples were recorded with 16 scans in the wavelength range 600–4000 cm−1 with resolution of 4 cm−1.
DSC analysis
Differential scanning calorimetry (DSC) analysis was carried out using DSC Q10, Research Instrument (USA). The sample was cut into small pieces and placed into closed aluminum pan with sample weight in range 7 ± 2 mg. The specimen was heated from 30°C to 200°C with a heating rate of 10°C min−1 under nitrogen atmosphere. The nitrogen gas flow rate was 50 ml min−1. The degree of crystallinity of composite (Xc) can be evaluated from DSC data by using equation (1).
where ΔHf is the heat fusion of the rPP composites, and
The crystallinity of PP matrix (XrPP) was calculated using following equation (2), where Wf rPP is the weight fraction of rPP matrix.
Thermogravimetric analysis
Thermogravimetric analysis (TGA) was evaluated using TGA Pyris Diamond PerkinElmer apparatus. The sample was about 7 ± 2 mg in weight and was placed into platinum crucible. Then, the sample was heated from 30°C to 700°C at a heating rate of 10°C min−1 under nitrogen atmosphere with the nitrogen flow rate of 50 ml min−1.
Results and discussion
Processing torque
Figure 3 shows the processing torque versus times curves for the unmodified and modified rPP/KH composites with different filler content. The first processing torque increased rapidly due to the shearing action from the solid rPP pellets. The processing torque was followed by a gradual reduced indicates the decrease of viscosity as rPP pellets molten by the high temperature and continuous shear. The second torque development can be found at time after 2 min. This caused by the addition of the KH into molten rPP. The processing torque decreased gradually and the stabilization torque achieved after the rPP/CH in homogenized mixture. The similar trend on processing torque was also found in previous study. 9,10 From Figure 4, the stabilization torque was increased with the increasing of KH content. This due to the fact of the presence of dispersive resistance from KH particles increased the viscosity of rPP especially at high filler content. However, the stabilization torque of modified rPP/KH composites lowers as compared to unmodified rPP/KH composites. This is because the modified KH shows lower dispersive resistance due to the SA attached on the filler surface separated each KH particles from agglomeration and promoted the organophilic behavior to KH particles (as shown in Figure 5). The unmodified KH was easily to agglomerate to each other through the hydrogen bonding and contributed high dispersive resistance. Therefore, modified KH was well dispersed in molten rPP, resulting in modified rPP/KH composites with lower viscosity than unmodified rPP/KH composites.
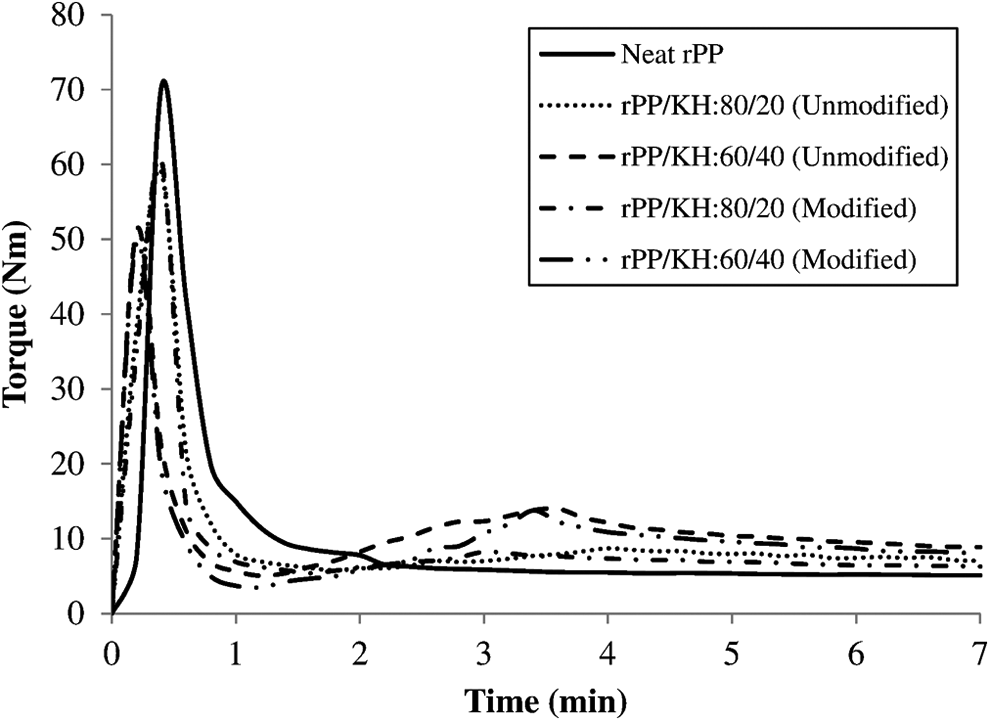
Processing torque versus time curves of unmodified and modified rPP/KH composites with different filler content. rPP: recycled polypropylene; KH: kapok husk.
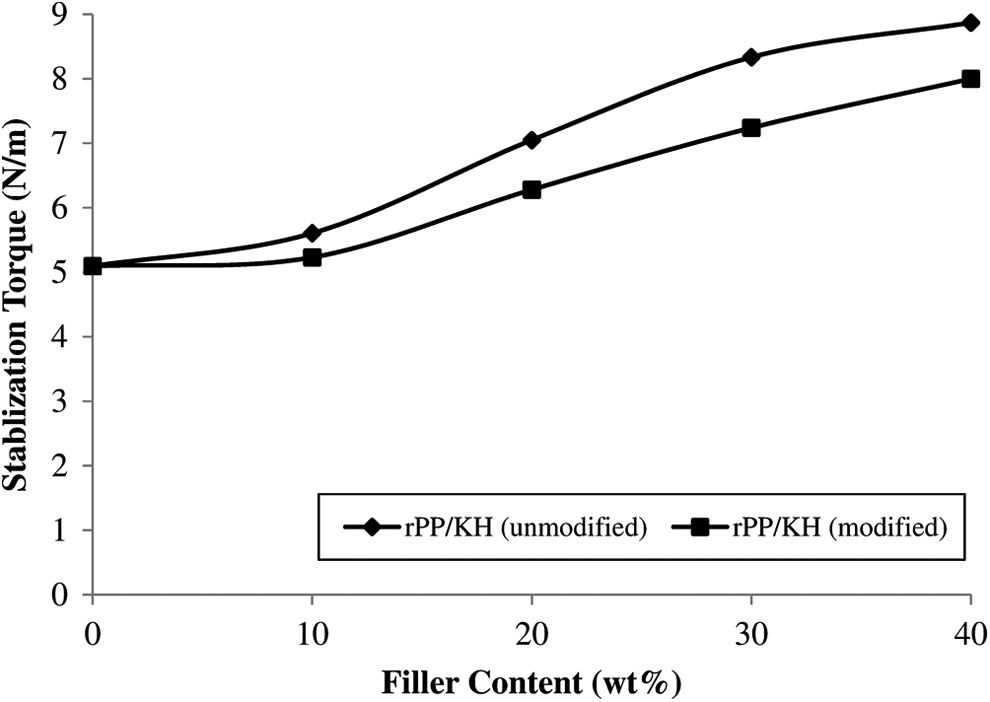
Stabilization torque of unmodified and modified rPP/KH composites with different filler content. rPP: recycled polypropylene; KH: kapok husk.
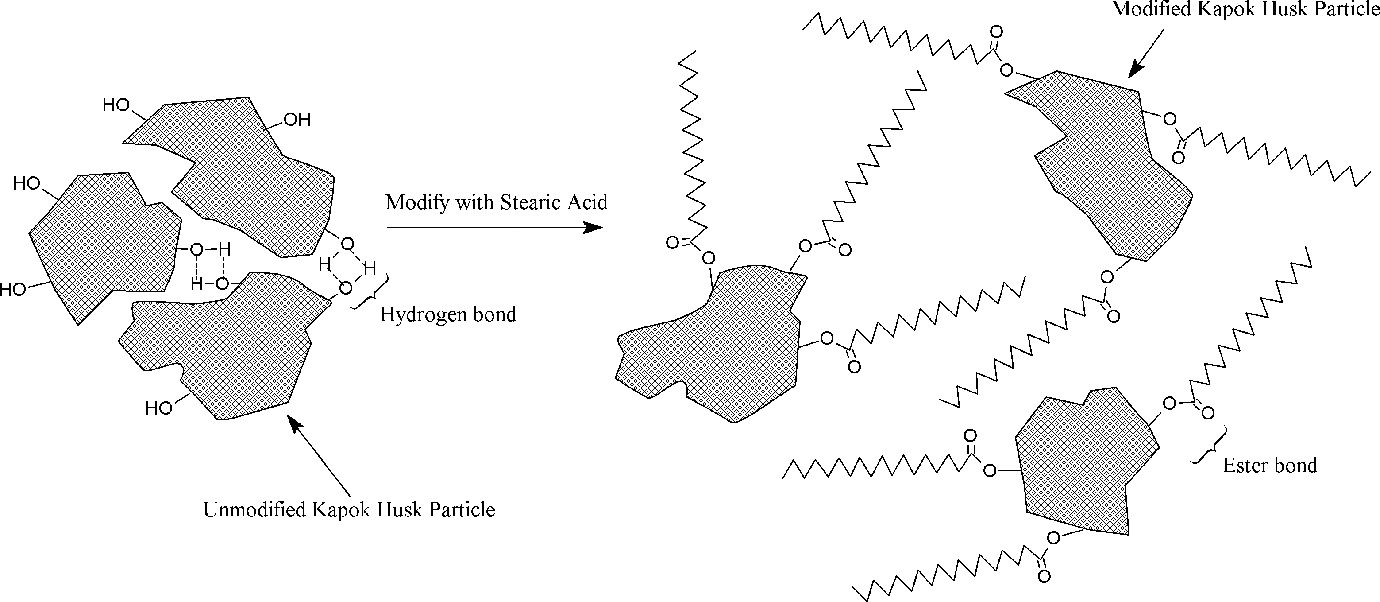
The reduction of KH agglomeration after filler modification with SA. KH: kapok husk; SA: stearic acid.
Tensile properties
The effect of filler content on tensile strength of unmodified and modified rPP/KH composites is shown in Figure 6. The incorporation of KH decreased the tensile strength of both composites. A similar trend was found in our previous work. 4 Besides, the poor wettability between hydrophilic filler and matrix was usually contributed to poor dispersion and weak filler–matrix adhesion. This due to hydrophobic rPP was hardly to wet the unmodified KH during the compounding by penetrating crevices on KH surface, which lead to weak interfacial bonding and interfacial voids (as shown in Figure 7(a)). Therefore, the efficiency of stress transfer was reduced in the presence of weak interfacial bonding and voids. As a result, the tensile strength of composites decreased. On the other hand, modified KH had long alkyl chains (from SA) covalent bonded on its surface, leading to increase the wettability with rPP matrix and it enhanced the interfacial bonding with greater surface interlocking as illustrated in Figure 7(b). At 40 wt% of filler content, the tensile strength of modified rPP/KH composites with SA (17.95 MPa) was slightly higher than modified rPP/coconut shell powder (CSP) composite with sodium dodecyl sulfate (SDS, 17.02 MPa) as found in previous study. 4
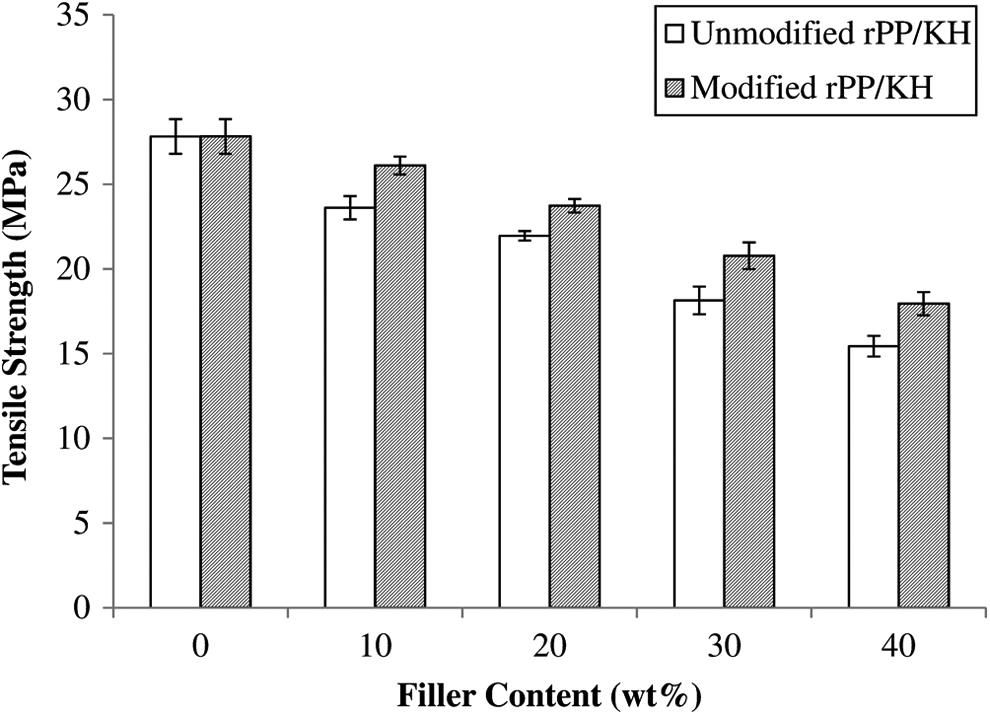
Effect of filler content on tensile strength of unmodified and modified rPP/KH composites. rPP: recycled polypropylene; KH: kapok husk.
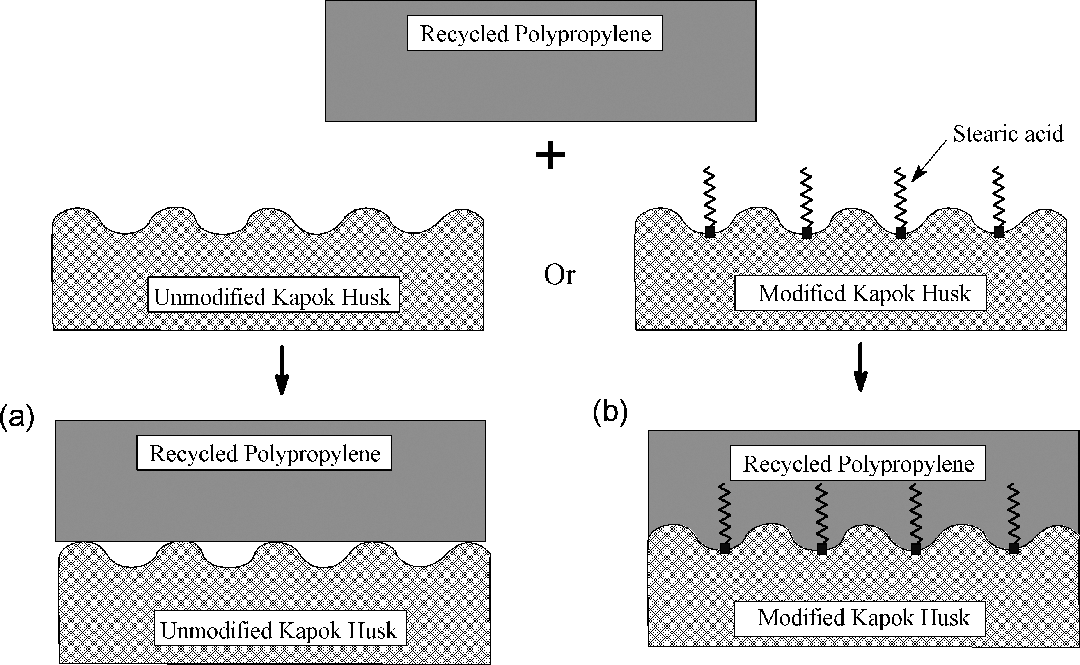
(a) Unmodified rPP/KH eco-composites with poor wettability due to rPP matrix unable to penetrate the asperities on KH surface and (b) modified rPP/KH composites with good interfacial interlocking. rPP: recycled polypropylene; KH: kapok husk.
Figure 8 shows the elongation at break of unmodified and modified rPP/KH composites. It can be seen that the elongation at break decreased when the KH was added. The presence of KH reduced the polymer chain flexibility induced to more rigid and brittle composites. This was a commons trend that also found in our previous work and other researchers. 1 – 4,7,22,25 Nevertheless, filler modification had decreased the elongation at break of rPP/KH composites. As discussed before, the modified KH had better interfacial bonding with rPP matrix, resulting in the ductility of rPP/KH composites was decreased by the strong interfacial bonding. Modified rPP composites with KH or CSP 4 exhibited lower elongation at break compared to unmodified rPP composites.
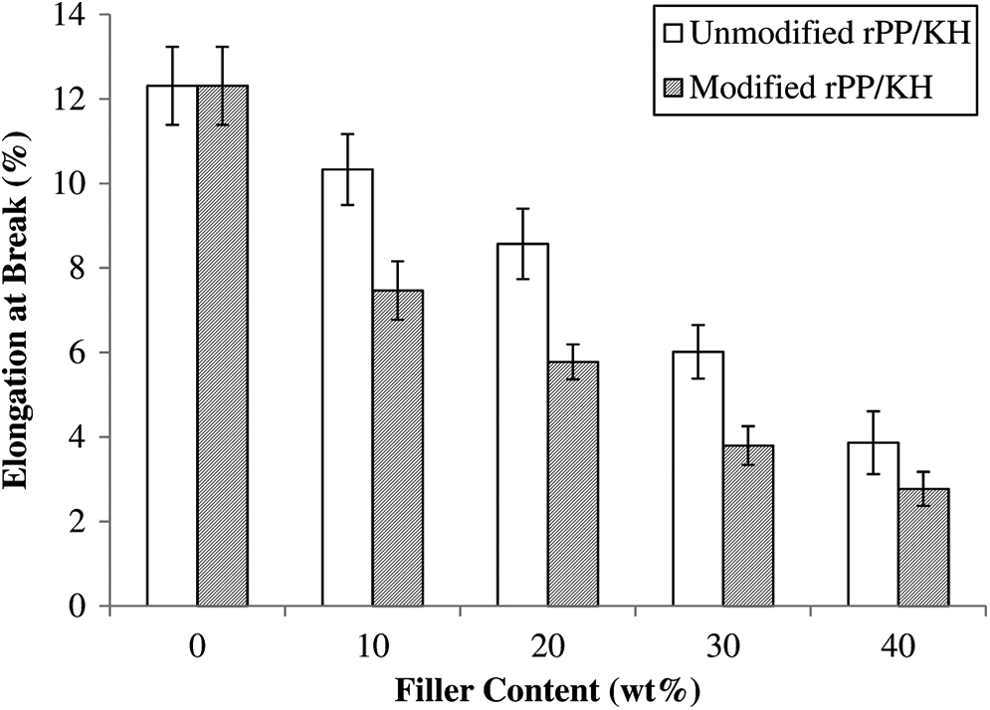
Effect of filler content on elongation at break of unmodified and modified rPP/KH composites. rPP: recycled polypropylene; KH: kapok husk.
However, the increasing of KH content increased the tensile modulus of unmodified and modified rPP/KH composites was displayed in Figure 9. This is attributed by the friction between KH particles and rPP matrix generated a rigid interface, which inhibited the polymer chain mobility. Chun et al. 9 also report that the increased of the filler content increased the tensile modulus of polypropylene/cocoa pod husk eco-composites. As the friction area increased with increases of filler content, the stiffness of eco-composites also increased. Moreover, the stiffness of modified rPP/KH composites is higher than unmodified rPP/KH composites. This might be due to the improvement of filler–matrix interaction with SA modification. At similar filler content, the modified rPP/KH composites with SA has 20% lower tensile modulus compared with modified rPP/CSP composites with SDS as reported in previous study. 4
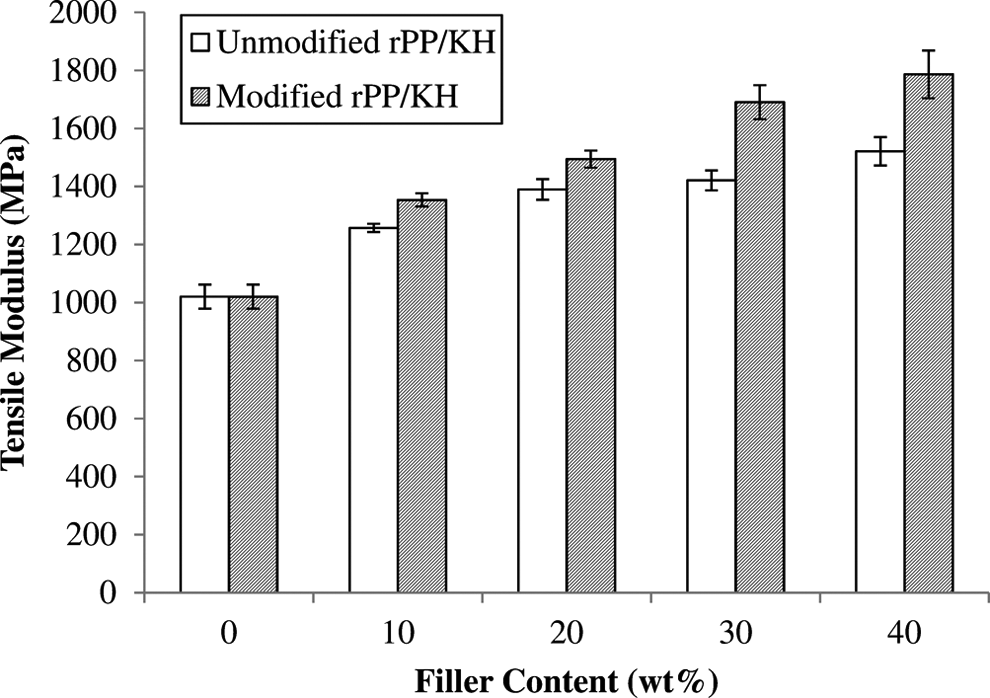
Effect of filler content on tensile modulus of unmodified and modified rPP/KH composites. rPP: recycled polypropylene; KH: kapok husk.
The relationship between filler modification and interfacial adhesion can be expressed quantitatively by using Pukánszky’s model.
32
The model (equation (3)) included the three important factors affecting the tensile strength of composites as following: (i) λn is the change of specimen dimensions during the deformation and the raise of tensile strength due to strain hardening; (ii) (1 - ϕ)/(1 + 2.5ϕ) is the effect of reducing load bearing cross section of matrix due to addition of filler; and (iii) exp (Bφ) represented the interfacial adhesion.
32,33

where σT and σT0 represent the true strength of the composite and the polymer matrix, respectively (σT = σλ, where σ is the measured engineering tensile strength), λ is relative elongation (λ = L/L0, where L0 is the original length and L is length at the failure point), n is related to strain hardening exponent of polymer matrix, φ is the volume fraction of filler, and B is a parameter expresses the load-bearing capacity of filler, which is related to the effect of interfacial adhesion. Equation (4) can be rewritten and expressed in linear form:
The graph of ln-reduced tensile strength (σTred) versus filler content will give a straight line with a slope of parameter B. The plot of ln σTred as function of filler content of unmodified and modified rPP/KH composites is displayed in Figure 10. The results show a two straight linear correction line. This means that the parameter B related to interfacial adhesion and stress transfer can be measured with more accuracy. The slope of line represent unmodified and modified rPP/KH composites was different, where the parameter B of modified rPP/KH composites (2.85) was higher compared to unmodified rPP/KH composites (2.29). This indicates the adhesion between KH and rPP matrix was improved due to the filler modification using SA. Thus, the stress transfer at the interfacial region was enhanced, which result in a significant increase of the tensile strength.
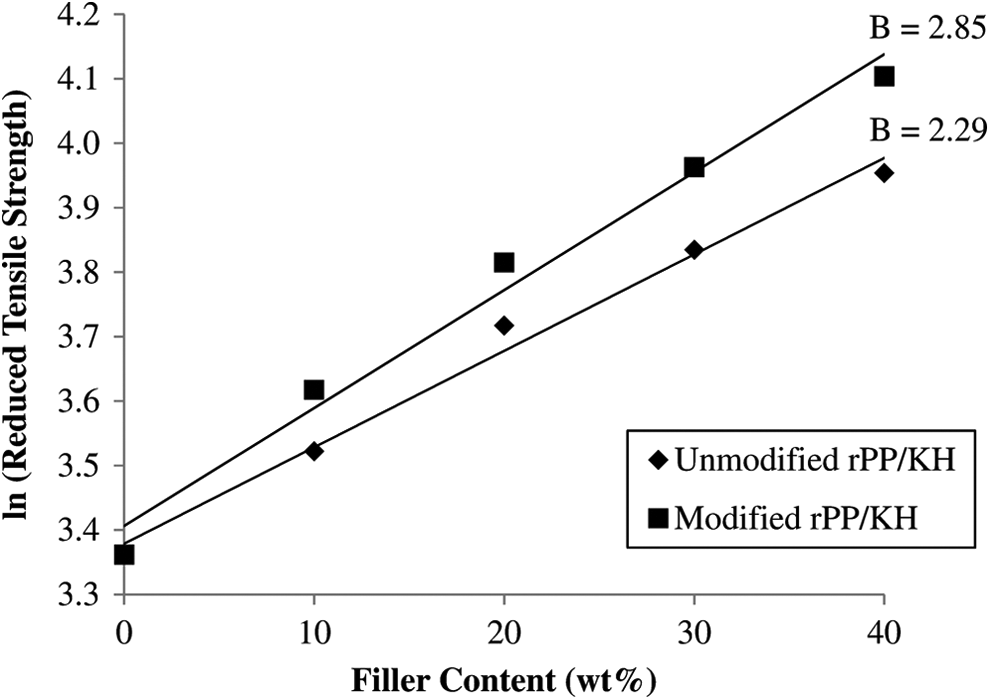
Reduced tensile strength of unmodified and modified rPP/KH composites plotted against filler content. rPP: recycled polypropylene; KH: kapok husk.
Morphological properties
Figure 11(a) and (b) shows the scanning electron microscopic (SEM) micrograph of tensile fracture surface of unmodified rPP/KH composites with 20 wt% and 40 wt% of filler content. Regarding the SEM micrograph, there are discontinuouss phase presence between KH particles and rPP matrix. This indicates the poor wetting between hydrophilic filler and hydrophobic matrix. There were numerous voids caused by filler pull-out from matrix. This proves that the poor interfacial adhesion occurred in unmodified rPP/KH composites. The SEM micrograph of modified rPP/KH composites in Figure 12(a) and (b) exhibited better wettability and adhesion between KH filler and rPP matrix.
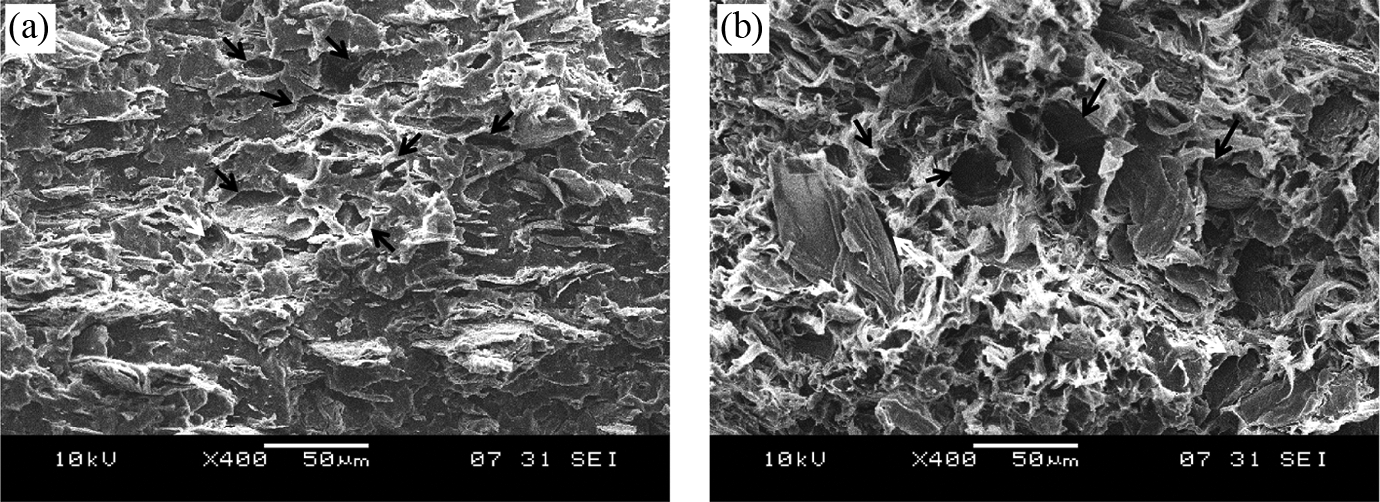
SEM micrographs of unmodified rPP/KH composites with (a) 20 wt%, and (b) 40 wt% filler content. SEM: scanning electron microscopic; rPP: recycled polypropylene; KH: kapok husk.
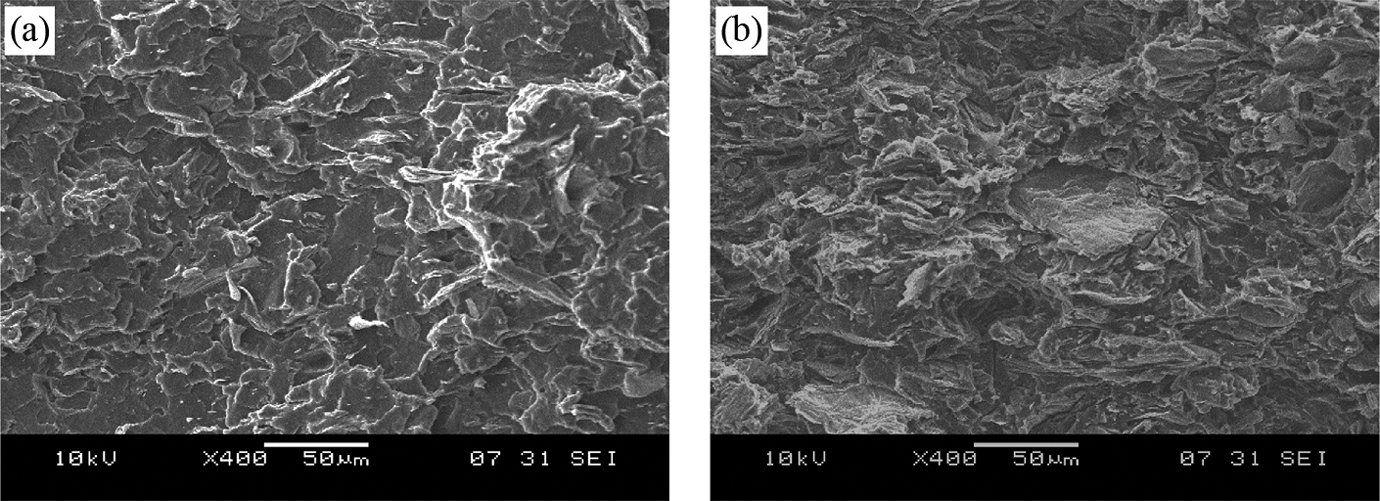
SEM micrographs of modified rPP/KH composites with (a) 20 wt%, and (b) 40 wt% filler content. SEM: scanning electron microscopic; rPP: recycled polypropylene; KH: kapok husk.
FTIR analysis
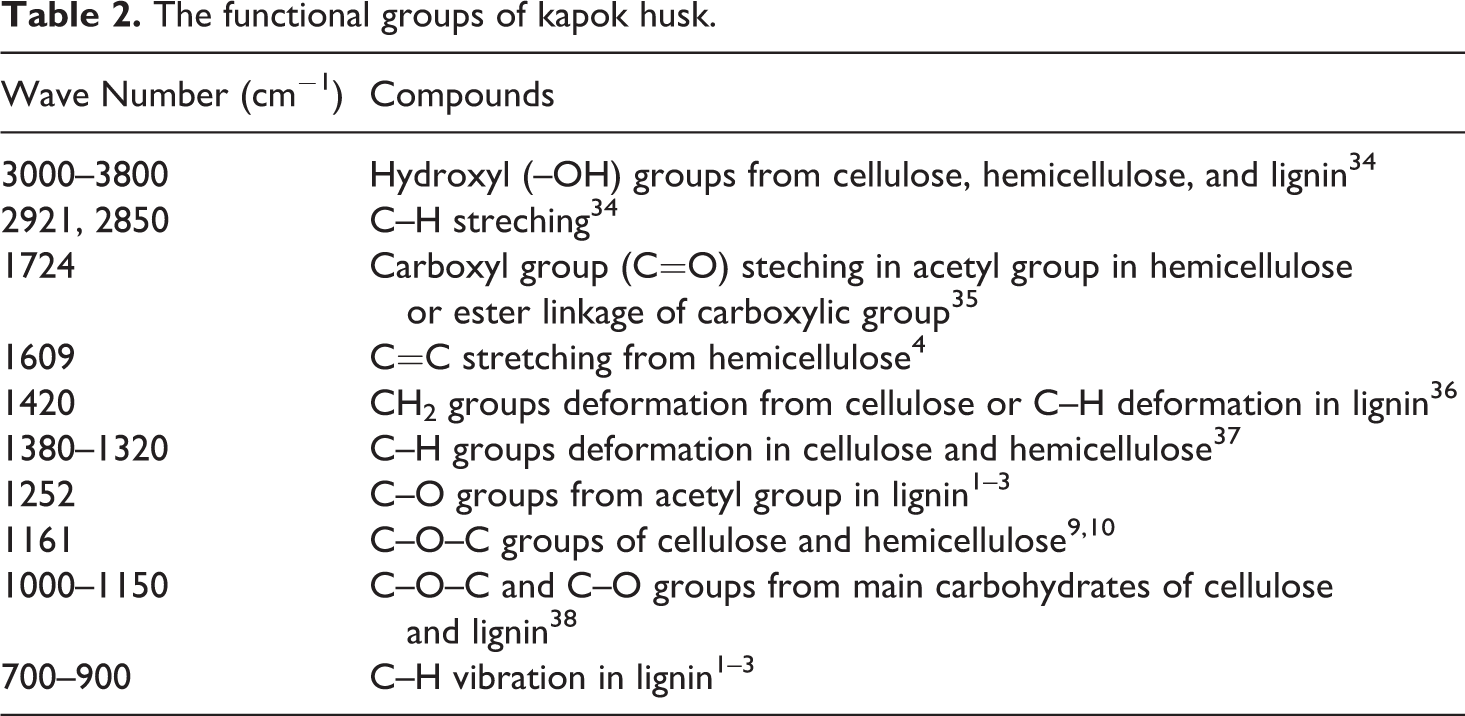
The FTIR spectra of unmodified and modified KH are shown in Figure 13. The characteristic peaks of unmodified and modified KH were summarized in Table 2. The broad peak at 3000–3800 cm−1 was attributed by the hydroxyl groups (–OH) of KH. According to Table 3, the peak intensity of the –OH groups absorption band was significantly reduced after KH modified with SA. This means that the hydrophilicity of KH was reduced while the –OH groups react with SA. The peak intensity at 2920 cm−1 and 2850 cm−1were also increased after the KH modified with SA. The change of peak intensity at 2800–2950 cm−1 was assigned to the C–H groups of long alkyl chain from SA, which chemically bonded on KH surface. Furthermore, the increase of peak intensity at 1724 cm−1 indicated the presence of ester bonding (C–O) occur between SA and KH. The proposed schematic reaction between SA and KH is illustrated in Figure 14.
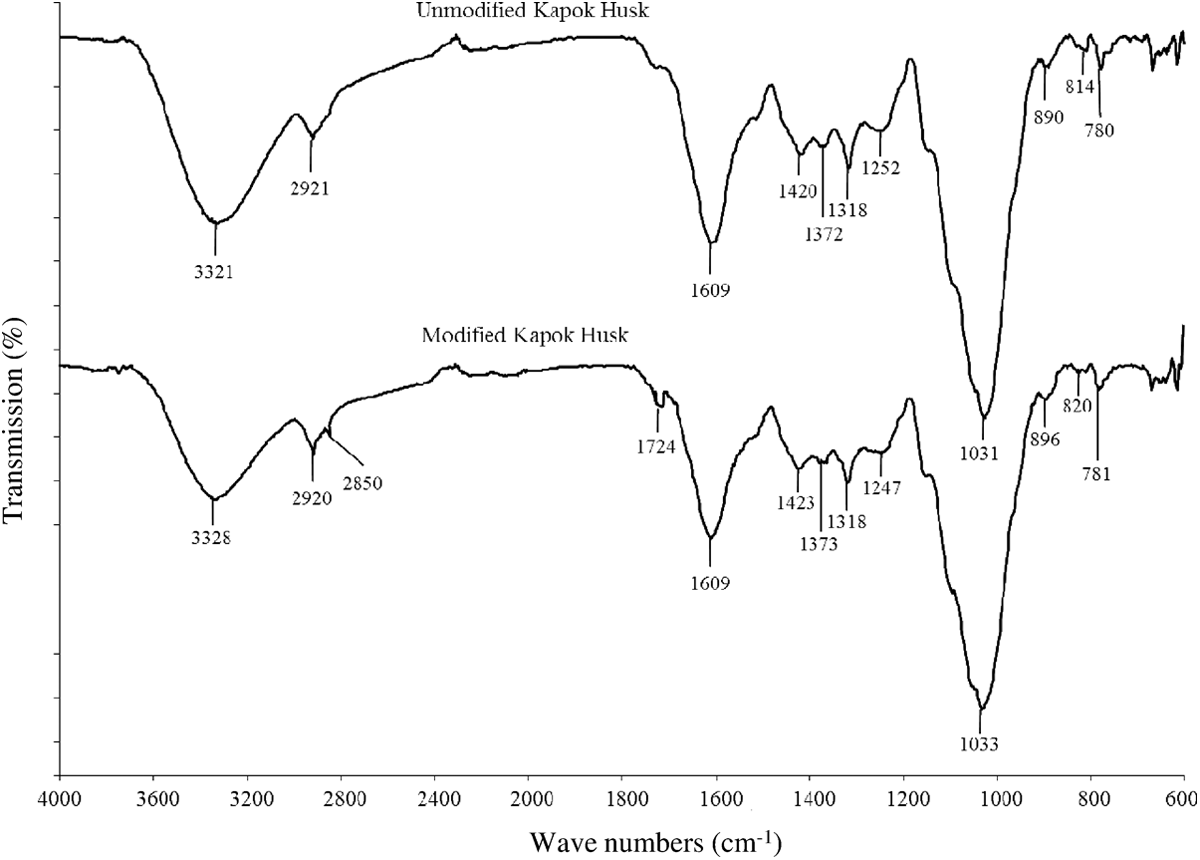
FTIR curves of unmodified and modified rPP/KH composites. FTIR: Fourier transform infrared; rPP: recycled polypropylene; KH: kapok husk.
The functional groups of kapok husk.
The major spectra of modified KH with SA.
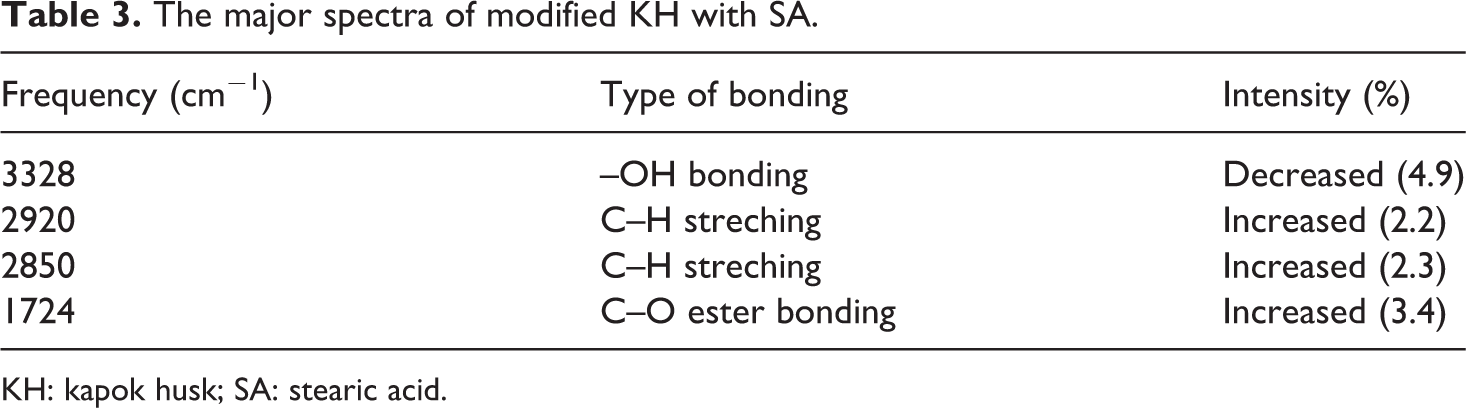
KH: kapok husk; SA: stearic acid.
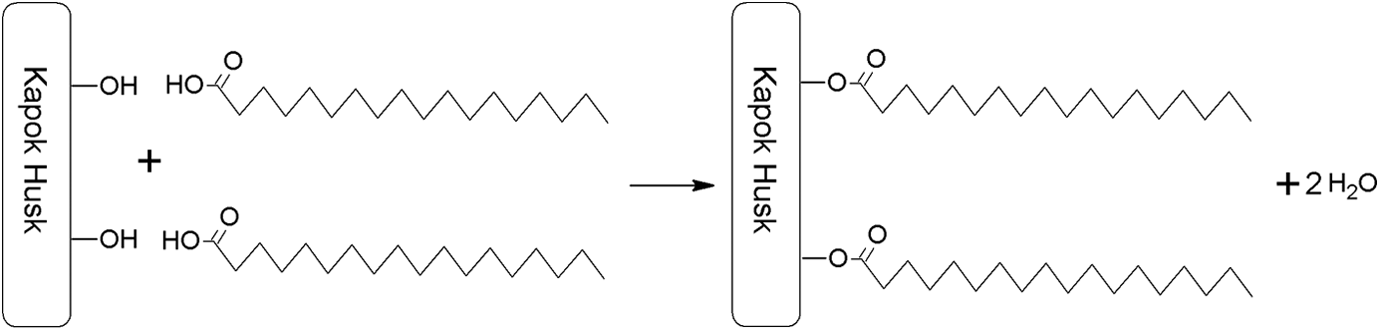
Proposed schematic reaction between KH and SA. KH: kapok husk; SA: stearic acid.
Thermogravimetric analysis
The derivative TG and TGA curves of neat rPP, unmodified, and modified rPP/KH composites are illustrated in Figures 15 and 16, respectively. The TGA data of samples was summarized in Table 4. Figure 12 shows that the neat rPP was decomposed in single step at temperature 250–500°C. The unmodified and modified rPP/KH composites decomposed in the following three steps: (i) loss of moisture at temperature 30–150°C, (ii) decompose of hemicellulose at temperature 200–350°C, and (iii) decompose of lignocellulose at temperature 350–400°C and along with decompose of rPP matrix. The weight loss of rPP/KH eco-composites at 100°C was increased with the increase of KH content. This is assigned to the increase of moisture content as KH content increased. However, the moisture content of composites was decreased with the SA modification. An early thermal decomposition of unmodified and modified of rPP/KH composites can be found around temperature 300°C. This weight loss at temperature 300°C was referring to the weight loss of decomposed hemicellulose. Therefore, the weight loss at 300°C increased at more KH content. The decomposition temperature at maximum rate (Tdmax) of neat rPP was found to be at 412°C. The Tdmax was shifted to higher temperature with increased residue at 700°C as the content of KH increased. This indicated that the addition of KH increased the thermal stability of rPP matrix at higher temperature. It can also be explained by the presence of high thermal stability pyrolysis product from early thermal decomposition, given rPP matrix a thermal protecting layer and delay the thermal decomposition. This statement was agreed by other researchers. 1 – 3 In addition, the modified rPP/KH composites showed better thermal stability than unmodified rPP/KH composites. It can be observed that from the decrease of weight loss at 300°C, Tdmax and residual at 700°C increases. This might be due to the improvement of filler dispersion and filler–matrix interaction. According to Koay et al., 4 the modified CSP with SDS has improved the thermal stability of rPP composites.
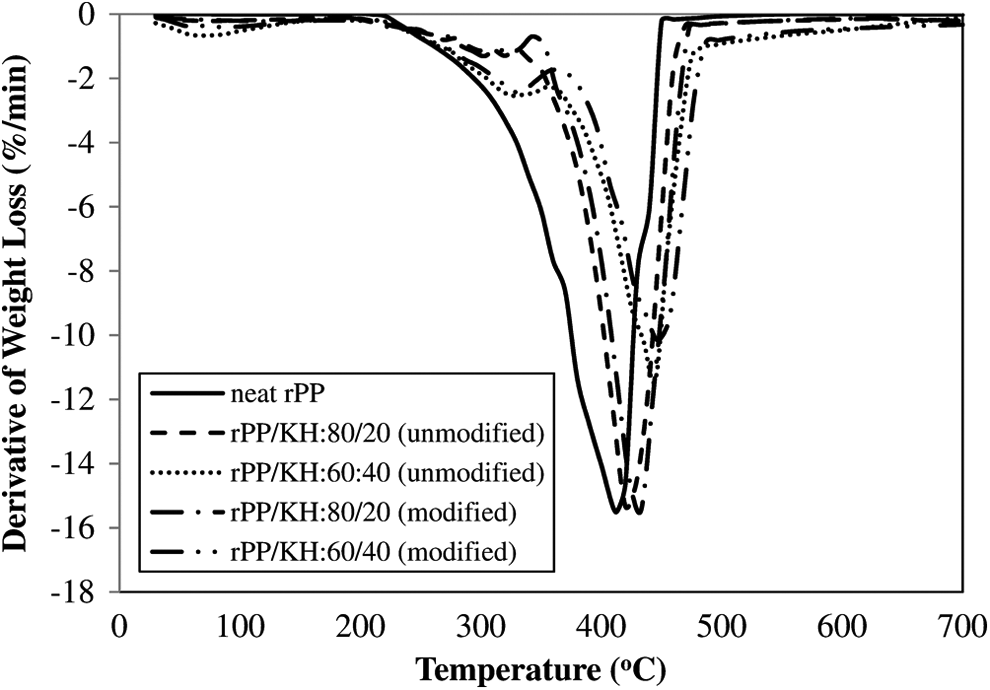
DTG curves of unmodified and modified rPP/KH composites. DTG: derivative thermogravimetric; rPP: recycled polypropylene; KH: kapok husk.
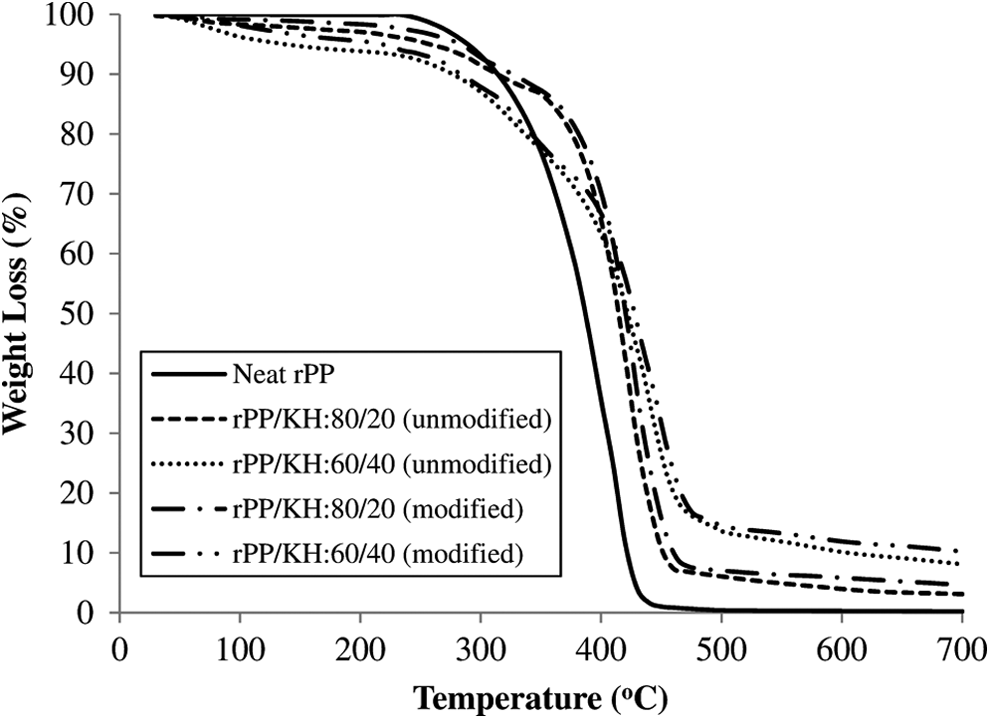
TGA curves of unmodified and modified rPP/KH composites. TGA: thermogravimetric analysis; rPP: recycled polypropylene; KH: kapok husk.
TGA data of unmodified and modified rPP/KH composites.
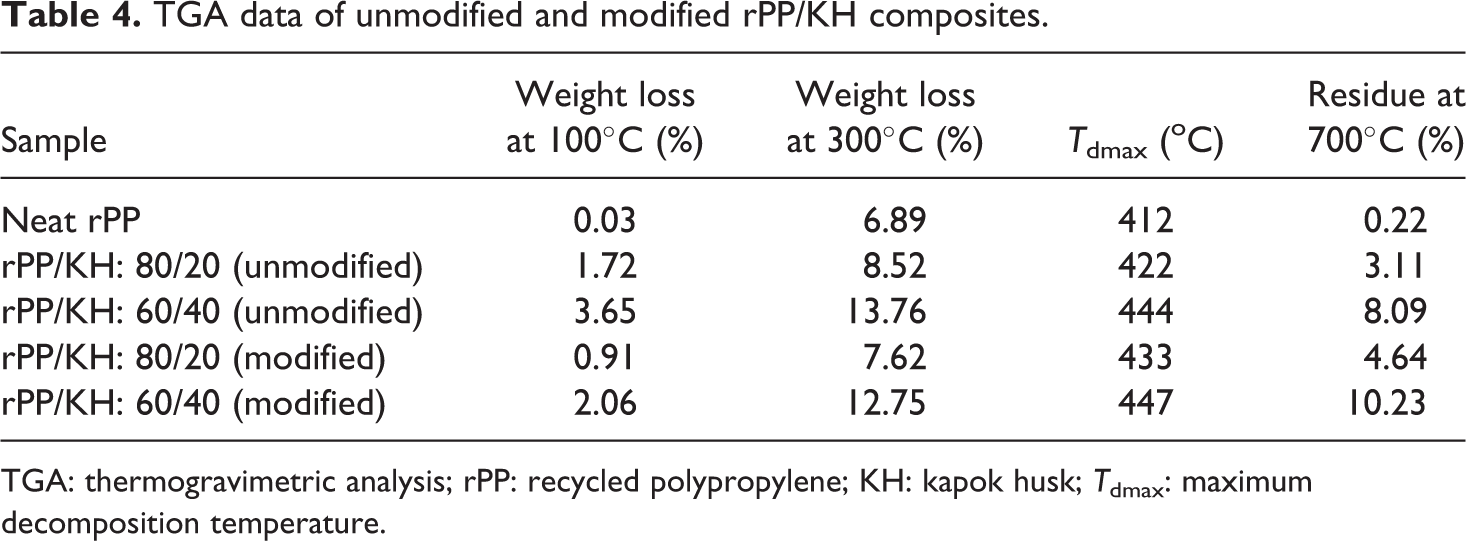
TGA: thermogravimetric analysis; rPP: recycled polypropylene; KH: kapok husk; Tdmax: maximum decomposition temperature.
Differential scanning calorimetry
The DSC curves of unmodified and modified rPP/KH composites are shown in Figure 17. The DSC data of both composites are summarized in Table 5. The increase of KH content decreased the crystallinity (Xc) of rPP/KH composites. However, the XrPP of composites was slightly increased at 20 wt% of KH content. This is because of nucleating effect of natural filler. Similar results are also reported by other researchers. 9,10 At 40 wt% of filler content, an endothermic peak 50–120°C can be observed due to the evaporation of the moisture in KH. The presence of moisture probably forms hydrogen bonding among the KH particles and it influences adhesion with rPP matrix. As mentioned early, the KH tends to form agglomeration at higher filler content. Thus, the results show the addition of more KH hindered the crystallization of the rPP matrix, especially at 40 wt% of KH content. The decrease of XrPP is probably due to the poor filler dispersion and poor adhesion between unmodified KH and rPP matrix. Most of the literatures reported that the crystallinity of composites usually affected by filler content, filler dispersion, and filler–matrix interaction. 1,4,7,21 – 23 However, the modified rPP/KH composites exhibited higher crystallinity than unmodified rPP/KH composites (Table 5). The hydrophilicity of KH has reduced after the modification with SA, which improves the filler dispersion and adhesion at interface between KH and rPP matrix. The improvement of interfacial adhesion enhanced the migration and diffusion of rPP chain to form crystalline structure. Moreover, a better filler dispersion provided more nucleating site for initiation of spherulites growth. Thus, modified KH showed nucleating effect on the rPP/KH composites. The results show the melting temperature (Tm) of rPP/KH composites remains unchanged with the increasing of KH content or filler modification. In general, the Tm of semi-crystallinity polymer increased with increase of crystallinity due to the larger spherulites size. 39 The addition of particulate filler often increases crystallinity of semi-crystalline polymer by increasing the number of spherulites, but the size of spherulites is smaller. 40,41 As a result the Tm of composites might not significantly change by filler content or filler modification. 42,43
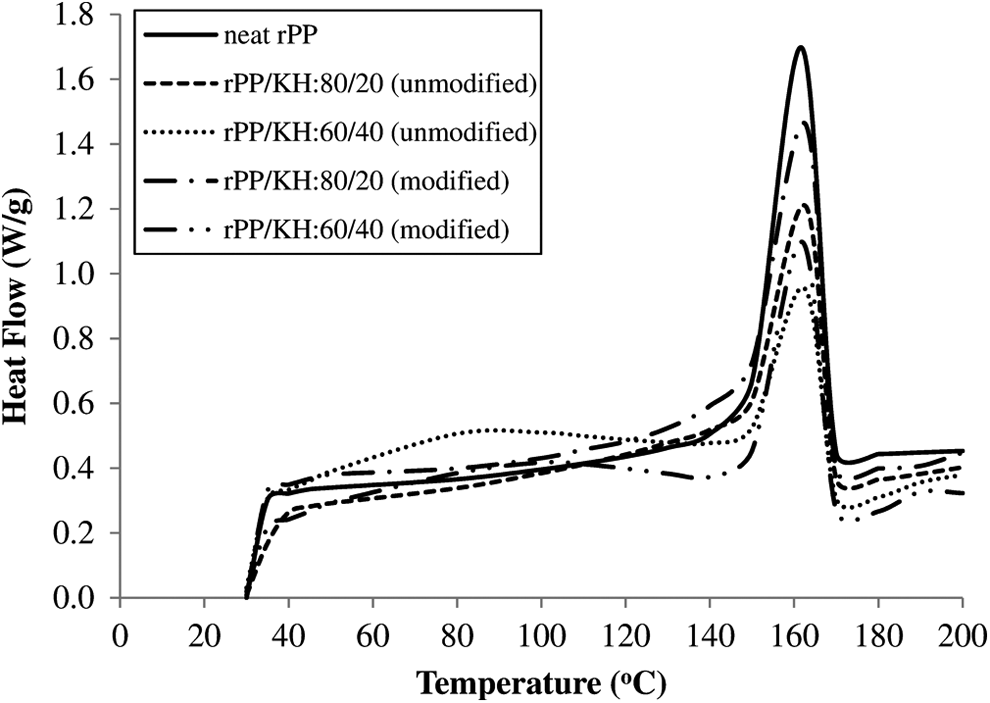
DSC curves of unmodified and modified rPP/KH composites. DSC: differential scanning calorimetry; rPP: recycled polypropylene; KH: kapok husk.
DSC data of unmodified and modified rPP/KH composites.
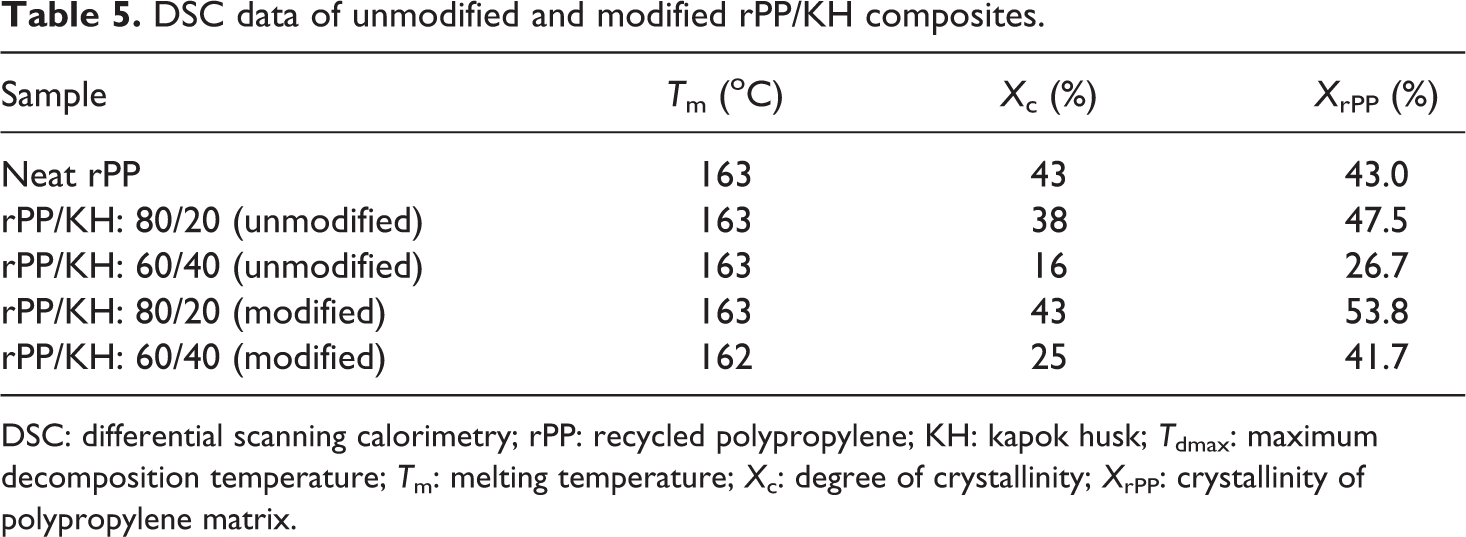
DSC: differential scanning calorimetry; rPP: recycled polypropylene; KH: kapok husk; Tdmax: maximum decomposition temperature; Tm: melting temperature; Xc: degree of crystallinity; XrPP: crystallinity of polypropylene matrix.
Conclusion
The addition of KH in rPP composites showed higher stabilization torque. However, filler modification with SA reduced the dispersive resistance of KH particles resulting in lower stabilization torque compared to unmodified rPP/KH composites. The increase of KH content decreased the tensile strength and elongation at break, but it increased the tensile modulus rPP/KH composites. The modified rPP/KH composites have higher tensile strength and modulus compared with unmodified rPP/KH composites. The modified rPP/KH shows higher tensile strength but lowers tensile modulus compared to modified rPP/CSP composites. The thermal stability of rPP/KH composites improved with presence of KH as the Tdmax and residual at 700°C increase. The thermal stability of rPP/KH composites was further enhanced by SA treatment. The crystallinity of rPP/KH composites decreased with increasing of the KH content. The filler modification wit SA improved the nucleating effect of KH and increased the crystallinity of rPP/KH composites. The improvement of tensile and thermal properties due to the enhanced interfacial bonding between KH and rPP matrix is proved by SEM micrograph. The development of such green composites in this study can be used as a material in producing injection-molded furniture.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.