
Abstract
In this study, we made an attempt to improve the mechanical and thermal properties of polypropylene (PP) using clay and alumina fillers. The dispersion of modified clay and alumina fillers in the polymer matrix was improved using (blended with) two different modifiers, maleic anhydride-grafted PP and ethylene–propylene–rubber, along with coupling agent. The effect of different loading levels of clay and alumina, keeping the other compositions constant, on mechanical and thermal properties of the nancomposites was studied and optimized. The dispersion of fillers was supported by X-ray diffraction and high-resolution scanning electron microscopy. Presence and absence of modifier and coupling agent on the mechanical properties were also studied. Nanocomposites with 4% clay along with modifier and coupling agent have shown the best mechanical property. While nanocomposites with 4% alumina along with modifier and coupling agent have shown better thermal properties over the other composition. There is a 20–25% of improvement in both mechanical and thermal properties.
Keywords
INTRODUCTION
Polypropylene (PP) is the one which is used as general thermoplastics due to its excellent physical and mechanical properties, good heat resistance, high crystallinity, excellent moisture barrier, easy processability, good optical properties, and recyclable characteristics [1]. In order to further improve its properties, PP composites and nanocomposites have been developed. Typically, PP/organically modified clay nanocomposites are prepared by melt or solution blending techniques.
Nanocomposites provide significant improvement in the properties as compared to virgin polymer or conventional composites. Incorporation of nanofiller enhances the modulus, strength, and heat resistance, and decreases the gas permeability and flammability. Generally used layered silicates are montmorillonite (MMT), hectorite, and saponite. MMT is a 2:1 phyllosilicate; its crystalline structure consists of an octahedral sheet of alumina or magnesia which is surrounded by two tetrahedral silica sheets. The MMT has very high potential specific area (700 m2/g), a high aspect ratio, and good swelling properties. MMT can enhance thermal stability and mechanical strength and barrier properties when incorporated into a polymer at a very low concentration [2].
The use of a compatibilizer undoubtedly improves the bonding between the clay and a polymer matrix. However, high compatibilizer content sometimes adversely affects the integrative properties of composites and increases the material cost. Lot of attention was given to the use of layered silicates (clay), as a great potential for producing materials of improved flame retardancy along with superior physical properties [3,4]. The currently preferred anisotropic nanofiller MMT, which has a layered structure and hydrophilic in nature and not compatible with most polymers; so, it was chemically modified to render its surface more hydrophobic [5,6]. Nanocomposites of layered silicate are gaining great improvement due to their unique properties resulting from the homogeneous dispersion of nanoclay as filler with low filler loading as compared to the conventional particulate-filled composites [7].
The polarity of hydroxyl groups, which exist on the clay surface, prevent the entry of non-polar PP chains into the galleries; so, it is difficult to prepare exfoliated PP/clay nanocomposites with the solution and melt blending methods [8]. In this study, the mechanical and thermal properties of PP were improved using clay and alumina fillers. The dispersion of clay and alumina in the polymer matrix was improved by making three modifications to the system. Those are: (1) blending with maleic anhydride-grafted PP and ethylene–propylene–rubber (EPR), (2) improving the interaction of polymer and filler using coupling agent, and (3) increasing the hydrophobic nature of clay by modifying with organic modifier. The effect of different loading levels of clay and alumina on mechanical and thermal properties of the nancomposites was studied. Presence and absence of coupling agent on the mechanical properties were also studied.
EXPERIMENTAL
Materials
PP (R120MK) used in this study was supplied Reliance Industries Ltd (India). The melt flow index (MFI) and density of PP is 12 g/10 min (at 230°C – 2.16 kg load) and 0.901 g/cm, respectively. MAH-g-PP (OPTIM P-408) and MAH-g-EPR (OPTIM® P613) are supplied by the PLUSS Polymer Pvt. Ltd (India). The MFI and density of MAH-g-PP are 4 gm/10 min (at 190°C – 2.16 kg load) and 0.91 g/cm, respectively. The MFI and density of MAH-g-EPR are 4 g/10 min (at 190°C – 2.16 kg load) and 0.83 g/cm, respectively. Titanate coupling agent (EB 1019 A) was supplied by Industrial Product Manufacturing Company (India). Nanoclay (Nanomer I 30E MMT) was purchased from Sigma–Aldrich Pvt. Ltd. Aluminum oxide was (Al2O3) supplied by Gyan Scientific (India).
Compounding and Test Specimen Preparation
Formulation of composite
MEASUREMENTS
Scanning Electron Microscope
The morphology of the composites was examined using a LEO (Cambridge, UK) model 403 Scanning Electron Microscope. The samples were coated with gold prior to examination under the electron beam. An operating voltage 30 keV and magnification 600× were used. The obtained scanning electron micrographs were used to analyze the dispersion of nanoclay and alumina in the polymer matrix.
X-ray Diffraction
XRD analyses are carried out on SIETRONICS X-ray diffractometer in order to confirm the particle size of the nanoclay and alumina with a diffraction angle of 3–90°.
Melt Flow Index
The MFI test (ASTM D1238) was conducted on ROSAND (England) MFI tester using 2.16 kg load at 230°C.
Heat Distortion Temperature
The heat distortion temperature was determined by the following the test procedure outlined in ASTM D648. The test specimen was loaded in three-point bending in the edgewise direction. The outer fiber stress used for testing was 1.82 MPa and the rate of heating was maintained at 2°C/min until the specimen deflects 0.25 mm.
Tensile Properties
The tensile tests were carried out according to ASTM D 638 using INSTRON (M 3382, UK) Universal Testing Machine (UTM; 100 kN). The tensile strength and tensile modulus were measured at a cross-head speed of 50 mm/min. Gage length measured 100 mm. The tests were performed at 23 ± 2°C and relative humidity maintained at 50 ± 5%.
Flexural Properties
The flexural strength and modulus of nanocomposites were measured according to ASTM D790.The test was carried out on LLOYD (model, LR 100 K, UK) UTM. A rectangular bar was placed on the three-point bending configuration and a cross-head speed at 5 mm/min was maintained.
Impact Test
Impact tests were carried out using Izod impact tester (CEAST, Italy) according to ASTM D256. In this test, 2.5-mm deep V-shaped notch was generated to the specimen using automatic notcher. The cutter speed and the table feed rate were about 92 and 100 mm/min, respectively.
Thermogravimetric Analysis
The thermal stability of nanocomposites was determined using thermogravimetric analyzer (Pyris 1 TGA instrument, USA). All the samples were scanned at the rate of 10°C from room temperature to 600°C in an inert (N2) atmosphere [10].
RESULTS AND DISCUSSION
In this study, we made an attempt to improve both mechanical and thermal properties of PP by incorporating alumina and clay fillers along with compatiblizer and coupling agents.
Dispersion State of Filler Particles
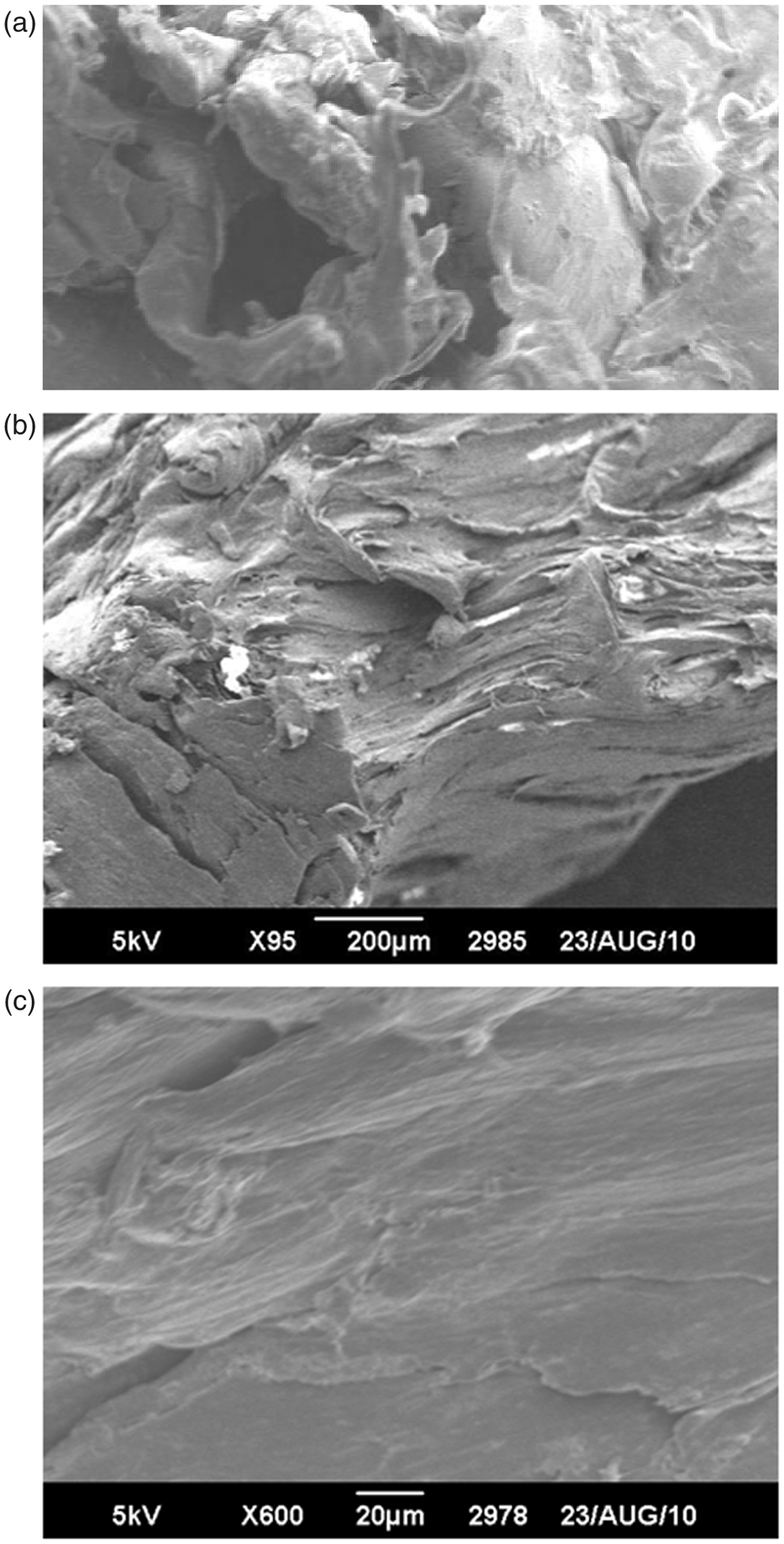
It is well known that the dispersion of nanofillers is very good at concentrations below 5% [11]. In this study, we have used 4% of different proportions of mixture of clay and alumina fillers. Also, 5% of two different compatibilizers, MAH-g-PP and MAH-g-EPR, along with 1% coupling agent were used to improve compatibility of hydrophilic filler with hydrophobic matrix. The dispersion of filler in the matrix was confirmed by high-resolution scanning electron microscopy (SEM) and XRD. From Figure 1(a), it is very clear that low-intense broad peak was present at around 10° (2θ), while pure MMT gives a sharp peak, indicating the formation of intercalated nanocomposite using MAH-g-PP as compatibilizer. Similarly, Figure 1(b) shows that exfoliated nanocomposite was formed using MAH-g-EPR as compatibilizer [12]. Further, the dispersion was supported by high-resolution SEM (Figure 2(a)–(c)).
(a) XRD of nanocomposite with 4% of modified clay along with: MAH-g-PP (a) and MAH-g-EPR (b) compatibilizers and coupling agents. Scanning electron micrographs of nanocomposites at different locations and different magnifications with 2% of modified clay and 2% of alumina along with MAH-g-EPR compatibilizer and coupling agent: (a) 95×, (b) 200×, and (c) 600×.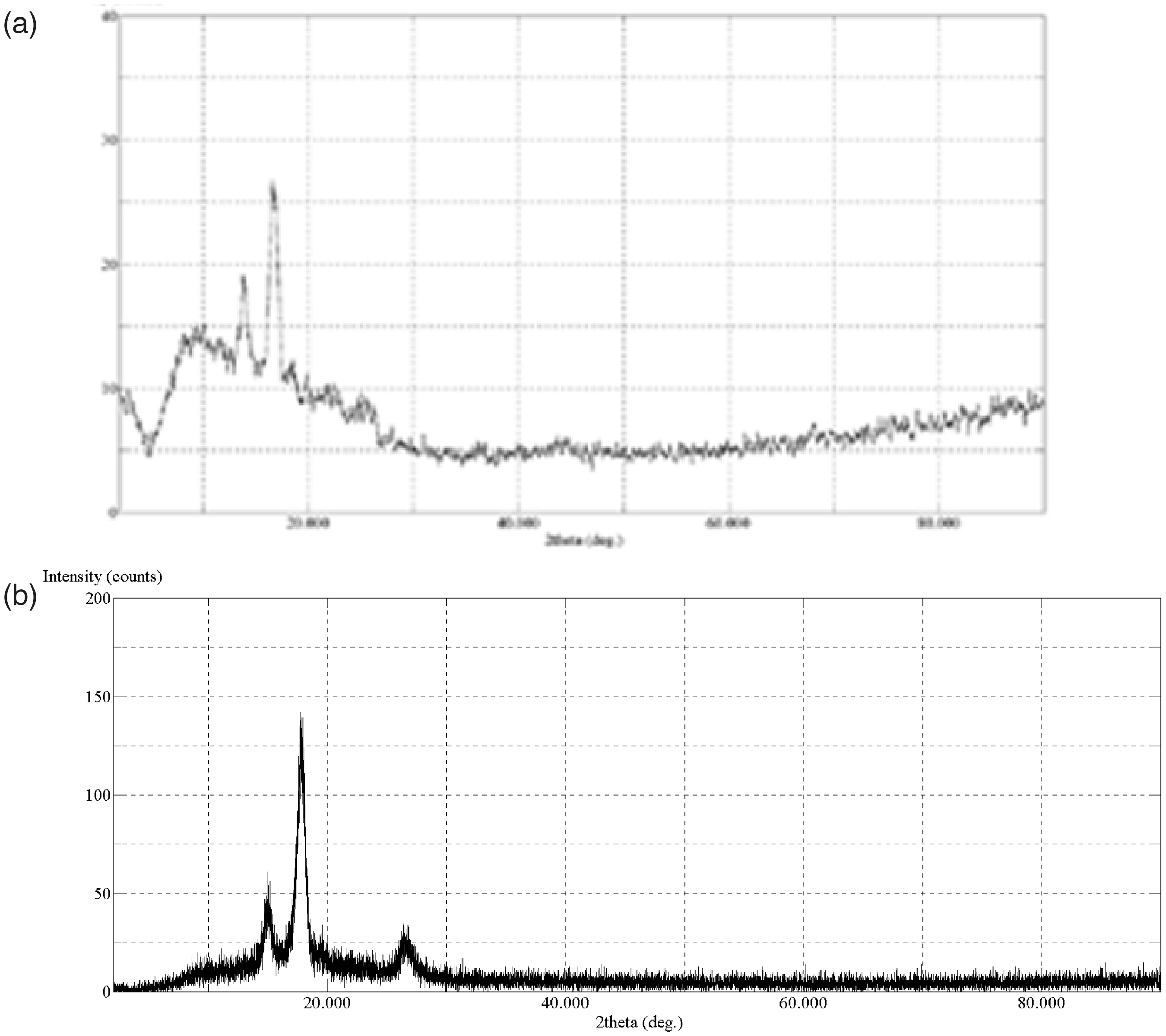
Mechanical Properties
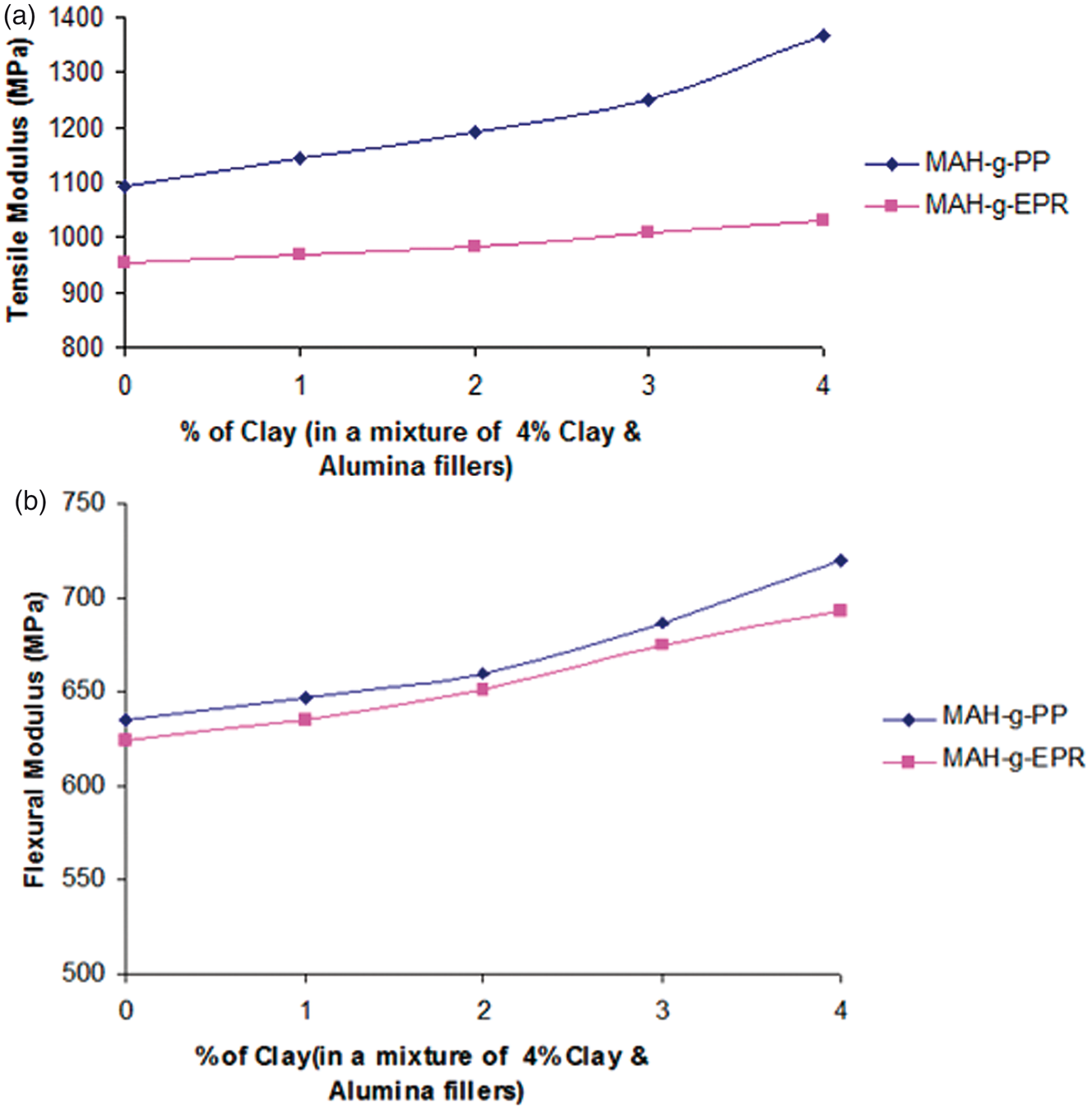
The effect of different formulations, as shown in Table 1, on mechanical properties of nanocomposites was studied by UTM and impact tester. Figure 3(a) and (b) shows that tensile and flexural strengths were increased with increasing proportion of modified clay. Similarly, the same trend was observed in the case of tensile and flexural moduli (Figure 4(a) and (b)). This indicates that the compatibilizer (both MAH-g-PP and MAH-g-EPR) and coupling agents enhanced the uniformity of filler dispersion in the PP matrix, which leads to the improvement in the mechanical properties [13,14].
Effect of formulation of PP/hybrid filler nanocomposites on (a) tensile strength and (b) flexural strength. Effect of formulation of PP/hybrid filler nanocomposites on (a) tensile modulus and (b) flexural modulus.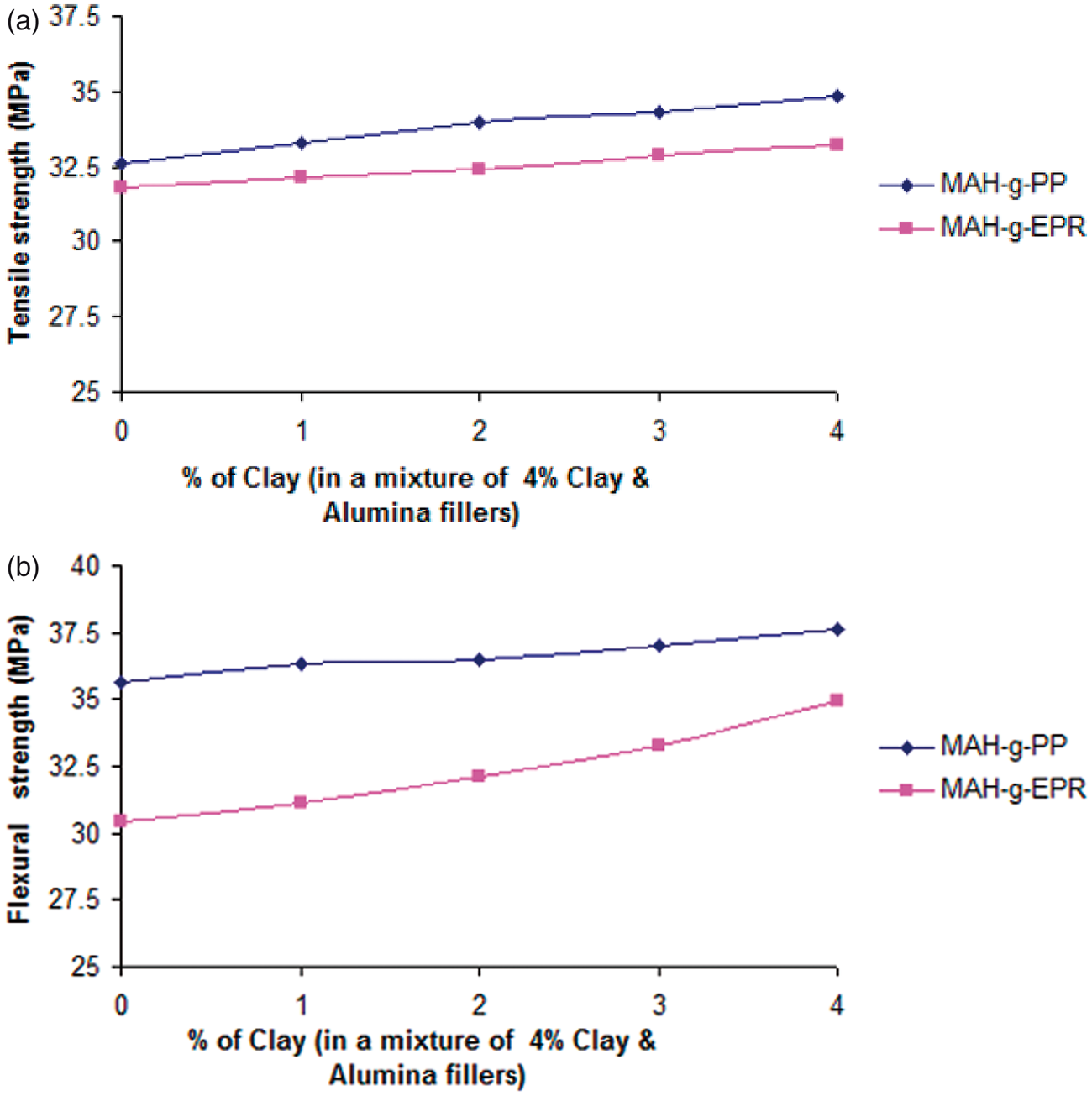
The similar trend was observed for impact property of nanocomposite where MAH-g-EPR compatibilizer showed better property compared to the other because of more rubbery/elastic nature of MAH-g-EPR (Figure 5) [15].
Effect of formulation of PP/hybrid filler nanocomposites on impact strength.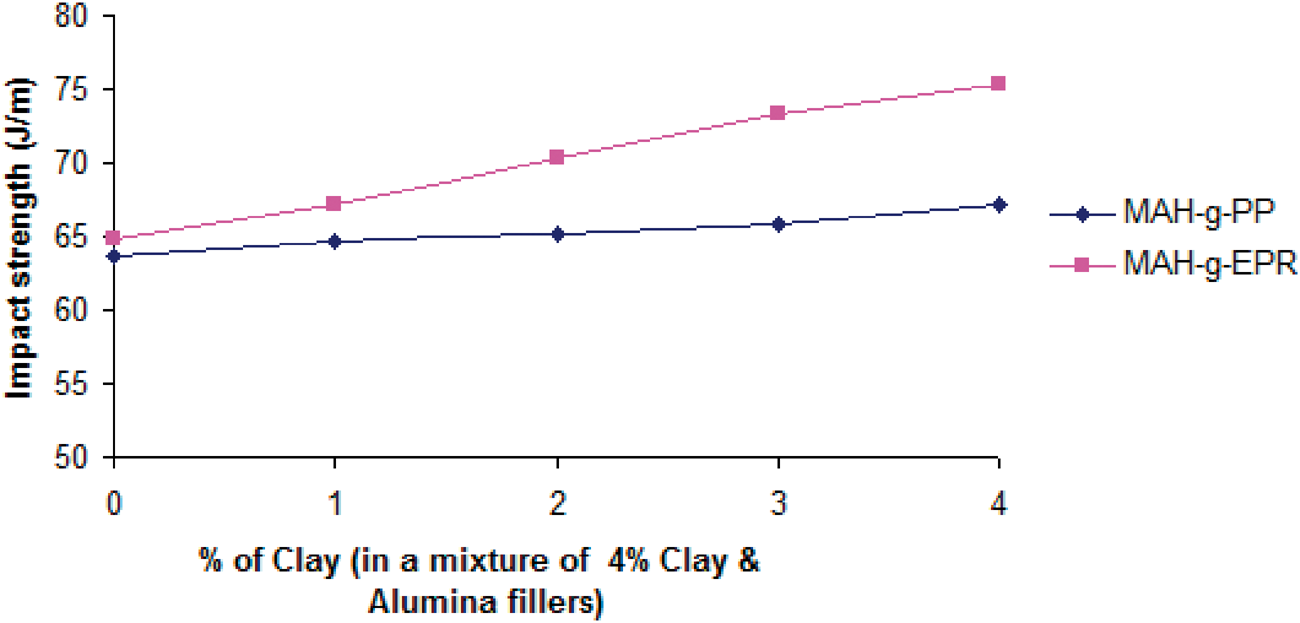
Effect of formulation of PP/hybrid filler nanocomposites on different properties. a
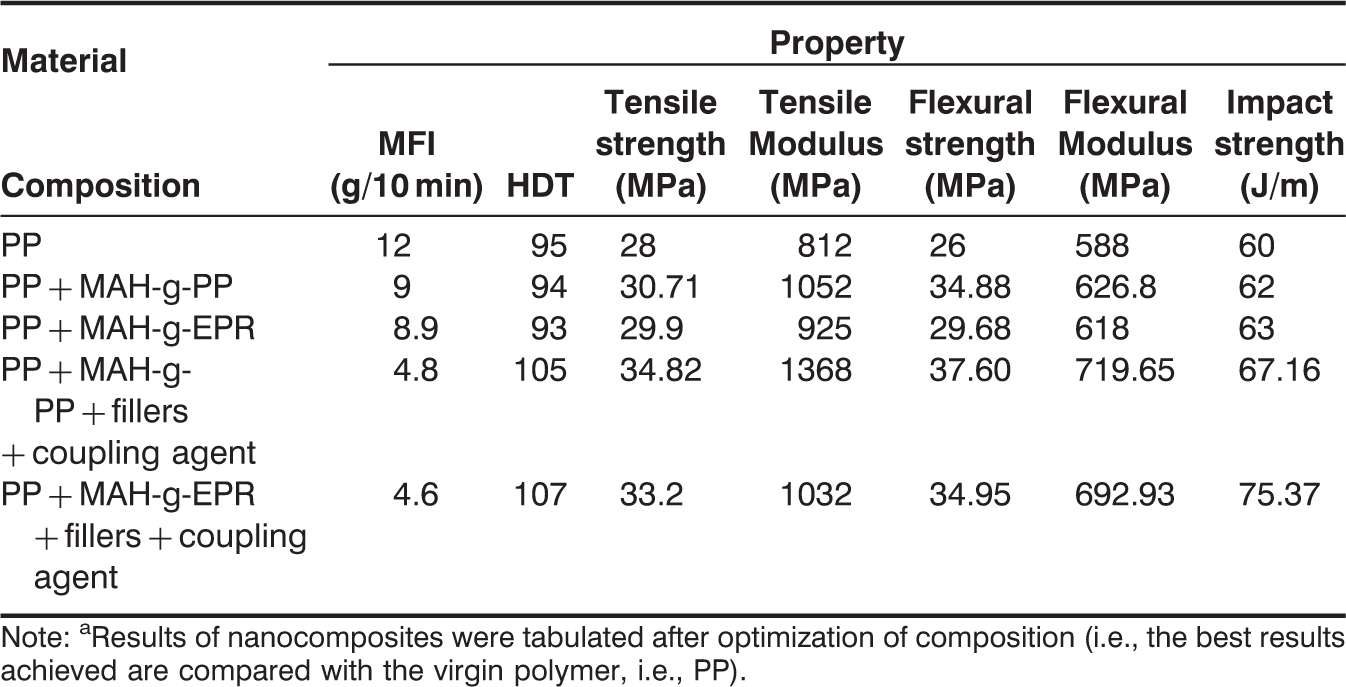
Note: aResults of nanocomposites were tabulated after optimization of composition (i.e., the best results achieved are compared with the virgin polymer, i.e., PP).
Thermal Properties
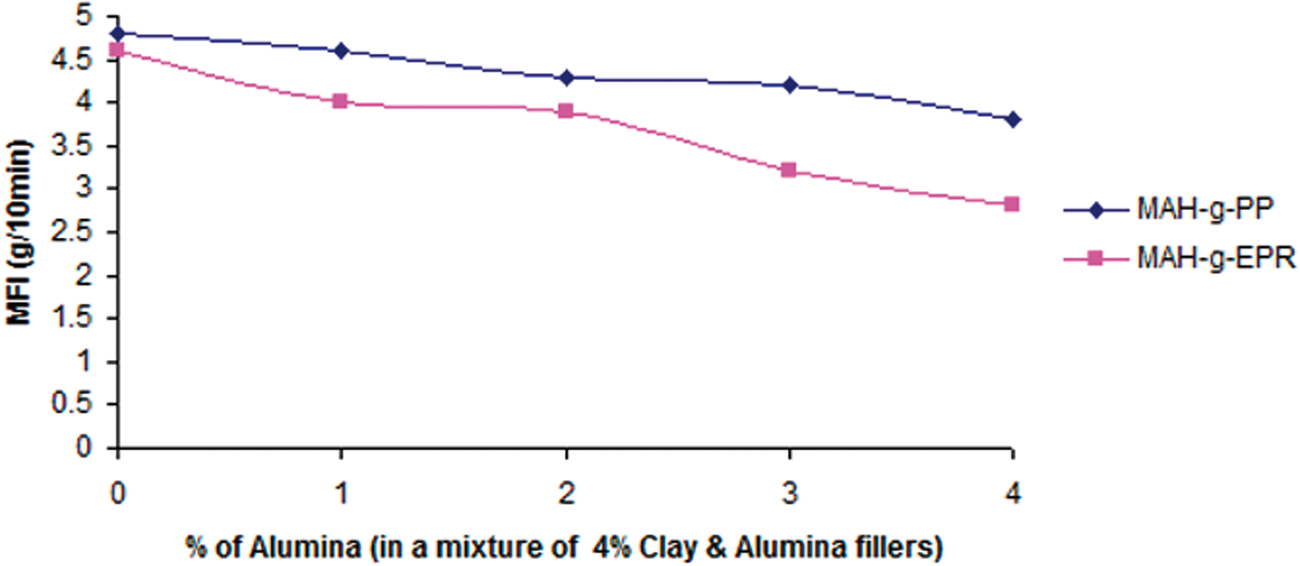
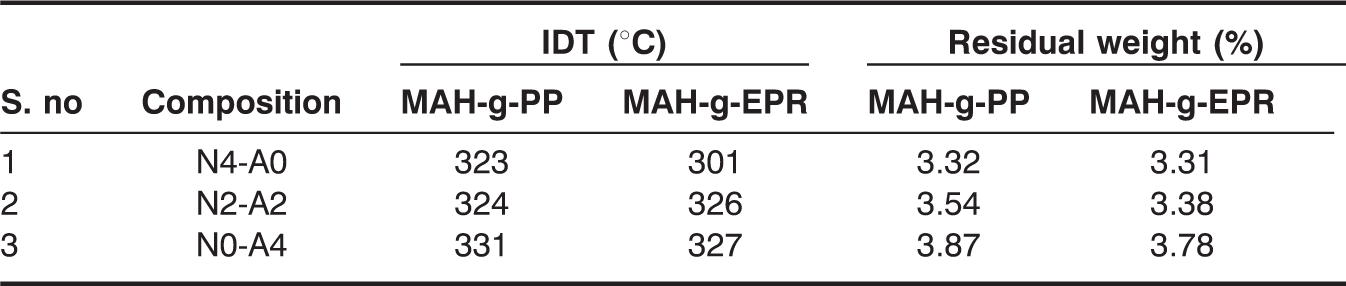
The improvement in the thermal properties because of presence of alumina and/or clay fillers was studied by heat deflection temperature (HDT), MFI, and the thermal stability (TGA) studies. Figure 6 shows that the HDT increased with increased proportion of alumina. Similarly, Table 3 shows higher degradation temperature and higher residual weight with increased proportion of alumina in the mixture of fillers. Whereas, MFI decreased drastically, according to expectation, with increased content of filler (Figure 7).
Effect of formulation of PP/hybrid filler nanocomposites on HDT. Effect of formulation of PP/hybrid filler nanocomposites on MFI. Effect of formulation of PP/hybrid filler nanocomposites on thermal stability.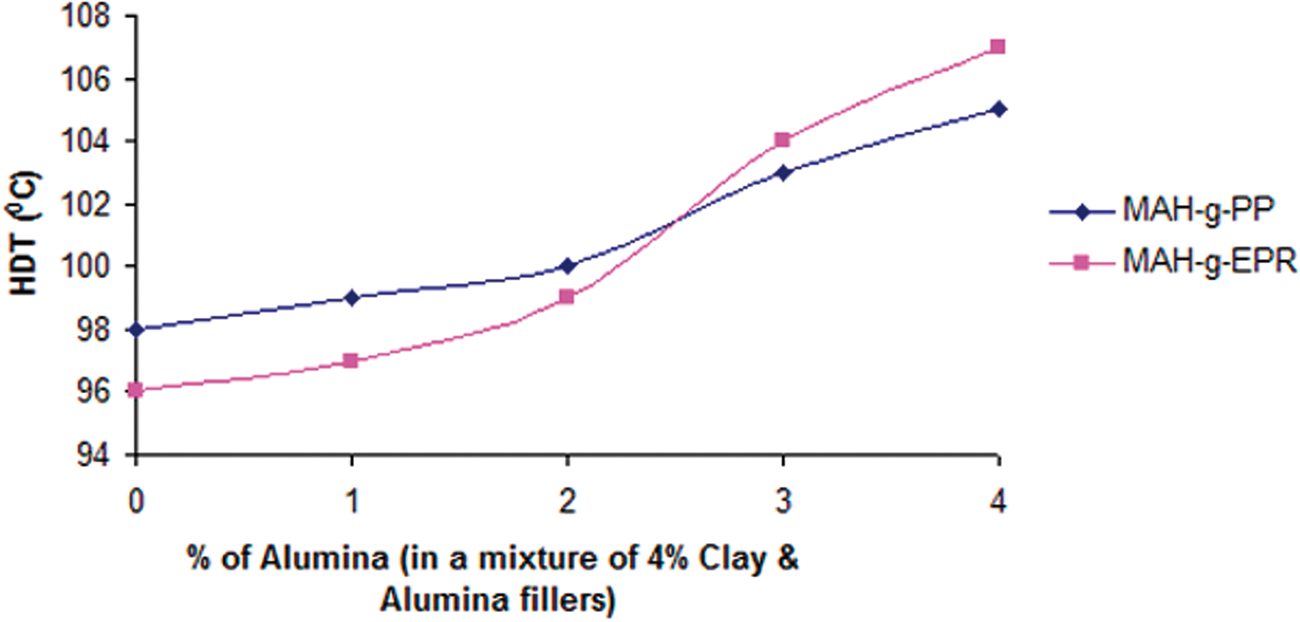
After optimization of composition, such as contents of modifier, filler, and coupling agent, the thermal properties of resultant nanocomposite was compared with the virgin polymer, i.e., PP and blend of PP and modifiers. The comparison is tabulated in Table 2. From Table 2, we can conclude that there is a 25% (approximately) improvement in the overall thermal properties.
CONCLUSION
The attempt made to improve the mechanical and thermal properties of PP using clay and alumina fillers was successful. Presence and absence of modifier and coupling agent on the mechanical properties were also studied. The coupling agent and modifiers are effective in their function in improving the dispersion of fillers. The better dispersion of fillers reflected in the improvement of mechanical and thermal properties. Nanocomposites with 4% clay along with modifier and coupling agent have shown the best mechanical property. While nanocomposites with 4% alumina along with modifier and coupling agent have shown better thermal properties over the other composition. There is a 20–25% of improvement in both mechanical and thermal properties.