
Abstract
This article is concerned with the influence of surface treatment on the strength of single lap joints. The tensile tests were carried out in order to find the surface treatments which maximize joint strength using polypropylene reinforced glass fiber as adherents. The maximum shear strength was obtained with the trichlorethylene plus primer treatment when using a cyanoacrylate adhesive. The pretreatment effectiveness was evaluated in terms of environmental durability and an important decrease in static strength of adhesive joints occurred when they were immersed in water.
INTRODUCTION
Adhesives are extensively used to bond components in many fields where structures are subject to high stress levels in service. The aerospace industry, in particular aircraft repair, is one example where the application of adhesive bonding is flourishing. Adhesive bonding distributes stresses over the whole bonded region and therefore stress concentrations are less likely to occur than in conventional fastening techniques (bolted, riveted, or welded).
Single lap joint is the simplest to manufacture, however, this configuration is the weakest [1]. Therefore these joints are essentially used for lightly loaded applications. The loading eccentricity promotes a rotation of the joint and as a result peel stresses occur. Such stresses are very important in the failure process. In this case it is very important to minimize peel stresses, which can be reduced by an ideal superposition length [2–4], tapering of the adherents [5–8], adherent thickness [2,9–11], adhesive thickness [9,12], adherent strength and elastic modulus [10,11,13], adhesive strength and elastic modulus [2,14].
However, the manufacture procedure, in particular, the preparation of surfaces to glue, is also another parameter with significant influence on the mechanical resistance of adhesive joints. Matthews et al. [15], for example, have shown the importance of the correct surface treatment. Premature failure at low load is almost always due to poor preparation. It is not only necessary to prepare a good clean surface but also the precise treatment depends on the particular combination of adhesive and material being bonded. According to Wingfield [16] a good surface treatment involves several steps: elimination of contaminants; oxidized layers and low-molecular-weight species; improved wetting of low energy surfaces; chemical modifications (introduction of polar chemical groups and/or coupling agents onto the surface) and increase in surface roughness giving rise to improved mechanical interlocking. In this context, the chemical and/or mechanical treatments are typically used to increase the efficiency of the adherents’ surface to give better strength to the joints [16–18].
For polymer composites Molitor et al. [19] presents a revision of several surface treatments used to increase surface tension, to increase surface roughness, and to change surface chemistry. According to the authors while for thermoset composites the traditional abrasion/solvent cleaning techniques are sufficient, the thermoplastic composites require surface chemistry and surface topographical changes to ensure strong and durable bond strengths.
Polypropylene is a nonpolar polymer and, consequently, presents poor adhesive properties to other materials [20]. In this context Novak and Florian [20] studied the free surface energy of iPP after surface modification by electric discharge at atmosphere pressure, generating hydrophilic functional groups, and subsequent grafting onto the polar groups using acrylamide. According to these authors the free surface energy increased around 30% after electric discharge modification and 47% after subsequent grafting, in comparison with the control iPP. As a consequence, the adhesive properties of electric discharge modified iPP increases because the polar functional group formation promoted significant improvements of surface wettability. Novak and Chodak [21], for example, showed that grafting of polar polymers is one way to increase the surface polarity and hydrofilicity. Grafting of itaconic acid onto polypropylene was used by the authors and they concluded that the value of the polar portion of free surface energy is 14 times higher than in control samples. On the other hand Morris [22] shows that the treatment of Polypropylene with a peroxydisulfate solution leads to the formation of a surface layer of branched, mechanically interlocked polypropylene molecules and that it is the presence of this strengthened surface region, which is responsible for the higher adhesive joint strengths. Liston [23] did a review about plasma treatment and showed significant modifications of the surface properties as a consequence of significant reactions based on free radical chemistry. For polypropylene, according to this author, the initial water contact changes after plasma treatment from 87° to 22°. In terms of lap-shear strength improvements from 370 (for control) to 3080 psi (after plasma treatment) were obtained. Similar results were obtained by Morra et al. [24] but, in terms of water effect, the plasma treatment of PP does not induce a formation of a water-sensitive surface layer. Flame treatment is another way to improve the surface properties of PP and according to Strobel et al. [25] present several advantages against other techniques, in special corona treatment. These authors showed that the treatment of PP in nitrous oxide-containing flames leads to an increase in surface oxidation and markedly improves wettability when compared with standard flame treatments. The same authors in previous study [26] found that both the flame equivalence ratio and the position of the film in the flame were important variables in determining the extent of oxidation and the improvement in wettability obtained by flame treating the PP. According to these authors the optimal equivalence ratio for the flame treatment of PP in an air/hydrocarbon flame was 0.93 while the optimal luminous flame to film distance was 0–2 mm. In terms of primer treatment Tod et al. [27] showed that this technique can improve the joint strength by about 2.5, comparing with unprimed samples, and when it is used with cyanoacrylate adhesive.
So, this article investigates the influence of several surface treatments in polypropylene reinforced glass fiber (Vertotex ‘Twintex T PP’) adherents in order to find the optimal surface condition. The efficiency of the surface treatments was measured by tensile testing of single lap joints.
MATERIAL AND EXPERIMENTAL PROCEDURE
The laminated composites sheets were manufactured using seven woven balanced bi-directional layers E glass fibers/polypropylene resin from Vertotex ‘Twintex T PP’. These layers were positioned in a mold, with the sequence +45/0/−45/0/−45/0/+45, and submitted to 190°C and a pressure of 5 bar for 10 min. This temperature is above the melting temperature of the polypropylene. The plates obtained had a rectangular shape with 160 × 250 mm2 and a thickness of 3 mm. The total fiber fraction was 33.4% and the mechanical properties of the laminated composites can be found in [28]. The samples were glued with a cyanoacrylate Super Glue from Bostik reference 7452 Rubber & Plastics grade. In order to ensure a constant bondline thickness the specimens were compressed with a constant pressure, of about 0.15 MPa, uniformly applied by a weight loading system during all cure time. The bondline thickness was measured after tests using surface roughness topography station (Mahr) equipped with a laser sensor (Rodenstock RM 600-S). Figure 1 shows, for example, a typical roughness plot. An average value of 0.1 mm was obtained without significant dispersion.
Typical roughness profile.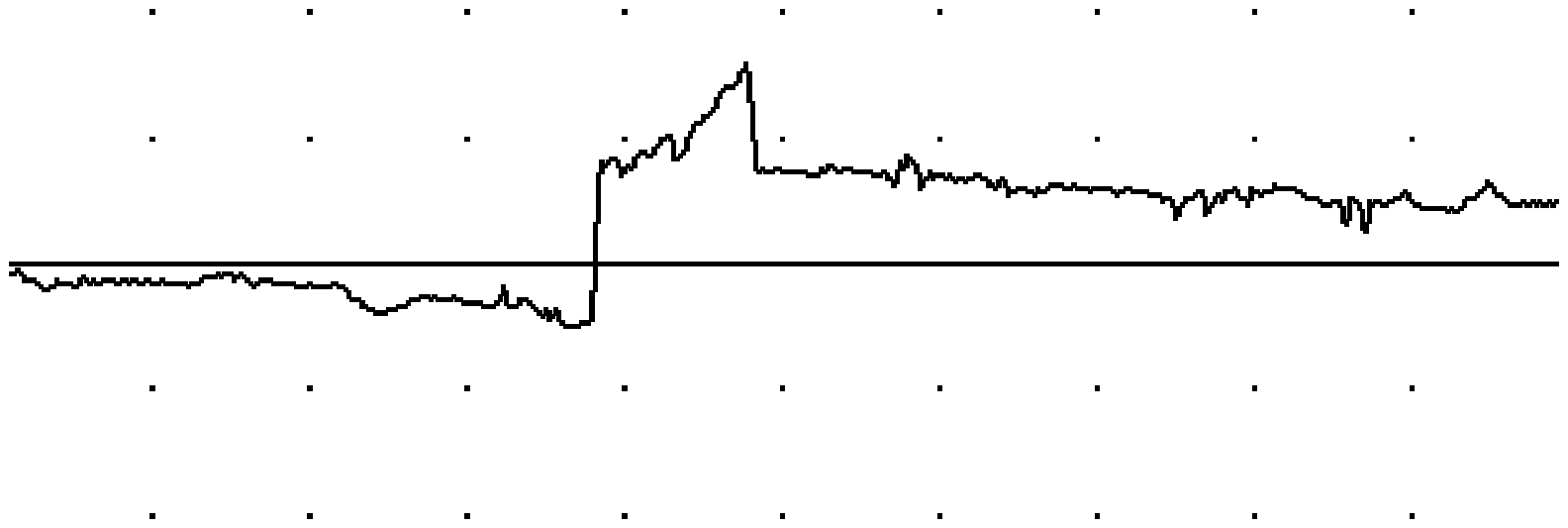
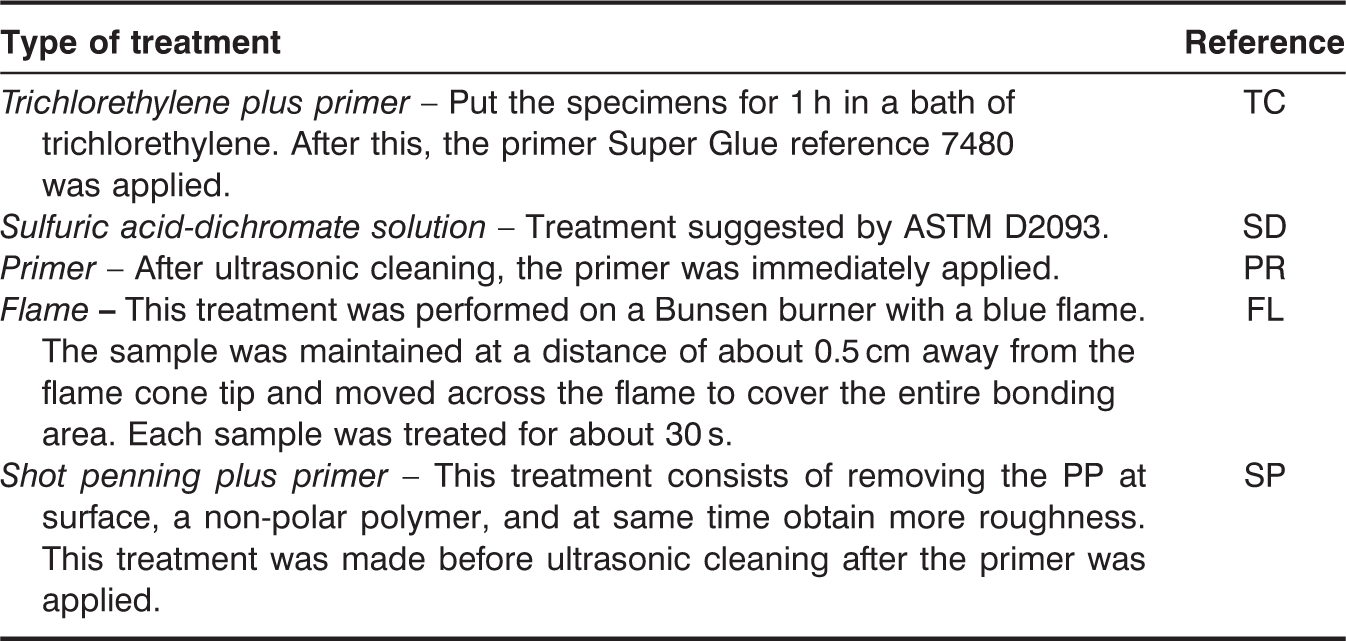
Treatments used in the study for adhesive joints with polypropylene reinforced glass fiber adherents.
The shear tensile tests were performed using an electromechanical Instron Universal Testing machine, according to the recommendation of ASTM D 5868-95 Standard. Five specimens were tested for each condition, with the geometry presented in Figure 2, at room temperature and with a displacement rate of 1 mm/min. The axial strain was measured using an axial strain gauge with a 50 mm reference length. Using machine software, the average shear stress was plotted against the axial strain.
Geometry of specimens (in mm).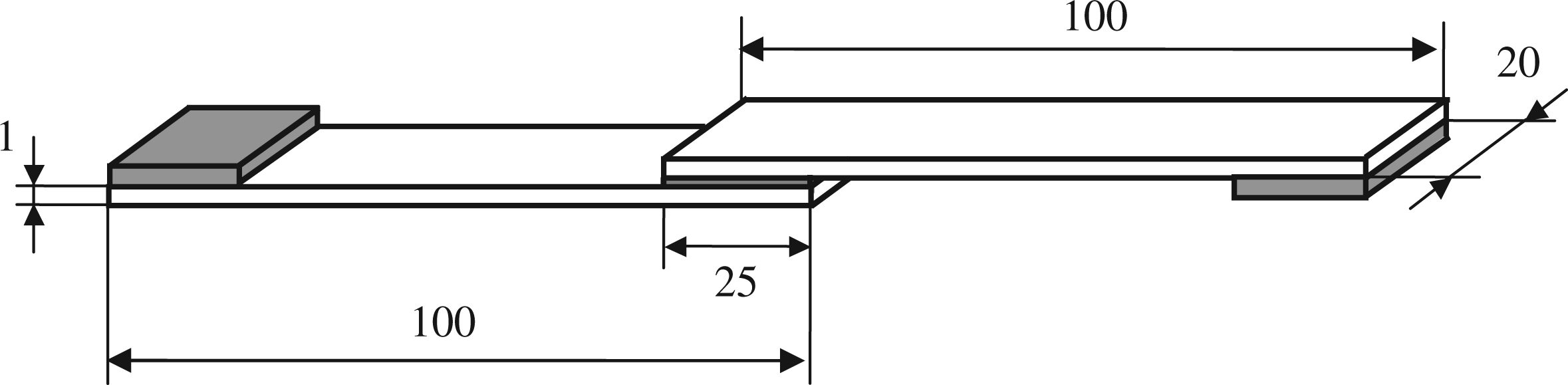
EXPERIMENTAL RESULTS AND DISCUSSION
Figure 3 shows typical shear stress–strain curves representing the effect of the treatment on the adhesive lap strength of adherents made of polypropylene reinforced glass fiber. Each of these curves is the average of five tests and shows a nonlinear behavior even at the low stress–strain levels. High influence of the treatment on the stiffness and strength was observed. A polynomial curve, type σ = Aε2 + Bε + C, where σ is the stress, ε the strain and A, B, and C constants was fitted to the curves. The values of these constants, for the average curves, are represented in Table 2. The curves were fitted and expressed by mathematical equations, in order to model the experimental results. In fact, the adhesion phenomenon was not linked with the experimental parameters. On the other hand, physically the constant C should be 0; however, test apparatus adjustments produce a residual value.
Shear stress–strain curves for different treatments in adhesive joints with polypropylene reinforced glass fiber. Constant values for the average curves.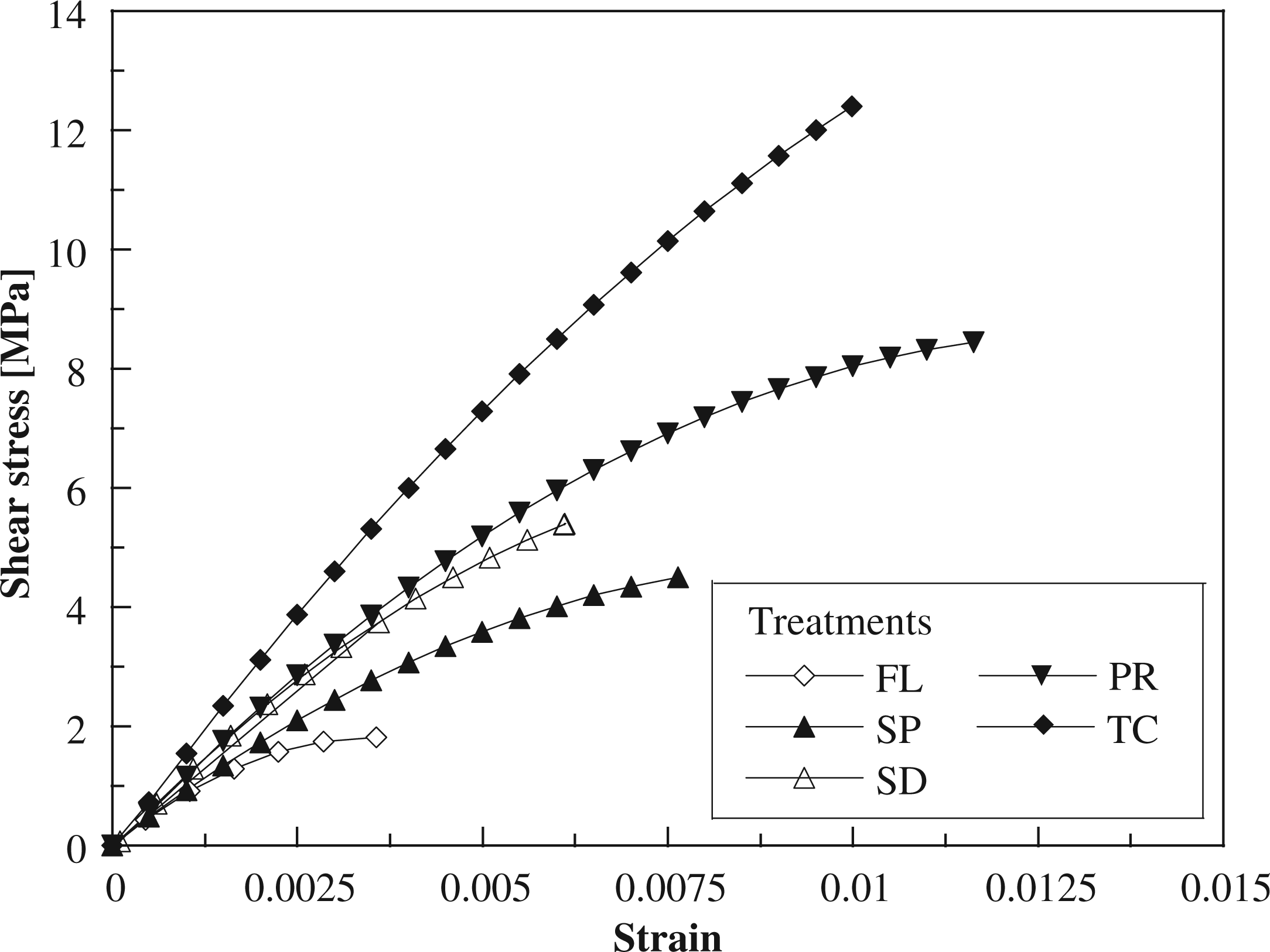
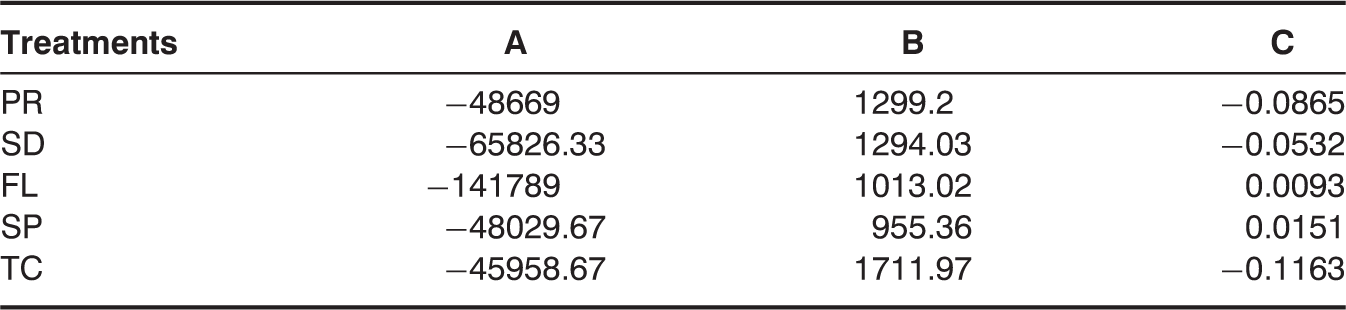
Figure 4 presents the average values of the ultimate shear strength, obtained considering five tests for each condition. The highest ultimate shear strength was obtained with the trichlorethylene plus primer treatment and presents a mean value of 12.4 MPa. The worst result was obtained with the flame treatment, and is about 1.9 MPa. This treatment wasn't able to increase the surface energy of the polymer (PP) probably because the gas is inadequate [16]. The application of the primer only is a treatment very similar to trichlorethylene plus primer, but the difference of ultimate shear strength was lower around the 32%. These results show the need for good cleaning of surface in order to obtain strong chemical links between adhesive/adherent and consequently good strengths [16,29]. In fact the trichlorethylene is good in cleaning grease away. However, when the primer was associated with shot penning the ultimate shear strength was 48% lower than that obtained only with the primer. The explanation of this phenomenon can be associated with the fact that the adhesive is inadequate for the glass fibers (this treatment removes the PP and consequently glass fibers appear at surface) or the values of the roughness obtained with this technique are not adequate to the adhesive thickness used.
Shear stress for the different treatments in adhesive joints with polypropylene reinforced glass fiber.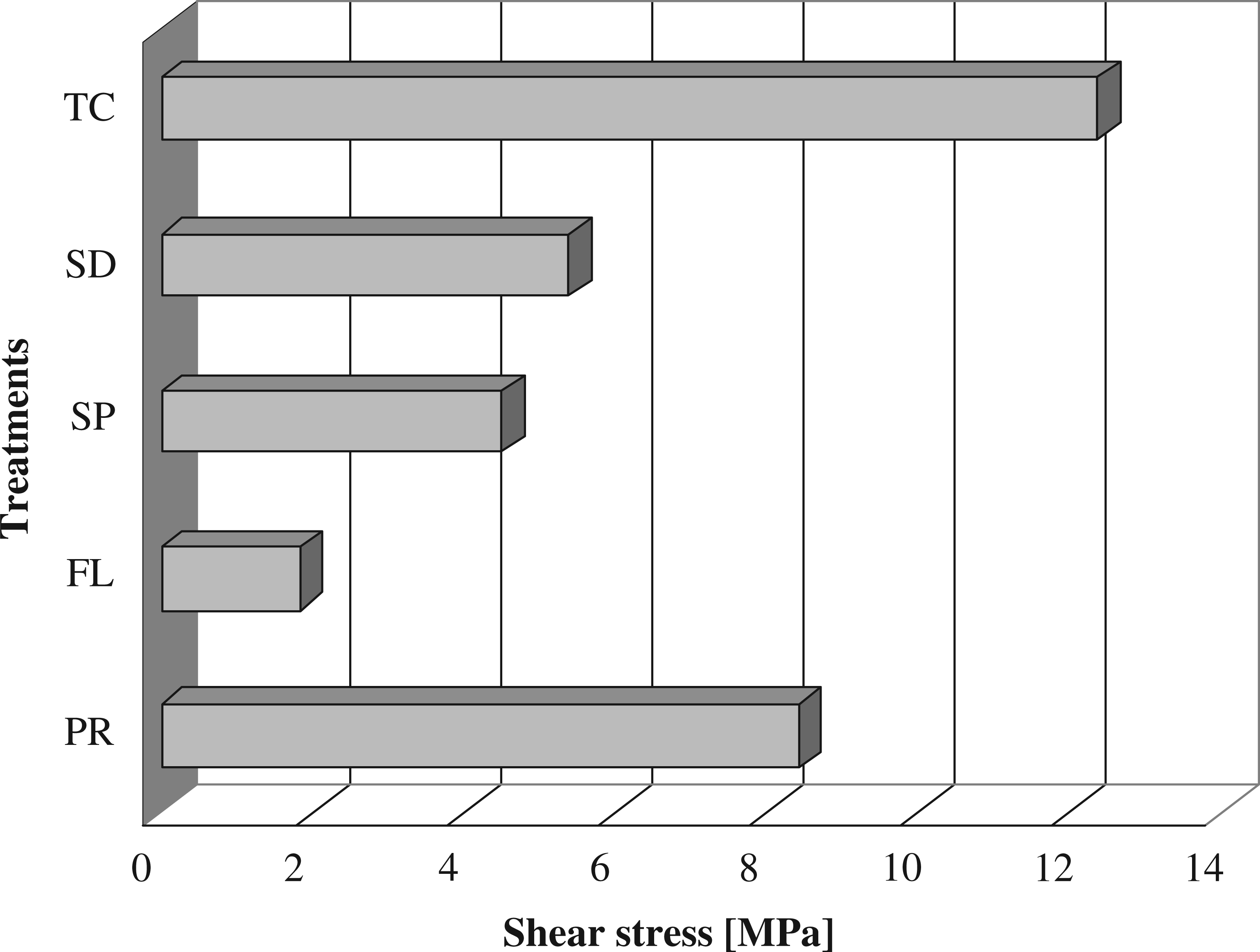
In fact, the primer is essential to obtain strong chemical links between adhesive/adherent and consequently improve the strength of the adhesive lap joint. These results are according to Tod et al. [27], who observed the same tendency for polypropylene adherends and a cyanoacrylate adhesive. Figure 5 shows typical failure surfaces for the laminated composite joints, with the trichlorethylene plus primer treatment. The predominant failure mode was the separation of the polypropylene and the glass fiber at the surface adjacent to the adhesive. In a few cases, simultaneous adhesive fracture can also occur.
Typical failure surfaces for the laminated composite joints with the treatment of trichlorethylene plus primer.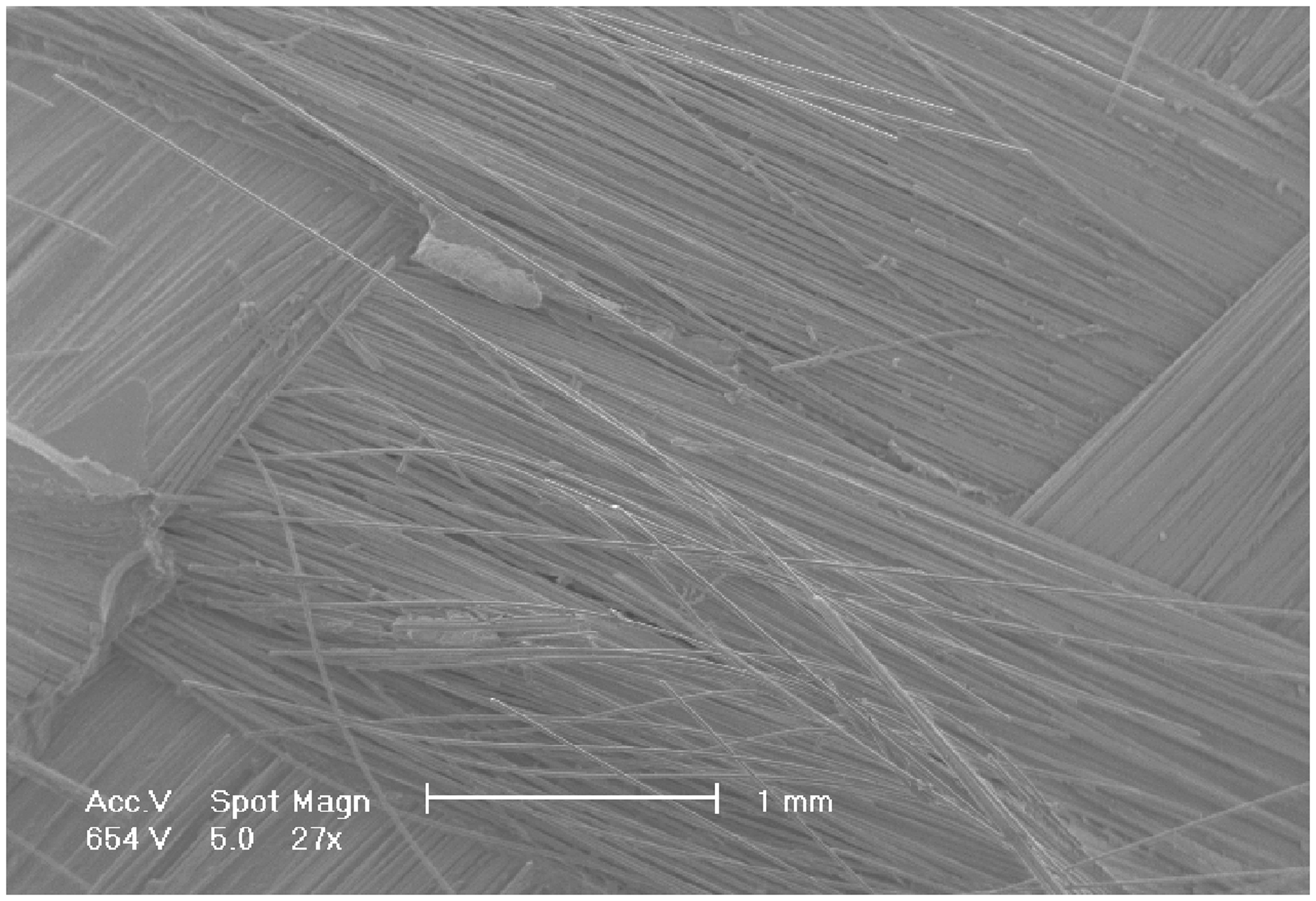
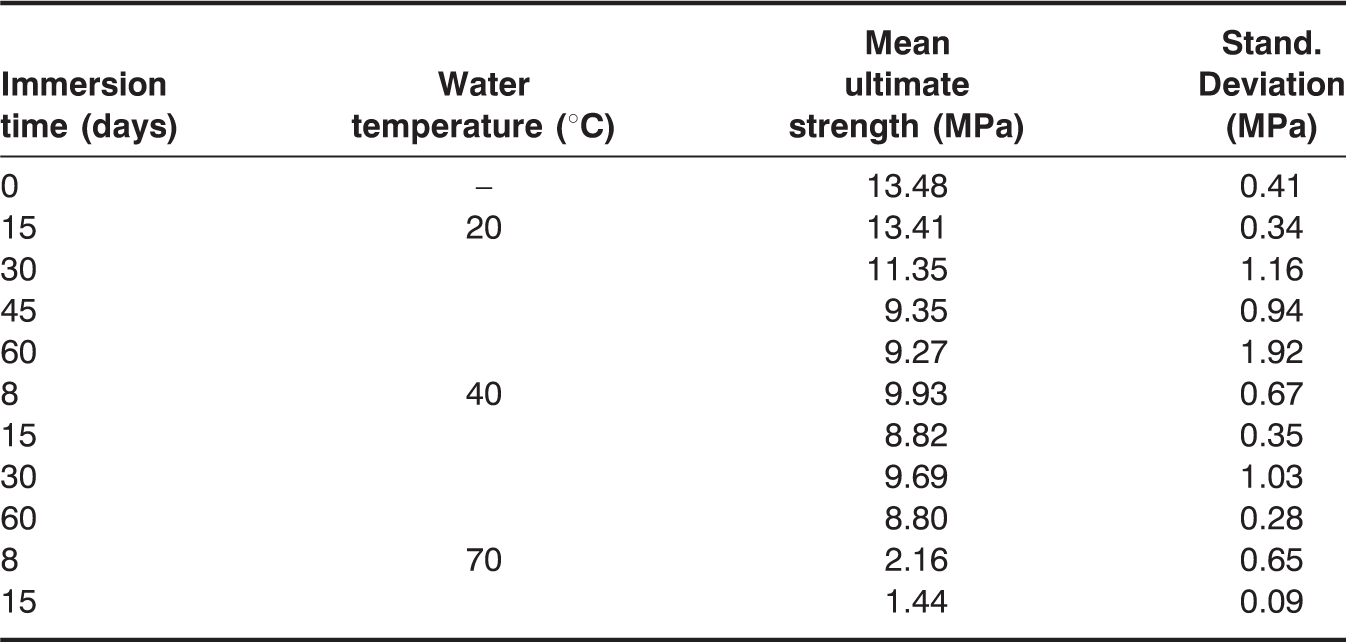
The pretreatment effectiveness was tested in terms of environmental durability. The samples were immersed in water, at different temperatures, and the mean ultimate strength is presented in Table 3. It is possible to conclude that the extended immersion causes an important decrease in static strength for all temperatures. For 20°C no influence is observed until 15 days of immersion. However, between 15 and 45 days the ultimate strength of adhesive joint decreases about 30% and, after this period, the static strength remains nearly constant (about 9.3 MPa). On the other hand, at 40°C the degradation is quicker than for 20°C, where the static strength of the adhesive joint decreases about 26.3% but, after this period, no effect was observed in terms of ultimate strength. Finally, at 70°C a sudden loss of static strength was observed after a short immersion time. It is possible to conclude that the temperature presents a significant effect on the static strength of the adhesive joints. In fact the mechanical properties of the cyanoacrylate adhesives depend significantly on the temperature [30,31], as a consequence of the depolymerization that occurs [31], and consequently a cohesive failure is present in terms of typical failure (Figure 6).
Typical failure surfaces for the laminated composite joints immersed in water at 70°C. Pretreatment effectiveness in terms of environmental durability.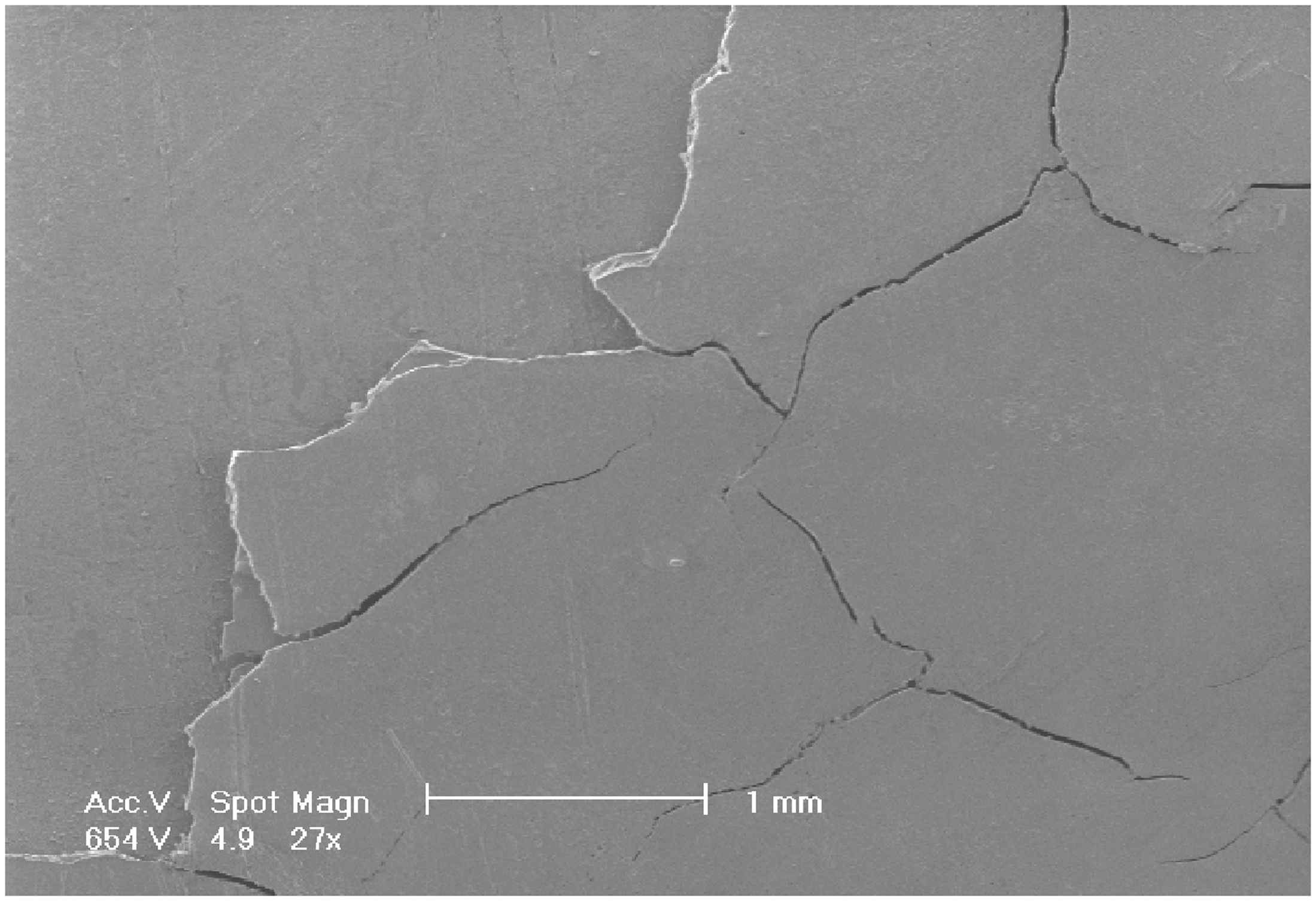
CONCLUSIONS
Shear strength of adhesive lap joints of polypropylene reinforced glass fiber is strongly influenced by surface treatment. The highest ultimate shear strength was obtained with the trichlorethylene plus primer treatment when used with cyanoacrylate adhesive. The results showed that good clean surface is necessary in order to obtain strong chemical links between adhesive/adherent and consequently good strengths. The pretreatment effectiveness was evaluated in terms of environmental durability and an important decrease in static strength of adhesive joints occur when they were immersed in water. Moreover, the water temperature presents a significant effect on static strength.