
Abstract
The robust design of turning parameters is dealing with the optimization of surface roughness and cutting force in turning of reinforced polyetheretherketone (PEEK) with 30% of carbon fibers (PEEK CF30) using TiN-coated cutting tools. The selected turning parameters include the cutting speed, feed rate and depth of cut. Grey–Taguchi method is combining orthogonal array design of experiments with relational analysis, which enables the determination of the optimal combination of turning parameters with the multiple criteria. The basic aim of grey relational analysis is to find the grey relational grade, which can be used for the optimization conversion from a multi-criteria problem to a single objective problem. This study not only proposes a novel optimization technique, but also contributes the satisfactory solution for multiple CNC turning objectives with profound insight.
Keywords
INTRODUCTION
Advanced composite materials have been used to fabricate many structural parts in engineering applications. This is due to their many attractive characteristics such as light weight, high strength, high stiffness, good fatigue resistance and good corrosion resistance. Also, the ability to manufacture parts with complicated geometry using fewer components enables manufacturers to save cost compared with the same parts made of conventional metallic materials.
Machinability of thermoplastic polymers in turning is studied usually in terms of cutting forces, cutting temperature, surface quality and tool wear. The addition of short fibers to thermoplastic composites enhances their mechanical properties such as stiffness strength and hardness, and also increases the service temperature in comparison with non-reinforced thermoplastics [1–5]. It has been reported that the addition of short fibers not only reduces the coefficient of friction and wear but also decreases the thermal expansion coefficient [6]. The carbon and glass fibers are the common reinforcements in thermoplastics because of their low-expansion rate and their high-flexural modulus. The carbon fiber reinforcement provides maximum rigidity and load bearing capacity [7,8], whereas the glass fiber reinforcement provides high temperature service [9].
Surface roughness plays an important role in many areas and is a factor of great importance in the evaluation of machining accuracy [10]. Although many factors affect the surface condition of a machined part, machining parameters, such as cutting speed, feed rate, depth of cut, and work piece properties have a significant influence on the surface roughness for a given machine tool and work piece setup. Cutting forces are oscillating and periodic in nature when machining fiber-reinforced plastics (FRPs). The oscillation originates from repeated running of cutting tool into fibers and matrix phases, which produces strong variations of cutting forces magnitudes.
Most of the studies on machining show that minimizing the surface roughness is very difficult and is to be controlled. However, for the practical machining of FRP materials, it is necessary to determine the optimal machining parameters to achieve less cutting force, good surface finish, etc. Optimization of process parameters is the important criterion in the machining process to achieve high quality. To optimize the data based on the experimental results, the traditional statistical regression requires large amount of data, which causes the difficulty in treating the typical normal distribution of data and the lack of variant factors. Optimization of multiple response characteristics is more complicated than the single performance characteristics. For optimization, Taguchi method with grey relational analysis has been used. Taguchi’s parameter design is widely used in conducting and analyzing experiments [11]. It offers a simple and systematic approach to optimizing design for performance, quality and cost [12]. Taguchi’s approach extensively uses statistical design of experiments (DOE) [13]. By applying this technique, one can significantly reduce the number of experiments and time required for experimentation [14].
The Grey theory can provide a solution of a system in which the model is unsure or the information is incomplete [15]. It also provides an efficient solution to the uncertainty, multiple inputs and discrete data problem like machining [16]. The grey relational analysis is successfully applied already for machining process. Tosun [17] used grey relational analysis in optimizing the drilling parameters. Huang and Lin [18] applied the grey relational analysis to design the die-sinking electric discharge machining parameters. Fung [19] studied the grey relational analysis to obtain the optimal parameters. Yang et al. [20] conducted end milling operation of high purity graphite. They have optimized the end milling parameters such as cutting speed, feed rate and depth of cut for groove width and surface roughness. Chiang and Chang [21] used the grey relational analysis to optimize of the wire electric discharge machining process of particle-reinforced material with multiple performance characteristics. Recently, Chorng-Jyh et al. [22] used Taguchi method with grey relational analysis for the optimization of turning operations with multiple performance characteristics. From the above studies, it has been found that the grey relational analysis is one of the important optimization techniques and can be successfully applied for machining process such as turning.
In this study, Taguchi’s L27 orthogonal array, S/N ratio and grey relational analysis are applied to examine how the turning parameters influence the quality targets of surface roughness and cutting force during dry turning of reinforced polyetheretherketone (PEEK) with 30% of carbon fibers (PEEK CF30) using TiN-coated cutting tools. The control factors considered are cutting speed, feed rate and depth of cut.
Experimental Work
Mechanical and thermal properties of PEEK CF30 composite.
Dry turning experiments were carried out on a GORATU G CRONO 4S CNC (Figure 1) using TiN-coated cutting tools. A SDJCL 2020 K11 tool holder was used. The surface roughness was evaluated (according to ISO 4287-1:1997) with a Hommeltester T500 profilometer (Figure 2). For each palpation, five measurements were made over turned surfaces. Considering the high number of palpations to be carried out, a programmable technique was used by previously selecting a roughness profile, the cut-off (0.8 mm) and the roughness evaluator parameters, according to ISO 4287-2:1997. Three component turning forces (radial force – Fp, cutting force – Fc, and feed force – Fa) were recorded with a Kistler piezoelectric dynamometer model 9121 (Figure 3) connected to a load amplifier and data acquisition board.
CNC machining turn GORATU G CRONO 4S. Hommeltester T500 profilometer. Dynamometer.
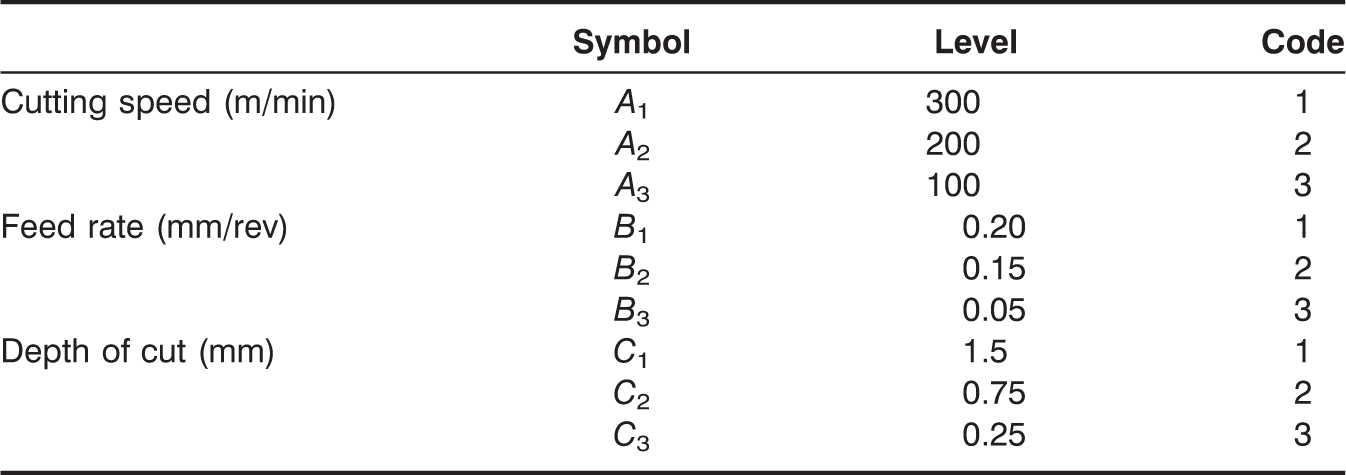
Machining parameters and their levels.
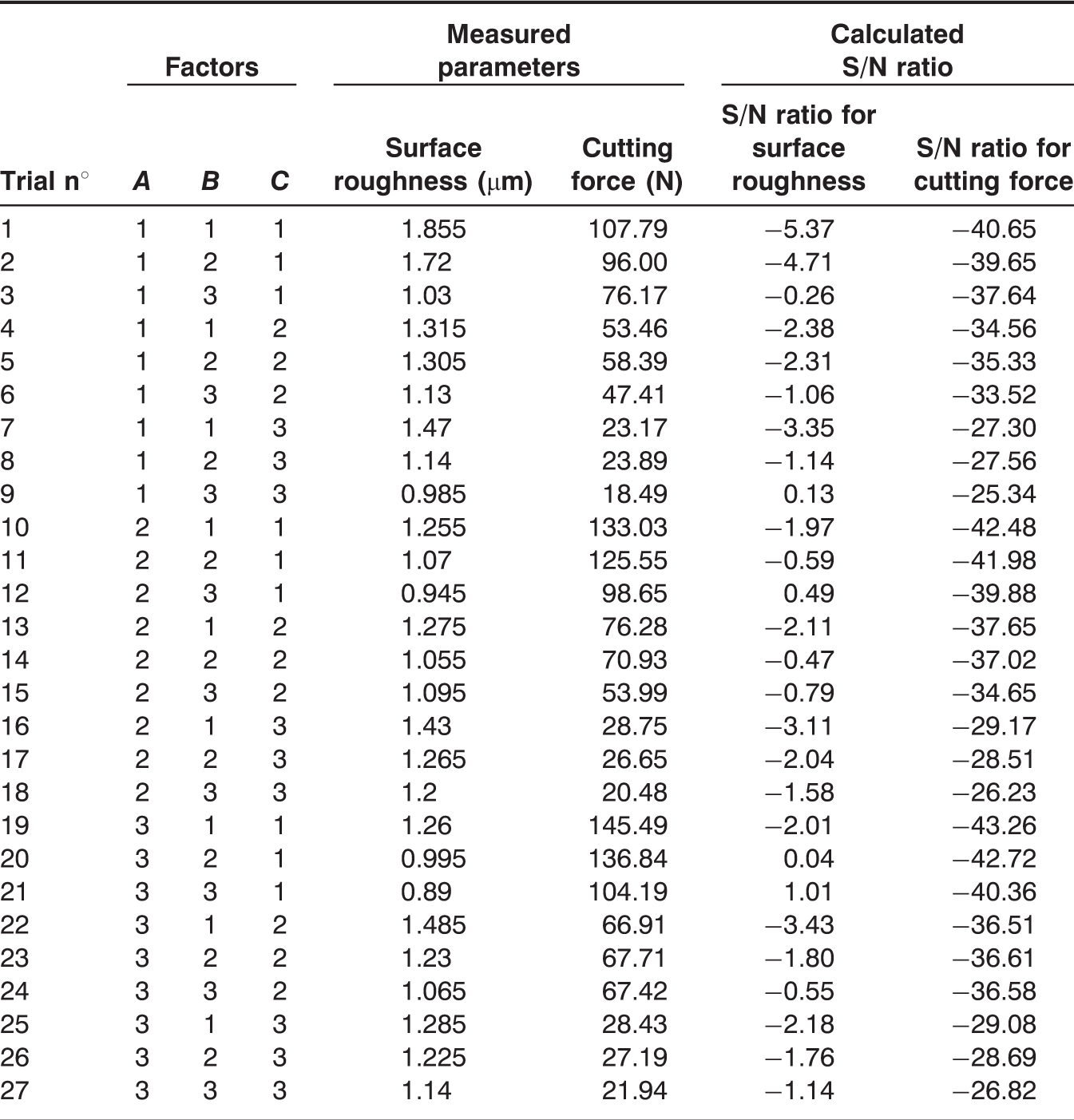
Experimental results for surface roughness, cutting force and their corresponding S/N ratio.
Optimization Steps Using Grey Relational Analysis
The grey relational theory provides an efficient management upon the uncertainty, multi-input and discrete data. Grey relational analysis is actually a measurement of the absolute value of the data difference between sequences, and it could be used to measure the approximate correlation between sequences. For optimization of process parameters, the following steps are followed.
CALCULATION OF S/N RATIO FOR THE RESPONSES
The signal-to-noise (S/N) ratio) is an effective representation to find significant parameters by evaluating minimum variance. A higher S/N means the better performance. Usually, there are three categories of quality characteristic in the analysis of the S/N ratio, i.e. the-lower-the-better, the-higher-the-better, and the-nominal-the-better. The S/N ratio characteristics given by:
Nominal is the best characteristic:
NORMALIZATION OF THE EXPERIMENTAL RESULTS (DATA PREPROCESSING)


The result of normalization of the response variables the deviation sequence.
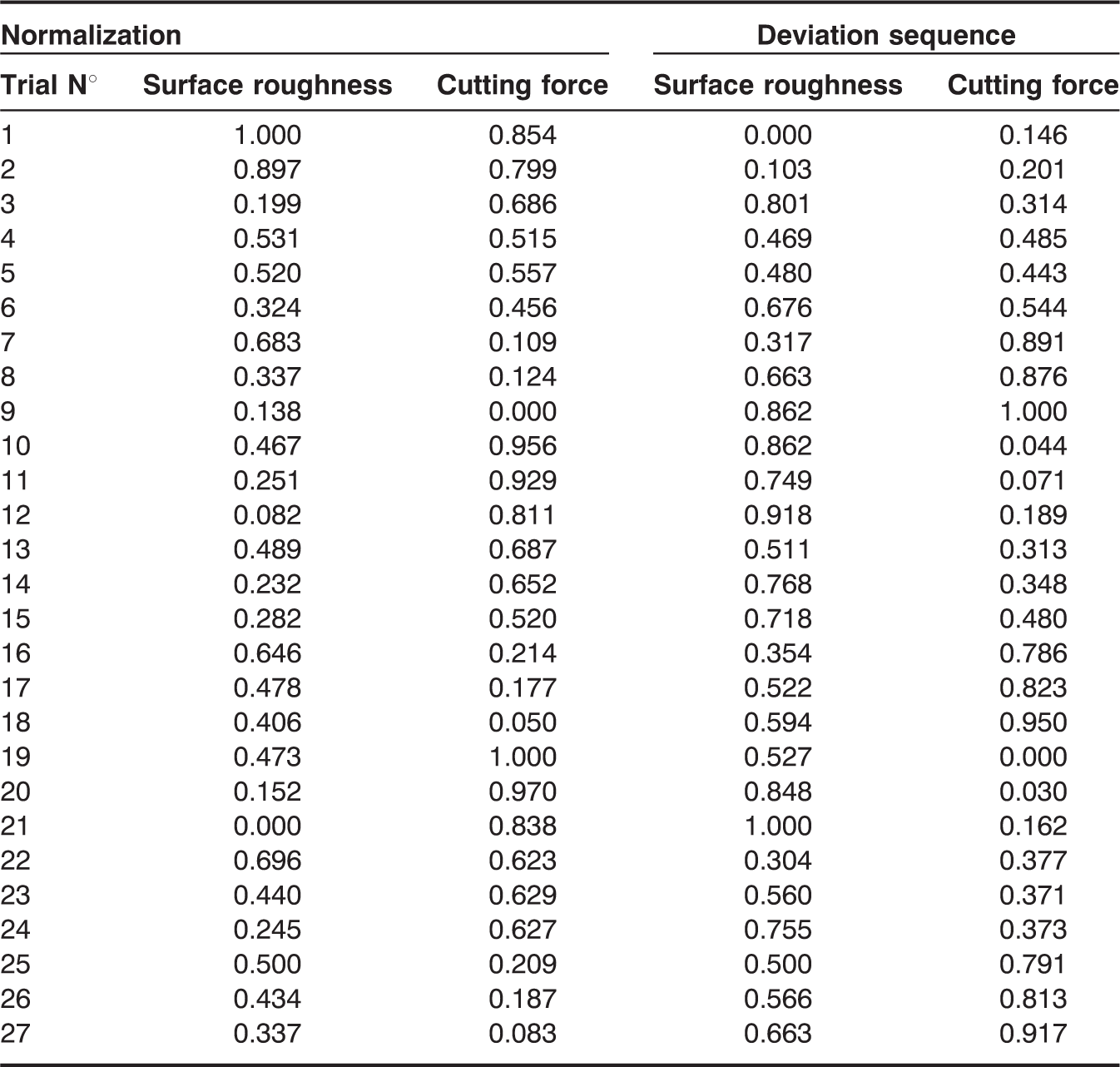
CALCULATATION OF THE DEVIATION SEQUENCE
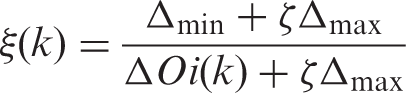
In grey relational analysis, the measure of the relevancy between two systems or the sequences is defined as the grey relational grade (GRG). The x0(k) is the ideal sequence for surface roughness and cutting force. The definition of the GRG in the grey relational analysis is to show the relational degree between the sequences of x0(k) and xi(k), (i = 1, 2, … , m; k = 1, 2, … , n), where m is the total number of experiment to be considered, and n the total number of observation data. The grey relational coefficient ξ(k) can be calculated as follows:



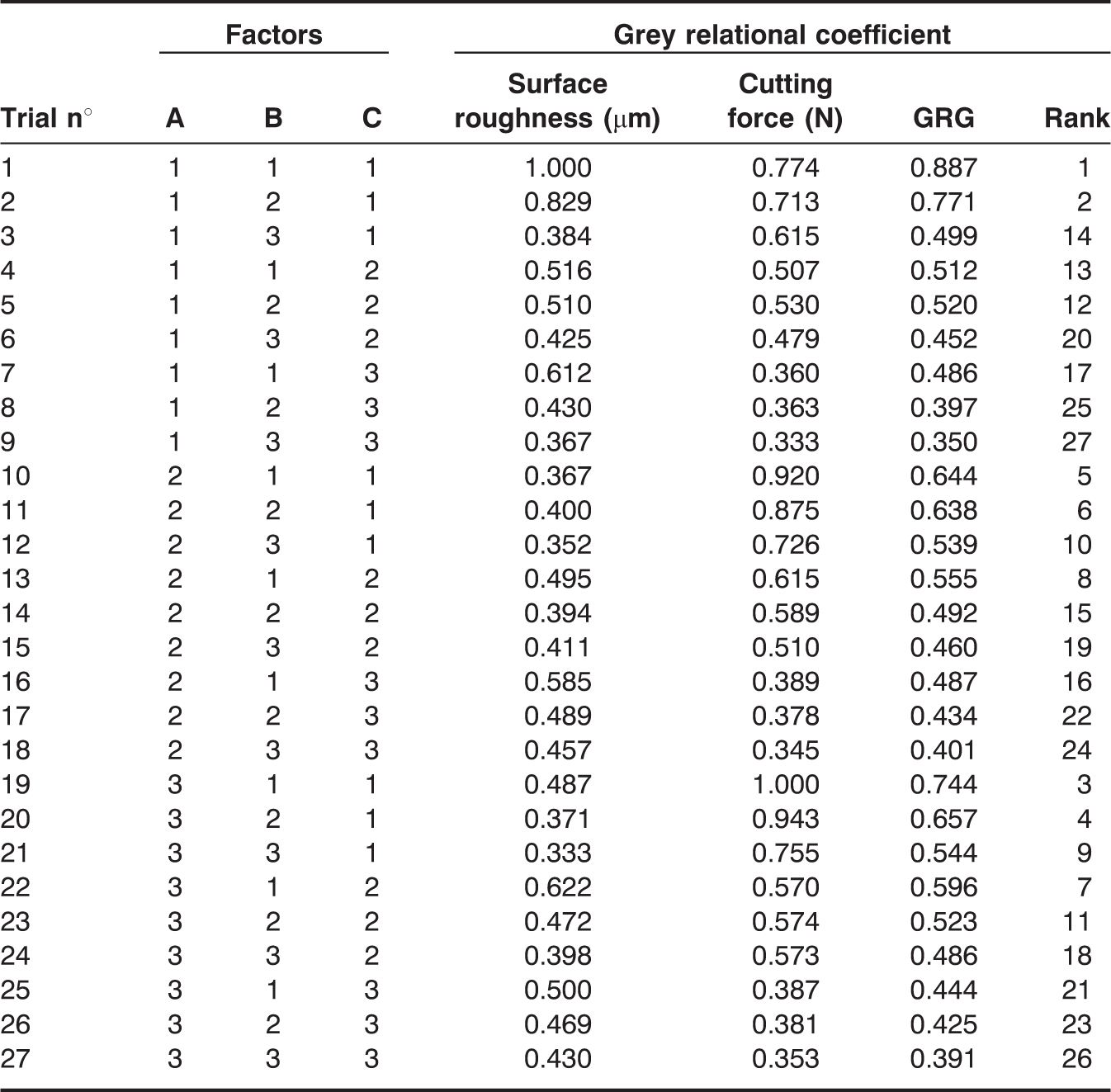
The calculated grey relational coefficient and GRG.
CALCULATION OF THE GREY RELATIONAL COEFFICIENT
After the grey relational coefficient is derived, it is usual to take the average value of the grey relational coefficient as the GRG. The GRG is defined as follows:
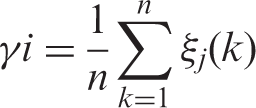
The calculated grey relational coefficient and GRG are presented in Table 5. The GRG graph with respect to experiment number is presented in Figure 4.
GRG graph in function of experimental number.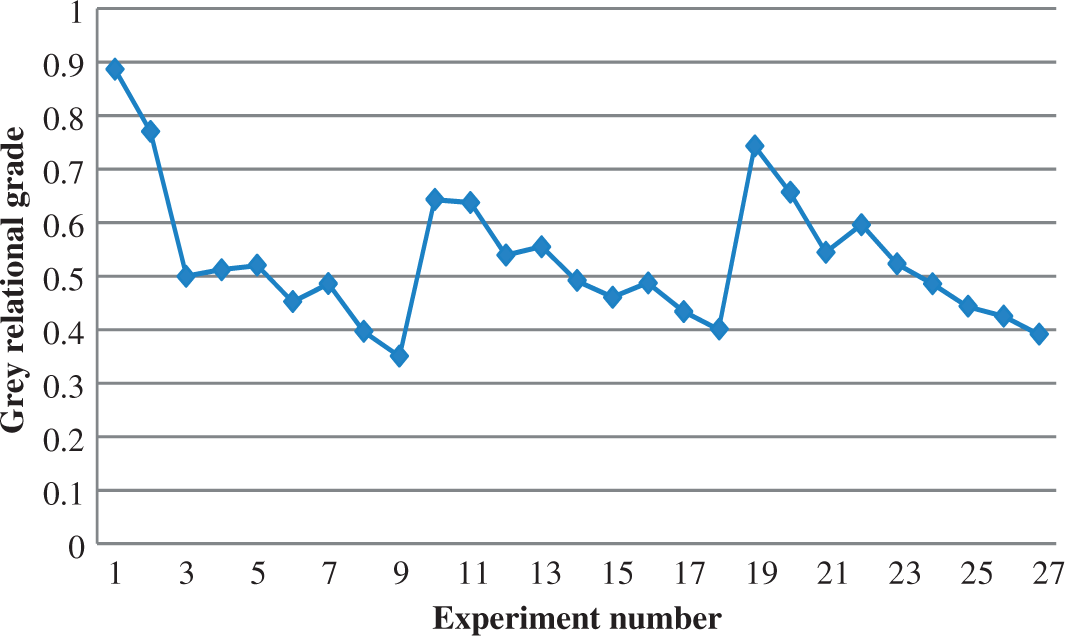
ANALYSIS OF THE EXPERIMENTAL RESULTS USING GRG
The grey relational coefficient and GRG are calculated and presented in the previous section. From Table 5, It is found that experiment no. 1 (GRG = 0.887) machining parameter setting has the highest GRG. Therefore experiment no. 1 machining parameter setting is optimal parameter setting for attaining multiple performances simultaneously among 27 experiments. However, the relative importance among the achieving parameters for the multiple performance characteristics still needs to be analyzed so that the optimal combinations of the machining parameter levels can be determined more clearly.
SELECTION OF THE OPTIMAL LEVELS OF PROCESS PARAMETERS
Mean table for GRG.
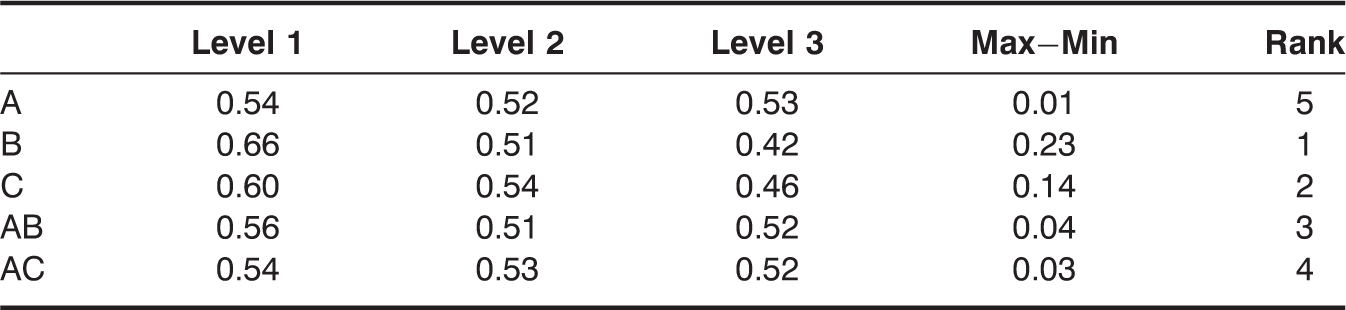
The optimal level of the machining parameters is the level with the greatest GRG value. Based on the results obtained from Figure 5, the optimal parameters achieved are cutting speed at level 1, feed rate at level 1, and depth of cut at level 1 for achieving better surface roughness and cutting force. The optimal solution A1B1C1 found in this study is only the near optimal solution.
GRG graph by factor level.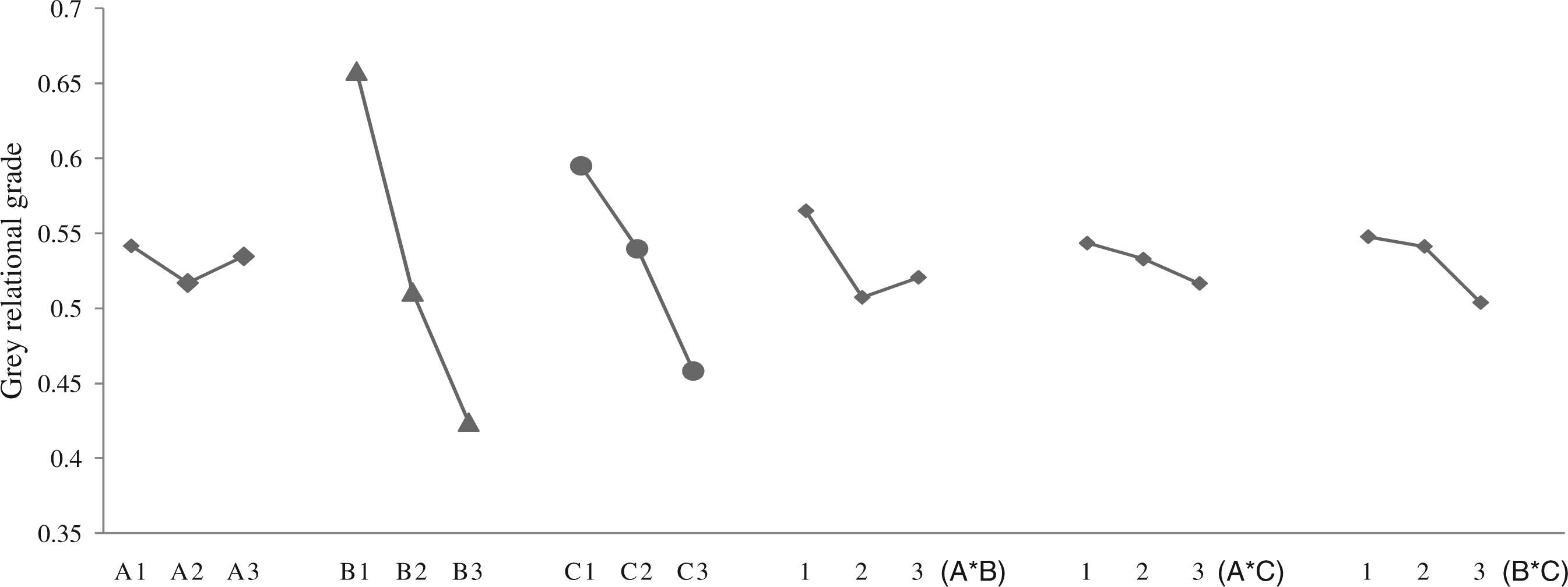
CONCLUSION
Experiments were conducted in a CNC turning with tool material TiN-coated and reinforced PEEK with 30% of carbon fibers as work material. According to the integration of grey relational analysis and S/N ratio, the following can be concluded from this study.
The grey relational analysis technique converts the multiple performance characteristics into single performance characteristics, and it simplifies the optimization procedure. From the response table of the average GRG, it is found that the largest value of the GRG for the cutting speed of 300 m/min, feed rate of 1.5 mm/rev and depth of cut of 0.2 mm. It is the recommended levels of the controllable parameters of the turning operations as the minimization of the surface roughness and cutting force are simultaneously considered. The order of the importance for the controllable factors based on the GRG is feed rate followed by depth of cut. The interaction between the parameters also has effect on the GRG. This technique is more convenient for optimizing the turning parameters in machining of PEEK CF30 within the levels studied. This approach can be applied extensively to other cases in which performance is determined by many parameters at multiple quality requests.