
Abstract
In this study, the in situ consolidation of polypropylene matrix/glass reinforced rovings was performed combining two heating systems, an infrared oven and a hot air gun, and a roll pressing the commingled roving during hoop winding on a cylindrical mandrel. Process parameters were set up on the basis of a preliminary simulation of the heat transfer along the roving and then comparison of the results with experimental temperature profiles obtained by a noncontact thermometer. Composite samples were cut along the cylinder axis for mechanical characterization. Physical properties, such as density and void content, obtained using different processing conditions, were compared. Electron microscopy was performed in order to assess how processing conditions affect fiber–matrix impregnation.
INTRODUCTION
Thermoplastic composite materials are replacing many traditional engineering materials and are required for parts characterized by high production rates. Thermoplastic matrix composites are attracting the interest of the industry, thanks to their properties and processability, besides their potential recyclability and hence environmental compatibility [1,2]. Due to the lack of curing time, they can offer faster processing cycles and a high potential for automation [3,4]. Several fast processing routes, not involving a chemical reaction as in the case thermosetting matrix composites, were developed either at the industrial scale or at pilot scale. Advanced aromatic polymers as well as commodity polymers were used as composite matrices, all being characterized by similar processing routes [5,6]. Among other processes, filament winding of thermoplastic matrix commingled rovings can be really competitive only if in situ consolidation is achieved [7–10].
The dominant mechanisms involved in the process are [11,12]: heat transfer occurring throughout the process; intimate contact, i.e., the interfacial contact area between the roving and the substrate layer; healing, i.e., the interdiffusion of polymer molecules across the interface between tows; and void growth resulting from entrapped air and polymer degradation at high temperatures during the process.
Heat transfer models describing filament winding of thermoplastic matrix composites were formerly proposed by Cirino [13], by Brage and Lamrell [14] and by Güceri and his co-workers [15,16]. Cirino studied the heating of the cylinder surface by a uniform heat flux. Güceri et al., simulated the heating of the surface by laser, and analyzed the heat transfer process due to spot heating on the surface. Tierney and Gillespie [17] presented a model for predicting through-thickness heat transfer and bond strength development based on intimate contact and healing at the ply interface for the composite tow placement process. The numerical results showed that bond strength development is significantly affected by the process set points such as head velocity, heat input, and roller pressures. The same author [12,18] investigated the the influence of processing on the fusion bonding of graphite (AS4) poly(etheretherketone) (PEEK) thermoplastic composites using a polyetherimide (PEI) film at the interface. A model based on the healing theory of amorphous polymers has been proposed to predict the strength and toughness as a function of nonisothermal process history.
The crystallization kinetics and melting model were used to predict morphology evolution under highly nonisothermal conditions characteristic of in situ lamination methods such as automated tow placement, pultrusion, welding, and induction bonding [19–23] for high-performance matrix composites. The relationship between processing conditions and mechanical and physical properties is not yet reported with special regards to commodity polymer matrix composites.
In this study, in situ consolidation of a commingled polypropylene (PP) matrix/glass-reinforced roving was achieved during filament winding, obtaining a composite pipe in a single operation involving matrix melting, fiber impregnation, and cooling. The roving was deposited on a cylindrical mandrel, melting the matrix, thanks to an infrared oven and a hot air gun. A simple simulation of the heat transfer along the roving was also performed. Process conditions were changed in order to improve the mechanical, physical, and morphological properties of the composite cylinders. For comparison purposes, a pipe was also obtained by dry winding of the commingled roving followed by vacuum bagging and consolidation in oven. In this case, the process is much slower and less cost effective compared with in situ consolidation but, as previously reported, leads to low void content and optimized mechanical properties [24–27]. Nevertheless, similar physical properties were obtained with both consolidation processes.
MATERIALS AND EQUIPEMENT
The material used in this study is Twintex TR PP 60 B 1870, a dry pseudo-prepreg made by commingling continuous glass roving and PP filament (content of glass fibers by weight: 60%). Cylinder prototypes were obtained by filament winding using a custom-made system for in situ consolidation of the commingled roving. For comparison purpose, some prototypes were also built by dry filament winding followed by vacuum bagging and consolidation in oven at 190°C using a heating rate of 2.7°C/min and a cooling rate of 2°C/min.
In situ filament winding is obtained using a set up (Figure 1) including a fiber reel (1), equipped with a tension controller (2), a pre-heating unit (3), a feed-eye (4), a concentrated heat source, i.e., a hot air gun (5), a mandrel (6), and a pneumatic consolidation roll (7).
Compaction pressure and heating are the more relevant parameters for the production of good quality party using the on-line consolidation technique. The consolidation force applied by the consolidation roll is 54 N while the winding velocity is kept constant and equal to 4.2 cm/s.
The pre-heater is an oven, made of a glass pipe wrapped with an electrical resistance of 101 Ω. The system is thermally insulated with alumina felt, and has a thermal conductivity of 0.22 W/mK, and an emissivity equal to 0.25 at 1700°C. A temperature controller by Osram Sylvania Inc. was used.
Sketch of the filament winding equipment developed for in situ consolidation of the commingled roving.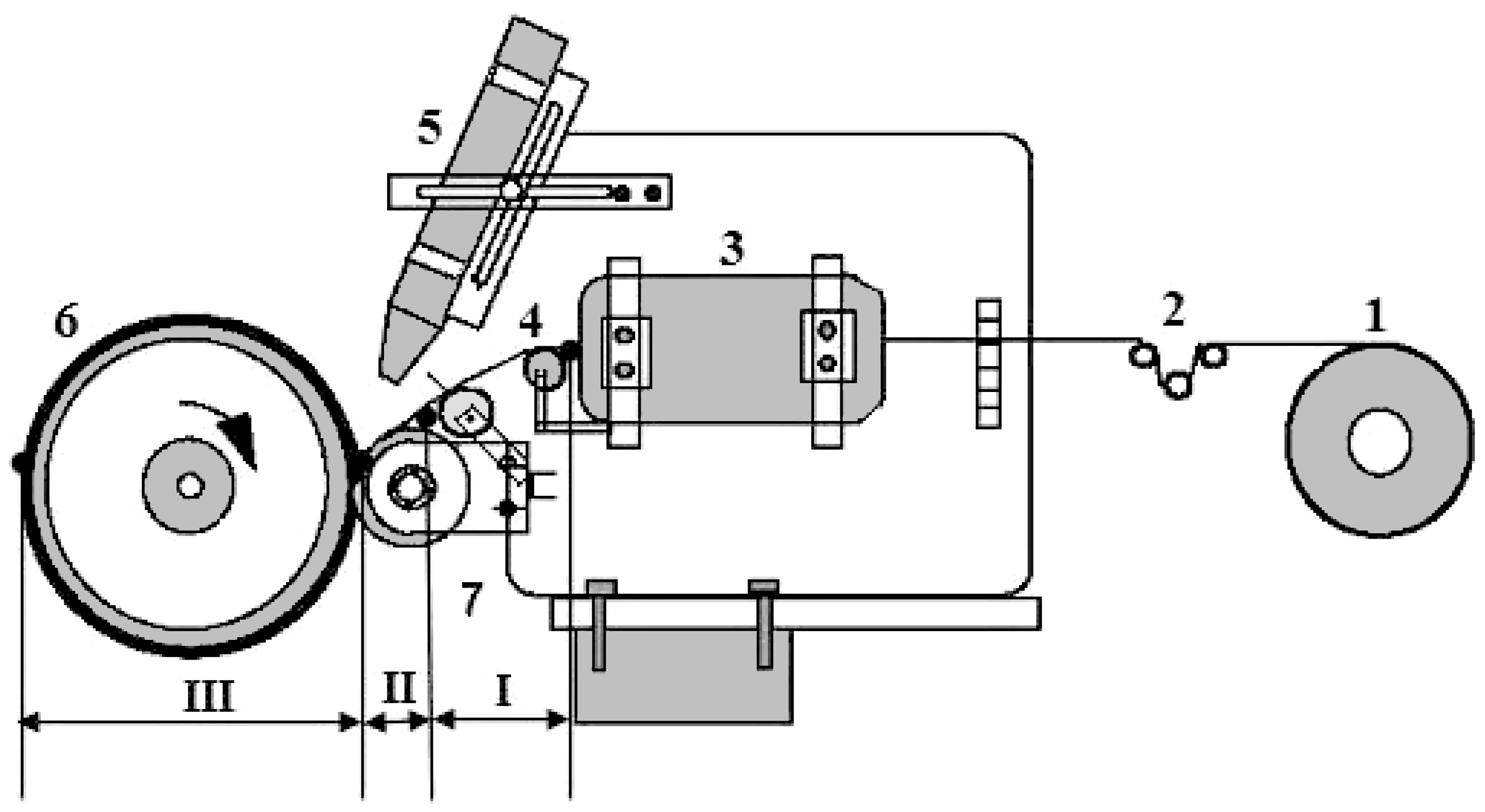
The GHG 660 LCD Professional Bosch was used as the concentrated heat source. It has a maximum operational temperature of 660°C and a maximum air flow of 500 L/min.
The roving is driven through a tensioner and a pre-heating unit before consolidation is directly obtained on the rotating mandrel applying pressure with a roll activated by a pneumatic piston, while a hot air gun further heats up the PP matrix delaying liquid-to-solid transition. Using this set up, only hoop winding were obtained, i.e., the fibers are deposited at almost 90° with respect to the mandrel axis direction. Compaction pressure and heating conditions are the most significant aspects required for the fabrication of high quality parts using an on-line consolidation technique.
Flexural analysis was performed on unidirectional specimen cut parallel to the composite cylinder specimen, i.e., at 90° to the fiber direction. Flexural tests were performed in a Lloyd LR5K instrument with a support span of 60 mm.
The crystallinity of the PP matrix obtained in different processing conditions was studied by differential scanning calorimetry (DSC) and X-ray analysis. Small-size samples (4 mg) were heated from room temperature up to 250°C at 10°C/min in a Mettler DSC 622 calorimeter. X-ray analysis was performed in a Philips PW 1729 instrument, ranging the 2θ angle from 2° to 40° on the samples reduced to powder. Being the glassy reinforcement amorphous, the peaks of X-ray patterns were attributed to the crystalline phase of iPP. The background signal was considered as the sum of the contributions of iPP amorphous phase and glass fiber reinforcement.
Scanning electron microscopy (SEM) analysis was performed using a ZEISS EVO 40 on samples consolidated at two different temperatures in order to measure the fiber–matrix distribution at the fracture surface of the specimen used in mechanical characterization.
RESULTS AND DISCUSSION
Process Modeling
Three different values of temperature of the pre-heating unit were chosen in order to determine the processing window for the in situ consolidation process. In all cases, the electrical resistance of the heat gun is set to 530°C. The heat exchange phenomena occurring from roving pre-heating unit to the mandrel (section I in Figure 1) can be studied using a simplified energy balance that neglects any temperature gradient across the roving thickness [28,29]:
In this equation, the time t is directly related to the position of a roving section, from the creel to the mandrel, once the winding velocity ω is set. The tangential velocity of the mandrel is v = ωr and the position of each section x = vt. In Equation (1), Cp = 1.4 kJ/kgK is the specific heat, ρ = 1500 Kg/m3 the density, V the volume, As the surface of the roving sketched as a flat strip, T∞ the room temperature and U a global coefficient of heat transfer coefficient. Geometric and thermal parameters are reported in Table 1. U was introduced in order to take into account for both radiative and convective heat transfer at the surface of the roving. Then, U is given by:
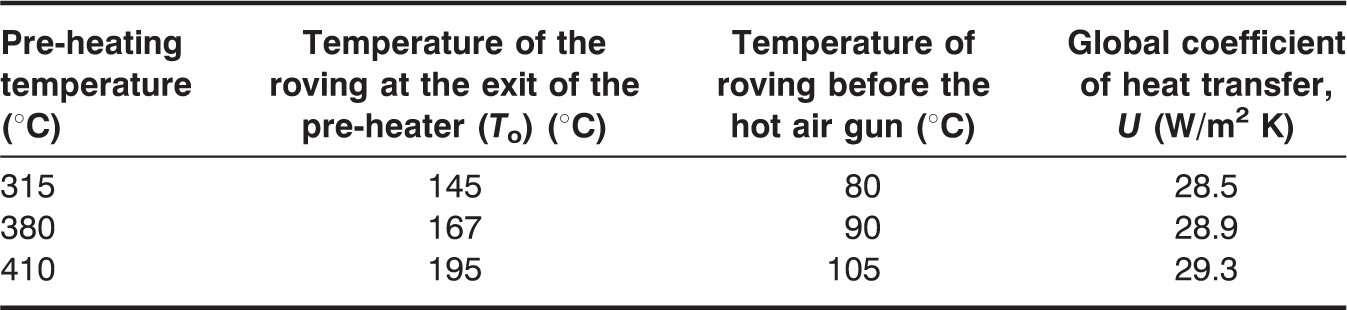
Geometric and thermal parameters used in the energy balance.

Where s is the roving thickness equal to 1 mm and tref a reference time characterizing the process equal to 20 s, assumed equal to the shortest time from the pre-heater oven to the consolidation roll, used in this study. Equation (1) can be easily integrated, assuming that at t = 0 the temperature of the roving is To at the exit of the preheating oven:
Parameters used in the energy balance.
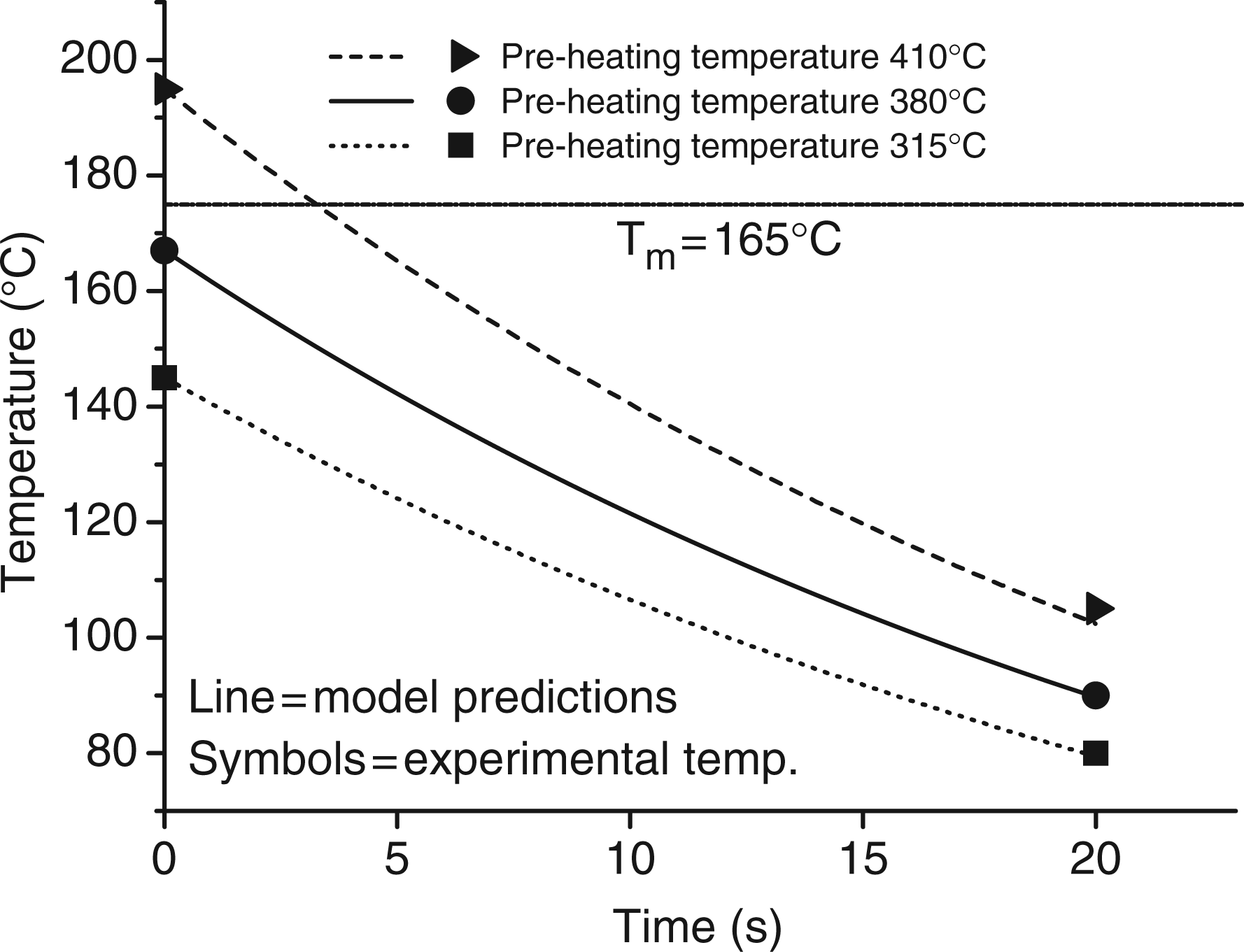
Temperature profile along the roving as a function of time for different pre-heating temperatures (section I in Figure 1).
Also, as shown in Table 2, complete melting of PP occurred only when the oven temperature was set to 410°C. The slope of the curves shown in Figure 2 indicates that very high cooling rates, between 3°C and 5°C/s, are experienced from the matrix moving from the pre-heater exit up to the consolidation roll. Also, taking into account for the heating contribution of the hot air gun, and considering that, DSC results indicate that at much lower cooling rates (30°C/min) PP crystallization starts at about 125°C, and the matrix is expected to be at the molten state during consolidation, at least when the highest (410°C) pre-heating temperature is used.
The heat transfer phenomena occurring in the roving during hot air gun heating (section II in Figure 1) can be analyzed neglecting any temperature gradient across the roving thickness, using the following equation:
where s is the roving thickness, T hot-air the temperature of hot air gun, T the temperature on the surface of the rowing and T 0 the initial temperature.
The solution of the heat balance is:
Experimental temperatures were used to calculate the convective heat transfer coefficient, used as adjustable parameter in Equation (5) (Table 3).
Parameters used in the energy balance.

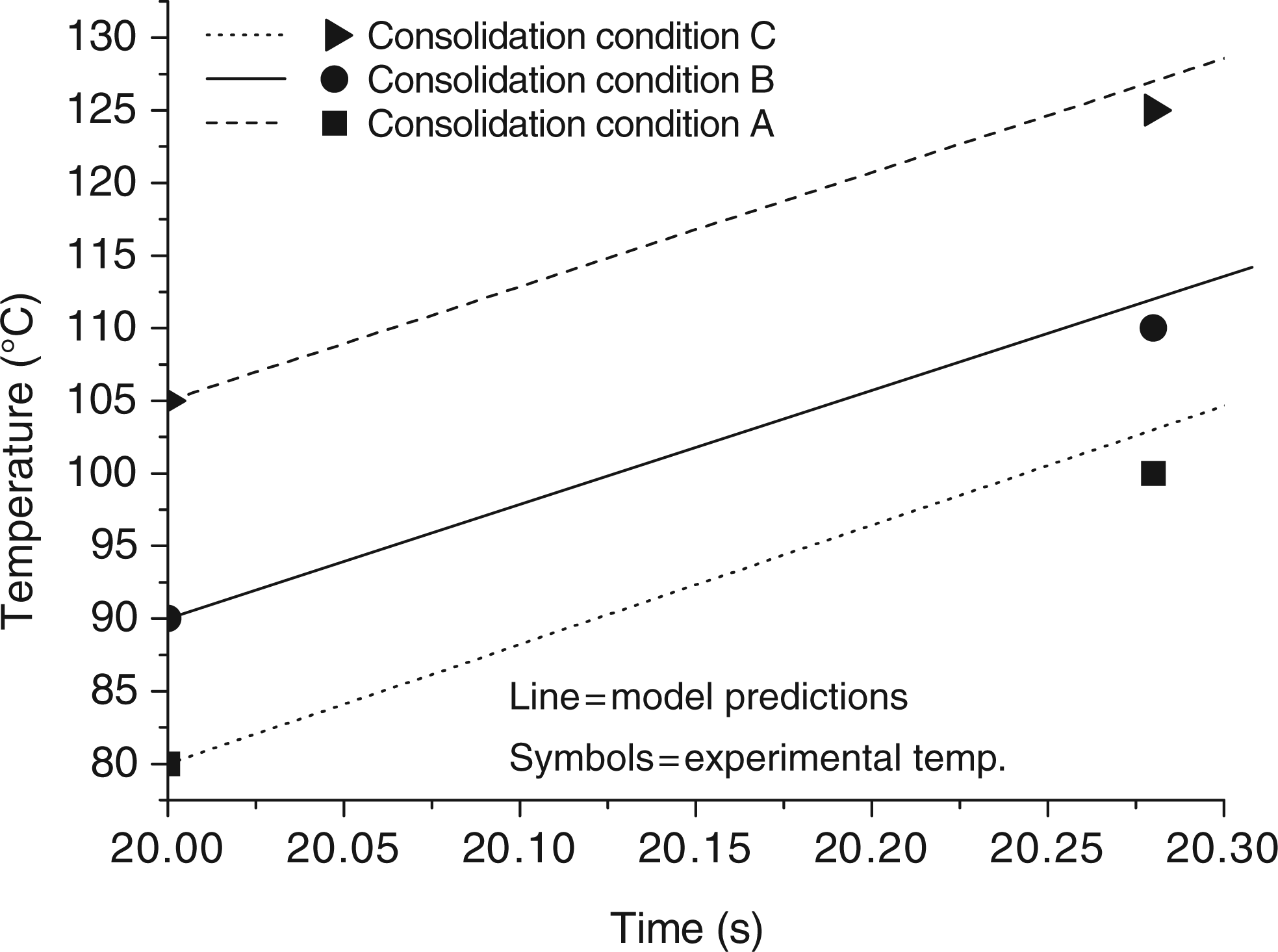
Temperature profile along the roving during exposure to hot air gun as a function of time for different pre-heating temperatures (section II in Figure 1).
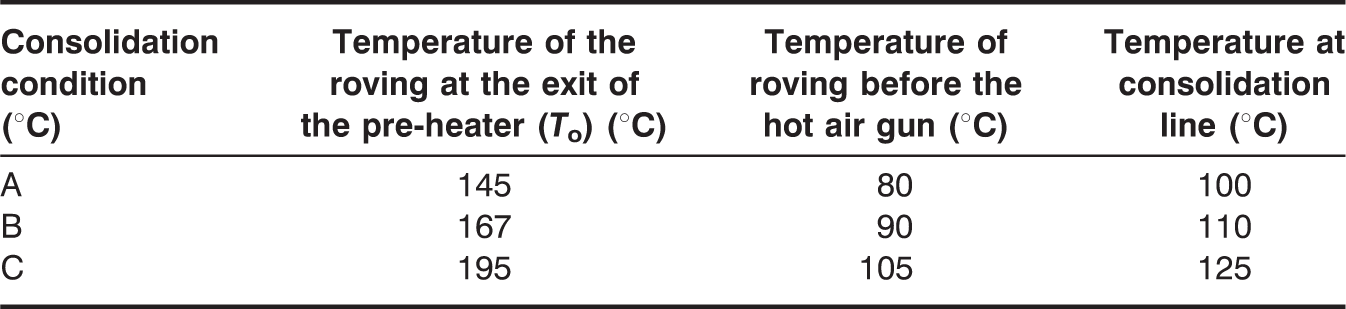
The final properties of the composite strongly depend on the combination of temperature, pressure, and contact time at the consolidation line. The latter are kept constants while temperature depends on the thermal history experienced by the roving. The temperatures measured in the three different studied consolidation conditions, shown as points in Figures 2 and 3, are summarized in Table 4. In all three cases, a force of 54 N and a contact time of 0.024 s were adopted.
Finally, the heat exchange phenomena occurring on the roving cooled in contact with the mandrel (section III in Figure 1) can be studied using a simple energy balance:
Consolidation conditions used in this study.
BC 1 Convective at air side
BC 2 Fixed temperature at mandrel side
The experimental temperatures measured on the roving after the first mandrel rotation and the values predicted by the model are shown in Figure 4.
Temperature profile along the roving cooled on the mandrel at the first turn as a function of time for different pre-heating temperatures (section III in Figure 1).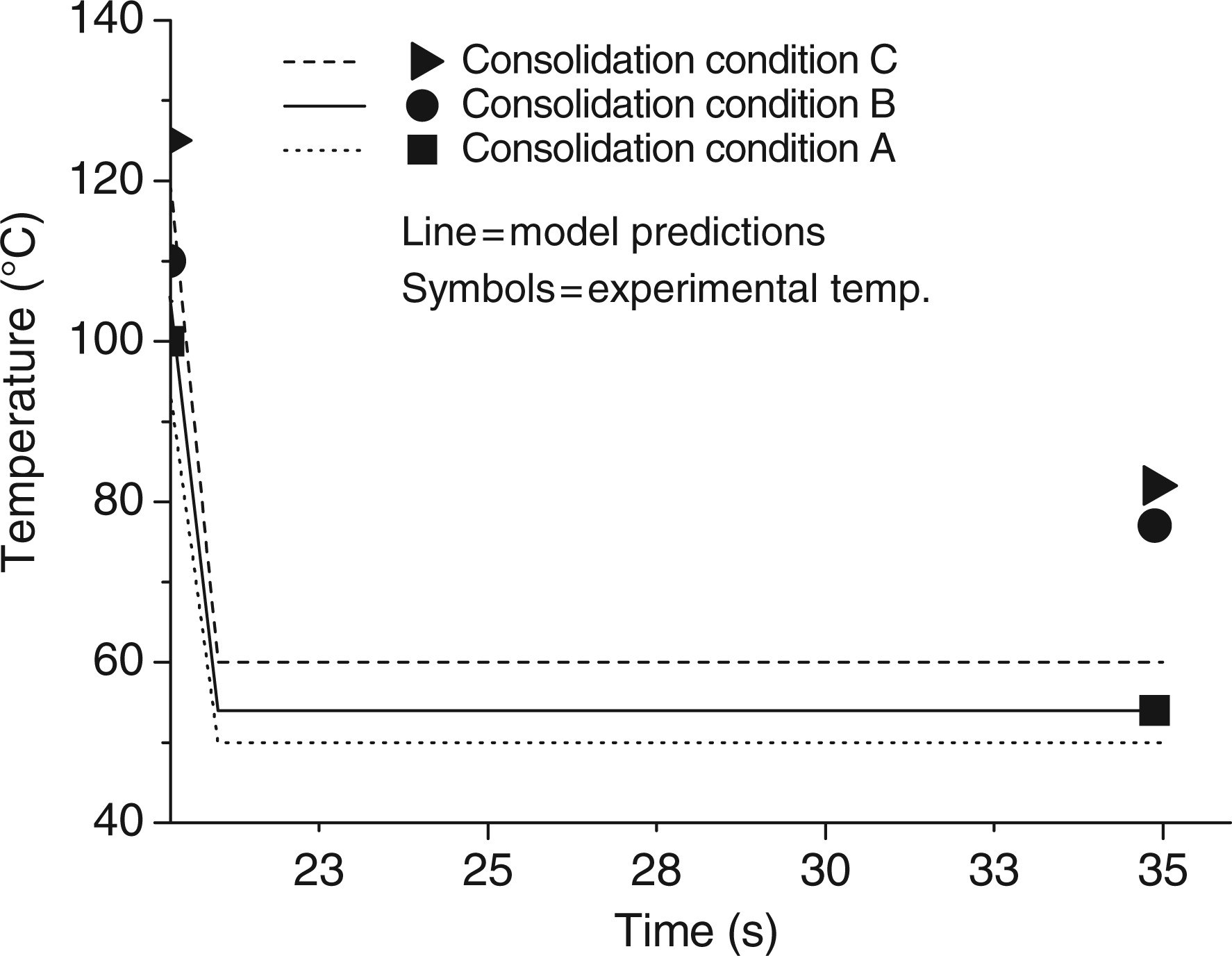
Temperature predictions are not very accurate at the highest pre-heating temperatures. This can be attributed to the use of an oversimplified heat balance not capable of taking into account a very fast cooling involving matrix crystallization and composite consolidation with a consequent change of its thermal properties.
The influence of winding speed on temperature of the roving in section I is shown in Figure 5. The temperature was calculated according to Equation (3) for three different winding velocities 10, 1, and 4.2 cm/s, the velocities used in the experiments presented in this study. The velocity has a great impact on the minimum temperature reached by roving before consolidation. At low speeds, matrix crystallization is likely to occur before the consolidation line on the mandrel. At higher speeds, the matrix could be degraded under the exposure of the heat flow provided by the hot air gun at the consolidation line. Higher winding speeds can improve productivity, even if a larger pre-heating unit would be needed.
Heat transfer model results showing the influence of winding speed on temperature of the roving in section I Figure 1.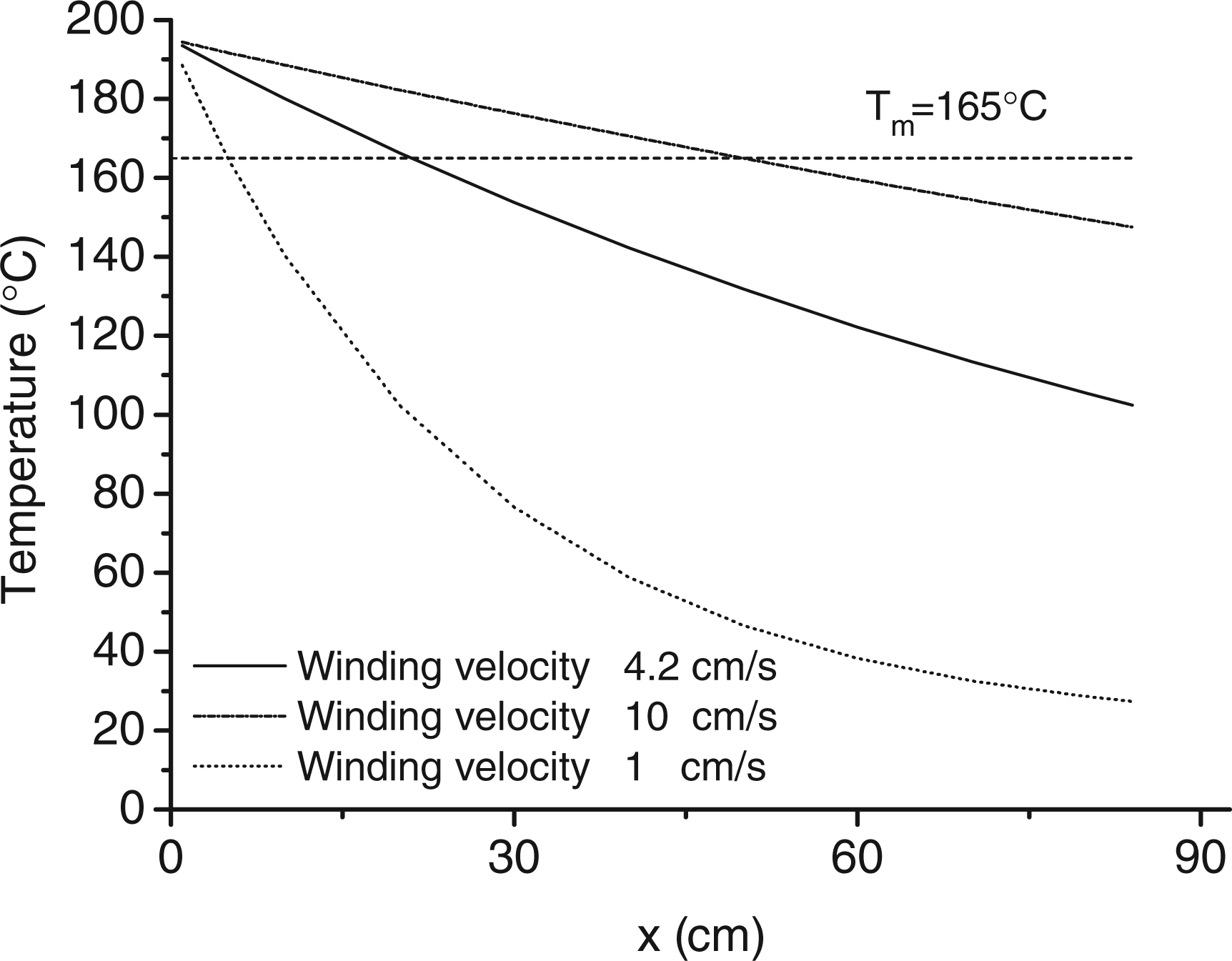
PROTOTYPES CHARACTERIZATION
The picture of a prototype of diameter 20 cm and thickness 3 mm built by hoop winding and by in situ consolidation, setting consolidation condition C, is shown in Figure 6.
Picture of a cylinder prototype.
Composite cylinders were obtained by winding eight hoop layers i.e., with fibers at 90° with respect to the mandrel axis. A good surface quality was observed not only on the mandrel side but also at the external side, resulting from contact with the surface of the consolidation roll.
The average stress–strain curves obtained by three-point bending on five unidirectional samples with fibers orthogonal to the span direction (all properties at 90°) are reported in Figure 7. The curves show a different behavior depending on the pre-heating temperature. The flexural strength and the modulus of elasticity at 90° with respect to fiber direction are strongly affected by fiber–matrix adhesion and hence by the reinforcement wetting. Both properties strongly increase with the pre-heating temperature: using consolidation condition C, the yielding strength is σ
y2C = 28.7 ± 1.2 MPa and the flexural modulus E2C = 3.5 ± 0.37 GPa, while using consolidation condition A σy2A = 10.6 ± 1 Pa and E
2A = 1.60 ± 0.056 MPa. The transverse modulus can be compared with the baseline value, E2HT = 4.2 GPa, obtained using Halpin–Tsai equations [30], assuming for PP and glass fibers Young moduli of 1.5 and 72 GPa, respectively. Consolidation condition C leads to mechanical properties quite close to the baseline value obtained E2HT. On the other hand, the poor consolidation achieved using processing condition A is responsible for a transverse flexural modulus, E2A, close to that of the matrix, indicating that poor adhesion between layers is obtained.
Stress vs strain curves obtained under three-point bending in the direction parallel to the cylinder axis and at 90° to the fiber direction.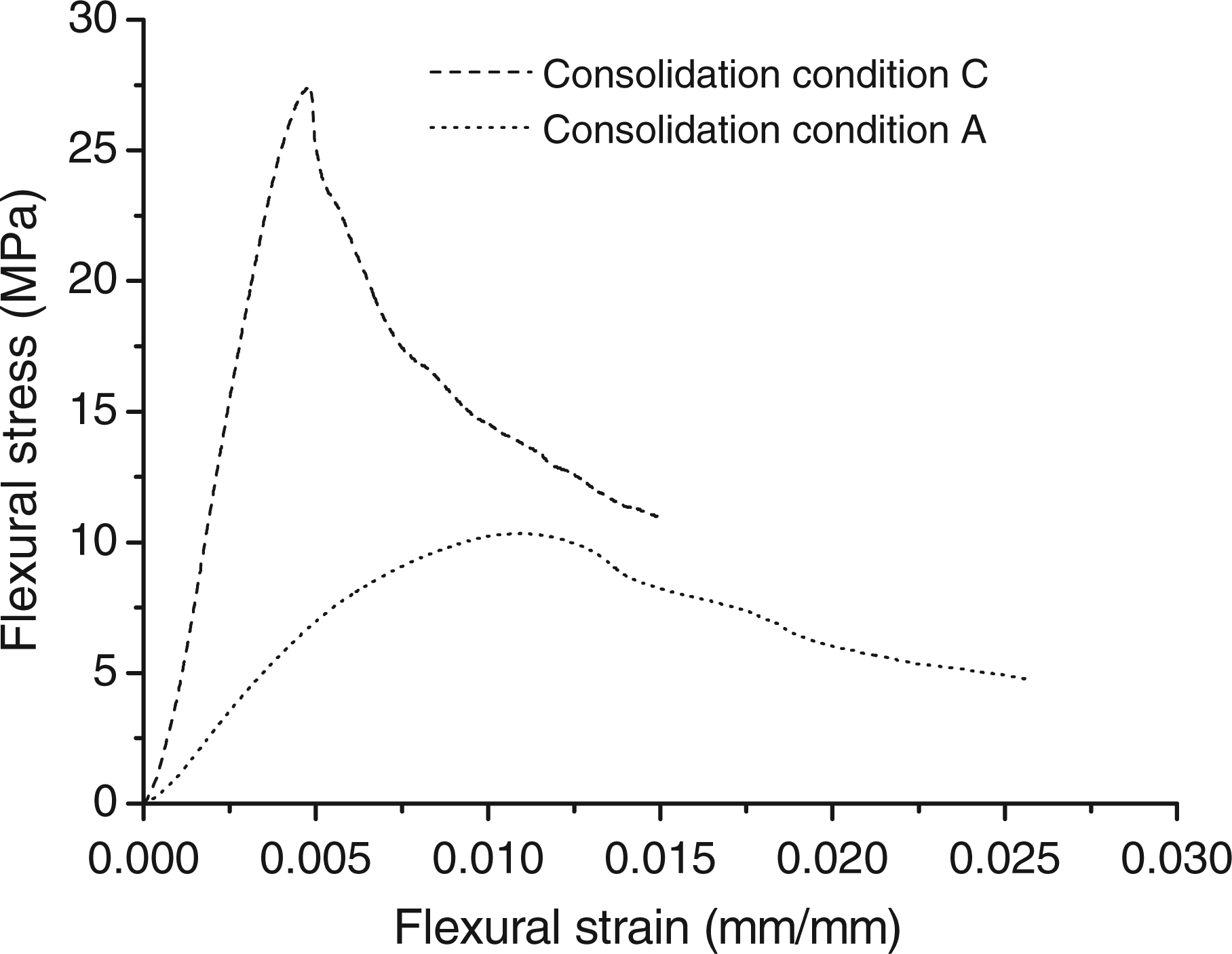
These results indicate that, when consolidation condition A is used, full PP melting does not occur, and glass fiber impregnation is not satisfactory.
The experimental data load–displacement curves obtained by Charpy impact test with fibers orthogonal to the span direction are shown in Figure 8. A lower initial slope and a lower peak force are observed when the pre-heating temperature is lower, according to the flexural properties.
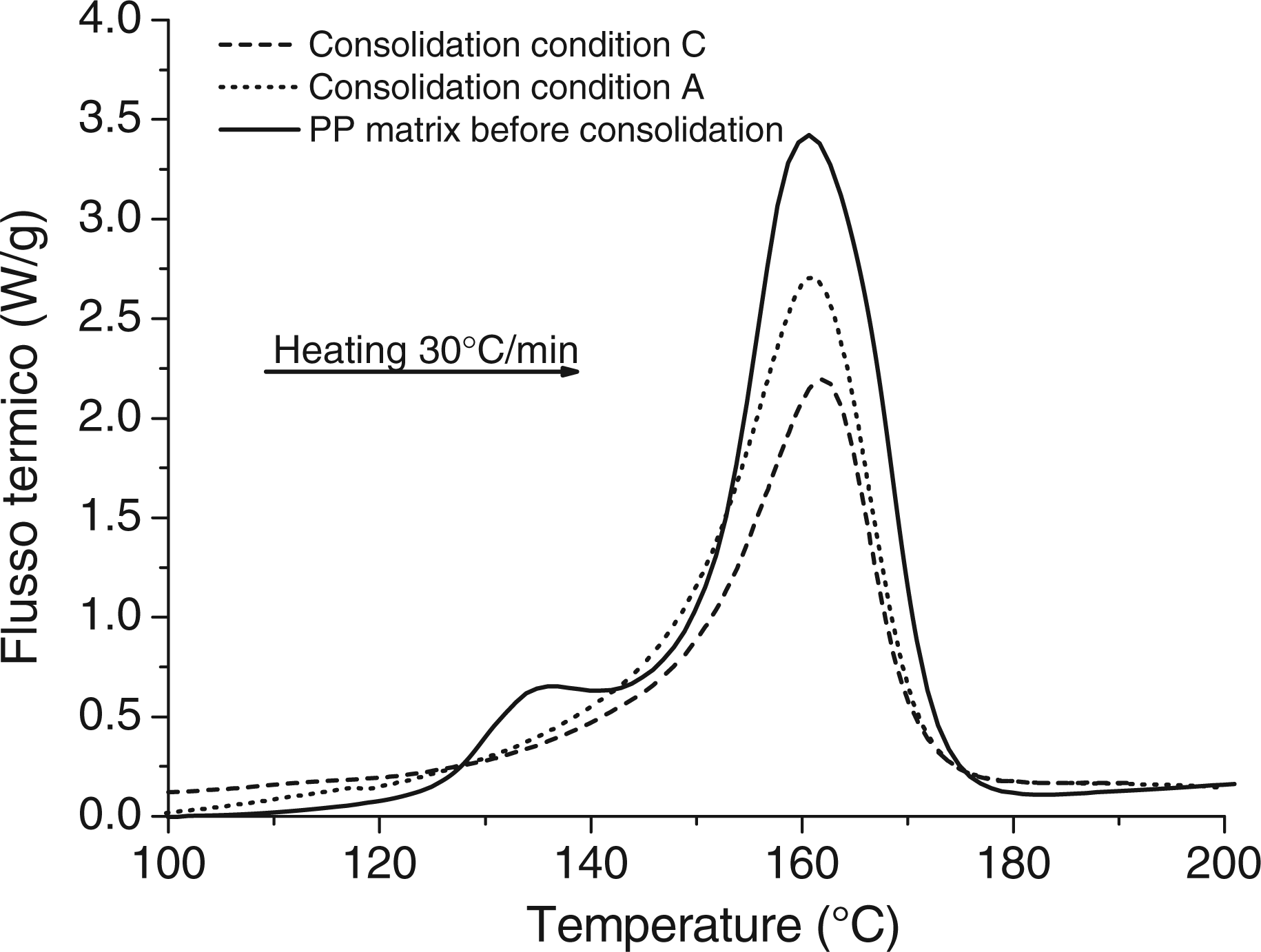
The DSC thermograms reported in Figure 9 are obtained on the as-received Twintex and on samples extracted from cylinders consolidated using different pre-heating temperatures. The melting peak and melting enthalpy obtained after roving processing using consolidation condition A are lower than those of neat PP and higher than those obtained after roving processing using consolidation condition C. According to Figure 2 and Table 4, the temperature measured at the pre-heating oven exit is 145°C for processing condition A, a temperature corresponding to a partial melting of PP matrix, as evident from a comparison with Figure 9. The lower peak and peak area, observed when consolidation condition C, is used, can be attributed to the fast cooling process occurring during consolidation (Figure 4), leading to a lower degree of crystallinity. Therefore, DSC thermograms confirm that the partial melting occurs when a lower pre-heating temperature is used in consolidation condition A.
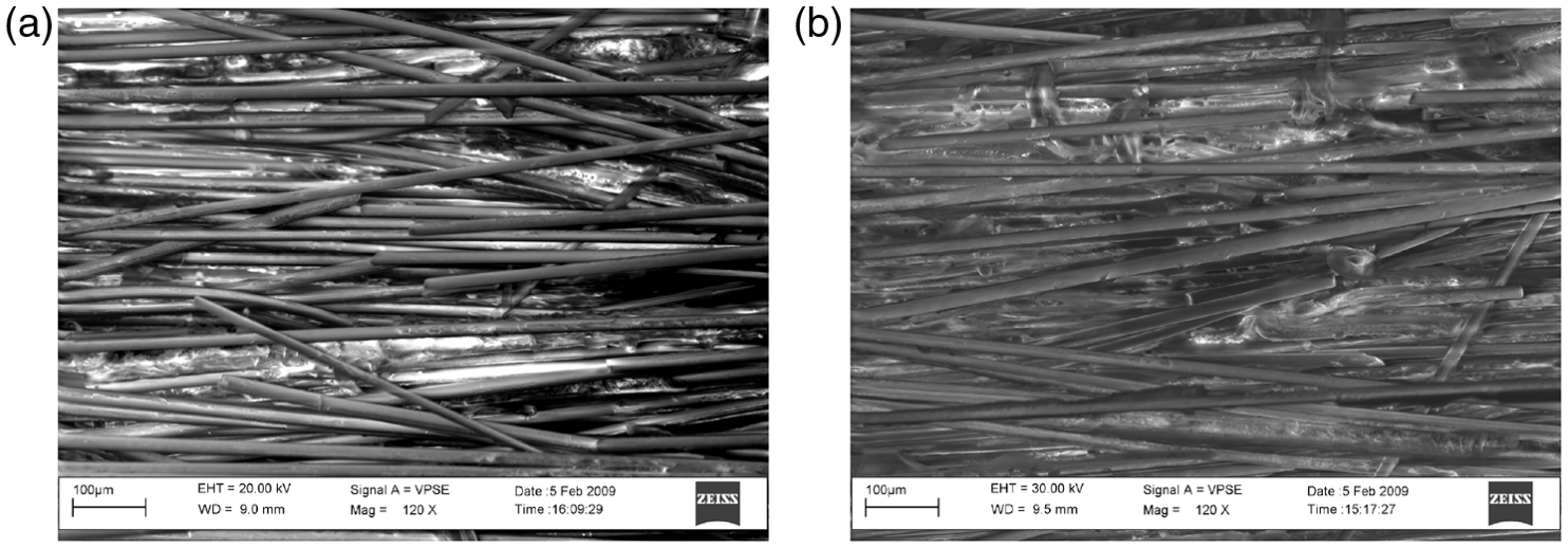
SEM images of fracture surfaces of composites consolidated using different pre-heating temperatures are shown in Figure 10. A very limited fiber wetting can be observed for the sample obtained setting consolidation condition A, while the picture-obtained setting consolidation condition C shows an improved fiber impregnation and a full molten matrix.
Charpy impact test in direction parallel to the cylinder axis and at 90° to the fiber direction. DSC thermograms on neat PP matrix and after consolidation. SEM of fracture surface of composite consolidated setting: (a) processing conditions A and (b) processing conditions C.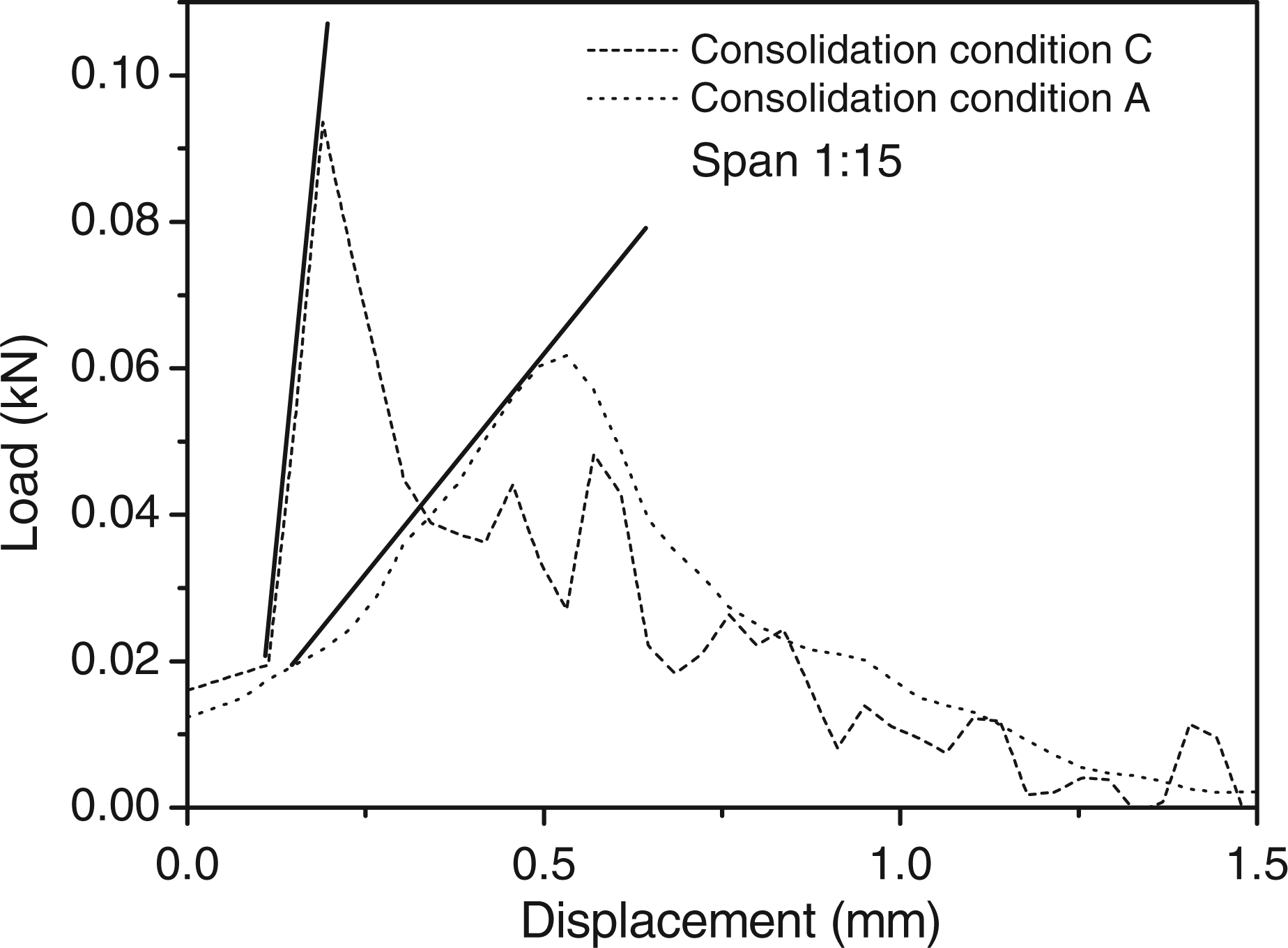
Density and void content obtained using different pre-heating conditions.

As shown in Table 5, density and void content of the composites obtained by setting consolidation process C are comparable to those obtained for the oven-consolidated and vacuum-bagged composite. However, the large dispersion of void content data for the composite obtained by in situ consolidation suggests that a lower homogeneity results in this case. On the other hand, at a lower pre-heating temperature, the density is significantly lower, thus explaining the poor flexural properties shown in Figures 6 and 8.
CONCLUSIONS
The effect of pre-heating on in situ consolidation of PP/glass fiber roving on a cylindrical mandrel is reported. A simple model for the simulation of the temperature evolution of the roving between the pre-heater and the mandrel is presented. Experimental temperature measurements and model results indicated that cooling rates are very fast from the oven exit to the consolidation roll.
Mechanical properties were strongly affected by the matrix temperature at the pre-heater exit, despite the presence of a hot air gun immediately before the consolidation roll. SEM images confirmed that poor fiber wetting resulted from not full melting of the polymer matrix in the pre-heater, as observed also from DSC analysis. Similarly, density and void content measurements, obtained either using vacuum bagging followed by oven consolidation or using the in situ consolidation, followed the same trend shown by mechanical properties and morphological analysis.
Footnotes
ACKNOWLEDGMENT
This article is based on the study supported by the Research Fund of Puglia Region with the code number n.PE_027.