
Abstract
The fire risks associated with the plastic recycling process has received limited focus to date. The purpose of this article is to investigate available literature on fire incidents, detail the plastic recycling process, identify fire hazards in the plastic recycling process and consider strategies found in literature that have been adopted from research on waste and general recycling facilities. Calculated fire loads may be as high as 20 GJ/m2. Codes and standards in the literature addressing some of these hazards are discussed along with the shortfalls of the guidelines and recommendations. The primary shortfall identified is the impracticality from both a business process and financial perspective. The article concludes by recommending further work in which the hazards identified can be studied and simulated to design against destructive fires in a way that is both practical and financially feasible.
Introduction
On a global scale over the last 70 years, the amount of plastic produced has increased nearly 260-fold from 1.5 million tonnes in 1950 to 390 million tonnes in 2021. 1 South Africa (SA) is one of the ‘best countries in the world’ concerning plastic recycling. 2 According to the annual report written by Plastics SA in 2019, SA is the world leader in mechanical recycling, boasting statistics such as (1) recycling 46.3% of all plastic products in 2018, compared to Europe’s 31.1%, (2) recycling 67% of all its plastic polyethylene terephthalate (PETE/PET) bottles produced, (3) the number of tonnes recycled has increased by 64% since 2009 and (4) having 300 active plastic recycling companies resulting in the plastic recycling industry creating more than 58,000 income-generating jobs. 3 One of the reasons for SA’s high volumes of recycled material is the prevalence of informal waste pickers (sometimes referred to as ‘trolley pushers’) who reclaim thousands of tonnes of recyclable waste from people’s rubbish bins, which they sell to waste management facilities (who sell on a much larger scale to recycling facilities) or in some cases directly to recycling facilities.
Companies that have identified recycled plastic as an opportunity can use this material that (1) is considered waste and can be obtained at a low cost, (2) is available in abundance and (3) is going to be around for a very long time. The aforementioned factors, in conjunction with countries all around the world introducing environmental initiatives, incentives and policies has led to a substantial and conscious effort to reduce, reuse and recycle.4,5 The number of new and innovative uses for recycled plastics has grown significantly and includes building roads, 6 producing bricks7,8 and making tiles from recycled plastic.9,10
The impact of sustainability on fire safety especially when aiming to reduce cost by recycling should be considered especially because the ‘cost’ of a fire is not purely loss or damage to property and interruption in business process. The long-lasting effect and cost to the environment is substantial.11–13 Costs from an incident include the contaminations of water supplies and damage to plant life due to run-off water, and the noxious fumes causing an array of respiratory complications to the population in the surrounding areas.11–13 While effort should certainly be directed towards sustainability, the effects of this on fire safety should not be neglected. Although well intentioned, limited research has been done to assess the fire safety associated with the products produced from recycled plastics especially when used in an unconventional application such as roads or bricks to build a house.
This being said, plastic recycling has not come without its own challenges. Time Magazine reported on the increase in fire incidents in recycling facilities in North America. It is understood that many small fire incidents go unreported, but there has been an increase in major fire incidents reported in the United States and Canada by a third from 2017 to 2022. 14 Fogelman estimates that the actual number of fires is more than six times what is reported. 14
Although there is limited statistical data about fires in industrial recycling facilities and even less local data in SA, some incidents in SA have been reported. One such incident was reported when a fire broke out at a recycling plant in Boksburg, near Johannesburg in 2020. The fire was so large that the help of an additional four fire stations was requested. Limited specific details are available regarding the incident.
A separate incident in 2019 at a recycling plant in Parow, Cape Town, resulted in the loss of four lives, two men treated in hospital and three at the scene. 15 The fatalities were said to be as a result of the toxic fumes produced by the fire. The causes of such conflagrations have ranged from incorrect disposal of material (including batteries), contamination of material, gas leakages, electrical faults to negligence and foul play. 15
In addition to these causes, limited research has been done to determine the fire hazards involved in the plastic recycling process or quantify fire safety in plastic recycling facilities. Municipal solid waste management facilities, landfills and recycling, processing, storage facilities of waste have been prone to fire incidents and have subsequently received much attention.12,13,16–20 However, this work will be focused on plastic recycling facilities specifically, an industry that has also had a significant number of fire incidents especially over the past few years.21–27 Fire fighters have described the fires from plastic recycling plants as being extremely difficult to extinguish as a result of the composition of plastic resulting in the release of noxious fumes and the high heat release rates (HRRs). For these reasons, this article seeks to understand the recycling process in order to identify the fire hazards involved in the process and eventually find ways to reduce and/or mitigate the hazards.
Methodology
The approach to conducting this research is shown in Figure 1. The first step was to consult literature, codes and guidelines as well as media reports to determine what research has already been done, which codes address the issue and understand the extent of the problem.
Methodology flow diagram.
The literature review will be embedded throughout the article. There are various similarities between plastic recycling and general recycling facilities, landfills and municipal waste management facilities. However, while the mitigation methods used to reduce the fire risk in the latter facilities may be applicable to plastic recycling facilities, the inherent hazards from a process and waste composition perspective are different. The differences and similarities will be highlighted throughout the work discussed below.
In order to enhance fire safety and make any recommendations it is important to have a holistic understanding of the process. Therefore, to understand the recycling process, to draw up a process flow diagram and identify hazards, a number of recycling plants were visited, and owners and operators engaged. Recycling plants were then revisited, adding finer detail to the process flow diagram and identifying hazards not only directly related to the recycling process but auxiliary operations as well. Fire science and engineering are applied at each step to understand the risks associated with the process.
Background on plastics and recycling
Plastics can be divided into three main categories when grouped according to their chemical structure and behaviour at different temperatures; (1) elastomers, (2) thermosets and (3) thermoplastics. 28 These categories consider the different properties that affect the ability and likelihood of the material being recycled (melted, reshaped and cooled). Ignition, fire spread and risk are influenced by the type of plastic that forms the fuel during incidents. Unlike the other two, thermoplastics can be softened, melted, reshaped and hardened by cooling without changing the mechanical and optical properties of the material significantly 28 making them ideal for recycling.
Thermoplastics can also be grouped into seven different types based on the plastic resin that the product is made of,28,29 where resins are mixtures of organic compounds. These seven types of plastic resins are listed in Table 1. These seven groups correspond to seven resin codes used to standardize plastic manufacturing and recycled plastic processing. For the purpose of this research, the primary resin groups that will be considered are PET/PETE and high-density polyethylene (HDPE) as these are the most commonly used and/or recycled plastics out of the seven mentioned.
Plastic resin codes and names
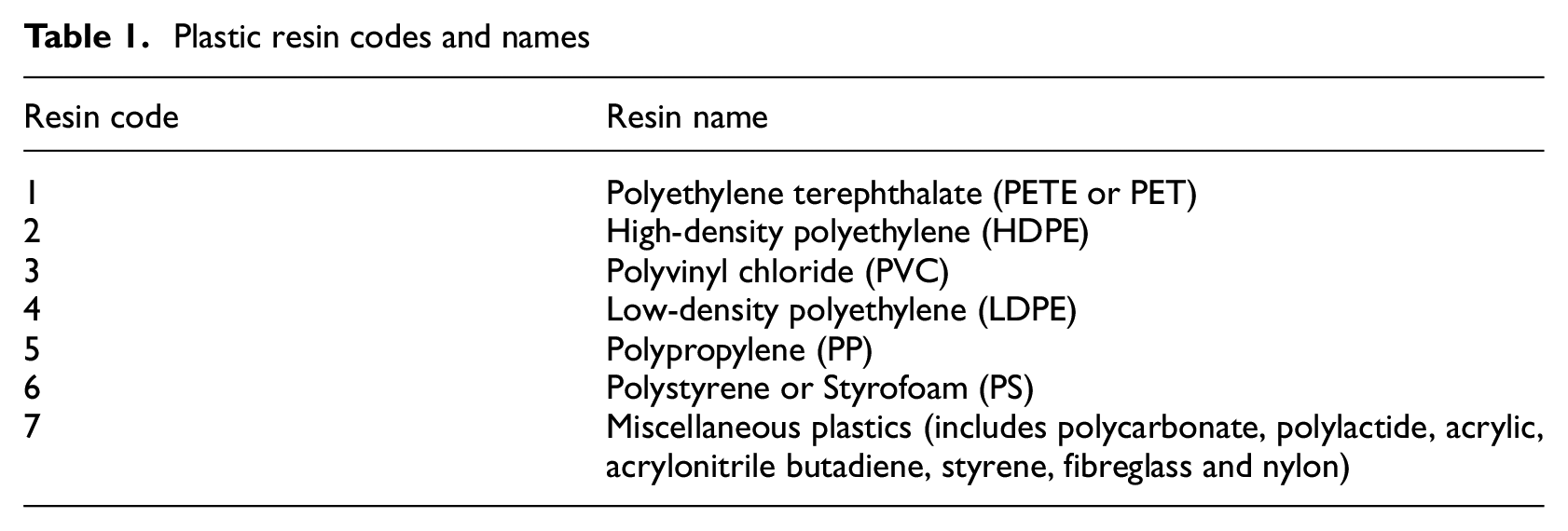
The general population is typically not aware of the different resin codes and subsequent recyclability of each product. Therefore, most household residents will dispose of most to all of their plastic waste in their recycling bin. Some residents may rinse and dry bottles or containers, but this is not always the case. This results in an array of plastic products of different types (resin codes), some including labels and residual content, ending up at the recycling plant. Labels, and more obviously the product contents, are made of different substances and materials than the plastic packaging itself. Subsequently, they have different chemical and thermal properties.
Furthermore, the recycling process is made up of multiple stages each posing a different set of risks regarding fire safety. The storage of raw and unprocessed (not yet cleaned, may contain labels and residual contents, pre-shredded and mixed resin types) recycled plastic material may pose a different safety hazard than shredded and washed plastic material.
Plastic recycling process
Figure 2(a) divides the recycling process into three main stages: pre-processing, processing and product formation stage. Similar process flow diagrams in the literatures29–31 have been created in which the recycling process is documented. Uniquely, Figure 2(a) indicates both the likelihood and consequence of a fire in the different steps in the recycling process as steps may have a much higher likelihood of causing a fire to start, while other steps pose a more severe consequence if a fire were to start or reach that particular stage in the recycling process.
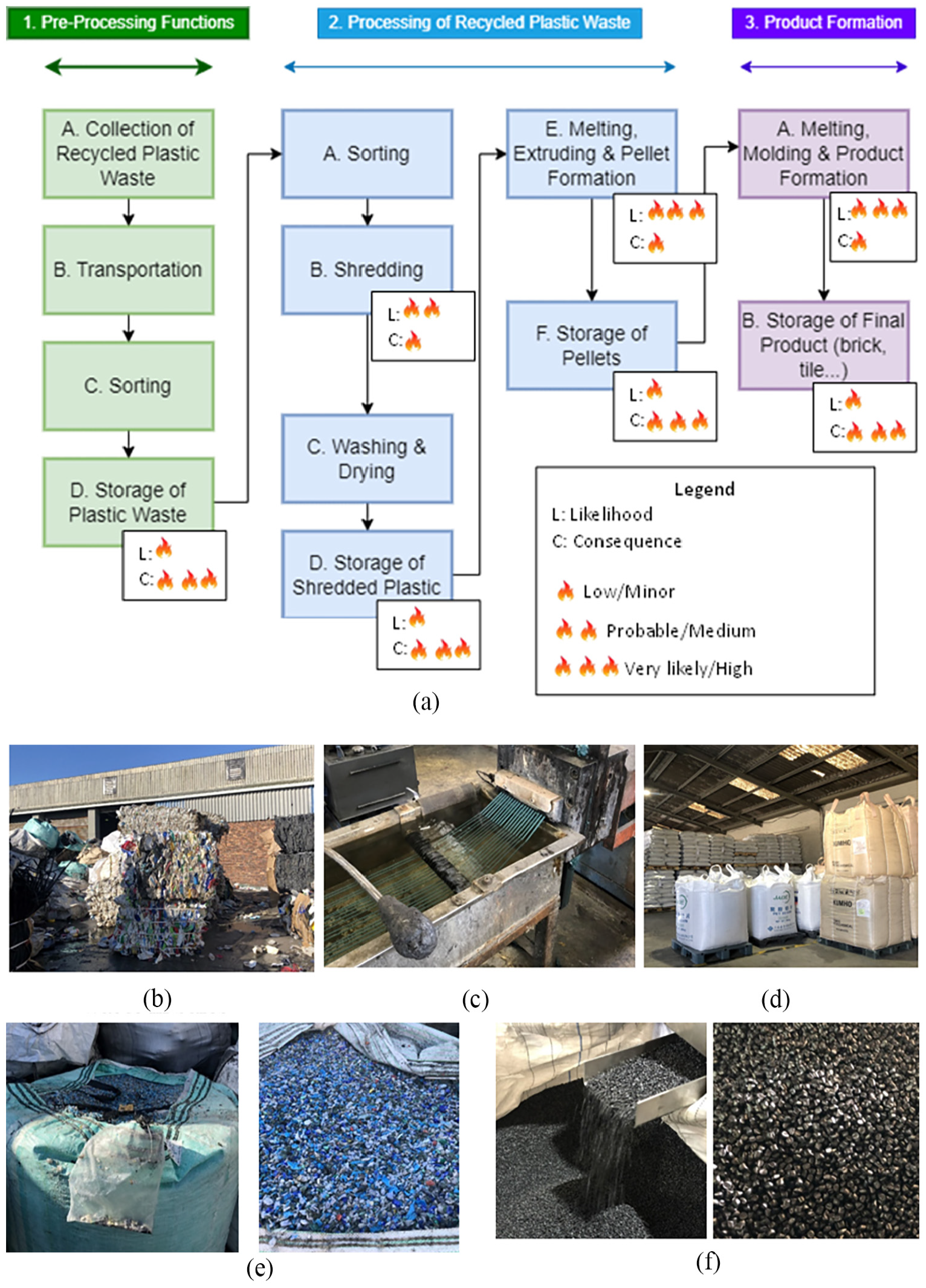
Plastic recycling process chart, plastic during processing and product formation. (a) Plastic recycling process chart, (b) unprocessed plastic waste in bales, (c) extruded ribbons of plastic, (d) plastic pellets stored in FIBC bags, (e) FIBC bags of shredded plastic and (f) plastic pellets.
Stage 1: pre-processing functions
As mentioned in the introduction, informal waste pickers may play a vital role in the recycling chain. Although this sector is almost completely unregulated, these individuals give rise to a large number of smaller scale or informal waste management centres. 3 The inherent nature of such informal waste management centres means that they cannot easily be regulated and have fire safety requirements imposed upon them. Hence, throughout towns in SA, there are large numbers of small bulk plastic storage facilities that present a high fire risk to their immediate neighbours. The discussions below will apply to such entities as well although the extent of severe fires will typically be smaller than large scale recycling facilities and these smaller facilities are harder to regulate.
For most commercial plastic recycling companies, Steps A, B and C of Figure 2(a) do not form part of their operations. These steps are usually completed by an external company (e.g. the previously mentioned waste management centre) and Stage 1 starts at the storage of the unprocessed plastic waste. The condition of this plastic waste differs from plastic recycling company to company and also depends on the source of the plastic waste. ‘Condition’ refers to whether the plastic waste has had the labels removed, is washed (no longer contains residual content) and sorted (by plastic type and/or colour). Some recycling companies have standards that require clean and sorted waste. As expected, this usually comes at a higher cost. When receiving waste from a plastic packaging manufacturing company, the plastic waste is usually clean, and the type of plastic known (and sorted). However, when receiving waste collected from smaller collection or waste management companies, this is not always the case. The plastic waste is received in bales and is often stored in a receiving yard outside, as shown in Figure 2(b). Although intended, the storage of these bales of plastic is not always orderly. In many instances, this material is stored outside of the demarcated areas and within 1 m of the site boundary wall/fence of the recycling facility.
Stage 2: processing of recycled plastic waste
Depending on the condition of the plastic received, Stage 2 may, or may not, require Step A: Sorting. The order of Step C and D in Figure 2(a) is not always fixed, keeping in mind that the likelihood of ignition could be affected by the order of operation. In some plants, the plastic is shredded, washed and then stored, while in others the plastic is shredded, stored and washed at a later stage before melting and extruding to form pellets. Mechanical shredding is done by a machine that cuts the plastic into small flakes. The shredded plastic is washed and usually air- or friction-dried (no heat source). Similar to the unprocessed bales of plastic waste, many recycling companies tend to store the shredded plastic outside in flexible intermediate bulk container (FIBC) bags, as shown in Figure 2(e).
Once clean and dry, the shredded plastic is melted and either extruded into long ribbon-like threads (as shown in Figure 2(c)) and cut to form pellets (shown in Figure 2(f)) or pellets are produced on a die face cutter (skipping the extrusion step). The desired colour of the pellets will determine the extent of sorting required in Step A. Light and vibrant colours require more sorting than dark colours. The pellets are then stored indoors in FIBC bags, shown in Figure 2(d).
Stage 3: product formation
For many plastic recycling companies, the recycling process stops at the sale of the pellets. These pellets are melted down and may be used to manufacture products for non-food-grade applications including crates, detergent bottles, hangers, tubing and pallets to name a few. However, there are new and innovative uses for recycled plastic such as plastic bricks and floor tiles, as discussed above. Although not always the case, companies whose final products are not pellets may skip the steps of extrusion and pellet formation altogether and melt then cast or mould directly into final products. These products are then stored before being sold.
Hazard identification and risk analysis
A hazard is something that has the potential to cause loss, harm or an unfortunate event. Risk is a function of (1) the loss or harm to something that is valued, (2) the hazard that may cause the loss or harm as well as (3) the likelihood of the loss, harm or unfortunate event taking place due to the hazard. 32 Therefore, when assigning risk, it is important to take both the magnitude of the loss, harm or unfortunate event and the likelihood thereof into account, specifically when trying to establish a risk management strategy.
The hazards identified will be grouped in two categories; (1) Hazards due to processes taking place during the recycling process and (2) hazards external to the recycling process. The external hazards are then further subdivided into hazards from auxiliary operations in the plastic recycling process and other hazards completely divorced from the recycling process. The infographic in Figure 3 summarizes the main aspects of risk that have been identified and will be discussed in further detail below.
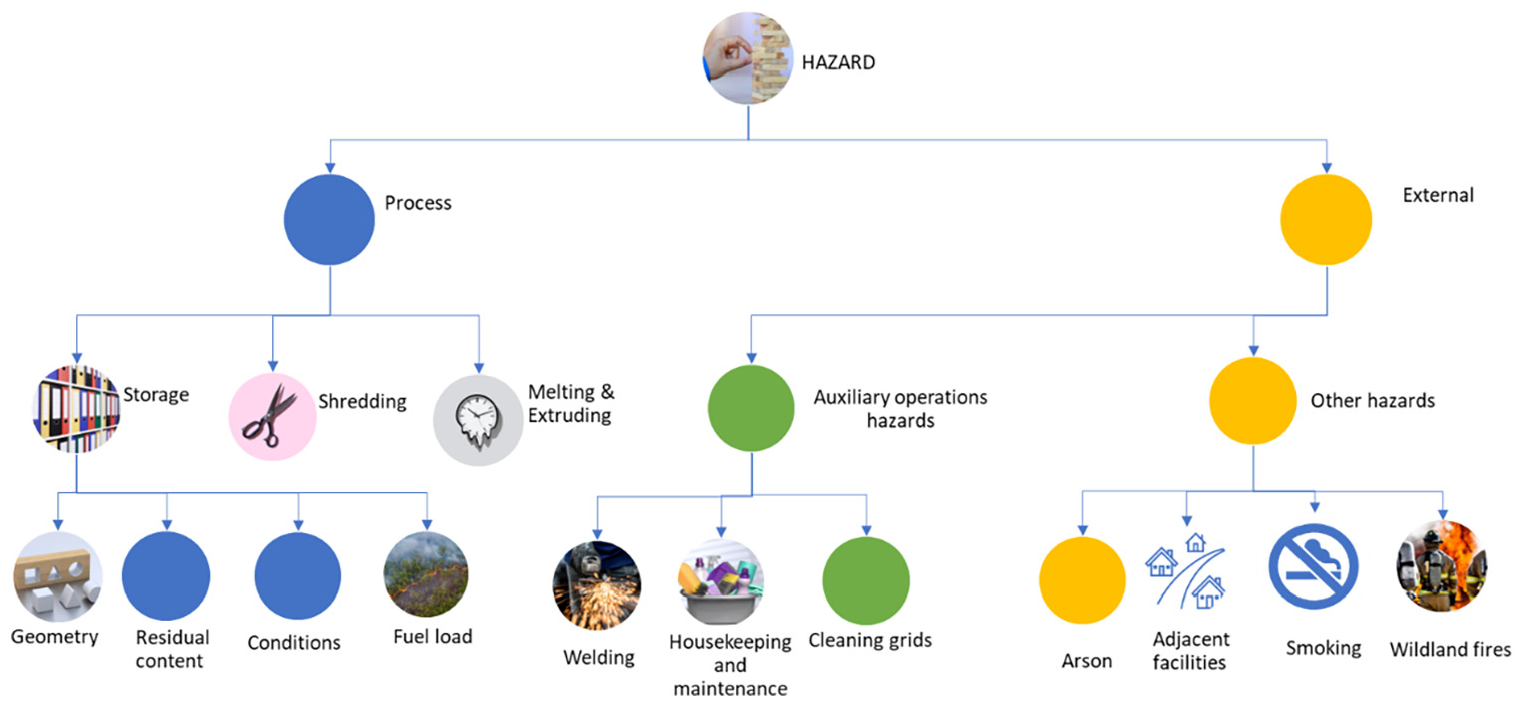
Hazard identification summary.
Process
The following steps in the plastic recycling process have been identified to pose a significant fire hazard:
(1) Storage: in all forms, that is, bales of unprocessed plastic, washed or unwashed shredded plastic and plastic pellets. This is primarily related to the high fuel loads present, rather than the chance of ignition.
(2) Shredding: shredding may produce unwanted by-products such as combustible dust.
(3) Melting and extrusion: these processes require a heat source and subsequently pose a risk of starting a fire.
Storage
Bulk storage, especially of materials that have high HRRs and release noxious fumes when burned, is always a risk.
Bulk storage is a hazard inherent to most recycling and processing facilities, whether the material is municipal solid waste (MSW) or bales of plastic to be recycled. For landfills and MSW facilities, bulk storage is unavoidable. An option to reduce fuel loads in the plastic recycling industry, is to increase turnaround times or decrease the amount of material on hand.
The conditions of storage (ventilation, enclosure barrier conditions – when stored indoors – and very importantly detection) will determine (1) the time to ignition to being detected, (2) the rate and ease with which the fire grows within the enclosure or storage area, (3) the spread of fire to adjacent enclosures or storage areas and (4) the time taken for suppression systems to activate, appropriate emergency units to be notified and for evacuation.
The effect of the plastic geometry, residual content decomposition as well as whether the plastic is stored inside or outside, on bulk storage in the event of a fire is discussed below.
Geometry and influence on ignition: During the recycling process, the geometry of the plastic is constantly changing as shown in Figure 4. The density of the bulk storage, therefore, changes as the geometry changes. The bulk density of the stored shredded plastic and plastic pellets is more than that of the unprocessed plastic stored in bales. Whole plastic containers, although flattened, have considerably more air inside and between each container than the shredded flakes of plastic or the plastic pellets. 13 This air will aid in ventilating the fire. It is, therefore, hypothesized that if an unprocessed bale of plastic was to catch fire, the rate and ease with which the fire would consume the entire bale of plastic and cause an adjacent bale to burn would be faster than a bag of shredded plastic or plastic pellets. In addition to this, the storage area for the different forms of plastic changes (from outside to inside).

Progression of plastic geometry throughout the recycling process. 33
To approximately quantify the influence of material geometry on fire risk, the time to ignition of the material at different stages is calculated below. The time to ignition is a property dependant on the thickness of the material in question and refers to how long a material will take to ignite when exposed to a specific external radiant heat flux. The faster a material ignites the more likely fires are to start and spread. The equation below is a simple approximation that expresses the time to ignition (tign) for a thermally thin sample as a function of the thickness b, heat capacity c, density

Taking the thermal properties of PET (
Residual content decomposition: Typically, the plastic entering the recycling plant has not yet been cleaned and, therefore, contains residual contents. These contents may include yoghurt, butter, food, fruit juice, detergents and chemicals. Moisture and heat from either outdoor storage in summer or compactness due to the dense storage conditions of the pre-processed plastic, may contribute to the decomposition of these residual contents and, therefore, potentially cause the production of gases such as ethanol, methane and hydrogen sulphide. 37 These gases are not only toxic, but extremely flammable. Without proper organization and management of plastic flow into and out of the receiving yards, bales of plastic may lie unattended to for long periods of time. This poses a fire hazard as the decomposition of residual content may produce sufficient quantities of hydrogen sulphide awaiting favourable conditions to cause ignition producing a severe fire. According to the Occupational Safety and Health Administration (OSHA 38 ), the flammability limits of hydrogen sulphide in air is 4.3%–45%, with a general industry peak limit of 50 ppm limited to 10 min with no other exposure during a shift. OSHA states a general industry ceiling limit of 20 ppm while the National Institute for Occupational Safety and Health states a ceiling recommended exposure limit of 10 ppm. 38 There is limited information regarding the presence of such flammable gases in plastic recycling facilities and further work is needed, although their presence has been studied in MSW facilities.13,37,39 The ambient air concentrations for hydrogen sulphide reported lie between 0.01 ppb to 7.6 ppm, depending on whether the measurement was taken indoors or outdoors and during the summer or winter months. 39 The concentration tends to be higher indoors and during the summer months. Further studies on the production and presence of such gases in the plastic recycling industry could prove useful.
Conditions for storage: The storage conditions will determine the detection systems that may be installed, the amount of oxygen available for consumption during a fire, the temperatures that will be reached as well as the ease and ability of fire spread.
Depending on the building and enclosure layout, indoor storage will allow for the installation of various detection and suppression systems. Openings leading to the enclosure will affect the amount of oxygen available, while the size of the enclosure will affect how quickly maximum temperatures will be reached.35,36
However, outdoor storage also has challenges. It would be agreed that certain detection and suppression measures (smoke detectors and sprinkler systems) are impractical for outdoor storage protection. Linear heat detectors have much slower response times, while flame detectors are expensive. Alternatives such as mist or foam systems could be considered. Outdoor storage will also result in sufficient oxygen to sustain a fire. Exposed outdoor storage is more susceptible to external fire risks from wildland fires, protests or fires in adjacent buildings.40,41
Fuel load and fire load: According to NFPA 557, ‘Standard for Determination of Fire Loads for Use in Structural Fire Protection Design’, fuel load is defined as the wood equivalent mass of combustible materials in a building, space or area in kilograms, while fire load is the total energy content of combustible materials in a building, space or area in millijoules. 42 Fire load density is the heat energy that could be released per unit floor area of a compartment by the combustion of the contents in the compartment 42 and fuel load density is the term used to quantitatively express the amount of fuel available to burn, in weight per unit floor area. When considering the storage of the recycled plastic, the geometry and conditions of storage will affect the fuel and fire load. The geometry will affect the density (and weight) and whether the plastic is stored indoors or outside will affect the area.
As an illustration and example regarding fuel loads, consider a simple 10 m × 10 m × 10 m storage space, holding around 72 FIBC bags of plastic pellets shown in Figure 5. Using an average FIBC bag dimension of 90 cm × 90 cm × 120 cm, the density of plastic pellets of 720 kg/m3, 43 heat of combustion (HOC) of plastic pellets of 40 MJ/kg, 34 a stacking height of three bags on top of one another and allowing an aisle space of approximately 2 m. This 10 m height will influence the possible stacking height and subsequently the clearance height, directly affecting how the smoke layer will descend during a fire. Although the ceiling height varies from factory to factory and the 10 m height does not affect the calculation presented below, it provides an example of a ceiling height that can be expected.
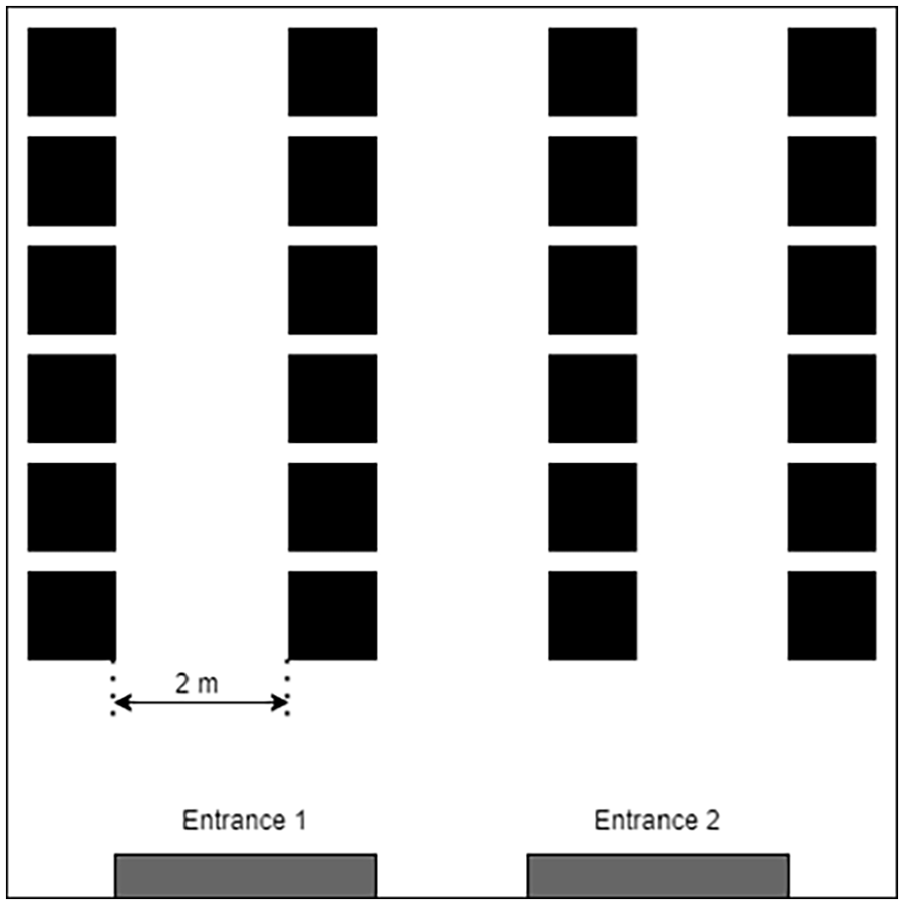
Schematic of indoor storage of plastic pellets for fuel load calculation.
The fuel load and fire load density can then be calculated as follows:

According to Buchanan, 44 the fire load density of a typical plastic manufacturing occupancy is around 2000 MJ/kg, while the fire load density for a paint and varnish manufacturing occupancy is around 4200 MJ/kg. This equates the fire load density of this plastic recycling storeroom to more than 10 times that plastic manufacturing occupancy and more just less than 5 times that of a paint manufacturing occupancy. Hopkin et al. 45 recommends using HRR per unit area design values, for spaces of storage/stacked commodities, between 400 kW/m2 to 20,000 kW/m2. Further work is needed to accurately quantify the HRR for bulk recycling facilities.
Shredding
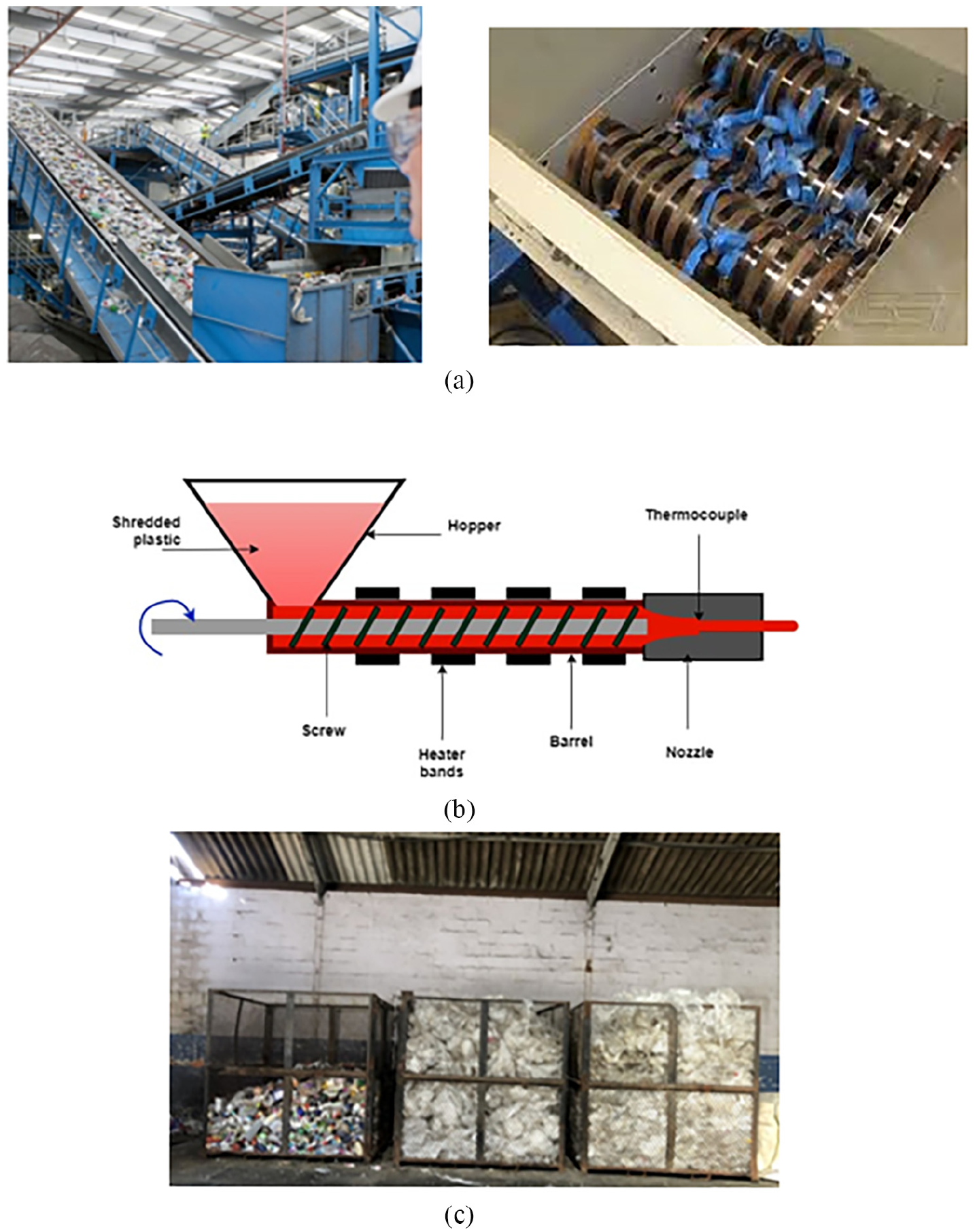
According to the recycling process chart (see Figure 2), Stage 2, Step B is the shredding of the plastic to be recycled. The whole plastic containers move along a conveyer belt and are fed into a shredder, shown in Figure 6(a). This is done to reduce the size of the plastic and allow these plastic flakes produced to be fed into the next machine for melting and extrusion. Shredding may produce unwanted by-products such as combustible dust.
A study analysing the occurrence and causes of dust explosions in various industries in South Korea revealed concerning statistics around plastic. According to this study, the plastic sector accounted for 19% of dust explosions, while these explosions resulted in around 50% of deaths and 47% of injuries. 49 The fatalities due to these plastic dust explosions were more than three times those caused by strong explosive metal dusts. 49
This combustible dust cloud formation, in addition to the frictional heating in the shredding machine, may result in unintended ignition. Temperature monitoring and regular cleaning of the machine (and dust build-up) will reduce the risk of undetected ignitions occurring.
Possible, although not very common, is unwanted material passing through the shredder. An anecdotal example shared by one of the plastic recycling facility owners in Cape Town resulted in a fire at the shredder. A bullet was lodged in one bale of plastic received and remained undetected until in the shredder. This caused a small explosion and resulted in a fire. Thorough inspection and sorting of the material (by a person and/or metal detector) before reaching the shredder is advised.
Melting and extrusion
Melting of the plastic for the purpose of extrusion requires heating. Heating requires a heat source, whether this be the burning of gas, coal or wood, a heat pump or heating element. This source of heat poses a fire hazard, as unintended ignition can occur when the heat source reaches temperatures high enough to cause any material (paper, cloth, bags and so on) within its vicinity catch alight.
Extrusion machines for polymers make use of heater bands along the length of the barrel. This is shown in Figure 6(b). Although the operating temperatures of these heater bands are set to heat the barrel to the required temperature to melt the plastic (around 270°C), these heater bands are often capable of reaching temperatures above 500°C. This is well above the ignition temperature of PET, HDPE and low-density polyethylene (LDPE), which is around 340°C to 440°C. 50 Any signal tripping, faulty temperature sensors or malfunction regarding the temperature settings could cause ignition of the plastic or any scrap material in close proximity.
Safety protocols should be adhered to when these machines and heat sources are in use, while housekeeping rules regarding the areas around the machines and heat sources should be strictly implemented and violations taken seriously.
External
A number of external hazardous business operations that are not directly part of the recycling process or hazards inherent to handling waste are discussed in the auxiliary hazards section below. Hazards completely separate from the recycling process are discussed thereafter.
Auxiliary hazards
Cleaning of grids: Some operations do not directly form part of the recycling process but are still necessary and may pose a fire hazard. One such operation is the cleaning of the stainless-steel wire mesh extruder filter screens. The melted plastic is pressed through these filter screens during extrusion to catch any dirt or paper. These filter screens tend to build up dirt and need to be cleaned regularly. Some facilities douse these filter screens in gas and burn the dirt build-up off. Although this process is done in an outside furnace and without plastic material close by, its very nature poses a fire hazard. Unintended ignition (of material stored in an unauthorized location), the fire getting out of control or flaming brands landing on a pile of material a distance away may result in a fire incident at the facility. A bigger problem might be the gas container exploding or a fire reaching the compartment or storage facility where the reserve gas containers are stored.
Welding on site: Another operation outside of the recycling process that may take place in a recycling facility is welding, and general hot work. This includes welding of the metal grids or the metal cages used to separate plastic material as shown in Figure 6(c).
Some facilities have a designated space in which most welding is done, however, movement of these large metal cages/sectionals would be impractical. In such cases, welding is done in the sorting section and all plastic material is removed from the cages and vicinity where the welding is going to take place. Once again, unintended ignition of material is still possible. Housekeeping rules are imperative to safe operation.
Housekeeping, maintenance and handling of waste material: While it is noted that the decomposition of residual content poses a risk for the release of flammable gases, the material composition of plastic waste to be recycled and MSW differs significantly. Although MSW does contain plastic, typically plastic accounts for less than 30%. 18 Scrap metal, batteries and faulty electrical equipment introduce the chance of incompatible waste and substantially increase the risk of self-heating, thermal runaway and self-ignition. In fact, self-ignition is a prominent fire hazard in most MSW facilities.12,13,16,40 Proper housekeeping, maintenance of electrical equipment, thorough inspection of material before entering the mass storage yard to identify any hazardous materials all aid in increasing fire safety.
Other hazards
In general, the hazards discussed below lie outside of the control of the plastic recycling facility’s management. These include factors such as arson, smoking of staff or passer-by, natural elemental factors, wildland fires or fires from adjacent facilities, some of which will be discussed below.
Smoking: Many facilities prohibit smoking outside of the prescribed smoking areas, monitoring this may prove difficult especially during night shifts or when the premises are large. Cigarette butts that are not properly extinguished may cause smouldering fires that go unnoticed until it is too late. It is possible that fire incidents reported to have unknown causes may be as a result of smoking in a prohibited area and the responsible party being afraid to come forward.
Wildland fires: Often recycling plants are located on the outskirts of cities where land is cheaper, placing these plants in the proximity of wildland areas (i.e. bush or ‘veld’). Fires in these wildland areas may cause fire brands swept away by the wind to land on the grounds of recycling facilities and may result in a fire.33,41 While it can be accepted that this situation lies outside of the control of the recycling facility management, this is a reality, and the hazard cannot be ignored. The happenings in surrounding wildlands needs to be monitored in order to detect fires as early as possible to avoid the fire from getting out of control and spreading to the facility. In addition, maintaining a reasonable separation space of 30 m – sometimes referred to as defensible space – may be key to mitigating this risk. 41 This space reduces flame contact and radiating heat flux received by an adjacent facility but does not eliminate branding.
Adjacent facilities: If adjacent facilities neglect safe housekeeping protocols or conduct unsafe operations causing a fire, this may result in the fire spreading to the recycling plant in question. Fire spreading from an adjacent facility may not always be due to negligence, foul play or unsafe operations; however, this hazard is typically outside of the control of the recycling facility.
An anecdotal example in Cape Town occurred when a textile factory adjacent to a recycling plant caught alight. Although the recycling plant did not ignite, management became very concerned regarding such risks. The management put a concerted effort into protecting the recycling facility by installing fire hoses and placing more fire extinguishers throughout the plant. According to the owner, a second incident from the same textile factory, not long after the first was extinguished before the fire department arrived at the scene, by workers at the recycling plant using the newly installed hoses.
How do codes address these risks?
Although some code guidance exists specifically for plastic recycling facilities, multiple codes do exist for addressing commodity classification, bulk storage and sprinkler system installation and assist in safe plant design and operation.
An important step is to classify the commodity to be stored. According to FM Global Commodity Classification (April 2021), the bulk stored plastic can be classified based on the container material, contents (whether it is empty or not), whether it is collapsed, nested with no air spaced or expanded, and how it is stored (in bags or cartons, on wooden pallets, plastic pallets or metal racks, and so on). 46 In addition, the amount of the commodity to be stored and subsequent fuel load are important.
Based on this commodity classification discussed above, FM Global Data Sheet stipulates loss prevention recommendations addressing the storage of such commodities. 47 These include when to use ceiling sprinklers, in-rack sprinklers or a combination of the two sprinkler systems. Open-top containers, inadequate water supply or pressure will affect sprinkler effectivity. With high rack storage, it is recommended to make use of a combination of ceiling and in-rack sprinklers. Open-top storage containers tend to collect the sprinkler water instead of allowing the water to flow off the sides subsequently reducing the ability to penetrate through the racks, although for stored pellets this would typically not be the case.
NFPA 1 48 also prescribes how occupancies handling or recycling commercial rubbish should maintain the rubbish or products to be processed and recycled. It stipulates that this material should be stored in (1) approved vaults, (2) covered metal or metal-lined bins and (3) completely baled and stacked in an orderly manner in an approved location. NFPA 13 prescribes the requirements regarding sprinkler installation. 51
Even though most plastic coming into the facility will be baled and stacked for storage in the receiving yard, the sheer amount of plastic entering and being moved around the facility for processing makes it a challenge to adhere to the codes especially regarding storage and housekeeping. Also, although sprinkler systems are generally highly effective and reliable, the high price thereof results in most companies visited in SA tending to go for compartmentation solutions (creating separate fire zones with firewalls between them) instead of sprinkler systems. Most insurers in SA appear to require recycling facilities to install sprinkler systems. The aforementioned factors coupled with the nature of business operation and fire risk, has resulted in many recycling facilities not having insurance or struggling to secure insurance in the case of a fire.
Factors such as droughts resulting in low water supply (and pressure) can also influence sprinkler operations and requirements, which is becoming a reality. In July 2021, SA declared another national disaster due to drought 52 after the previous water crisis and state of disaster (drought) was declared in March 2018. 53 Alternative solutions need to be considered in the event that the effectivity of the sprinkler system is largely reduced based on water supply. In most cases, bulk water storage tanks are provided, but these are also expensive.
The behavioural properties of plastic should also be noted when considering sprinkler system installation. According to Januszewski and Brzezińska 54 and Abdel-Bary, 55 it was noted that when refuse derived fuel (RDF) burnt, the plastic throughout the waste mixture melted and acted as a bonding agent. Upon being cooled, by water from a sprinkler system, the plastic then hardened, stuck together and formed a shield preventing water from penetrating downwards through the pile of waste. In the case of large piles of plastic being stored, this shield may protect the hot plastic below and allow it to continue to smoulder or in the case of a flaming fire, to continue to burn. Further research into the fire behaviour of large volumes of plastic should inform the selection of the most suitable sprinkler protection system to implement.
Therefore, the guidelines stipulated in these codes and standards mentioned above may often not be adhered due to challenges regarding business operation or financial restrictions. Updating these codes or addressing them using a performance-based fire engineering design approach may prove beneficial, but this requires further research.
Preliminary comments and suggestions on hazards identified and mitigating strategies
Many of the fire hazard mitigation strategies recommended for MSW and general recycling facilities are applicable to plastic recycling facilities, and, where applicable will be discussed below in addition to plastic recycling-specific interventions.
A consideration often not considered is access to the facility by the fire department in the event of a fire. 13 Depending on the elevation of the nozzle, nozzle pressure and nozzle diameter, the effective horizontal distance that the water would be able to reach from the fire truck can range from about 9 to 80 m at best. 56 Many of the commercial recycling plants are large and many times the access points and receiving yard is packed with so much material that navigating through the facility grounds with a large fire truck might prove difficult. Keeping a designated pathway for a fire truck to be able to reach any point in the recycling facility with a fire hose is advisable.
The price of a sprinkler system that would be able to span the areas of concern (where majority of the storage and fire hazardous processes would take place), if not the entire facility is a major obstacle for most recyclers. A balance between a high insurance premium, if obtainable, and the cost of the sprinkler system should be weighed up. A consideration could be to enter into an agreement with an insurer and sprinkler protection company. A proposal to install and ‘rent to buy’ a sprinkler system, protecting the facility in the event of a fire, and using the subsequent reduction in insurance premium to assist in paying for this sprinkler system might be an option. The net savings in insurance premium costs could be sufficient to cover the maintenance cost of the sprinkler system.
Visual and thermal camera recognition systems with artificial intelligence (AI) technology could be considered for monitoring smoke and heat activity in areas such as the receiving yard, outdoor and indoor storage as well as the shredding and melting and extrusion sections.13,16,17,57 In addition to this, manual hourly or half-hourly walkthroughs and checks can be conducted by a designated person working in each of these areas, checking for any abnormalities, smoke, smells and so on. It is noted that the effectivity of these checks will be dependent on how thoroughly the designated person carries out this.
Other recommendations include safe distances between stockpiles of material (although actual figures are not advised), availability of fire extinguishers and adequate water supply and pressure, fire protective clothing, ground staff that are trained in firefighting and adequate fencing to eliminate arson.12,13,16,19,33
As a visual summary of the discussions of this work including the fire hazards identified and preliminary solutions proposed, are shown in Figure 7.
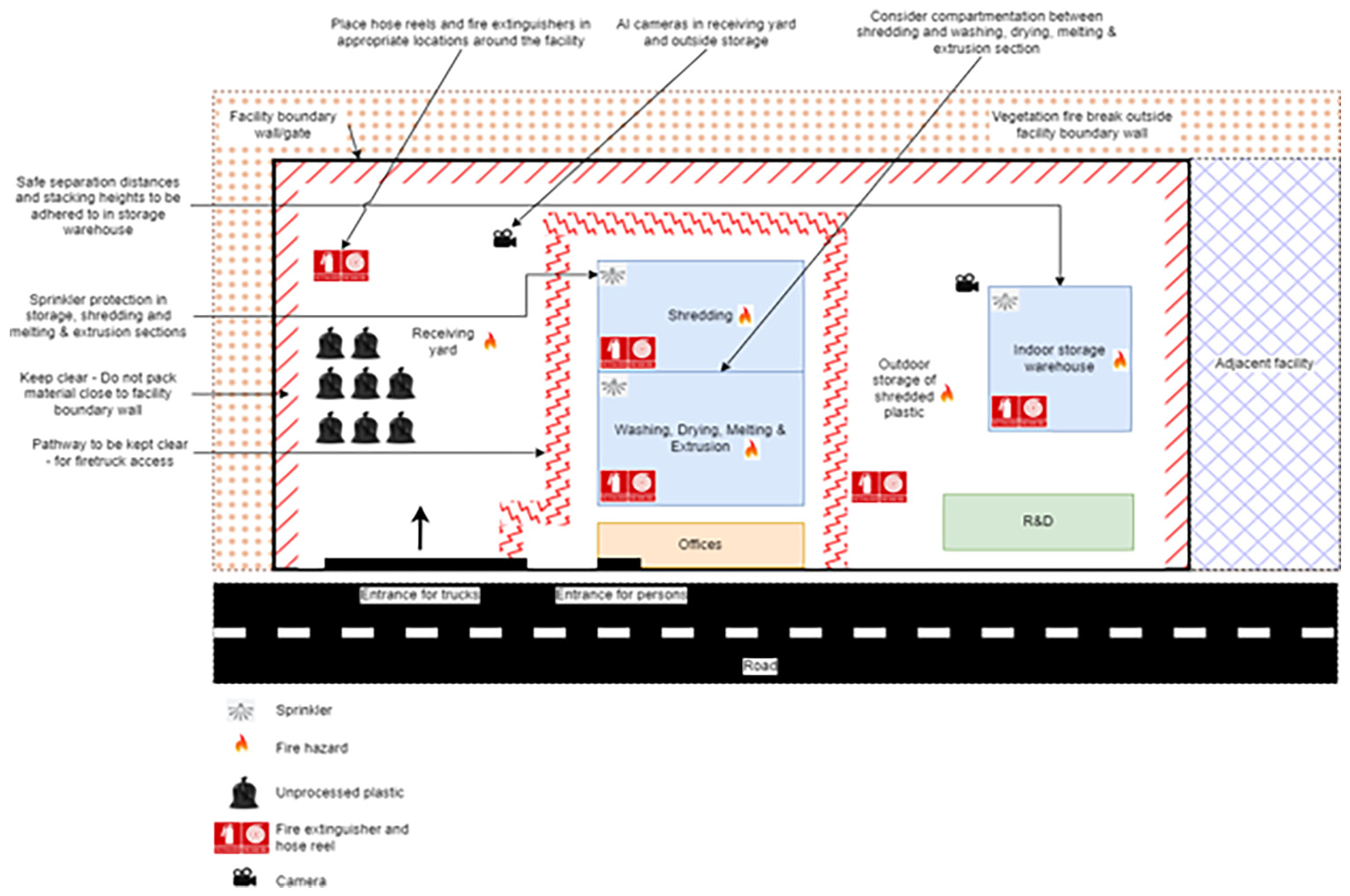
Summary of hazard identification and possible solution.
Conclusion
This article details the plastic recycling process and identifies stages in the plastic recycling process that pose a potential fire hazard, considering both data in the literature and site visits. These processes are (1) the bulk storage of plastic in any stage throughout the process, (2) shredding and (3) the melting and extrusion step for pellet formation. It is noted that the risk as a result of bulk storage is affected by the geometry of the stored plastic (that changes as the plastic is processed) as well as the conditions of storage (as the bulk plastic may move from being stored outdoors to indoors). Thin shredded plastic is shown to ignite very rapidly (around 10 s at 30 kW/m2) and fuel loads may be up to around 20 GJ/m2, which is an order of magnitude greater than a typical space for stored or stacked commodities.
In addition to these hazards, auxiliary and external hazards should be considered. These include welding on site, smoking in areas that are prohibited, storage of incompatible waste resulting in self-heating and possible self-ignition, electrical faults, arson, wildland fires and operations of adjacent facilities The article then discusses existing codes and standards available addressing bulk storage and sprinkler installation standards and concludes that the guidelines stipulated may not be practical from a functional business operation or financial point of view. Because of this, it is incredibly difficult for plastic recycling facilities to secure insurance in the event of a fire.
Mitigation strategies or recommendations based on research done on MSW facilities and other recycling facilities are provided. In dealing with the hazard of bulk storage, it is recommended to determine the effect (ease of ignition and rate of fire spread) of geometry (unprocessed bales of plastic, FIBC bags of shredded plastic and plastic pellets) on the fire behaviour of the plastic. It is also recommended that researchers should focus on determining the fire behaviour in the different storage enclosures by simulating the storage conditions and recording the rate of fire spread, temperature reached and heat fluxes based on (1) a fire starting at various locations, (2) various packing heights of bulk stored plastic and (3) various aisle clearances between storage piles among other factors. The results of these simulations can be used in conjunction with the existing codes and standards to compile a set of guidelines for safe, functional and financially viable operation of recycling facilities. Furthermore, the influence of by-products emitted from contaminated materials should be considered as flammable gases could be generated.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the (1) Department of Higher Education and Training (DHET) under the New Generation of Academics Programme (nGAP) and (2) the Royal Academy of Engineering/Lloyd’s Register Foundation Engineering Skills Where They Are Most Needed Engineering X Programme (grant no. ESMN 1921\1\141).