
Abstract
Mineral wool is commonly used in construction as thermal insulation material. After the product’s lifetime, it is classified as hazardous waste if no trademark of the European Certification Board for Mineral Wool Products (EUCEB) or the German Institute for Quality Assurance and Labelling (RAL) exists. Mineral Wool Waste (MWW) is typically landfilled in Europe, which is challenging due to its low bulk density and dimensional stability. This circumstance highlights the need for alternative recycling methods that increase the recycling rate of construction and demolition (C&D) waste. This article outlines the recycling opportunities of MWW and focuses on the use of thermochemical treatment of different mixtures of input materials to produce a supplementary cementitious material (SCM). The material characterisation results and investigations on the binder suitability demonstrate that the slag fractions after the thermochemical treatment are well-qualified to be used as reactive binder components. Additionally, a material flow analysis was conducted to estimate the substitution potential of MWW as SCM in the Austrian cement industry.
Keywords
Introduction
The United Nations (UN) 2030 Agenda for Sustainable Development proclaimed 17 Sustainable Development Goals (SDGs), building on the Millennium Development Goals (United Nations, 2015). The relevant issues for this article are the direct protection of the planet through sustainable consumption and the sustainable management of its natural resources. In detail, the focus is on promoting the consideration of waste as a valuable resource, transforming the current economic system towards a sustainable circular economy, and preventing waste. At the Euopean Union (EU) level, efforts in this direction have been laid down in the Circular Economy Action Plan (European Commission, 2015) and the European Green Deal (European Commission, 2019) and have been incorporated into the Austrian Circular Economy Strategy (Federal Ministry of Austria for Climate Action, Environment, Energy, Mobility, Innovation and Technology, 2022).
The European Green Deal serves as a growth strategy to achieve zero net greenhouse gas emissions in the EU by 2050 and to decouple economic growth from using fossil resources to combat climate change (European Commission, 2019). Providing alternative binder components from residues, such as mineral wool waste (MWW), meets this requirement and is also reflected in SDG 12 Responsible Consumption and Production. Especially in energy-intensive sectors such as chemical, cement and steel industries, substituting virgin raw materials with high-quality secondary raw materials (SRMs) is important to reduce the CO2 intensity of the products. In this context, the indispensability of these industries in Europe is explicitly mentioned (European Commission, 2019). Therefore, these sectors’ decarbonisation, modernisation and optimisation are particularly important to achieve the climate goals.
As mentioned before, the efficient use and recycling of by-products and waste within the EU is essential to achieve climate neutrality by 2050. The EU has set a target for member states to increase the recycling of construction and demolition (C&D) waste, including mineral wool insulation, as part of its circular economy strategy to minimise the environmental impact, recover valuable raw materials and reduce waste. The EU Waste Framework Directive (European Parliament and Council, 2018) sets a target of 70% recycling and reuse of C&D waste by 2020. As a result, there will be a landfill ban for MWW in Austria from 2027 (Federal Ministry of Austria for Climate Action, Environment, Energy, Mobility, Innovation and Technology, 2021). The prerequisite for this is the existence of a suitable recycling process. In this context, this investigation aims to establish a recycling of MWW to provide an SCM for the cement industry.
Mineral wool products
Mineral wool insulation is widely used in the construction industry as a thermal insulation material to reduce heat loss or gain through building envelopes. It is commonly used in walls, roofs, floors and industrial applications to insulate pipes, boilers, tanks and other equipment. Mineral wool is a general term used to refer to a group of thermal insulation materials. This investigation focuses on glass wool (GW) and stone wool (SW). GW is made from recycled glass and sand, and SW is made from natural rock materials such as basalt, diabase or slag. In both cases, the input materials are melted at high temperatures and spun into fibres. These fibres are mixed with a binder and formed into batts, blankets or loose-fill insulation (Joint Research Centre et al., 2013; Papadopoulos, 2005; Sirok et al., 2008). However, the low bulk density of mineral wool makes it difficult to compact the waste and ensure its stability in a landfill (Sattler et al., 2020). The bulk density can be assumed in the range of 13–100 kg m−3 (Saint-Gobain ISOVER Austria GmbH, 2019a) for GW and 25–200 kg m−3 (Saint-Gobain ISOVER Austria GmbH, 2019b) for SW.
Waste generation
When buildings containing mineral wool are demolished or renovated, the insulation is part of the C&D waste and should be collected separately in Austria (Federal Ministry of Austria for Agriculture, Forestry, Environment and Water Management, 2015; Federal Ministry of Austria for Climate Action, Environment, Energy, Mobility, Innovation and Technology, 2021). MWW is a significant issue in Europe due to the C&D waste generated by the building sector. Improper management of mineral wool insulation can lead to environmental pollution. As a result, the total amount of MWW generated in the 27 countries of the EU was approximately 2.54 million tonnes in 2010 and is expected to increase to 2.82 million tonnes by 2030 (Mueller, 2009; Väntsi and Kärki, 2014; Yap et al., 2021). This assumption is confirmed by the EU’s forecast growth of the mineral wool insulation market from 2015 to 2025 (Pavel and Blagoeva, 2018). In 2020, 2.5 million cubic metres of mineral wool (SW and GW) was sold and installed for insulation purposes, representing a market share of around 40% of total insulation materials in Austria (Demacsek, 2021). In general, the volume distribution of mineral wool production is estimated to be 1/3 GW and 2/3 SW (Mueller, 2009). Considering the production distribution and the density range, 10,800–83,300 tonnes of GW and 41,500–333,300 tonnes of SW were sold in Austria in 2020. However, these quantities placed on the market will only end up as waste after a correspondingly long service life of approximately 30 years (Mueller, 2009; Pavel and Blagoeva, 2018). Considering this circumstance, Kleemann et al. (2017) analysed Vienna’s material stock in buildings and calculated 378,000 tonnes of mineral wool in 2013. The annual amount of MWW can only be estimated by adding up the artificial mineral fibre and asbestos waste in a range of 4200–17,200 tonnes for Austria in 2020 (Federal Ministry of Austria for Climate Action, Environment, Energy, Mobility, Innovation and Technology, 2023). In comparison, the Porr AG estimates the current volume of MWW at approximately 24,000 tonnes year−1 (Porr AG, 2022).
Additionally, literature review on mineral wool products and waste composition was carried out for this article. The aim was to determine the variation in composition for MWW. Table 1 shows the minimum (min), maximum (max) and average (avg) chemical composition of mineral wool products and waste divided into SW and GW in weight percentage (wt.-%).
Main composition of mineral wool products and waste in weight percentage (wt.-%), data set and literature (Supplemental Material).
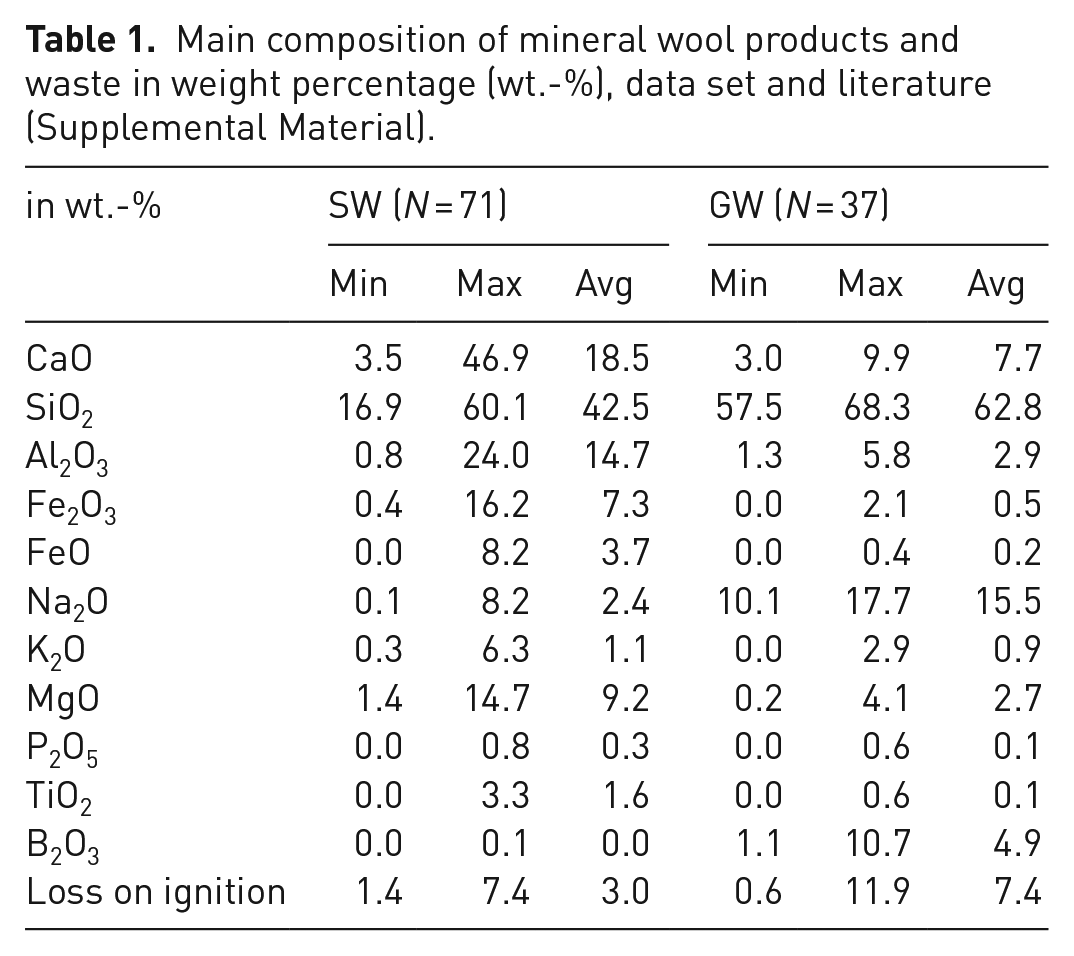
Table 1 shows significant variations in CaO, SiO2, Al2O3, Na2O and B2O3 contents comparable to Yliniemi et al. (2021), which may be due to the broader geographical representation of the samples. Overall, there is more variation in the composition of SW than GW as shown in Figure 3. A tracer for GW is a Na2O content greater than 10 wt.-% and the presence of B2O3 (Joint Research Centre et al., 2013).
Mineral wool recycling
Different recycling paths are under investigation to promote a sustainable circular economy without residues and conserve resources. These research projects include various solutions, from innovative landfilling, backfilling and recycling in the cement and mineral wool industry (Sattler et al., 2020) to use as an SCM (Doschek-Held et al., 2022; Steindl et al., 2022, 2023).
This article focuses on using MWW as a future SCM for the cement industry. For example, in 2020, 790,118 tonnes of ground granulated blast furnace slag (GBFS) were used in the Austrian cement industry without milling plants (Mauschitz, 2022). Replacing energy- and CO2-intensive Portland cement clinker with alternative components from residues makes sense in several respects to: (i) reduce CO2 emissions from clinker production, (ii) reduce the amount of waste or the need for landfilling and (iii) close material cycles.
The energy technology perspectives of the International Energy Association have shown that heavy industries are changing. Therefore, common cement substitutes such as fly ash from coal combustion and GBFS will not be available in sufficient quantities (Moser et al., 2014). On the way to decarbonising mineral building materials, new clinker substitutes for low-emission and sustainable binders are urgently sought (Favier et al., 2018). The use case of MWW in the binder industry after recycling is also a solution to the problem of landfilling. Recycling, in this case, includes the pretreatment to reduce the volume, the chemical modification to achieve the required composition and the thermal treatment.
Recycled MWW can be used not only as an addition or substitute for ordinary Portland cement (OPC) but also in the production of alkali-activated materials (AAMs). AAMs are alternative binder systems activated by alkaline solutions, such as alkali hydroxides or waterglass, and can be used to produce concrete-like structures. To use MWW in alkali-activated systems, the fibres are mixed with an alkaline solution and a source of silica and alumina, such as fly ash or slag. The mixture is then cured, resulting in a hardened material with properties similar to traditional OPC concrete (Juhart et al., 2020). However, it is essential to carefully evaluate MWW regarding its use in AAMs to ensure that the resulting concrete product meets quality and safety standards and does not release any hazardous materials. Additionally, using AAMs in concrete production is still an ongoing research and development area, and further studies are needed to understand the performance characteristics and long-term durability (Grengg et al., 2020; Mastali et al., 2021; Steindl et al., 2023; Väntsi and Kärki, 2014; Yap et al., 2021; Yliniemi et al., 2019, 2020, 2021; Zhao, 2021).
Materials and methods
The following section describes the input materials used, the process steps for the thermochemical treatment and the analytical methods. The main objective is to modify the chemical and physical properties of the mineral wool using corrective materials and carbothermic reduction to produce an SCM. Furthermore, the characteristics of the conducted material flow analyse is explained. Figure 1 is a schematic depiction of the relations between the different process steps.
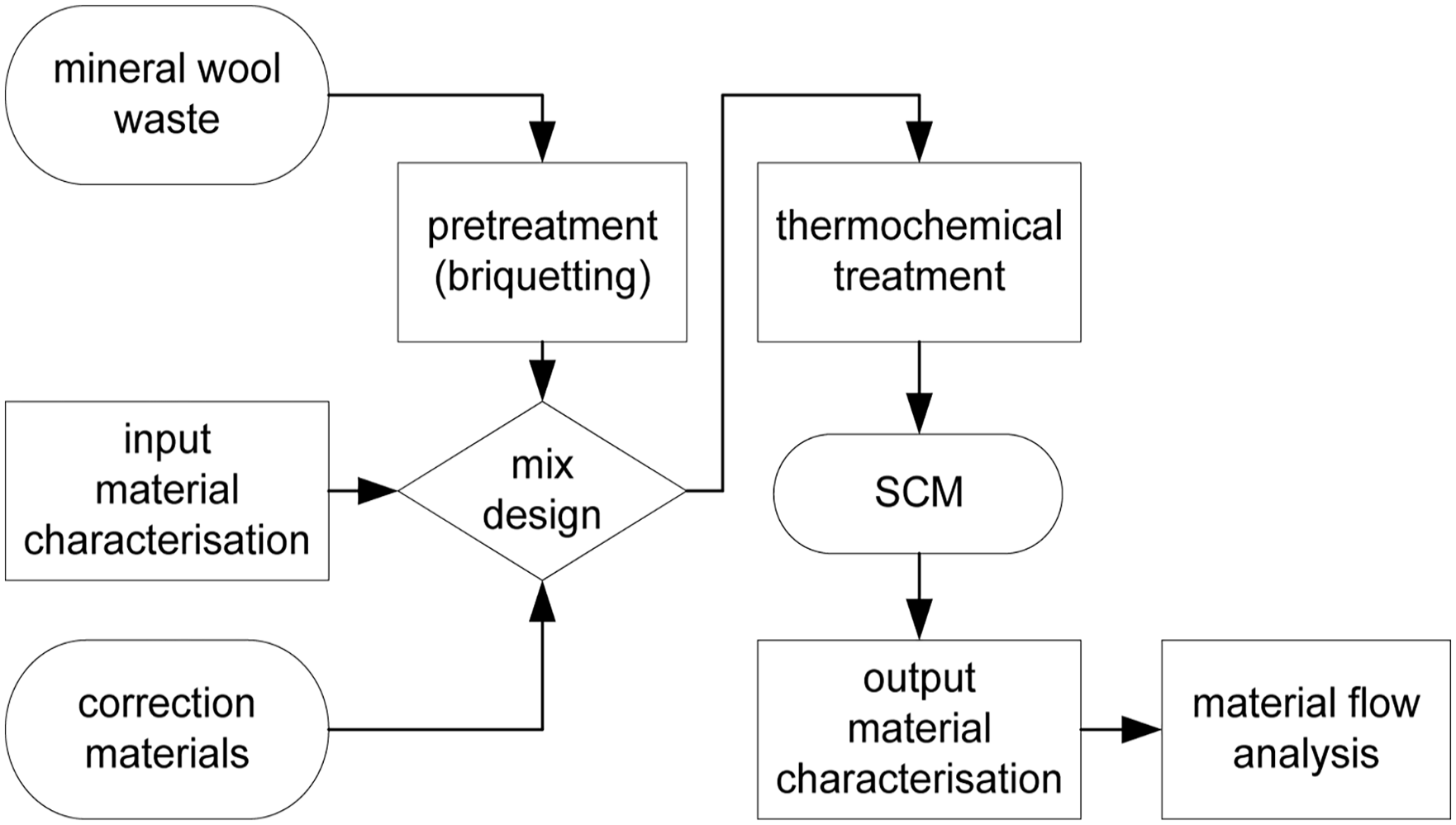
Schematic depiction of the process steps for mineral wool recycling to provide a supplementary cementitious material.
Material characterisation
To effectively carry out the targeted thermochemical treatment of optimised mixtures of mineral wool and correction materials, it is first necessary to perform a chemical characterisation of the materials. The chemical composition of initial and treated materials was determined at Graz University of Technology through X-ray fluorescence spectroscopy on a Tiger S8: Bruker AXS GmbH, Karlsruhe, Germany and Epsilon 4: Malvern Panalytical PLC, Malvern, Worcestershire, UK spectrometer. For the measurement, glass pellets were prepared using lithium metaborate/tetraborate and 0.6–1.0 g of the sample that had been ignited at 950°C to measure the loss on ignition.
The mineralogical composition of the materials was determined by X-ray diffraction using a X’Pert Pro: Malvern Panalytical PLC, Malvern, Worcestershire, UK diffractometer (Co-Kα radiation, 40 kV, 40 mA, range 4 to 85°2θ, 0.008°2θ step size, 45 s count time per step) followed by phase identification and quantification with Highscore Plus 3.0.5: Malvern Panalytical PLC, Malvern, Worcestershire, UK. The amorphous content was determined using NIST SRM 676a as an external standard.
Pretreatment
In order to generate sufficient output material for chemical analysis and the tests regarding the cementitious properties, it is necessary to produce briquettes, as the mineral wool has a low bulk density. The briquettes were produced using a hydraulic briquette press supplied by ATM Recyclingsystems GmbH at a maximum pressure of 13 bar for 3 s. In order to place the mineral wool mats in the press, it was necessary to cut them into smaller pieces of about 10 cm × 10 cm with a utility knife. No binder was added during the briquetting process (Mimra, 2021).
Input materials and mix design
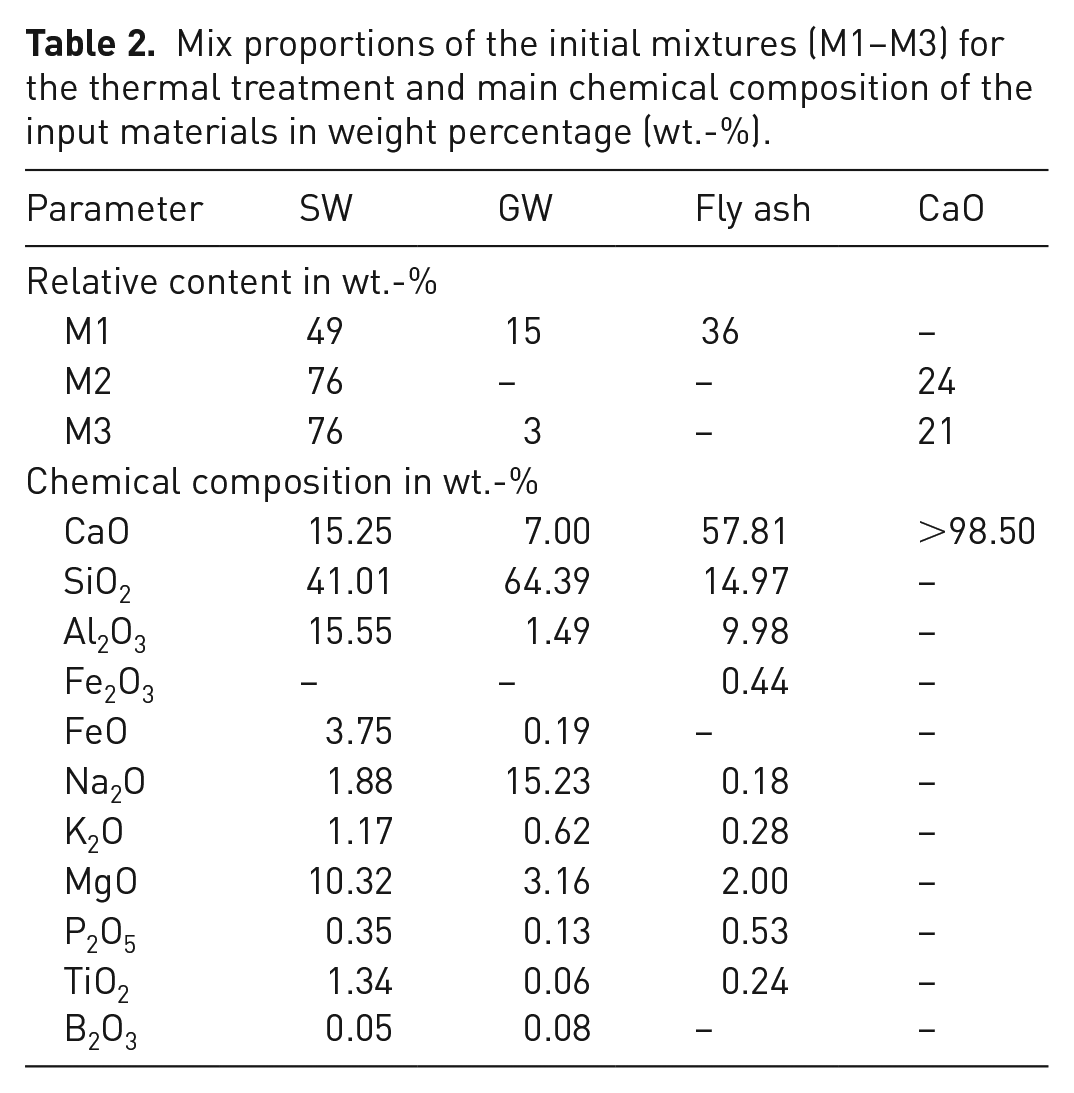
Briquetted SW (Sonorock 035 Rockwool) and GW (type 604818 Isover) were investigated for thermochemical treatment. As correction materials, fly ash from paper production and pure CaO were used to adapt the chemical composition. Three mixtures (M1, M2 and M3) of these materials were evaluated for suitability as an SCM. The chemical composition of the input and correction materials as well as the relative content of the mixtures are presented in Table 2.
Mix proportions of the initial mixtures (M1–M3) for the thermal treatment and main chemical composition of the input materials in weight percentage (wt.-%).
The cement and construction industry standards regulate the chemical composition of SCMs. For example, the oxide content and basicities must be within defined limits, see Table 3. The same regulations would apply to recycled mineral wool as a potential SCM, namely a processed slag. For this work, the composition of the targeted slag fraction was predetermined by the goal of using as little correction material as possible. The objective was to mix the input materials beneficially to produce a slag that met the cement and construction industry’s limits. Additionally, the aim was to minimise the metal content by determining and adding the required stoichiometric reducing agent quantity. An MS Excel Solver Add-in was used to perform this mixing calculation (Eisner, 2023). Thereby, the reducing agent amount was calculated with a surplus of 10% and a degree of reduction of 50% for TiO2, 98% for Fe2O3 and 98% for FeO.
Comparison of the slag fraction properties after the thermochemical treatment (M1, M2 and M3) to the requirements.
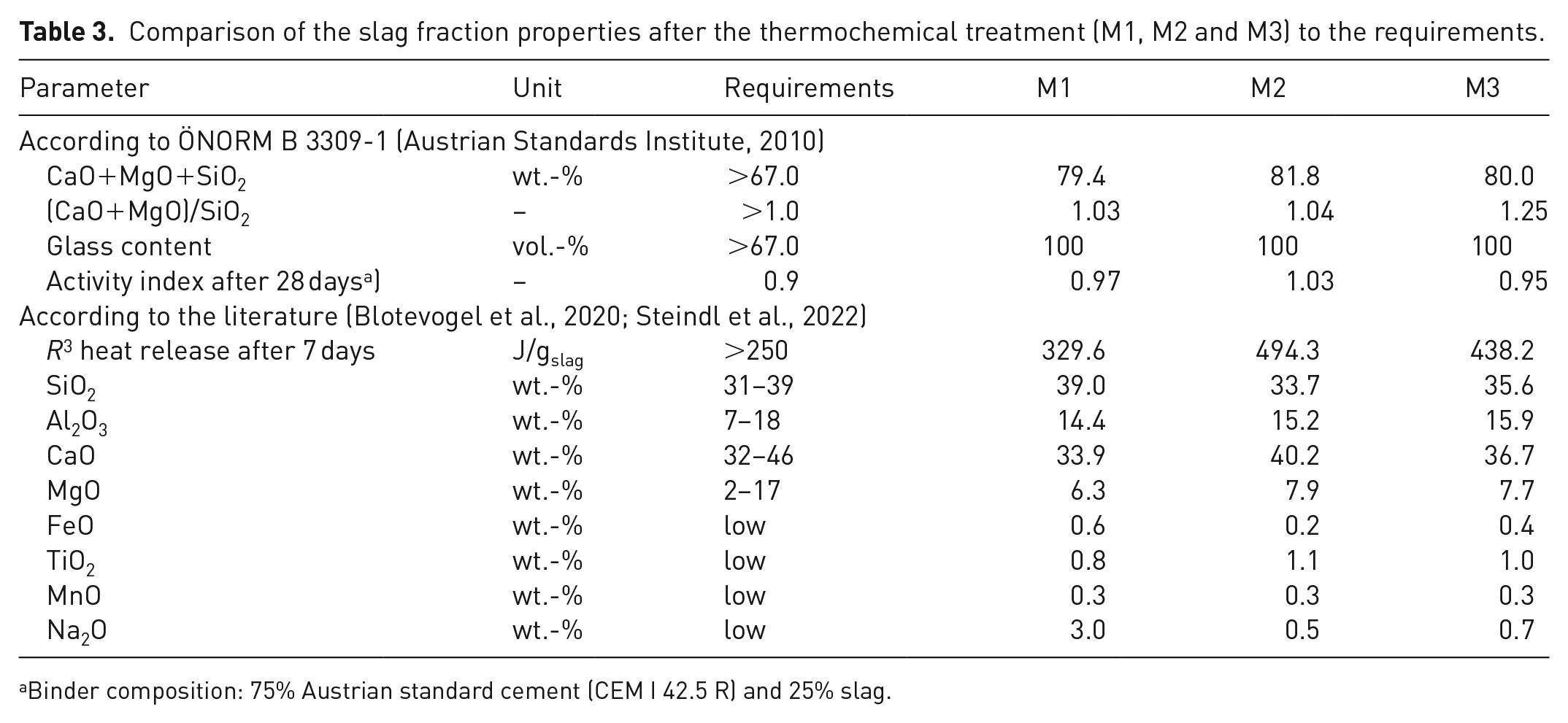
Binder composition: 75% Austrian standard cement (CEM I 42.5 R) and 25% slag.
Thermochemical treatment
The thermochemical treatment was conducted in an inductively heated crucible furnace (InduMelt) constructed at the Chair of Thermal Processing Technology at Montanuniversität Leoben. Approximately 0.7 to 0.8 kg of the mixtures were compacted in a graphite crucible. The test duration for mixture M1 was about 3 hours long with a holding time of 60 minutes at the maximum temperature of 1400°C. Melting of M2 and M3 lasted for 2 hours, including a holding time of 30 minutes. The melting process was followed by selective cooling by wet granulation, where the slag was poured directly into a jet of water generated by a pump. The slag stream was disintegrated into granulates and cooled down rapidly in the water-filled granulation basin. The rapid cooling led to the formation of an amorphous (glass-like) phase, which is crucial for its hydraulic reactivity as an SCM (Hewlett and Liska, 2019). A wet granulation unit was utilised with a water-to-slag ratio of 10 to achieve the necessary cooling rate. Subsequently, a drying step was implemented for 24 hours at 105°C. The dried granules were then crushed to 0.1 mm by a laboratory jaw crusher (Retsch BB50) and screened (Retsch AS2002), followed by magnetic separation of the metal and slag fractions.
Building material tests
The slag fraction after the thermochemical treatment was chemically and mineralogically analysed analogously to the input material characterisation. Furthermore, the cementitious properties, such as the hydraulic reactivity and the corresponding activity index (AI), were determined. As a measure of the ability of the slag powder to react hydraulically, the heat release after 7 days was determined according to the R3 test protocol using a I-Cal-4000HPC: Calmetrix Inc., Arlington, Massachusetts, USA calorimeter (Blotevogel et al., 2020; Li et al., 2018). Additionally, the hydraulic reactivity of the slag fraction in combination with Portland cement was analysed by measuring the AI according to ÖN B 3309-1 (Austrian Standards Institute, 2010) on mortar prisms with a binder consisting of 75% standard cement (CEM I 42.5 R) and 25% test material. This deviation from the test standard ÖNORM EN 15167-1 (Austrian Standards Institute, 2006), requiring a mixture of 50% standard cement and 50% test material, was chosen deliberately to represent better a typical GBFS-containing cement type such as CEM II/B S (Steindl et al., 2022).
Material flow analysis
For the material flow analysis (MFA) implementation, the program STAN 2.6: TU Wien, Institute for Water Quality, Resources and Waste Management (Cencic et al., 2020) is used, which is based on ÖNORM S 2096 (Austrian Standards Institute, 2005). Based on the characterisation results, a MFA was carried out to estimate the substitution potential of MWW as SCM in Austria. In this case, mixture M1 was used as it approximates the assumed production quantity distribution between GW and SW. For this purpose, an accumulation of 14,500 tonnes year−1 SW was assumed as the basis for calculation and compared with the SCM demand for GBFS of the cement industry in Austria of approximately 790,000 tonnes for the year 2020 (Mauschitz, 2022; Porr, 2022). Figure 4 shows the result as a material flow diagram.
Results and discussion
The material characterisation showed as targeted significant differences between the initial mixtures and the resulting slag fractions. Essentially, the CaO, SiO2, Al2O3 and MgO contents were modified to match. The chemical composition of the initial mixtures and the resulting slag fractions are shown in Figure 2.
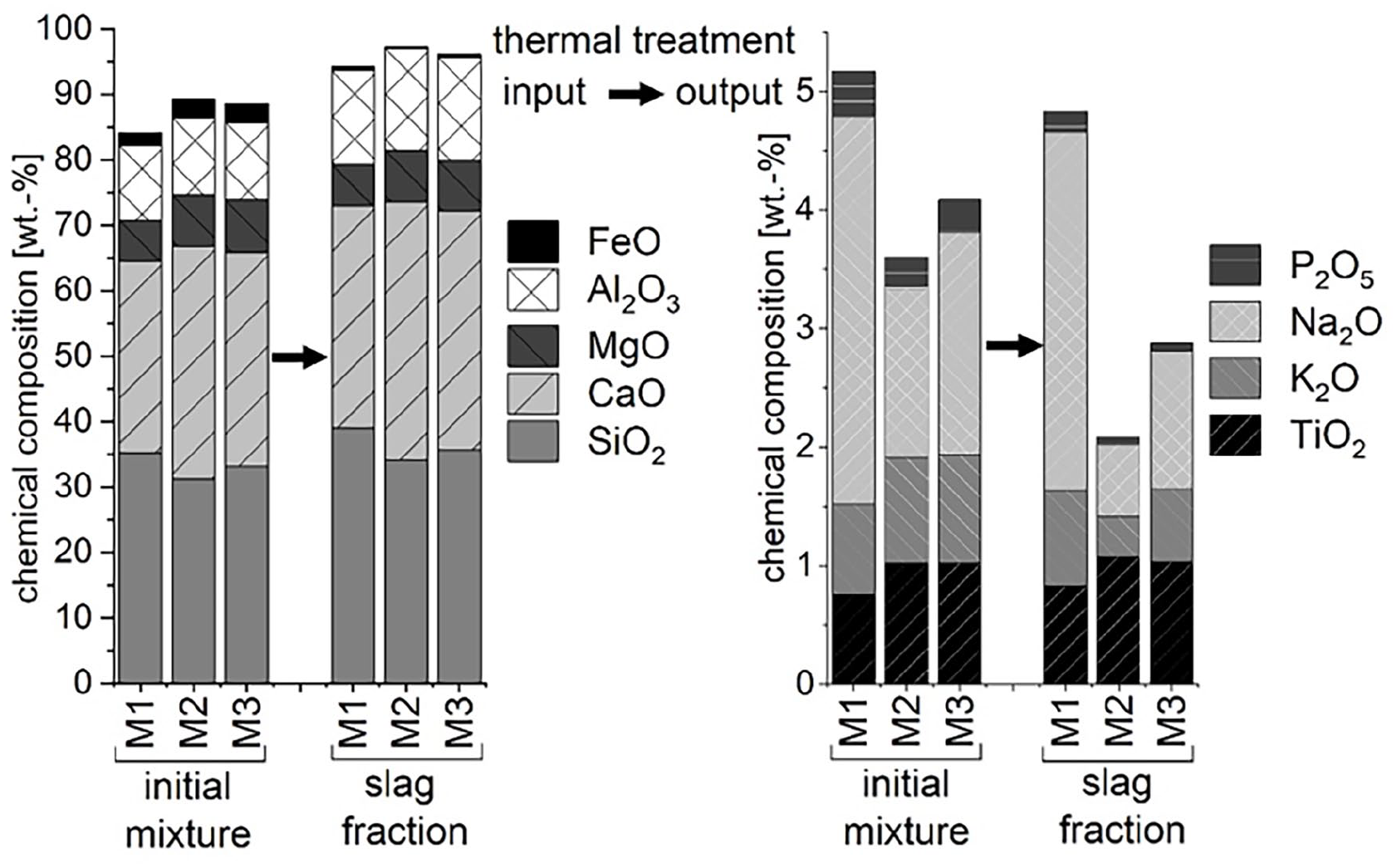
Main chemical composition of the initial mixture and the resulting slag fraction after the thermochemical treatment in weight percentage (wt.-%).
The targeted modification of the chemical composition of the resulting slag fractions can be derived. A glass content higher than 97 vol.-% was proven due to amorphous solidification. Further results and a comparison of the obtained parameters with the criteria for SCMs are in Table 3.
Based on the results, the suitability of the slag as a building material after thermal treatment could be demonstrated on the laboratory scale. Glass content, AI and R³ heat release of the generated slags exceed the standard criteria by far. The analytical results of the input materials and mixtures, as well as the resulting slag fractions, are summarised in the ternary plot [SiO2]–[CaO+MgO]–[Al2O3+Fe2O3] in Figure 3.
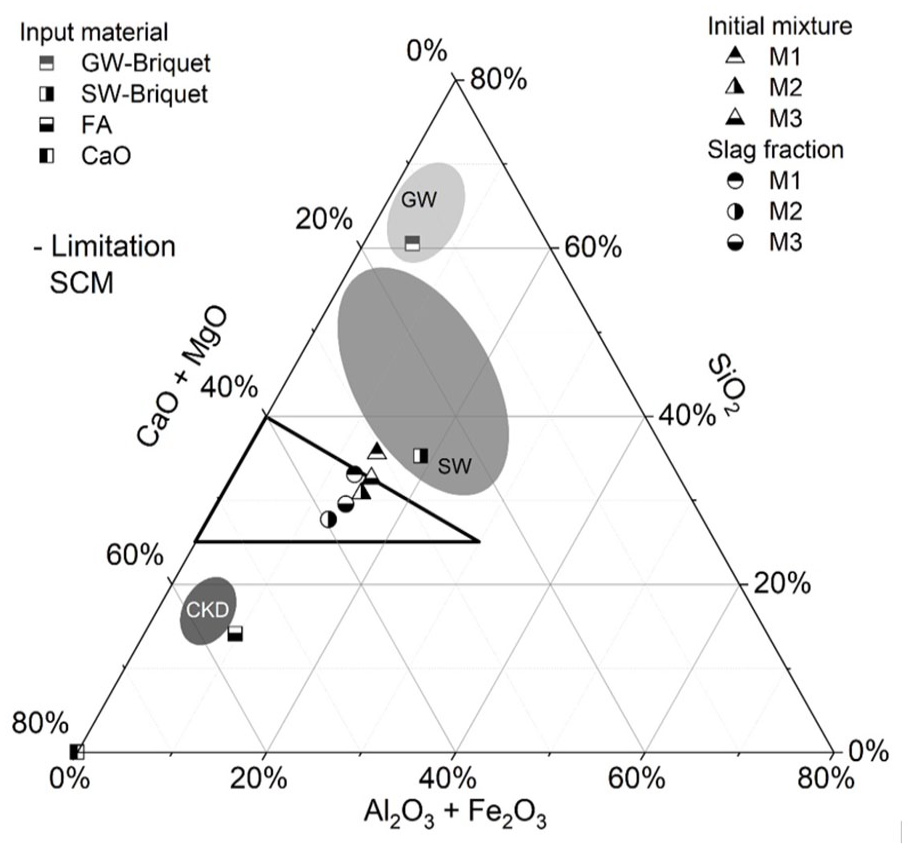
Ternary plot [SiO2]–[CaO+MgO]–[Al2O3+Fe2O3] of the input materials and initial mixtures, as well as the resulting slag fractions after the thermochemical treatment.
This plot also includes an alternative correction material, cement kiln dust, which will be part of further investigations as a source of calcium (Barnat-Hunek et al., 2018). Finally, the result of the MFA to estimate the substitution potential of MWW based on mixture M1 as SCM in the Austrian cement industry is shown in Figure 4.
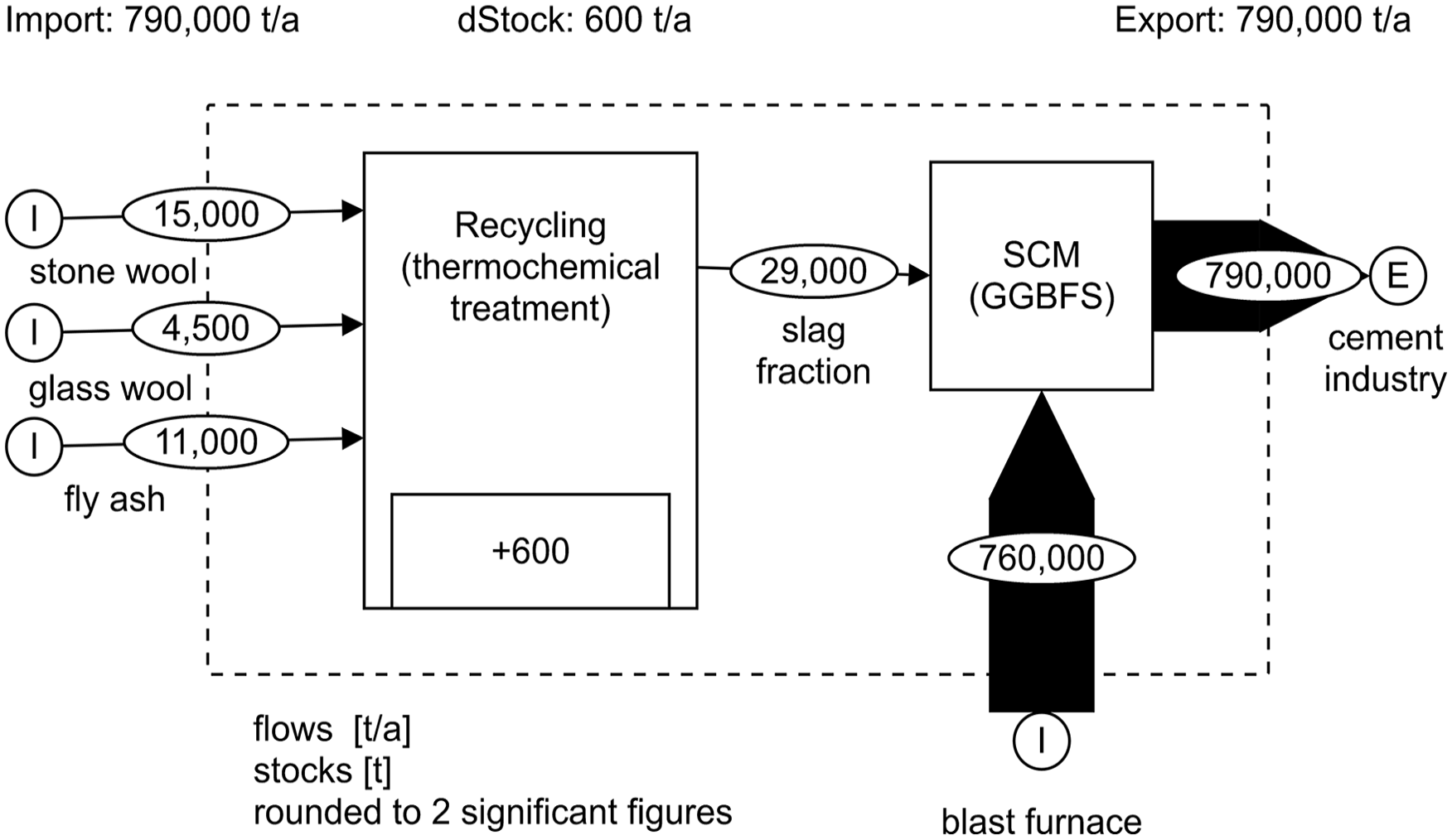
Material flow diagram of mixture M1 to estimate the substitution potential of MWW as SCM in the Austrian cement industry in 2020.
This results in a valuable slag recovery potential of approximately 29,000 tonnes annually for the cement industry. This amount could cover about 4% of the Austrian blast furnace slag demand as SCM in 2020. In the ‘Recycling’ process, stocks are created that can be traced back to the gaseous reduction products and treatment losses, which are currently not recorded in detail. The quantification of the corresponding transfer coefficients is part of further investigations and will show the influence of the individual oxides and the treatment conditions on the binder quality. In addition, an intended scale-up will provide a sufficient quantity for the constructional suitability investigation.
Conclusion
It has been demonstrated that the resulting slag fraction meets the defined requirements for the use as an SCM. Future use of such recycled MWW as an SCM can provide several benefits, including reducing waste sent to landfills, conserving natural resources by reducing the need for raw materials or tightening traditional SCMs and reducing the carbon footprint of construction materials.
Based on the findings, a follow-up project, ‘BitKOIN’, has already started. This project includes further development steps, such as the pretreatment and scale-up of thermal treatment. To this end, the project consortium will also evaluate the possibility of using an inductive inline furnace (Bartashov et al., 2022) on a pilot plant scale.
Additionally, purity classification of MWW from different sources must be performed to develop a suitable handling approach. This classification should primarily address the type of mineral wool, contaminants, physical condition and chemical composition. In addition, the influencing and disturbing variables on the material properties (Nagy, 2020; Schultz-Falk et al., 2018;) and quality characteristics during the recycling will be described in more detail. In summary, using mineral wool as an SCM in cement production will provide technical and environmental benefits and is an ongoing research and development area.
Supplemental Material
sj-xlsx-1-wmr-10.1177_0734242X241237199 – Supplemental material for Recycling of mineral wool waste as supplementary cementitious material through thermochemical treatment
Supplemental material, sj-xlsx-1-wmr-10.1177_0734242X241237199 for Recycling of mineral wool waste as supplementary cementitious material through thermochemical treatment by Klaus Doschek-Held, Anna Christine Krammer, Florian Roman Steindl, Theresa Sattler and Joachim Juhart in Waste Management & Research
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The material characterisations were part of the ‘UpcycSlag-Binder–US-B’ research project, funded by the Styrian Future Fund and the Climate Protection Fund of the City of Graz in the programme ‘Green Tech 100 – 1 Earth, 0 Carbon, 0 Waste’. The pretreatment of the mineral wool was carried out as part of the RecyMin project funded by the Austrian Research Promotion Agency (FFG) under the ‘Bridge’ programme. The ongoing research project ‘BitKOIN’ is also funded by the Austrian Research Promotion Agency (FFG) and carried out as part of the programme ‘FTI-Initiative Kreislaufwirtschaft’.
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.