
Abstract
Currently, the Stabilized Organic Fraction (SOF) 0–80 mm separated from the municipal waste stream is sent in its entirety to landfill in the mechanical-biological treatment plants operating in Poland. Such action does not align with the adopted EU strategy focused on waste management in the circular economy. This study aimed to assess the technical feasibility of the process of purification of mineral fractions with a grain size of 10–80 mm separated from SOF on a technological installation designed for glass recovery, built at the Marszów Plant. In terms of material, mineral fractions are a mixture of stones, rubble and glass, contaminated with various components, mainly organic. In 2020, the glass recovery installation was expanded with an innovative process of gravity separation to separate mineral fraction from SOF with the use of a jigging machine. A pulse jig used in the mining industry for coal enrichment processes was used for the first time in municipal waste management. The installation allows for the recovery of between 71.1 and 96.6% of mineral fractions contained in the input (84.8 ± 9.5% on average). The proportion of organics, plastics and other impurities in the waste is 4.1 ± 2.1% of the fraction mass. The process consumed water at an average rate of 0.34 ± 0.10 m3 tonnes−1 of treated waste and generated 0.26 ± 0.09 m3 tonnes−1 of wastewater. Electricity consumption averaged 1.20 kWh tonne−1 input.
Keywords
Introduction
In Poland, municipal waste management, as in many other EU countries, is based on mechanical-biological treatment (MBT) technology (Jędrczak, 2013). This technology is aimed at the biological stabilization of the organic fraction of municipal waste prior to landfilling or the preparation of municipal solid waste (MSW) for incineration processes with energy recovery. In Poland, 182 MBT installations were operating in 2020, with a processing capacity of approximately 11 million tonnes of waste per year (data based on integrated permits) (Jędrczak, 2020). About 570 MBT systems with the processing capacity of 55 million tonnes of MSW were operated in Europe. A transformation of the waste management model from linear to circular has been underway for several years to achieve sustainability and increase Europe’s global competitiveness. The goal of the closed-loop economy is to achieve MSW recycling of 55% in 2025, then 60% in 2030, all the way to 65% in 2035 (Directive, 2018). The implementation of the closed-loop economy eliminates MBT facilities from the market. However, it is believed that their market position of MBT technologies will remain strong for many years to come, although with the irrevocable increase in the level of material and organic recycling of waste, they will adapt to the growing supply of separately collected waste streams (The Market for Mechanical Biological Waste Treatment in Europe, 2017).
In Poland, 13.1 million tonnes of municipal waste was generated in 2020 and over 8.0 million tonnes of MSW was sent to MBT facilities. The produced stabilized organic fraction (SOF) constitutes over 25% of the weight of processed waste (Guinan et al., 2008) and is practically 100% deposited at landfilling. This means that in 2020, approximately 2.0 million tonnes of stabilized material was created in Poland, which was removed in landfills.
There is practically no data on the morphological composition of SOF in the literature. According to Połomka and Jędrczak (2020), the SOF generated at the MBT facility in Marszów (Poland Lubuskie Province) is dominated by the <10 mm fraction – 51.4%. Glass is also present in large quantities with an average of 17.4%, debris and stones with 9.1%, paper and cardboard with 8.8% and plastics with 7.3%. The morphological composition of SOF from the Waste Management Plant in Marszów is comparable with the composition of SOF produced in other MBT installations in Poland, except for glass, the average content of which is lower at 11.4%.
SOF contains quite large amounts of materials that can potentially be recycled and/or recovered to achieve the goals of a closed-loop economy. Nevertheless, recovery of material fractions from SOF is rare. A few facilities separate mineral fractions from SOF for recycling. For example, at one MBT plant, stones, glass and ceramic elements are separated. This mineral fraction is further processed mechanically at an off-site facility and then recycled, such as for road construction (Thiel and Thomé-Kozmiensky, 2011). Dias et al. (2014) conducted research to seek recovery of glass contained in the heavy residual fraction of Portuguese installations. In 2019, an innovative line for the recovery of glass from SOF was put into operation at the Marszów Waste Management Plant (Połomka et al., 2020).
Separation of SOF into material components can be achieved using various mechanical and physical processes capable of separating specific components present in municipal waste such as different types of screens, air separators and near infrared (NIR) selectors and even leaching techniques (Di Maria et al., 2013). There is no information in the literature about the use of pulsed settling machines for this purpose, which are commonly used in the mining industry for coal enrichment processes (Udovitsky et al., 2017). On the other hand, numerous publications can be found on the use of these devices for the separation of concrete, especially from demolition waste from building structures (Cazacliu et al., 2014), as well as the recovery of electronic waste (Phengsaart et al., 2018) and plastics in settling machines (Cossu et al. 2012; Ito et al., 2019).
Separation of materials in a pulsed settling machine is a simple and economical method of enriching raw materials. The process is particularly effective for separating minerals with relatively large differences in their densities (Abd Aziz et al. 2017; Cierpisz, 2017) and does not require high energy consumption as well as other utilities (Falconer, 2003). An up-to-date overview of the fundamentals of particle pick-up operations and outline directions for future research and development were presented by Ambróst (2020).
This study aimed to assess the technical feasibility of the purification process of mineral fractions 10–80 mm separated from SOF on a technological line for glass recovery, extended with a pulsating jig commonly used in the mining industry for coal enrichment processes and associated equipment. The types, quantities and morphological composition of the products of separation of mineral fractions on a pulse jig, as well as selected parameters of the process implementation are presented.
Materials and methods
In 2019, Poland’s first SOF processing installation was commissioned at the Marszów Plant (Figure 1). Its development was connected with attempts to extract glass from SOF and stabilize recovered glass parameters that would allow it to be recycled.
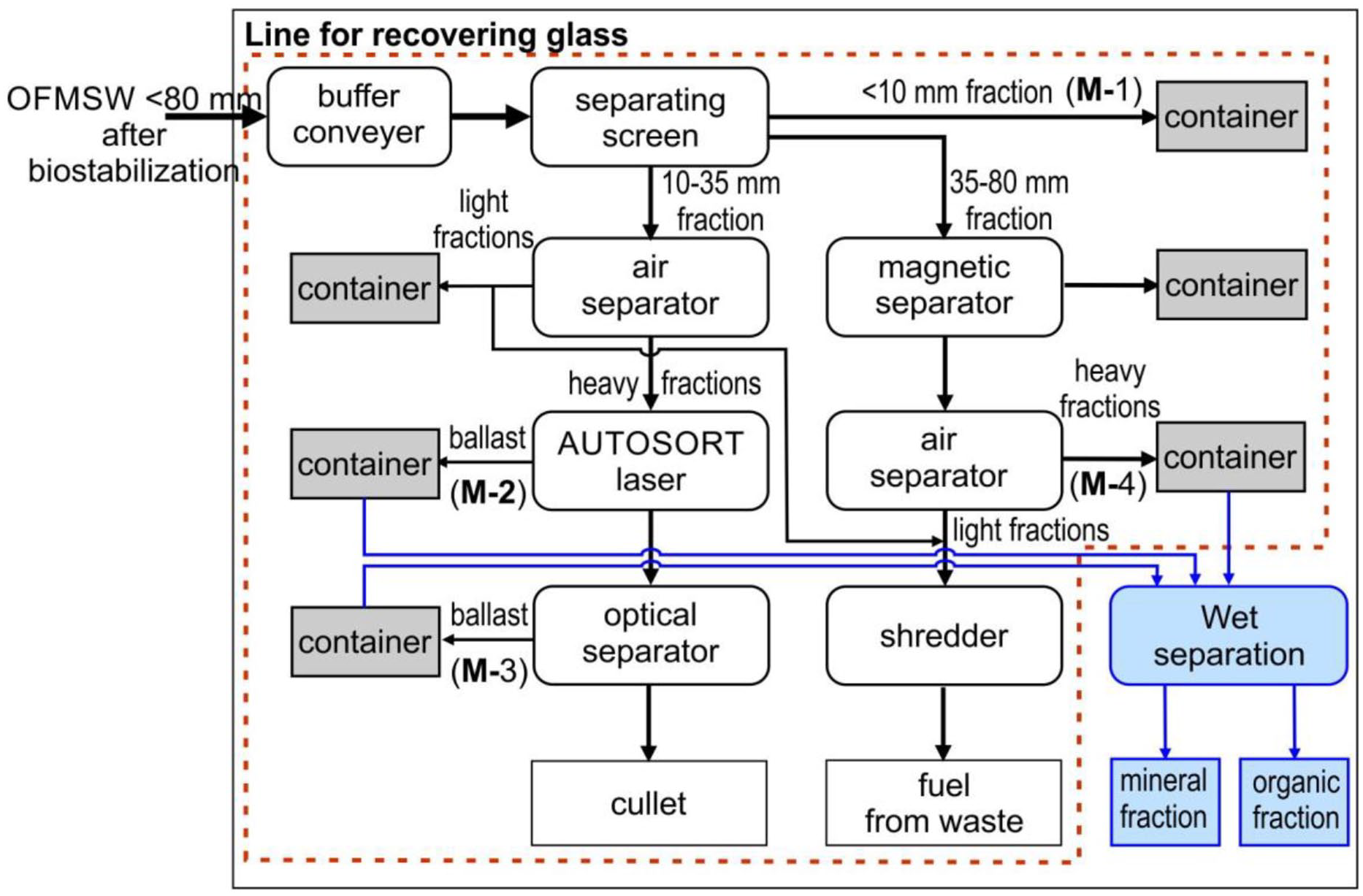
Technological scheme of the stabilized compost processing line.
A detailed description of the SOF processing line and the equipment used as well as data on the quality of the products obtained are presented in the publication ‘Recovery of Stabilizer Glass in Innovative MBT Installation – Analysis of New Technological Procedure’ (Połomka et al., 2020).
In April 2021, the installation was expanded with a pulse jig designed to remove organic parts with a grain size of up to 80 mm from the mineral fractions released in the glass recovery line (Figure 1).
Three types of waste generated on the SOF treatment line were investigated, with contamination levels that prevented wider use (Połomka and Jędrczak, 2020):
a) 10–35 mm fraction after separation by Autosort Laser from Tomra Sorting (M-2 waste),
b) 10–35 mm fraction after the Combisense photo-optical separator (M-3 waste),
c) 35–80 fraction after the NIHOT air separator (M-4 waste).
The waste streams were combined and then fed to a water separation line.
The surveys were conducted between 22 Apr 2021 and 10 Nov 2021. A total of 22 measurement series were performed. The mass of samples processed ranged from 33.5 to 95.8 tonnes and averaged 66.4 ± 17.8 tonnes.
The study included three waste streams (input, heavy and light fractions) as well as wastewater. The scope of the waste study included measuring the mass of the stream and determining its moisture content and also its morphological composition (fraction < 10 mm, glass, inert, metals, organic, paper, plastics and ‘others’. In wastewater, pH, specific electrical conductivity, COD, BOD5, total suspended solids, total nitrogen, ammonium nitrogen, total phosphorus, chlorides and sulfates were determined and measured.
The equipment’s operating time and electricity consumption were also measured.
General waste samples were prepared by taking a minimum of 20 primary samples, weighing about 20–40 kg each, from the plant line at random, at equal intervals during the trial. The collected primary samples were dumped on a clean surface, thoroughly mixed to form an average sample weighing no less than 400 kg. From the medium sample, a mound with a square base and a height of about 30 cm was piled up, which was divided into four parts, two opposite parts were combined, mixed and again divided into four parts. The two opposite parts after combining constituted a sample of about 100 kg for moisture content and material composition testing.
Sampling and analysis of wastewater was carried out by staff of an accredited laboratory.
Water separation line equipment
The water separation line consists of three devices (Figure 2 and Photo 1):
water separator – jigging machine,
vibrating screen,
bucket conveyor.
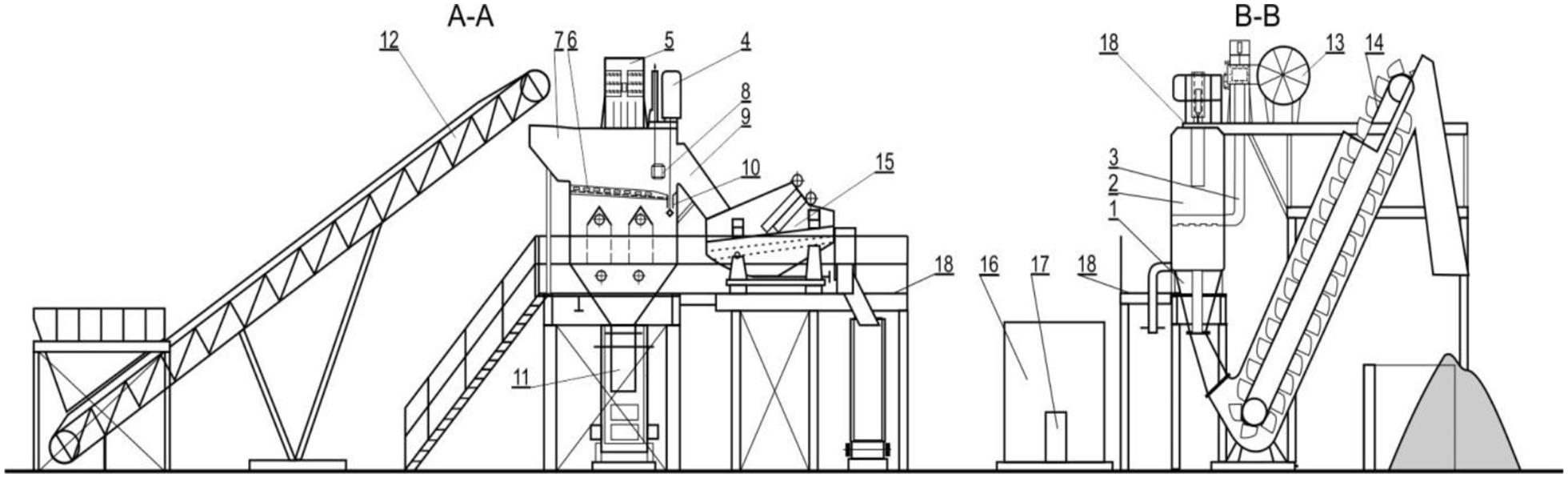
Diagram of the water separation installation: (1) lower chamber, (2) upper chamber, (3) working air collector, (4) product receiving device, (5) pulse valve, (6) sieve deck, (7) outgoing trough, (8) float assembly, (9) receiving trough, (10) product discharge aperture, (11) chute from the water separator to the bucket conveyor, (12) conveyor belt, (13) air collector assembly, (14) bucket conveyor, (15) vibrating screen, (16) process water tank, (17) centrifugal pump, and (18) service platform.

Water separation plant.
The pretreated waste mixture is fed into the working chamber where it undergoes water pulsation on the separator screen deck. Water pulsation is caused by cyclic dosing of low pressure compressed air to the lower chamber of the separator through pulse valves. It causes the rising and falling motion of the enriched material on the sieve grate of the separator’s working trough.
The valve sections are actuated by pneumatic actuators driven by compressed air supplied from the control air tank. The operating cycle of the actuators is controlled by electro-pneumatic valves fed by pulses from the electronic control system. The stratified and pulverized material is transported along the screen deck of the working chamber and is separated at the end of the working compartment into two fractions, a light and a heavy fraction, which are separated in the collecting device at the overflow threshold. An electronic control system controls the fraction collection device taking impulses from a float position sensor moving in the waste layer.
The counter-rotating unbalanced masses of the electrovibrators induce centrifugal forces that cancels or adds up at certain positions, inducing a harmonic motion with a rectilinear trajectory of the spring-supported riddle.
Results and discussion
The input material was a mixture of ballasts from a process line designed for glass recovery at the Waste Management Plant in Marszów.
The main component of the mixture was M-2 ballast a fraction with a grain size of 10–35 mm after the laser separation process. This waste constituted on average 68.3% (from 43.2 to 86.5%) of the total mass of the mixture. The proportion of M-3 ballast after photo-optical separation, also with a grain size of 10–35 mm, was approx. 15.2% (from 2.2 to 39.4%). The share of M-4 waste from the air separation process of the 35–80 mm fraction was 16.4% (10.5 to 24.8%).
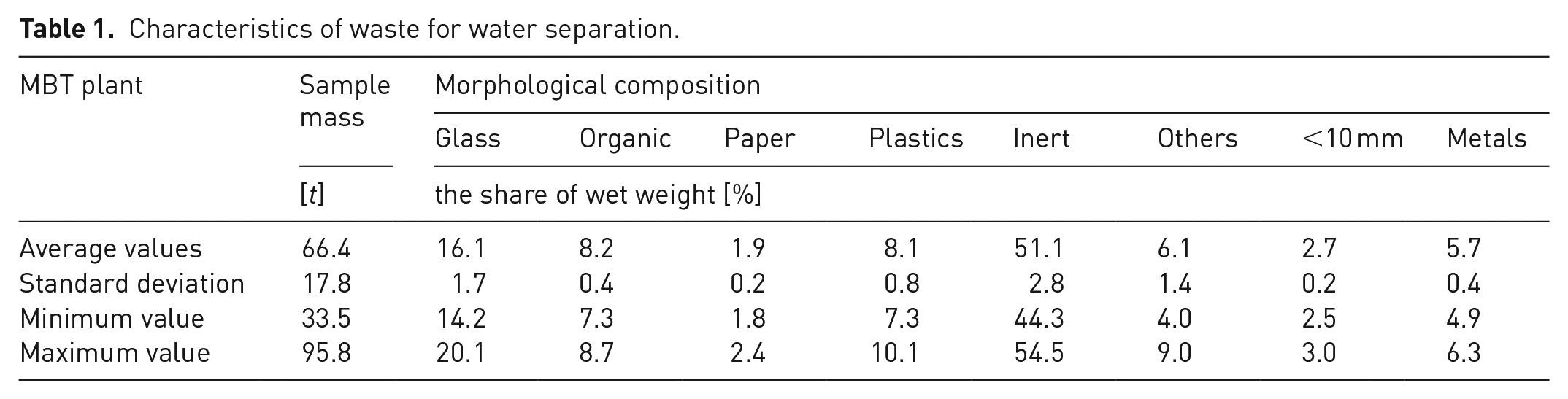
The amount of waste sent to aqueous separation in the measurement series and its composition is shown in Table 1. The degree of waste contamination is shown in Photo 2(a).
Characteristics of waste for water separation.

Charges for a pulse jig and products of its separation. (a) Charge material (M-2 + M-3 + M-4), (b) mineral fraction after the water separation process, and (c) organic fraction after the separation process.
The average weight of waste processed in the measurement series was 66.4 tonnes. The average moisture of the mixture was 17.3% (from 16.9 to 18.5%). The mineral fraction (inert (rocks and rubble) and glass) represented on average 67.2 ± 1.2% of the charge mass. The main contaminants of the waste were organics and plastics. There was also a significant share of small metal parts.
The pulse jig separates the waste stream into two fractions, mineral (heavy) and organic (light). The quantities and material composition of the products obtained during the waste treatment process on the SOF treatment line are shown in Table 2. The appearance of the fractions is shown in Photos 2(b) and (c).
Quantity and material composition of products obtained by water separation.
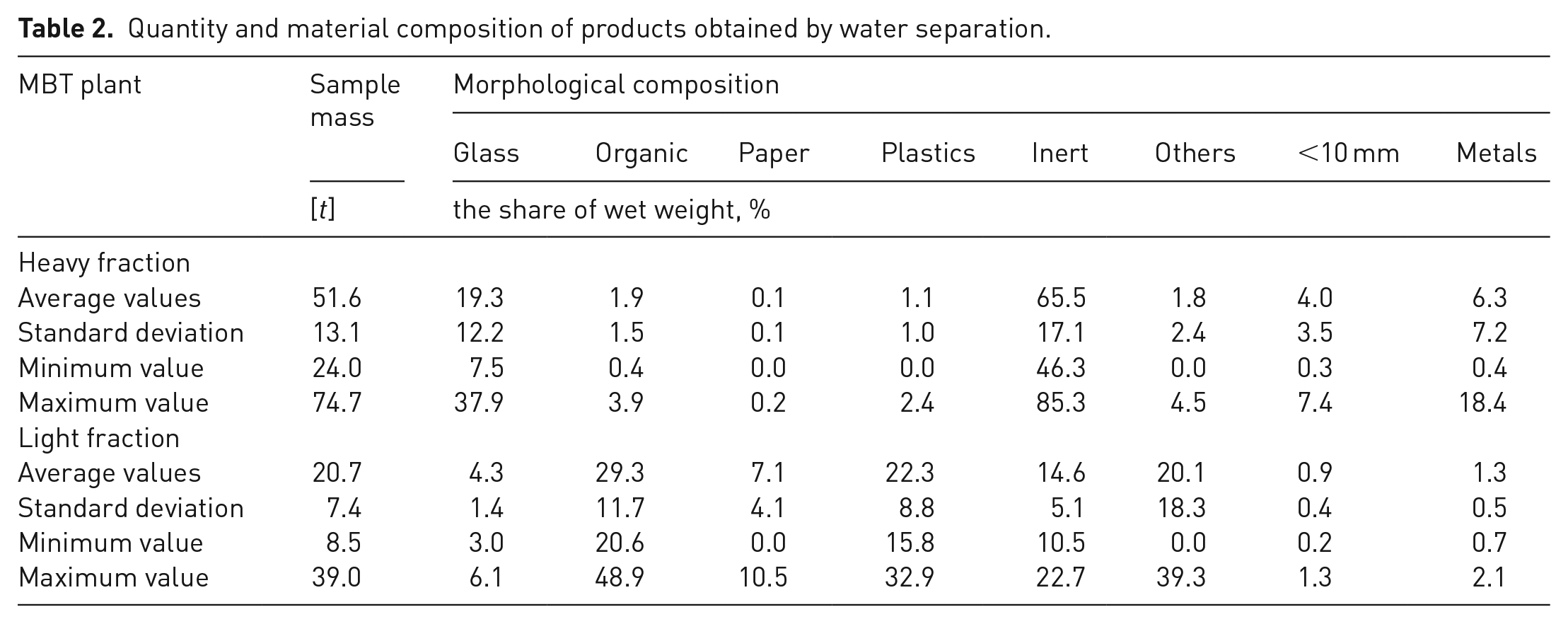
The heavy fraction accounted for 70.2 to 87.5% (average 78.0 ± 5.0%) by weight of the input material. It was dominated by inert components (rubble, stones) and glass. Their share in the mass of the fractions was 84.8 ± 9.5%. Another 10.4 ± 8.7% were fraction <10 mm and small metal parts. The proportion of organics, plastics and other pollutants did not exceed 4.1 ± 2.1% by weight of the fraction.
The light fraction constituted from 8.5 to 39.0% (average 20.7 ± 7.4%) by weight of the input material. It mainly contained an organic fraction, varying from 20.6 to 48.9% (average 29.3 ± 11.7%), fine plastics, ranging from 15.8 to 32.9% (average 22.3 ± 8.8%) and other impurities, ranging from 0.0 to 39.3% (average 20.1 ± 18.3%).
There is a term in technology called the concentration criterion (CC). It is widely used to determine the suitability of the gravity separation process (Abd Aziz et al., 2017; Ambróst, 2020). CC describes the equation:

where:
dfc – heavy fraction density,
dfl – light fraction density,
dw – water density.
Dry densities of glass, rubble, stones, fine fraction (sand) and metals exceed 1500 kg m−3. The densities of the components contaminating the mineral fraction are close to that of water (the density of organic and paper is about 1000 kg m−3 and most plastics are in the range of 920–1200 kg m−3). The equation shows that the CC value increases as the fluid density approaches that of the lighter component. In such cases, it is possible to obtain a high degree of separation of components, which is confirmed by the research results.
Figure 3 shows the values of the separation index of the components of the tested mixture from their dry density. The separation ratio is expressed as the quotient of the mass of the component in the heavy fraction and its total mass in the heavy and light fractions, expressed in percent. More than 94% of inert, glass, metals and fraction < 10 mm pass into the heavy fraction. Less than 10% plastic, paper and ‘others’ and about 24% organic remain in this fraction. This is because some of these components stick to, adhere to, or are entrained by the mineral elements.
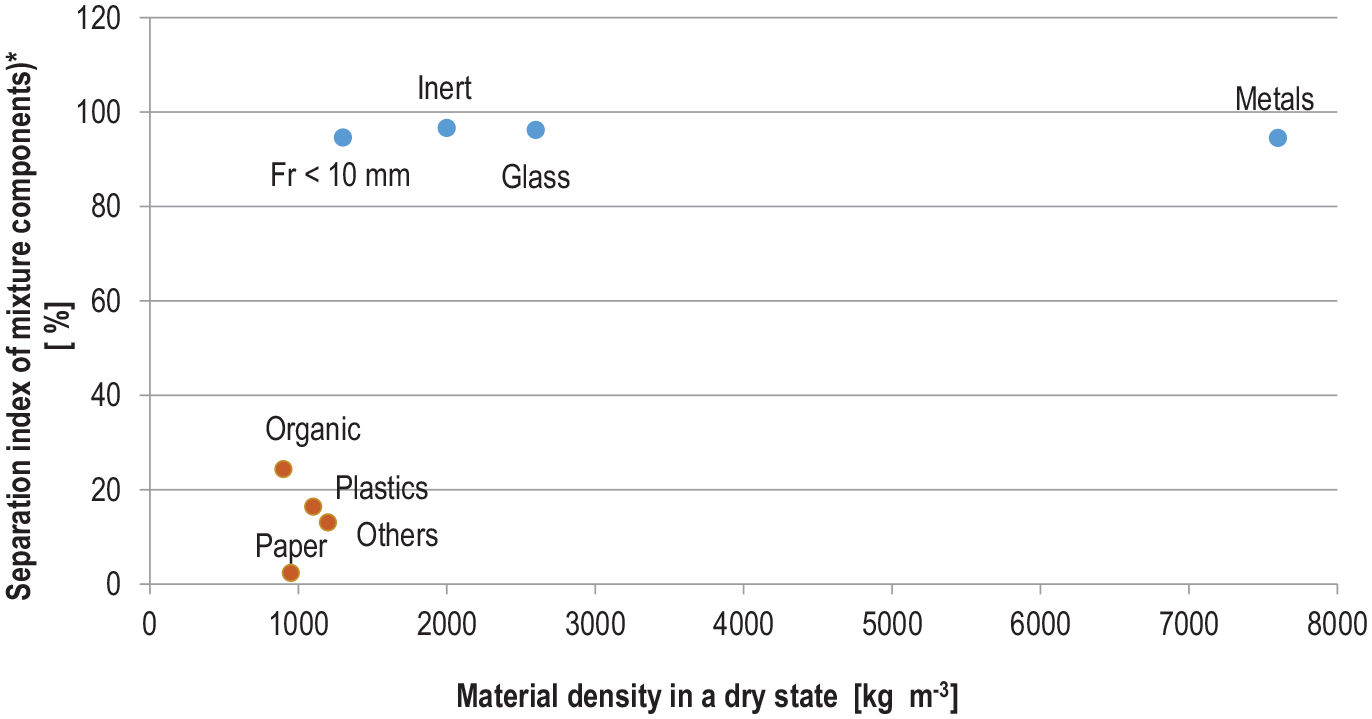
Separation of components between the heavy and light fractions.
The test results confirm that the water jig effectively separates waste mixtures consisting of mineral components (rubble, stones, glass, sand, metals) contaminated with organic components (plastics, vegetable waste).
In the process, on average, 0.34 ± 0.10 m3 tonne−1 (from 0.23 to 0.49 m3 tonne−1) of water was used, and 0.26 ± 0.09 m3 tonne−1 of sewage (from 0.18 to 0.39 m3 tonne−1). It was slightly acidic wastewater (pH 6.2 ± 0.2), with high salinity (sulphates – 1140 ± 136 mg dm−3, chlorides – 1530 ± 169 mg dm−3), heavily loaded with organic load (COD – 34.0 ± 4.4 g dm−3, BOD5 – 11.6 ± 1.2 mg dm−3). Total nitrogen content was – 1203 ± 180 mg dm−3 (including ammonium nitrogen – 991 ± 99 mg dm−3), and phosphorus og. – 229 ± 27 mg dm−3. The concentration of the suspensions ranged from 46.9 to 60.5 g dm−3.
Electricity consumption averaged 1.20 kWh tonne−1 of charge (0.97 to 1.47 kWh tonne−1). The total cost of operating the line was 238 PLN tonne−1 of charge or 305 PLN tonne−1 of recovered debris. The benefits of the process are reducing the waste stream disposed to landfills and an increase in resource recovery from municipal waste.
In 2019, the MBT installation in Marszów generated 17.33 thousand tonnes of stabilized material (SOF). Tested waste: 10–35 mm fraction after separation by Autosort Laser (M-2 waste), 10–35 mm fraction after the Combisense photo-optical separator (waste M-3) and fraction 35–80 mm after the NIHOT air separator (waste M-4) in total accounted for 17.3% of the weight of the stabilized organic fraction (SOF). From this waste stream, the treatment on the jigging machine can produce 84.8% of mineral waste with low impurities content – that is, 2.5 thousand tonnes per year. The share of organics, plastics and other pollutants did not exceed 4.1 ± 2.1% by fraction weight.
Conclusions
The SOF produced in MBT installations in Poland contains large amounts of minerals. This waste is currently mostly sent to landfills.
A facility for the recovery of glass contained in the SOF produced at the MBT plant was built at the Marszów site. This installation was extended with a water separation line consisting of three elements: a jig, vibrating screen and bucket conveyor. The installation was tested by processing 22 lots of SOF from the MBT installation in Marszów.
Processing SOF on the designed line allowed to recover from 71.1 to 96.6% of the mineral fractions contained in the charge (84.8 ± 9.5% on average), in which the share of organics, plastics and other impurities did not exceed 4.1 ± 2.1% of the fraction weight. Construction waste recycling plants accept this product due to the low level of contamination with other materials and the appropriate particle size.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.