
Abstract
Cylindrical polymer composites are commonly used in aerospace and defense components like rocket motor casings, fuselage sections, drive shafts, and pressure vessels. These components often face dynamic loads. Ensuring good vibration characteristics is important to avoid resonance and structural fatigue. Among the manufacturing steps, the curing process significantly affects the amount of polymer cross-linking and the residual stresses at the fiber–matrix interface. This, in turn, influences how the composite responds dynamically. This study focuses on the joint effect of curing temperature, curing duration, and filament winding angle on the vibration and damping properties of intact and delaminated glass-fiber/epoxy cylindrical composites made by the filament winding method. Specimens were cured at 90°C, 120°C (as recommended by the manufacturer), and 140°C, and were wound at angles of 55°, 75°, and 85°. Controlled delamination defects were introduced during production. The vibration behavior was assessed using impact hammer modal testing. Natural frequencies were obtained through Fourier Transform of accelerometer signals, and damping ratios were calculated from the exponential decay of the response envelope. The results indicate that natural frequency rises with winding angle because of increased hoop stiffness. The introduction of edge delamination resulted in a major drop in the fundamental frequency of the structure. The most severe degradation was observed at 55o filament angle, where the first natural frequency decreases approximately by 13%. The most substantial variation in the damping ratio was observed at 85o filament angle and 120°C curing temperature, where edge delamination caused a sharp 521% increase compared to the pristine state cured at 90°C. These findings show that curing, layup, and defect parameters are interconnected and impact the dynamic performance of filament-wound cylinders. By optimizing these factors together, we can design lightweight, vibration-resistant composite structures that are suitable for aerospace and defense applications.
Introduction
Fiber-reinforced polymer (FRP) composites are a recent advancement in material science, known for their lightness and stiffness, which enhance fuel efficiency and energy consumption in various applications. Their versatility allows for production in different geometries, such as plates, tubes, and pressure vessels, with cylindrical FRP composites often utilized in the defense and space industries, specifically as missile launch tubes and pressure vessels that can withstand high pressure while remaining lightweight.
A critical aspect of these structures is their natural frequency, as resonance at this frequency can lead to excessive oscillations and potential damage. Thus, design protocols prioritize avoiding resonance during operation. In the defense and space sectors, products undergo rigorous testing to simulate worst-case scenarios and assess performance under such conditions.
Rosenow 1 evaluated the influence of winding angles on the strength of filament-wound samples made with epoxy and E-glass under various loading conditions. Experimental data were gathered through biaxial compression, hoop pressure loading, and biaxial compression loading with axial compression. The results indicated that winding angles significantly affect the elastic constants and non-linear stress-strain behavior. Specifically, optimal winding angles were identified: 55° for biaxial compression, 75° for hoop pressure loading, and 85° for biaxial compression loading with axial compression. 2 Additionally, the study confirmed that the winding angle and layer arrangement critically influence the stress-strain curve, with 55° being optimal for biaxial compression and 75° for pressure loading.
In composite structures, the natural frequency is primarily influenced by stiffness, which is affected by fiber orientation during manufacturing. When fibers align with the direction of applied load, the composite exhibits increased stiffness in that direction; conversely, misaligned or randomly oriented fibers reduce stiffness. This variation in stiffness directly impacts the natural frequency of the composite structure. 3 The damping ratio, a crucial parameter for energy dissipation in composite structures, is also influenced by fiber orientation. Properly aligned fibers enhance stiffness and natural frequency, while damping is maximized in off-axis or matrix-dominated orientations as it is governed by the viscoelastic matrix. 4
For laminated pipes, it has been observed that fixed-end configurations yield the highest optimal fundamental frequency. Furthermore, variations in the length-to-diameter ratio (L/r) have a lesser impact on frequency compared to changes in boundary conditions, whether fixed or free. 5
In composite production, the presence of cavities in resin-infused fiber layers can significantly impact the mechanical properties of the final product. The saturation ratio is influenced by resin flow during manufacturing and the specific production method employed. 6
Research indicates that composites cured using conventional methods at 70°C for 80 min exhibit higher tensile and bending moduli compared to those cured using microwave heating. 7 For carbon fiber–reinforced polymer (CFRP) and glass fiber–reinforced polymer (GFRP) pipes, exposure to high temperatures adversely impacts the structural performance of GFRP. Close to or above the glass transition temperature of the polymer matrix, both tensile strength and compressive and shear resistance decrease sharply. The bond/interface performance can drop by 70 to 90% at around 200°C, leaving only 10 to 30% of the original bond capacity. This decline has been known as a major limitation for GFRP components in high-temperature conditions. 8 Additionally, GFRP materials are particularly susceptible to high-temperature shear and compression stresses. When cured at elevated temperatures, they exhibit an 11% reduction in shear strength and a 5% decrease in compressive strength compared to curing at ambient temperatures. 9
Increasing temperature and curing duration can lead to brittleness, necessitating optimization of curing conditions based on resin type to achieve maximum tensile strength. 10 The damage mechanisms in fibers may shift from fiber pull-out to fiber breakage as temperatures rise. Selecting an appropriate cure cycle tailored to the resin type is critical for maximizing tensile strength. 11 Furthermore, an increase in the fiber/resin ratio can enhance the composite’s properties, aligning its strength more closely with that of the fiber, and elevated temperatures may further increase this ratio, thereby improving flexural strength and modulus. 12
The reduction in hardness and strength of composite laminates can be attributed to inadequate load sharing among fibers as the resin softens near its glass transition temperature. 13 Additionally, cavities present in FRP structures can promote moisture absorption and fiber oxidation, disrupt fiber–matrix interfaces, and ultimately diminish structural strength. 14
In tests conducted on composite beams, it was found that the natural frequency of the structure decreases with increasing delamination thickness and the specimen length-to-width ratio. This reduction in frequency is attributed to the decreased stiffness of the beam as delamination increases. Notably, delamination at the edge of the structure has a more significant impact on reducing natural frequency than delamination occurring in the interior. Additionally, variations in the laying angles of the lamination layers also influence the natural frequency, with the highest frequency observed in beams with a [0°/90°] layer configuration, where fibers are aligned parallel to the beam axis. 15 Gadelrab et al. 16 further confirmed that delamination adversely affects the natural frequency of composite beams, noting that the percent deviation of frequency near the fixation point is greater in cases of delamination compared to non-delaminated structures.
The mechanical properties of composite materials, such as CFRP and GFRP, are influenced by the saturation levels of the fiber layers with resin and the manufacturing process used. 6 Studies show that composites cured at 70°C for 80 min exhibit higher tensile and bending moduli compared to those cured using microwave methods. 7 However, exposure to high temperatures can significantly decrease the strength of CFRP and GFRP materials.8,9
Temperature increases lead to material brittleness and can shift the damage mode in fibers from pull-out to breakage, emphasizing the need for optimal curing cycles tailored to the resin type to maximize tensile strength.10,11 Additionally, an increased fiber-to-resin ratio enhances the composite’s strength, particularly as temperature rises, resulting in improved flexural strength and modulus. 12 Conversely, a reduction in hardness and strength occurs due to insufficient load sharing among fibers as the resin softens near its glass transition temperature. 13 Lastly, the presence of cavities in FRP structures can lead to moisture absorption and fiber oxidation, adversely affecting fiber–matrix interfaces and reducing structural strength. 14
Curing temperature significantly influences the dynamic characteristics of composite materials, particularly their natural frequency and damping ratio. Higher curing temperatures typically enhance the degree of cross-linking within the polymer matrix, resulting in a more tightly packed molecular structure. This increase in cross-linking can enhance the material’s stiffness and, consequently, raise its natural frequency due to stronger chemical bonds and reduced free volume. 17
However, it is essential to consider that excessively high curing temperatures may lead to thermal degradation of both the matrix and the fibers, which can diminish the composite’s stiffness and strength. Additionally, elevated curing temperatures can increase residual stresses within the material, potentially impairing its vibration-damping capabilities. 18
The relationship between curing temperature and the damping ratio is complex. While a higher curing temperature generally results in a lower damping ratio due to increased rigidity, other variables, such as the specific types of matrix and fiber used and the curing process, can also significantly affect this relationship. 19
Recent studies have focused on improving the mechanical performance and reliability of CFRP composite pressure vessels. Liang et al. 20 reported that curing temperature critically affects the epoxy resin’s fluidity and interfacial bonding, with 112°C improving the vessel’s overall performance of composite components. Although they examined the effect of various heating rates on the mechanical strength of the selected structure, they only considered a single type of fiber orientation. Moreover, the vibration behavior of the manufactured structure was not the focus of this study. Similarly, Van Bavel et al. 21 carried out a multiphysics and multiscale uncertainty framework to optimize vessel layup, achieving a 27.3% thickness reduction while maintaining reliability by accounting for cure-induced stresses and material variability. Yet, the outcomes were not experimentally validated and comprise stress measurements only. In a different study, Li et al. 22 evaluated failure modes, hydrogen thermostress effects, and damage detection methods in high-pressure hydrogen storage vessels, emphasizing robust simulation and uncertainty quantification to enhance safety. However, the impact of curing was not taken as a focal point, although the winding angle and delamination were criticized in terms of damage detection. Contrarily, Karthikeyan et al. 23 studied the effect of multi-walled carbon nanotubes (MWCNTs) in co-cured CFRP joints, finding that 0.25 wt% MWCNTs increased joint strength by up to 374% and 1.25 wt% MWCNTs significantly improved natural frequencies, supported by neural network optimization techniques. The free vibration characteristics of the manufactured material were investigated, including the effect of curing. However, they only investigated healthy composite beams without considering composite cylindrical tubes, which eventually resulted in neglecting both the impact of delamination and winding angle. Another work that only evaluated the impact of curing temperatures is presented by Cai et al. 24 Apart from the other studies, they evaluated the effect of curing temperature on the damping properties of the graphene oxide-carbon fiber/epoxy resin composites. Similar to Karthikeyan et al., 23 this work also comprises only healthy beam structures, neglecting cylindrical composites and, therefore, the effect of winding angle and delamination.
In summary, the effects of curing temperature on the dynamic properties of composite materials are multifaceted. While higher temperatures can enhance stiffness and natural frequency, they may also lead to thermal degradation and increased residual stresses, impacting the material’s damping properties.
FRP composite production is an emerging production method, and it is important to optimize production parameters. The literature is very limited in its research on the effects of filament angle, curing temperature, and errors that may occur during manufacturing on the dynamic properties of composite tubes, which are widely used in the defense industry (missile launch tubes etc.). Specifically, the existing studies investigated the individual effects of curing temperature, 25 filament winding angle, 24 and delamination 26 on the vibration behavior of the cylindrical composite structures.
Kmiecik and Panek 25 studied how the filament winding angle affects the vibration behavior of composite pressure vessels. They produced these vessels using a fixed winding angle of 54°, but varied the fiber tension between 3 N (Group L) and 80 N (Group H) to change the prestress state and matrix volume fraction in the cylindrical shell. Their modal tests showed that fiber tension clearly influenced natural frequencies and damping ratios, with effects depending on the vibration mode. For the first bending modes (M1-1 and M1-2), increasing fiber tension raised the natural frequencies: M1-1 frequencies increased from about 1060–1074 Hz (Group L) to 1089–1108 Hz (Group H), a 2–4% rise, while M1-2 frequencies went up from 2727–2737 Hz to 2796–2809 Hz, about 2–3% higher. However, spatial modes showed the opposite trend. For example, mode M2-1 frequencies dropped from 1567–1605 Hz (Group L) to 1389–1407 Hz (Group H), a decrease of roughly 12–14%, and mode M3-1 frequencies fell from 3918–3984 Hz to 3551–3583 Hz, around 10–11% lower. Regarding damping, the viscous damping ratio ξ for spatial modes decreased steadily as fiber tension increased. Mode M2-1’s damping ratio dropped from roughly (1.75–1.82)×10-3 (Group L) to (1.10–1.22)×10-3 (Group H), a 30–40% reduction, and mode M2-2 showed a similar decrease from (1.61–1.91)×10-3 to (1.17–1.29)×10-3. In contrast, the damping for bending modes (M1-1 and M1-2) did not follow a clear pattern with prestress and stayed around the same level (≈10-3). These changes were explained mainly by the effects of increased fiber tension on the composite’s wall thickness and matrix volume fraction. Higher tension reduced the bending stiffness in spatial modes and lowered the viscoelastic damping, likely because the laminate contained less epoxy resin under these conditions.
Cai et al. 24 systematically examined the effect of curing temperature on the damping properties of graphene oxide-carbon fiber/epoxy (GO-CF/EP) composites experimentally through impact-hammer vibration test. Five curing temperatures were tested regarding 90°C, 100°C, 110°C, 120°C, and 130°C. The damping ratio showed a distinct non-monotonic relationship with these temperatures. As the curing temperature rose from 90°C to 110°C, the damping ratio increased, peaking at about 0.21% at 110°C. Beyond this point, further temperature increases caused the damping ratio to steadily decline. At 130°C, it dropped to roughly 0.13%, which is a 35.89% decrease compared to the maximum at 110°C. Overall, composites cured at lower or moderate temperatures (up to 110°C) consistently had higher damping ratios than those cured at temperatures of 120°C or above. These changes were explained by temperature-dependent resin behavior at 110°C; resin viscosity and surface tension was ideal, resulting in even fiber impregnation, closer fiber spacing, and improved viscoelastic energy dissipation. In contrast, higher curing temperatures caused excessive resin flow and matrix depletion, reducing viscoelastic damping and shifting energy dissipation toward less efficient frictional and damage-related mechanisms.
In a study presented by Baharali and Yazdi, 26 the influence of delamination on the natural frequencies of anti-symmetric cross-ply multiscale composite cylindrical shells was evaluated regarding the frequency ratio (the ratio of the natural frequency of the delaminated shell to that of the undelaminated shell). The results showed that increasing the delamination length (d/a) produces a clear reduction in natural frequency once it exceeds approximately 0.4. For the fundamental mode (Mode I), the frequency ratio decreased from about 1.00, where no delamination exists, to approximately 0.90–0.93 at d/a = 0.3, 0.83–0.87 at d/a = 0.5, 0.72–0.75 at d/a = 0.7, and 0.62–0.65 at d/a = 0.9. For small delaminations (d/a <0.4), the frequency ratio stayed nearly constant for all modes. For Modes II and III, it even slightly went above one, showing a small frequency increase compared to the intact shell. For larger delaminations (d/a >0.4), the frequency ratio decreased steadily for all vibration modes. The position of the delamination around the circumference was also important. Delaminations closer to the shell boundaries produced lower frequency ratios than those near the mid-span. Additionally, when the delamination moved toward the free surface in the thickness direction, the frequency ratio increased significantly. This increase was due to the thickening and stiffening of the remaining load-bearing segment. Among all the modes studied, Mode II showed the highest sensitivity to delamination because it depended more on shear deformation effects.
Previous research24–26 shows that both the filament winding angle and curing temperature play crucial roles in determining stiffness, interlaminar shear strength, fiber–matrix adhesion, and viscoelastic energy dissipation in polymer composites. However, these factors have typically been studied separately, with the assumption that their effects on vibration and damping are independent. In practice, curing temperature significantly influences matrix viscosity, resin impregnation, void formation, and interfacial bonding—all of which interact closely with how fiber orientation affects deformation. Despite this explicit relation, no experimental studies have yet explored how winding angle and curing temperature together impact the modal frequencies and damping ratios of cylindrical filament-wound composites. This gap limits the understanding of how processing conditions shape the dynamic behavior of composite shells. This study aims to provide a fundamental basis to close this gap by determining the effects of choosing the temperature parameter used in the curing process below or above the reference temperatures. Thus, the selection of the curing temperature according to the dynamic property desired to be obtained can be interpreted according to the results of the tests. In addition to the main parameters, the effect of the filament degree used in the production method and the delamination concept, a production defect, on the dynamic properties of FRP composite structures was investigated under different curing temperatures. This study utilized semi-automated machines to minimize human error, particularly in the resin stripping process during filament winding.
Processing of composite tubes
Composite tubes subject to the study were produced using the filament winding method from glass/fiber materials. The production of FRP composites lacks standardization, as the materials are anisotropic, requiring careful alignment to optimize load-bearing capabilities. As mentioned above, this study utilized semi-automated machines to minimize human error, particularly in the resin stripping process during filament winding.
The polymer composites consist of fibers and a matrix, with the fiber produced from eight glass fiber rovings, each containing 1200 fibers. The resin system includes Huntsman Araldite MY740 resin, Aradur HY918 hardener, and DY062 hardener. The epoxy-impregnated glass fiber is illustrated in Figure 1(a). Processing of composite tubes: (a) filament winding process and (b) filament winding angle.
The resin mixture is prepared by heating it in a resin bath to maintain an optimal viscosity for application. The filament winding technique is employed to wrap resin-impregnated fibers around a rotating mandrel, which serves as a mold for shaping the composite part. After completing the winding process, the product undergoes curing in an oven, followed by cooling in open air before being demolded using a press.
Cylindrical geometries are produced on the filament winding machine, which operates similarly to a lathe. As the mandrel rotates, the fiber head moves along its axis to facilitate the winding process. The bandwidth of the impregnated glass fiber bands, shown in Figure 1(a), varies based on the winding angle, as depicted in Figure 1(b).
In this study, pressure vessels were produced using a filament winding process with fiber winding angles of 55°, 75°, and 85°, referenced from the axis of a ∅72 mm mandrel. The test specimens, measuring 270 mm in length, were configured as [55°/−55°/55°], [75°/−75°/75°], and [85°/−85°/85°] angles. Those angles were selected to represent optimal composite tubes under biaxial pressure loading, hoop pressure loading, and biaxial pressure with axial compressive loading.
2
The manufacturing process was conducted regarding a winding speed of 5 m/s. The material properties provided by the company mentioned in the acknowledgements section and used in the experimental samples are Density (ρ):1986 kg/m3, modulus of elasticity (E1): 43 GPa, Modulus of Elasticity (E2): 8.9 GPa, Major Poisson Ratio ν12: 0.27, and a true fiber volume fraction rate of 70%, respectively. The curing temperatures were selected to investigate the effect of the under-curing (90°C) and over-curing temperature (140°C) alongside the optimal curing temperature determined by the manufacturer (120°C), which is also indicated in Ref. 27. Both under-curing and over-curing temperatures were determined by choosing lower and upper curing temperatures examined in similar studies.28–31 Deliberate delamination was induced by placing Teflon fabric between the second and third layers near the surface, positioned at both the edge and the center of the part. Test results were compared against a healthy product from the same factory. The weights of the samples were measured as 280 ± 2 g for 55°, 400 ± 2 g for 75°, and 280 ± 2 g for 85°. All specimens produced for the modal testing are seen in Figure 2. Specimens produced with varying filament winding patterns, curing temperatures, and delamination conditions.
Experimental study on free vibration behavior
Using the test setup shown in Figure 3, all composite tube’s free vibration responses were obtained under free-free boundary condition. Three PCB 352A24–type accelerometers (A0, A1, and A2) were used to monitor the vibration signals produced by a percussive hammer of type PCB 086C01, as shown in Figure 3(a). Each accelerometer has a weight of 0.8 g, a sensitivity of 100 mV/g, and a range of 0.4–12,000 Hz. All vibration signals acquired from the accelerometers were recorded on a computer using NI PXI 4496 (National Instruments) and LabVIEW software at 15,000 Hz sampling frequency. To ensure to have a signal as clean as possible, the Roving Hammer Method, which requires sequential impact on different points on the test specimen, has been considered. Three accelerometers were used to accurately determine more than one natural frequencies of the tube. Thus, measurement accuracy is ensured by avoiding the placement of one or two accelerometer sensors at the nodal points of the vibration mode shapes. After performing the test five times, the most representative signal was processed through Fast Fourier Transform to observe the targeted natural frequencies. The damping of the material was obtained by drawing an exponential envelope on the raw signal to get the damping ratio using the fundamental natural frequency evaluated from the experiments. The data acquisition system is seen in Figure 3(b). Test rig: (a) free vibration testing and (b) data acquisition system.
The natural frequencies and damping ratio (only for the first natural frequency) of all tubes were calculated using data from the acquisition system in a MATLAB program. Since there are many time and frequency domain graphs of all composite tubes, the manuscript shows only one example, as shown in Figure 4. Free vibration response and frequency domain of the composite tube having 85° filament wound, cured at 140°C and without delamination.
Damping plays a crucial role in improving the stability and reliability of structures by mitigating the effects of dynamic loading and oscillatory motion. Determining the damping ratio with precision is essential for achieving optimal system behavior in fields such as structural mechanics, electromechanical systems, and vibration analysis. One technique for estimating this ratio involves using an exponential decay envelope, a mathematical tool for describing the response characteristics of damped systems.
To determine the damping ratio through an exponential decay model, the system’s response to an initial disturbance is examined and matched to an exponential function. Experimental data, typically acceleration, though displacement or velocity can also be used, are collected from the structure’s free vibration response. These measurements are then plotted, as shown in Figure 5. By applying a curve-fitting technique, the envelope of the decaying response is modeled using the function Damping ratio determination: (a) depiction of the free oscillatory motion and its exponentially decaying profile and (b) exponential decay profile extracted from accelerometer-based acceleration measurements.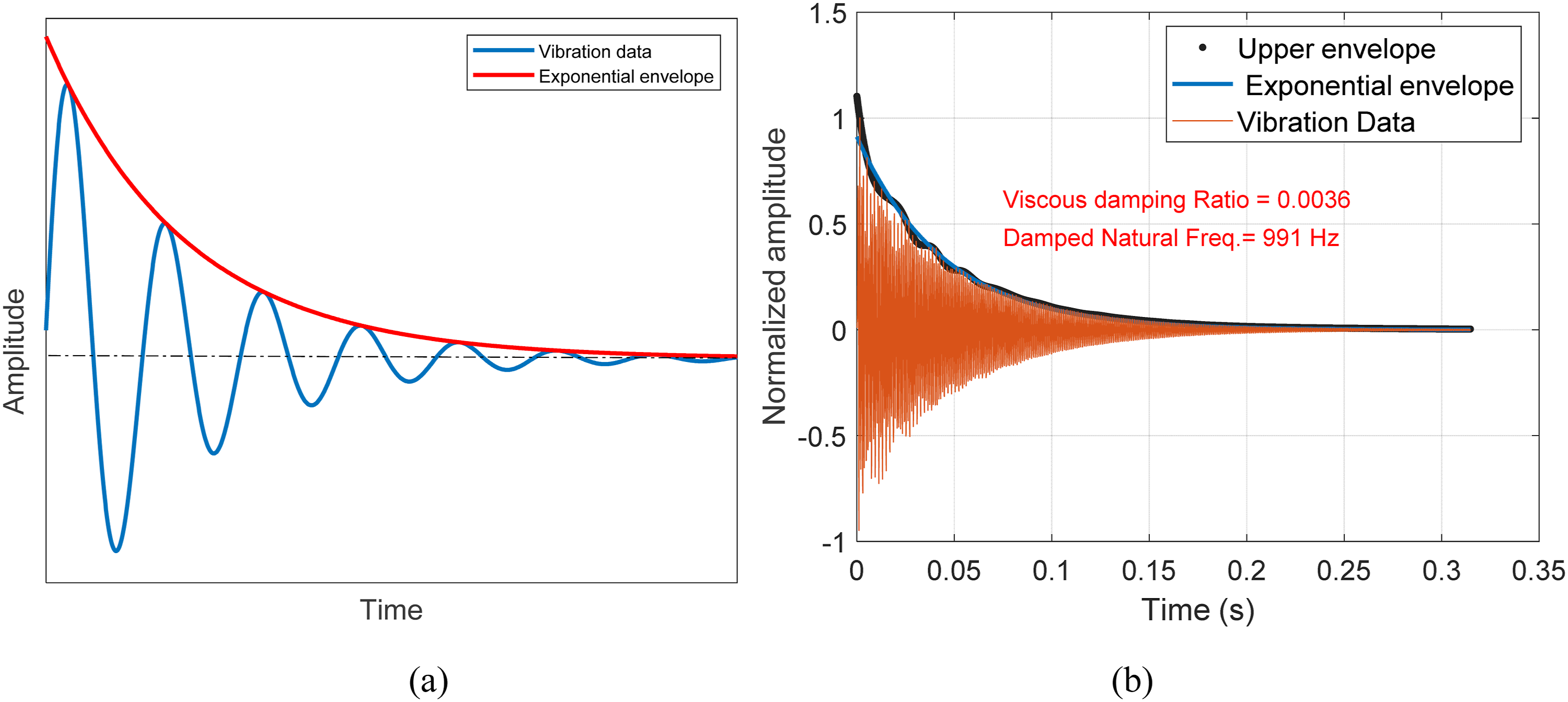
Figure 5(a) illustrates the free vibration response of a structure with a single degree of freedom. However, the cylindrical composite examined in this study has multiple degrees of freedom, resulting in multiple damped natural frequencies. Among these frequencies, the first damped natural frequency is the most dominant, and vibrations at this frequency decay more slowly compared to those at other frequencies. Consequently, the calculations for this study are based on the first damped natural frequency. Figure 5(b) shows the exponential envelope and the viscous damping ratio of any cylindrical composite for the first vibration mode. Since there are many time domain graphs of all cylindrical composites, only one example is shown, as seen in Figure 5(b) in the manuscript.
Results and discussion
This study investigated the effects of filament angle and curing temperature on the natural frequency and damping ratios of the composite tubes and analyzed the role of the presence and location of delamination on these dynamic properties.
Although the composite cylinders have the same length, they exhibit differences in thickness and mass due to variations in filament angle. A non-dimensionalization was carried out using the formulation provided in equation (1) to enable a more meaningful comparison of their natural frequencies.

This study applied two-dimensional cubic interpolation to estimate continuous values within the measurement range using a limited number of experimentally obtained data points. Cubic interpolation calculates intermediate values between data points using third-degree polynomials, enabling smoother and more realistic surfaces. Especially in cases with small datasets (such as 3×3), its application on a dense grid allows for more detailed and seamless surface modeling. This allows for reliable estimation of intermediate values even in regions with limited datasets, making surface visualizations more fluid and understandable. This study analyzed the interpolation results for model accuracy and physical consistency.
Figure 6 illustrates the influence of filament angle, curing temperature, and location of delamination on the first natural frequency parameter of cylindrical composite structures. In composites without delamination, the first natural frequency is higher than that with delamination, indicating that the structural integrity and stiffness are preserved. Delamination at the edge generally leads to a decrease in frequency values, whereas delamination in the middle has a more limited effect. A decrease in filament angle reduces the composite cylinder’s stiffness, thereby decreasing the first natural frequency. Effect of filament angle and curing temperature on the first natural frequency parameter of the composite tube: (a) without delamination, (b) delamination in the middle, and (c) delamination at the edge.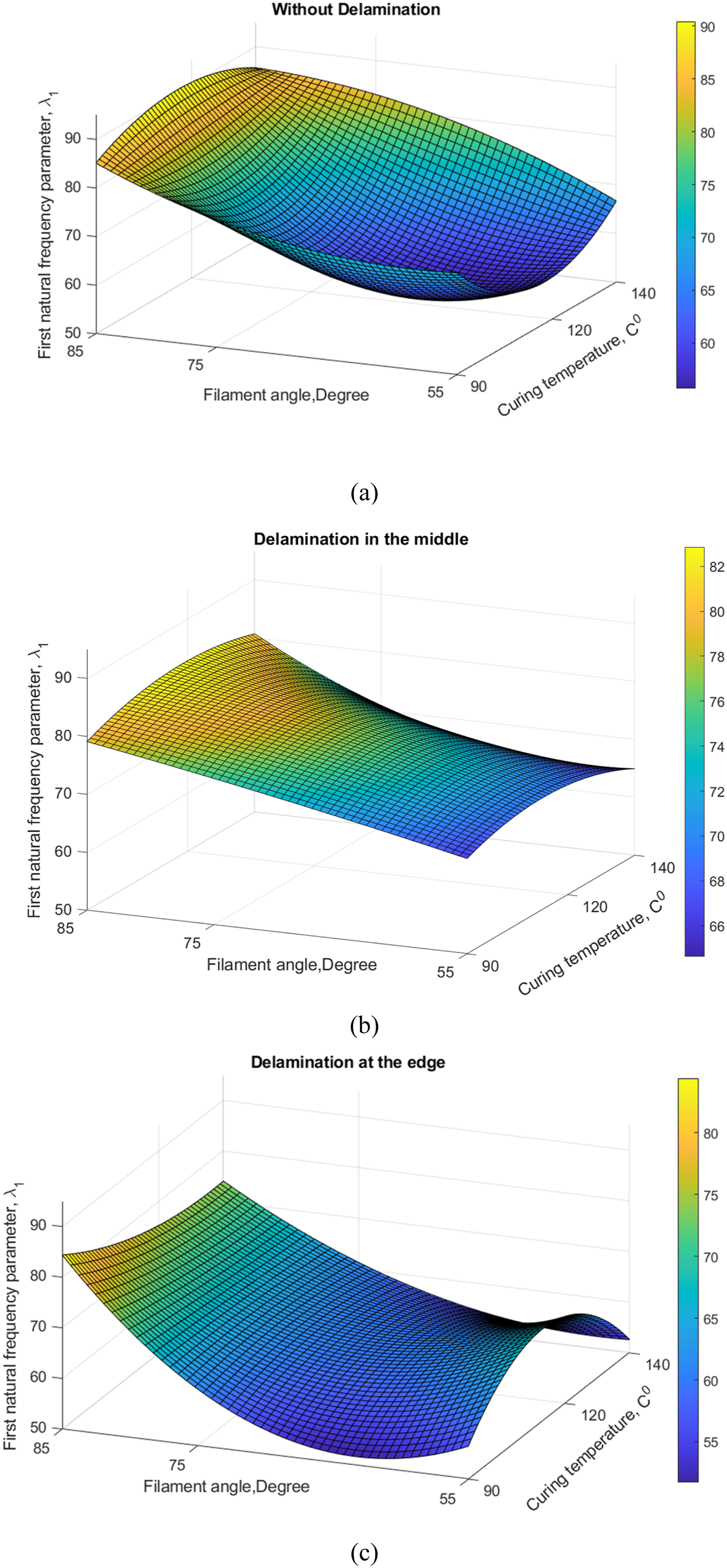
The effect of curing temperature on the first natural frequency was found to depend on the filament angle. In cases where delamination is present at either the middle or edge, the first natural frequency shows a concave trend with increasing curing temperature across all filament angles, reaching its maximum at 120°C. However, this concave behavior is more pronounced when delamination is at the edge.
In the absence of delamination, when the filament angle is 85°, the natural frequency exhibits a concave trend with increasing curing temperature, while at lower filament angles this trend becomes convex. As observed in Figure 6(a) and (b), in the presence of delamination, for example, at a filament angle of 55°, the first natural frequency reaches its lowest value at a curing temperature of 120°C, which is the opposite of the trend seen in undamaged samples.
Another noteworthy observation is that as the filament angle decreases, the first natural frequency tends to decrease nearly linearly when delamination is absent or located in the middle, respectively. In contrast, when delamination is present at the edge, the frequency parameter generally decreases with decreasing filament angle, exhibiting a convex trend.
Figure 7 presents the effect of filament angle and curing temperature on the second natural frequency of cylindrical composite structures concerning the delamination location. The behavior of the second natural frequency exhibits a trend similar to that observed for the first natural frequency in Figure 6. However, it has been observed that, particularly in the presence of delamination, the convex and concave influences of filament angle and curing temperature on the frequency parameter are more pronounced than those observed for the first natural frequency. Effect of filament angle and curing temperature on the second natural frequency parameter of the composite tube: (a) without delamination, (b) delamination in the middle, and (c) delamination at the edge.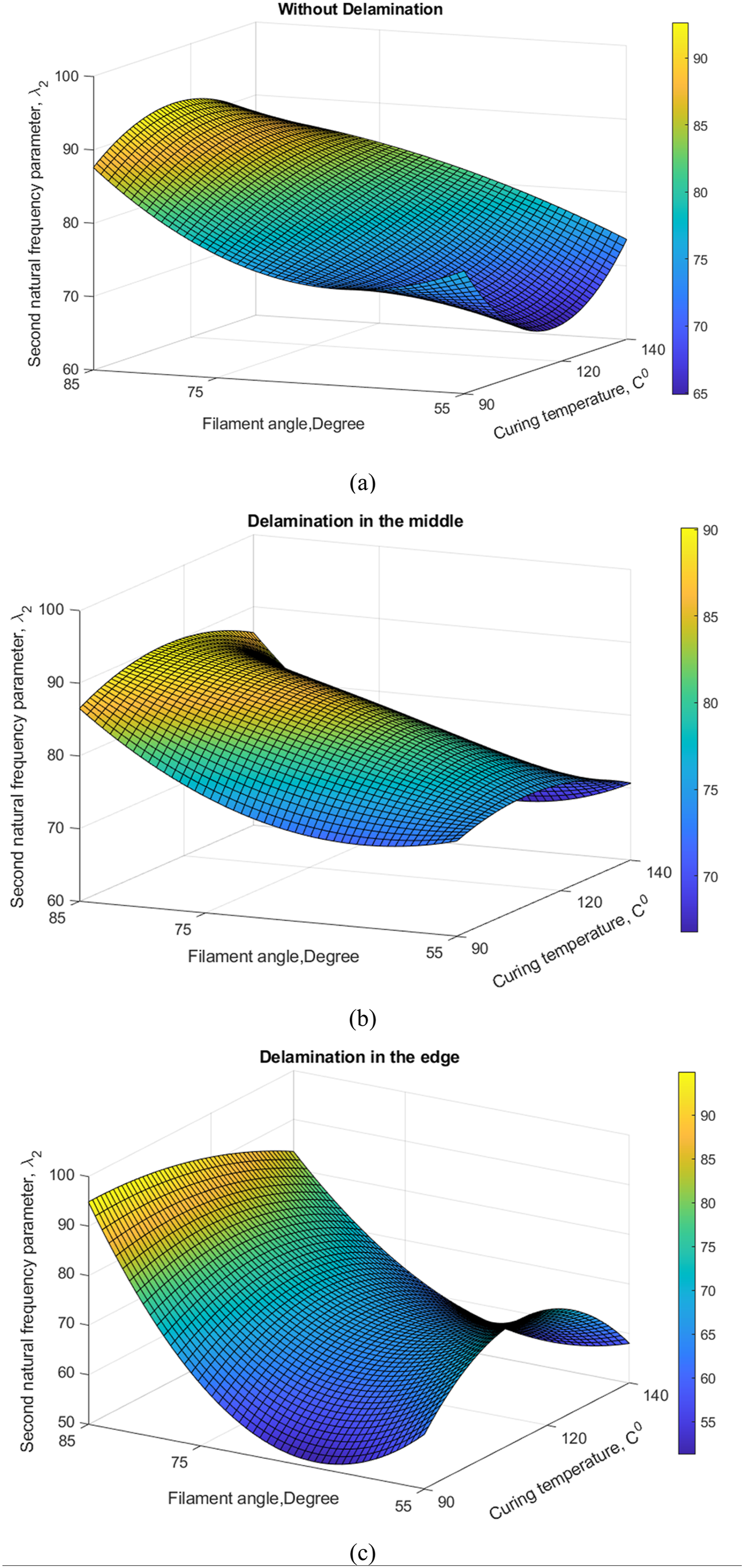
At higher vibration modes, the effect of filament angle, curing temperature, and delamination location on the third natural frequency parameter of the cylindrical composite structure becomes more complex, as shown in Figure 8. Although the variation of the third natural frequency generally follows a trend similar to those observed for the first and second modes, the previously mentioned concave and convex behaviors become significantly more pronounced, particularly when delamination is located in the middle or at the edge. Effect of filament angle and curing temperature on the third natural frequency parameter of the composite tube: (a) without delamination, (b) delamination in the middle, and (c) delamination at the edge.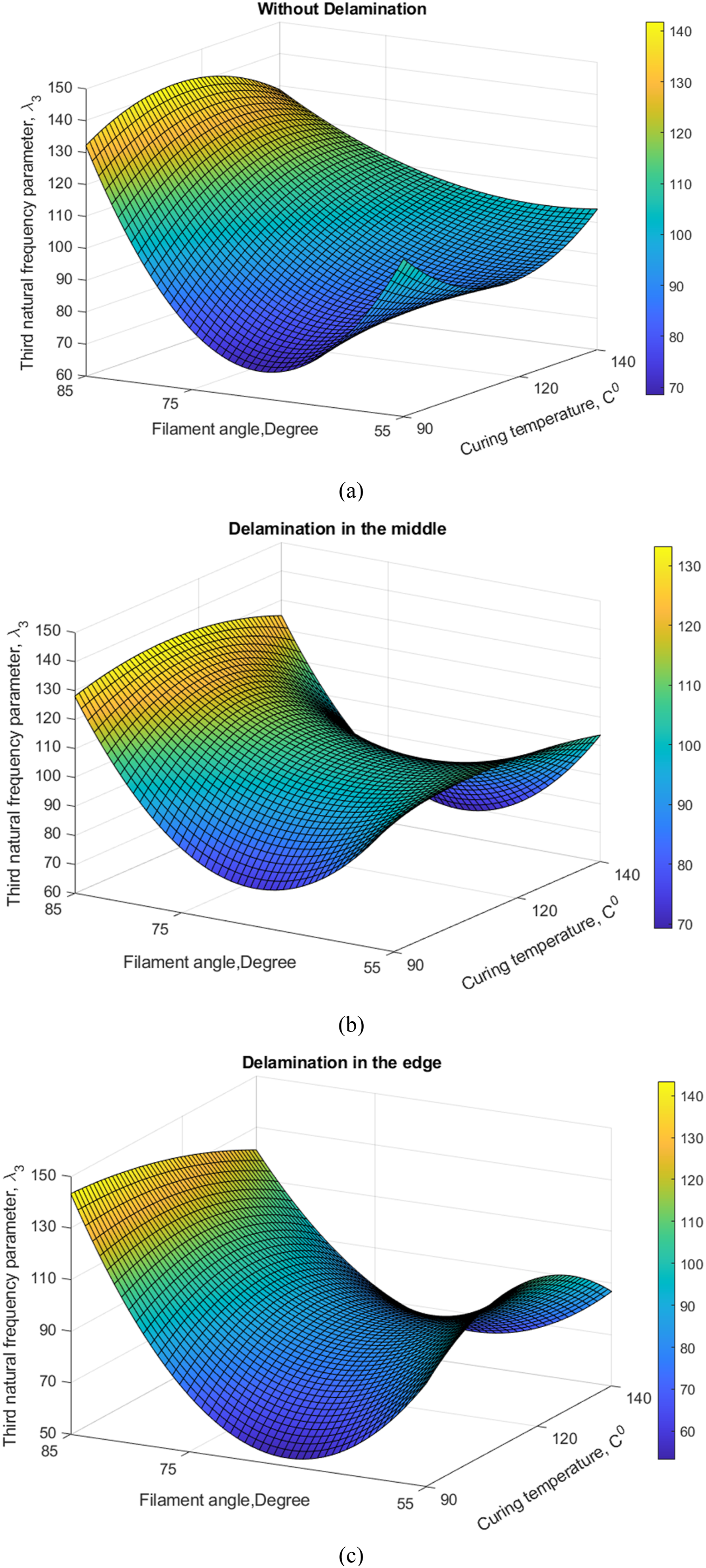
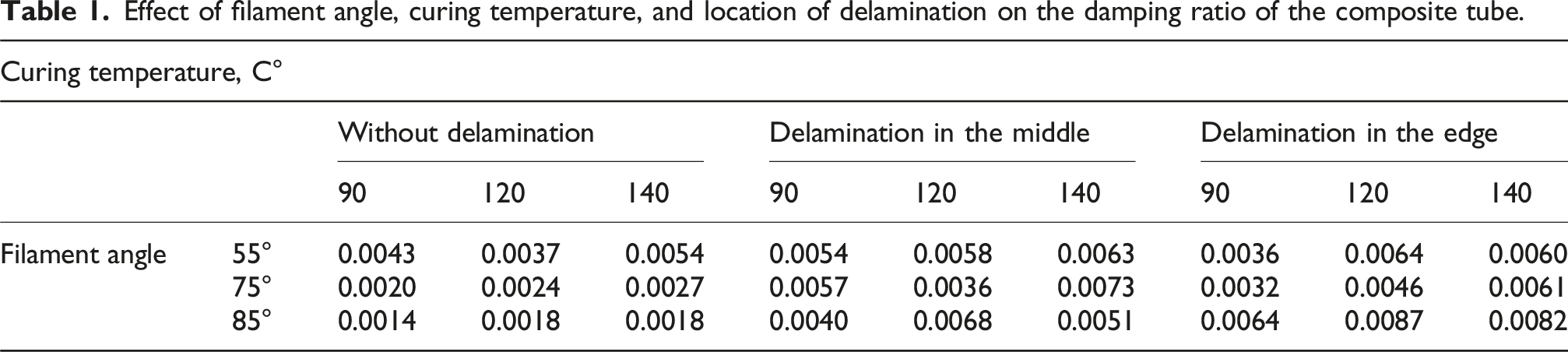
Effect of filament angle, curing temperature, and location of delamination on the damping ratio of the composite tube.
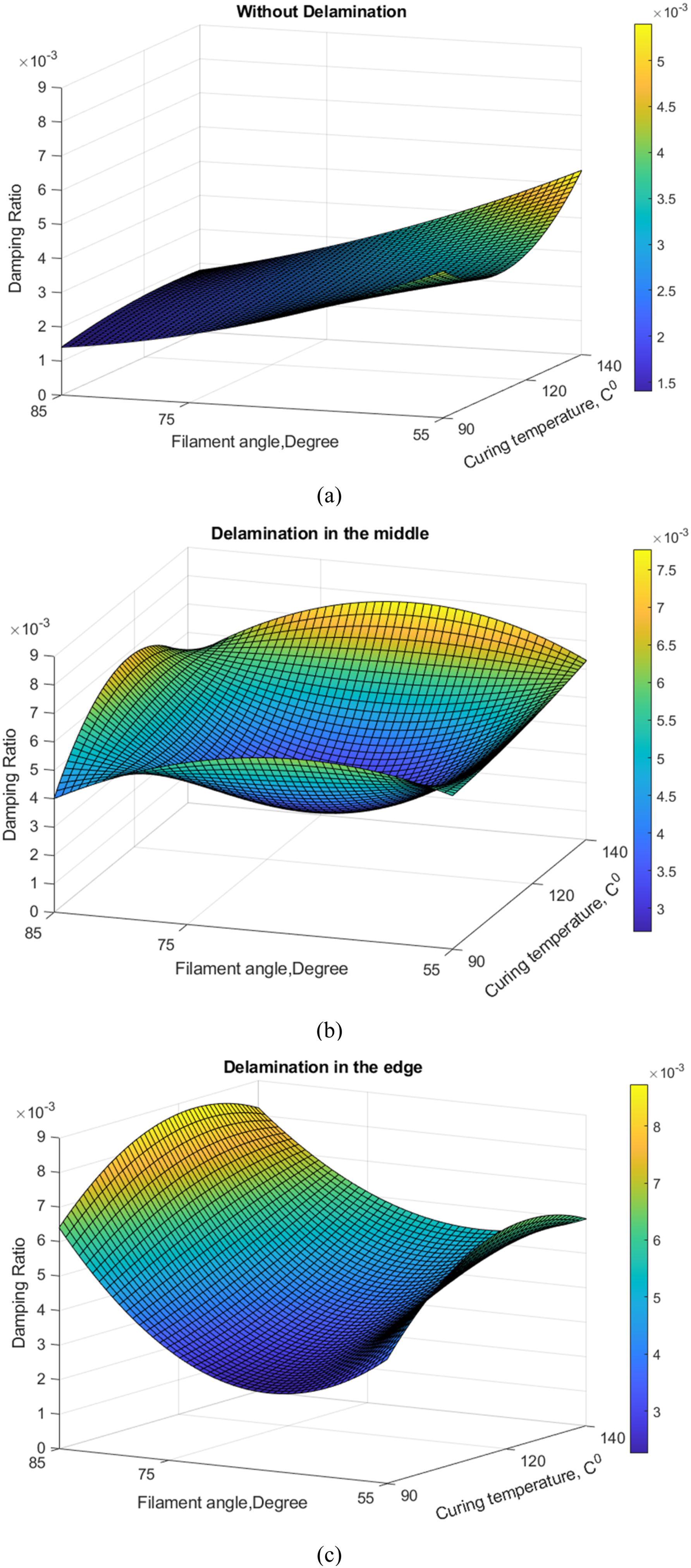
Graphical representation of the effect of filament angle and curing temperature on the damping ratio of the composite tube: (a) without delamination, (b) delamination in the middle, and (c) delamination at the edge.
As shown in Figure 9(a), the damping ratio increases with increasing filament angle in the absence of delamination. However, as the filament angle approaches 55° and the curing temperature approaches 120°C, a decrease in the damping ratio (convex trend) is observed. On the other hand, when the filament angle approaches 85° and the curing temperature nears 120°C, the damping ratio exhibits an increasing concave trend.
When delamination is located in the middle region of the structure, a significant increase in the damping ratio is observed (Figure 9(b)). This increase is attributed to the structure’s enhanced energy absorption capacity. The variation of the damping ratio concerning filament angle and curing temperature resembles a dish-shaped surface. Notably, the damping ratio reaches its minimum value within the filament angle range of 55–75° at a curing temperature of 120°C.
As depicted in Figure 9(c), when delamination occurs at the edge region, the damping ratio is generally higher than without. With increasing filament angle, the damping ratio exhibits a convex trend, whereas an increase in curing temperature results in a concave trend.
Although introducing delamination lowers the effective bending stiffness in the location it is placed, it results in interfacial microslip under vibration, which dissipates mechanical energy and increases the damping ratio. Therefore, inserting a Teflon layer between specific layers during winding may increase the dissipation capability of a structure. However, one should be cautious when developing a delamination within a composite structure, as severe delamination may result in a significant reduction in structural integrity.
The experimental results indicate that the damping ratio of the filament-wound composite tube is highly sensitive to the filament winding angle, curing temperature, and the location of delamination, with significant joint effects. Across the entire range of parameters, the damping ratio varies from about 0.0014 (at a winding angle of 85°, curing temperature of 90°C, and no damage) up to approximately 0.0087 (at the same winding angle but with edge delamination and curing temperature of 120°C), representing an increase of roughly 521%. For undamaged tubes, increasing the winding angle from 55° to 85° causes the damping ratio to drop by as much as 67.4%, depending on the curing temperature—for example, decreasing from 0.0043 to 0.0014 at 90°C—indicating a shift from a shear-dominated to a stiffness-dominated dynamic response. Curing temperature affects damping in a non-linear way: for all winding angles, the damping ratio hits a local minimum around 120°C and rises at both lower (90°C) and higher (140°C) temperatures, with variations reaching about 45.9%. When delamination is present, damping increases dramatically across all winding angles and curing temperatures. Middle delamination raises the damping ratio by approximately 30–300% compared to the undamaged state, while edge delamination has an even stronger effect, boosting damping by up to 383% at a fixed winding angle and curing temperature (e.g., from 0.0018 to 0.0087 at 85° and 120°C). These findings underline that interlaminar damage significantly change the main energy dissipation mechanisms, likely by introducing frictional contact, interfacial sliding, and localized shear, which may become comparable to or exceed the contribution of the material’s inherent viscoelastic damping. The combined effects of winding angle and curing temperature have also a strong effect on the damping increment caused by delamination.
The results show that both the damping ratio and the first three natural frequencies of the filament-wound composite tube are strongly influenced by a complex, non-linear interaction between the filament winding angle, curing temperature, and the location of delamination. When the winding angle and curing temperature are held constant, introducing delamination lowers all natural frequencies by about 8–25%, depending on the mode and delamination position. This reduction aligns with the 10–30% frequency drops reported by Baharali and Yazdi 26 for delaminated composite shells. However, when the winding angle varies in the presence of delamination, the changes in frequency become much more pronounced. For example, in tubes with edge delamination, the second natural frequency increases by roughly 45–65% as the winding angle rises from 55° to 85°. By contrast, the undamaged and tubes with delamination at the middle have smaller variations in the second and third natural frequencies of around 15–35%, which tend to occur at an intermediate angle of 75°. These patterns indicate a balance between increased circumferential stiffness at higher winding angles and a simultaneous decrease in axial and bending stiffness, which predominantly influences the behavior of higher-order shell modes.
The variation in curing temperature caused non-linear changes in both damping and natural frequencies. Temperatures around 120°C tend to generate the highest natural frequency values and the lowest damping, while both lower (90°C) and higher (140°C) temperatures lead to increased damping and lower frequencies. The damping ratio varies by about 40–85% across the curing-temperature range, when referenced to the minimum damping value of ξ ≈ 0.0014 (θ = 85°, T = 90°C, undamaged), closely matching the peak-to-valley damping changes observed by Cai et al. 24 in carbon/epoxy composites. Additionally, delamination significantly raises damping—by three to six times compared to undamaged tubes—due to effects like interlaminar sliding, frictional contact, and shear localization at the delamination interface.
It is important to note that previous studies by Cai et al. 24 and Baharali and Yazdi 26 focused on only one parameter each. On the other hand, this study considers the combined influence of winding angle, curing temperature, and delamination location on both stiffness and energy dissipation. Therefore, the similarities with earlier single-parameter findings should be viewed as special cases within this broader, coupled parameter framework. Crucially, this work demonstrates that trends identified in single-parameter studies can change not only in size but also in their relative importance when multiple manufacturing and damage factors are considered together.
The trend identified here shows maximum stiffness and frequency at a moderate curing temperature of 120°C, followed by a decline in performance at higher curing temperatures of 140°C. This matches the results from Cai et al. 24 Their study on GO–CF/epoxy laminates found that curing at around 110°C yields the highest damping ratio and mechanical stability. On the other hand, high curing temperatures can cause problems like resin migration, micro-voids, and lower internal friction. This confirms that viscoelastic energy loss in epoxy-based systems relies heavily on cure kinetics and that a moderate cross-link density provides the best balance between stiffness and damping. The current cylindrical tests expand these findings beyond planar laminates, showing a similar temperature-dependent response in filament-wound shapes.
Regarding fiber orientation, the increase in natural frequency with higher winding angles, especially near 85°, and the related drop in damping match the results from Kmiecik and Panek. 25 They noticed that higher fiber tension during the winding of composite tanks led to increased modal frequencies but reduced damping due to less participation from the matrix phase. Both effects come from the same physical principle: greater circumferential fiber alignment or tension increases stiffness but limits energy loss from viscoelastic and frictional effects. This supports the common stiffness-damping balance observed in fiber-dominated composite structures.
The effects of interfacial and defect-related energy loss observed in delaminated specimens are also supported by other recent findings. The rise in the damping ratio with delamination, particularly at tube edges, reflects the friction-driven energy loss described in the analytical and experimental study found in Ref. 26. That study showed that delamination lowers structural frequency but promotes localized slip and interfacial friction, explaining the significant increase in damping observed in this study.
Overall, these comparisons confirm that optimal curing near 110–120°C, moderate winding angles of about 75–85°, and minimized or strategically placed delamination provide the best balance between stiffness and damping.
The experimental results can be explained using classical composite-dynamics theory. The increase in natural frequency with a higher winding angle aligns with laminate anisotropy theory, where hoop-dominant orientations boost circumferential stiffness and, as a result, raise the modal frequency. In contrast, the decrease in damping ratio at these angles stems from less matrix shear deformation and viscoelastic energy loss. This finding is consistent with the principles of structural-damping models for FRPs. The observed peak frequency at a moderate curing temperature of 120°C matches an optimal cross-link density. At this point, the epoxy matrix provides strong interfacial adhesion while maintaining enough molecular mobility for internal friction. This effect is also predicted by viscoelastic curing models. The improved damping in delaminated areas comes from interlaminar friction and microslip, mechanisms that have long been recognized in composite-shell vibration theory.
From a manufacturing and engineering perspective, these relationships point to practical strategies for adjusting vibration performance. Choosing curing temperatures around 110 to 120°C keeps stiffness and damping balanced without causing brittleness from over-curing. Additionally, controlling the winding angle between 70° and 85° allows designers to customize modal frequencies for specific loading conditions. Furthermore, knowing how delamination increases damping but reduces stiffness gives a useful guideline for non-destructive vibration-based damage detection. Overall, these results connect experimental findings with theoretical models and provide valuable insights for optimizing filament-wound composite cylinders used in aerospace, pressure vessels, and high-speed rotating-shaft applications.
Conclusion
This paper investigates the interaction of curing temperature, filament winding angle, and delamination on the dynamic characteristics of glass fiber/epoxy composite tubes produced by the filament winding process. Without delamination, the natural frequency was found to increase with the increase of the filament winding angle, showing that the structure became stiffer, and the effect of the curing temperature was non-monotonic, depending on the winding angle. Specifically, the natural frequency was found to increase at high winding angles and decrease at low winding angles for the curing temperature of 120°C, indicating a transition from a convex to a concave variation. However, with delamination, the frequency response became more complex. For a reduction in the winding angle from 85° to 55°, the natural frequencies varied in a convex-type fashion, and higher frequencies were generally observed at the curing temperature of 120°C.
The damping ratio was found to increase with the reduction in the winding angle for delamination-free specimens, while the presence of delamination significantly promoted energy dissipation, which indicated that the damping ratio increased but the structural integrity decreased. Although the effect of the curing temperature on the damping ratio was not significant for undamaged specimens, it presented a distinct non-linear effect for delamination cases. These findings clearly indicate that the dynamic characteristics of composite cylindrical structures can be designed by properly combining the filament winding angle and the curing temperature, and that the delamination defects can significantly affect both stiffness- and damping-controlled vibration characteristics.
Future directions may focus on investigating different filament winding angle orientations, fiber pretension, and curing procedures, as well as the vibration behavior of composite tubes with either constant or varying diameters. Furthermore, the influence of these parameters on the impact behavior of composite tubes may be further investigated to provide a more comprehensive design framework.
Footnotes
Acknowledgements
We acknowledge the contribution of İZOREEL company staff to the production process.
Author contributions
The authors declare that they contributed equally to the research and preparation of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
Data available on request from the authors.