
Abstract
This study focuses on the development and impact performance of lightweight hybrid composites (LCE) reinforced with luffa fibers and cenospheres. Luffa fibers underwent surface modifications using acetic acid, benzoyl chloride, and potassium permanganate, while cenospheres were chemically treated with a silane agent 3-triethoxysilyl-propylamine (T-TESPA) to improve their compatibility with the epoxy matrix. The L16 array was created according to Taguchi’s DOE, and the LCE composite was fabricated accordingly. Microstructural analysis confirmed that the fibers and fillers were evenly distributed within the matrix. FTIR and TGA results showed that the treatments enhanced chemical functionality, thermal stability, and interfacial bonding of reinforcement with matrix. Impact testing revealed that the composites exhibited clear patterns of damage initiation and peak load capacity. Among all tested samples, LCE08—made with benzoyl chloride–treated fibers, T-TESPA-modified cenospheres at 20% filler volume, and one fiber layer—showed the best performance, achieving the highest peak force (1103.44 N), the lowest coefficient of restitution, and the most significant energy absorption, 37% higher than the untreated baseline LCE01. Based on the findings from the tested samples, the optimized parameters for the LCE composite—as determined through Taguchi’s DOE—were identified as benzoyl chloride–treated luffa fibers, a 20% filler volume, T-TESPA-modified cenospheres, and the inclusion of two fiber layers, resulting in superior energy absorption. Fractographic studies confirmed improved crack deflection, energy dissipation, and interfacial adhesion. This work demonstrates that combining natural fibers and modified fillers with optimized processing significantly enhances the mechanical performance, energy absorption, and impact resistance of lightweight composites. These materials show great promise for advanced structural applications requiring high durability and energy dissipation.
Keywords
Introduction
Interest in luffa fiber–cenosphere-reinforced epoxy hybrid composites has increased as a result of the growing need for lightweight, high-performance materials across a range of industries, including construction, automotive, aerospace, defense, and marine. 1 Researchers have been investigating the use of natural fibers and industrial by-products as reinforcements due to the increased focus on sustainability. 2 The growing interest in employing natural fibers and fillers as reinforcement materials is highlighted by several recent studies.3–5
Silk, sisal, jute, cotton, luffa, and coir fibers are just a few of the many natural fibers that are easily accessible. 6 Luffa cylindrica fiber is frequently utilized in composites composed of a polymer matrix 7 because of its beneficial mechanical qualities. Many researchers8–10 have explored the impact resistance behavior of natural fiber–reinforced composites. The fruit of Luffa cylindrica is the source of natural luffa fibers. It finds broad application across various sectors, including pharmaceutical 11 and environmental engineering, 12 biotechnology, 13 and the manufacturing of industrial products. 14 In addition to their ecological benefits, 15 luffa fibers possess a porous structure that imparts outstanding capacity to absorb energy, 16 which makes them appropriate for applications involving impact resistance. 17
Ha and Lu 18 comprehensively reviewed recent bio-inspired materials and structures for energy absorption advancements. The dynamic mechanical and thermal behavior of Luffa cylindrica/polyester composites has been evaluated with a focus on fiber content and interfacial adhesion. 19 Arrakhiz et al. 20 created a hybrid composite laminate using glass and luffa fibers, showing that adding luffa fibers greatly enhances mechanical performance, especially impact resistance. Chethan and Suresha 21 investigated the impact of supplementary reinforcement by incorporating silicon carbide particles into epoxy/luffa fiber composites, observing enhancements in mechanical properties. Genc and Koruk, 22 along with Koruk et al., 23 explored the mechanical and acoustic behavior of biocomposites made from luffa and jute fibers.
However, as with most natural fibers, the nature of luffa fibers is hydrophilic, which poses challenges in achieving adequate adhesion with typically hydrophobic polymer matrices like epoxy resin. 24 Chen et al. 25 and Mohanta et al. 26 stated that the mechanical characteristics of luffa fiber–reinforced epoxy composites can be significantly improved by enhancing the interfacial adhesion between the matrix and the fiber through appropriate chemical surface modification techniques.
Various fillers are incorporated into the polymer matrix to improve its properties. Common and cost-effective fillers include sand, sawdust, chalk, talc, mica, and fly ash. 27 On the other hand, cenospheres, a by-product of coal combustion, represent an industrial waste material with significant potential in composite applications. 28 These hollow microspheres are lightweight yet strong, with excellent thermal and mechanical properties. 29 Their incorporation into hybrid composites enhances not only the weight reduction but also the impact energy absorption capacity of the material. 30 Recent studies31,32 emphasize the utilization of cenospheres across diverse domains of science and engineering. Despite these advantages, cenospheres often exhibit poor compatibility with polymer matrices due to their smooth and inert surfaces, which hinder interfacial bonding and limit their effective load transfer. According to Kulkarni et al., the performance of epoxy composites reinforced with cenospheres can be enhanced by improving the bond at the cenosphere–matrix interface, which can be achieved through suitable chemical surface treatments.33,34
Many researchers investigated the low-velocity impact behavior of natural fiber reinforced composites. The mechanical behavior, damage characteristics, and impact resistance of woven fabric-reinforced PMCs vary depending on the kind of matrix material utilized. 35 Vieille et al. 36 observed that carbon fiber–reinforced epoxy composites exhibit a higher degree of energy dissipation. Research indicates that thermoplastic matrices are generally preferred over thermosets for enhancing impact resistance.37,38 Composite materials are suitable for applications with a risk of low-energy impacts, such as damage caused by runway debris, dropped tools during maintenance, or material handling. 39 Research on the impact behavior of composites primarily focuses on two areas: assessing their energy absorption capacity and evaluating their resistance to impact-induced damage. 40
Researchers have used Taguchi’s design of experiments (DOE) method to improve different process parameters. 41 Numerous studies have adopted Taguchi’s optimization technique to refine process parameters across various composite materials and applications.42–47
A comprehensive literature review reveals that while numerous studies have investigated the use of natural fibers and fillers in composite materials, only a few have examined the combined use of Luffa cylindrica fibers and cenospheres as reinforcement and filler in an epoxy matrix. Furthermore, limited research has addressed the improvement of fiber–matrix and filler–matrix compatibility through surface treatments applied to both components. Chemical surface modification has been identified as a promising approach to enhance bonding between reinforcements and the matrix. Treatments such as alkali and silane can alter the surface properties of natural fibers and fillers, improving wettability, interfacial interaction, and overall adhesion. In luffa fibers, these treatments enhance bonding by increasing surface roughness, reducing lignin and hemicellulose content, and removing impurities. Similarly, chemical treatment of cenospheres increases their surface energy and reactivity, thereby improving dispersion and interfacial bonding within the composite.
Moreover, existing studies seldom address the enhancement of fiber–matrix and filler–matrix compatibility through simultaneous surface modification of both reinforcements. The present work introduces a novel approach by applying alkali and silane treatments to both luffa fibers and cenospheres to improve their surface properties, dispersion, and interfacial bonding with the epoxy matrix. This dual surface modification strategy, applied to a hybrid reinforcement system, represents a significant advancement and provides new insights into improving the energy absorption performance of lightweight, sustainable composite materials.
The main focus of this work is to investigate the energy absorption characteristics of epoxy-based hybrid composites reinforced with Luffa cylindrica fibers and cenospheres, with particular emphasis on the role of chemical surface treatments. The study systematically evaluates how these treatments influence the composites’ microstructure, interfacial bonding, and overall energy absorption behavior. The primary objective is to develop lightweight hybrid composites using chemically treated luffa fibers and cenospheres, while also assessing the effects of these treatments on impact resistance and microstructural performance. Additionally, Taguchi’s design of experiments (DOE) methodology is employed to optimize key processing parameters to enhance mechanical performance and maximize energy absorption. The findings are expected to provide valuable insights into the design of high-performance, sustainable composites suitable for engineering applications requiring structural integrity and improved impact resistance.
Methodology
The materials, specimen preparation, and testing procedure for epoxy composites reinforced with luffa fiber and cenosphere are covered in this section.
Materials used for preparing composite specimens
The matrix was made of epoxy resin. The LCE composite was prepared using cenosphere as a filler and luffa fiber as reinforcement. Epoxy is a versatile substance that may be handled in various ways. It can be used to connect a variety of surfaces 48 because of its superior adhesive qualities and minimal shrinking. It is a valuable resin because of its many uses in everything from sports equipment to aircraft. Epoxy comes in a variety of grades to satisfy different performance requirements.
The epoxy L-12 grade and a K-6 hardener were utilized in this investigation. 34 Epoxy L-12 grade (commercially known as Lapox L-12) is a trade name for a specific formulation of diglycidyl ether of bisphenol A (DGEBA), manufactured by Atul Ltd. The corresponding curing agent, K-6 hardener (also supplied by Atul Ltd.), is chemically identified as triethylenetetramine (TETA). For the Lapox L-12 epoxy resin and K-6 hardener system, the recommended mixing ratio is 100 parts by weight of resin (L-12) to 10–12 parts by weight of hardener (K-6), commonly expressed as 10:1 to 10:1.2. The epoxy resin and hardener were mixed at room temperature, resulting in a viscosity of 5–8 Pa·s at 25°C, a density of approximately 1100–1200 kg/m3, and a glass transition temperature in the range of 110–130°C. In this study, epoxy and hardeners were procured from C S Marketing, a supplier based in Bangalore, India.
A plentiful natural fiber source often used to make composite materials is Luffa cylindrica. This fiber comes from nature and is easy to find. It mainly grows in tropical areas of Asia and Africa.
49
Luffa is a member of the family Cucurbitaceae
50
and is scientifically categorized as a subtropical herb requiring warm climates for optimal growth.
24
This plant has a vine-like structure. Its fruit turns brown when fully matured and, when dried, forms a fibrous, net-like vascular network, which is commonly known as luffa sponges.
17
While luffa has traditionally been eaten as a vegetable, it has many uses. It can be a carrier for bioreactor cells, a tissue engineering scaffold, and a reinforcement material in bio-fiber composite development. In this study, luffa fibers were procured from village Pokharni, tehsil Timarni, and district Harda of Madhya Pradesh, India. Figure 1 illustrates the process of extracting luffa fiber from its fruit. Materials used for the hybrid composite preparation.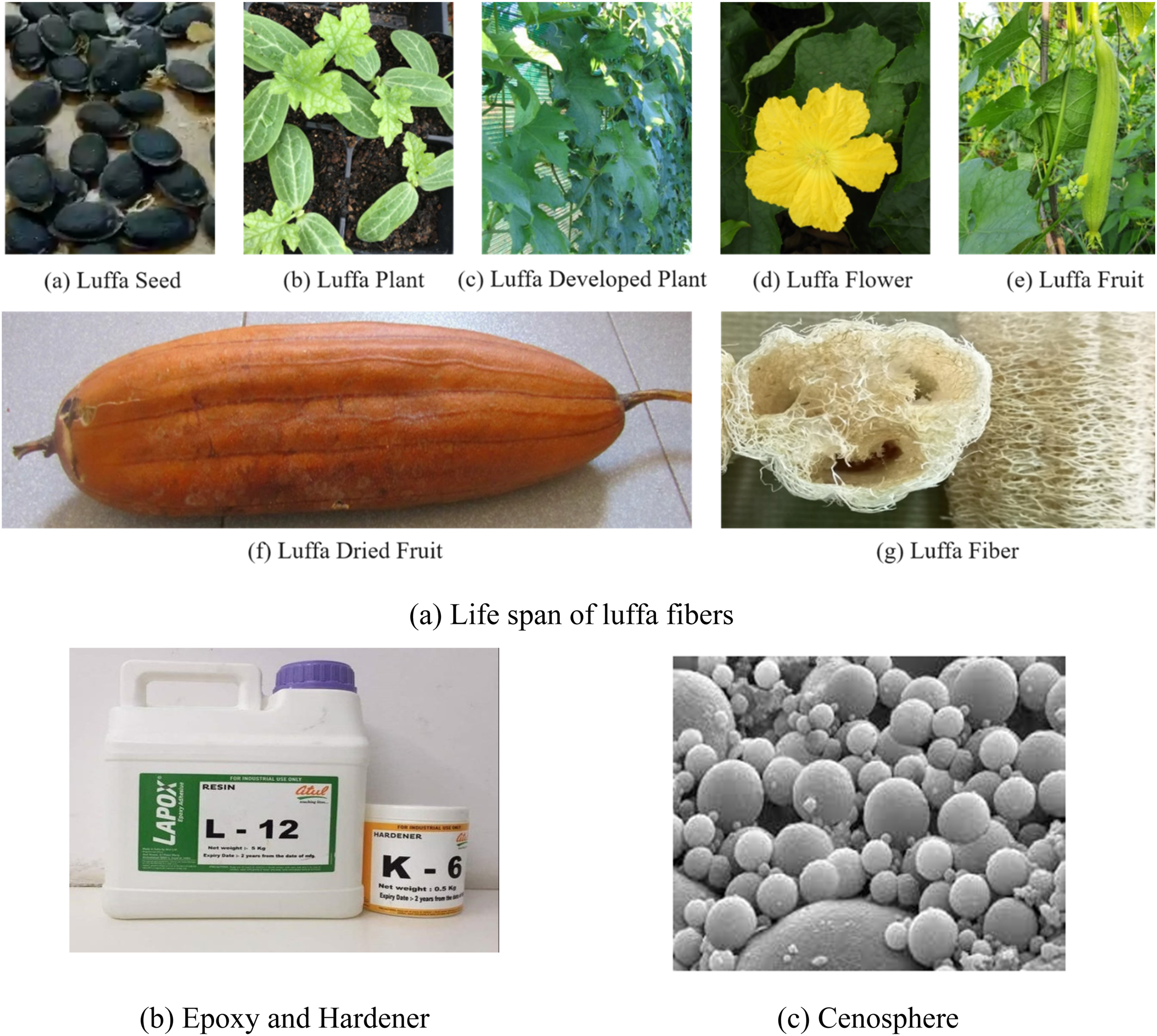
Cenospheres are generally obtained from fly ash, a by-product generated in thermal power plants during coal combustion. Utilizing cenospheres derived from fly ash presents a sustainable solution, as fly ash is produced in large volumes and contributes significantly to environmental pollution if not appropriately managed. 28 These hollow, lightweight microspheres effectively reduce the density of polymer composites. Additionally, the silica and alumina content in cenospheres enhances the overall characteristics of the composite material. 29 For this study, cenospheres were procured from Kulin Corporation, located in Mumbai, India.
Luffa fiber underwent chemical treatment using NaOH, benzoyl chloride, ethanol, potassium permanganate, acetone, and acetic acid. Acetone, 3-triethoxysilyl-propylamine (T-TESPA), and toluene were utilized for cenosphere surface modification. All the necessary chemicals for this study were obtained from Durga Chemical in Mangalore, India.
Chemical surface modification of luffa fiber
The chemical surface treatment of natural fibers improves wettability and strengthens the bond with the polymer matrix. Based on earlier studies, three chemical surface modification techniques were chosen for this investigation. Acetic acid, potassium permanganate, and benzoyl chloride were used to cure luffa fiber. These treatments were selected because of their efficacy and suitability for luffa fiber and the epoxy matrix.11,12
Chemical surface modification of luffa fiber by utilizing benzoyl chloride
To activate the hydroxyl groups found in cellulose and lignin, the fibers were first treated alkalically by being submerged for an hour in a 10% NaOH solution. After that, a benzoyl chloride solution was applied to them for 15 min while constantly stirring.
26
After draining the solution, the treated fibers were immersed in ethanol for an hour to eliminate any remaining benzoyl chloride. Finally, following a thorough rinsing with fresh water, the fibers were allowed to air dry before being oven-dried for 6 hours at 70°C.
51
The chemical treatment of luffa fiber using benzoyl chloride is expressed using the following equations (1) and (2).
52


Chemical surface modification of luffa fiber by utilizing potassium permanganate
First, the luffa fiber underwent an alkali treatment by being immersed in a 5% NaOH solution to modify its surface properties and enhance its interaction with the polymer matrix. The fibers were carefully rinsed after the alkali treatment to get rid of any remaining chemicals. The fibers were then immersed for 1 minute in a solution of 0.05% potassium permanganate (KMnO4)
26
combined with acetone, which allowed the oxidation process to enhance the bonding properties and roughness of the fibers. To properly remove any leftover solvent and moisture, the fibers were allowed to dry naturally in ambient air after the KMnO4 solution was drained. The chemical treatment of luffa fiber using potassium permanganate is shown in the following equation (3).
52

Chemical surface modification of luffa fiber by utilizing acetic acid
To perform an alkali treatment, the luffa sponge (LS) fiber bundles were first submerged in a 10% NaOH (sodium hydroxide) solution for 30 min at a regulated temperature of 40°C. By eliminating contaminants, altering the structure of the natural fiber, and increasing surface roughness, this procedure improved adhesion with the polymer matrix. The fibers were carefully rinsed after the alkali treatment to get rid of any remaining NaOH.
The treated fibers were then submerged for an additional half hour at 40°C in a 20% acetic acid (CH3COOH) solution.
25
In addition to further altering the fiber’s surface properties to improve its compatibility with the composite matrix, this step assisted in neutralizing any residual alkali from the prior treatment. After the acetic acid treatment, the fibers were cleaned with fresh water to remove any leftover contaminants. After that, they were allowed to air dry before going through additional processing. The following equation (4) shows the acetic acid treatment of luffa fiber.
52

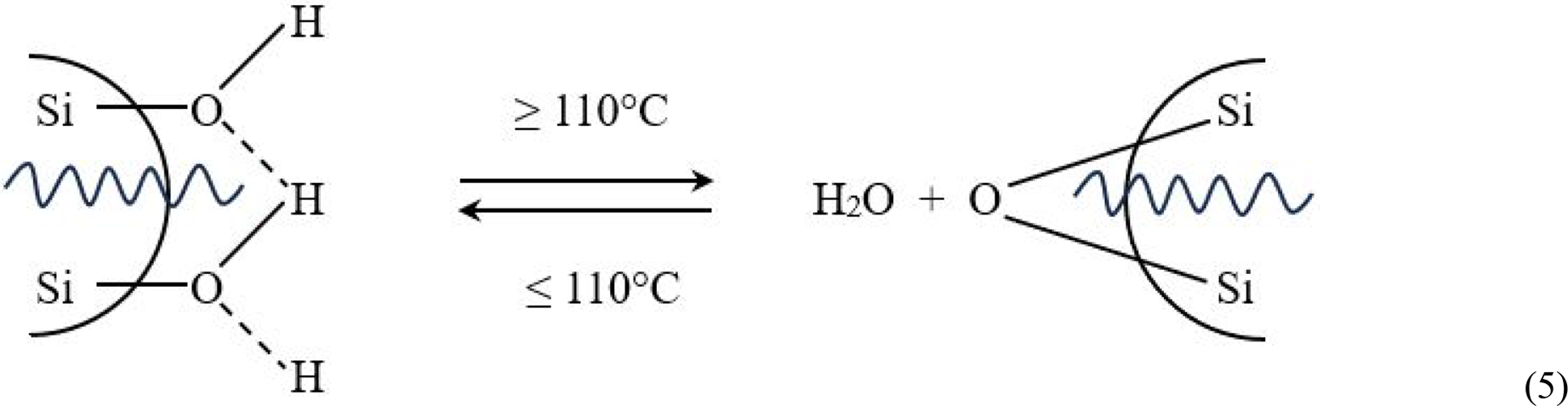
Chemical surface modification of cenosphere by utilizing 3-triethoxysilyl-propylamine
Acetone was first used to clean the cenosphere’s surface to eliminate any debris or foreign objects. A silane-based coating was created for the particles in the cenosphere after a thorough cleaning. As the silane agent in this investigation, 3-triethoxysilyl-propylamine (T-TESPA) was employed. T-TESPA was chosen because of its efficiency and suitability for the epoxy matrix and cenosphere. 30 As the amine hardener facilitates the curing process, the compound’s free amine functional groups interact with the epoxy matrix, forming strong Si–O–Si interactions with the cenosphere’s inorganic surface.
The filler was coated with a silane coupling agent as part of the treatment procedure. To create a solution, 10% of the filler’s weight was dissolved in a silane coupling agent in 50 mL of dry toluene. Next, the previously cleaned and dried filler was added to this mixture. The mixture was stirred for about 5 hours at 110°C under reflux condensation to guarantee adequate surface modification. Following this procedure, a sintered funnel was used to vacuum filter the slurry, and toluene was used to wash it thoroughly. To eliminate any remaining toluene, the filler material was oven-dried before being used again. Using T-TESPA, the cenosphere’s surface modification process is represented by equations (5) and (6). 30

Taguchi’s DOE for specimen preparation
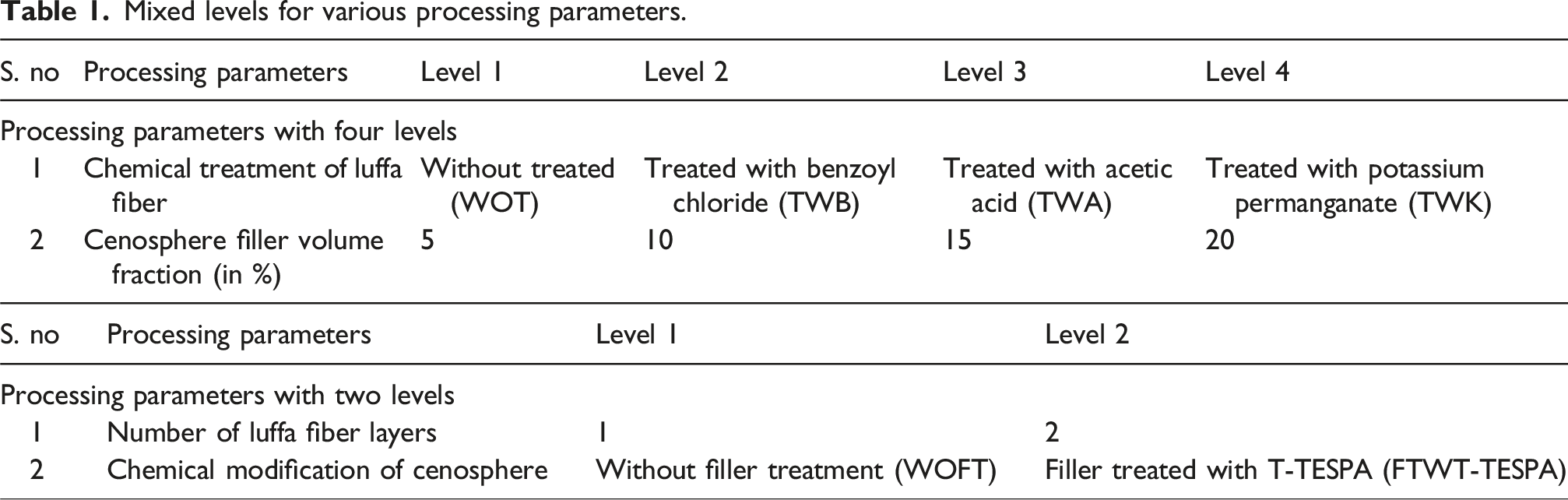
Mixed levels for various processing parameters.
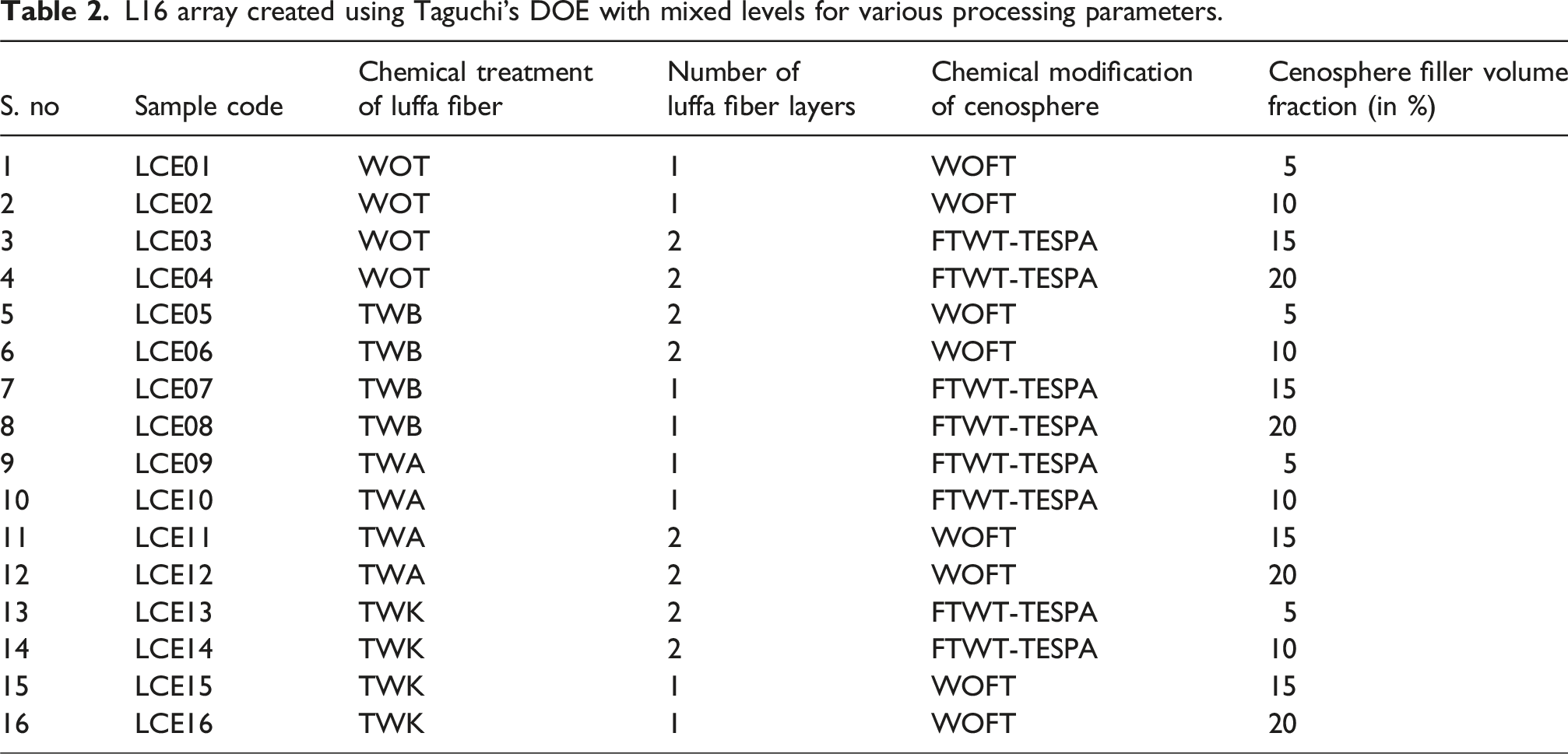
L16 array created using Taguchi’s DOE with mixed levels for various processing parameters.
The abbreviations used in Table 1 are defined as follows:
Chemical treatment of luffa fiber WOT = without treated TWB = treated with benzoyl chloride TWA = treated with acetic acid TWK = treated with potassium permanganate
Chemical modification of cenosphere WOFT = without filler treatment FTWT-TESPA = filler treated with T-TESPA
Composites were produced with single and double luffa mats, corresponding to fiber volume fractions of 12.32% and 24.64%.
Preparation of LCE composite
Luffa sponges were used to fabricate 16 composite samples based on Taguchi’s L16 array design. The process parameters were selected from Tables 1 and 2, following the design of experiments (DOE) methodology. The stepwise preparation procedure is shown in Figure 2 (a). Specimen preparation process and prepared specimens for drop-weight impact testing of luffa- and cenosphere-reinforced epoxy composite.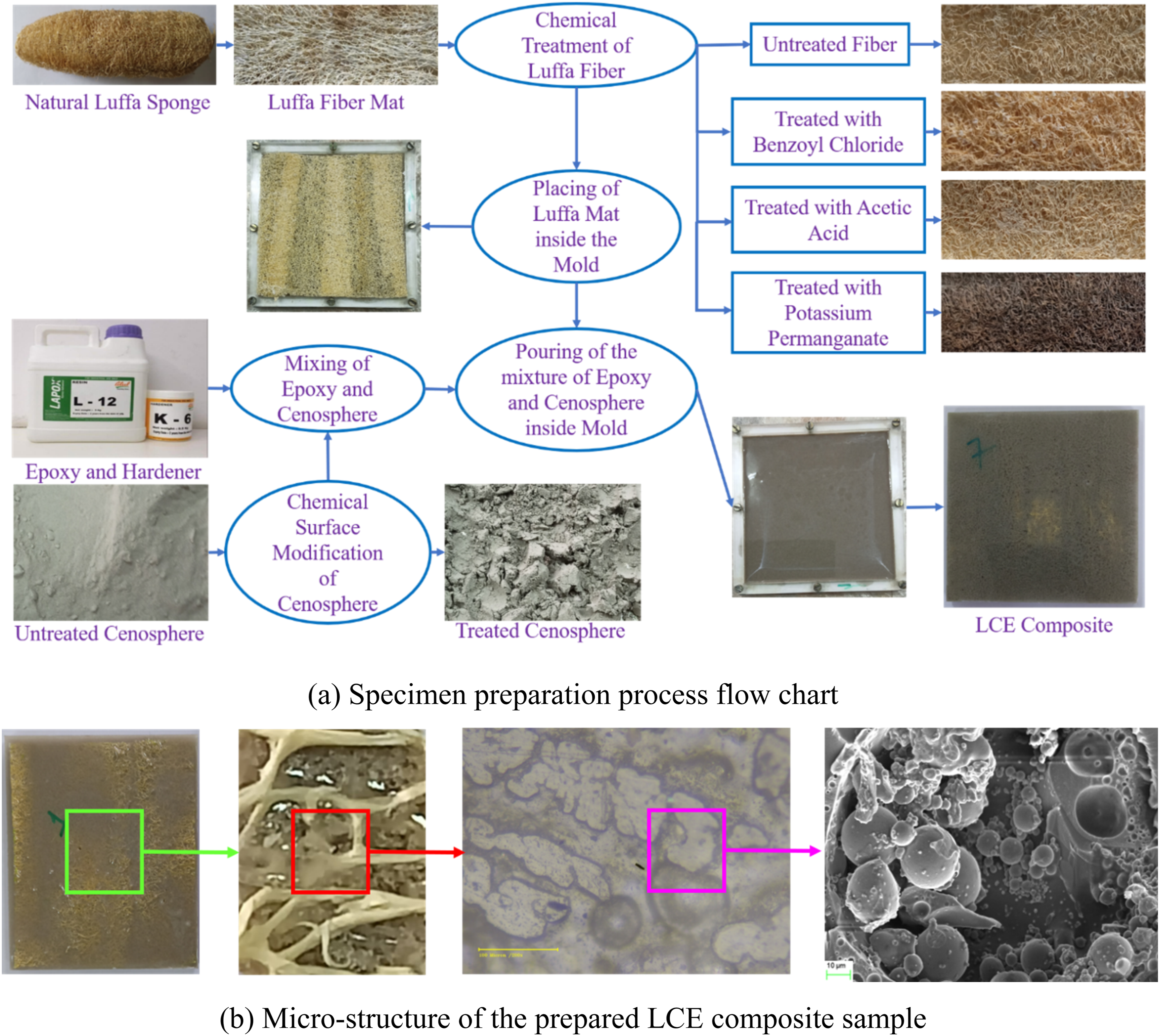
Cenospheres (powder form) were fillers, while luffa fibers (mat form) acted as reinforcement. Lapox L-12 epoxy resin with K-6 hardener (10:1 ratio) was used as the matrix. Composites were produced with single and double luffa mats, corresponding to fiber volume fractions of 12.32% and 24.64%. Cenospheres were incorporated at apparent volume fractions of 5%, 10%, 15%, and 20%. Fabrication was carried out using the hand lay-up technique under ambient conditions in a mold measuring 150 × 150 × 10 mm, suitable for drop-weight impact testing.
Before fabrication, luffa fibers were washed and converted into mats. They were treated with acetic acid, benzoyl chloride, and potassium permanganate to improve adhesion, while untreated mats were retained for comparison. Cenospheres were cleaned with acetone and modified using 3-triethoxysilyl-propylamine (T-TESPA) to enhance surface reactivity and dispersion in the epoxy matrix.
A mold-release agent was applied during fabrication, and fiber mats were placed in the mold cavity. The epoxy–cenosphere mixture was poured over the mats, ensuring uniform wetting. After 24 h of curing at room temperature, the composites were post-cured at 100°C for 20 min to ensure complete crosslinking.
This process produced luffa-cenosphere-epoxy (LCE) composites with enhanced interfacial bonding and strength. A representative micrograph is shown in Figure 2(b), revealing uniform dispersion of cenospheres and luffa fibers within the epoxy matrix, resulting in a compact structure and smooth surface.
Fourier transform infrared spectroscopy
FTIR spectroscopy examined the functional groups found in untreated and treated luffa cylindrica fibers. An FTIR Spectrum 2 Spectrometer (PerkinElmer, Singapore) with a temperature-stabilized DTGS (deuterated triglycine sulfate) detector was used for the measurements. Within a minute, spectra were captured with a signal-to-noise ratio of 50,000:1 (peak-to-peak), a wavenumber range of 4000 to 350 cm−1, and a resolution of 0.5 cm−1.
Thermogravimetric analysis
Thermogravimetric analysis (TGA) of untreated and treated luffa cylindrica fibers was performed using a TGA 4000 instrument (PerkinElmer, Singapore). The study was conducted over a 30°C to 500°C with a 10°C per minute heating rate.
Evaluation of energy absorption capacity of composites using experimental method
Low-velocity impact (LVI) tests were conducted using drop-weight impact testing equipment. The composite specimens were securely placed in the sample holder. The impactor was raised to the designated height and then released. The test took place at an impactor velocity of 5.42 m/s with a drop height of 1500 mm. The impact velocity was determined 53 using the equation v = (2gh)0.5, where v represents the impact velocity, h denotes the drop height of the impactor, and g is the acceleration due to gravity. The energy absorbed by the sample upon impact was measured throughout the test, and the specimen was visually examined for any signs of damage. The experiment could be repeated under varying impact energies or velocities to assess impact resistance and damage threshold.
Tight controls were placed on the LVI test setup and process to guarantee reliable and consistent findings. This configuration yielded valuable information for impact prevention and material design applications. A hemispherical projectile with a mass of 8.035 kg was employed. The impactor was released without spring compression from a height of 1.5 m, resulting in an impact energy of 118.24 J and an impact velocity of 5.42 m/s. This impact energy was selected to ensure complete perforation and consistent damage assessment across all samples. All tests were performed under ambient conditions. The LVI testing equipment featured a rebounding arresting mechanism, and the experiments were conducted following the ASTM D7136 standard.
54
The complete test setup is illustrated in Figure 3. Drop-weight impact testing machine setup.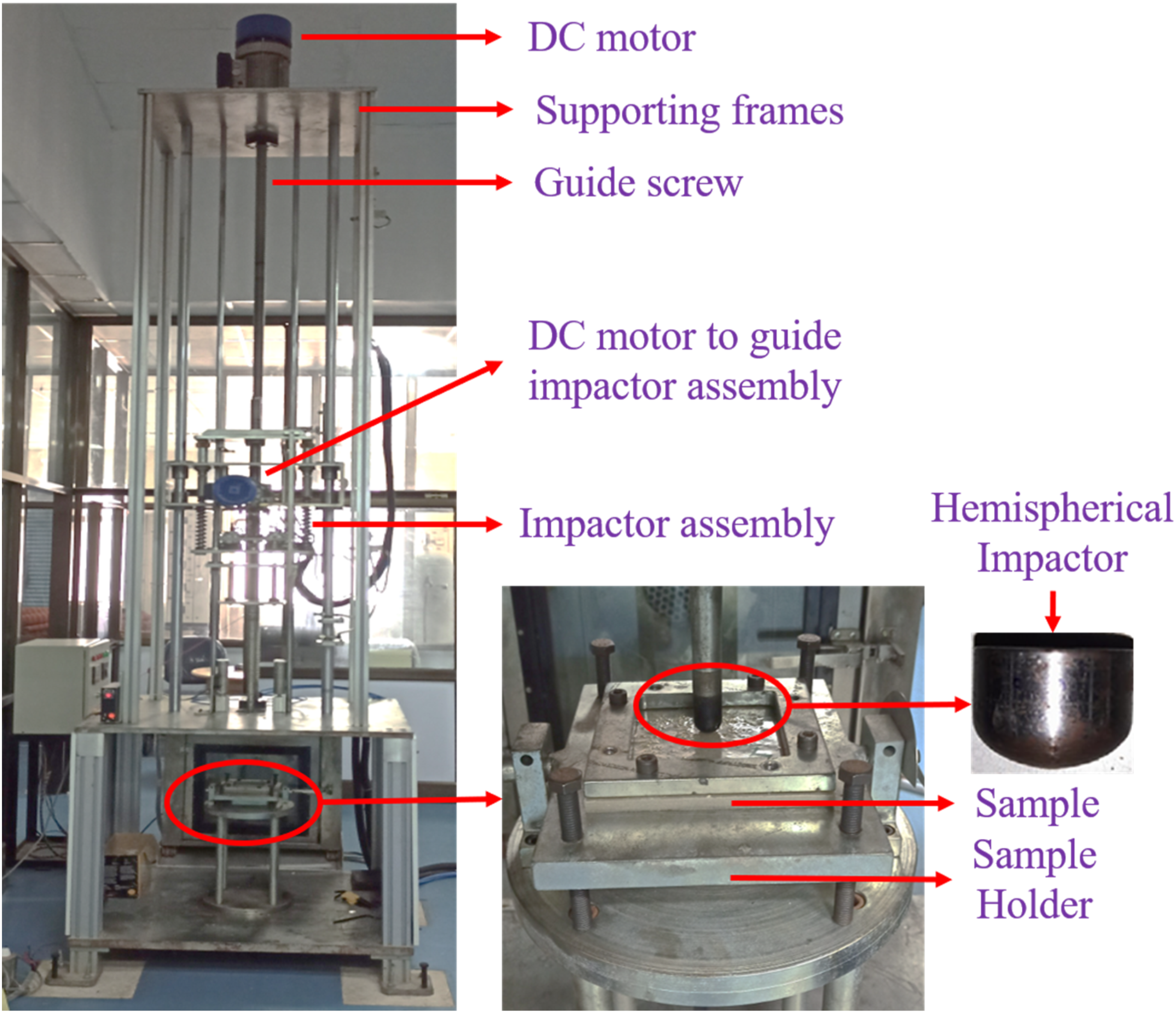
Results and discussion
This section discusses the findings from FTIR and TGA analyses of the chemically modified reinforcements and the low-velocity impact performance of the LCE composites. The results of Taguchi’s DOE analysis and the microstructural evaluation of the LCE composites are also presented.
FTIR spectroscopy analysis of chemically treated and untreated luffa cylindrica fibers
FTIR analysis examined the structural and chemical modifications of untreated and chemically treated Luffa cylindrica fibers. Treatments included acetic acid, potassium permanganate (KMnO4), and benzoyl chloride. Figure 4(a) presents the FTIR spectra with corresponding absorption bands and functional group assignments.
55
FTIR and TGA spectra of treated and untreated fibers and fillers.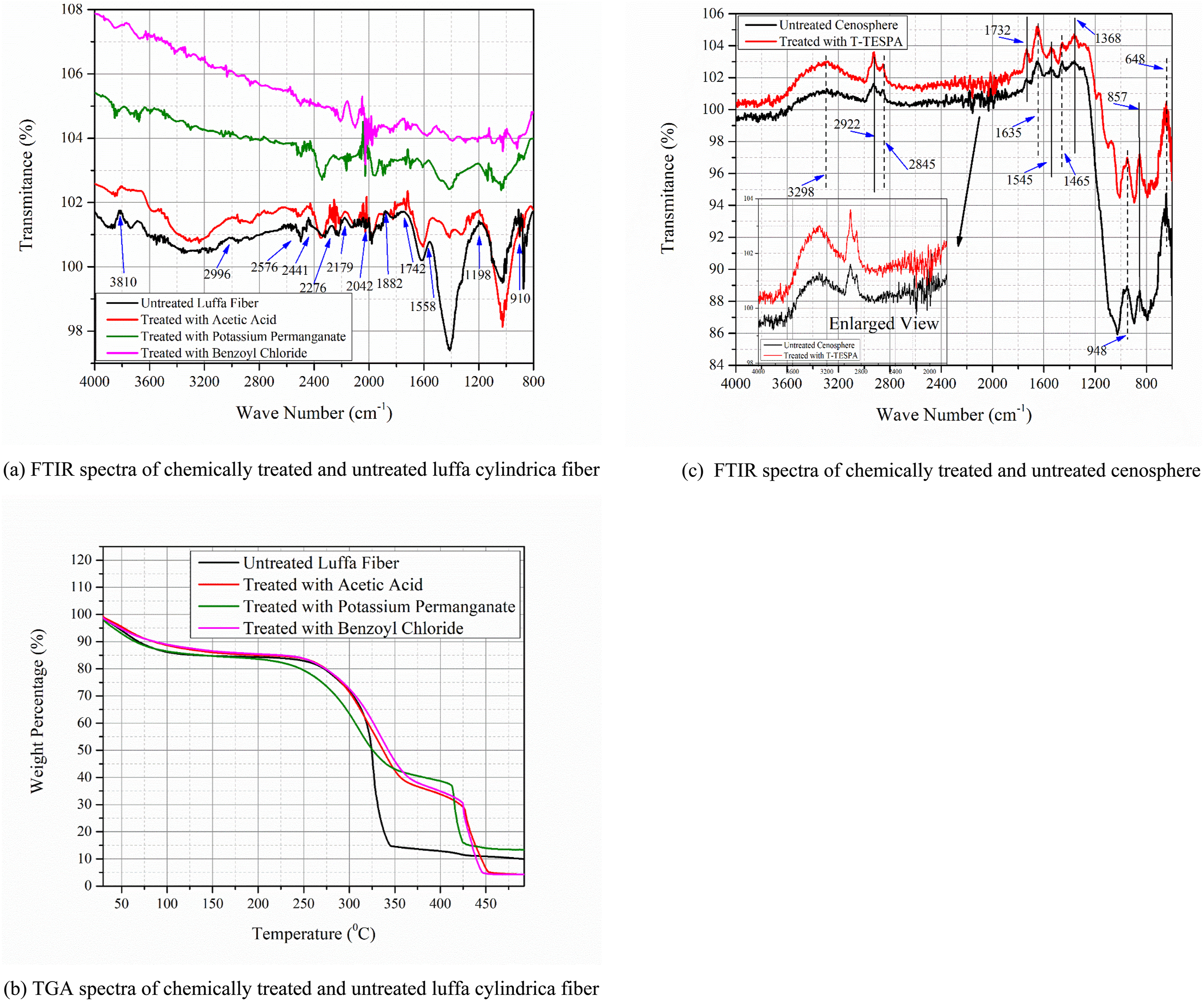
The FTIR spectrum of the untreated fiber displayed a broad O–H stretching band at 3810 cm−1. Upon benzoylation, this peak shifted to 3764 cm−1, signifying strengthened hydrogen bonding interactions or partial substitution of hydroxyl groups. A distinct and stable C–H stretching signal at 2996 cm−1 persisted in both spectra, confirming the integrity of the aliphatic backbone. Notably, the carbonyl (C=O) stretching band shifted from 2276 cm−1 in the untreated fiber to 2256 cm−1 after treatment, indicating enhanced conjugation within the modified structure. A slight reduction in the intensity of the amide C=O peaks further suggested subtle molecular rearrangements induced by the benzoylation process.
Significant changes were observed in the aromatic C=C stretching region, shifting from 1882 cm−1 (untreated) to 1928 cm−1 (benzoyl-treated), confirming the successful introduction of aromatic groups. Alterations in the C–O–C bridge stretching (1558 → 1510 cm−1) and deformation regions (1198–1192 cm−1) further indicated cleavage or modification of ether linkages. Out-of-plane ring vibrations also shifted slightly (910–878 cm−1), suggesting structural rearrangements in cyclic systems. All treatments induced noticeable modifications, but benzoyl chloride produced the most pronounced changes, particularly through the incorporation of aromatic groups and significant shifts in O–H and C–O–C regions. KMnO4 primarily caused oxidative modifications, while acetic acid introduced milder esterification effects. Among the three, benzoyl chloride was the most effective in functionalizing the cellulose structure, enhancing its reactivity, interfacial compatibility, and potential for composite applications.
TGA analysis of untreated and chemically treated luffa cylindrica fibers
Figure 4(b) presents the TGA curves of untreated and chemically modified Luffa cylindrica fibers. All samples showed an initial weight loss below ∼120°C due to moisture and volatile release. In untreated fibers, significant degradation occurred between 250 and 350°C from hemicellulose and cellulose decomposition, followed by gradual lignin degradation up to 500°C.
Chemical treatments altered the thermal behavior. Acetic acid treatment slightly increased the onset degradation temperature and reduced weight loss, reflecting mild improvement in thermal stability. KMnO4 treatment shifted the central degradation peak to higher temperatures, suggesting oxidative modification and stabilization of the fiber matrix. Benzoyl chloride treatment provided the most significant enhancement, with decomposition occurring at higher temperatures and increased char residue, attributed to the grafting of thermally stable aromatic groups. Overall, benzoyl chloride treatment offered the most significant improvement in thermal resistance, followed by KMnO4 and acetic acid, confirming the effectiveness of chemical modification in enhancing fiber stability for composite applications.
FTIR spectroscopy analysis of chemically treated and untreated cenosphere
Figure 4(c) shows the FTIR spectra of untreated and 3-triethoxysilyl-propylamine (T-TESPA) treated cenospheres, highlighting apparent differences that confirm chemical interaction between the silane coupling agent and the cenosphere surface.
In the untreated sample, a broad band at 3298 cm−1 corresponds to O–H stretching from surface hydroxyl groups. This band decreases in intensity after treatment, indicating partial consumption of –OH groups during silanization. New peaks at 2922 cm−1 and 2845 cm−1 in the treated sample correspond to C–H stretching vibrations from the propyl group in T-TESPA, confirming grafting of organic chains.
A distinct peak at 1732 cm−1 in the treated spectrum is attributed to C = O stretching, likely from carbamate or urea linkages. Additional bands at 1545 cm−1 (N–H bending), 1465 cm−1 (C–H bending), and 1368 cm−1 (alkyl group vibrations) further indicate successful incorporation of T-TESPA functional groups. The strong band at 948 cm−1 in the untreated sample, associated with silanol groups, is markedly reduced after treatment, confirming their reaction with T-TESPA. New bands at 857 cm−1 and 648 cm−1 correspond to Si–O–Si and Si–C vibrations, demonstrating silane network formation on the cenosphere surface. These spectral modifications confirm effective silanization, enhancing surface reactivity and improving interfacial compatibility of cenospheres for composite applications.
Force versus time response of LCE composites
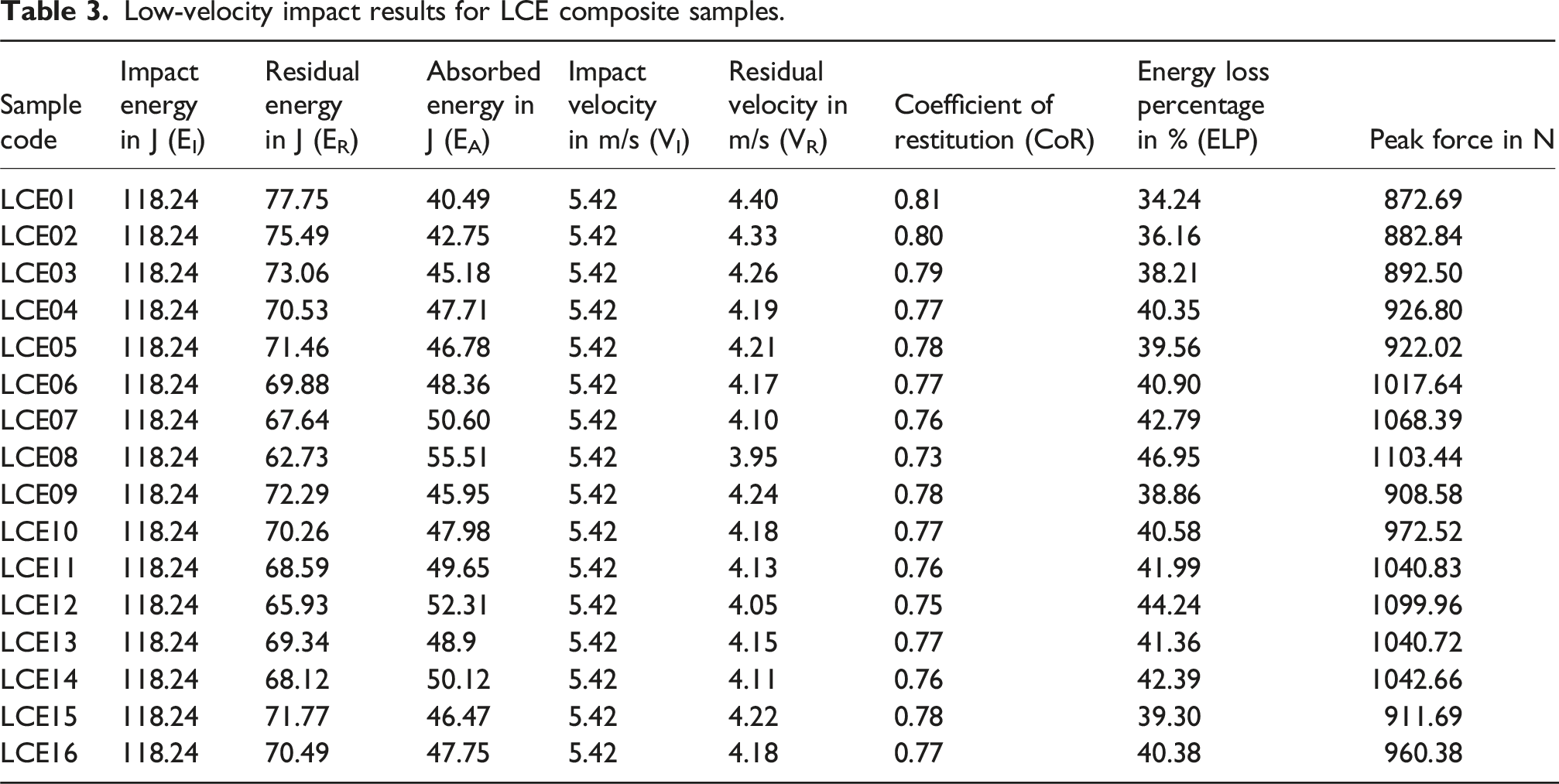
The force–time responses of the LCE01 to LCE04, LCE05 to LCE08, LCE09 to LCE12, and LCE13 to LCE16 composites under an impact energy of 118.24 J are shown in Figure 5(a)–(d). As outlined in Table 2, these samples were produced with different fiber treatments and filler combinations. Although their overall response patterns look similar, differences can be seen in the maximum loads they could carry (Table 3). Force versus time trends and peak force for LCE composite samples. Low-velocity impact results for LCE composite samples.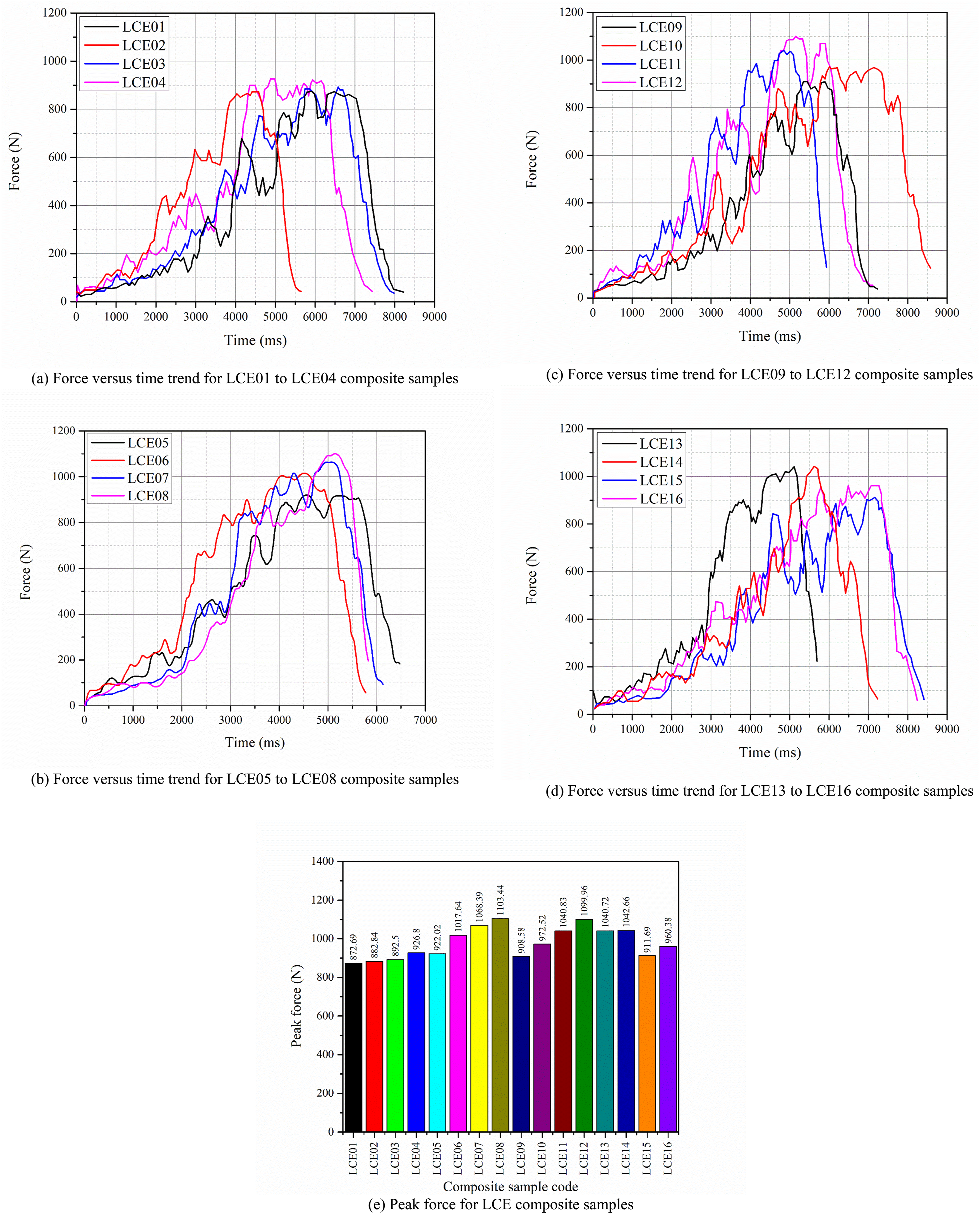
At the start of the impact, the force gradually increases until it suddenly drops. This drop marks the critical force (PCritical) at which damage begins inside the material. After this point, the force rises again until it reaches its maximum (the peak force), and then it decreases as the material loses its ability to carry the load. The early sharp drop reflects the first signs of internal cracking or fiber–matrix separation, which reduces the stiffness of the composite. In this way, PCritical serves as a valuable indicator of how well the composite can resist the start of damage. 56
One crucial observation is that, after damage initiation, the force–time curves do not show the irregularities typically caused by delamination. It suggests that delamination did not occur in these composites. That’s significant because delamination is one of traditional fiber composites’ most common and harmful failure modes. 57 The absence of this issue here can be linked to the chemical treatments applied to the fibers and the filler, which strengthen the bond at the interface and keep the structure intact.
The peak force results for all 16 samples are presented in Table 3. For the untreated fiber composites (LCE01–LCE04), the peak forces range from 872.69 N to 926.80 N. These values improve slightly with higher filler loading and more fiber layers. In contrast, the TWB-treated fiber samples (LCE05–LCE08) perform much better. Among them, LCE08 stands out, reaching a peak force of 1103.44 N. It represents a 26.44% increase over the baseline LCE01, highlighting the effectiveness of fiber and filler treatment combined with optimized filler content.
The other treatments (TWA and TWK, samples LCE09–LCE16) exhibited intermediate performance. Specifically, TWA-treated composites recorded peak forces ranging from 908.58 N (LCE09) to 1099.96 N (LCE12), representing a maximum increase of 26.04% over the baseline LCE01. Similarly, TWK-treated composites showed peak forces between 911.69 N (LCE15) and 1042.66 N (LCE14), corresponding to a maximum increase of 19.47% compared to LCE01. These results make it clear that the specific type of treatment and filler modification strongly affect how much load the composites can carry before failure. The comparison in Figure 5(e) shows that LCE08 consistently delivers the highest peak force. It shows that it can be most damage-resistant and withstand impact loading. These findings align with earlier work by Feraboli et al. 58 In short, the TWB treatment combined with the right filler content makes LCE08 the most durable option among all the tested formulations.
Based on the force–time curves shown in Figure 5(a) and (b), a clear comparison can be made between the baseline composite LCE01 and the chemically optimized composite LCE08. LCE01 (baseline), fabricated without any chemical treatment of luffa fibers or cenospheres, exhibits a relatively lower force buildup, delayed attainment of peak force, and a more gradual and irregular force–time response. The curve indicates earlier damage initiation, lower peak force, and a longer tail during unloading, which suggests weaker fiber–matrix and filler–matrix interfacial bonding and less efficient load transfer during impact.
In contrast, LCE08, prepared using benzoyl chloride–treated luffa fibers and T-TESPA–treated cenospheres, demonstrates a steeper force rise, a significantly higher peak force, and a more stable force plateau prior to failure. The sharper force increase indicates improved stiffness and load-bearing capacity, while the higher peak force reflects enhanced resistance to penetration. The abrupt force drop after the peak suggests effective energy dissipation through controlled damage mechanisms, rather than premature interfacial failure.
The superior response of LCE08 can be attributed to the synergistic effect of chemical treatments, which enhance interfacial adhesion between the epoxy matrix, luffa fibers, and cenospheres. Benzoyl chloride treatment improves fiber surface reactivity and bonding, while T-TESPA modification promotes stronger filler–matrix interaction. Together, these effects lead to more efficient stress transfer, delayed damage initiation, and higher energy absorption compared to the untreated baseline composite.
Overall, the force–time comparison clearly demonstrates that chemical modification of both fibers and fillers significantly improves the impact performance of LCE composites, with LCE08 outperforming LCE01 in terms of peak force, damage resistance, and energy dissipation behavior.
Energy absorption performance of LCE composite
When the impactor strikes the sample, the material absorbs and dissipates part of the incoming energy. The absorbed fraction corresponds to the energy spent in creating and propagating damage. From initial contact (t = 0 s), the projectile begins transferring its kinetic energy (KE) to the composite. A portion of this energy is stored temporarily as elastic deformation, while the remainder is released through matrix cracking, fiber breakage, or other forms of damage. Only a minimal share of the energy is lost as heat, friction, or sound. Once the projectile transfers its kinetic energy, the balance is stored as elastic strain energy within the specimen. 59
The energy absorption properties of LCE composites were assessed by looking at different processing factors. These included the chemical treatment of Luffa cylindrica fibers, the number of fiber layers, the chemical modification state of cenospheres, and the filler volume fraction. Figure 6(a) and (b) present the energy absorption and residual energy plot of LCE composite specimens fabricated based on the Taguchi L16 experimental design. The energy absorption and residual energy values are also reported in Table 3. The results clearly show that these parameters play a significant role in influencing the energy absorption performance of the composites. Energy absorption, residual energy, coefficient of restitution, and Energy loss percentage for LCE composite samples.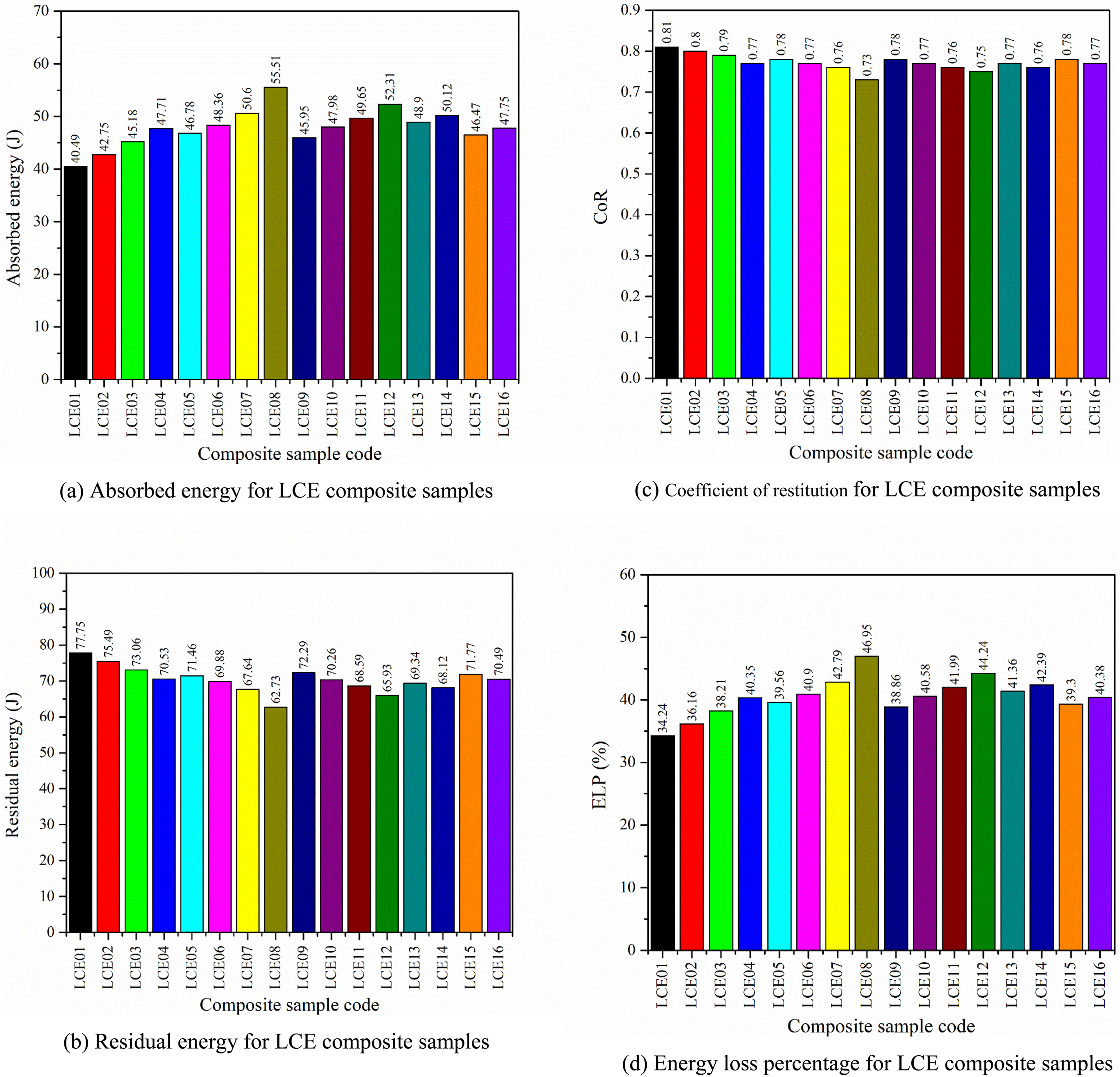
Among all samples, LCE08, composed of benzoyl chloride–treated fibers, a single fiber layer, chemically modified cenospheres (with 3-triethoxysilyl-propylamine), and a 20% filler volume fraction, exhibited the highest energy absorption value of 55.51 J. It indicates the synergistic effect of aromatic surface modification and silane-modified filler in enhancing the impact resistance of the composite matrix. The untreated reference sample LCE01 (no chemical modifications, one fiber layer, 5% filler) showed the lowest energy absorption of 40.49 J, highlighting the importance of fiber and filler functionalization in improving energy dissipation.
When comparing the effect of fiber treatment, benzoyl chloride treatment consistently resulted in higher energy absorption across various filler fractions and configurations. Samples LCE05–LCE08, all involving benzoyl-treated fibers, recorded energy absorption values ranging from 46.78 J to 55.51 J, clearly outperforming acetic acid-treated (LCE09–LCE12, 45.95–52.31 J) and KMnO4-treated samples (LCE13–LCE16, 46.47–50.12 J). It suggests that the aromatic groups introduced by benzoylation improve fiber–matrix interaction more effectively than the other treatments.
Concerning cenosphere modification, composites containing T-TESPA-modified cenospheres consistently demonstrated enhanced performance compared to those containing unmodified fillers. For instance, LCE03 and LCE04, with untreated fibers but modified cenospheres and two layers of fiber, achieved energy absorption values of 45.18 J and 47.71 J, respectively—higher than similarly configured composites with unmodified cenospheres (LCE01–LCE02, 40.49–42.75 J).
Fiber layering also played a role. In general, composites with two fiber layers showed slightly better energy absorption than their one-layer counterparts, particularly when combined with appropriate chemical treatments. However, in the case of benzoylated fiber samples, even one-layer composites (LCE07, LCE08) achieved superior energy absorption, indicating that fiber treatment can compensate for reduced fiber content when effectively enhancing interfacial bonding.
Filler volume fraction further influenced the performance, with higher filler contents generally resulting in improved energy absorption, especially when the filler was chemically modified. For example, comparing LCE07 (15%) and LCE08 (20%), with the same treatment combination, an increase in filler volume led to a significant jump in energy absorption from 50.6 J to 55.51 J.
In summary, the results indicate that benzoyl chloride treatment of luffa fiber, modification of cenospheres with T-TESPA, and a 20% filler volume fraction collectively result in the highest energy-absorbing LCE composites. This combination improves the bond between the matrix, fiber, and filler. It provides better results in stress transfer and energy dissipation during impact. The effectiveness of these factors indicates a promising way to optimize natural fiber, filler, and polymer composite systems for uses that need high impact resistance.
Coefficient of restitution and energy loss percentage
The ratio of residual velocity to initial velocity is defined as the coefficient of restitution (CoR). Solving for post-impact velocities using momentum equations can be complex in impact mechanics due to the plastic deformation between colliding bodies. To simplify this, CoR is often introduced as a practical measure. Its values range from 0 to 1, where 0 represents a perfectly plastic collision and one corresponds to a perfectly elastic one.
60
For cases where one body remains stationary, CoR can be expressed as equation (7):

Since the present study deals with normal impact conditions, tangential forces and frictional effects are ignored. It is important to note that CoR can be influenced by several factors, including material properties, surface geometry, approach velocity, contact duration, and bonding quality. 62
In this work, the impactor was released from a height of 1.5 m to strike the proposed LCE composites. The calculated values of VI, VR, CoR, and ELP are summarized in Table 3. At the same time, Figure 6(c) and (d) illustrate the variation of CoR and ELP across different LCE samples at the same energy level. A clear trend emerges: CoR decreases as the interfacial bonding between fibers, fillers, and the epoxy matrix strengthens. Enhanced bonding reduces rebound because more impact energy is absorbed and dissipated within the material instead of being returned through elastic recovery.
Among all samples, LCE08 demonstrates the lowest CoR and the highest ELP. The use of benzoyl-treated luffa fibers along with chemically modified cenosphere fillers significantly improves fiber–matrix adhesion, leading to more efficient energy absorption. As a result, the rebound velocity is reduced, and the composite converts a greater portion of the impact energy into internal damage resistance. Specifically, LCE08 shows a 9.88% lower CoR and a 37.12% higher ELP compared to the baseline LCE01 at 118.24 J. These results are consistent with the peak force and energy absorption data reported in Table 3.
The behavior can be explained by the role of cenospheres and luffa fibers as energy sinks. During impact, they absorb and diffuse a significant share of the kinetic energy, reducing the rebound effect and increasing the energy retained within the composite. Consequently, the enhanced energy absorption capacity of LCE08 makes it especially effective in resisting impact damage, positioning it as a promising candidate for applications where high energy dissipation and structural integrity are critical.
Taguchi’s DOE analysis
The design of experiments (DOE) analysis used Taguchi’s method to assess how four main factors affect the energy absorption behavior of luffa–cenosphere-reinforced epoxy (LCE) composites. The main effects plot (Figure 7) shows the average energy absorption response for each level of the factors: chemical treatment of fiber, filler volume fractions, chemical treatment of filler, and the number of fiber layers. Main effects plot for energy absorption of LCE composites.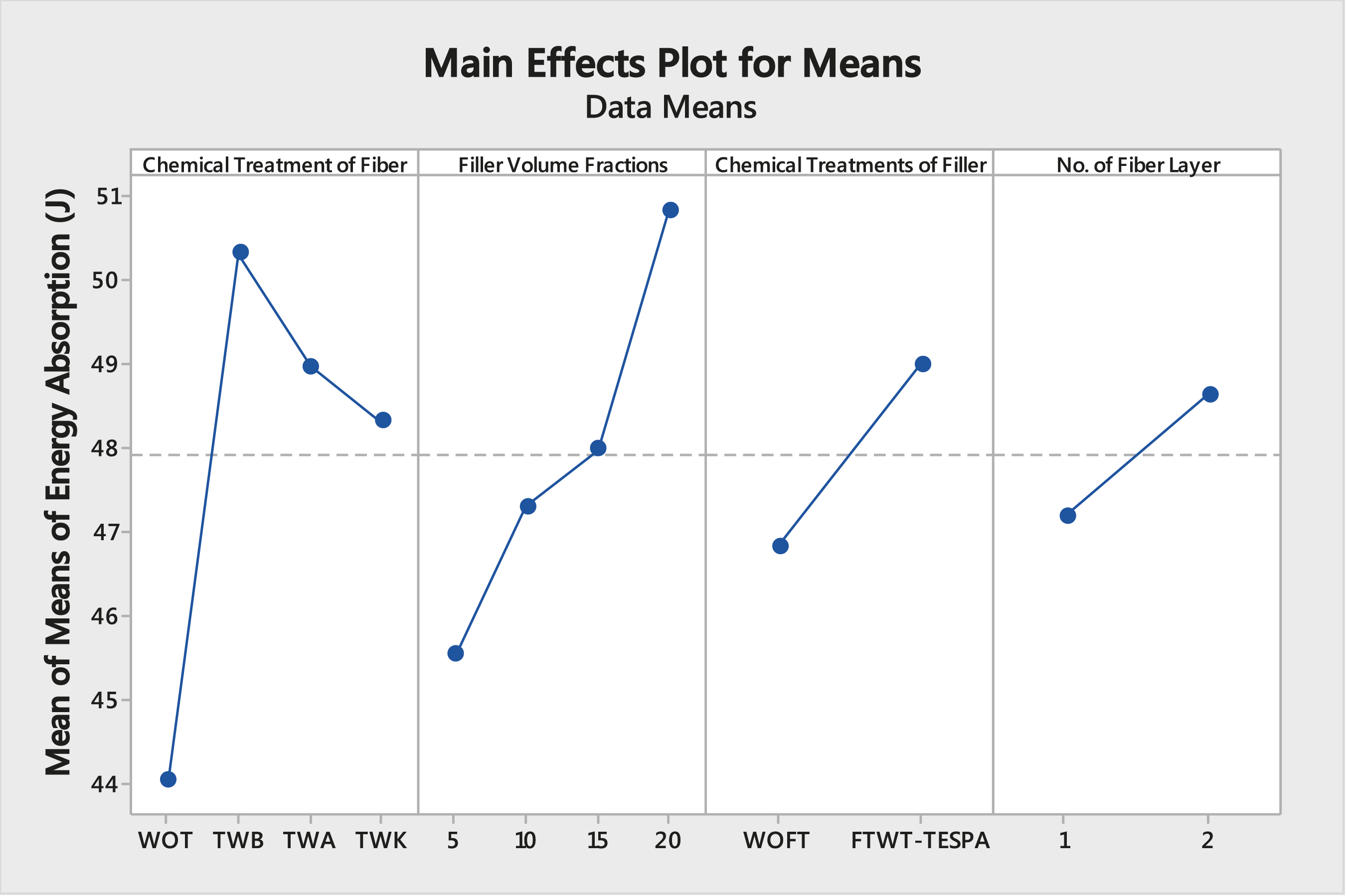
ANOVA for energy absorption of LCE composites.
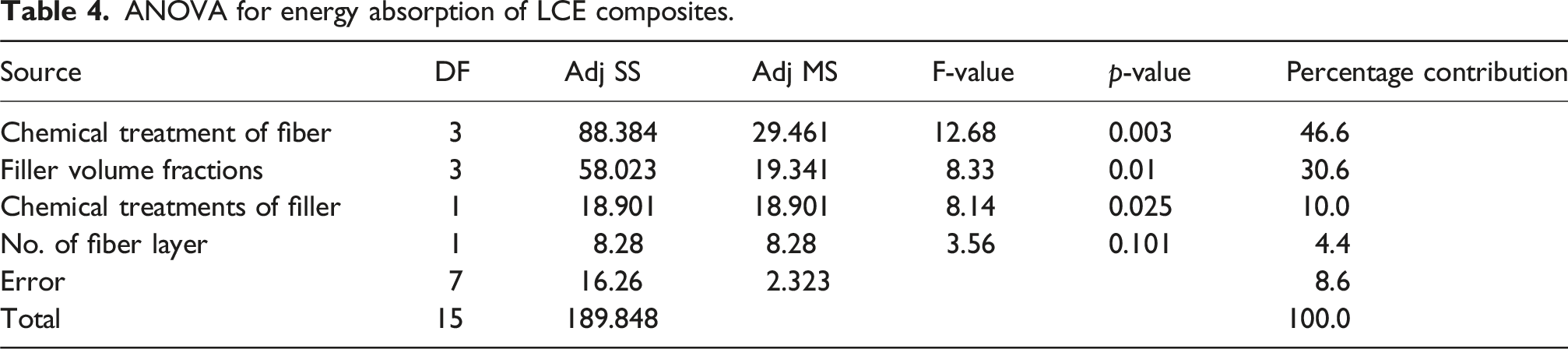
The chemical treatment of filler also affects the performance, although to a lesser extent, contributing 10% to the variability with a significant p-value of 0.025. Despite a visible upward trend in the plot, the number of fiber layers has a relatively minor and statistically insignificant effect (p = .101), representing just 4.4% of the overall variance. The “Total” percentage contribution (100%) represents the complete variance of the response variable (energy absorption) considered in the ANOVA analysis. This total variance is partitioned into contributions from the controlled process parameters, which together account for 91.4% of the variability and correspond to the reported R2 value (91.43%), and the remaining 8.6%, which is attributed to residual error and other unaccounted experimental variations.
The derived regression model: Chemical treatment of fiber = 0, for WOT Chemical treatment of fiber = 1, for TWB Chemical treatment of fiber = 2, for TWA Chemical treatment of fiber = 3, for TWK Chemical treatment of filler = 0, for WOFT Chemical treatment of filler = 1, for FTWT-TESPA
The filler volume fraction and number of fiber layer according to sample cade are discussed in Table 2.
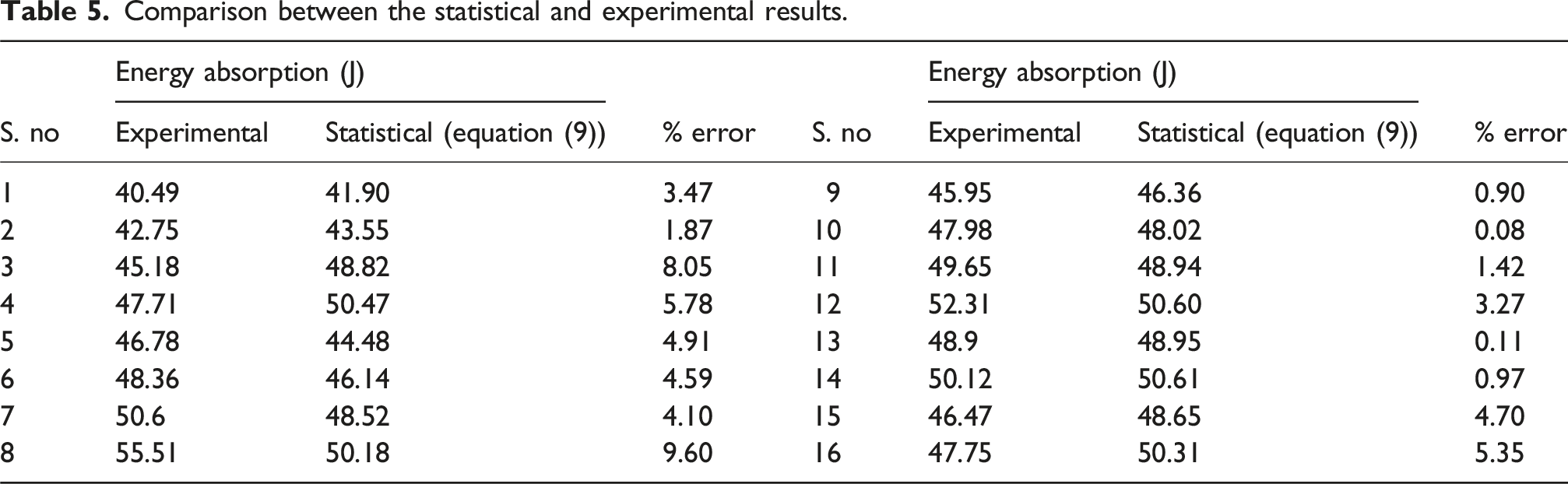
Equation (9) estimates the energy absorption based on the two most influential continuous variables and two categorical variables. The percentage error calculated by using following equation:
Comparison between the statistical and experimental results.
The filler volume fraction was also found to significantly influence energy absorption, with the optimal value determined to be 20%, which provided the steepest increase in performance. Furthermore, the chemical treatment of the filler, when applied as T-TESPA, showed a positive effect on the mechanical behavior, supporting its selection as part of the optimized set.
Finally, employing two fiber reinforcement layers was selected as the optimum configuration, leading to improved energy absorption compared to a single layer. However, this factor had a relatively lower statistical contribution.
Together, these optimized parameters—luffa fiber treated with benzoyl chloride, 20% filler volume, cenosphere treated with T-TESPA, and two fiber layers—form the most effective combination for enhancing the energy dissipation capacity and impact resistance of LCE composites as evidenced by the experimental and statistical results.
Microstructural analysis
The SEM images for LCE01, LCE04, and LCE08 composites are represented in Figure 8 (a)(a)–(c), (b)(a)–(c), and (c)(a–c), respectively, while the processing parameters and corresponding experimental energy absorption values are presented in Table 2 and Figure 6. A detailed comparative fractographic analysis reveals critical insights into the composites’ failure mechanisms and interfacial behavior under impact loading conditions. (a) SEM images of LCE01 composite having minimum energy absorption. (b) SEM images of LCE04 composite having a mean energy absorption. (c) SEM images of LCE08 composite having maximum energy absorption.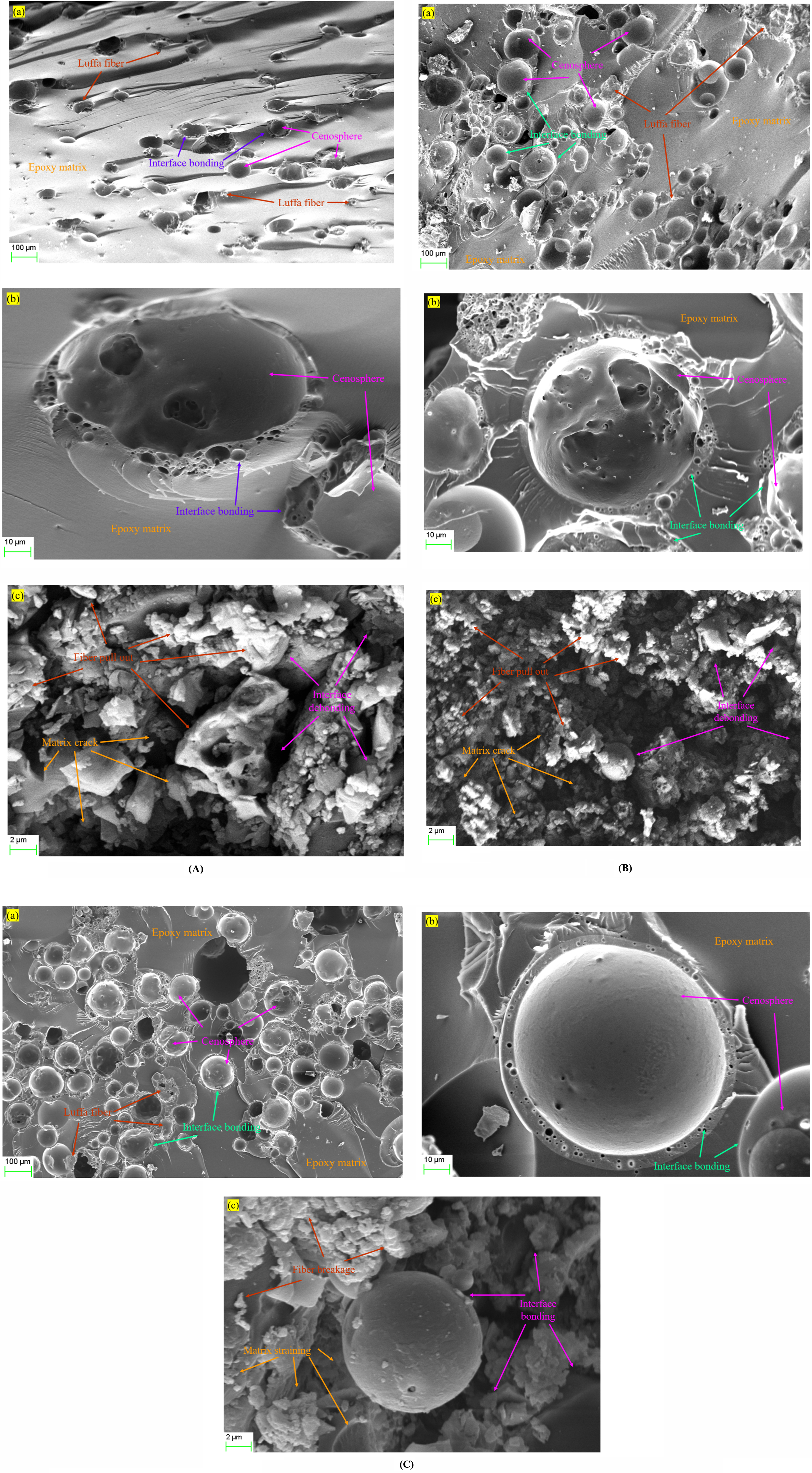
In the case of the LCE01 composite (Figure 8 (a)(a–c)), which exhibited the lowest energy absorption among the three samples, the fractured surface morphology is dominated by extensive prominent matrix cracking, fiber pull-out, and widespread interface debonding between the luffa fibers, cenospheres, and the epoxy matrix. The fiber pull-out prevalence suggests insufficient interfacial adhesion between the matrix and the natural fibers, leading to poor stress transfer during impact. Additionally, the visible matrix cracks imply brittle failure of the epoxy, contributing to reduced energy absorption. Interface debonding around the cenospheres further indicates that the mechanical load was not effectively distributed, resulting in premature failure and diminished composite toughness.
For the LCE04 composite (Figure 8(b)(a–c)), which demonstrated a moderate energy absorption capability, the SEM images reveal a transition in the fracture mechanisms. A combination of fiber breakage and fiber pull-out can be observed, alongside localized matrix cracking, which has improved, but still partial, interface bonding. The increased occurrence of fiber fracture compared to fiber pull-out suggests that the fiber–matrix adhesion improved relative to LCE01, allowing for better stress transfer. However, the remaining fiber pull-outs and areas of matrix cracking indicate that the interfacial strength and matrix ductility were not yet optimal. This intermediate behavior is reflected in the corresponding energy absorption value, which is higher than that of LCE01 but lower than that of LCE08.
In contrast, the LCE08 composite (Figure 8 (c)(a–c)) exhibited the highest energy absorption and presents a markedly different fractographic appearance. The fractured surface shows strong evidence of fiber breakage, minimal fiber pull-out, significant matrix straining, and robust interface bonding between the luffa fibers, cenospheres, and epoxy matrix. The dominant fiber breakage, instead of pull-out, highlights a substantial improvement in fiber–matrix adhesion, facilitating efficient stress transfer and promoting fiber fracture as the primary failure mechanism. The observed plastic deformation in the matrix indicates that the epoxy phase absorbed considerable impact energy through localized yielding and matrix straining. Furthermore, the tight bonding around the cenospheres suggests effective stress distribution during impact, reducing stress concentrations and preventing early crack initiation. These combined failure mechanisms contribute to the superior energy absorption performance of LCE08.
The comparison of the fractographic features demonstrates that the quality of the fiber–matrix and filler–matrix interactions has a substantial impact on the luffa-cenosphere-epoxy composites’ ability to absorb energy. A brittle fracture and weak bonding in LCE01 caused the lowest energy absorption. On the other hand, LCE08 achieved the largest energy absorption because of its significant plastic deformation and improved interfacial adhesion. The progressive enhancement of matrix behavior and interfacial properties from LCE01 to LCE08 highlights how crucial processing variables and material compatibility are to raising the mechanical performance of natural fiber–reinforced composites.
Damage mechanism assessment of LCE composite
Samples LCE01 and LCE08 are visually compared before and after impact testing in Figure 9. Both samples have a consistent surface before impact, with luffa fibers visible in the epoxy matrix. Their conduct drastically changes after the impact. Significant damage was done to sample LCE01, including widespread fragmentation and delamination. It suggests poor energy absorption under stress and brittle failure. Sample LCE08, on the other hand, has more localized failure. It has minor damage surrounding it and a central entry hole. The absence of significant cracks or shattering indicates LCE08’s superior energy absorption capacity and more ductile reaction. These observations suggest that LCE08 possesses superior impact resistance and structural integrity compared to LCE01 under similar test conditions. Sample LCE01 and LCE08 before and after fracture.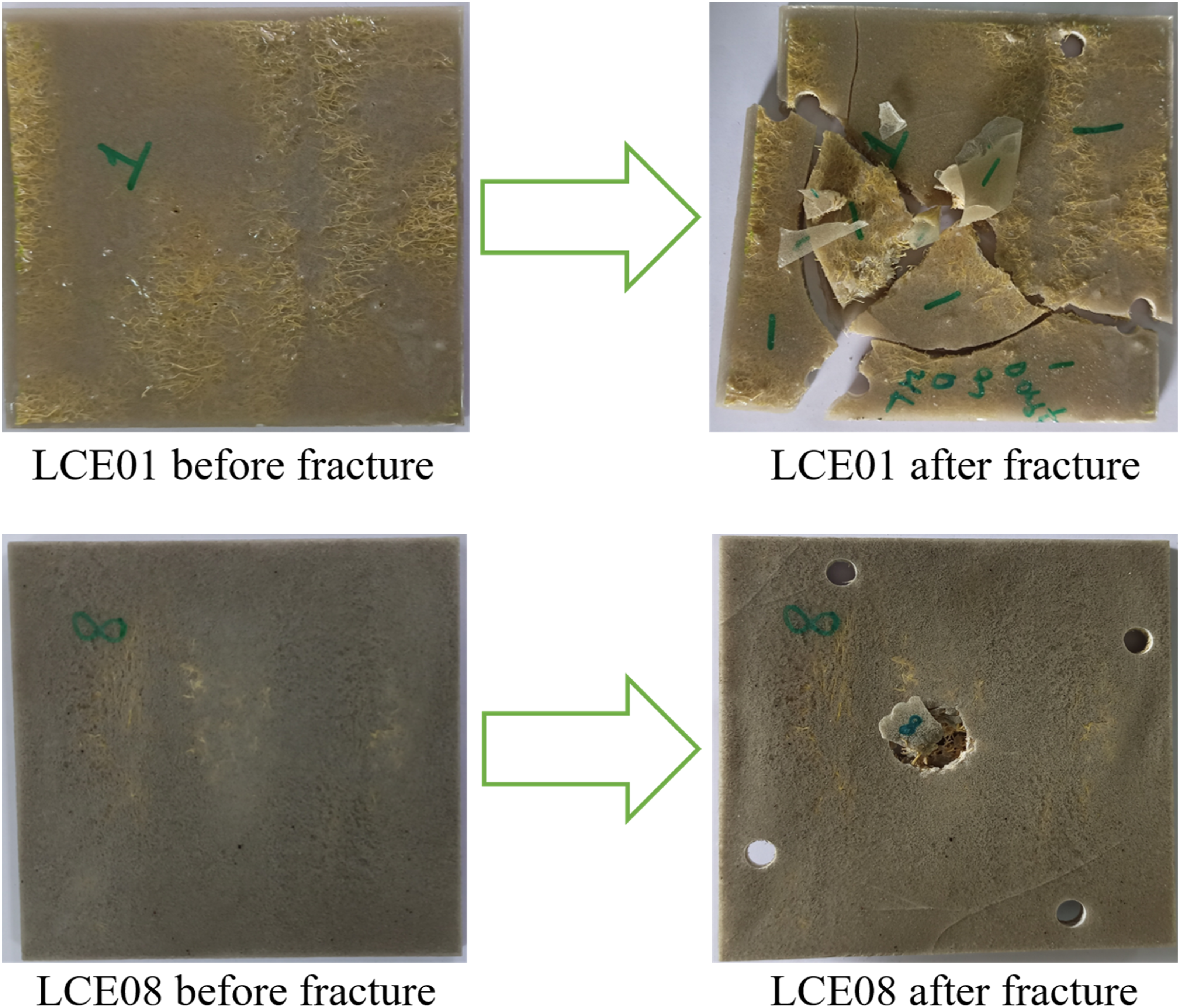
Figure 10(a) illustrates the fracture mechanism of the composite material in relation to its energy absorption behavior during impact. When the impactor strikes the composite target, two primary mechanisms are activated simultaneously: (1) crack initiation and propagation, and (2) energy absorption through frictional interaction with cenosphere particles. (a) Fracture mechanism based on energy absorption capacity. (b) The fractured surface of LCE08 revealed crack propagation in multiple directions and the presence of dangling fillers.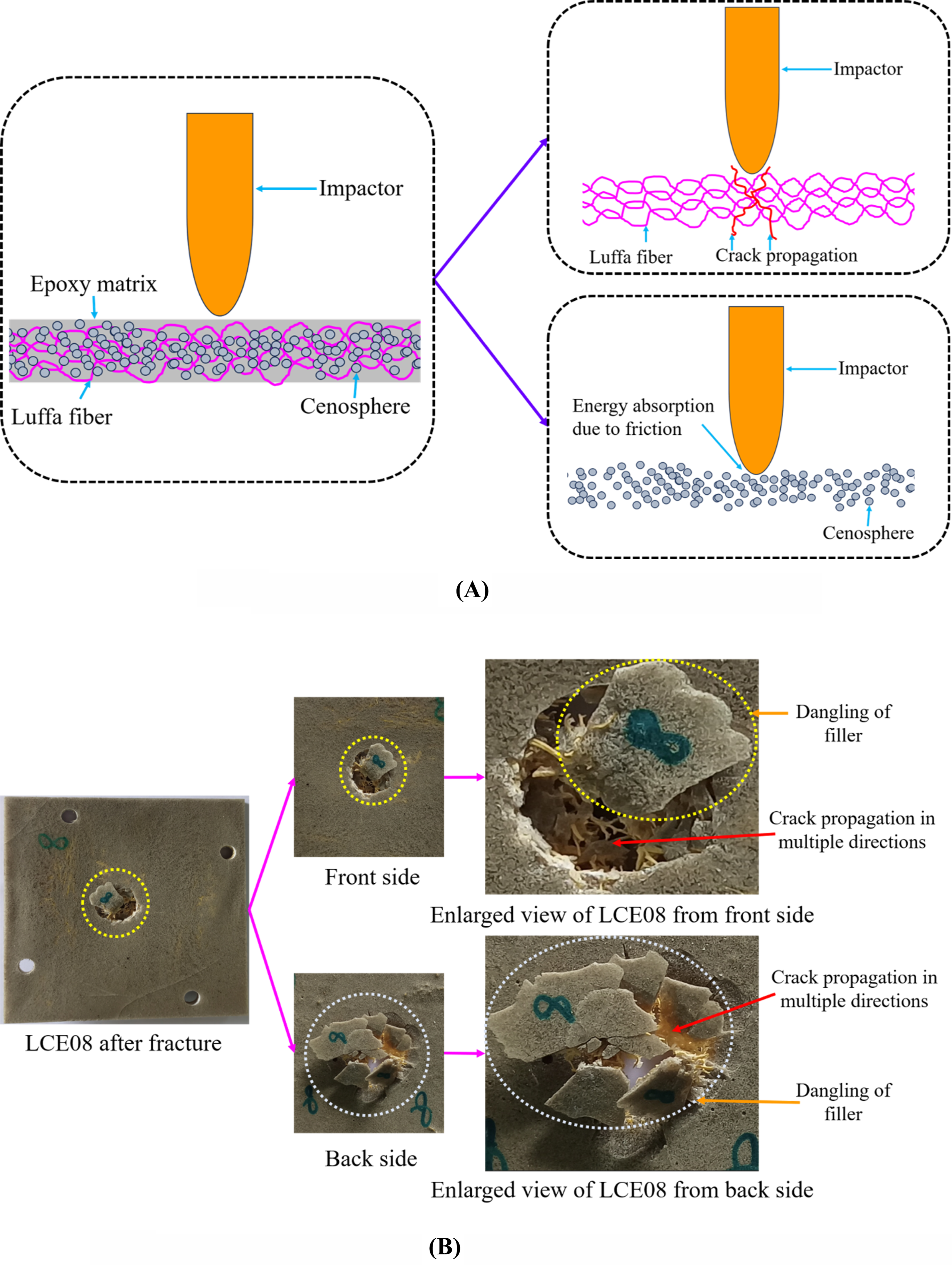
Figure 10(b) illustrates the detailed fractured surface morphology of sample LCE08 after impact loading. The main image highlights the overall damage zone, with magnified views focusing on the central penetration area. The close-up regions reveal extensive crack propagation in multiple directions and the presence of dangling filler particles, indicative of progressive damage mechanisms. The highlighted zones clearly show fiber breakage, matrix straining, and void formation, contributing significantly to energy dissipation. The structural damage is distributed, suggesting effective stress redistribution during impact. LCE08 demonstrated the highest energy absorption capacity among all tested samples, attributed to its optimized fiber–matrix and filler–matrix interactions and improved damage tolerance.
Initially, cracks begin to form at the surface of the composite and then propagate inward. The epoxy matrix facilitates effective load transfer to the luffa fibers, which possess a vascular bundle-like internal structure. This structure diverts crack paths in multiple directions (see Figure 10(b)), enhancing resistance to crack growth. As a result, the composite can absorb more impact energy before failure occurs.
Simultaneously, cenospheres embedded within the matrix contribute to energy absorption through friction. The dangling of filler with epoxy matrix has been observed in Figure 10(b). As the impactor approaches these hollow microspheres—composed primarily of metallic oxides—a rubbing action occurs. This interaction converts a portion of the kinetic energy into frictional heat, thereby increasing the total energy absorbed by the composite.
The quality of interfacial bonding between the matrix and the reinforcements significantly influences the overall energy absorption capacity. A composite sample such as LCE08, which incorporates chemically treated luffa fibers and cenospheres, demonstrates enhanced energy absorption. This improvement is attributed to better interfacial adhesion, which allows more effective stress transfer and frictional interaction.
Conversely, a sample like LCE01, with untreated reinforcements, shows weaker matrix-reinforcement bonding. It leads to reduced crack resistance and limited energy absorption, as the cracks propagate more easily through the material. Thus, the synergistic effect of crack deflection by luffa fibers and frictional energy dissipation by cenospheres plays a critical role in improving the impact performance of hybrid composites. Surface modification of the reinforcements is a key factor in enhancing these mechanisms, resulting in superior energy absorption characteristics.
Conclusion
Lightweight hybrid composite materials reinforced with cenospheres and luffa fibers were successfully fabricated using the hand lay-up method, following various process parameters determined through design of experiments. Acetic acid, potassium permanganate, and benzoyl chloride were utilized for surface treatment of luffa cylindrica fibers, and the results of these chemical changes were systematically assessed. Furthermore, cenospheres were chemically altered with 3-triethoxysilyl-propylamine, a silane coupling agent, and the impact on the composite behavior was evaluated. The Taguchi design of experiments approach was employed to investigate the effects of key processing parameters on the energy absorption properties of LCE composites, based on experimental findings from the tested samples.
According to microstructural studies, the epoxy matrix successfully accommodated the luffa fibers and cenospheres, producing a smooth and compact surface free of visible fiber or matrix breakdown. Based on the FTIR study of luffa fiber, benzoyl chloride treatment was the most efficient way to achieve considerable chemical functionalization and structural alteration of cellulose fibers, increasing their potential for advanced composite applications. The chemical modification of cenospheres with 3-triethoxysilyl-propylamine successfully grafted organic functional groups onto the surface, improving interfacial compatibility for composite applications, according to the cenosphere’s FTIR examination. The TGA results for luffa fiber demonstrated that the thermal stability of luffa cylindrica fibers was considerably enhanced by chemical treatments, particularly benzoyl chloride modification. They are therefore more appropriate for composite applications that require high temperatures.
The experimental results showed that the force–time response of the LCE composites followed a consistent trend, with a critical force (PCritical) marking the initiation of damage and the peak force defining the maximum load-bearing capacity. Unlike conventional laminates, the proposed composites exhibited no evidence of delamination, which can be attributed to the improved bonding achieved through fiber and filler treatments. Among all the tested samples, LCE08 displayed the highest peak force of 1103.44 N, representing a 26.44% improvement over the baseline LCE01. It confirms the effectiveness of TWB-treated luffa fibers combined with optimized cenosphere filler in enhancing impact resistance. The TWA- and TWK-treated composites showed intermediate performance, demonstrating that both the type of fiber treatment and the state of filler modification play a critical role in the mechanical response.
The energy absorption study showed that utilizing benzoyl chloride–treated fibers, T-TESPA-modified cenospheres, and a 20% filler volume fraction significantly enhanced the impact resistance of LCE composites. LCE08 exhibited the highest energy absorption among all tested formulations, showing a 37% increase compared to the baseline LCE01. This improvement comes from better interfacial bonding and more efficient stress transfer. The study of CoR and ELP demonstrated that stronger fiber–matrix bonding in the proposed LCE composites leads to reduced rebound and greater energy absorption during impact. Among all tested formulations, LCE08 exhibited the lowest CoR and the highest ELP, showing a 9.88% decrease in CoR and a 37.12% increase in ELP compared to the baseline LCE01. This superior performance is attributed to the synergistic effect of benzoyl-treated luffa fibers and chemically modified cenospheres, which act as effective energy sinks.
The DOE analysis, based on the results from the tested samples, verified that the optimal combination for enhancing the energy absorption of LCE composites consists of two fiber layers, T-TESPA–treated cenospheres, a 20% filler volume fraction, and benzoyl chloride–treated fibers. These components work together to provide superior energy dissipation and impact resistance. Comparative fractographic analyses revealed that LCE08, made with one luffa fiber layer treated with benzoyl chloride and a 20% T-TESPA-modified cenosphere filler, absorbed the highest energy absorption of 55.51 J. This improvement is due to better adhesion between the filler and matrix and between the fibers and matrix. In contrast, LCE01 was made without chemical modifications and had only 5% unmodified filler. It had poor interfacial bonding and the lowest energy absorption of 40.49 J. It highlights how essential material treatments and filler content are for optimizing impact performance.
The study on fracture mechanisms revealed that epoxy-based composites reinforced with chemically surface-modified luffa fibers and cenospheres have better energy absorption and impact resistance. Sample LCE08 performed the best due to improved frictional dissipation, effective crack deflection, and stronger interfacial bonding. By combining natural fibers and fillers, the composite’s resistance to impact is significantly increased. It emphasizes how vital hybridization and reinforcing treatment are to producing high-performing, environmentally friendly materials. The results show that the energy absorption performance and impact resistance of lightweight hybrid composites for advanced structural and impact applications can be significantly improved by optimizing the chemical treatments of luffa fibers and cenospheres, filler content, and processing parameters.
To further advance the development of LCE composites, future studies should investigate the long-term durability of the optimized configuration—particularly LCE08—through fatigue, creep, and environmental aging assessments. Evaluating additional mechanical properties such as tensile, flexural, and interlaminar strength will also be essential for establishing the composite’s suitability for advanced structural and impact-critical applications. Moreover, experimentally validating the statistically predicted optimal configuration (two fiber layers with T-TESPA-modified cenospheres and benzoyl chloride–treated fibers) would provide deeper insight into the full performance potential of the hybrid material system.
Footnotes
Author contributions
Ashish Kumar Gurjar: Writing—review and editing, writing—original draft, methodology, investigation, formal analysis, data curation, and conceptualization. S M Kulkarni: Writing—review and editing, writing—original draft, visualization, supervision, and methodology. Sharnappa Jolardarashi: Writing—review and editing, writing—original draft, supervision, and methodology. Saleemsab Doddamani: Writing—review and editing, writing—original draft, visualization, and supervision. Mohan Kumar TS: Writing—review and editing, writing—original draft, visualization, and supervision.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
The design of the experiment study was conducted by utilizing commercial statistical tools, which are discussed in the manuscript. The experimental details are also discussed in the corresponding sections. Specific information and configurations can be shared upon reasonable request to the corresponding author. The data supporting the findings of this study are available from the corresponding author upon reasonable request.
Replication of results
The results can be reproduced by adopting the methodology discussed in the article.