
Abstract
Millions of tonnes of plastic and glass waste is produced worldwide, with only a limited quantity being recycled with the majority ending up in landfill, our oceans or in stockpiles. Even though current applications exist for recycled glass and plastic, there is still a need to introduce recyclate to different industries. This review presents an investigation aimed at mechanical and thermal property improvements by the incorporation of reinforcement material into a polymeric matrix. The performance of high-density polyethylene (HDPE) and glass composites manufactured with different levels of glass, additives and surface treatments have been evaluated by analysing several past investigations. The critical parameters influencing the mechanical and thermal performance of HDPE-Glass composites were identified to be the type of reinforcement, glass content, additives utilised, and the different manufacturing methods employed. Optimised mix designs proposed by researchers have been analysed along with reaction mechanisms. This review has identified a composite material to be further refined and optimised with the potential to be improved by integrating reclaimed waste to manufacture composites by promoting a zero-waste economy. Improvements in tensile strength up to 71% can be observed with the implementation of 20% by weight of glass reinforcement in HDPE composites. The use of maleic anhydride grafted polyethylene (MAgPE) as a compatibilizer facilitates the stress transfer between the two phases by improving their bonding with tensile and flexural strength increments up to 85% and 25%, respectively. This review is a valuable resource for future researchers as it identifies crucial research gaps in HDPE-Glass composite manufacturing and synthesises key findings in existing literature.
Keywords
Introduction
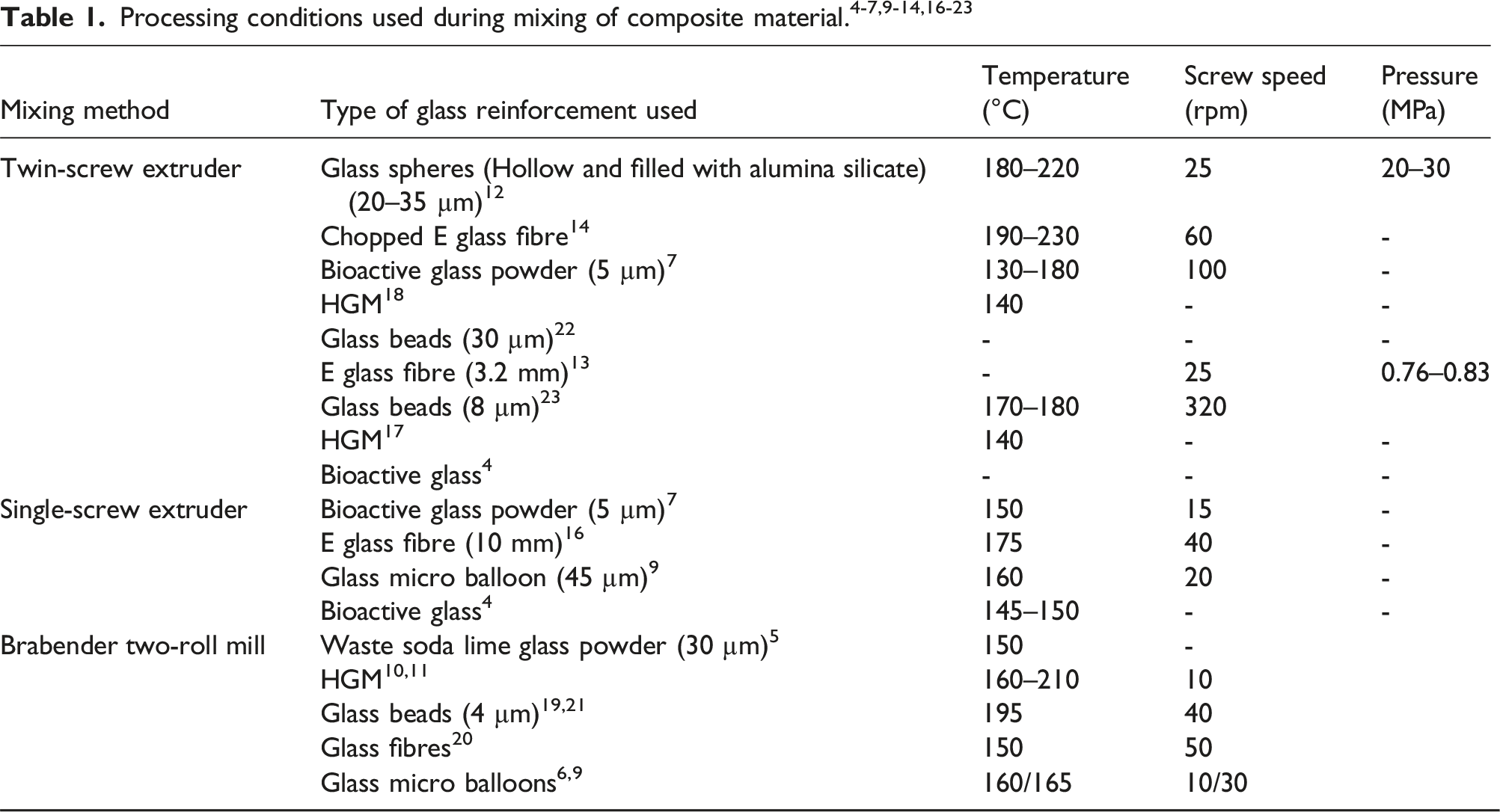
Composites involving particle reinforcement is widely used and the incorporation of reinforcement can help improve its performance. Improvements in both mechanical and thermal properties can be observed in HDPE-Glass composites, when compared to HDPE. Glass reinforcement is a popular choice and has been used in conjunction with different matrices, mainly concrete, thermosets and thermoplastics.1–3 The effects of using glass reinforcement, in conjunction with a HDPE matrix is discussed in this review. These two phases have contrasting physical and chemical properties, thereby will make the resulting composite have a combination of properties of their raw materials. Different forms of glass reinforcement used in literature are; glass fibres, hollow glass microspheres (HGM), glass beads and glass powder.4–23 Glass powder has been used in two forms, waste soda lime glass and bioactive glass. Powder glass reinforcements are attributed to being low cost when compared to other glass types. 24 Bioactive glass powder has been used where composites were manufactured for orthopaedic implant applications by 3D printing.4,7 In a study using Glass powder reinforcement, there was a notable 29% enhancement in tensile strength compared to 100% HDPE specimens. 5 This increment is attributed to several factors, including the incorporation of MAgPE as a compatibilizer. Due to the two phases having different chemical properties, compatibilizer can be used to improve the bonding between the two phases. Compatibilizer is used to improve bonding by reacting with glass and HDPE by forming strong hydrogen bonds between them, this improves the stress transfer and thereby, mechanical performance of composites.5,8,13,17,18 A Brabender two roll mill machine has been used to mix the raw materials and form composite pellets prior to compression moulding of composite specimens. 5 The homogenous dispersion of reinforcement is vital for the effective stress transfer between the two phases to achieve improved mechanical performance of composites. 5 Thermogravimetric analysis (TGA) showed that the thermal stability increased with the addition of waste glass powder and MAgPE. This was attributed to glass having a lower specific heat capacity than HDPE and a shielding effect caused using MAgPE.
Glass fibres of different lengths and diameters have been used when manufacturing HDPE-Glass composites. Different types of fibres are used to manufacture composites with glass fibres being a low-cost form of fibre, while showing superior properties such as high strength and low weight. They have been widely used in aerospace and automotive industries due to these traits.25–27 In a study where glass fibre reinforced composites were casted, a remarkable 71% increase in tensile strength was observed compared to 100% HDPE specimens. An increase in crystallinity and melting temperatures was also recorded by differential scanning calorimetry (DSC) with the addition of glass fibres. Furthermore, an increase in decomposition temperature was also measured using TGA, indicating improved thermal stability. A twin-screw extruder was employed to mix raw materials prior to casting test specimens using injection moulding. 14 Different processing parameters are applied depending on the type of reinforcement utilised, with reduced screw speeds employed in cases where fillers are susceptible to damage during mixing, particularly when incorporating glass fibres and HGM. HGM is the most used form of glass reinforcement with HDPE.6,9–12,17,18 HGM is a lightweight form of glass reinforcement with low thermal conductivity.28,29 The use of HGM reinforcement has yielded improvements in tensile and flexural strengths of up to 29% and 82%, respectively, when compared with 100% HDPE specimens.11,18 In a study involving the 3D printing of specimens reinforced with HGM, two preprocessing stages are implemented. These stages involve employing both a Brabender two-roll mill machine and a single-screw extruder. 9 A single-screw extruder is used during 3D printing applications for manufacturing filaments for use in 3D printing.4,7,9 Glass beads are a rigid form of reinforcement, and like other forms of glass reinforcement have low density, excellent thermal and chemical properties, and high strength.30–32 Increase in tensile strength up to 4% was reported when glass beads were employed as reinforcement, compared to 100% HDPE specimens. During this study coupling agents were used to improve the adhesion between the two phases. 22 Coupling agents are utilised to treat the glass reinforcement prior to the manufacturing process. Coupling agents work by creating a thin layer of polymer on the glass surface improves the bonding with HDPE by means of better mechanical adhesion.11,19,20,22,23
Although various types of glass reinforcement exhibit outstanding properties, the potential for producing HDPE-Glass composites using waste materials offers a pathway towards developing sustainable composite materials. Glass fines is glass that is broken into small pieces, they are accompanied by impurities that can be challenging to be washed out. Most glass fines end up in stockpiles as it cannot be reused in glass production.33–35 Only 21% of glass produced each year is recycled worldwide.36–38 Forty eight percent of glass waste generated in Australia is recycled and used in glass manufacturing with the remainder entering landfill or being turned into glass fines of which the majority would be stockpiled.39,40 Four hundred and 60 million tonnes of plastic is being produced globally with only 9% of plastic waste being recycled and 50% of all plastic waste reaching landfill.41–43 The production of plastics account to significant contamination of natural environments, causing a huge threat to ecosystems.44–47 The consumption of plastics in Australia is estimated to be 3.5 million tonnes, of which only 11.5% was recovered with 48.4% of the recovered waste being exported for reprocessing.48–50 Plastics that end up in landfills can take up to 1000 years to break down while leaching toxic chemicals into water and soil.51–53 Microplastics in soil and fresh water could have long-term negative impacts on the environment, with microplastics even found in tap water.54–58
Australia generates a vast amount of waste each year. Seventy-six million tonnes of waste have been produced during the 2020–21 financial year. Of this 18% is generated by households and local government activities. The remainder of the waste is generated by industry. 59 Nearly half of Australia’s waste generated is recycled with some exported or sent to energy recovery. Some of the household recycling waste collected by local councils in Australia was reportedly dumped into landfills due to a backlog created which depicts the lack of a domestic market for recyclables. 60 It is very important to take action to reduce plastics and glass that would end up in landfills. Promoting economically sustainable products manufacturing by integrating these waste materials can provide an additional pathway to reduce the detrimental impacts on the environment. Australia is a country heavily invested in a sustainable future, with aims to recycle over 80% of waste generated by 2030, by raising awareness, with government funding into recycling industries and research with the aim of achieving a circular economy and reducing dependence on depleting resources.61–63 HDPE-Glass composites with waste materials can be a construction material with a wide range of possible applications owing to desirable performance of the composite material.
Significance and scope of review
This review paper aims to provide an in-depth understanding on the thermo-mechanical performance and the feasibility of HDPE-Glass composites in structural applications. This review paper assimilates the research published to date, focusing specifically on HDPE-Glass composites, which has not been explored thoroughly by previous reviews conducted. Hence, this systematic study presents a comprehensive analysis of different forms of glass reinforcements used in composite, including glass fibres, glass beads, HGM, and glass powder in conjunction with HDPE, and the effect of various HDPE-glass combinations on the measured mechanical performance. Our review captures knowledge data from 2000 to 2022 with composite laminates not been considered in this review. Overall, the outcomes of this paper will be directly beneficial to both waste recyclers and product manufactures.
Composite manufacturing by melt mixing methods
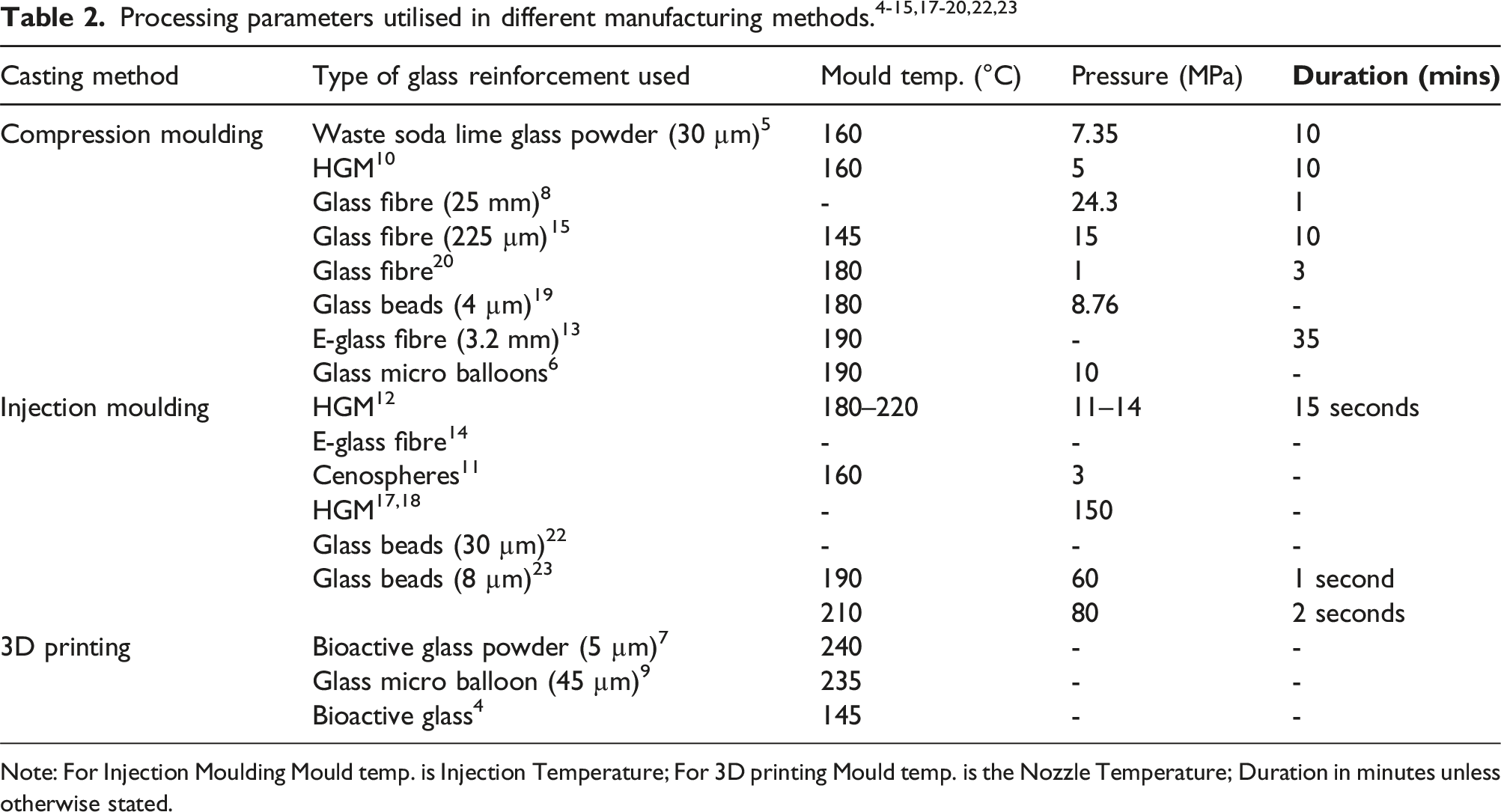
Note: For Injection Moulding Mould temp. is Injection Temperature; For 3D printing Mould temp. is the Nozzle Temperature; Duration in minutes unless otherwise stated.
Testing specimens are manufactured by using moulds cut to specific sizes according to relevant standards or by casting a composite panel which would then be cut to size. A range of mechanical properties are assessed which include tensile testing, flexural testing, compression testing and impact testing. ASTM standards are commonly employed when testing specimens with ASTM D638, ASTM D695, ASTM D790 and ASTM D256 being utilised to determine tensile, compressive, flexural and impact properties, respectively.4–7,10–15,17,18,20,22 One study was found to follow ISO 527-1 when determining tensile properties of manufactured composite specimens. 8 For the cases of flexural, tensile and compression testing strength measurements are obtained, and the modulus is calculated.4–23,64
Engineering performance
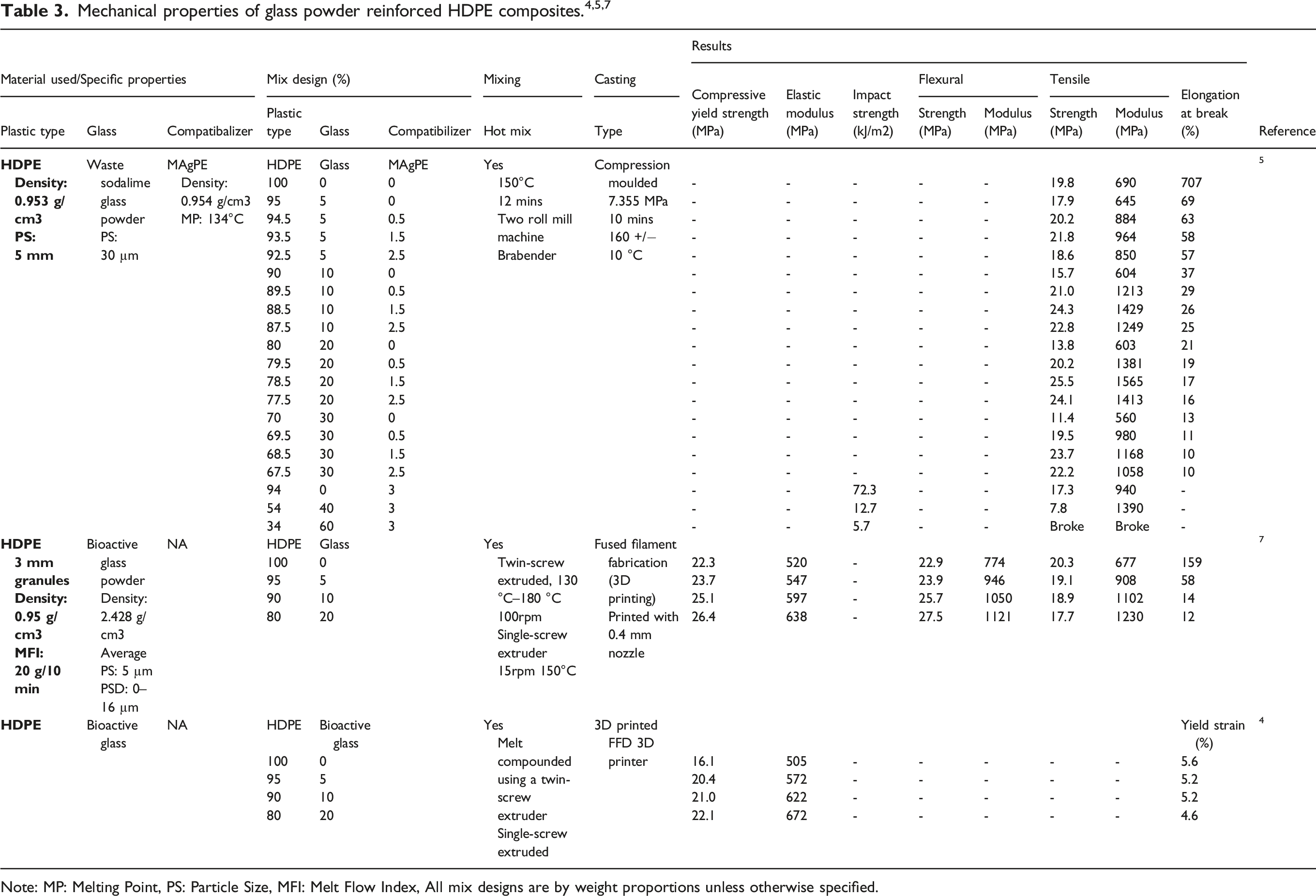
Note: MP: Melting Point, PS: Particle Size, MFI: Melt Flow Index, All mix designs are by weight proportions unless otherwise specified.
Note: MP: Melting Point, PS: Particle Size, MFI: Melt Flow Index, All mix designs are by weight proportions and ‘*’ represent references made for particular research paper in same set of rows.
Note: MP: Melting Point, PS: Particle Size, MFI: Melt Flow Index, All mix designs are by weight proportions unless otherwise specified as Volume Fraction (VF); and ‘*’ represent references made for particular research paper in same set of rows.
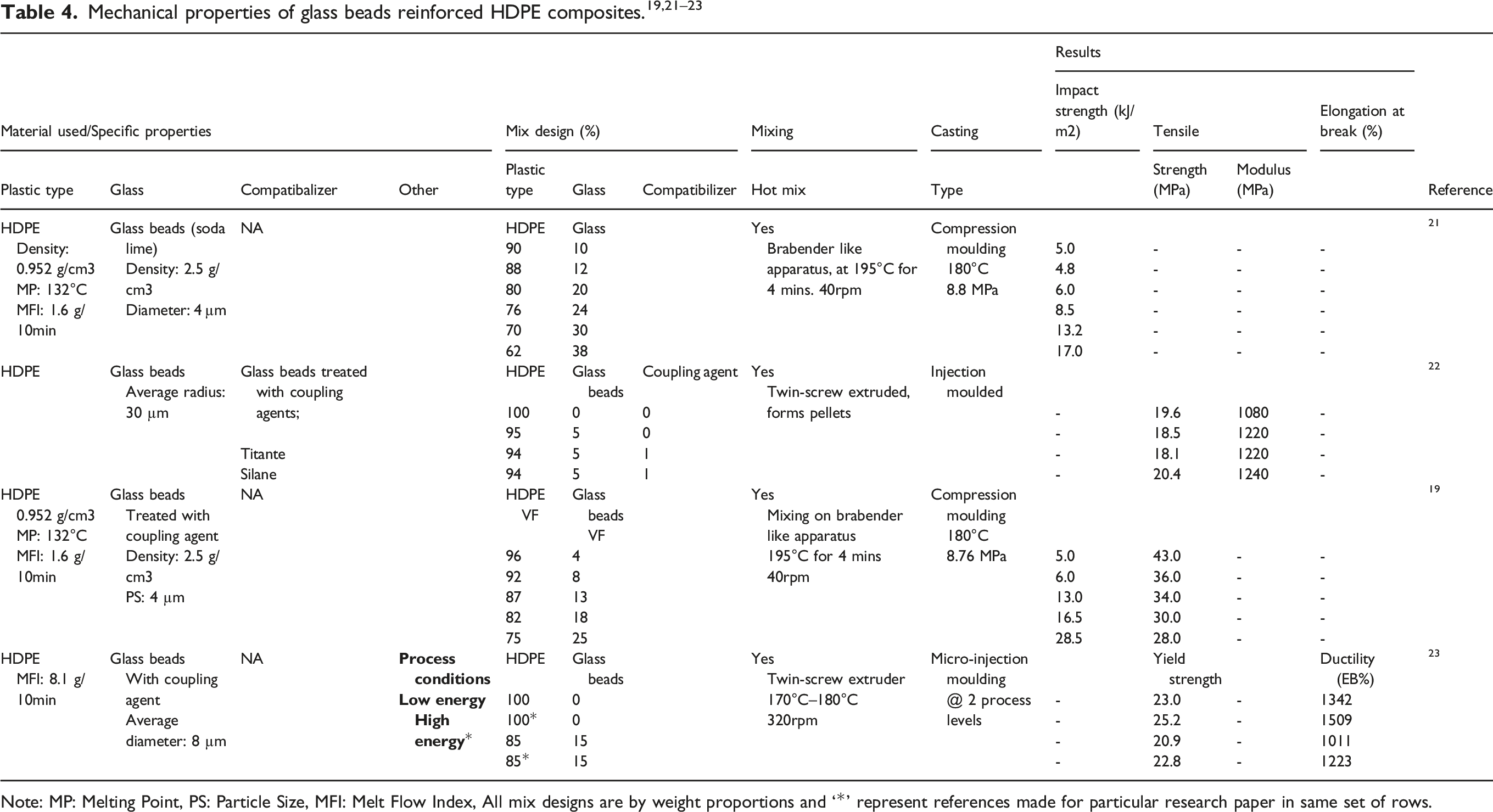
Note: MP: Melting Point, PS: Particle Size, MFI: Melt Flow Index, All mix designs are by weight proportions and ‘*’ represent references made for particular research paper in same set of rows.
Effect of glass reinforcement type
The mechanical properties and manufacturing methods used for composites casted using glass powders is presented in Table 3. Waste glass powder as a reinforcement has been used and resulted in tensile strengths up to 25.5 MPa and a tensile modulus of 1565 MPa. 5 Bioactive glass powder, in conjunction with 3D printing for orthopaedic applications results in tensile strength and modulus of 19.1 MPa and 908 MPa, respectively. The compressive yield stress and flexural strength achieved was 26.4 MPa and 27.5 MPa. 7 The optimised compressive yield strength achieved was 22.1 MPa along with an elastic modulus of 672 MPa in another instance. 4 With the use of glass beads tensile strength ranges from 20.4 MPa to 36 MPa was observed with tensile modulus of 1240 MPa as summarised in Table 4 along with their respective manufacturing methods.19,22
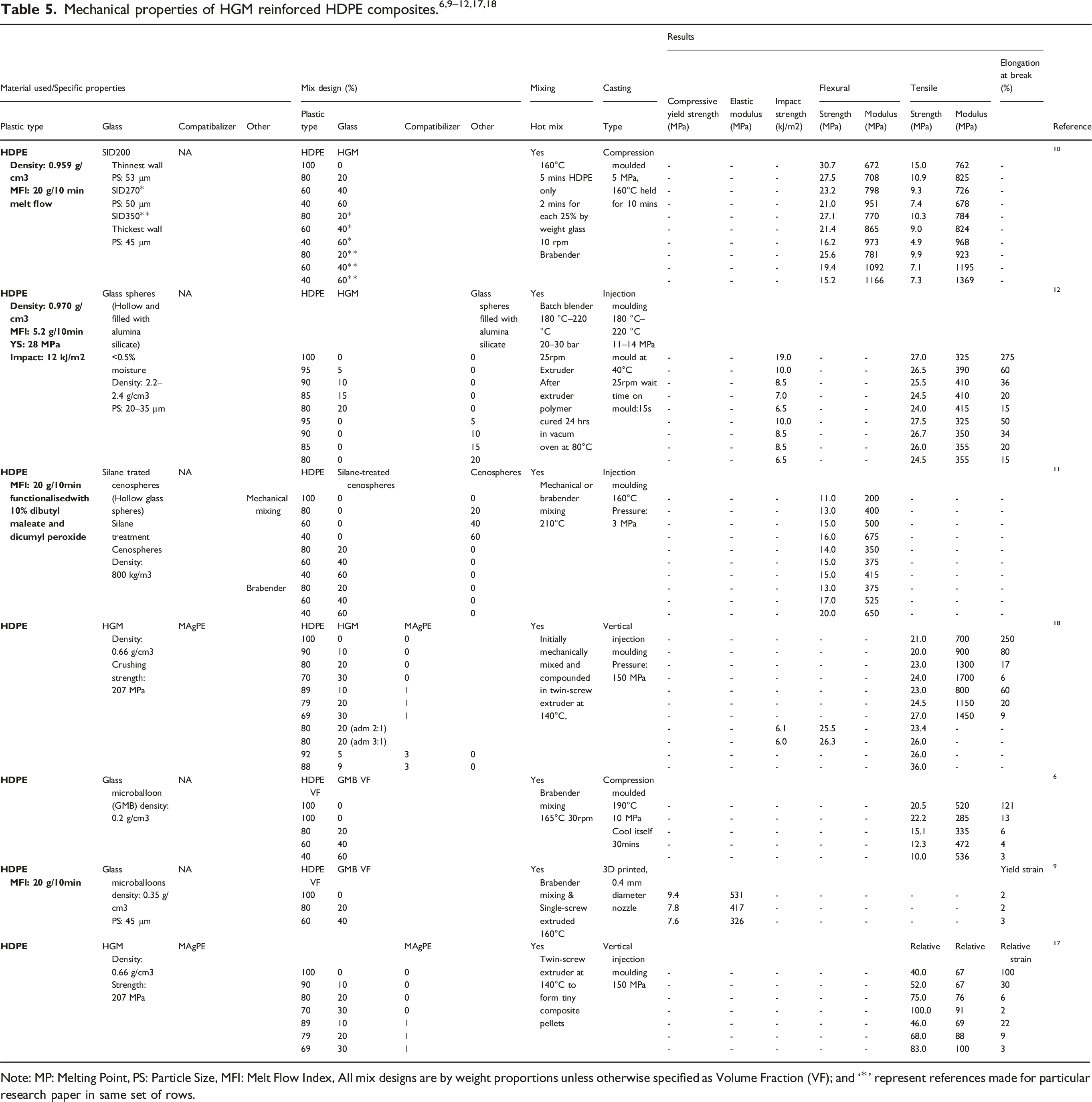
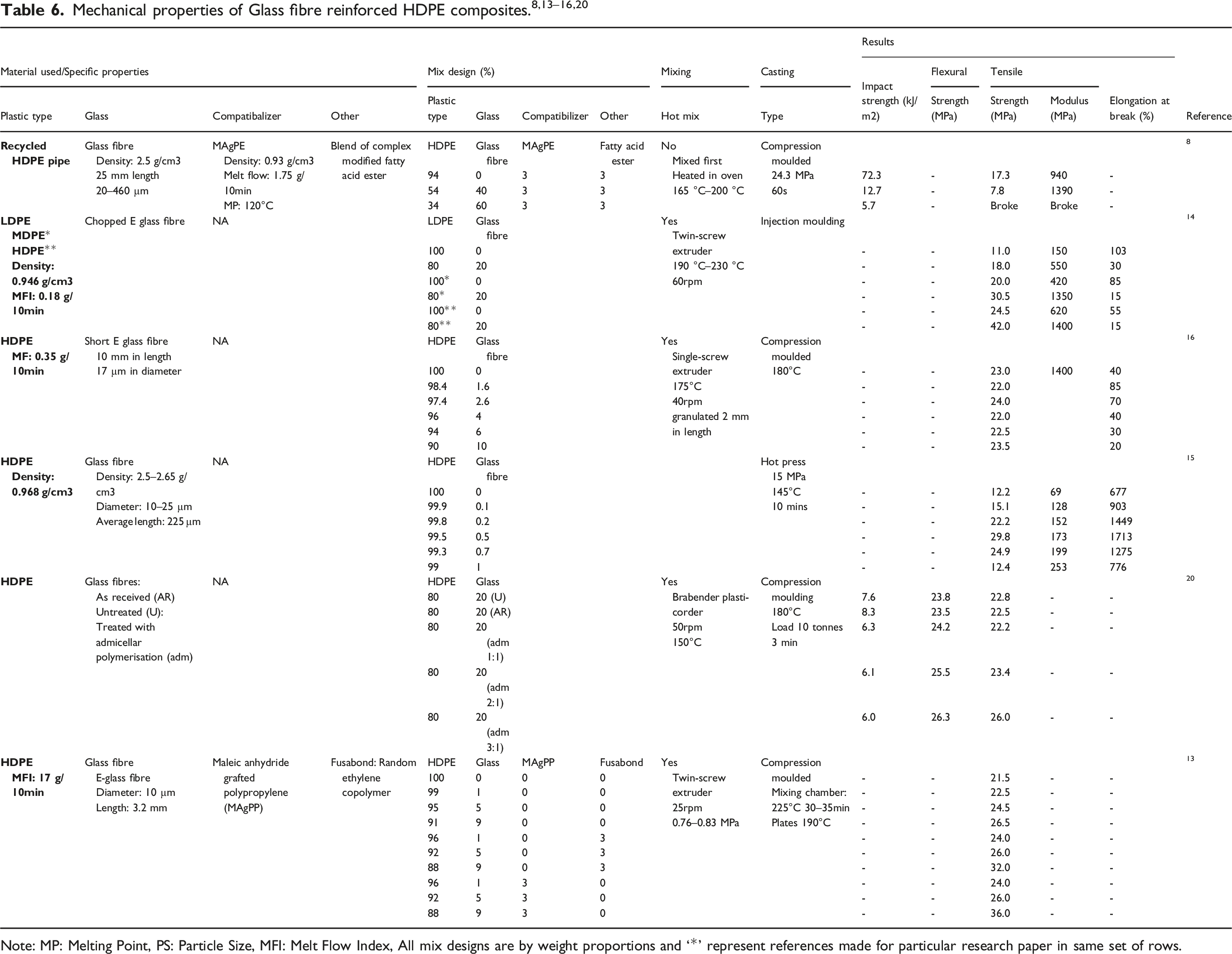
Tensile Strength and Modulus ranging from 10.9 MPa to 42 MPa and 325 MPa to 1400 MPa respectively has been achieved where HGM have been used, Table 5.6,9,10,12,17,18 A flexural strength of 27.5 MPa was achieved at the optimum glass percentage during one study. 10 Glass fibres resulted in tensile strengths and modulus ranging from 7.8 MPa to 42 MPa and 253 MPa to 1400 MPa respectively, Table 6.5,8,14–16,20 A Flexural strength of 26.3 MPa was found when treated glass fibres were adopted. 20
Effect of glass percentage
The effect of glass percentage on characteristics of composites has been extensively investigated in literature. 20 percent of glass reinforcement (by weight) was identified as the optimised glass percentage by multiple researchers with tensile and flexural strengths reaching up to 42 MPa and 27.5 MPa respectively.4–7,9,10,14,20 In an instance where only 0%, 40% and 60% by weight of glass reinforcement was tested, the 60 wt% specimens broke during testing and the tensile strength dropped from 17.3 MPa to 7.3 MPa with increasing reinforcement percentage from 0% to 40%. 8 Lower percentages of glass reinforcement were found to be the optimised case during a study in which a 10 kJ/m2 impact strength was achieved at 5% by weight of reinforcement. 12 However, during this study, only the impact strength was assessed. It was found that the tensile strength reached 23.5 MPa with 10% glass reinforcement, where only levels of reinforcement under 10% by weight were explored. 16 Similar results were observed during a study where 9% by weight of reinforcement showed a tensile strength of 36 MPa, with higher reinforcement concentrations not been tested. 13 30 percent by weight of reinforcement was found to be the optimised reinforcement percentage in some studies with tensile strength reaching as high as 27 MPa.17,18 An optimised tensile strength of 20 MPa was observed at a reinforcement level of 60% by weight by Kumar et al (2016) 11 and a similar tensile strength of 22.8 MPa was observed at 15% by weight of glass reinforcement during a different study. 23
Effect of compatibilizer
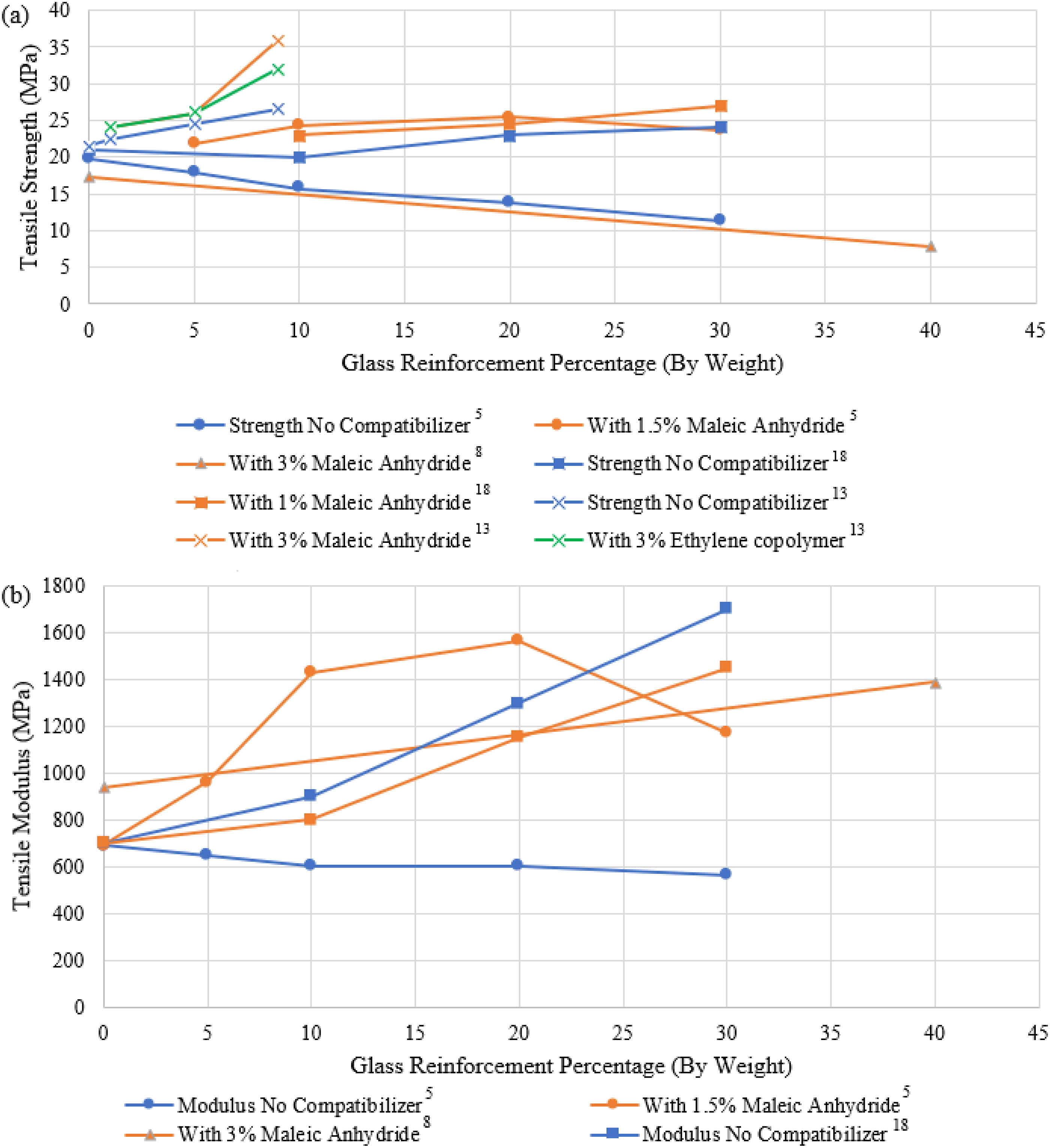
The optimised percentage of compatibilizer used has been summarised along with no compatibilizer added. In all cases, Figure 1(a), the addition of compatibilizer improved the tensile strength of composites compared to strengths of the 100% HDPE specimens. During a study conducted by Sormunen and Kärki (2019)
8
a blend of fatty acid ester was used as an additive in conjunction with MAgPE and the tensile strength dropped from 17.3 MPa to 7.8 MPa when glass weight percentage was increased from 0% to 40% respectively. An increment in tensile modulus from 940 MPa to 1390 MPa was reported with a glass percentage increase from 0% to 40%. MAgPE is the most used compatibilizer as seen from Figure 1. The addition of an ethylene copolymer as a compatibilizer was found to improve the properties when compared with uncompatibilized composites. However, the same study compared it with MAgPP, and this resulted in more superior results. As we can see the tensile strengths with random ethylene copolymer was 32 MPa (9% by weight glass fibres), whereas with MAgPP the tensile strength was 36 MPa (9% by weight glass fibres).
13
Sadik et al (2021)
5
reported a 160% increase in tensile modulus at 20% by weight of waste glass powder with the introduction of 1.5% by weight of MAgPE compatibilizer. Another study, conducted by Patankar et al (2009),
18
contradicts these results by showing that the compatibilizer causes the tensile modulus to decrease by 17% in HDPE-Glass composites manufactured with 30% by weight of HGM. During another study the tensile modulus drops up to 41% when glass reinforcement percentage is increased from 20% to 30% by weight as illustrated on Figure 1 (b).
8
The elongation at break of composites manufactured with and without compatibilizer has been compared, Figure 2. The introduction of glass reinforcement drastically reduces the elongation at break regardless of presence of compatibilizer with reductions up to 91% observed.
5
Specimens with compatibilizer present has a lower elongation at break when compared with uncompatibilized samples with the exception of study conducted by Patankar et al (2009).
18
The compatibilized samples with 20% and 30% by weight of glass reinforcement showed 18% and 50% greater elongation at break respectively than uncompatibilized samples.5,18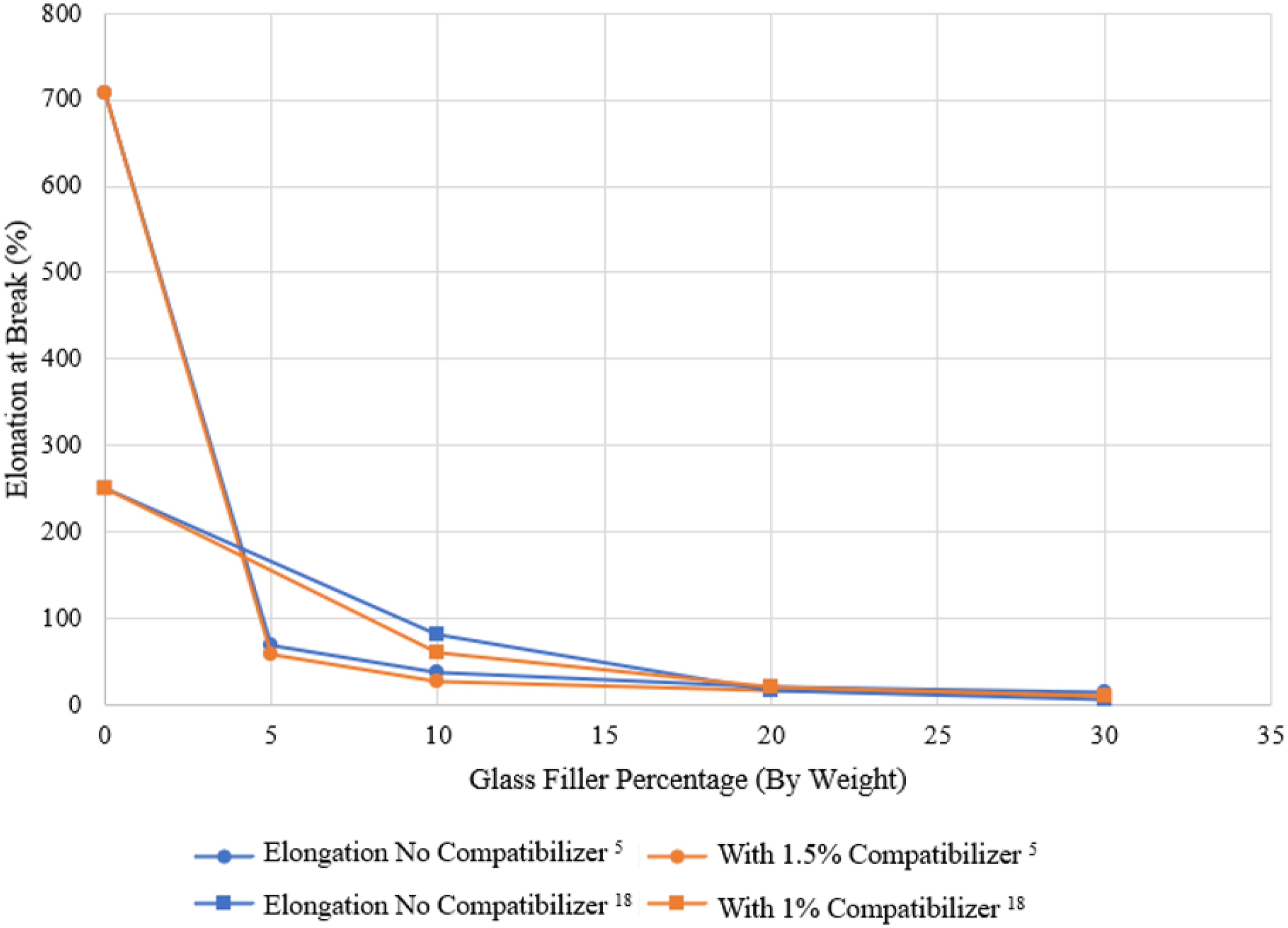
Effect of treatment methods
The use of coupling agents has been found to be beneficial by different researchers when HDPE and glass composites were manufactured. Coupling agents are used to create a layer of polymer on the glass reinforcement prior to manufacturing in order to improve the bonding between the reinforcement and the polymeric matrix. Silane-treated cenospheres improved the flexural strength of composites at varying proportions. With no silane treatment flexural strengths of 13 MPa, 15 MPa and 16 MPa was resulted at 20 wt%, 40wt% and 60wt% of reinforcement, respectively. These strengths increased to 13 MPa, 17 MPa and 20 MPa when silane treatment was introduced. 11 The effect of two different types of coupling agents; titante and silane treatment were studied by Bai et al (2000) 22 while keeping the glass reinforcement proportion constant at 5% by weight. This study found that the tensile strength reduced with the addition of titante to 18.1 MPa from 18.5 MPa for untreated glass beads. The use of silane treatment, however, increased the tensile strength to 20.4 MPa. The tensile modulus remained constant at 1220 MPa for titante treated glass beads and untreated glass beads, with silane treatment it increased to 1240 MPa.
Glass beads treated with coupling agents were used when manufacturing composites and the highest tensile properties were seen at 4% by volume of glass. The coupling agent used was not specified in this study. The tensile strength reached was 43 MPa. The volume fraction of treated glass beads was increased up to 25% and the tensile strength dropped to 28 MPa. 19 Another study where only 15% by weight of glass beads treated with a coupling agent was manufactured resulted in tensile strengths up to 22.8 MPa. During this study 100% HDPE specimens were also casted with a tensile strength of 25.2 MPa. 23 Admicellar polymerisation is another treatment method that has been investigated in literature. Tensile and flexural strengths with the use of glass fibres as reinforcement with only 20% by weight was investigated at different levels of treatment. Untreated glass fibres in a HDPE matrix demonstrated 23.8 MPa and 22.8 MPa to be the flexural and tensile strengths, respectively. Admicellar polymerisation had been conducted on 3 different levels of treatment based on the initiator: surfactant molar ratio. At a ratio of 1:1 the flexural and tensile strengths were 24.2 MPa and 22.5 MPa, at a ratio of 2:1 the flexural and tensile strengths were 25.5 MPa and 23.4 MPa. The highest strength was seen at a ratio of 3:1, achieving flexural and tensile strengths of 26.3 MPa and 26 MPa, respectively. 20
Thermal behaviour
The thermal stability of composites was investigated using TGA and DSC.5,14–16,19 DSC results indicate an increase in percentage of crystallinity by the addition of glass fibres, with 45.91% crystallinity observed at 100% HDPE and the HDPE-Glass fibre composites having a crystallinity of 48.57%. The addition of glass fibres to composite showed an increase in melting temperature from 127.36°C to 129.1°C. 14 These results are backed by the findings of Ayadi (2012) 16 where similar conditions were used, where crystallinity and melting temperature increased from 7.2 % to 13.3% and 132.4°C to 132.9°C, respectively. Similar results were observed in study where crystallinity increased by 2% in 0.5% by weight of glass specimens, thereafter, it followed a downward trend reducing crystallinity by 9% at 1% glass fibre percentage. 15 Moreover, the heat deflection temperature of composites shows a significant increase with the increasing glass reinforcement percentage from 0% to 48%, which is identified by the measured storage modulus. The weight loss of composites also appears to occur at higher temperatures with increasing glass bead percentage. 19
TGA analyses have indicated that the thermal stability increased with the addition of glass fibre, the decomposition temperature increased from 482°C for 100% HDPE to 485°C for the composites casted. 14 Thermal stability increased with the addition of both waste glass powder and MAgPE into the HDPE matrix. The thermal stability was observed to increase linearly with the increase of glass powder content. The percentage of weight left after composite reaching 800°C was the same as the percentage of glass used, which indicated that all of the MAgPE and HDPE used had undergone degradation. 5 Similar results have been obtained by Yuan et al (2003), 19 where the decomposition temperature of composites increases from 319°C to 382°C when the glass beads weight percentage is increased from 0 to 48, indicating an improved thermal stability in composites.
Thermal diffusivity measurements found that composites had a lower thermal conductivity when compared with 100% HDPE, and reduces with increasing glass percentage, with compatibilizer having no effect on this property. Storage modulus has also been measured using a dynamic mechanical analyser and an improvement was observed with introduction of glass reinforcement and compatibilizer. 17 These results go on par with the findings of Yuan et al (2003). 19 A reduction in the Melt Flow Index (MFI) is observed with the increase in percentage of glass reinforcement. The heat deflection temperature and Vicat softening point both increased with reinforcement levels. 12 Overall, there is a clear improvement in thermal properties of manufactured composites with the implementation of glass reinforcement, with thermal properties improving as percentage of glass increases.
Discussion
The addition of glass reinforcement can improve the tensile strength and elastic modulus in composites when used at optimum proportions along with suitable additives that improve the compatibility between the two phases. A factor to be considered with the addition of reinforcement is the bonding/adhesion between the glass reinforcement and the HDPE matrix, since they have contrasting chemical properties. Various compatibilizers and coupling agents have been used in literature to improve the bonding of reinforcement and matrix, which helps improve the mechanical properties of the resulting composites. When Glass reinforcement is added to an HDPE matrix in fibre form, the fibre entanglement with chains in polymer matrix have a significant effect on strength properties. AlMaadeed et al (2013) 14 explains that the high crystallinity of the HDPE polymer matrix at the interfacial region with the glass fibre, results in high tensile strength due to strong bonding. When glass powder is added to HDPE, it was observed by Sadik et al (2021) 5 that the tensile strength and modulus reduces with increasing glass percentage when no additives were used. This was attributed to a weak adhesion between matrix and reinforcement which causes agglomeration of glass reinforcement, causing it to resist supporting the stress transfer by polymer matrix. Glass forms weak bonds with matrix HDPE when no additives are used, and this is not strong enough to keep glass strongly bonded to matrix HDPE. A strong interface is important to the effective load transfer from matrix to reinforcement. 17
Addition of compatibilizers
HDPE and glass have been used along with compatibilizer extensively due to the way the compatibilizer improves bonding properties between them. MAgPE is a compatibilizer that has been widely used in literature.5,8,17,18 Compatibiliser can improve properties of the composite material by stabilising morphology and improving adhesion between constituents, thereby, improving the mechanical properties, Figure 3.
65
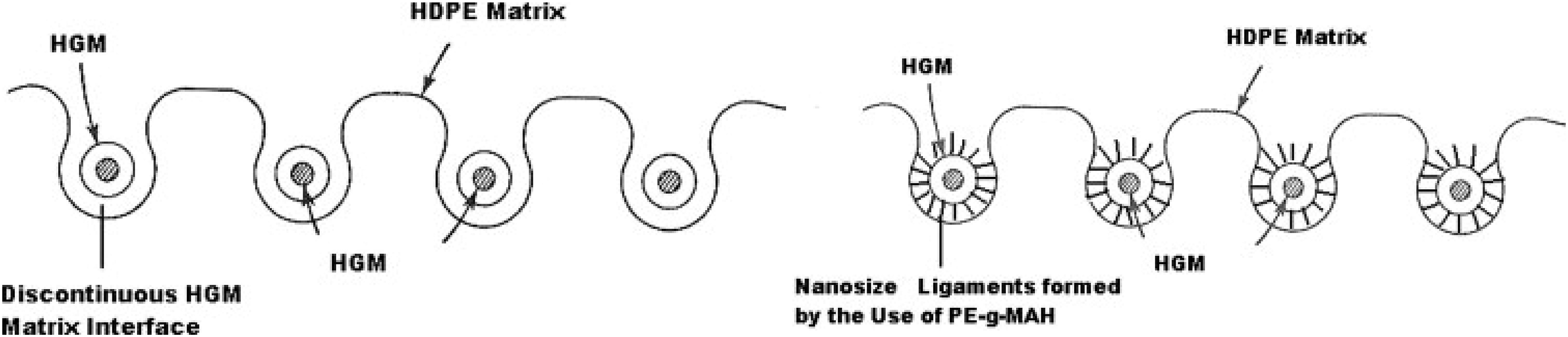
Maleic anhydride grafted compatibilizer is made by grafting maleic anhydride onto a polymer backbone, in the case of MAgPE to polyethylene and in instances where MAgPP is used, onto polypropylene. Schematic showing nanosized ligaments formed by the use of MAgPE between HGM and HDPE matrix.
18
Fourier transform infrared spectroscopy (FTIR) analysis was used to investigate chemical bonding in composites manufactured by Sadik et al (2021).
5
It was found that the C = O and C-O-C groups of maleic anhydride in MAgPE interacted with the hydroxyl groups on the glass surface by hydrogen bonding, thus, improving the compatibility between polymer and glass.5,66 This bonding has also been verified through scanning electron microscopy (SEM) images, Figure 4.17,18 With the addition of compatibilizer a halo of fine structure is generated around the glass reinforcement, these fine structures protrude radially outwards from the glass surface. They help bridge the interfacial region between the glass and HDPE matrix, Figure 4. When fracture regions of the composite are examined, it was found that in the absence of compatibilizer, the glass surface was very clean, with no sign of bonding. A polyethylene layer should be seen on the glass surface if adequate bonding is present. This can be seen when compatibilizer is introduced to the mix design. SEM analysis also indicated that without compatibilizer, glass reinforcement is highly aggregated and showed a non-homogeneous dispersion in the polymer matrix, due to poor adhesion between the polymeric phase and the reinforcement phase. Adding the MAgPE improved the interfacial adhesion between glass and polymer matrix.5,67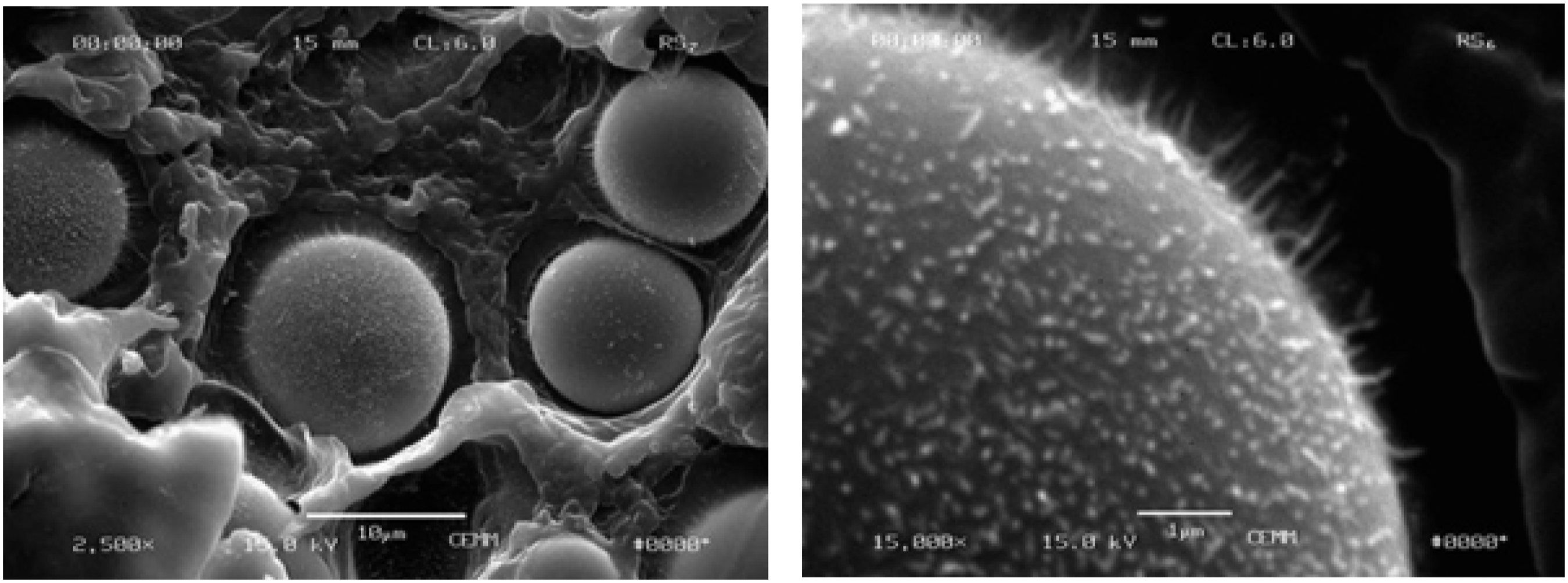
Addition of coupling agents
HDPE is hydrophobic and it is not compatible with glass and cenosphere particles, which leads to clustering of reinforcement material and weak interfacial bonding. The use of coupling agents for surface modification of glass is thereby desired to help promote the bonding between the glass reinforcement and HDPE matrix. Coupling agents create a molecular bridge between the organic matrix and the inorganic reinforcement, resulting in covalent bonds, which contribute towards improved adhesion resulting in greater strengths.11,68 The effect of coupling agents can be seen in Figure 5.
11
Interface between silane-treated cenospheres and HDPE matrix.
11
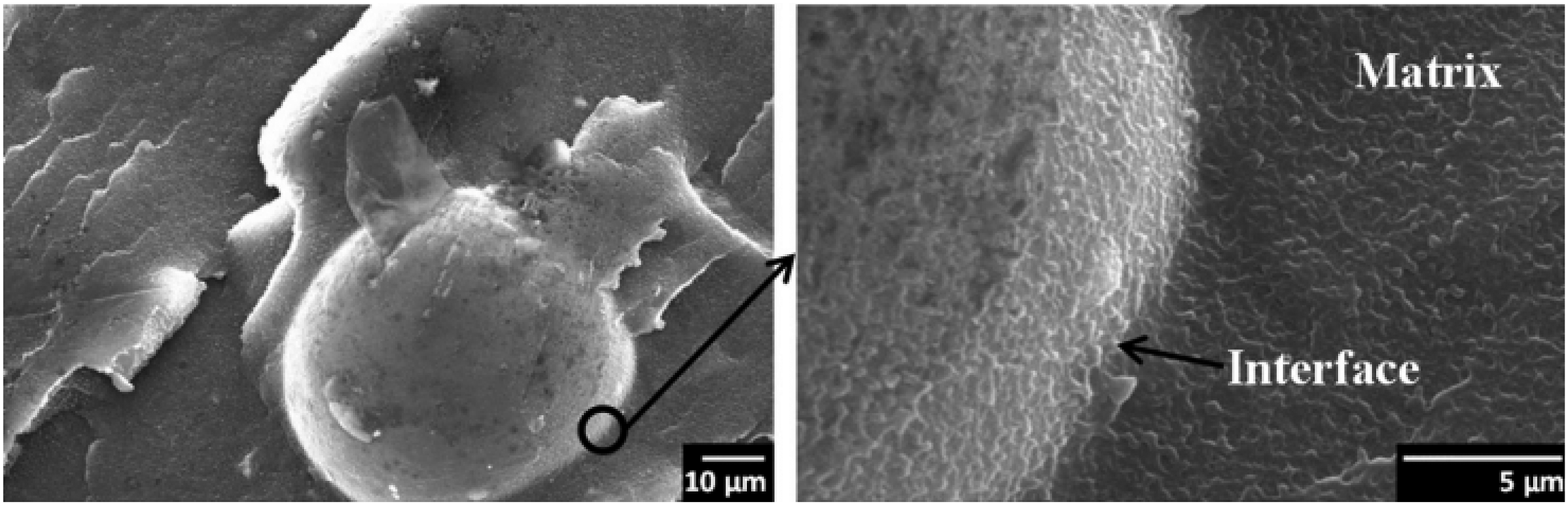
There is no gap present between the HDPE matrix and silane-treated cenospheres, indicating that superior bonding is presented between the two phases. This would in turn improve the mechanical properties of the manufactured composites.11,69 According to Bai et al (2000) 22 silane-treated glass beads shows the most superior results for both the tensile strength and young’s modulus when compared with titante, and this improvement in mechanical properties was attributed to strong chemical bonding formed at the interface between glass beads and HDPE. Silane treatment was also investigated by Kumar et al (2016) 11 and found to improve adhesion. This was done by analysing the freeze-fractured micrographs shown in Figure 5. Both untreated and silane-treated cenospheres were used to manufacture composite samples using injection moulding with admicellar polymerisation used to coat a thin layer of polyethylene onto glass fibres. This resulted in an improved interfacial adhesion of reinforcement and matrix. The thin polymer layer that is formed on the glass fibres during admicellar polymerisation strongly adheres to the surface of the fibres with melt pressing not achieving a similar level of bonding.. 20
Different reinforcement types
It is noted that when soda lime glass powder, glass beads and HGM are used in HDPE composites, the mechanical properties decreased with the increase of glass percentage in the absence of additives such as compatibilizer and coupling agents.5,6,9,10,17,18,22 Bioactive glass powder composites, however, appeared to improve mechanical properties of composites when used by itself. Composites were 3D printed in instances where bioactive glass was used, and the improvement in properties was credited to homogeneous reinforcement dispersion and the selection of appropriate printing parameters which lead to composites without defects. The addition of bioactive glass results in increased energy absorption and acts as a barrier for crack propagation, enhancing elastic modulus and yield strength.4,7 Glass fibres are the most used form of reinforcement when manufacturing composites with HDPE and glass.8,13–16,20 Different sizes of fibres have been implemented in literature, however, the resulting fibre length in composites is always lower due to glass fibre breakage that occurs during the manufacturing process, mainly during mixing. Glass fibres up to a length of 3.2 mm have been reported.
13
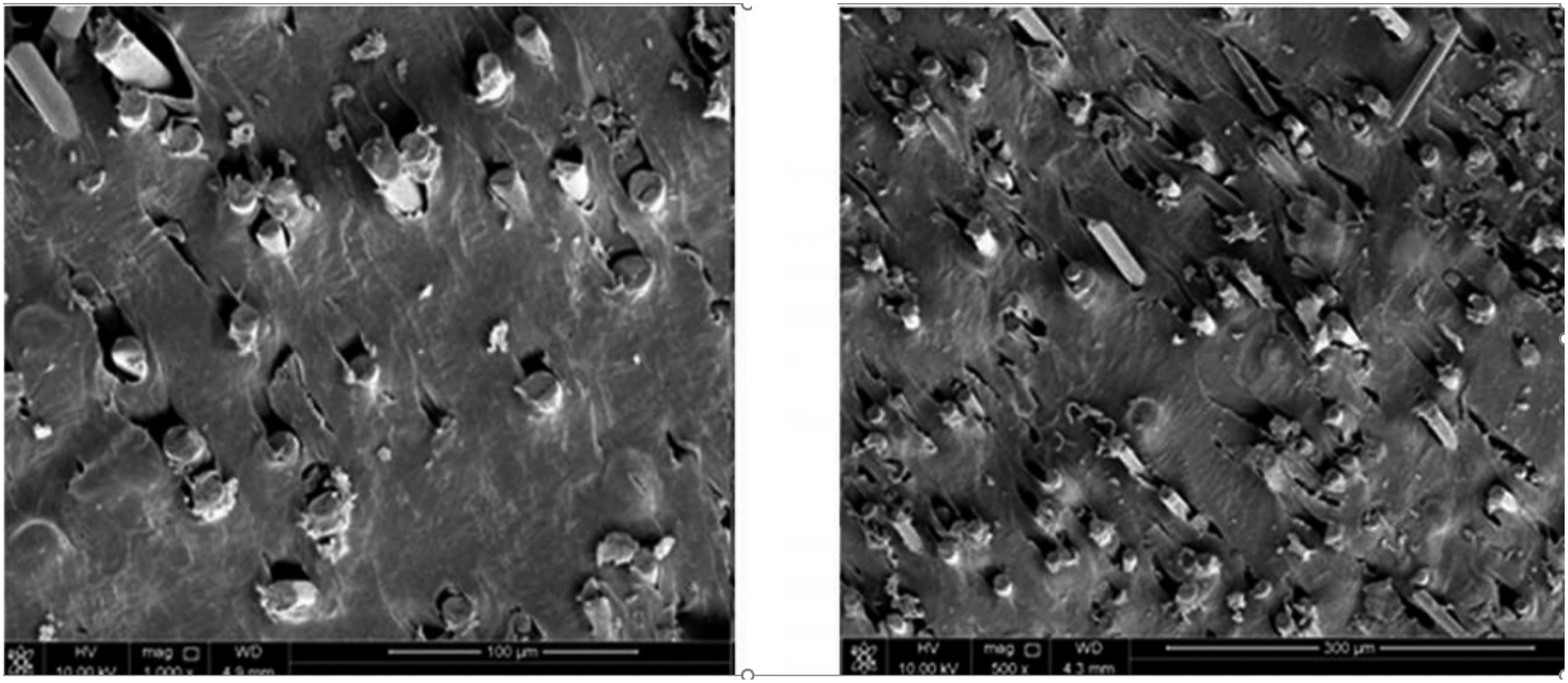
The use of glass fibres to manufacture composites with HDPE resulted in increase of strengths than that of pure HDPE regardless of the use of additives.13–16 This is due to the anchorage of fibre in the HDPE matrix leading to development of a shear force in order to withstand the slip of fibre.70,71 The friction arising from the geometrical contact of the fibre and the HDPE matrix, leading to fibre pull out, Figure 6, which leads to improve the mechanical properties of composites.
16
SEM images of fractured surfaces of HDPE composite.
14
Thermal behaviour
DSC results indicate an increase in percentage of crystallinity by the addition of glass fibres, due to glass fibre surfaces acting as nucleating agents upon crystallisation. A correlation was also found between the tensile strength and percentage of crystallinity, with tensile strength increasing as crystallinity increases. 14 Using TGA analysis, it was observed that the degradation temperature increased with increasing glass percentage, depicting an increase in thermal stability due to the reduction in thermal conductivity with the addition of both waste glass powder and MAgPE into the HDPE matrix. The effect of MAgPE was characterised as creating a shield which physically preserved the composite from effects of heat. The thermal stability increasing linearly with the glass powder content was attributed to the specific heat of glass being lower than that of HDPE. 5 Storage modulus (i.e. ability of the material to store energy), measured using a dynamic mechanical analyser improved with the introduction of glass reinforcement which was attributed to the increase in stiffness of matrix with the addition of glass, as this would allow for a greater degree of stress transfer at the interface between the reinforcement and the matrix. During this study, the relaxation of polymers was also investigated, with it being most prominent at temperatures greater than glass transition temperature. However, at even greater temperatures this variation in relaxation is lost due to a high degree of chain motion (slippage). 17 The MFI appeared to decrease, with the increase in percentage of glass reinforcement (HGM) due to the agglomeration of particles. 12
Possible applications and future recommendations
HDPE and glass composites have been developed to be used in automotive, aerospace, and marine applications.6,9,13,15 The implementation of HDPE-Glass composites in automotive/aerospace components can help manufacturers achieve lightweight designs which would help improve fuel efficiency and carbon emissions. Since manufactured composites have a low density when compared with other structural materials, use in underwater applications can improve the weight-savings. The specific yield strength, along with their lightweight characteristics make composites desirable in aforementioned applications. HDPE and glass composites have also been reportedly used in orthopaedic applications. In these cases, bioactive glass has been used along with HDPE in the manufacture of implants. It was reported that the composites manufactured were mechanically desirable, bioactive and bioinert making them suitable for such applications.4,7 The manufacturing of HDPE and glass composite filaments to be used in commercial 3D printing has been suggested for mechanical parts due to their desirable mechanical properties and the ability to obtain a high-quality finish. 9
Further research on the behaviour of HDPE and glass composites is necessary for the composites to be used in a wider range of applications where structural integrity is vital and where the strength needs to be sustained. A pressing need for further research to investigate use of recycled glass and HDPE in the manufacture of HDPE-Glass composites has been identified. Exploring the feasibility of obtaining recycled glass fibres and HGM from waste sources will advance the progression of sustainable materials and drive us towards achieving a circular economy.
A durability assessment of the manufactured composites is necessary to understand the long-term durability and performance in outdoor applications. An analysis of composite behaviour when exposed to environmental conditions such as UV radiation, variations in temperature and moisture is necessary to ascertain performance and facilitate their use in harsh environments. The behaviour of the material under sustained stress and strain is an important area to be studied, creep and stress relaxation plays a vital role in most structural applications, and this is an area where no research has been conducted on HDPE-Glass composites. A thorough understanding on this would allow the usage of said composites in more structural applications with longer design lives. A life cycle analysis on manufactured composites can also be conducted to further assess the energy and costs associated with the composites, which are important areas to consider when introducing the products to industry and to unlock the full potential of HDPE-glass composites.
Conclusions
This review investigated the use of glass as a reinforcement in a HDPE matrix for the manufacture of composites which can be used in various applications with a structural purpose. The review has summarised literature in a methodical manner such that future research can be conducted in the avenues that are lacking in the current literature to drive the development of HDPE-Glass composites. Test programs that were used by researchers has been analysed along with the results obtained and the reasoning behind the variations induced by different factors. Following conclusions have been drawn: • The inclusion of glass reinforcement in HDPE composite at weight proportions of 20% and 30% exhibits the optimum mechanical properties with the strength increase of composites up to 42 MPa, 27.5 MPa and 26.4 MPa corresponding to tensile, flexural, and compressive strength reported. • Injection moulding allows for the incorporation of 40% by weight of glass reinforcement without negatively affecting the mechanical properties of manufactured composites, whereas compression moulding allows for up to 20% by weight of glass reinforcement. When compression moulding is used, mechanical properties decrease when glass reinforcement greater than 20% is employed. • MAgPE is a highly acclaimed compatibilizer which creates chemical bonds between the glass reinforcement and HDPE matrix using strong hydrogen bonding. Increments in tensile strength of 85% has been reported where 1.5% by weight of MAgPE was introduced. Using Silane treatment as a coupling agent in composite manufacturing improves bonding between the two phases leading to a 25% increase in flexural strength. • HDPE-Glass reinforced composite exhibit a significant improvement in thermal stability, compared to the 100% HDPE composite. Improvements in melting, crystallisation and decomposition temperatures can be observed when glass reinforcement is used along with increments in percentage crystallinity. Increase in decomposition temperature of 20% have been reported when 48% by weight of glass reinforcement was utilised. These improvements in thermal properties are attributed to the specific heat of glass being less than that of HDPE. • Glass fibres are an excellent reinforcement to be used to improve tensile properties of composites with increments up to 71% being reported. This is attributed to the bridging effect of fibres across cracks that develop under tension. Glass reinforcement can also act as barriers for crack propagation in the composite material. The role played by additives such as compatibilizers and coupling agents is vital to improve the bonding between the glass and HDPE which results in improved stress transfer.
The findings from this review provide a clear understanding of HDPE-Glass composites, their optimisation, and their potential applications in a variety of industries. However, further studies are required to address the research gaps identified and to fully apprehend the benefits and potential of these composites.
Supplemental Material
Supplemental Material - Thermo-mechanical performance characteristics of glass reinforced HDPE composites: A comprehensive review
Supplemental Material for Thermo-mechanical performance characteristics of glass reinforced HDPE composites: A comprehensive review by Lasan Wimalasuriya, Chamila Gunasekara, Dilan Robert, Sujeeva Setunge and Rebecca Yang in Journal of Reinforced Plastics and Composites
Supplemental Material
Supplemental Material - Thermo-mechanical performance characteristics of glass reinforced HDPE composites: A comprehensive review
Supplemental Material for Thermo-mechanical performance characteristics of glass reinforced HDPE composites: A comprehensive review by Lasan Wimalasuriya, Chamila Gunasekara, Dilan Robert, Sujeeva Setunge and Rebecca Yang in Journal of Reinforced Plastics and Composites
Supplemental Material
Supplemental Material - Thermo-mechanical performance characteristics of glass reinforced HDPE composites: A comprehensive review
Supplemental Material for Thermo-mechanical performance characteristics of glass reinforced HDPE composites: A comprehensive review by Lasan Wimalasuriya, Chamila Gunasekara, Dilan Robert, Sujeeva Setunge and Rebecca Yang in Journal of Reinforced Plastics and Composites
Supplemental Material
Supplemental Material - Thermo-mechanical performance characteristics of glass reinforced HDPE composites: A comprehensive review
Supplemental Material for Thermo-mechanical performance characteristics of glass reinforced HDPE composites: A comprehensive review by Lasan Wimalasuriya, Chamila Gunasekara, Dilan Robert, Sujeeva Setunge and Rebecca Yang in Journal of Reinforced Plastics and Composites
Footnotes
Acknowledgements
Scholarship provided by the School of Engineering, RMIT University to the first author is gratefully acknowledged. The financial support received from the Sustainability Victoria, and the Australian Research Council’s Discovery Early Career Researcher Grant (DE230101221) is also acknowledged.
Author’s contribution
Lasan Wimalasuriya: Writing – original draft, Chamila Gunasekara: Supervision, Writing – review & editing, Funding acquisition. Dilan Robert: Supervision, Writing – review & editing. Sujeeva Setunge: Writing – review & editing, Supervision. Rebecca Yang: Writing – review & editing, Supervision.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The financial support received from the Sustainability Victoria, and the Australian Research Council’s Discovery Early Career Researcher Grant (DE230101221) is also acknowledged.
Data availability statement
All data generated or analysed during this study are included in this published article.
Supplemental Material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.