
Abstract
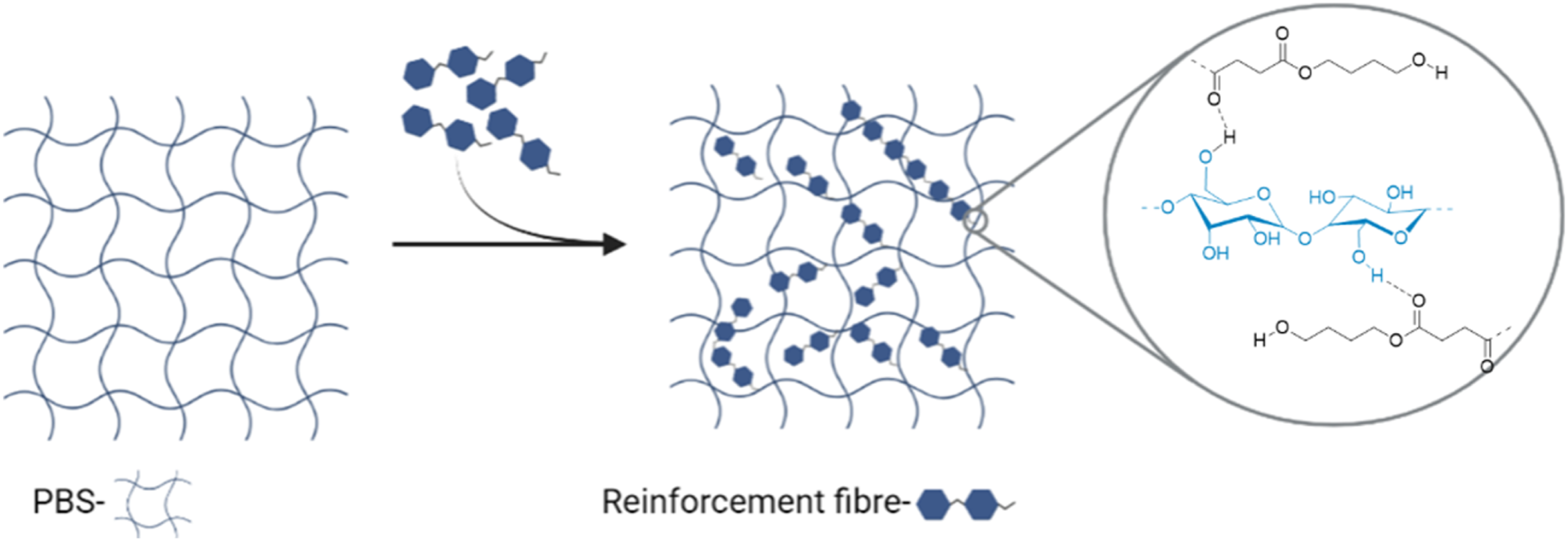
This study focussed on the development of fully biodegradable composites based on polybutylene succinate (PBS) in combination with raw materials from different processing stages of the pulp and paper industry. Sulfite pulp (SP), kraft pulp (KP) and screened sludge residue (SL) from wastewater treatment plants (WWTP) were investigated as reinforcing fibres contributing to a circular economy. We report a comparative study of the physicochemical properties and mechanical performance of PBS composites reinforced with these cellulosic raw fibres and commercial pure microcrystalline cellulose (MC). The composites were characterised in tensile strength, elongation at break, modulus of elasticity, water absorption and wettability. The incorporation of the fibres into the polymer matrix was also investigated using torque rheometry. Critical concentrations were obtained with maximum incorporation in the range of 15–20 wt% for SP/KP and 25–30 wt% for SL. SP and KP composites showed at least as good physicochemical and mechanical properties as MC at the concentrations studied (0–20 wt%). SP-composites showed the highest tensile strength and modulus of elasticity. It was shown that these fibres from the pulp and paper industry can be used as reinforcement for PBS matrices without additional chemical purification and provide a valuable alternative to commercial microcrystalline cellulose.
Introduction
The production of plastic from non-renewable resources is constantly increasing, causing serious environmental problems year after year, such as pollution of oceans and soils, most of them in an irreversible way. 1 In 2018, plastic consumption was 360 million tonnes and is expected to increase to 550 million tonnes by 2050. According to statistics, up to 80% of marine litter is made up of plastic, and according to Greenpeace UK, about 12.7 million tonnes of plastic are dumped into the oceans every year.2–4 However, plastics are essential to people's daily lives and therefore it is important to find other solutions with less environmental impact.
Biocomposites are a class of biopolymer-based products reinforced with plant or animal fibres. In the last decade, they have become a real alternative to conventional plastics. 5 In parallel with wood-polymer composites (WPC), the scientific community is working on the development of biocomposites using matrices based on biopolymers derived from renewable resources. However, these biopolymers are more expensive, so it is important to develop materials with lower prices. The combination with cellulose fibres is a good alternative to solve this problem and leads to fully biodegradable and compostable materials.6–12
Polybutylene succinate (PBS) has been used with melt blending techniques in combination with plant fibres to produce biocomposites.9,13 Since PBS is biocompatible and non-cytotoxic, this polymer has no negative effects on microbial activity and is therefore an excellent candidate to replace conventional polymers.14–19 In addition to its excellent environmental properties, PBS is overused due to its excellent melt processability compared to polyethylene (PE) and polypropylene (PP). 20 As mentioned earlier, PBS, like other biopolymers, has the disadvantage of being very expensive, which makes it unprofitable to use PBS as the only ingredient in final products. However, some inherent properties of PBS, such as its brittleness, low melt viscosity, high gas and vapour permeability, and low heat resistance, limit the use of environmentally friendly polymers for a variety of applications. Modifying biodegradable polymers by incorporating cellulose fibres into their matrix is therefore one way to change this. 21
Kraft and sulfite pulps from the pulp and paper industries, obtained under alkaline and acidic conditions, respectively, as well as the residues screened in the wastewater treatment plants of the same industries, can be a valuable source of pure cellulose. In addition, sewage sludge is a residue from papermaking that has already been studied in composites with PP, polyacid lactic (PLA) and PE.22–24 The incorporation of these fibres into the PBS matrix becomes an alternative for their reuse, improving the sustentability, lowering the price of the final materials. The use of cellulose of different origins (derived from plants), microcrystalline cellulose, and nanocrystalline cellulose in combination with PBS for various applications has already been reported with good results.25–29 In accordance with some other studies in the literature our research focused on the development of biocomposites using cellulose and microcrystalline cellulose, but provided from the all the processing stages of pulp production with different treatments. Ashori et al. investigated the use of 0.5 to 1.5 wt% cellulose nanofibers as reinforcement of biocomposites. 27 Ramirez et al. also reported that the use of microcrystalline cellulose can improve the thermal properties of the final products. 30 Srikulkit et al. compared the use of kenaf pulp with commercial cellulose. 31 Zhang C et al, also use microcrystalline cellulose as reinforcement for PBS/PLA blends. 32 Leejarkpai et al. reported the use of 10, 20 and 30 wt% microcrystalline cellulose prepared from waste cotton fabrics with a significant increase in the Young's modulus but, on the other hand, a decrease in tensile strength and elongation at break. 33 However, there are no scientific articles in the literature that make an analysis of the physicochemical properties of three types of by-products (kraft pulp, sulfite pulp and sludge) from the pulp and paper industry. The objective of this work was to evaluate the use of raw materials from different pulp processing stages and screened residues from wastewater treatment plants (WWTPs) as potential fibre reinforcements for PBS contributing to a circular economy. The evaluation of the physicochemical and mechanical properties of these composites and their comparison with composites based on microcrystalline cellulose was the main objective.
Experimental
Materials
Biobased PBS (FZ91PM/FZ91PB) was purchased from PTT MCC Biochem. Relevant properties include a melting point of 115°C, a melt flow rate (190°C, 2.16 kg) of 5g/10 min, a density of 1.26g cm−3, and a glass transition temperature at −29°C. Pellets were dried at 60°C for 24 h prior to being used.
Sulfite pulp, kraft pulp and sludge sieved residues from wastewater treatment plants were kindly supplied by Celulose Beira Industrial, S.A. (CELBI), and microcrystalline cellulose (Microcel FG-102) by United Biopolymers, S.A. MC has particle size <75 µm (75%). MC was used as received. The process to obtain the SP pulp involves an acid treatment and to achieve the KP pulp a strong base is used. 34
Reinforcement fibres characterization
SL, KP and SL fibres were dried in an oven at 105°C for 24 h. Then, they were subjected 5g of each fibre to grinding in a blender (Becken, BTB50257, 1000 W) for 2 min at room temperature in a maximum rotation, to reduce the particle size and to obtain homogeneous materials.
Bulk density
Bulk density was determined by measuring the volume of a known mass cellulose sample inside a graduated cylinder, following ASTM-D7481. 35
Fourier transform infrared spectroscopy (FTIR)
FTIR spectra were obtained using a Nicolet IR-750 spectrometer (Nicolet, Madison, WI, USA) in attenuated total reflectance (ATR) mode. Spectra were recorded in the frequency range of 500–4000 cm−1 using 64 scans with spectral resolution of 4 cm−1.
Particle size distribution
Fibre particle size was measured using L&W Fibre Tester Plus. Fibres are individualised and in suspension in distilled water at the time of analysis. Analysis was made by CELBI.
Differential scanning calorimetry–thermogravimetric analysis
Differential scanning calorimetry–thermogravimetric analysis (DSC–TGA) tests of the raw materials SP, KP, SL and MC were carried out on a STA 6000 equipment (PerkinElmer), measured at a temperature ramp of 10°C/min and heated from 25°C to 900°C, under N2 flow, test were performed in one heating cycle. Sample range from 4 to 6 mg.
Preparation and characterization of new PBS composites
Torque rheometry analysis was performed in a two-roll mill blender (thermos Scientific-Haake polylab QC) with a mixing chamber of 60 cm3. This technique was used to determine the critical concentration of each reinforcement fibre in the respective PBS composite. The chamber was preheated at 130°C and the rotor speed was set to 60 r/min. The polymer was filled into the chamber and then the fibres were added in a controlled manner. Small amounts of 5 wt% fibres were added every 5 min interval, following a methodology described by Martins et al. 36
The optimization process for biocomposites follows a methodology based on controlled addition of SP, KP and SL. Initially, 40g of PBS was added to the mixing chamber. Under the previously described conditions, the torque reached almost 15 Nm and stabilised at 2 Nm. Thereafter, 5 wt% fibres were added every 5 min until 50 wt% of the mass of PBS was reached. Torque values and temperatures were measured. As expected, with each fibre addition (2g), the temperature in the mixing chamber decreases and, at the same time, the torque increases, due to the viscosity of the material, which gradually increases with the presence of fibres. The melted mixture contained more than 50% cellulose, but the variation of the torque was reversed near the same value for each type of fibre.
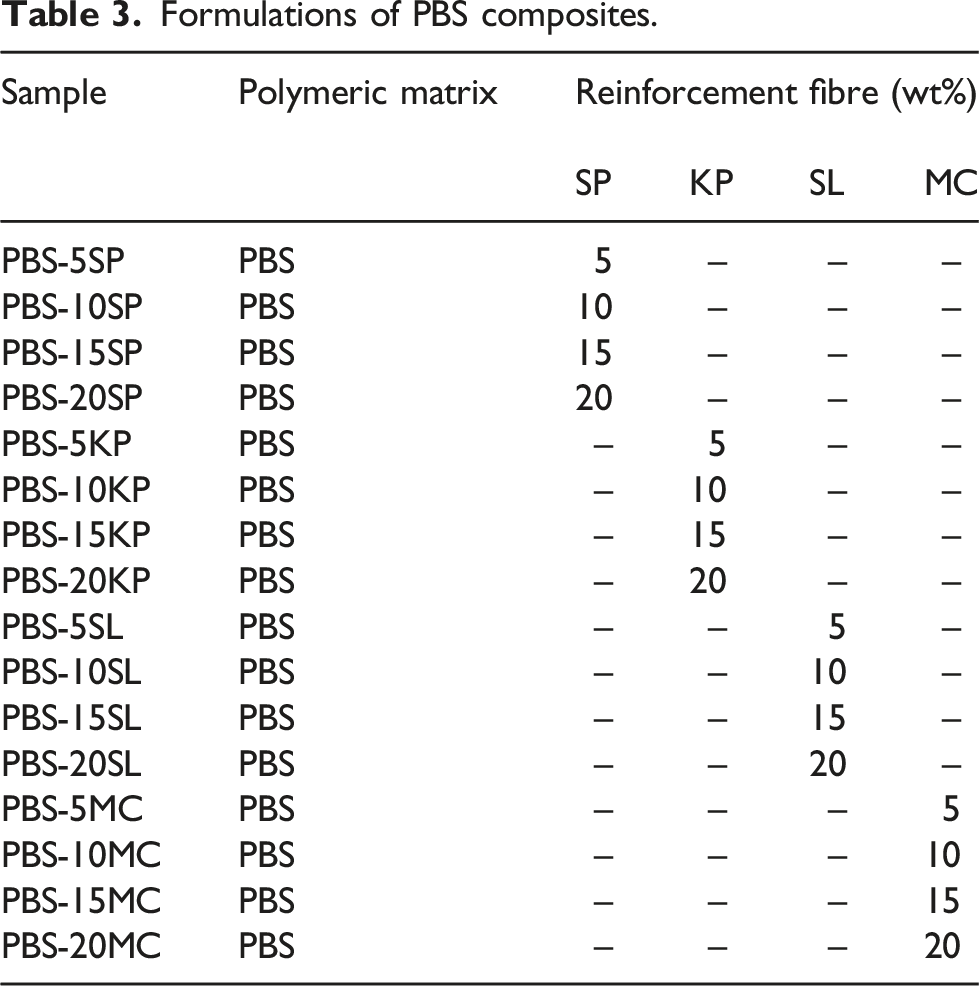
After finding the maximum of fibre incorporation, PBS composites were prepared in different concentrations of fibre, 5, 10, 15 and 20 wt%. With the equipment set to the same conditions (T = 130°C, 60 r/min) the chamber was filled up with PBS and stirred for 5 min until the torque stabilized. Then, the reinforcement fibres were added and stirred for 15 min. The fibres were added as a function of the mass percentage of the polymer. The final product was removed from the mixing chamber and submitted to a compression moulding process (125×125×1 mm). A hot press equipment (Tecnocanto) was used at 130°C under a pressure of 50 bar for 3 min. The resulting plates were then transformed into the appropriate form to be used in each test.
Scanning electron microscopy
The dispersion of reinforcement fibres into polymeric matrix was characterised using Scanning Electron Microscopy (SEM) in A VEGA3 SBH from TESCAM, operating at 5kv. Samples were immersed in liquid nitrogen and fractured to expose the inside section of the biocomposite. Composites were sputter coated with a thin layer of gold, by cathodic pulverization using a SPI Module Sputter Coater, during 90 s at a current of 15 mA, before being analysed.
Water absorption/solubility
The water absorption for each sample was determined according to ASTM D570-98 standard. 37 The composite specimens were immersed in distilled water then the weight was measured after 1, 2, 3, 4, 5, 7, 15 and 30 days. Before every measurement the sample was immersed in water again. The weighting variation was expressed as a percentage relative to the initial value. Tests were done in triplicate.
Solubility was measured after the samples were immersed in water for 30 days. Then, they were dried at 60°C for 24 h and weighed. Tests were done in triplicate.
Water contact angle
The water contact angles were measured on an optical tensiometer (Biolin Scientific Attension® Theta Flex), using distilled water as test liquid at room temperature. Tests were done in triplicate for each composite.
Mechanical tests
Mechanical parameters such as tensile strength, young’s modulus and elongation at break were measured on a computerised Universal testing machine equipped with a 5 kN load cell (Chatillon TCD 1000), with a test speed of 5 mm/min. Specimens with the following dimensions 3.3×2.2×63.5 mm were used (type V – appropriate for composites), according to the ASTM D638-02a standard test. 38 Tests were done in triplicate.
Results and discussion
Reinforcement fibre characterization
Bulk density of reinforcement fibres.
The particle size distribution of the reinforcement fibres KP, SP and SL was measured, and the results are shown in Figure 1. Each fibre presents more than 80% of particles with a size length between 0,5–15 mm and between 10–25 µm in width. In the case of the commercial microcrystalline cellulose (Microcel FG-102), the particle size distribution is 55% less than 75 µm as described in the product datasheet. Particle size distribution of kraft (pulp a1-a2), sulfite pulp (b1-b2) and sludge (c1-c2).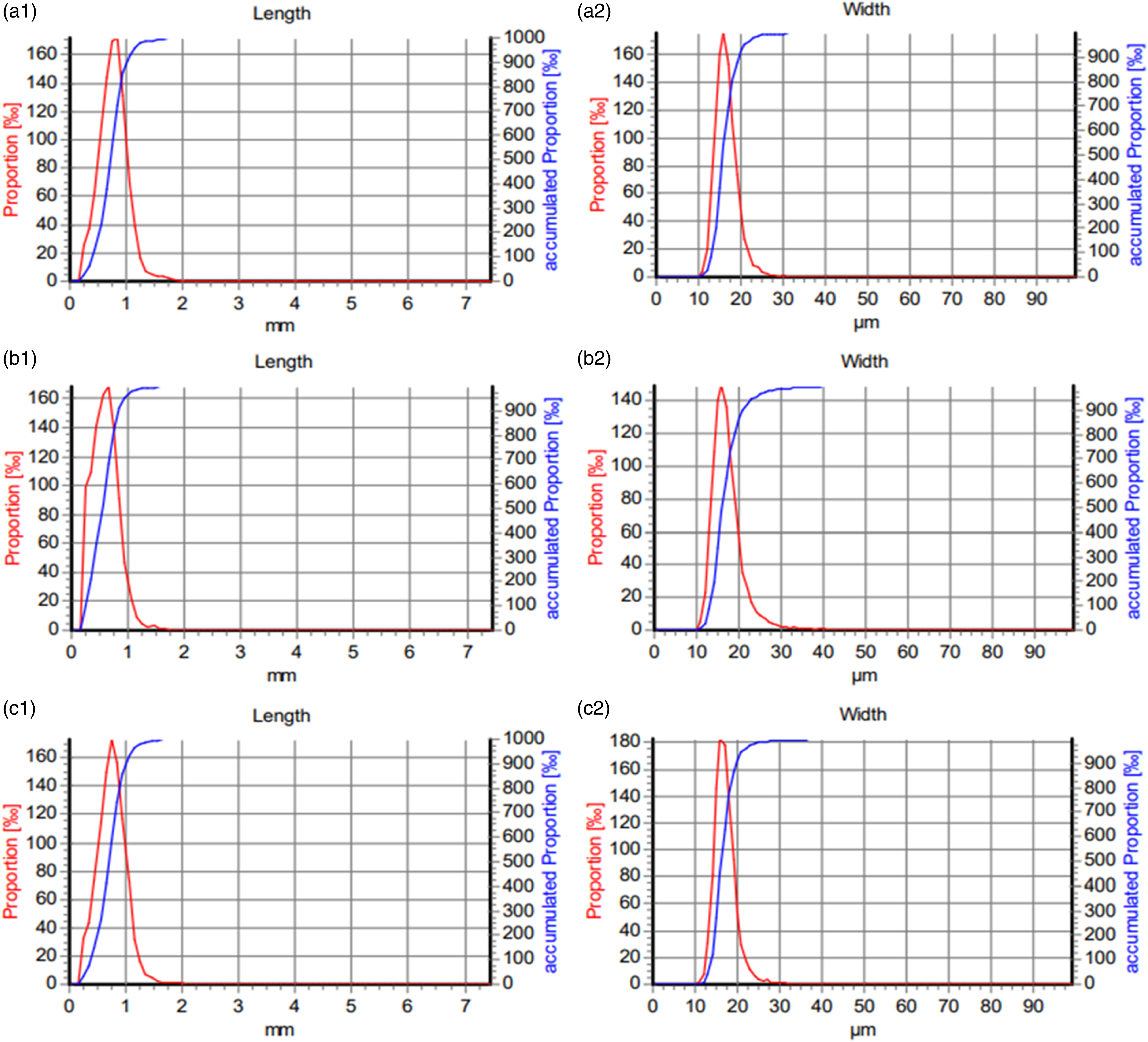
The FTIR spectra of all the reinforcing fibres used, SP, KP, SL and MC, are shown in Figure 2. The observed broad absorption band at 3306 cm−1 is typical of the stretching vibration of hydroxyl bonds (-OH) of polysaccharides, including the vibrations of inter- and intra-molecular hydrogen bonds in cellulose.
39
A peak is found at 2990 cm−1 attributed to the CH stretching vibrations of polysaccharides. These bands were present in the spectra of all fibres. Some bands typical of cellulose were also observed in the range 1690–900 cm−1. The peaks at 1637 cm−1 correspond to the vibrations of water molecules adsorbed in cellulose. In addition, the peaks at 1430, 1369, 1332, 1317, 1025 and 892 cm−1 are from the stretching vibrations of -CH2 and - CH and the bending of -OH and C-O bonds in cellulose. In the spectra of KP, SP and MC, a characteristic band at 1430 cm−1 can be seen, which is associated with the crystalline structure of cellulose, while the band at 892 cm−1 is assigned to the amorphous region of cellulose and appears in all spectra.
39
Comparing the four spectra, they are very similar as the characteristic cellulose peaks appear in all other spectra. FTIR spectrums of reinforcement fibres: KP) kraft pulp, SP) sulphite pulp, SL) sludge and MC) microcrystalline cellulose.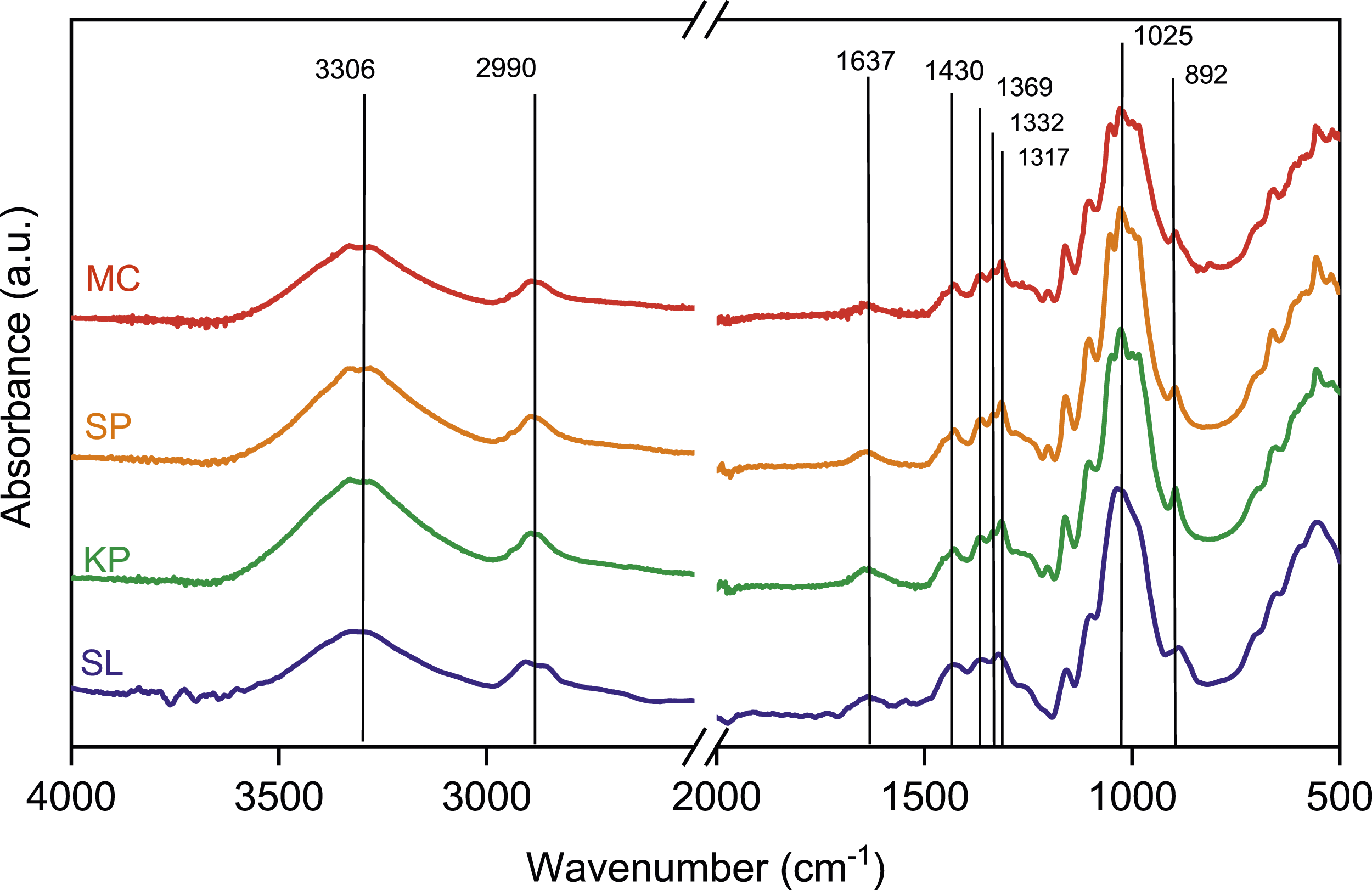
The thermal stability of reinforcement fibres was tested using TGA and DTG, Figure 3. The fibres were measured after drying in the oven for 24 h. All spectra show a weight loss of about 2 wt% at temperatures below 100°C, corresponding to the loss of residual water in the samples. TG (dark line) and DTG (red line) thermograms of reinforcing fibres (a) kraft pulp, (b) sulfite pulp, (c) sludge and (d) microcrystalline cellulose.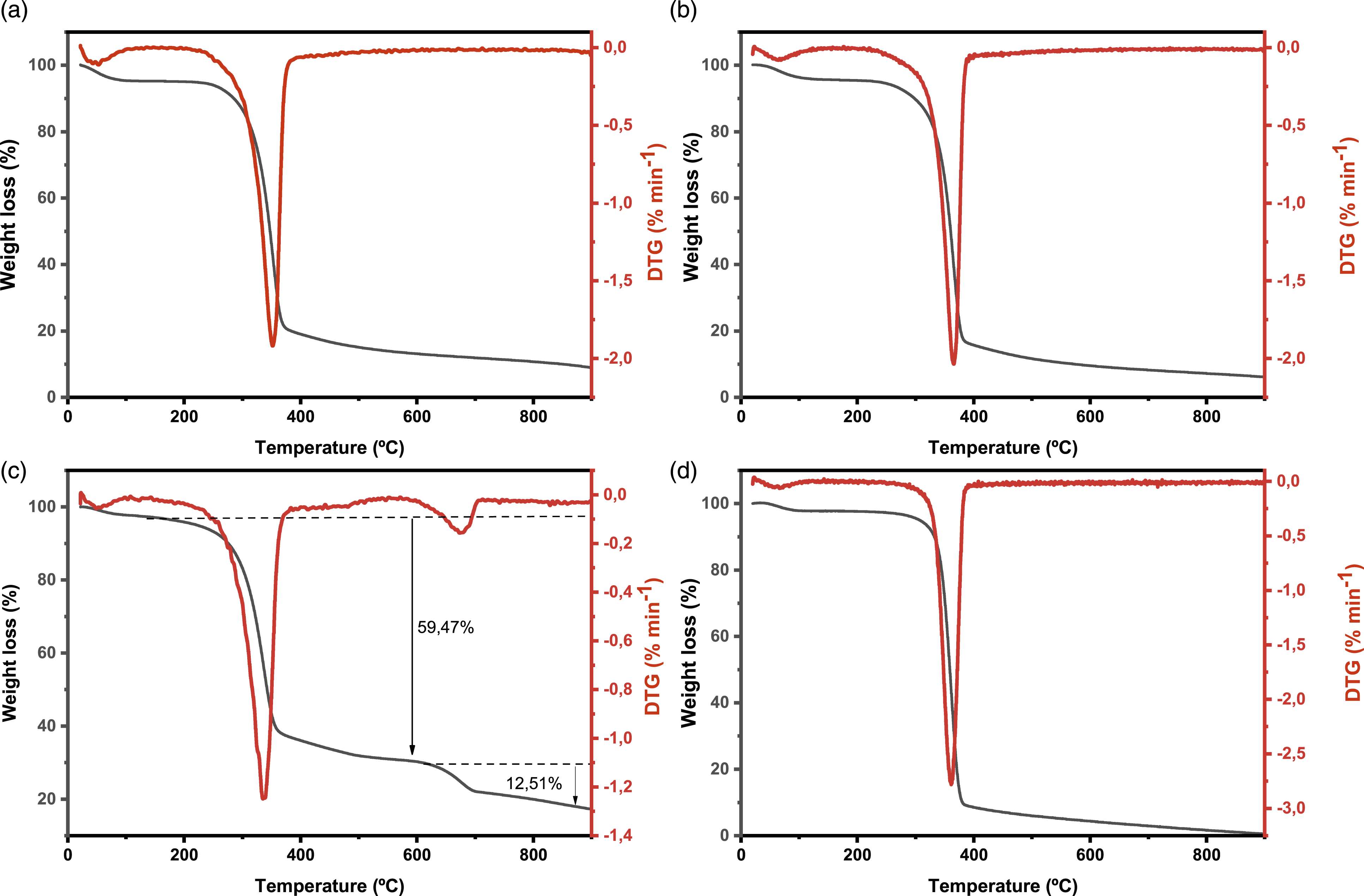
As we can see from the DTG thermograms in SP, KP and MC there is just one degradation phase near 300°C. At this point, all fibres starting to degrade and the maximum weight loss is around 74% for KP at 350°C, 80% for SP at 365°C and 87% for MC at 360°C,in accordance with thermal analysis in the literature. 40 This weight loss derived from the pyrolytic degradation of cellulose as reported in literature.41,42 The final residue is related to the carbon yield, which does not have an entire degradation in the presence of the N2 atmosphere.24,43
In the case of sludge, there are two degradation phases. The first one is the same process as the other fillers from the pyrolytic degradation of cellulose with a maximum weight loss of 59,47% at 337°C, also in accordance with the literature. 40 The second phase is the decomposition of CaCO3 with a maximum weight loss at 676°C. The presence of CaCo3 in paper sludge fibres, was also described by Datta et al 44 and Bradai et al, 45 and proved by the thermal decomposition of CaCO3 study driven by Plesu et al 46 and Rajapakse et al. 47 From the DTG thermogram in Figure 5, it is possible to estimate the quantity of this mineral that is present in the sludge fibre sample. The decomposition of calcium is described as follows CaCO3(s) → CaO(s) + CO2(g), and the weight loss is a direct result of the evolution of CO2 and the remain residue is CaO. The mass difference is 12.51%, so stoichiometrically, the estimated amount of CaCO3 present in the sample is 28,4%. 48 The final residue of 12.13% is related to another inorganic compound present in SL (quartz). 24
PBS-materials characterization
Torque rheometry
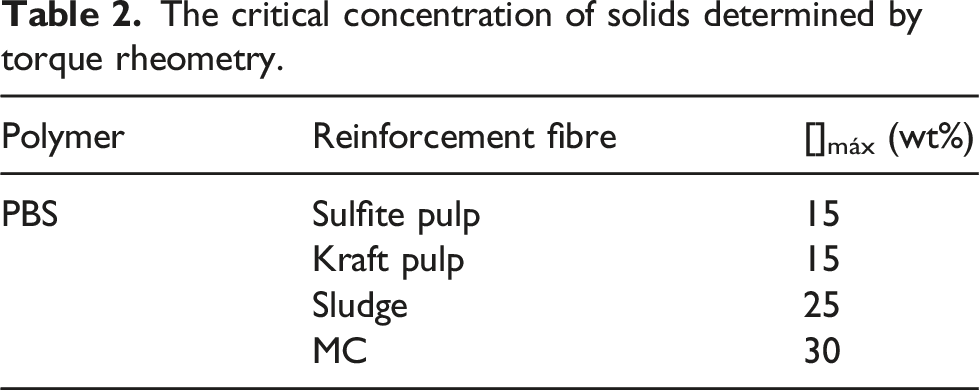
As shown in Figure 4, torque rheometry tests were performed for each reinforcing fibre to obtain the critical concentration of solids in the final products. The main objective is to maximise the filler content in polymeric matrices to reduce the cost of the final product. This test measures the viscosity of the mixture in the chamber. When a certain amount of fibre is added, the viscosity increases. This increase is proportional until the slope changes. At this point, it is possible to determine the maximum amount of each reinforcing fibre with good workability with the PBS matrix. It also determines the best cellulose concentration in terms of processing techniques and material properties of the final products. If this concentration is higher, the materials cannot be processed or composites with poor compatibility between matrix and fibres are produced, resulting in irregularities on the surface of the final products. This technique measures the resistance that all components in the chamber of the torque rheometer present to the blades.
36
Torque rheometry and temperature measurements in the optimization of PBS-based composites with (a) kraft pulp, (b) sulfite pulp and (c) sludge and (d) microcrystalline cellulose.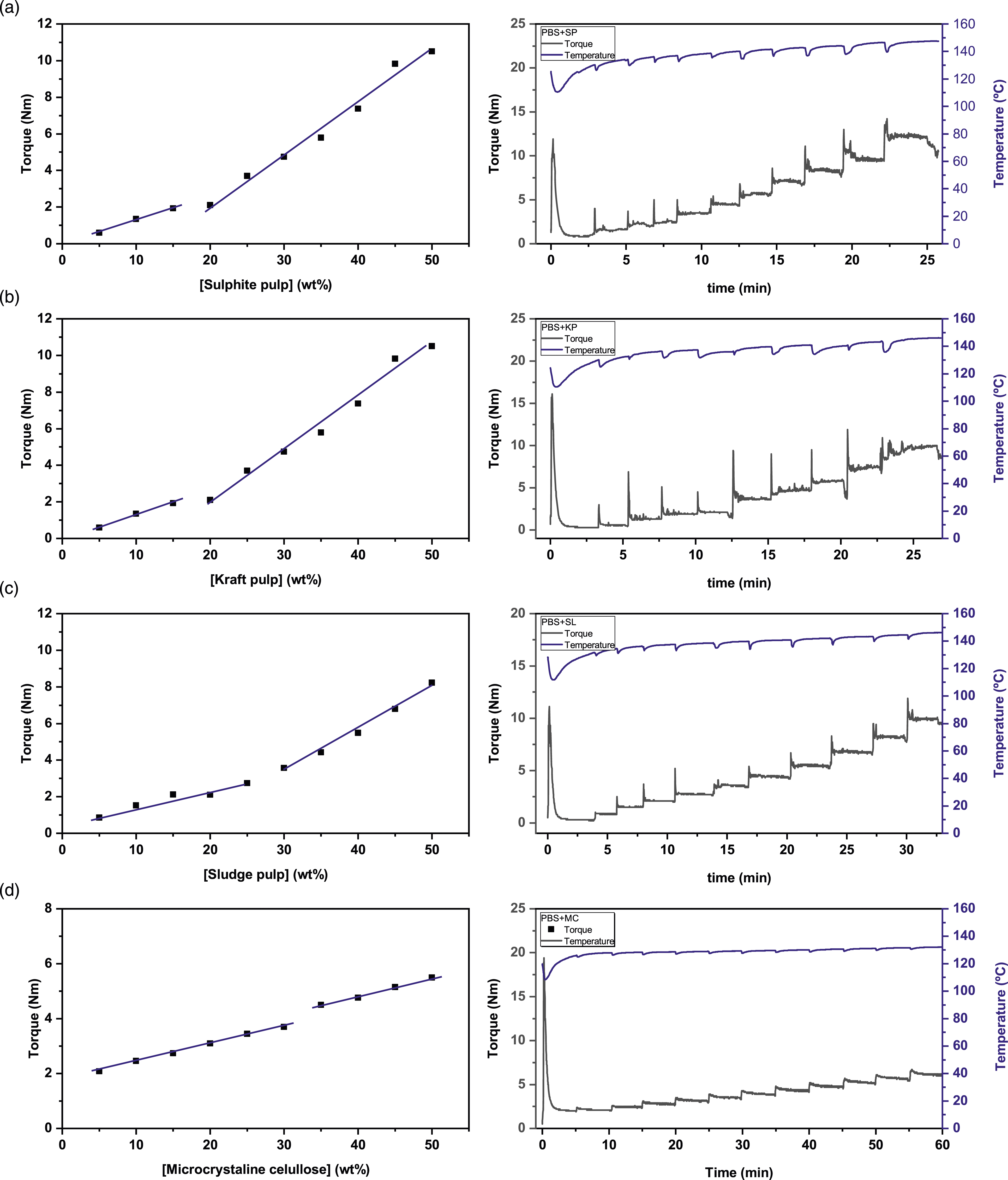
The critical concentration of solids determined by torque rheometry.
Formulations of PBS composites.
SEM analyses
The morphology of the surface of composites with a fibre loading level of 10 wt% may be observed in the SEM images at 500x magnification, represented in Figure 5. SEM micrographs of the fracture surfaces of the control sample (neat PBS) can be seen in image A, and with fibres in B (SP 10 wt%), C (KP 10 wt%), D (SL 10 wt%) and E (MC 10 wt%). It can be seen a good dispersion of all reinforcement fibres in the matrix, although the surface of composites shows gaps between fibres and PBS due to the weak interaction between fibres and polymer.
11
Differences in the hydrophilic behaviour of cellulose and PBS should be the main cause.
8
Concerning the composite with microcrystalline cellulose (Figure 5(e)), the image shows better dispersion of the cellulose,
18
thus, less imperfection on the polymer surface. This could be associated with the difference in particle size between MC and the other fibres used in this work (section “Reinforcement fibre characterization”), that contributes to a better cover of the cellulose fillers by the polymer. The presence of voids on the matrix surface indicates that some fibres were removed from the polymer.
24
Morphology of composites obtained at 5 kV with 500x magnification as in the scale bar (a) Control sample (neat PBS), (b) sulfite pulp 10 wt%, (c) kraft pulp 10 wt%, (d) sludge 10 wt%, (e) microcrystalline cellulose 10 wt%. (It is pointed out in all images of biocomposites the presence of the fillers with a marker).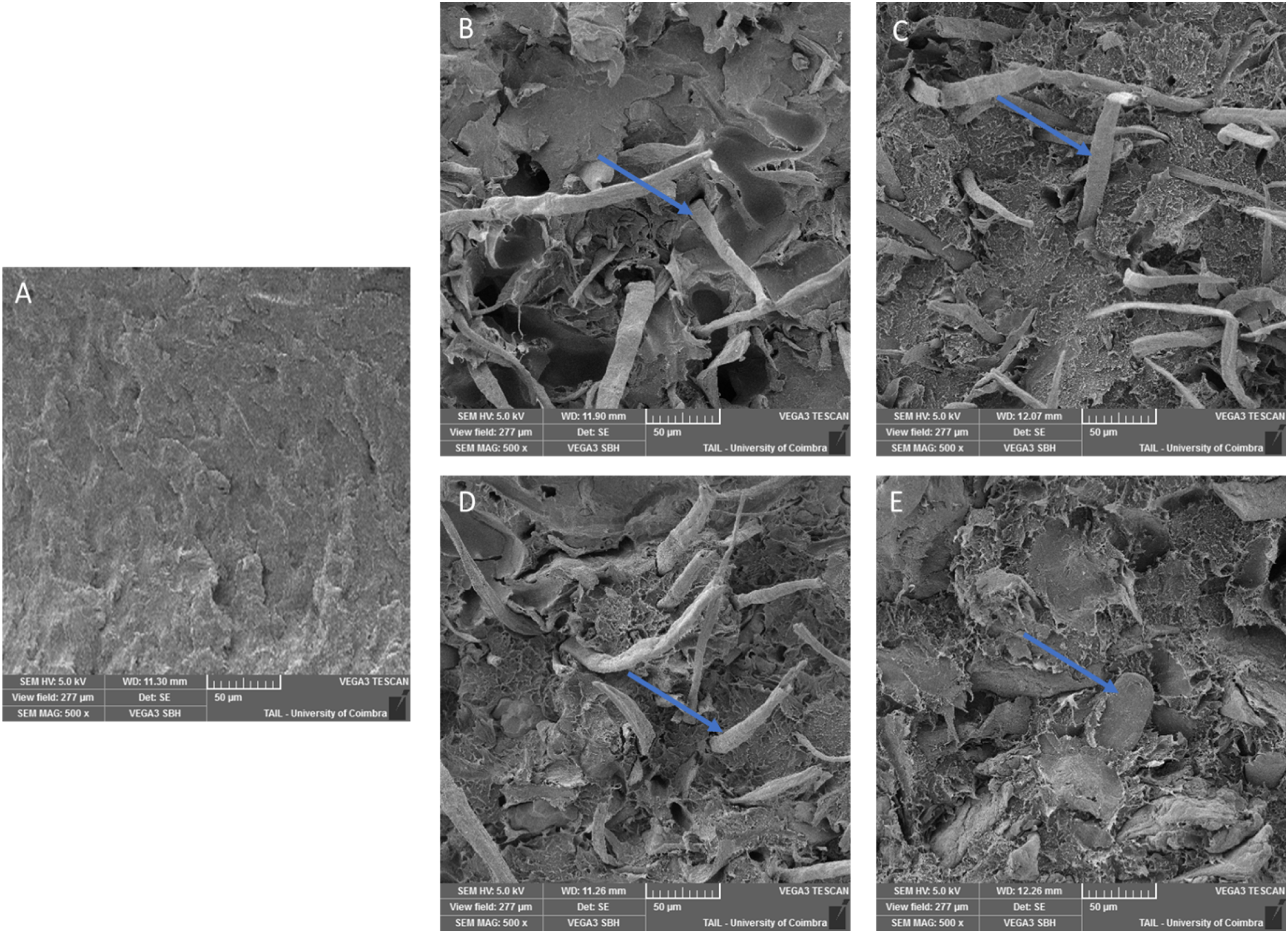
Water absorption test
The water absorption was evaluated in the new PBS-based biocomposites over 30 days and the results are represented in Figure 6. This test reflects the swelling results of the final products. As expected, since the polymer is hydrophobic and fibres hydrophilic due to the presence of cellulose, there is an increase of the swelling of all composites compared to neat PBS. As reported in the literature, water retention in a polymeric matrix derived from imperfections and/or roughness on the composite’s surface, due to the high-fibre volume ratios, can format some aggregates of cellulose that are not completely isolated by the PBS matrix.
50
It may be improved with some chemical or physical modifications of raw materials to improve the interfacial adhesion between matrix and fibres. Water absorption of PBS-based biocomposites reinforced with (a) kraft pulp, (b) sulfite pulp, (c) sludge, and (d) microcrystalline cellulose after 30 days.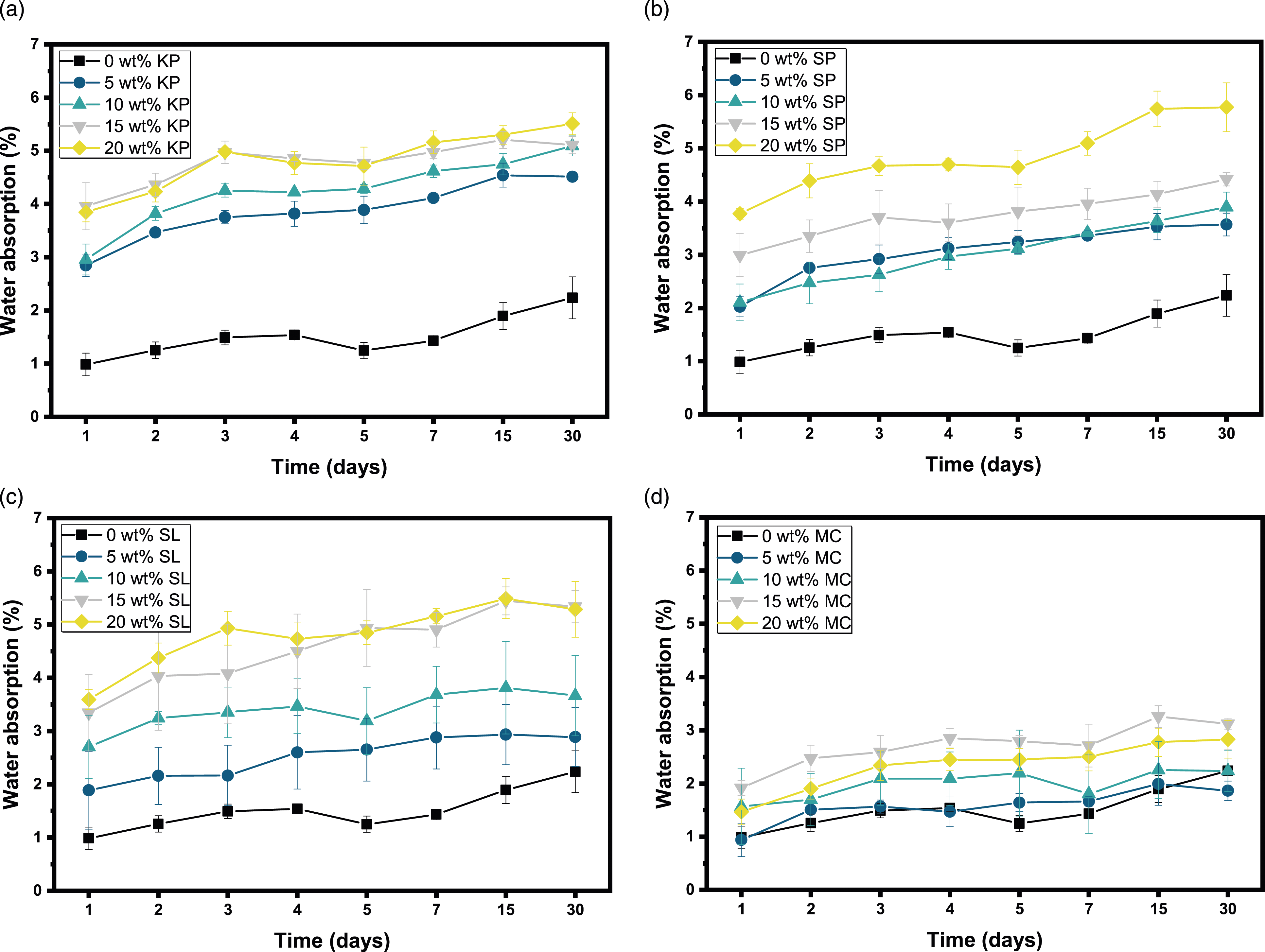
The control for each sample (Figure 6, black line) is the PBS without reinforcement fibres. It has a value of water absorption of less than 2% at the end of 30 days. As predicted, water absorption increases with the concentration of fibres in PBS composites. Whereas the composites with 5–20 wt% have a mass variation between 2% and 6% depending on the used fibre and its quantity. The use of microcrystalline cellulose in composites produces materials with fewer voids on the matrix surface, as verified by SEM results. Cree et al, 51 attribute this results because MC has an high rigidity, in addition PBS can only crystallize away from the surface and the amorphous region forms hydrogen bonds with MC, which can act as a physical crosslink point. This superior interfacial adhesion results in less swelling and obtains lower values of water absorption. The mass variation was between 1% and 3%, when compared with the other fibres, even with 20 wt% of incorporated MC in the PBS matrix at the end of 30 days.
Solubility tests/weight loss
The solubility tests were performed by measuring the weight loss of composites after 30 days immersed in water and dried at 60°C for 24 h. With this test, we pretend to understand if some part of the composite was disintegrated by shifting to the water. In Figure 7, the solubility of PBS-based biocomposites in water at different concentrations of the reinforcement fibres SP, KP, SL and MC is presented. Initially, it is expected that the presence of a high quantity of fibres result in a higher loss of weight, resulting in the release of more fibres into the water. After 30 days submersed, all new PBS biocomposites had slight weight loss (<1.5%). PBS is a water-insoluble polymer and then, as expected, the loss of weight is very low (0.1%). The PBS-based composites having the lowest weight loss were the materials reinforced with KP (<0.5%), followed by SP (<0.7%) and MC (<1.0%). The biocomposites produced from SL presented a higher weight loss (>1.0%). This can be explained by the presence of CaCO3 in the SL composition which is water-soluble.24,43 Weight loss of new PBS-based biocomposites reinforced with SP, KP, SL and MC after 30 days.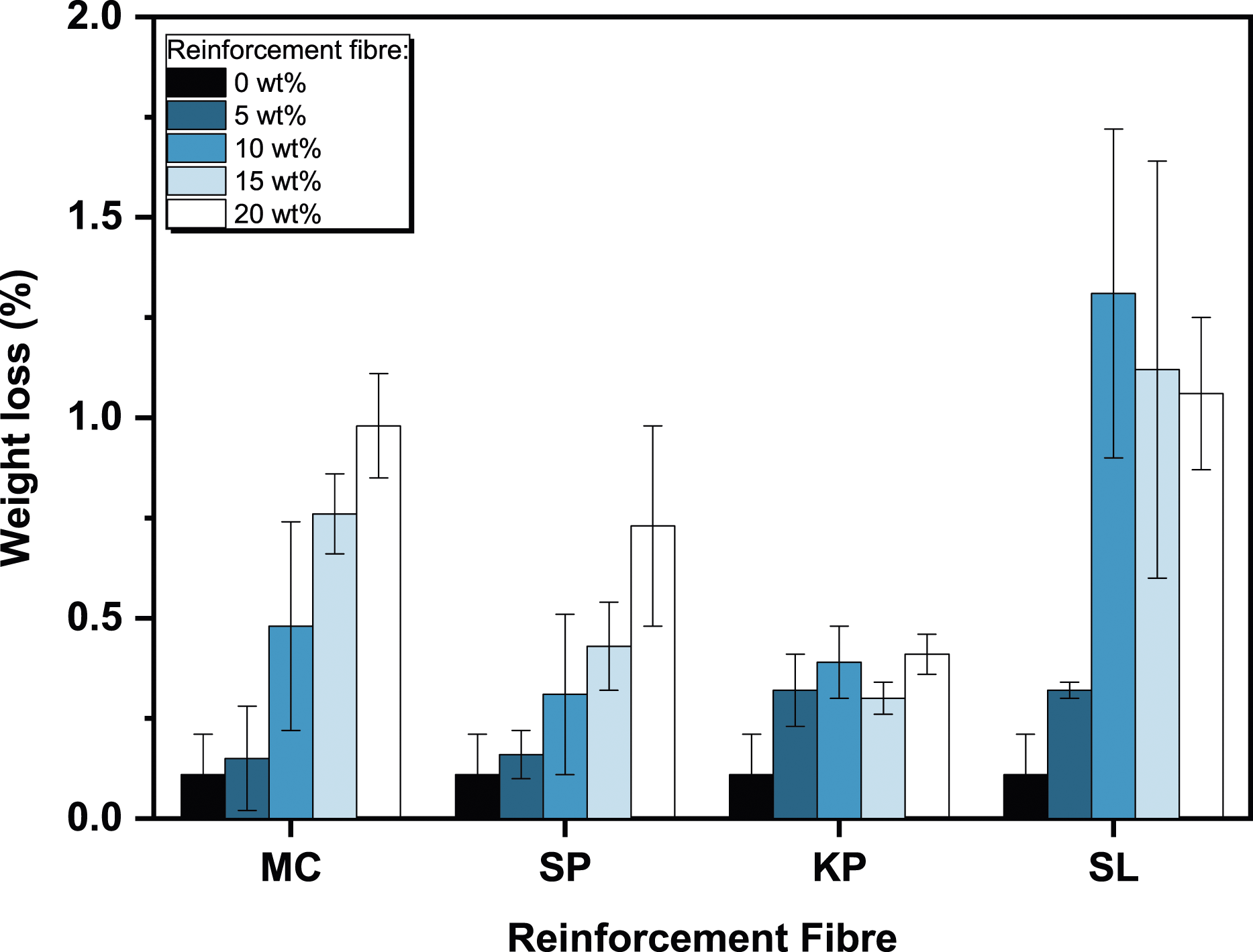
Contact angle
Figure 8 presents the water-contact angle on different PBS-based composites prepared with various concentrations (0, 5, 10, 15 and 20 wt%) of the reinforcement fibres KP, SP, SL and MC. The measurement of contact angle is easily performed by establishing the angle of a liquid drop with a solid surface at the base
52
and allows it to determine whether a surface is hydrophilic (45°<ϴ<90°), hydrophobic (90°<ϴ<150°) or superhydrophobic (ϴ<150°).
53
Water-Contact angle in new PBS-based biocomposites reinforcement with different percentages of MC, SP, KP and SL.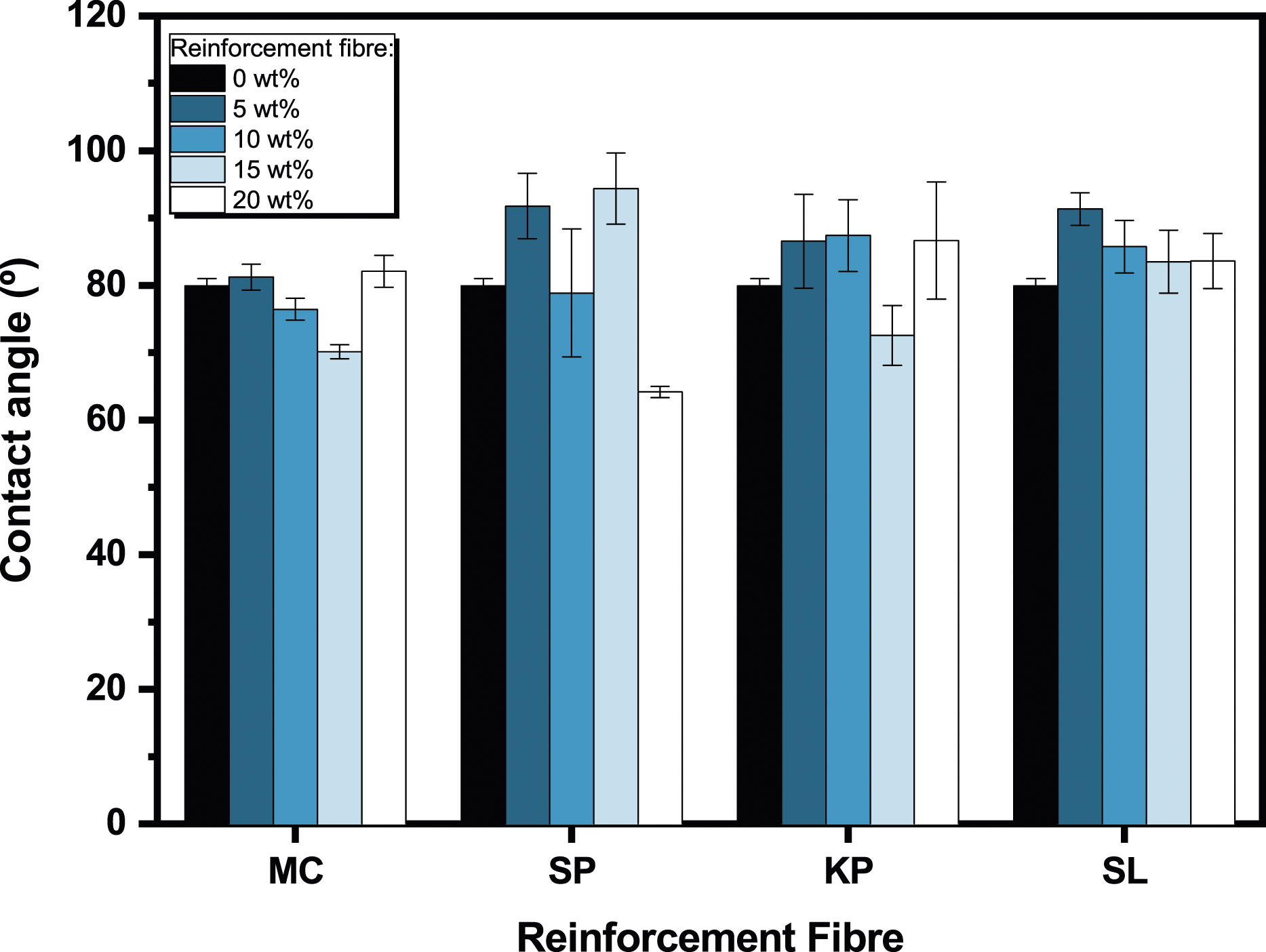
Neat PBS has a contact angle of 77° ± 2, similar to other studies.54,55 The results show that the addition of MC to the PBS matrix takes no significant modifications on the value of the contact angle. MC is a powder form which makes it suitable for melt processing showing good filler dispersion, resulting in better incorporation in the matrix with less voids on the matrix surface. 56 This can be proved by the results of water absorption and SEM analysis. While KP, SP and SL are added to the PBS matrix, the contact angle values do not also show a pattern, but most of them as an increase in contact angle in accordance with other studies in composites.57,58 The contact angle depends directly on the surface roughness of the composites.57,59 As the SP, KP and SL fibres are not crystalline powders, when added they can cause a smaller dispersion of the fibres in the polymer causing holes in it, as seen in SEM analysis. The surface of neat PBS is smooth, while the biocomposites surfaces are rough, that is probably the reason for the increase of contact angle with fillers.
Mechanical tests
Representative mechanical properties as tensile strength, Young´s modulus and elongation at break obtained for neat PBS, PBS/SP, PBS/KP, PBS/SL and PBS/MC composites, incorporating different percentages of cellulose-based fibres, are shown in Figure 9. These materials present tensile strength values within the range of 10.8 to 17.6 MPa which are dependent on the applied fibre and its load in the composite. The neat PBS exhibited the highest tensile strength similar to other studies.33,56,60,61 Surprisingly, the incorporation of SP into the PBS, at a percentage up to 15 wt%, resulted in almost the same tensile strength as the neat polymer. Furthermore, the KP composites have similar behaviour, showing only a small decrease when compared to SP composites. It leads us to conclude that whatever the process of obtaining this cellulose from by-products of pulp and paper industries, the results in terms of mechanical traction do not show high differences in the range up to 15 wt%. With the increase to 20 wt% of fibres concentration, tend to decrease the tensile strength leading us to suppose that the stress transfer is weak due to poor interfacial adhesion between filler and matrix, causing lower tensile strength properties.
62
Ariffin et al
61
had similar results with the addition of 10 and 20% of kenaf fibre to PBS. (a) Tensile strength, (b) young modulus and (c) elongation at break of new PBS-based biocomposites reinforced with different percentages of MC, SP, KP and SL.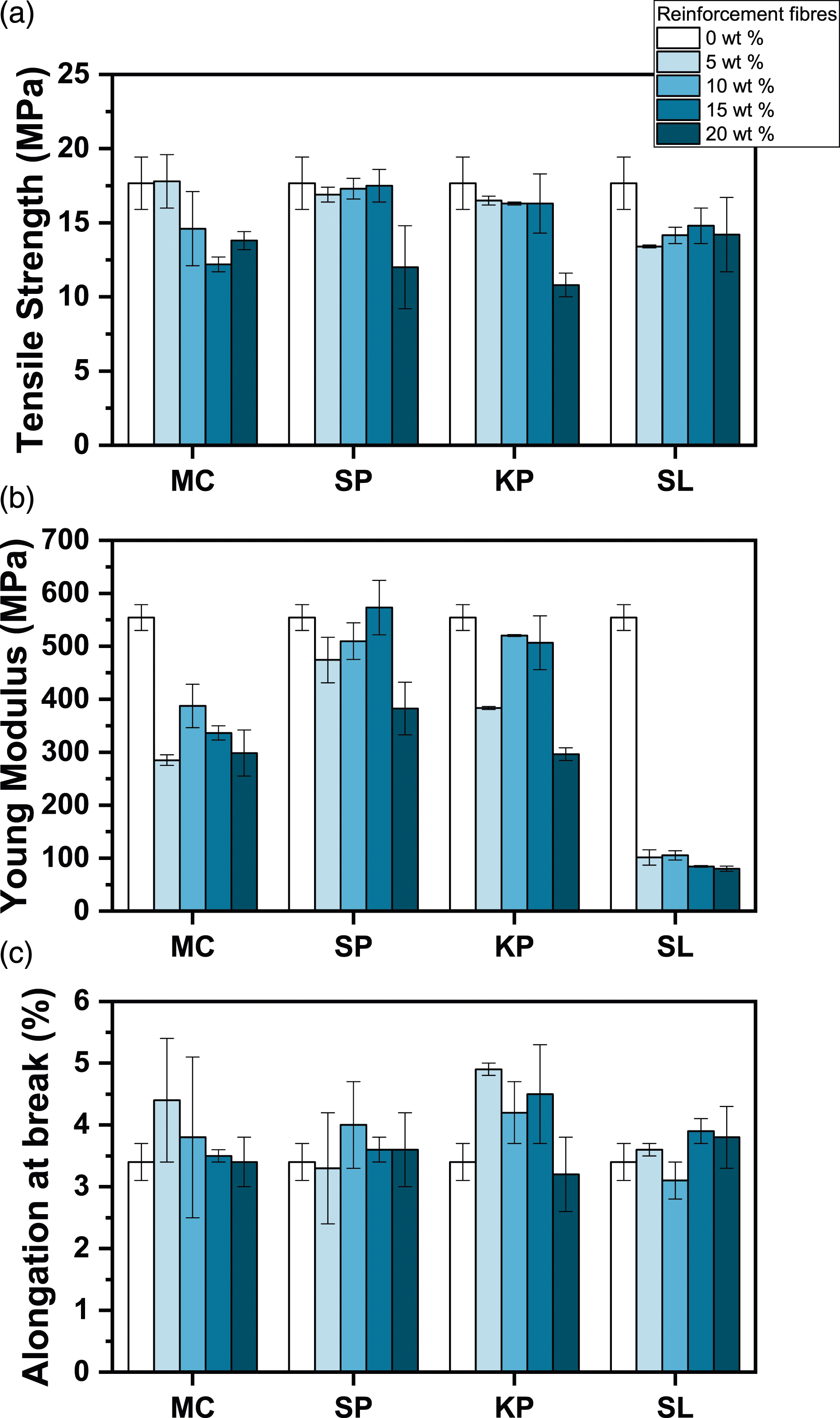
SL from WWTP presented lower values in tensile strength approximately 10%–20% in the range of 5 to 20 wt% of fibre’s incorporation in comparison with neat PBS. Iwakiri et al 24 see the same results for PLA reinforced with SL. Similar results with polypropylene was shown by Mutje et al 63 and Magalhães et al. 22 At 20 wt%, SL composites showed better results in in the same load of fillers of PBS/SP and PBS/KP. This may be explained based on the torque rheometry analysis shown in Figure 4. The explanation is that for each graphic there are two different profiles, but for SL the first one goes until 25 wt% of added fibres whereas the others are 15 wt%. Hence, for SP and KP, the critical concentration of solids in the PBS matrix has been exceeded and the mixing process may not be as effective and consequently there is a decrease in tensile and elongation properties.
Although cellulose is the major constituent in all fibres, as shown in FTIR analysis, commercial MC was used to compare the results and to understand if the use of these by-products from the pulp and paper industry may originate materials with improved mechanical properties. In the case of PBS/MC-based composites, they retain the tensile strength until 5 wt% of fibre incorporation but the addition of more MC, until 20 wt%, represents a higher decrease in the tensile strength. The results in mechanical properties for PBS-MC are according to other studies,33,56,64 Another study with PBS-MC composites, reports a decrease in tensile strength up to 30 wt% of filler content. 33 Similar results were observed for PLA. 65 Lindström et al 66 said that the size of cellulose, crystallinity and morphology can play an important role in interfacial adhesion, affecting the quantity of OH groups.
Young´s modulus is obtained from the slope of the initial part of the stress-strain curve for material under tension. Thus, very high values correspond to rigid materials and very low values to deformable/elastic materials. 67 This study shows that the modulus has a decrease of 14%, 31%, 49% and 82% when adding 5 wt% by mass of SP, KP, MC and SL, respectively, relative to the neat PBS (554 ± 24 MPa – in accordance with the technical data sheet of the polymer). Some scientific papers report an increase in young's modulus with the presence of cellulose, but in most of the studies the young's modulus of neat PBS is lower than ours. 60 Saffian et al 61 relates this with the presence of lignin that may interact through a polar-polar interaction between lignin and PBS matrix. 61 However, following the addition of 10 to 15 wt% of fibres the modulus has an increase in SP and KP, making the biocomposites with higher stiffness. In addition, at 20% fibre, there is a significant modulus decrease, agreeing with other studies 61 that reports a decrease in young’s modulus between the 10% to 20% load of cellulose. In the other hand, the biocomposites with MC, the modulus decreased compared to SP and KP ones with, Katiyar et al 68 related with the orientation that fibres take when adding to the matrix in two directions which provided poor orientation resulting in weak reinforcement. SL has a higher decrease in modulus, explained by the high content of CaCO3, resulting to a decrease in bond strength between particles and an overall poorer dispersion. Similar results for PLA matrix was observed by Betancour et al, 51 and Iwakiri et al. 24
The elongation at break measures the ductility of the final products. Materials with high elongation at break have higher ductility, which means that they have more tendency to deform before at breaks. On the other hand, materials with low ductility are brittle and will fracture before deforming when applied a tensile. 69 The results show that neat PBS has an elongation of 3.4 ± 0.3%, similar to other studies 70 and the presence of reinforcement fibres leads to materials with slightly different ductility, depending on the used filler. Candal et al 71 related the decrease in elongation with the high loading of cellulose in biocomposites, which results in restricted polymer chain movements because of the friction between polymer and fibres that reduce the mobility in the polymeric chain.
Conclusions
This study focused on the development of new PBS-based composites, PBS/SP, PBS/KP and PBS/SL, using some residues from the pulp and paper industry as reinforcing fibres, evaluating their physicochemical and mechanical properties, and comparing them with a similar material (PBS/MC) prepared with commercial microcrystalline cellulose. Torque rheometry technique was used to determine the best conditions for the preparation of the different composites and they were characterised using FTIR for chemical composition, DSC-TGA for thermal properties, SEM for morphology, contact angle for surface wettability, water absorption for swelling, solubility for disintegration in water and tensile tests (tensile strength, young modulus, elongation at break) for mechanical properties.
We have shown that biocomposites reinforced with some by-products and residues from the pulp and paper industry generally have similar or even better properties than materials using commercial microcrystalline cellulose at the same concentration (wt%). For the matrix studied, the critical concentration of solids was 20 wt% for SP and KP and 30% for SL. The new PBS-based biocomposites reinforced with cellulosic fibres show low water absorption, low solubility, and large water contact angle. These materials also show good results in the mechanical tests, such as tensile strength, Young's modulus, and elongation at break. Overall, these results show the possibility of reusing this type of residues in the development of new cellulosic biocomposites. New biobased and biodegradable materials with high potential can be achieved by converting industrial wastes into value-added products that provide end users with products with fully biodegradable and/or compostable behaviour at lower costs.
This study shows the possibility of using some by-products of the pulp and paper industry to develop new composites based on PBS with excellent properties that contribute to a circular economy, and to synthesise new materials that are fully biodegradable and/or compostable. The effects of the type of treatment of the reinforcing fibres (acidic or alkaline) and the mass ratio on the mechanical and physicochemical properties of the biocomposites were studied. In conclusion, comparing the tensile and young’s modulus tests the biocomposites with SP give the best results at all-fibre concentrations, with minor loss of mechanical properties with high rigidity, so the optimal loading fibres with less decrease of mechanical properties is 15% wt% of SP that provided high tensile strength and Young’s Modulus.
Footnotes
Acknowledgments
The authors also thank to CQC supported by FCT through the projects UID/QUI/00313/2020 and COMPETE.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article. This work was supported by B2-SOLUTIONS project (reference: POCI-01-0247-FEDER-048505), co-financed by the European Regional Development Fund (ERDF), through the “Portugal 2020” (PT2020) program, within the framework of the System of Incentives to Research and Technological Development (SII&DT) and the Operational Program for Competitiveness and Internationalization (COMPETE2020).